ENGINE DIAGNOSIS - INTRODUCTION
Engine diagnosis is helpful in determining the causes of malfunctions not detected and remedied by routine maintenance.
These malfunctions may be classified as either performance (e.g., engine idles rough and stalls) or mechanical (e.g., a strange noise).
(Refer to ENGINE - DIAGNOSIS AND TESTING-PERFORMANCE and (Refer to ENGINE - DIAGNOSIS AND TESTING-MECHANICAL for possible causes and corrections of malfunctions. (Refer to FUEL DELIVERY - GAS ) and (Refer to FUEL INJECTION - GAS ) for the fuel system diagnosis.
Additional tests and diagnostic procedures may be necessary for specific engine malfunctions that can not be isolated with the Service Diagnosis charts. Information concerning additional tests and diagnosis is provided within the following diagnosis
- Cylinder Compression Pressure Test (Refer to «ENGINE - DIAGNOSIS AND TESTING»(ref-189680-S14352863522005091100000) ).
- Cylinder Combustion Pressure Leakage Test (Refer to «ENGINE - DIAGNOSIS AND TESTING»(ref-189680-S14352863522005091100000) ).
- Engine Cylinder Head Gasket Failure Diagnosis (Refer to «ENGINE/CYLINDER HEAD - DIAGNOSIS AND TESTING»(ref-189680-S00863265132005091100000) ).
- Intake Manifold Leakage Diagnosis (Refer to «ENGINE/MANIFOLDS/INTAKE MANIFOLD DIAGNOSIS AND TESTING»(ref-189680-S03852101962005091100000) ).
Scheme 292

Scheme 293

Scheme 294
DESCRIPTION
The camshafts consist of powdered metal steel lobes which are sinter-bonded to a steel tube. A steel post or nose piece is friction-welded to the steel camshaft tube. Five bearing journals are machined into the camshaft, four on the steel tube and one on the steel nose piece. Camshaft end play is controlled by two thrust walls that border the nose piece journal. Engine oil enters the hollow camshafts at the third journal and lubricates every intake lobe rocker through a drilled passage in the intake lobe.
The camshafts consist of powdered metal steel lobes which are sinter-bonded to a steel tube. A steel post or nose piece is friction-welded to the steel camshaft tube. Five bearing journals are machined into the camshaft, four on the steel tube and one on the steel nose piece. Camshaft end play is controlled by two thrust walls that border the nose piece journal. Engine oil enters the hollow camshafts at the third journal and lubricates every intake lobe rocker through a drilled passage in the intake lobe.
The cylinder head covers are made of injection molded thermo-set plastic, and are not interchangeable from side-to-side. It is imperative that nothing rest on the cylinder head covers. Prolonged contact with other items may wear a hole in the cylinder head cover.
The valves are made of heat resistant steel and have chrome plated stems to prevent scuffing. Each valve is actuated by a roller rocker arm which pivots on a stationary lash adjuster. All valves use three bead lock keepers to retain the springs and promote valve rotation.
The rocker arms are steel stampings with an integral roller bearing. The rocker arms incorporate a 2.8 mm (0.11 inch) oil hole in the lash adjuster socket for roller and camshaft lubrication.
The valve springs are made from high strength chrome silicon steel. The springs are common for intake and exhaust applications. The valve spring seat is integral with the valve stem seal, which is a positive type seal to control lubrication.
Scheme 295

- Remove the cylinder head cover (Refer to «ENGINE/CYLINDER HEAD/CYLINDER HEAD COVER(S) - REMOVAL»(ref-189680-S35103323502005091100000) ).
- Using Special Tool 8516 Rocker Arm Remover, remove the rocker arms and the hydraulic lash adjusters (Scheme 295)
- Remove the spark plug for the cylinder the valve spring and seal are to be removed from.
- Apply shop air to the cylinder to hold the valves in place when the spring is removed
- Remove the camshaft (Refer to «ENGINE/CYLINDER HEAD/CAMSHAFT(S) - REMOVAL»(ref-189680-S08607586292005091100000) ). NOTE: All eight valve springs and seals are removed in the same manner; this procedure only covers one valve seal and valve spring.
- Using Special Tool 8387 Valve Spring Compressor, compress the valve spring. NOTE: It may be necessary to tap the top of the valve spring to loosen the spring retainers locks enough to be removed.
- Remove the two spring retainer lock halves. NOTE: the valve spring is under tension use care when releasing the valve spring compressor.
- Remove the valve spring compressor.
- Remove the spring retainer, and the spring.
- Remove the valve stem seal. NOTE: The valve stem seals are common between intake and exhaust.
Scheme 296

- coat the valve stem with clean engine oil and install the valve stem seal. Make sure the seal is fully seated and that the garter spring at the top of the seal is intact.
- Install the spring and the spring retainer (Scheme 296)
- Using Special Tool 8387 Valve Spring Compressor, compress the spring and install the two valve spring retainer halves.
- Release the valve spring compressor and make sure the two spring retainer halves and the spring retainer are fully seated.
- Install the camshaft (Refer to «ENGINE/CYLINDER HEAD/CAMSHAFT(S) - INSTALLATION»(ref-189680-S39683078072005091100000) ).
- Position the hydraulic lash adjusters and rocker arms (Scheme 295)
- Install the cylinder head cover (Refer to «ENGINE/CYLINDER HEAD/CYLINDER HEAD COVER(S) - INSTALLATION»(ref-189680-S26588130842005091100000) ).
The valve stem seals are made of rubber and incorporate an integral steel valve spring seat. The integral garter spring maintains consistent lubrication control to the valve stems.
The cylinder block is made of cast iron. The block is a closed deck design with the left bank forward. To provide high rigidity and improved NVH an enhanced compacted graphite bedplate is bolted to the block. The block design allows coolant flow between the cylinders bores, and an internal coolant bypass to a single poppet inlet thermostat is included in the cast aluminum front cover.
The crankshaft is constructed of nodular cast iron. The crankshaft is a cross shaped four throw design with eight counterweights for balancing purposes. The crankshaft is supported by five select fit main bearings with the number three serving as the thrust washer location. The main journals of the crankshaft are cross drilled to improve rod bearing lubrication. The number eight counterweight has provisions for crankshaft position sensor target wheel mounting. The select fit main bearing markings are located on the rear side of the target wheel. The crankshaft oil seals are one piece design. The front oil seal is retained in the timing chain cover, and the rear seal is pressed in to a bore formed by the cylinder block and the bedplate assembly.
| CAUTION | Do not use a metal stamp to mark connecting rods as damage may result, instead use ink or a scratch awl |
The pistons are made of a high strength aluminum alloy. The anodized top ring groove and crown has been replaced with a coated top ring that is blue in color on the bottom surface. Piston skirts are coated with a solid lubricant (Molykote) to reduce friction and provide scuff resistance. The connecting rods are made of forged powdered metal, with a "fractured cap" design. A pressed fit piston pin is used to attach the piston and connecting rod.
Scheme 297

- To correctly select the proper size piston, a cylinder bore gauge, capable of reading in 0.003 mm (.0001 in.) INCREMENTS is required. If a bore gauge is not available, do not use an inside micrometer.
- Measure the inside diameter of the cylinder bore at a point 38.0 mm (1.5 inches) below top of bore. Start perpendicular (across or at 90 degrees) to the axis of the crankshaft at point A and then take an additional bore reading 90 degrees to that at point B (Scheme 298)
- The coated pistons will be serviced with the piston pin and connecting rod pre-assembled.
- The coating material is applied to the piston after the final piston machining process. Measuring the outside diameter of a coated piston will not provide accurate results (Scheme 297) Therefore measuring the inside diameter of the cylinder bore with a dial Bore Gauge is MANDATORY. To correctly select the proper size piston, a cylinder bore gauge capable of reading in 0.003 mm (.0001 in.) increments is required.
- Piston installation into the cylinder bore requires slightly more pressure than that required for non-coated pistons. The bonded coating on the piston will give the appearance of a line-to-line fit with the cylinder bore.
Scheme 298

Scheme 299

- Disconnect negative cable from battery.
- Remove the following components: Oil pan and gasket/windage tray (Refer to «ENGINE/LUBRICATION/OIL PAN - REMOVAL»(ref-189680-S40016240112005091100000) ). Cylinder head covers (Refer to «ENGINE/CYLINDER HEAD/CYLINDER HEAD COVER(S) - REMOVAL»(ref-189680-S35103323502005091100000) ) and (Refer to «ENGINE/CYLINDER HEAD/CYLINDER HEAD COVER(S) - REMOVAL»(ref-189680-S35103323502005091100000) ). Timing chain cover (Refer to «ENGINE/VALVE TIMING/TIMING BELT/CHAIN COVER(S) - REMOVAL»(ref-189680-S20200377832005091100000) ). Cylinder head(s) (Refer to «ENGINE/CYLINDER HEAD - REMOVAL»(ref-189680-S23541439102005091100000) ) and (Refer to «ENGINE/CYLINDER HEAD - REMOVAL»(ref-189680-S23541439102005091100000) ).
- If necessary, remove top ridge of cylinder bores with a reliable ridge reamer before removing pistons from cylinder block. Be sure to keep tops of pistons covered during this operation. Pistons and connecting rods must be removed from top of cylinder block. When removing piston and connecting rod assemblies from the engine, rotate crankshaft so the each connecting rod is centered in cylinder bore. CAUTION: DO NOT use a number stamp or a punch to mark connecting rods or caps, as damage to connecting rods could occur NOTE: Connecting rods and bearing caps are not interchangeable and should be marked before removing to ensure correct reassembly.
- Mark connecting rod and bearing cap positions using a permanent ink marker or scribe tool (Scheme 299) CAUTION: Care must be taken not to damage the fractured rod and cap joint face surfaces, as engine damage may occur
- Remove connecting rod cap. Install Special Tool 8507 Connecting Rod Guides into the connecting rod being removed. Remove piston from cylinder bore. Repeat this procedure for each piston being removed. CAUTION: Care must be taken not to nick crankshaft journals, as engine damage may occur
- Immediately after piston and connecting rod removal, install bearing cap on the mating connecting rod to prevent damage to the fractured cap and rod surfaces.
- Carefully remove piston rings from piston(s), starting from the top ring down.
The structural dust cover is made of die cast aluminum and joins the lower half of the transmission bell housing to the engine bedplate.
OPERATION
The structural cover provides additional power-train stiffness and reduces noise and vibration.
Scheme 300

- Raise vehicle on hoist.
- Remove the left hand exhaust pipe from exhaust manifold.
- Loosen the right hand exhaust manifold-to-exhaust pipe retaining bolts.
- Remove the eight bolts retaining structural cover (Scheme 300) in the sequence shown.
- Pivot the exhaust pipe downward and remove the structural cover.
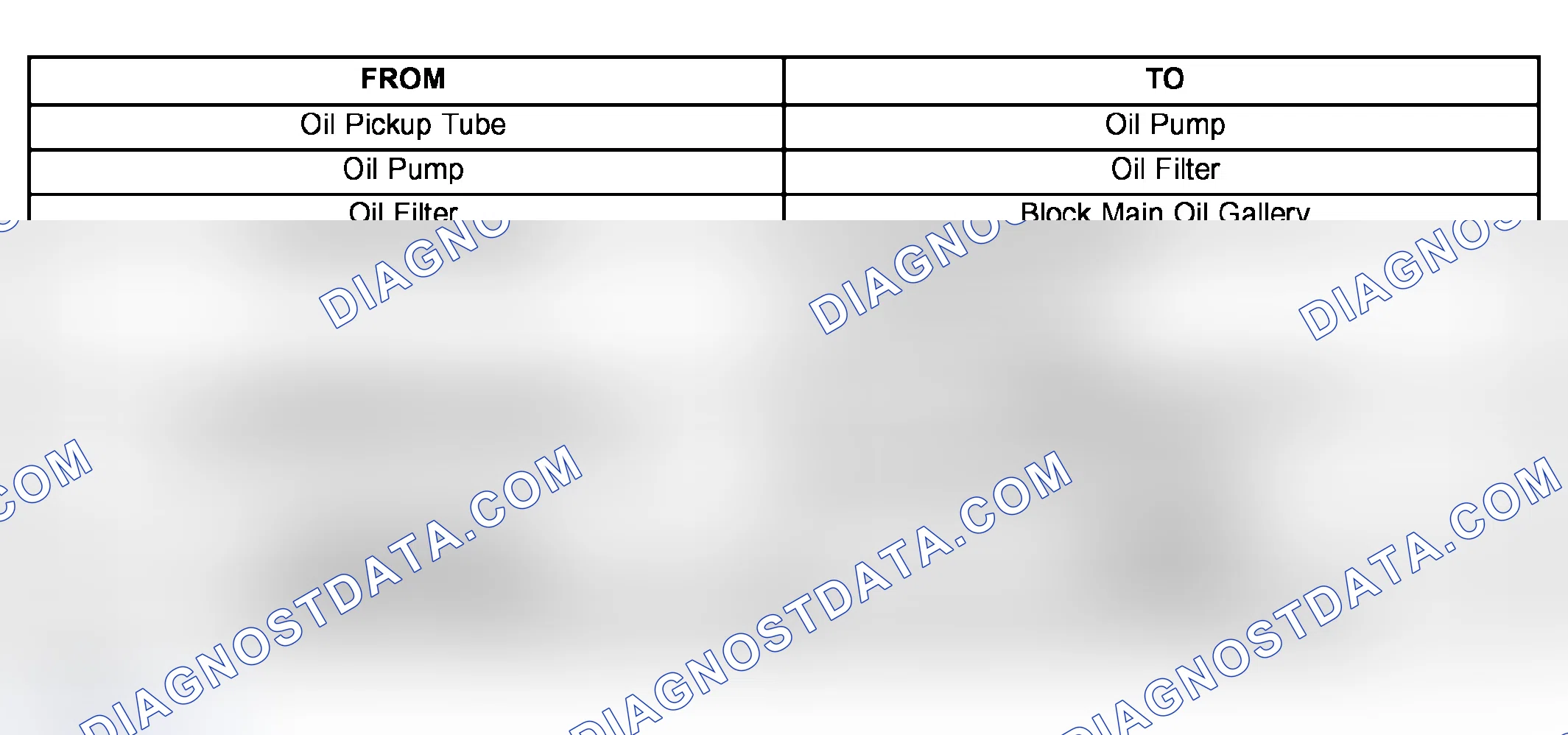
The lubrication system (Scheme 301) is a full flow filtration pressure feed type.
Oil from the oil pan is pumped by a gerotor type oil pump directly mounted to the crankshaft nose. Oil pressure is controlled by a relief valve mounted inside the oil pump housing. For lubrication flow refer to (Scheme 301)
Scheme 301
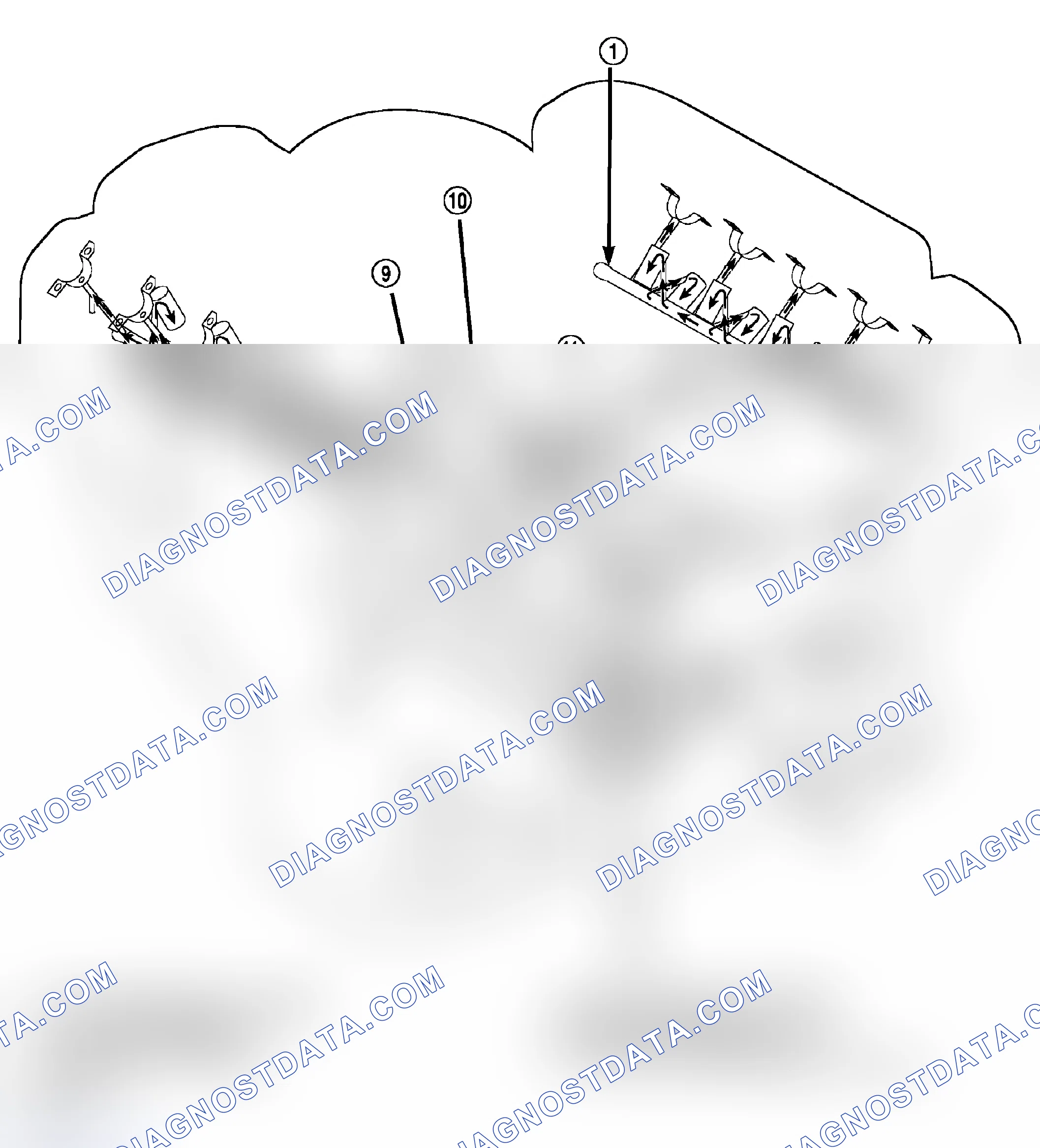
The camshaft exhaust valve lobes and rocker arms are lubricated through a small hole in the rocker arm; oil flows through the lash adjuster then through the rocker arm and onto the camshaft lobe. Due to the orentation of the rocker arm, the camshaft intake lobes are not lubed in the same manner as the exhaust lobes. The intake lobes are lubed through internal passages in the camshaft. Oil flows through a bore in the number 3 camshaft bearing bore, and as the camshaft turns, a hole in the camshaft aligns with the hole in the camshaft bore allowing engine oil to enter the camshaft tube. The oil then exits through 1.6mm (0.063 in.) holes drilled into the intake lobes, lubricating the lobes and the rocker arms.
Scheme 302
Scheme 303

Scheme 304
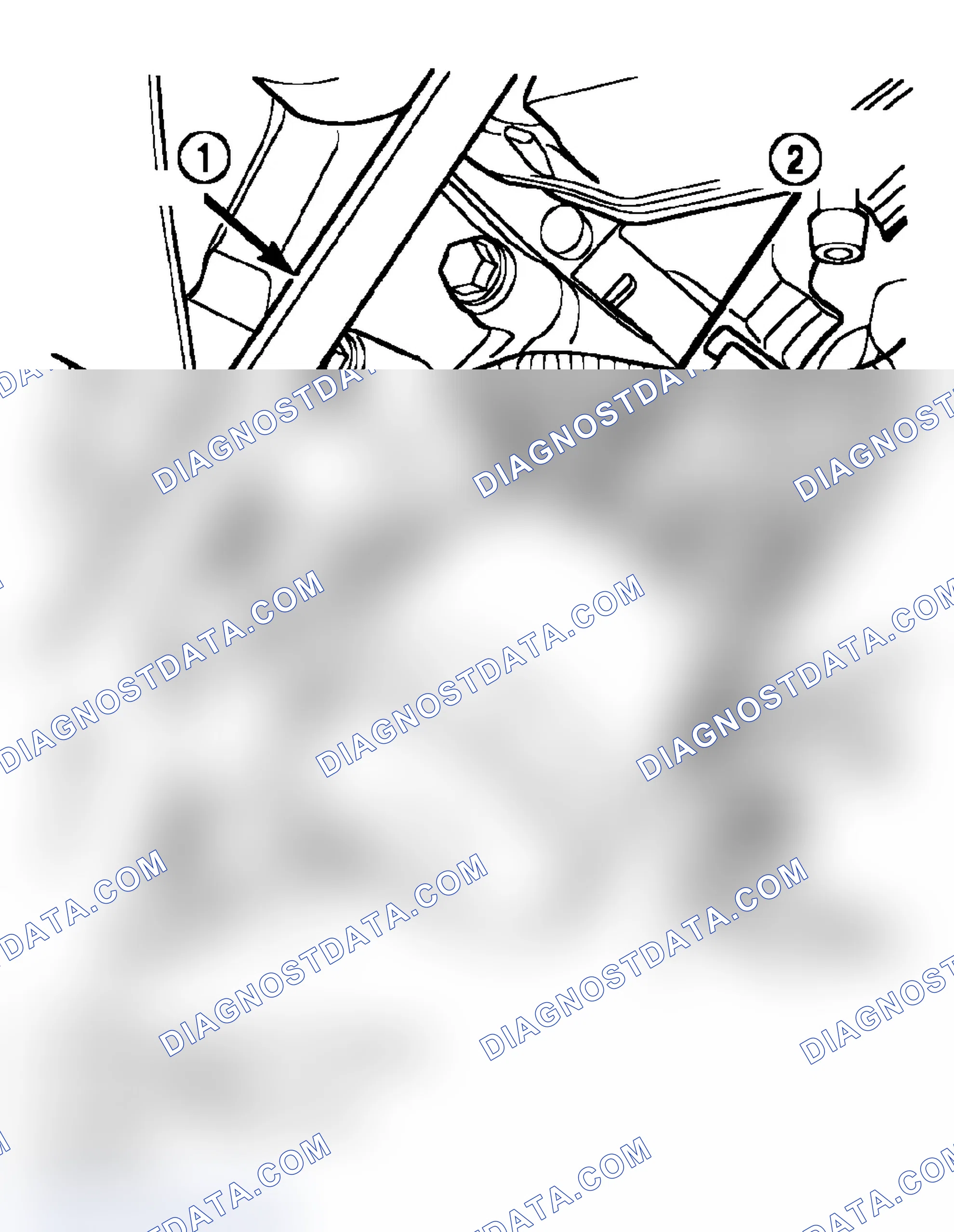
- Remove oil pressure sending unit (Scheme 304)and install gauge assembly C-3292.
- Run engine until thermostat opens.
- Oil Pressure: Curb Idle-25 kPa (4 psi) minimum 3000 rpm-170 - 758 kPa (25 - 110 psi)
- If oil pressure is 0 at idle, shut off engine. Check for a clogged oil pick-up screen or a pressure relief valve stuck open.
CONTAINER IDENTIFICATION
Standard engine oil identification notations have been adopted to aid in the proper selection of engine oil. The identifying notations are located on the label of engine oil plastic bottles and the top of engine oil cans (Scheme 305)
Scheme 305

The intake manifold is made of a composite material and features long runners which maximizes low end torque. The intake manifold uses single plane sealing which consist of eight individual press in place port gaskets to prevent leaks. Eight studs and two bolts are used to fasten the intake to the head.
The exhaust manifolds are log style with a patented flow enhancing design to maximize performance. The exhaust manifolds are made of high silicon molybdenum cast iron. A perforated core graphite exhaust manifold gasket is used to improve sealing to the cylinder head. The exhaust manifolds are covered by a three layer laminated heat shield for thermal protection and noise reduction. The heat shields are fastened with a torque prevailing nut that is backed off slightly to allow for the thermal expansion of the exhaust manifold.
Scheme 306
- Disconnect negative cable for battery.
- Remove air cleaner assembly, resonator assembly and air inlet hose.
- Remove accessory drive belt (Refer to «DRIVE BELTS -- 3.7L / 4.7L»(ref-189655-S16761653102005091200000) ).
- Remove A/C compressor (Refer to «A/C COMPRESSOR»(ref-189725-S01920583182005091100000) ).
- Remove A/C accumulator support bracket fastener.
- Drain coolant below heater hose level (Refer to «COOLING»(ref-189654) ).
- Remove heater hoses at engine.
- Remove fasteners attaching exhaust manifold heat shield.
- Remove heat shield.
- Remove upper exhaust manifold attaching fasteners.
- Raise vehicle on hoist.
- Disconnect exhaust pipe from manifold.
- Remove fasteners attaching starter. Move starter aside.
- Remove lower exhaust manifold attaching fasteners.
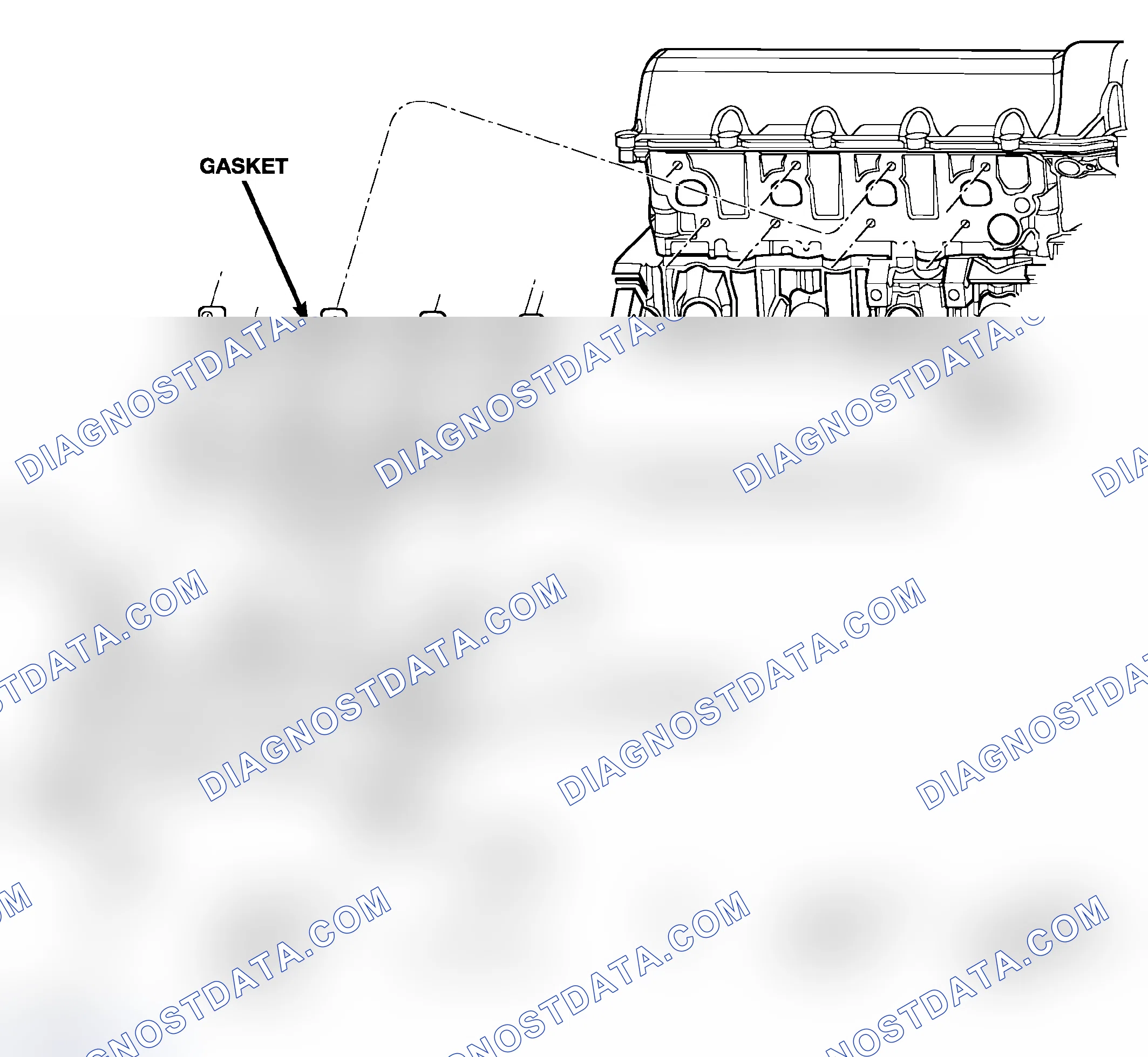
- Remove exhaust manifold and gasket (Scheme 306) Manifold is removed from below the engine compartment.
The timing drive system (Scheme 307) has been designed to provide quiet performance and reliability to support a non-free wheeling engine. Specifically the intake valves are non-free wheeling and can be easily damaged with forceful engine rotation if cam-shaft-to-crankshaft timing is incorrect. The timing drive system consists of a primary chain and two secondary timing chain drives.
The primary timing chain is a single inverted tooth type. The primary chain drives the large fifty tooth idler sprocket directly from a 25 tooth crankshaft sprocket. Primary chain motion is controlled by a pivoting leaf spring tensioner arm and a fixed guide. The arm and the guide both use nylon plastic wear faces for low friction and long wear. The primary chain receives oil splash lubrication from the secondary chain drive and oil pump leakage. The idler sprocket assembly connects the primary and secondary chain drives. The idler sprocket assembly consists of two integral thirty tooth sprockets and a fifty tooth sprocket that is splined to the assembly. The spline joint is a non-serviceable press fit anti rattle type. The idler sprocket assembly spins on a stationary idler shaft. The idler shaft is press-fit into the cylinder block. A large washer on the idler shaft bolt and the rear flange of the idler shaft are used to control sprocket thrust movement. Pressurized oil is routed through the center of the idler shaft to provide lubrication for the two bushings used in the idler sprocket assembly.
There are two secondary drive chains, both are inverted tooth type, one to drive the camshaft in each SOHC cylinder head. There are no shaft speed changes in the secondary chain drive system. Each secondary chain drives a thirty tooth cam sprocket directly from the thirty tooth sprocket on the idler sprocket assembly. A fixed chain guide and a hydraulic oil damped tensioner are used to maintain tension in each secondary chain system. The hydraulic tensioners for the secondary chain systems are fed pressurized oil from oil reservoir pockets in the block. Each tensioner also has a mechanical ratchet system that limits chain slack if the tensioner piston bleeds down after engine shut down. The tensioner arms and guides also utilize nylon wear faces for low friction and long wear. The secondary timing chains receive lubrication from a small orifice in the tensioners. This orifice is protected from clogging by a fine mesh screen which is located on the back of the hydraulic tensioners.
