Wiring Repairs
The Wiring Repairs section contains the following types of wiring repair information. Using these elements together will make wiring repair faster and easier
- «Circuit Protection - Fuses»(ref-184114-S18815055072005082200000)
- «Circuit Protection - Circuit Breakers»(ref-184114-S33834704622005082200000)
- «Circuit Protection - Fusible Links»(ref-184114-S03231316382005082200000)
- «Repairing Damaged Wire Insulation»(ref-184114-S03452427802005082200000)
- «Splicing Copper Wire Using Splice Clips»(ref-184114-S25983843332005082200000)
- «Splicing Copper Wire Using Splice Sleeves»(ref-184114-S13427890982005082200000)
- «Splicing Twisted or Shielded Cable»(ref-184114-S06672528372005082200000)
- «Splicing Inline Harness Diodes»(ref-184114-S13960680982005082200000)
- «Heated Oxygen Sensor (HO2S) Wiring Repairs»(ref-184114-S24182805782005082200000)
- «SIR/SRS Wiring Repairs»(ref-184114-S15756339252005082200000)
- «Flat Wire Repairs»(ref-184114-S19412840132005082200000)
Heated Oxygen Sensor (HO2S) Wiring Repairs
Tools Required
J-38125 Terminal Repair Kit. See Special Tools .
Note. Do not solder repairs under any circumstances as this could result in the air reference being obstructed.
If the heated oxygen sensor pigtail wiring, connector, or terminal is damaged the entire oxygen sensor assembly must be replaced. Do not attempt to repair the wiring, connector, or terminals. In order for the sensor to function properly it must have a clean air reference. This clean air reference is obtained by way of the oxygen sensor signal and heater wires. Any attempt to repair the wires, connectors or terminals could result in the obstruction of the air reference and degrade oxygen sensor performance.
The following guidelines should be used when servicing the heated oxygen sensor
- Do not apply contact cleaner or other materials to the sensor or vehicle harness connectors. These materials may get into the sensor, causing poor performance. Also, the sensor pigtail and harness wires must not be damaged in such a way that the wires inside are exposed. This could provide a path for foreign materials to enter the sensor and cause performance problems.
- Neither the sensor nor vehicle lead wires should be bent sharply or kinked. Sharp bends, kinks, etc., could block the reference air path through the lead wire.
- Do not remove or defeat the oxygen sensor ground wire (where applicable). Vehicles that utilize the ground wire sensor may rely on this ground as the only ground contact to the sensor. Removal of the ground wire will also cause poor engine performance.
- To prevent damage due to water intrusion, be sure that the peripheral seal remains intact on the vehicle harness connector.
The engine harness may be repaired using the J-38125 . See Special Tools .
Splicing Copper Wire Using Splice Clips
| IMPORTANT | When making a splice in an area that may be exposed to moisture use a crimp and seal splice sleeve instead of a Splice Clip. Refer to Splicing Copper Wire Using Splice Sleeves |
Tools Required
J-38125 Terminal Repair Kit. See Special Tools .
Scheme 97

- Open the harness. If the harness is taped, remove the tape. To avoid wiring insulation damage, use a sewing ripper in order to cut open the harness. If the harness has a black plastic conduit, pull out the desired wire.
- Cut the wire. Cut as little wire off the harness as possible. Ensure that each splice is at least 40 mm (1.5 in) away from other splices, harness branches and connectors. This helps prevent moisture from bridging adjacent splices and causing damage.
- Select the proper size and type of wire. The wire must be of equal or greater size than the original (except fusible link). The wire's insulation must have the same or higher temperature rating. Use general purpose insulation for areas that are not subject to high temperatures. Use a cross-linked polyethylene insulated wire for areas where high temperatures are expected. IMPORTANT: Use cross-linked polyethylene wire to replace PVC, but do not replace cross-linked polyethylene with PVC. Cross-linked polyethylene wire is not fuel resistant. Do not use to replace wire where there is the possibility of fuel contact.
- Strip the insulation. Select the correct size opening in the wire stripper or work down from the largest size. Strip approximately 7.5 mm (5/16 in) of insulation from each wire to be spliced.
- Select the proper clip to secure the splice. Follow the instructions in the J-38125 in order to determine the proper clip size crimp tool and anvil.
- Overlap the 2 stripped wire ends and hold them between thumb and forefinger.
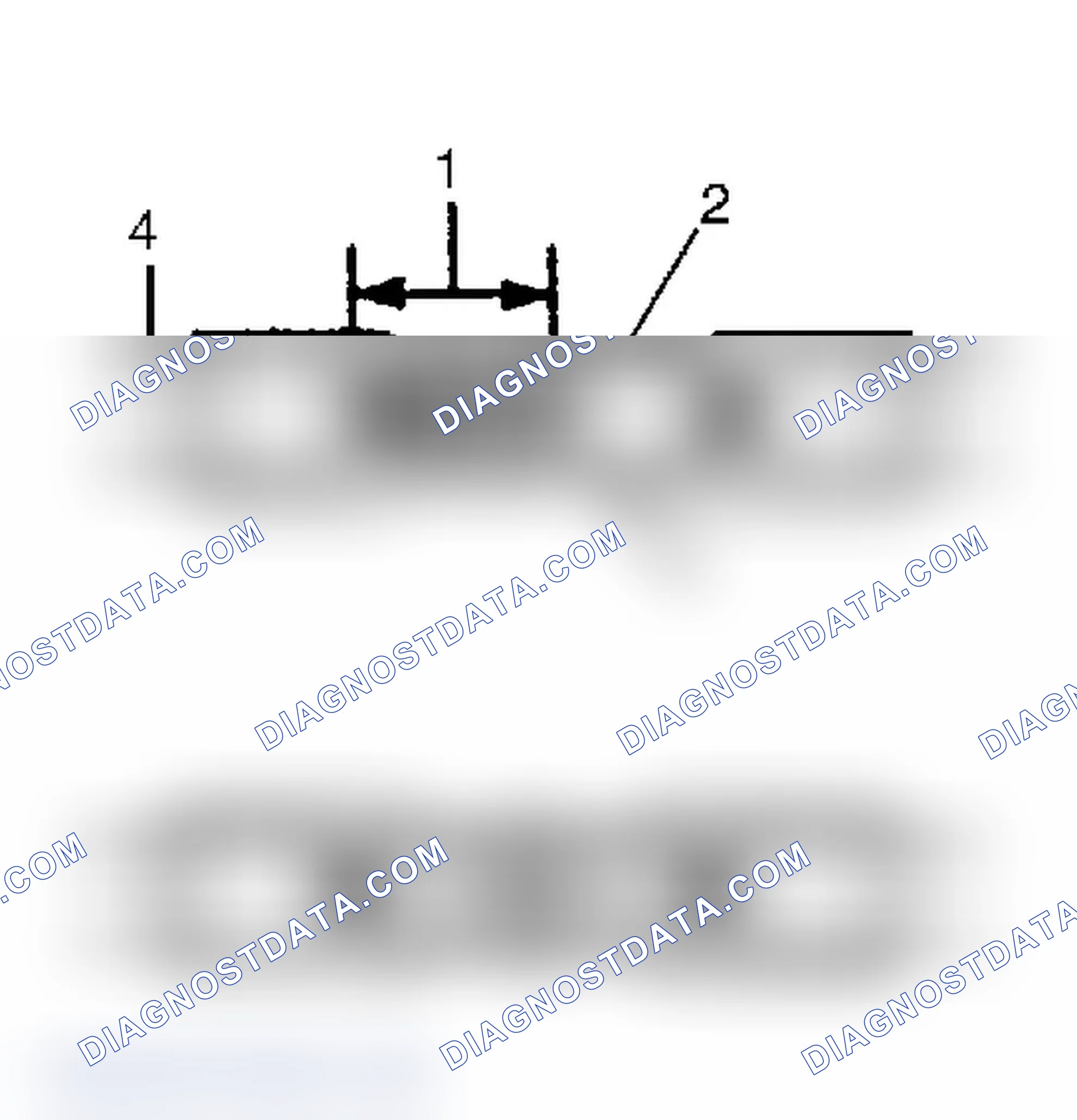
- Center the splice clip (2) over the stripped wires (1) and hold the clip in place. Ensure that the wires extend beyond the clip in each direction. Ensure that no insulation is caught under the clip.
- Center the crimp tool over the splice clip and wires.
- Apply steady pressure until the crimp tool closes. Ensure that no strands of wire are cut.
- Crimp the splice on each end (2).
- Apply 60/40 rosin core solder to the opening in the back of the clip. Follow the manufacturer's instructions for the solder equipment.
- Tape the splice. Roll on enough tape in order to duplicate the thickness of the insulation on the existing wires.
- Additional tape can be applied to the wire if the wire does not belong in a conduit or another harness covering. Use a winding motion in order to cover the first piece of tape.
Splicing Copper Wire Using Splice Sleeves
Tools Required
J-38125 Terminal Repair Kit. See Special Tools .
| IMPORTANT | Use only duraseal splice sleeves, other splice sleeves may not protect the splice from moisture or provide a good electrical connection. |
Use duraseal splice sleeves to form a one-to-one splice on all types of insulation except tefzel and coaxial. Use duraseal splice sleeves where there is special requirements such as moisture sealing. Follow the instructions below in order to splice copper wire using duraseal splice sleeves.
| Splice Sleeve Color | Crimp Tool Nest Color | Wire Gage AWG/(Metric) |
|---|---|---|
| Salmon 12089189 | Red | 20,18 / (0.5, 0.8) |
| Blue 12089190 | Blue | 16, 14 / (1.0, 2.0) |
| Yellow 12089191 | Yellow | 12, 10 / (3.0, 5.0) |
Splicing Copper Wire Using Splice Sleeves
Scheme 98
- Open the harness. If the harness is taped, remove the tape. To avoid wiring insulation damage, use a sewing ripper in order to cut open the harness. If the harness has a black plastic conduit, pull out the desired wire.
- Cut the wire. Cut as little wire off the harness as possible. Ensure that each splice is at least 40 mm (1.5 in) away from other splices, harness branches and connectors. This helps prevent moisture from bridging adjacent splices and causing damage.
- Select the proper size and type of wire. The wire must be of equal or greater size than the original. The wires insulation must have the same or higher temperature rating (4). Use general purpose insulation for areas that are not subject to high temperatures. Use a cross-linked polyethylene insulated wire for areas where high temperatures are expected. IMPORTANT: Use cross-linked polyethylene wire to replace PVC, but do not replace cross-linked polyethylene with PVC. Cross-linked polyethylene wire is not fuel resistant. Do not use to replace wire where there is the possibility of fuel contact.
- Strip the insulation. Select the correct size opening in the wire stripper or work down from the largest size. Strip approximately 7.5 mm (5/16 in) of insulation from each wire to be spliced (1).
- Select the proper duraseal splice sleeve (2) and the required crimp nest tool, refer to the Crimp and Seal Splice Table.
- Place the duraseal splice sleeve in the J-38125-8 (12085115) crimp tool nest so that the crimp falls at point 1 on the splice.
- Close the hand crimper handles slightly in order to hold the duraseal splice sleeve firmly in the proper crimp tool nest.
- Insert the wires into the duraseal splice sleeve until the wire hits the barrel stop. The splice sleeve has a stop in the middle of the barrel in order to prevent the wire from passing through the splice (3).
- Close the handles of the J-38125-8 (12085115) until the crimper handles open when released. The crimper handles will not open until the proper amount of pressure is applied to the splice sleeve.
- Shrink the insulation around the splice. Using the heat torch apply heat to the crimped area of the barrel. Gradually move the heat barrel to the open end of the tubing. The tubing will shrink completely as the heat is moved along the insulation. A small amount of sealant will come out of the end of the tubing when sufficient shrinkage is achieved.
Splicing Inline Harness Diodes
Many vehicle electrical systems use a diode to isolate circuits and protect the components from voltage spikes. When installing a new diode use the following procedure.
- Open the harness. If the harness is taped, remove the tape. To avoid wiring insulation damage, use a sewing ripper in order to cut open the harness. If the harness has a black plastic conduit, pull out the diode.
- If the diode is taped to the harness, remove all of the tape.
- Check and record the current flow direction and orientation of diode.
- Remove the inoperative diode from the harness with a suitable soldering tool. IMPORTANT: If the diode is located next to a connector terminal remove the terminal(s) from the connector to prevent damage from the soldering tool.
- Carefully strip away a section of insulation next to the old soldered portion of the wire(s). Do not remove any more than is needed to attach the new diode.
- Check current flow direction of the new diode, being sure to install the diode with correct bias. Reference the appropriate service manual wiring schematic to obtain the correct diode installation position.
- Attach the new diode to the wire(s) using 60/40 rosin core solder. Before soldering attach some heat sinks (aluminum alligator clips) across the diode wire ends to protect the diode from excessive heat. Follow the manufacturer's instruction for the soldering equipment.
- Reinstall terminal(s) into the connector body if previously removed.
- Tape the diode to the harness or connector using electrical tape.
SIR/SRS Wiring Repairs
Tools Required
J-38125 Terminal Repair Kit. See Special Tools .
The Supplemental Inflatable Restraint (SIR) System/Supplemental Restraint System (SRS) requires special wiring repair procedures due to the sensitive nature of the circuitry. Follow the specific procedures and instructions when working with the SIR/SRS system wiring, and the wiring components (such as connectors and terminals).
| IMPORTANT | Do not use the terminals in the kit in order to replace damaged SIR/SRS system terminals unless specifically indicated by the terminal package. |
The tool kit J-38125 contains the following items
- Duraseal splice sleeves-In order to repair the SIR/SRS system wiring
- A wire stripping tool
- A special crimping tool
- A heat torch
- An instruction manual
The duraseal splice sleeves have the following 2 critical features
- A special heat shrink sleeve environmentally seals the splice. The heat shrink sleeve contains a sealing adhesive inside.
- A cross hatched (knurled) core crimp provides necessary contact integrity for the sensitive, low energy circuits.
The J-38125 also serves as a generic terminal repair kit. The kit contains the following items
- A large sampling of common electrical terminals
- The correct tools in order to attach the terminals to the wires
- The correct tools in order to remove the terminals from the connectors
SIR/SRS System Wire Splice Repair
Apply a new splice (not sealed) from the J-38125 if damage occurs to any of the original equipment splices (3 wires or more) in the SIR/SRS wiring harness. See Special Tools . Carefully follow the instructions included in the kit for proper splice clip application.