| Honing dimension (in mm) | Crankshaft bearing main journal diameter | Connecting rod bearing journal diameter | |
|---|---|---|---|
| Basic dimension 1) | 59.958...59.978 | 53.958...53.978 | |
1) 90° equals one quarter turn
Scheme 140
1 - Connecting rod bolt, 30 Nm + 90° (1/4 turn) further
- Replace
- Lubricate threads and contact surface
- To measure radial clearance, tighten to 30 Nm but not further
2 - Connecting rod bearing cap
- Mark cylinder allocation -B
- Installed position: Markings -A- must be on same side
3 - Bearing shells
- Installed position: retaining tabs of both bearing shells lie on same side of connecting rod
- Do not interchange used bearing shells (mark)
- Retaining tabs on bearing shells must fit tightly in recesses
- Axial clearance, New: 0.05...0.31 mm; Wear limit: 0.40 mm
- Measure radial clearance with Plastigage
- Do not rotate crankshaft when measuring radial clearance
- Radial clearance, New: 0.02...0.07 mm; Wear limit: 0.10 mm
- Replacement parts are color coded "yellow" for lower and "red" for upper
4 - Connecting rod
- With hole for piston pin lubrication
- Only replace as a set
- Mark cylinder allocation -B
- Installed position: Mark -A- faces toward shallow side of piston (shallow side of piston crown faces cylinder block center)
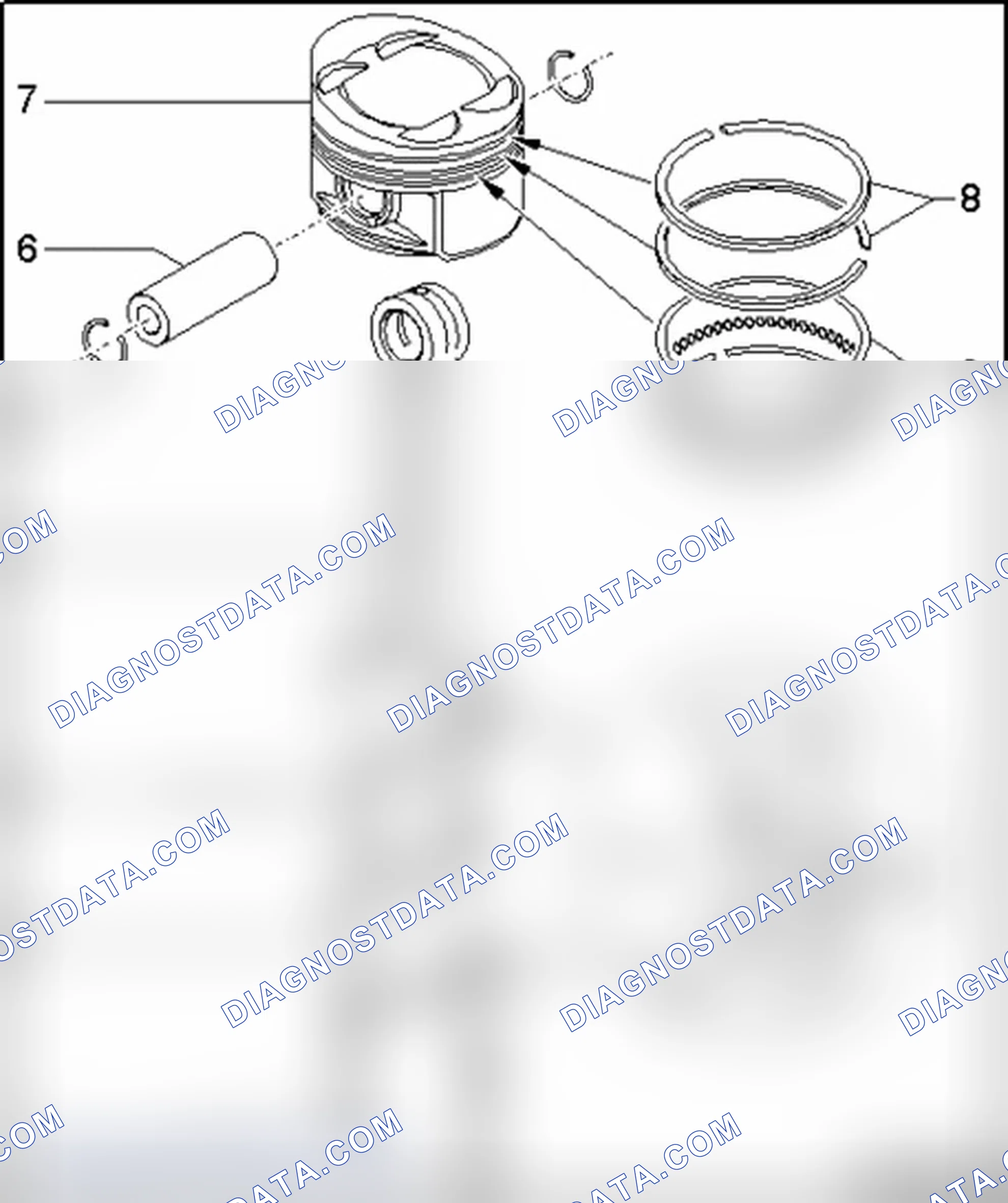
5 - Circlip
6 - Piston pin
- If difficult to move, heat piston to 60° C
- Remove and install using drift VW 222 A
7 - Piston
- Checking. Refer to «Checking piston»(ref-276269-S01193825702008021500000)
- Mark installed position to connecting rod and cylinder allocation
- Shallow side of piston crown faces center of cylinder block
- Piston and cylinder dimensions. Refer to «Piston and cylinder dimensions»(ref-276269-S09083849552008010300000)
- Install using T10147. Refer to «Installing piston with tool T10147»(ref-276269-S27932900072008021500000)
8 - Piston rings
- Compression rings
- Offset gaps by 120°
- Remove and install using piston ring pliers
- "TOP" must face toward piston crown
- Checking ring gap. Refer to «Checking piston ring gap»(ref-276269-S20292376232008021500000)
- Checking ring to groove clearance. Refer to «Checking ring to groove clearance»(ref-276269-S13577202212008021500000)
9 - Piston ring
- Oil scraping ring
- 3-part
- Install upper steel ring so gap is offset by 120° to neighboring compression ring
- Offset all gaps of oil scraping ring components to each other
Scheme 141
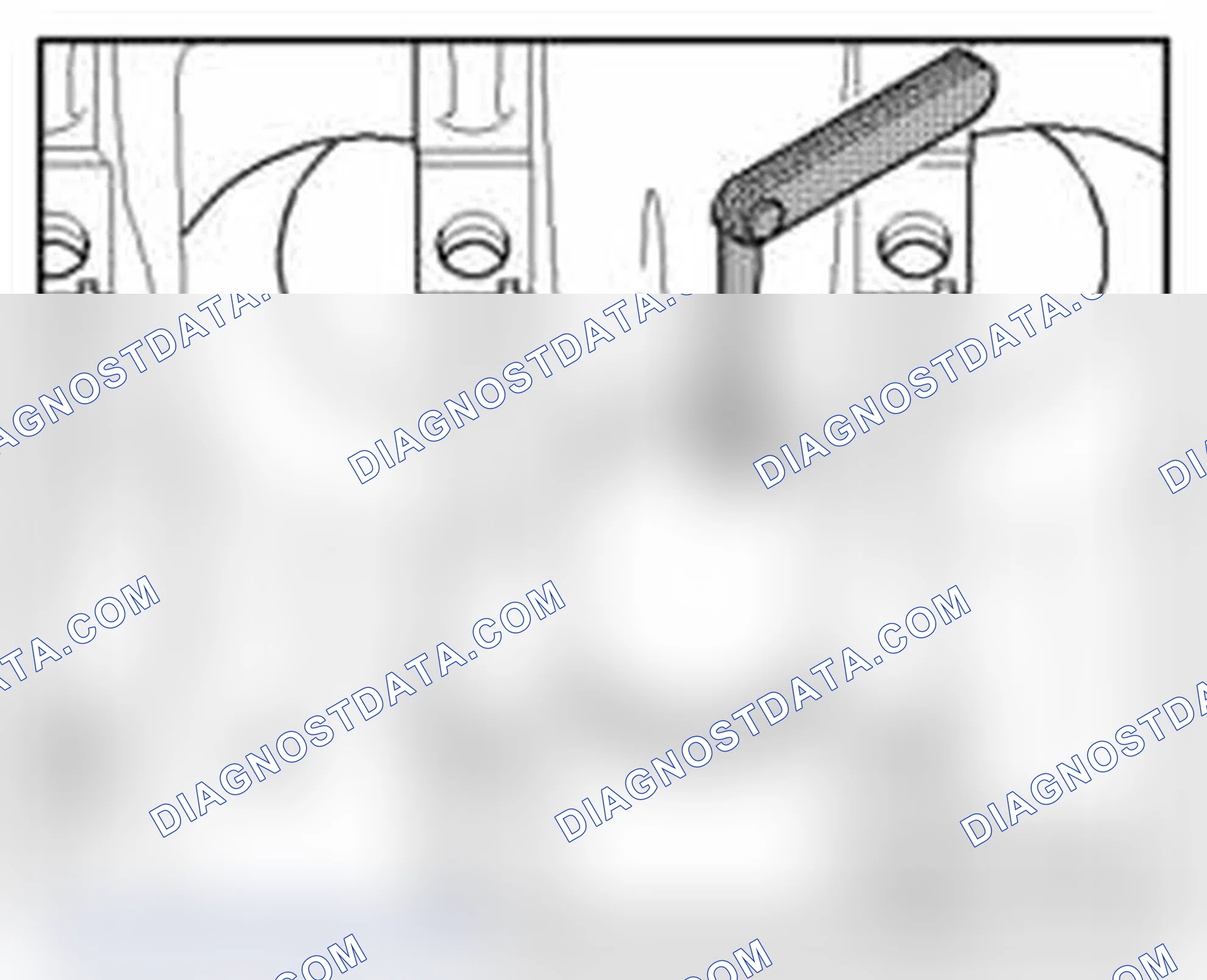
- Insert ring at right angle to cylinder wall from above and push down into lower cylinder opening approx. 15 mm from bottom of cylinder. To do so, use a piston without rings.
- Use a feeler gauge to measure.
| Piston ring (in mm) | New | Wear limit | |
|---|---|---|---|
| Compression ring | 0.20...0.40 | 1.00 | |
| Tapered stepped ring | 0.20...0.40 | 1.00 | |
| Oil scraper ring | 0.25...0.50 | 1.00 | |
Scheme 142
- Clean groove in piston before checking clearance.
- Use a feeler gauge to measure.
| Piston ring (in mm) | New | Wear limit | |
|---|---|---|---|
| Compression ring | 0.04...0.09 | 0.15 | |
| Tapered stepped ring | 0.03...0.06 | 0.15 | |
| Oil scraper ring | 0.02...0.06 | 0.15 | |
Scheme 143
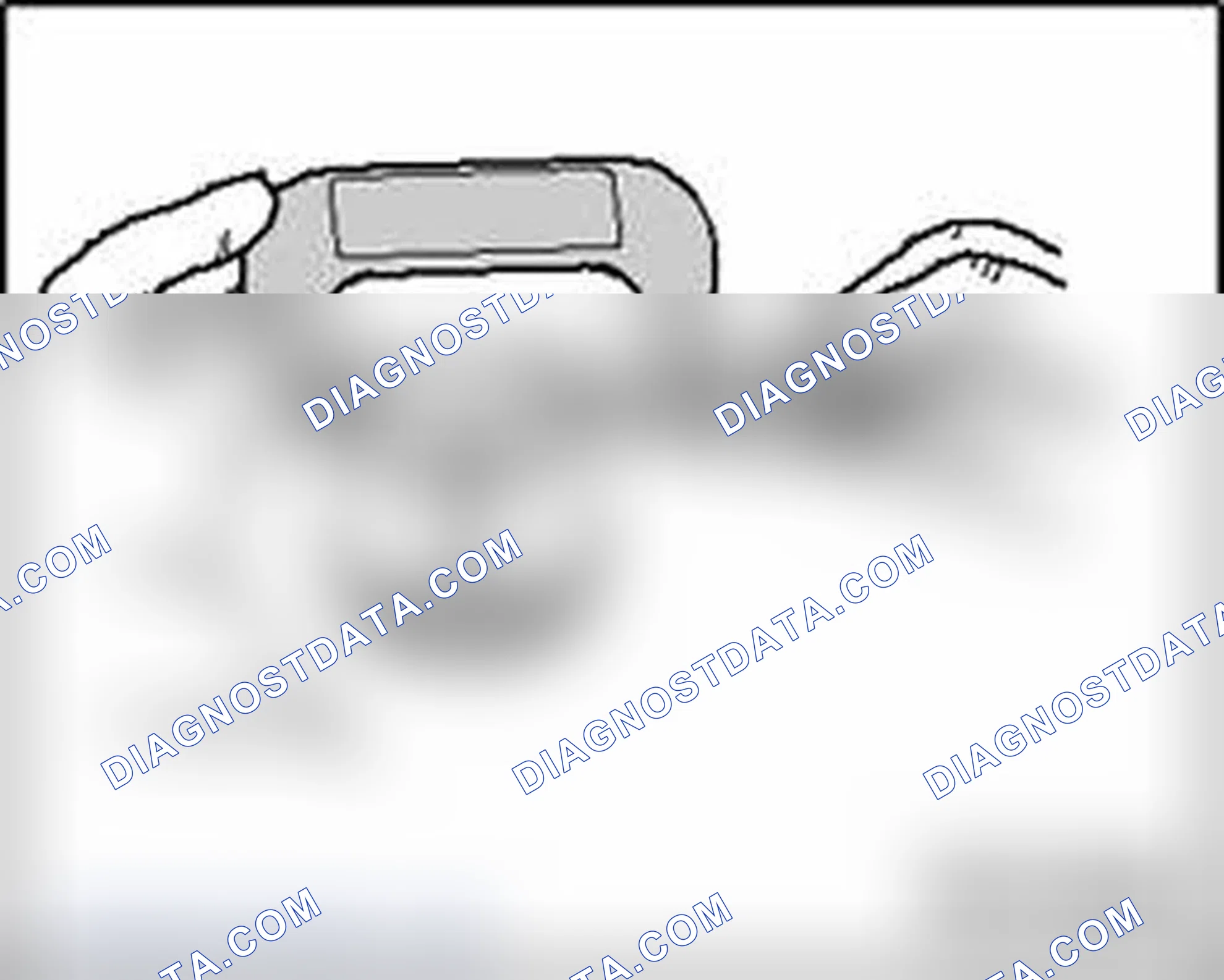
- Measure approx. 6 mm from lower edge, perpendicular to piston pin axis. Use an external micrometer, 75...100 mm, to measure.
- Max. deviation from nominal dimension: 0.04 mm
Scheme 144
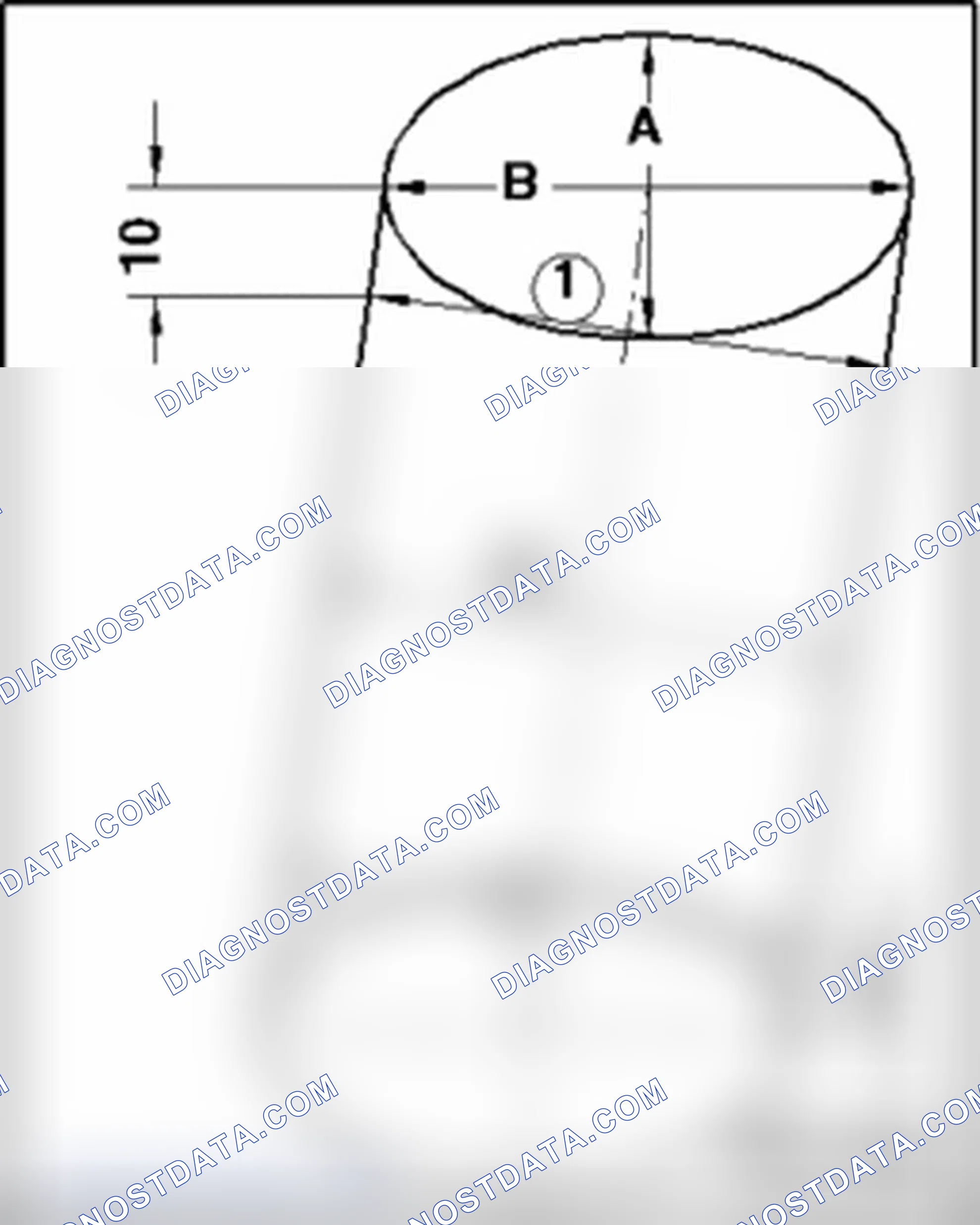
- Make measurements at three positions diagonally in transverse direction -A- and in longitudinal direction -B-. Use a cylinder gauge, 50...100 mm, to measure.
- Max. deviation from nominal dimension: 0.08 mm