STANDARD PROCEDURE-CYLINDER BORE HONING
Before honing, stuff plenty of clean shop towels under the bores and over the crankshaft to keep abrasive materials from entering the crankshaft area.
Scheme 84
- Used carefully, the Cylinder Bore Sizing Hone C-823, equipped with 220 grit stones, is the best tool for this job. In addition to deglazing, it will reduce taper and out-of-round, as well as removing light scuffing, scoring and scratches. Usually, a few strokes will clean up a bore and maintain the required limits. CAUTION: DO NOT use rigid type hones to remove cylinder wall glaze.
- Deglazing of the cylinder walls may be done if the cylinder bore is straight and round. Use a cylinder surfacing hone, Honing Tool C-3501, equipped with 280 grit stones (C-3501-3810). about 20-60 strokes, depending on the bore condition, will be sufficient to provide a satisfactory surface. Using honing oil C-3501-3880, or a light honing oil, available from major oil distributors. CAUTION: DO NOT use engine or transmission oil, mineral spirits, or kerosene.
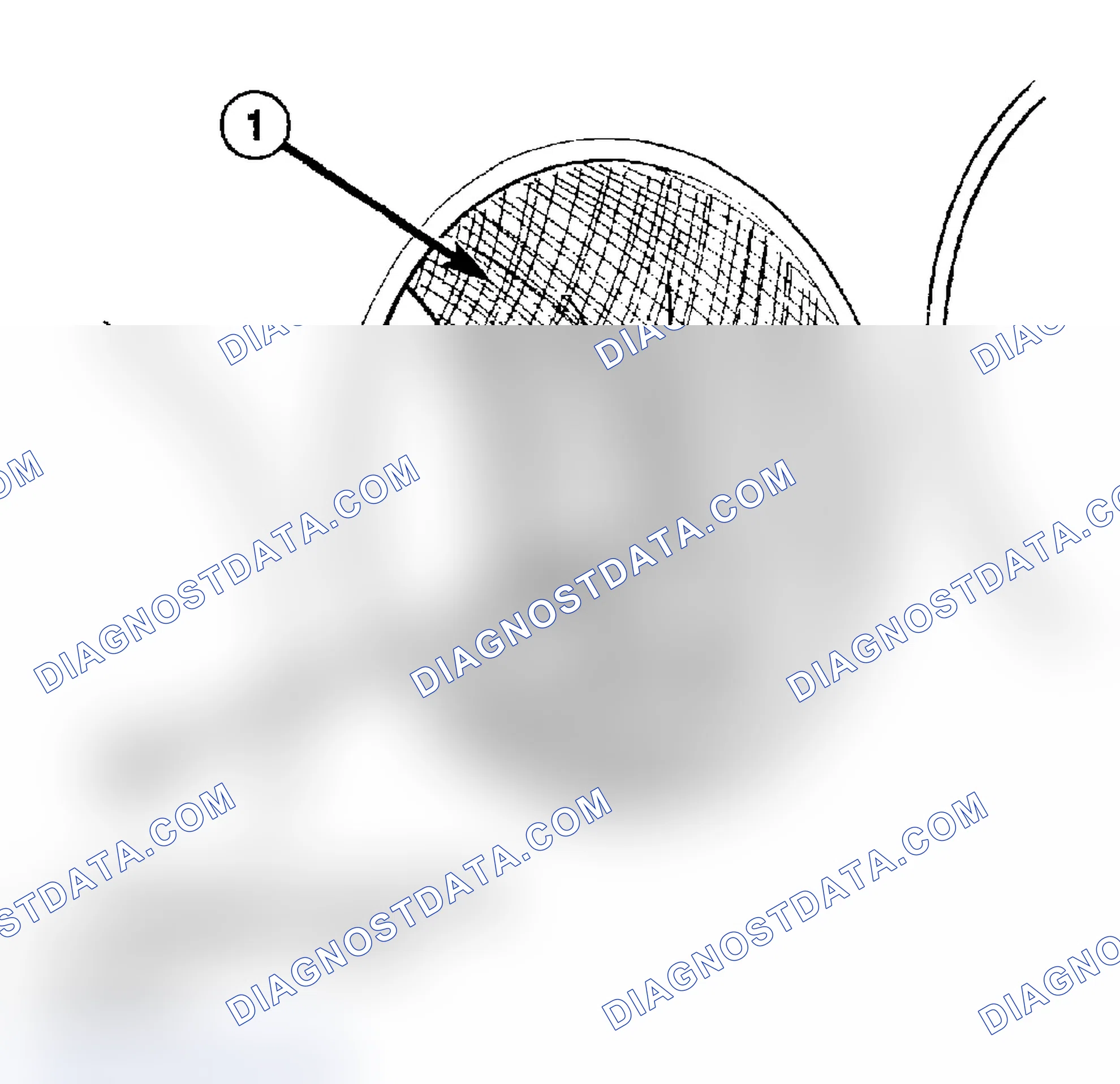
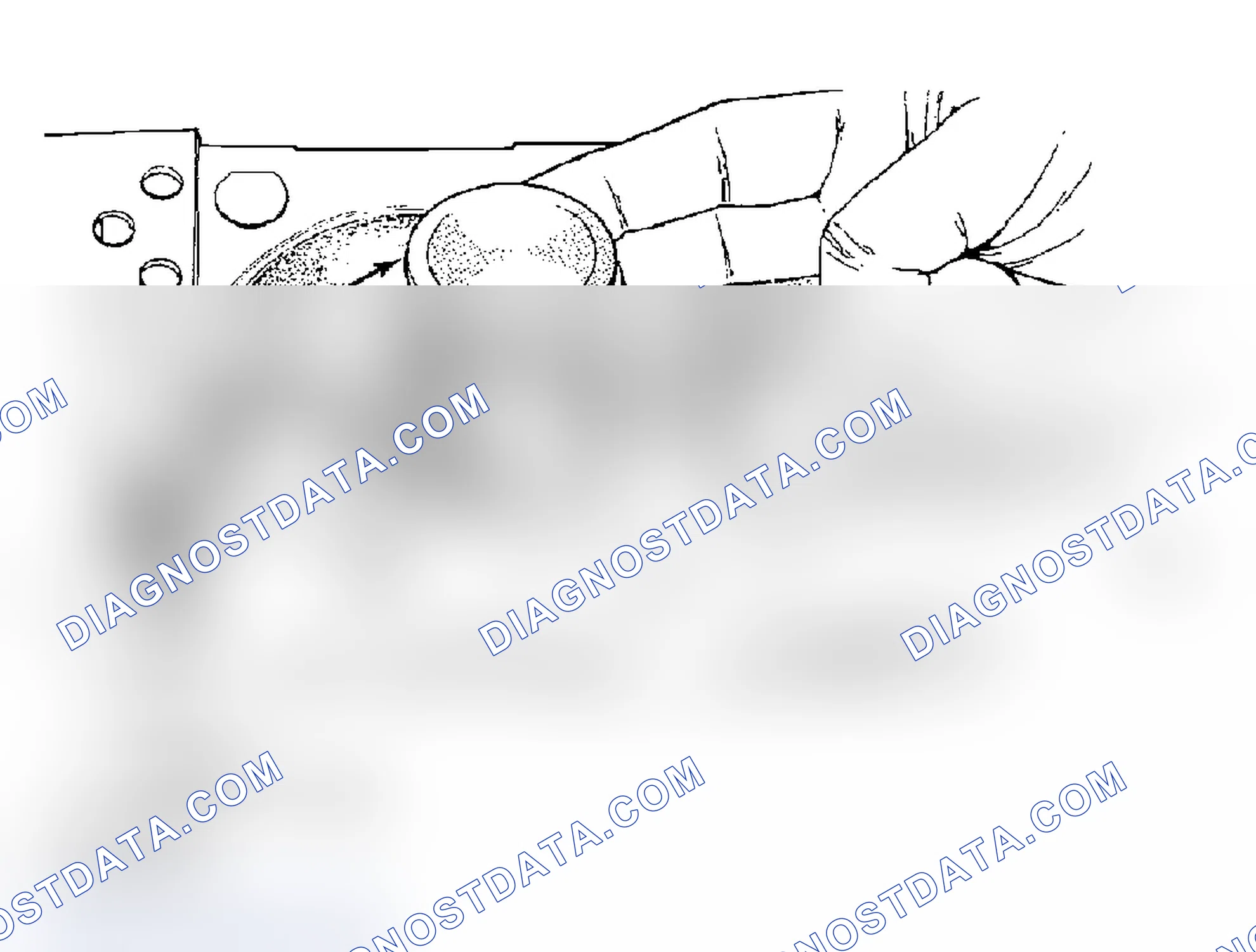
- Honing should be done by moving the hone up and down fast enough to get a crosshatch pattern. The hone marks should INTERSECT at 50° to 60° for proper seating of rings. (Scheme 84)
- A controlled hone motor speed between 200 and 300 RPM is necessary to obtain the proper cross-hatch angle. The number of up and down strokes per minute can be regulated to get the desired 50° to 60° angle. Faster up and down strokes increase the cross-hatch angle.
- After honing, it is necessary that the block be cleaned to remove all traces of abrasive. Use a brush to wash parts with a solution of hot water and detergent. Dry parts thoroughly. Use a clean, white, lint-free cloth to check that the bore is clean. Oil the bores after cleaning to prevent rusting.
STANDARD PROCEDURE - FROM-IN-PLACE GASKETS AND SEALERS
There are numerous places where form-in-place gaskets are used on the engine. Care must be taken when applying form-in-place gaskets to assure obtaining the desired results. DO NOT use form-in-place gasket material unless specified. Bead size, continuity, and location are of great importance. Too thin a bead can result in leakage while too much can result in spill-over which can break off and obstruct fluid feed lines. A continuous bead of the proper width is essential to obtain a leak-free gasket.
There are numerous types of form-in-place gasket materials that are used in the engine area. Mopar® Engine RTV GEN II, Mopar® ATF-RTV, and Mopar® Gasket Maker gasket materials, each have different properties and can not be used in place of the other.
MOPAR® ENGINE RTV GEN II
Mopar® Engine RTV GEN II is used to seal components exposed to engine oil. This material is a specially designed black silicone rubber RTV that retains adhesion and sealing properties when exposed to engine oil. Moisture in the air causes the material to cure. This material is available in three ounce tubes and has a shelf life of one year. After one year this material will not properly cure. Always inspect the package for the expiration date before use.
MOPAR® ATF RTV
Mopar® ATF RTV is a specifically designed black silicone rubber RTV that retains adhesion and sealing properties to seal components exposed to automatic transmission fluid, engine coolants, and moisture. This material is available in three ounce tubes and has a shelf life of one year. After one year this material will not properly cure. Always inspect the package for the expiration date before use.
MOPAR® GASKET MAKER
Mopar® Gasket Maker is an anaerobic type gasket material. The material cures in the absence of air when squeezed between two metallic surfaces. It will not cure if left in the uncovered tube. The anaerobic material is for use between two machined surfaces. DO NOT use on flexible metal flanges.
MOPAR® GASKET SEALANT
Mopar® Gasket Sealant is a slow drying, permanently soft sealer. This material is recommended for sealing threaded fittings and gaskets against leakage of oil and coolant. Can be used on threaded and machined parts under all temperatures. This material is used on engines with multi-layer steel (MLS) cylinder head gaskets. This material also will prevent corrosion. Mopar® Gasket Sealant is available in a 13 oz. aerosol can or 4oz/16 oz. can w/applicator.
STANDARD PROCEDURE - REPAIR DAMAGED OR WORN THREADS
| CAUTION | Be sure that the tapped holes maintain the original center line. |
Damaged or worn threads can be repaired. Essentially, this repair consists of
- Drilling out worn or damaged threads.
- Tapping the hole with a special Heli-Coil Tap, or equivalent.
- Installing an insert into the tapped hole to bring the hole back to its original thread size.
STANDARD PROCEDURE-HYDROSTATIC LOCK
| CAUTION | DO NOT use the starter motor to rotate the crankshaft. Severe damage could occur. |
When an engine is suspected of hydrostatic lock (regardless of what caused the problem), follow the steps below.
- Perform the fuel pressure release procedure.
- Disconnect the negative cable(s) from the battery.
- Inspect air cleaner, induction system, and intake manifold to ensure system is dry and clear of foreign material.
- Place a shop towel around the spark plugs to catch any fluid that may possibly be under pressure in the cylinder head. Remove the spark plugs.
- With all spark plugs removed, rotate the crankshaft using a breaker bar and socket.
- Identify the fluid in the cylinders (coolant, fuel, oil, etc.).
- Be sure all fluid has been removed from the cylinders.
- Repair engine or components as necessary to prevent this problem from occurring again.
- Squirt a small amount of engine oil into the cylinders to lubricate the walls. This will prevent damage on restart.
- Install new spark plugs. Tighten the spark plugs to 41 N.m (30 ft. lbs.) torque.
- Drain engine oil. Remove and discard the oil filter.
- Install the drain plug. Tighten the plug to 34 N.m (25 ft. lbs.) torque.
- Install a new oil filter.
- Fill engine crankcase with the specified amount and grade of oil. See «LUBRICATION»(ref-174645-S15385582582005040700000) .
- Connect the negative cable(s) to the battery.
- Start the engine and check for any leaks.
8.0L ENGINE
| DESCRIPTION | SPECIFICATION |
|---|---|
| CAMSHAFT | |
| Bearing Diameter | |
| No. 1 | 53.16 - 53.19 mm (2.093 - 2.094 in.) |
| No. 2 | 52.76 - 52.78 mm (2.077 - 2.078 in.) |
| No. 3 | 52.35 - 52.37 mm |
| No. 4 | 51.94 - 51.97 mm (2.045 - 2.046 in.) |
| No. 5 | 51.54 - 51.56 mm (2.029 - 2.030 in.) |
| No. 6 | 48.74 - 48.77 mm (1.919 - 1.920 in.) |
| Bearing Journal Diameter | |
| No. 1 | 53.11 - 53.14 mm (2.091 - 2.092 in.) |
| No. 2 | 52.69 - 52.72 mm (2.0745 - 2.0755 in.) |
| No. 3 | 52.30 - 52.32 mm (2.059 - 2.060 in.) |
| No. 4 | 51.89 - 51.92 mm (2.043 - 2.044 in.) |
| No. 5 | 51.49 - 51.51 mm (2.027 - 2.028 in.) |
| No. 6 | 48.69 - 48.72 mm (1.917 - 1.918 in.) |
| Bearing to Journal Clearance | |
| No. 1,3,4,5,6 | 0.0254 - 0.0762 mm (0.001 - 0.003 in.) |
| No. 2 | 0.0381 - 0.0889 mm (0.0005 - 0.0035 in.) |
| Service Limit | 0.127 mm (0.005 in.) |
| End Play | 0.127 - 0.381 mm (0.005 - 0.015 in.) |
| CONNECTING RODS | |
| Piston Pin bore Diameter | 24.940 - 24.978 mm (0.9819 - 0.9834 in.) |
| Side Clearance | 0.25 - 0.46 mm (0.010 - 0.018 in.) |
| Total Weight (Less Bearing) | 744 gms. (26.24 oz.) |
| CRANKSHAFT | |
| Rod Journal Diameter | 53.950 - 53.975 mm (2.124 - 2.125 in.) |
| Out of Round (Max.) | 0.0254 mm (0.001 in.) |
| Taper (Max.) | 0.0254 mm (0.001 in.) |
| Bearing Clearance | 0.005 - 0.074 mm (0.0002 - 0.0029 in.) |
| Service Limit | 0.0762 mm (0.003 in.) |
| Main Bearing Journal Diameter | 76.187 - 76.213 mm (2.8995 - 3.0005 in.) |
| Out of Round (Max.) | 0.0254 mm (0.001 in.) |
| Taper (Max.) | 0.0254 mm (0.001 in.) |
| Bearing Clearance | 0.0051 - 0.058 mm (0.0002 - 0.0023 in.) |
| Service Limit | 0.071 mm (0.0028 in.) |
| End Play | 0.076 - 0.305 mm (0.003 - 0.012 in.) |
| Service Limit-End Play | 0.381 mm (0.015 in.) |
| CYLINDER BLOCK | |
| Cylinder Bore Diameter | 101.60 - 101.65 mm (4.0003 - 4.0008 in.) |
| Out of Round (Max.) | 0.0762 mm (0.003 in.) |
| Taper (Max.) | 0.127 mm (0.005 in.) |
| Lifter Bore Diameter | 22.982 - 23.010 mm (0.9048 - 0.9059 in.) |
| CYLINDER HEAD AND VALVES | |
| Valve Seat Angle | 44.5° |
| Runout (Max.) | 0.0762 mm (0.003 in.) |
| Width (Finish) - Intake | 1.016 - 1.524 mm (0.040 - 0.060 in.) |
| Valve Face Angle | 45° |
| Valve Head Diameter | |
| Intake | 48.640 - 48.900 mm (1.915 - 1.925 in.) |
| Exhaust | 41.123 - 41.377 mm (1.619 - 1.629 in.) |
| Overall Length | |
| Intake | 145.19 - 145.82 mm (5.716 - 5.741 in.) |
| Exhaust | 145.54 - 146.18 mm (5.730 - 5.755 in.) |
| Lift (@ zero lash) | |
| Intake | 9.91 mm (0.390 in.) |
| Exhaust | 10.34 mm (0.407 in.) |
| Stem Diameter | 7.900 - 7.920 mm (0.311 - 0.312 in.) |
| Guide Bore | 9.500 - 9.525 mm (0.374 - 0.375 on.) |
| Stem to Guide Clearance | 0.025 - 0.076 mm (0.001 - 0..003 in.) |
| Service Limit | 0.4318 (0.017 in.) |
| Valve Spring Free Length | 49.962 mm (1.967 in.) |
| Spring Tension | |
| Valve Closed | 378 N @ 41.66 mm (85 lbs. @ 1.64 in.) |
| Valve Open | 890 N @ 30.89 mm (200 lbs. @ 1.212 in.) |
| Number of Coils | 6.8 |
| Installed Height | 41.66 mm (1.64 in.) |
| Wire Diameter | 4.50 mm (0.177 in.) |
| HYDRAULIC TAPPETS | |
| Body Diameter | 22.949 - 22.962 mm (0.9035 - 0.9040 in.) |
| Clearance (to bore) | 0.0203 - 0.0610 mm (0.0008 - 0.0024 in.) |
| Dry Lash | 1.524 - 5.334 mm (0.060 - 0.210 in.) |
| Push Rod Length | 195.52 - 196.02 mm (7.698 - 7.717 in.) |
| OIL PRESSURE | |
| Curb Idle (Min.*) @ 3000 rpm | 83 kPa (12 psi) 345 - 414 kPa (50 - 60 psi) |
| * If oil pressure is zero at curb idle, DO NOT RUN ENGINE. | |
| OIL PUMP | |
| Clearance over Rotors (Max.) | 0.1906 mm (0.0075 in.) |
| Cover Out of Flat (Max.) | 0.051 mm (0.002 in.) |
| Inner Rotor Thickness (Min.) | 14.925 - 14.950 mm (0.5876 - 0.5886 in.) |
| Outer Rotor | |
| Clearance (Max.) | 0.1626 mm (0.006 in.) |
| Diameter (Min.) | 82.461 mm (3.246 in.) |
| Thickness (Min.) | 14.925 mm (0.5876 in.) |
| Tip Clearance between Rotors (Max.) | 0.584 mm (0.0230 in.) |
| PISTONS | |
| Clearance at Top of Skirt | 0.013 - 0.038 mm (0.0005 - 0.0015 in.) |
| Piston Length | 82.5 mm (3.25 in.) |
| Piston Ring Groove Depth | |
| #1 & 2 | 91.30 - 91.55 mm (3.594 - 3.604 in.) |
| #3 | 92.90 - 93.15 mm (3.657 - 3.667 in.) |
| Weight | 463 - 473 grams (16.33 - 16.68 oz.) |
| Piston to Bore Clearance | 0.013 - 0.038 mm (0.0005 - 0.0015 in.) |
| Service Limit | 0.0762 mm (0.003 in.) |
| PISTON PINS | |
| Clearance in Piston | 0.010 - 0.020 mm (0.0004 - 0.0008 in.) |
| Diameter | 24.996 - 25.001 mm (0.9841 - 0.9843 in.) |
| End Play | NONE |
| Length | 67.8 - 68.3 mm (2.67 - 2.69 in.) |
| PISTON RINGS | |
| Ring Gap | |
| Compression Rings | 0.254 - 0.508 mm (0.010 - 0.020 in.) |
| Oil Control (Steel Rails) | 0.381 - 1.397 mm (0.015 - 0.055 in.) |
| Ring Side Clearance | |
| Compression Rings Oil | 0.074 - 0.097 mm (0.0029 - 0.0038 in.) |
| Ring (Steel Rails) | 2.591 - 2.743 mm (0.102 - 0.108 in.) |
| VALVE TIMING | |
| Exhaust Valve | |
| Closes (ATDC) | 25° |
| Opens (BBDC) | 60° |
| Duration | 265° |
| Intake Valve | |
| Closes (ATDC) | 61° |
| Opens (BBDC) | 6° |
| Duration | 246° |
| Valve Overlap | 31° |
Engine Specifications
Scheme 85

Scheme 86

Scheme 87

Scheme 88

Scheme 89

Scheme 90
Scheme 91

Scheme 92

Scheme 93
Scheme 94
Scheme 95
Scheme 96

Scheme 97

Scheme 98
Scheme 99
Scheme 100
Scheme 101
Scheme 102
Scheme 103
Scheme 104

Scheme 105
Scheme 106
Scheme 107

Scheme 108
Scheme 109
COOLING SYSTEM TESTER METHOD
| WARNING | With cooling system tester in place, pressure will build up fast. excessive pressure built up, by continuous engine operation, must be released to a safe pressure point. Never permit pressure to exceed 138 kPa (20 psi). |
Install Cooling System Tester 7700 or equivalent to pressure cap neck. Start the engine and observe the tester's pressure gauge. If gauge pulsates with every power stroke of a cylinder a combustion pressure leak is evident.
CLEANING
Clean all surfaces of cylinder block and cylinder heads. Be sure material does not fall into the lifters and surrounding valley.
Clean cylinder block front and rear gasket surfaces using a suitable solvent.
Clean the exhaust manifold to cylinder head mating areas.
Clean cylinder head cover gasket surface.
Clean head rail, if necessary.
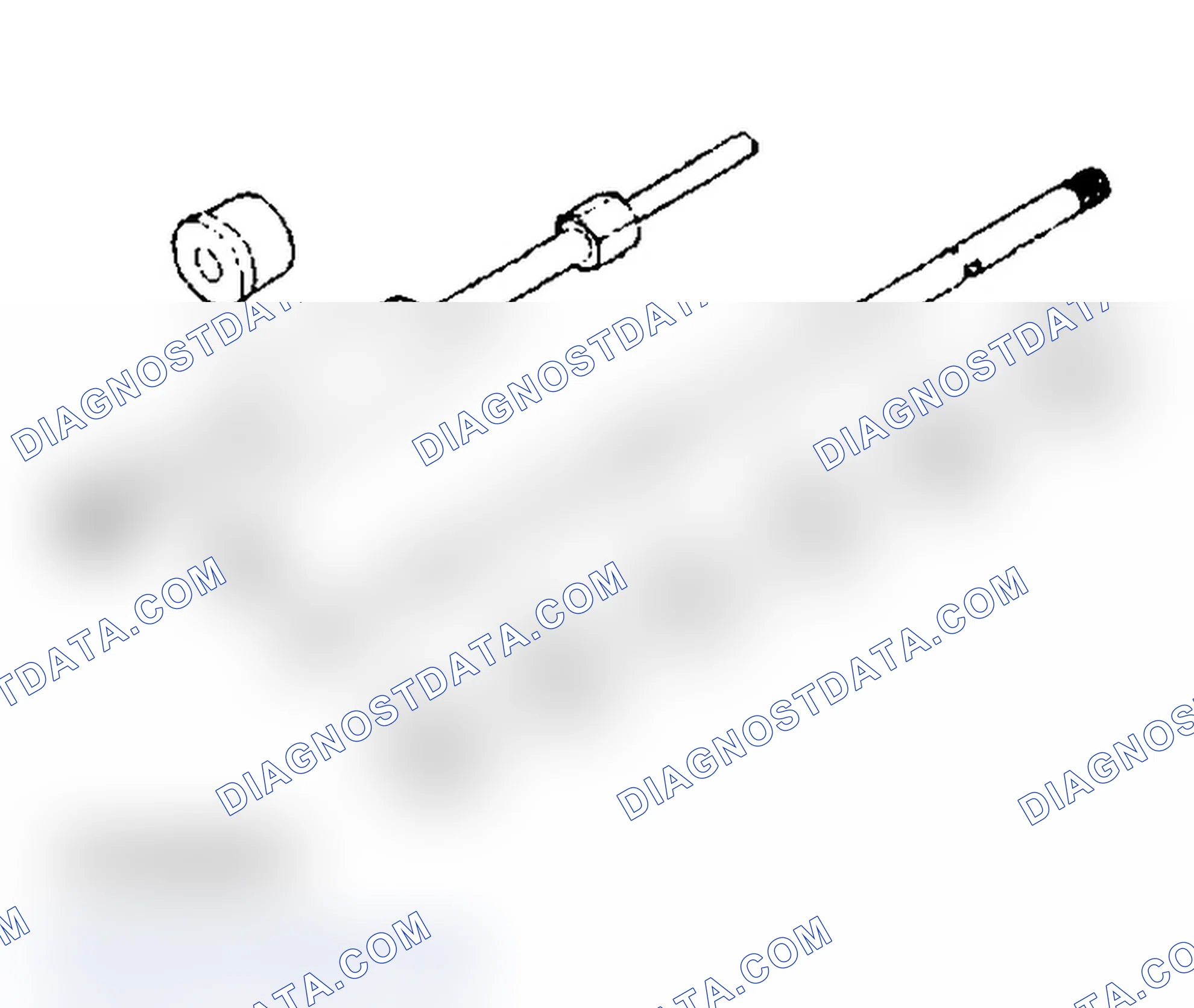
VALVE GUIDES
Measure valve stem guide clearance as follows
Scheme 110
Scheme 111

Scheme 112
- Install Black Valve Guide Sleeve Tool C-6819 over valve stem for the INTAKE valve and install valve. (Scheme 110) The special sleeve places the valve at the correct height for checking with a dial indicator.
- Install Silver Valve Guide Sleeve Tool C-6818 over valve stem for the EXHAUST valve and install valve. The special sleeve places the valve at the correct height for checking with a dial indicator.
- Attach Dial Indicator Tool C-3339 to cylinder head and set it at right angle of valve stem being measured. (Scheme 111)
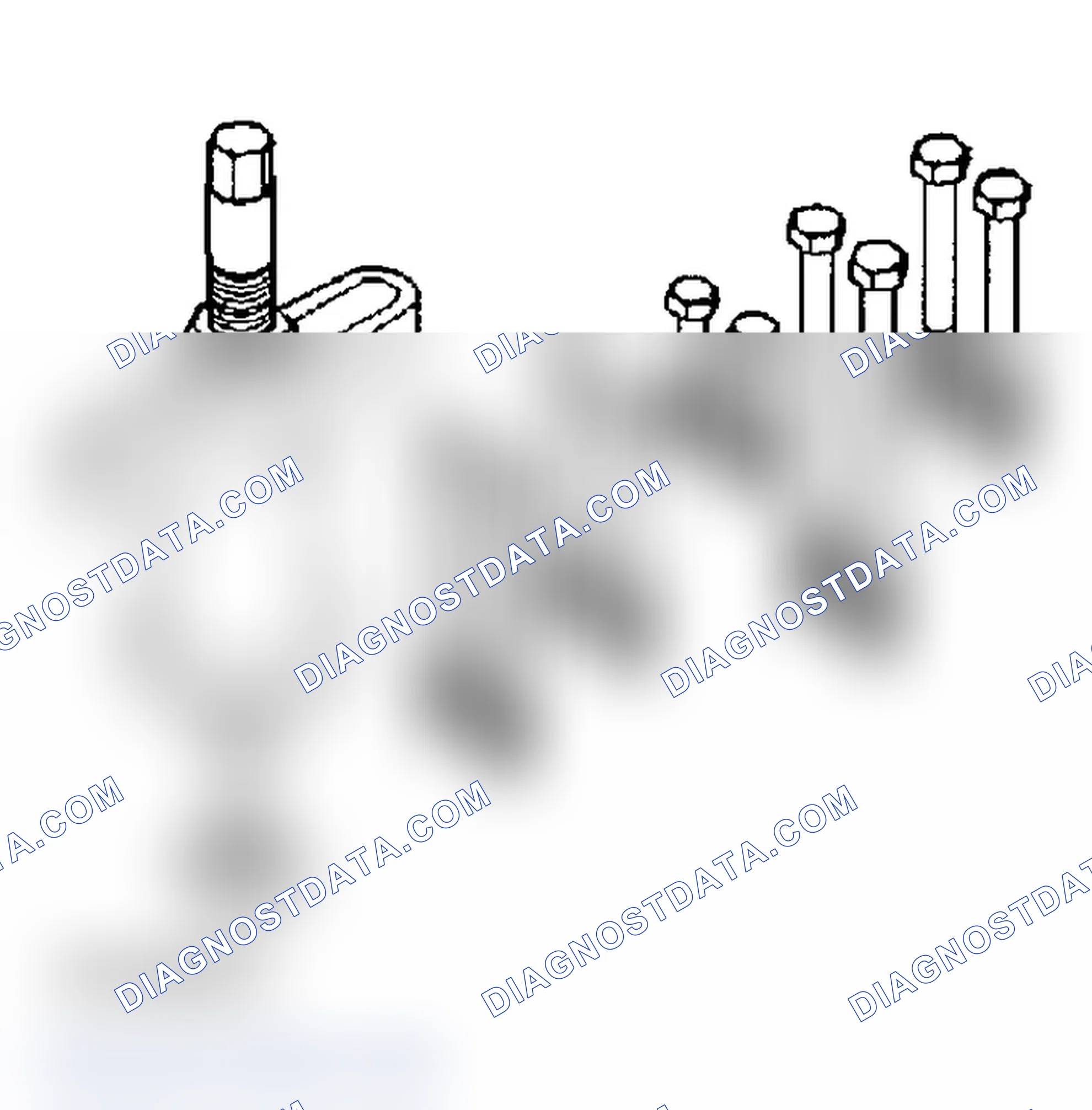
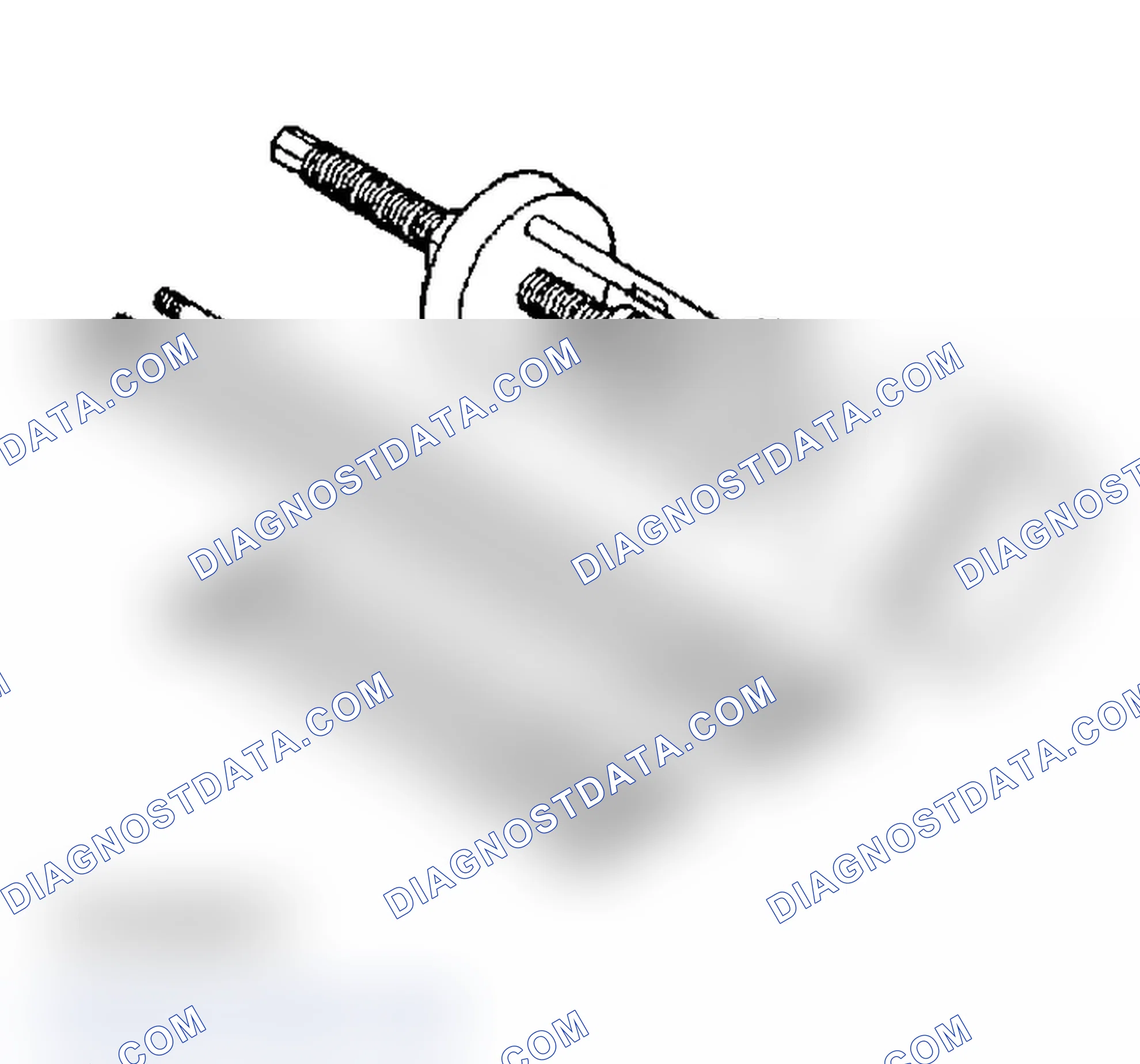
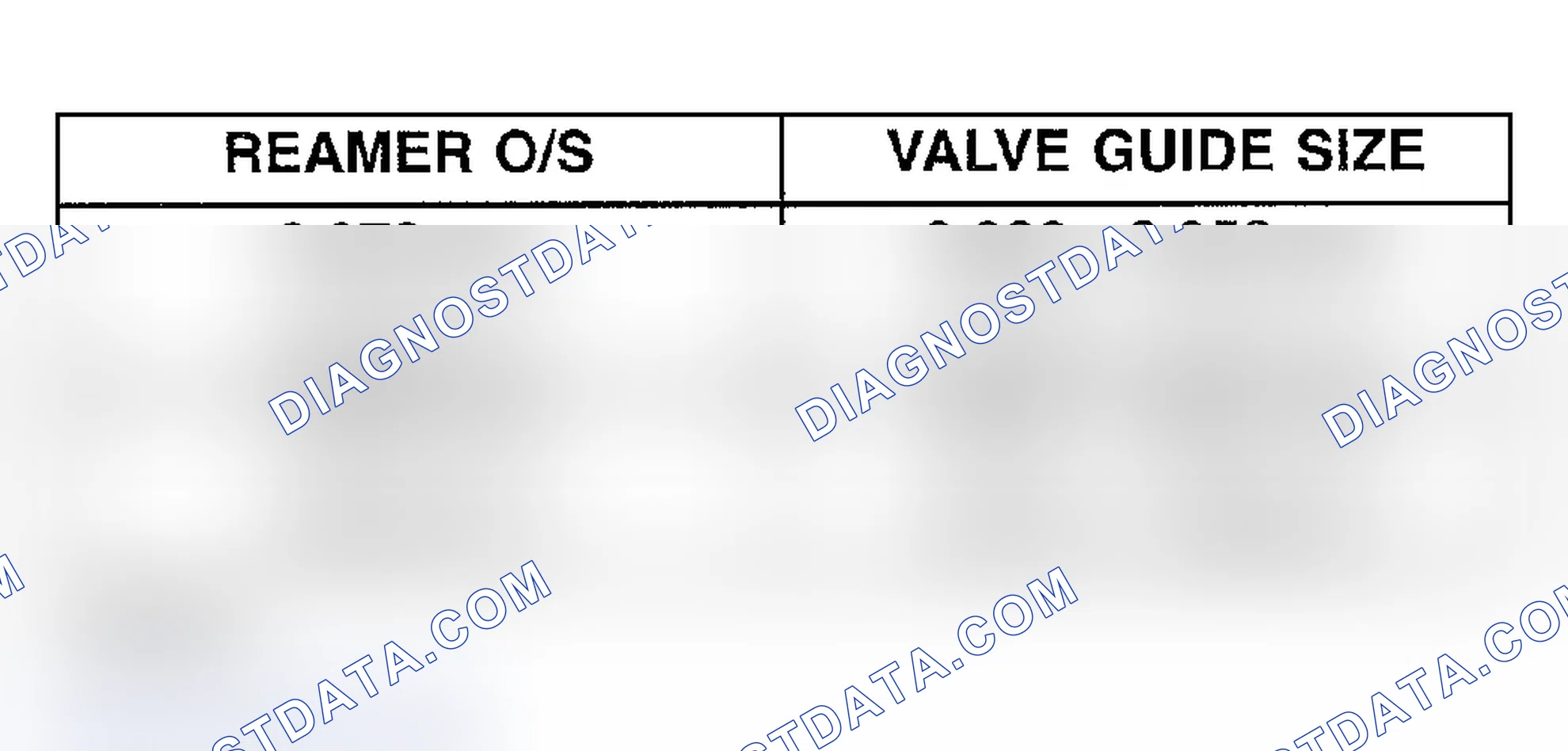
- Move valve to and from the indicator. The total dial indicator reading should not exceed 0.432 mm (0.017 inch). Ream the guides for valves with oversize stems if dial indicator reading is excessive or if the stems are scuffed or scored. (Scheme 112) Service valves with oversize stems are available as shown in illustration. Go to next step.
- Slowly turn reamer by hand and clean guide thoroughly before installing new valve. Ream the valve guides from standard to 0.381 mm (0.015 inch). Use a 2 step procedure so the valve guides are reamed true in relation to the valve seat: Step 1-Ream to 0.0763 mm (0.003 inch). Step 2-Ream to 0.381 mm (0.015 inch).
REFACING VALVES AND VALVE SEATS
The intake and exhaust valves have a 45° face angle and a 45° to 44 1/2° seat angle. (Scheme 113)and (Scheme 114).
Scheme 113

Scheme 114
VALVES
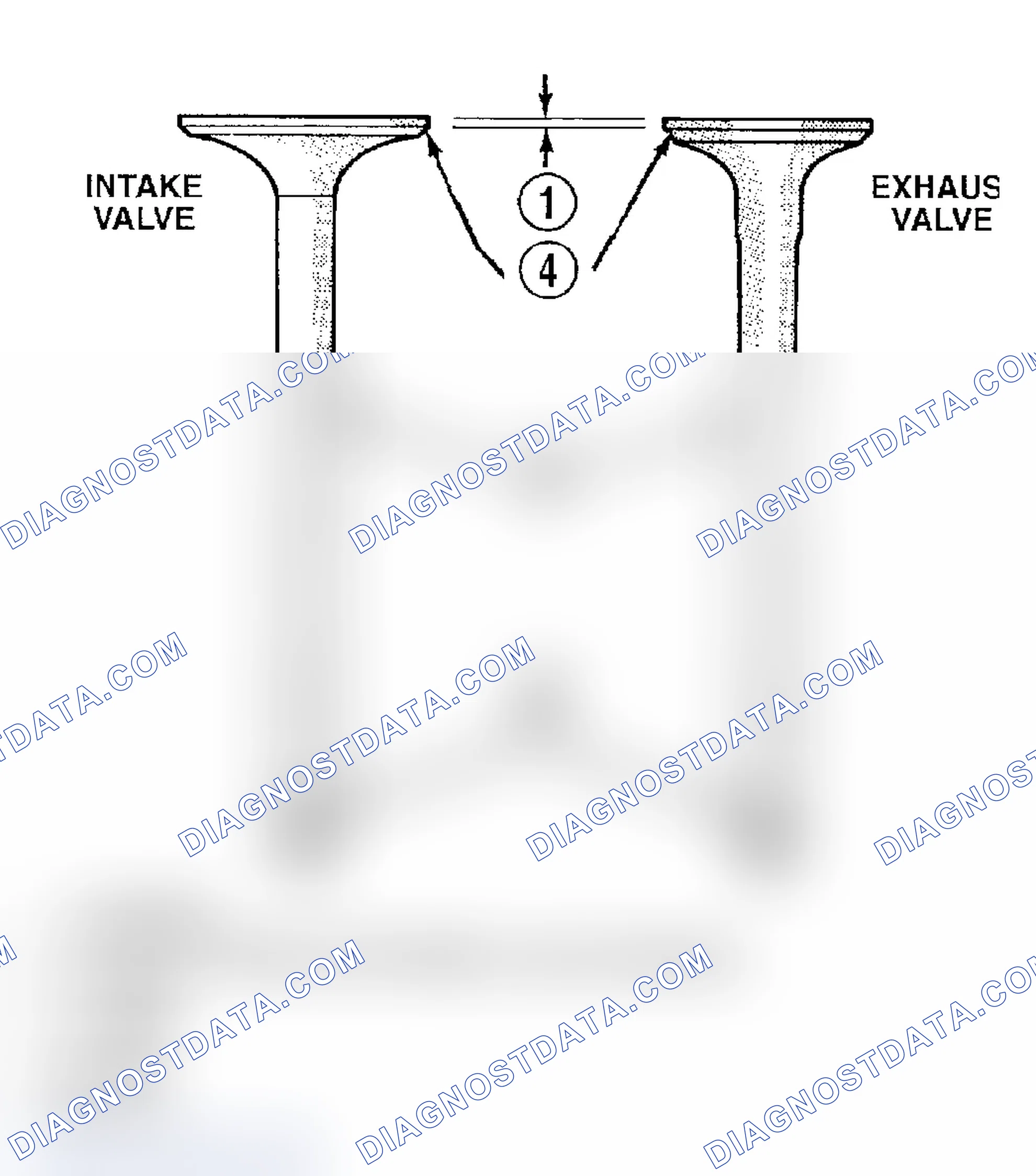
Inspect the remaining margin after the valves are refaced. (Scheme 115) Valves with less than 1.190 mm (0.047 inch) margin should be discarded.
Scheme 115
VALVE SEATS
- When refacing valve seats, it is important that the correct size valve guide pilot be used for reseating stones. A true and complete surface must be obtained.
- Measure the concentricity of valve seat using a dial indicator. Total runout should not exceed 0.038 mm (0.0015 inch) total indicator reading.
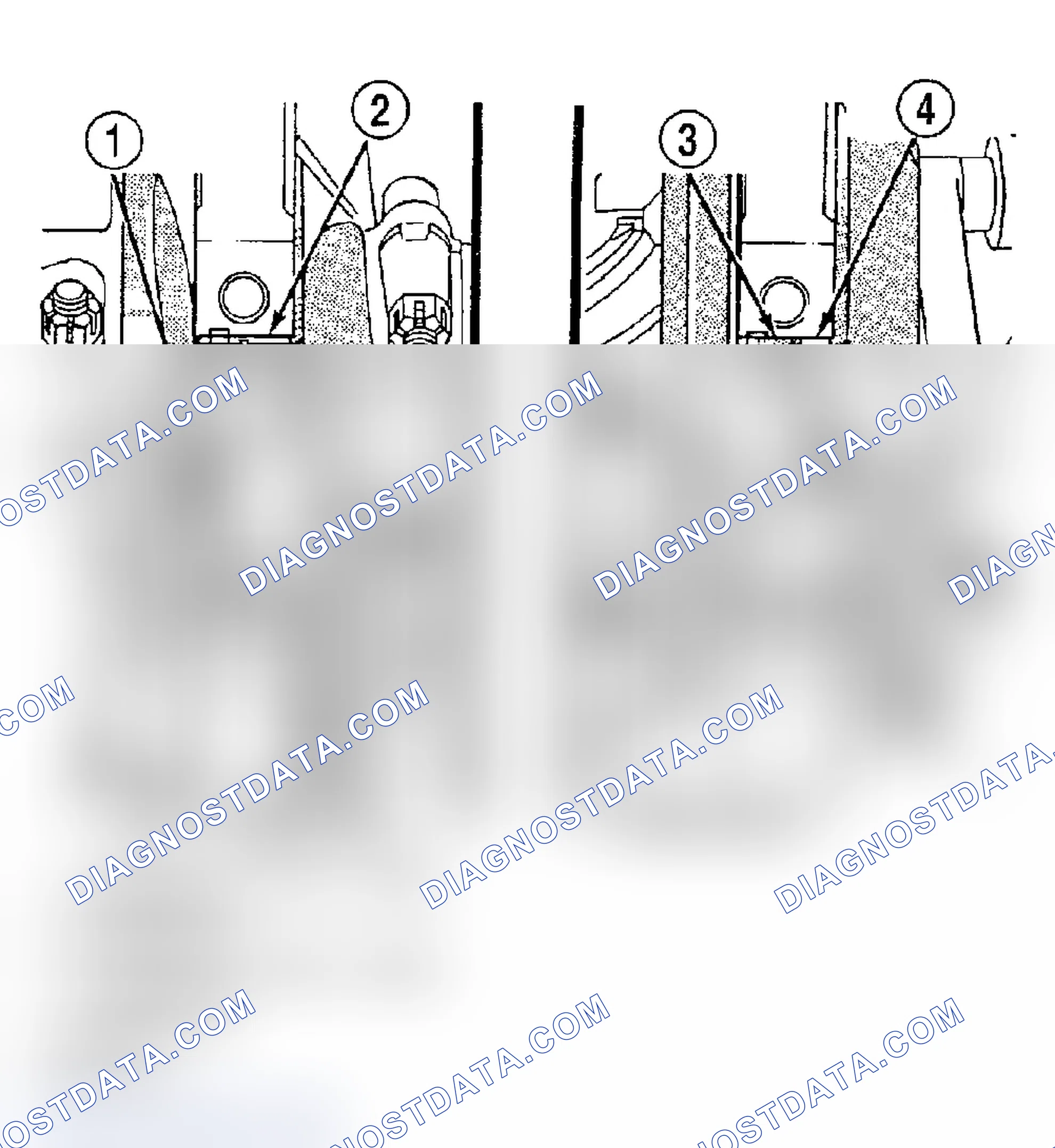
- Inspect the valve seat with Prussian blue to determine where the valve contacts the seat. To do this, coat valve seat LIGHTLY with Prussian blue then set valve in place. Rotate the valve with light pressure. If the blue is transferred to the center of valve face, contact is satisfactory. If the blue is transferred to the top edge of valve face, lower valve seat with a 15° stone. If the blue is transferred to bottom edge of valve face raise valve seat with a 60° stone.
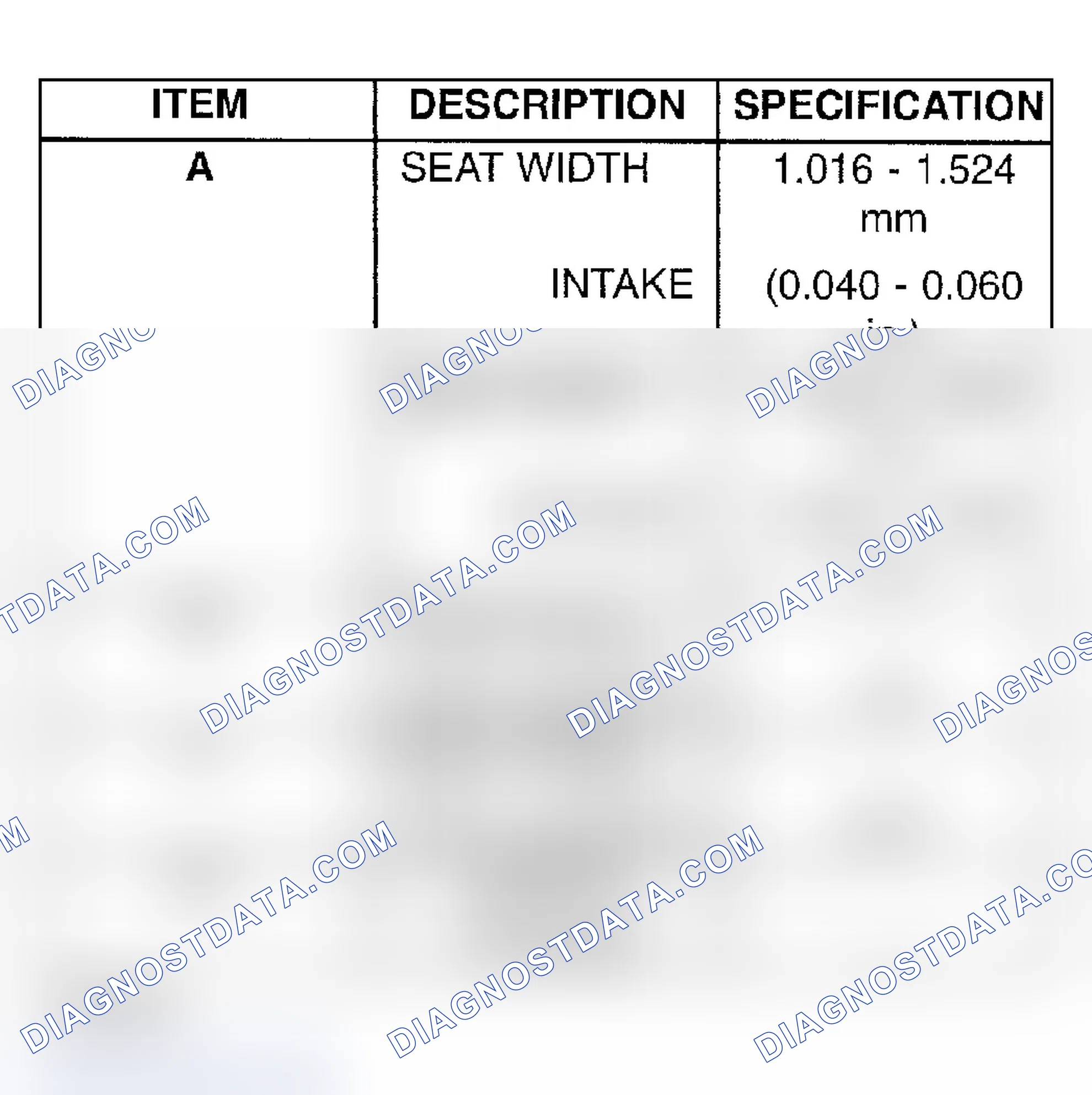
- When seat is properly positioned the width of valve seats should be 1.016-1.524 mm (0.040-0.060 inch).
Clean valves thoroughly. Discard burned, warped, or cracked valves.
Remove carbon and varnish deposits from inside of valve guides with a reliable guide cleaner.
Clean cylinder block thoroughly and check all core hole plugs for evidence of leaking.
STANDARD PROCEDURE - CONNECTING ROD BEARING FITTING
Fit all rods on a bank until completed. DO NOT alternate from one bank to another, because connecting rods and pistons are not interchangeable from one bank to another.
The bearing caps are not interchangeable and should be marked at removal to ensure correct assembly.
Each bearing cap has a small V-groove across the parting face. When installing the lower bearing shell, be certain that the V-groove in the shell is in line with the V-groove in the cap. This provides lubrication of the cylinder wall in the opposite bank.
The bearing shells must be installed so that the tangs are in the machined grooves in the rods and caps.
Limits of taper or out-of-round on any crankshaft journals should be held to 0.025 mm (0.001 in.). Bearings are available in 0.025 mm (0.001 in.), 0.051 mm (0.002 in.), 0.076 mm (0.003 in.), 0.254 mm (0.010 in.) and 0.305 mm (0.012 in.) undersize.
Install the bearings in pairs. DO NOT use a new bearing half with an old bearing half. DO NOT file the rods or bearing caps.
STANDARD PROCEDURE-FITTING CRANKSHAFT MAIN BEARINGS
Bearing caps are not interchangeable and should be marked at removal to ensure correct assembly. Upper and lower bearing halves are NOT interchangeable. All lower main bearing halves are interchangeable. Upper main bearing halves are interchangeable. Upper main bearing halves of No. 2, 4, and 5 are interchangeable. Upper main bearing halves of No. 1 and 6 are interchangeable, this also applies to the lower bearing halves.
The No. 3 main bearing is flanged to carry the crankshaft thrust loads. This bearing is NOT interchangeable with any other bearing halves in the engine. Bearing shells are available in standard and the following undersizes: 0.25 mm (0.001 inch), 0.051 mm (0.002 inch), 0.076 mm (0.003 inch), 0.254 mm (0.010 inch) and 0.305 mm (0.012 inch). Never install an undersize bearing that will reduce clearance below specifications.
Scheme 116
- Remove the oil pan and oil pump pick-up tube. See «OIL PAN»(ref-174645-S32839009792005040700000).
- Identify bearing caps before removal. Remove bearing caps one at a time.
- Remove upper half of bearing by inserting Crankshaft Main Bearing Remover/Installer Tool C-3059 into the oil hole of crankshaft. (Scheme 116)
- Slowly rotate crankshaft clockwise, forcing out upper half of bearing shell.
HIGH
If oil level is above the FULL mark, it is possible for the connecting rods to dip into the oil. With the engine running, this condition could create foam in the oil pan. Foam in oil pan would be fed to the hydraulic tappets by the oil pump causing them to lose length and allow valves to seat noisily.
LOW
Low oil level may allow oil pump to take in air. When air is fed to the tappets, they lose length, which allows valves to seat noisily. Any leaks on intake side of oil pump through which air can be drawn will create the same tappet action. Check the lubrication system from the intake strainer to the pump cover, including the relief valve retainer cap. When tappet noise is due to aeration, it may be intermittent or constant, and usually more than one tappet will be noisy. When oil level and leaks have been corrected, operate the engine at fast idle. Run engine for a sufficient time to allow all of the air inside the tappets to be bled out.
Clean tappet with a suitable solvent. Rinse in hot water and blow dry with a clean shop rag or compressed air.
STANDARD PROCEDURE-PISTON FITTING
Piston and cylinder wall must be clean and dry. Specified clearance between the piston and the cylinder wall is 0.013-0.038 mm (0.0005-0.0015 inch). The maximum allowable clearance is 0.0762 mm (0.003 in.).
Piston diameter should be measured at the top of skirt, 90° to piston pin axis. Cylinder bores should be measured halfway down the cylinder bore and transverse to the engine crankshaft center line.
Pistons and cylinder bores should be measured at normal room temperature, 21°C (70°F).
Scheme 117

- To correctly select the proper size piston, a cylinder bore gauge, capable of reading in.0001" INCREMENTS is required. (Scheme 117) If a bore gauge is not available, DO NOT use an inside micrometer. The coating material is applied to the piston after the final piston machining process. Measuring the outside diameter of a coated piston will not provide accurate results. Therefore measuring the inside diameter of the cylinder bore with a dial Bore Gauge is MANDATORY. To correctly select the proper size piston, a cylinder bore gauge capable of reading in.0001" increments is required. Piston installation into the cylinder bore require slightly more pressure than that required for non-coated pistons. The bonded coating on the piston will give the appearance of a line-to-line fit with the cylinder bore.
Clean the piston and connecting rod assembly using a suitable solvent.
OIL LEVEL INDICATOR (DIPSTICK)
The engine oil level indicator is located at the right front of the engine, left of the generator. (Scheme 118)
Scheme 118

ENGINE OIL CHANGE
Change engine oil at mileage and time intervals described in the maintenance schedule. This information can be found in the owner's manual.
TO CHANGE ENGINE OIL
Run engine until achieving normal operating temperature.
- Position the vehicle on a level surface and turn engine off.
- Host vehicle.
- Remove oil fill cap.
- Place a suitable drain pan under crankcase drain.
- Remove drain plug from crankcase and allow oil to drain into pan. Inspect drain plug threads for stretching or other damage. Replace drain plug and gasket if damaged.
- Install drain plug in crankcase.
- Change oil filter. See «OIL FILTER»(ref-174645-S31526363682005040700000) .
- Lower vehicle and fill crankcase with specified type and amount of engine oil. See «LUBRICATION»(ref-174645-S15385582582005040700000) .
- Install oil fill cap.
- Start engine and inspect for leaks.
- Stop engine and inspect oil level.
Clean the block and pan gasket surfaces.
If present, trim excess sealant from inside the engine.
Clean oil pan in solvent and wipe dry with a clean cloth.
Clean oil screen and pipe thoroughly in clean solvent. Inspect condition of screen.
Wash all parts in a suitable solvent and inspect carefully for damage or wear.
Clean manifold in solvent and blow dry with compressed air.
Clean cylinder block front and rear gasket surfaces using a suitable solvent.
The plenum pan rail must be clean and dry (free of all foreign material).
Clean mating surfaces on cylinder head and manifold. Wash with solvent and blow dry with compressed air.