Note. The engine is not to be started for approx. 30 minutes after installing the camshafts. The hydraulic valve compensation elements have to settle (otherwise valves will strike pistons). After working on the valve gear, turn the engine carefully at least 2 rotations to ensure that none of the valves make contact when the starter is operated. Replace seals and gaskets.
Scheme 168
1 - Camshaft adjuster - exhaust
- Identification: 32A
- Removing and installing. Refer to «Camshaft timing chain, removing from camshafts»(ref-276269-S22252894662008010300000)
2 - 60 Nm + 90° (1/4 turn) further
- Replace
- To remove and install, counterhold with 32 mm open end wrench on camshaft. Refer to «Camshaft timing chain, removing from camshafts»(ref-276269-S22252894662008010300000)
3 - Camshaft adjuster - intake
- Identification: 24E
- Removing and installing. Refer to «Camshaft timing chain, removing from camshafts»(ref-276269-S22252894662008010300000)
4 - Valve timing housing
- Removing and installing. Refer to «Camshafts, removing and installing»(ref-276269-S35464212592008010300000)
- Check filter of valve timing housing for dirt before installing. Refer to «Checking filter of valve timing housing for dirt»(ref-276269-S38779581952008021500000)
- When installing, lightly oil contact surfaces of oil seals
- Disassembling and assembling. Refer to «Disassembling and assembling valve timing housing»(ref-276269-S01996524122008021500000)
5 - Valve stem oil seal
6 - Valve spring
- Installed position: larger diameter on bottom
7 - Valve spring plate
8 - Valve keepers
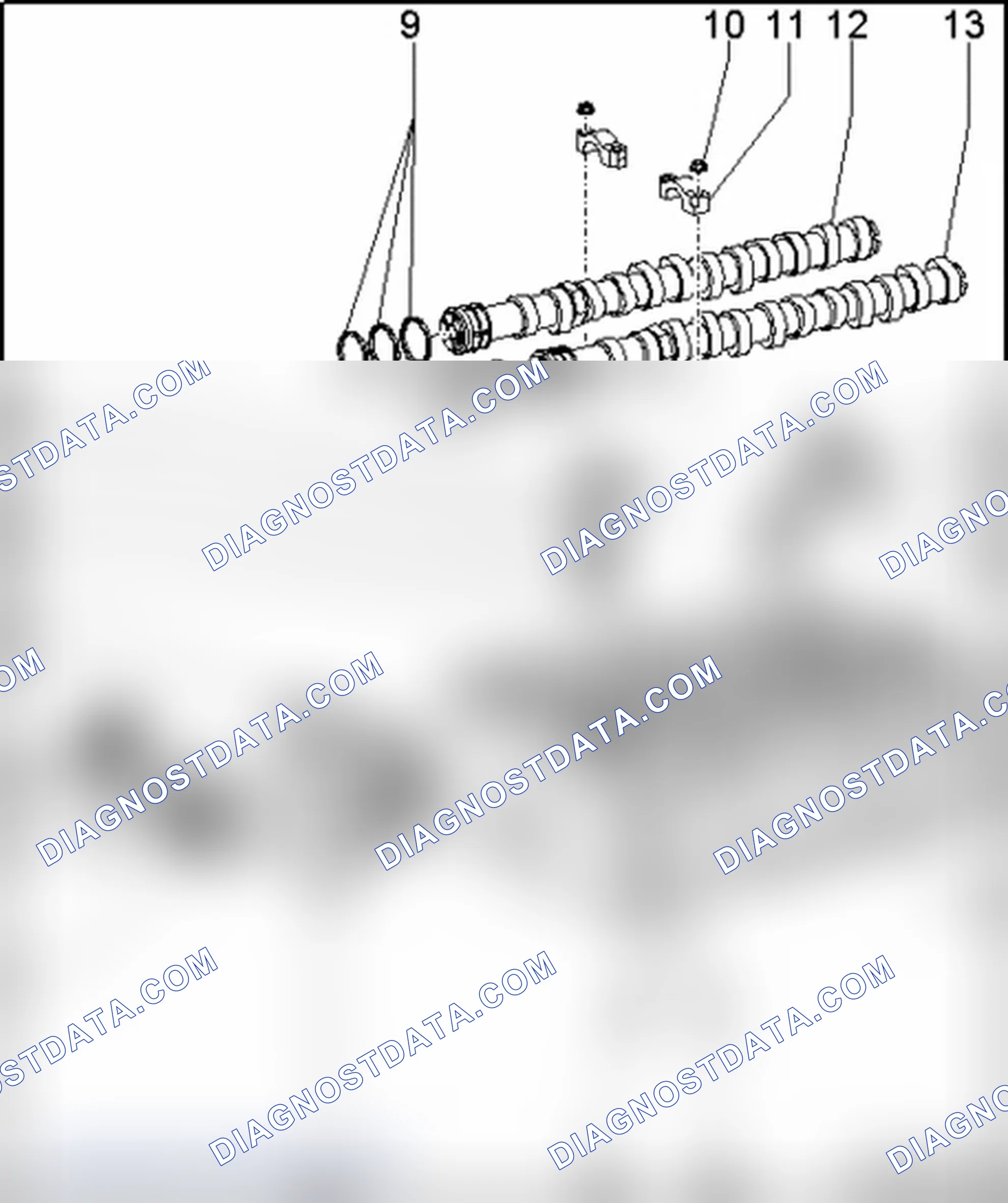
9 - Camshaft seals
- 3 per camshaft
- Replace all if leak detected
- When installing valve timing housing, item -5-, lightly oil contact surfaces of oil seals
- Offset gaps by 120° when installing
- Do not stretch seals too wide when replacing
10 - 5 Nm + 45° (1/8 turn) further
11 - Bearing cap
- Installed position. Refer to «Installed position of bearing caps for camshafts»(ref-276269-S24077227072008021500000)
- Installation sequence. Refer to «Camshafts, removing and installing»(ref-276269-S35464212592008010300000)
12 - Intake camshaft
- Check radial clearance with Plastigage ®
- Wear limit (radial clearance): 0.1 mm
- Run-out: 0.01 mm (max.)
- Checking axial clearance. Refer to «Camshaft axial clearance, checking»(ref-276269-S38875246852008010300000)
- Removing and installing camshafts. Refer to «Camshafts, removing and installing»(ref-276269-S35464212592008010300000)
- Identification. Refer to «Camshaft identification»(ref-276269-S29158123902008021500000)
13 - Exhaust camshaft
- Check radial clearance with Plastigage ®
- Wear limit (radial clearance): 0.1 mm
- Run-out: 0.01 mm (max.)
- Checking axial clearance. Refer to «Camshaft axial clearance, checking»(ref-276269-S38875246852008010300000)
- Removing and installing camshafts. Refer to «Camshafts, removing and installing»(ref-276269-S35464212592008010300000)
- Identification. Refer to «Camshaft identification»(ref-276269-S29158123902008021500000)
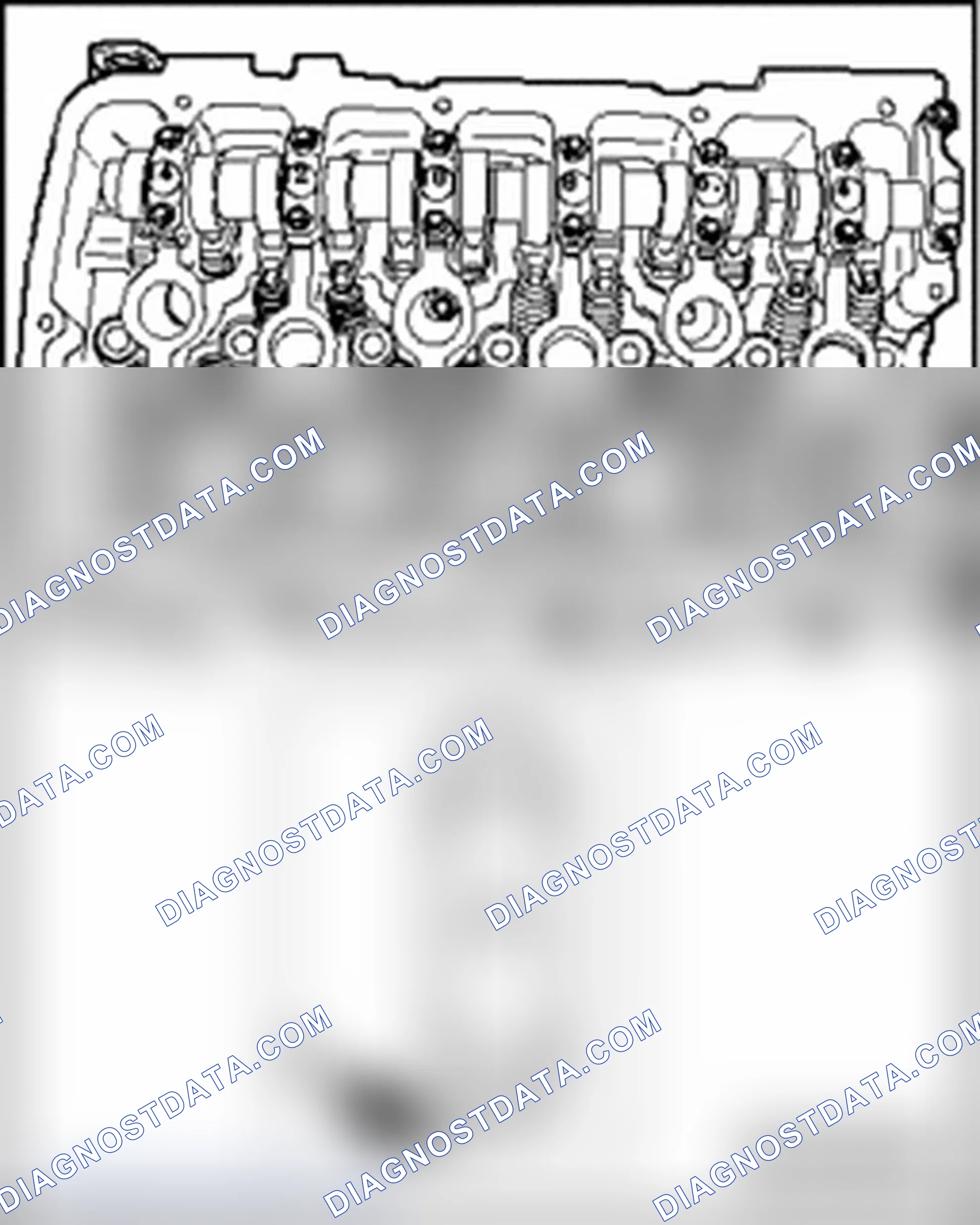
14 - Roller rocker finger
- Do not interchange
- Check roller bearing
- Before installing, check camshaft axial clearance. Refer to «Camshaft axial clearance, checking»(ref-276269-S38875246852008010300000)
- Lubricate contact surface
- Assembly: attach to supporting element using securing clip, item -15
15 - Securing clip
- Check for firm attachment
16 - Supporting element
- With hydraulic valve clearance compensation
- Do not interchange
- Before installing, check camshaft axial clearance. Refer to «Camshaft axial clearance, checking»(ref-276269-S38875246852008010300000)
- Lubricate contact surface
17 - Cylinder head
- Checking valve guides. Refer to «Valve guides, checking»(ref-276269-S12445373432008010300000)
- Machining valve seats. Refer to «Valve seats, machining»(ref-276269-S22009293952008010300000)
18 - Valves
- Must not be machined; only lapping is permissible
- Valve dimensions. Refer to «Valve dimensions»(ref-276269-S14113758522008021500000)
- Checking valve guides. Refer to «Valve guides, checking»(ref-276269-S12445373432008010300000)
- Machining valve seats. Refer to «Valve seats, machining»(ref-276269-S22009293952008010300000)
19 - 8 Nm
Scheme 169
The camshaft identification is located between the cam pairs for cylinder No. 4 and 5.
A - Exhaust camshaft; identification 022 - index 101
B - Intake camshaft; identification 022 - index 102
Coat surface of bearing caps 7 and 8 with lubricating paste
Scheme 170
- Thinly coat contact surface (hatched surface in illustration) of bearing caps 7 and 8 with lubricating paste G 052 723 A2.
Scheme 171
- Pointed section of bearing caps -A- for intake and exhaust camshafts faces outward.
Scheme 172
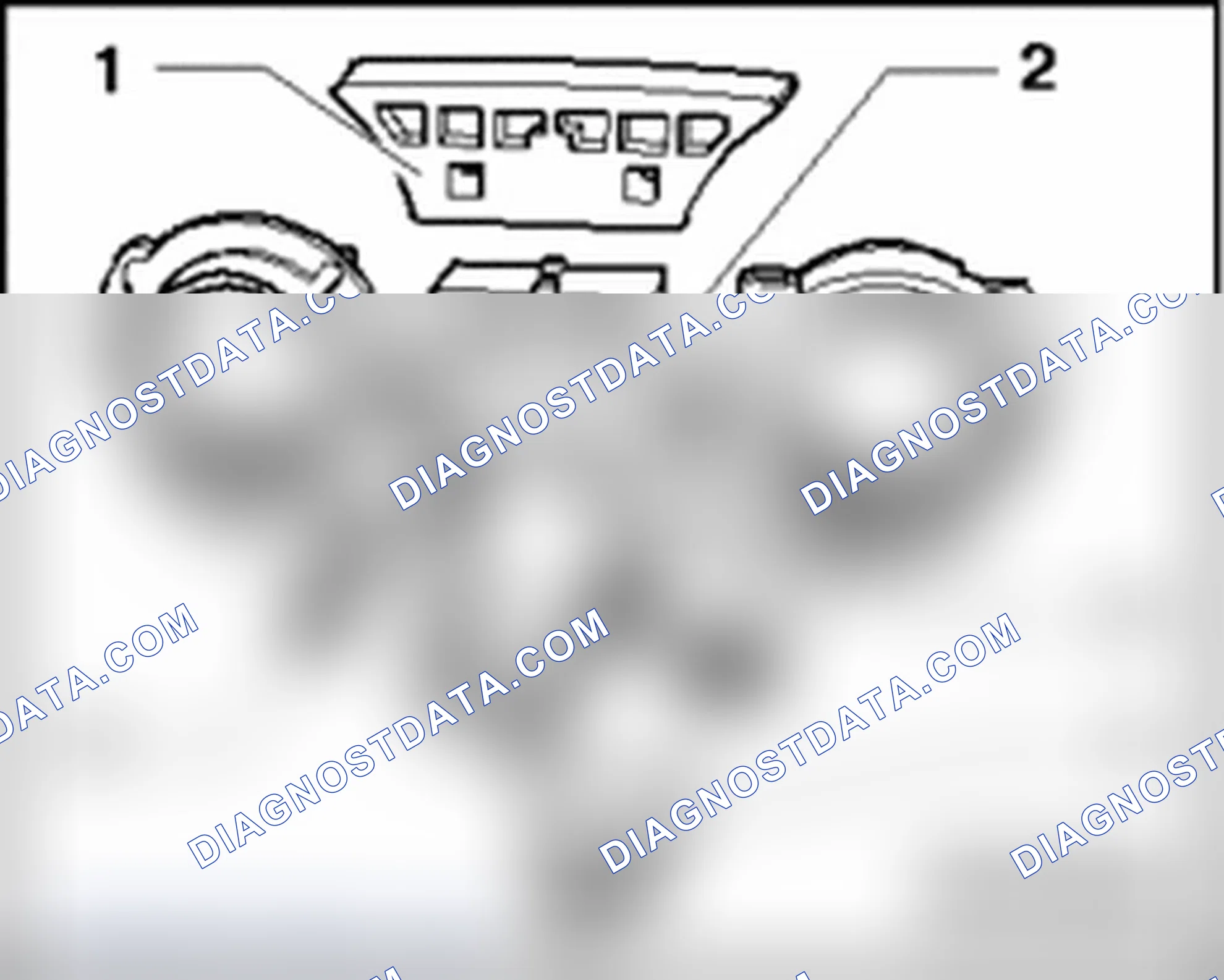
1 - Guide rail; clipped onto valve timing housing
2 - Valve timing housing
3 - Valve -1- for camshaft adjustment -N205
4 - Camshaft adjustment valve 1 (exhaust) -N318
5 - 8 Nm
Scheme 173
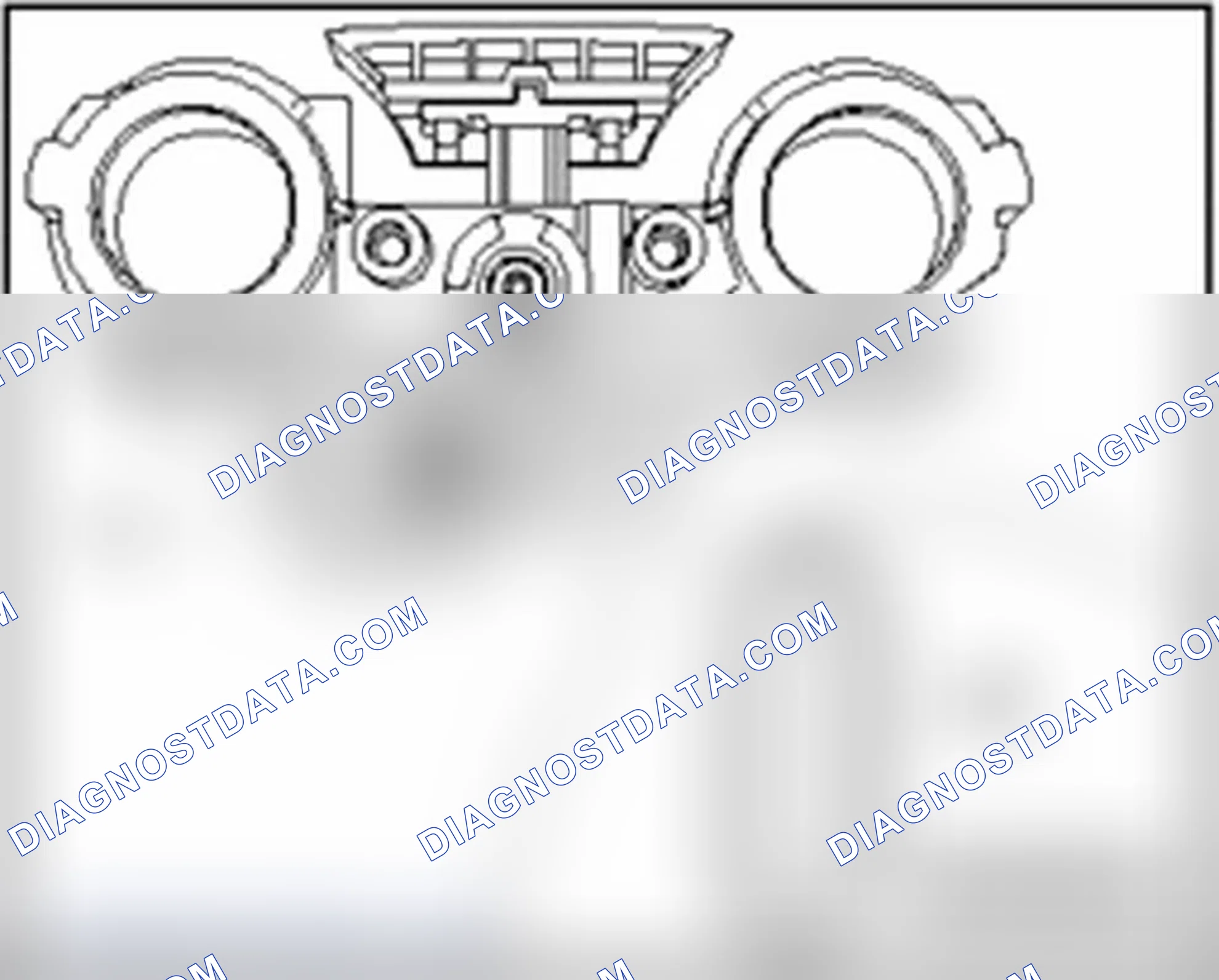
- Unclip filter -2- on back of valve timing housing -1- and clean away any dirt or grime.
Scheme 174
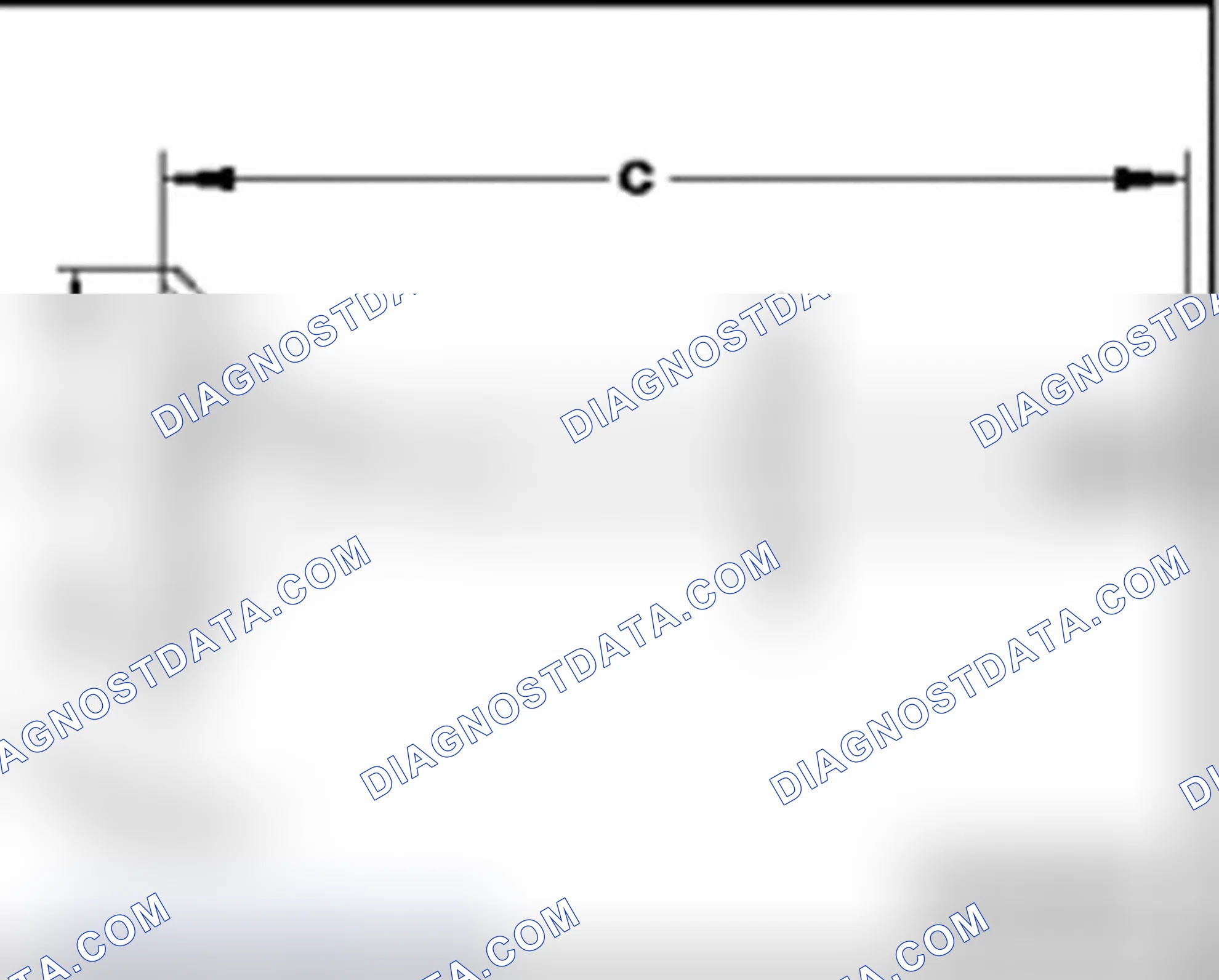
Note. Intake and exhaust valves must not be machined. Only lapping is permitted.
| Dimension | Short intake valve | Long intake valve | Short exhaust valves | Long exhaust valve | |
|---|---|---|---|---|---|
| Dia.a | Mm | 31.00 | 31.00 | 27.00 | 27.00 |
| Dia.b | Mm | 5.96 | 5.96 | 5.94 | 5.94 |
| C | Mm | 102.20 | 136.10 | 102.50 | 136.40 |
| Α | Angle° | 45 | 45 | 45 | 45 |
| WARNING | Sodium-filled exhaust valves must not be scrapped without first being properly treated. Using a metal saw, the valves must be cut in half between the shaft center and valve plate. They must not come into contact with water while being cut. After cutting open valves, throw not more than 10 at a time into a bucket of water. Then step back. A sudden chemical reaction will occur during which the sodium filling is consumed. Valves that have been treated in this manner can then be disposed of as normal scrap metal. |