BASIC MEASURING TECHNIQUES
Model: All
Basic Engine Measurements
During the course of engine repairs some basic engine measurements are required to verify engine diagnosis as well as to complete proper repairs. These measurements are made by precision measuring tools such as micrometers, Vernier calipers, cylinder bore gauges and dial indicators.
Scheme 21
Also, a working knowledge of the metric system is also a vital skill that is needed by the technician. All BMW engine measurements consist of metric specifications. Some of the routine engine measurements performed include
- Valve Guide Wear (Tilt Angle K)
- Cylinder Bore Measurements (Taper and Out-of-Round)
- Cylinder Head Warpage and Thickness
- Axial and Radial Endplay Measurements (Crankshaft/Camshaft etc).
Among all of the skills possessed by a modern technician, basic measuring techniques are perhaps the most overlooked and least used. This is why it is important to review these skills from time to time as a refresher.
Also, it is necessary to access technical data to obtain the proper specifications for these measurements. This course is designed to review measuring techniques to assist in engine diagnosis.
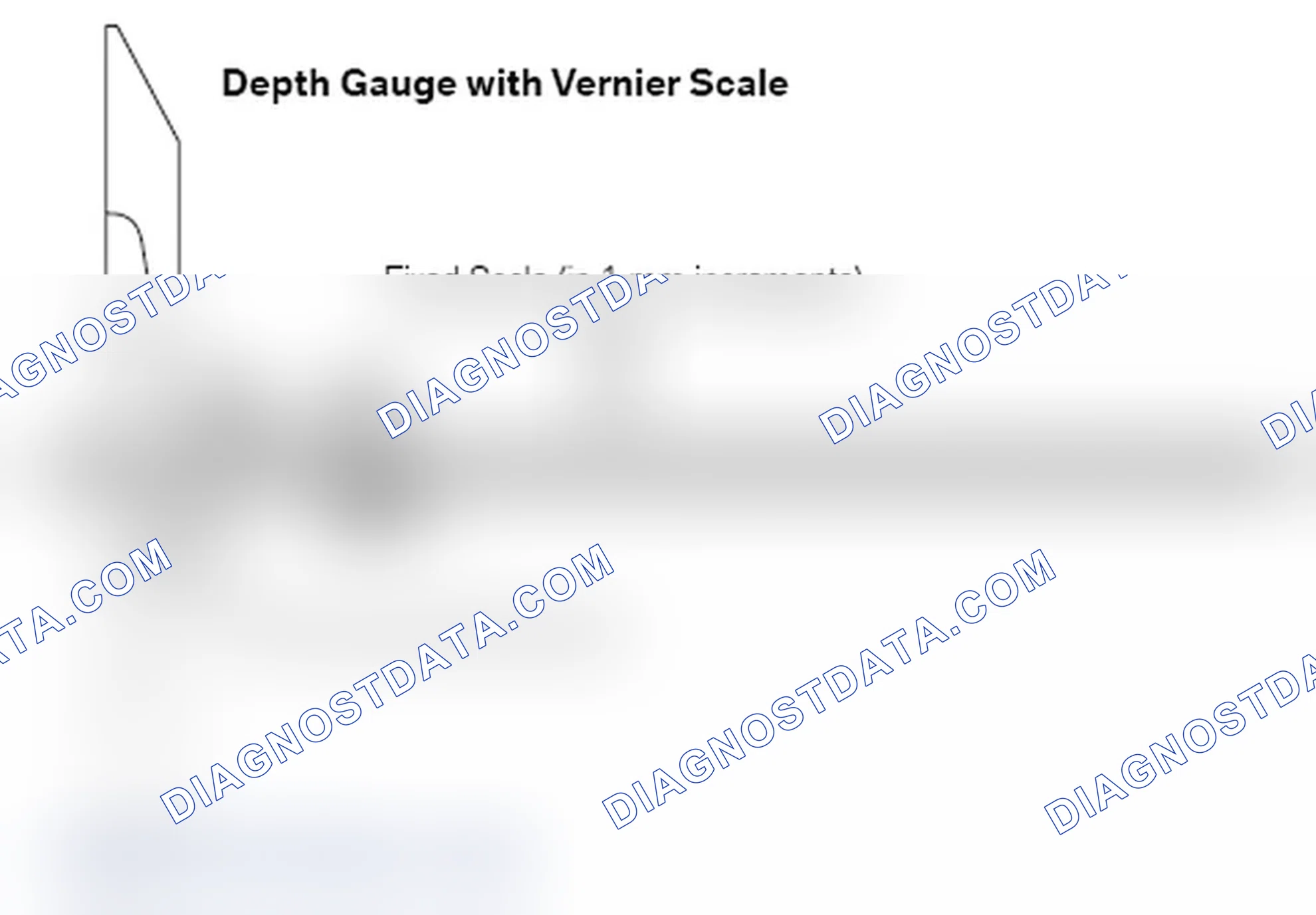
Vernier Measurement
The Vernier scale is used on various measuring tools such as the Vernier caliper and the Depth Gauge. The Vernier scale can be used with Fractional (US) and Metric systems. For the purposes of this training module we will always refer to the Metric Vernier scale.
The Vernier scale consists of a fixed scale and a sliding scale. The fixed scale is divided with graduations in 1 millimeter increments. The sliding scale has 10 graduations in increments of.5.
Scheme 22
In order to read a measurement, use the zero mark on the left end of the vernier scale to use as a guide to read a measurement on the fixed scale.
In the example shown at the right, the zero mark is resting between 26 and 27 mm. Therefore the base measurement is 26 mm.
Next, the decimal measurement must be taken. For this, find a line on the Vernier that most closely matches any line on the fixed scale.
Using the example drawing, the "4" on the Vernier scale is lining up directly with a line on the fixed scale.
Combining the previous reading with this reading, the result would be 26.4 mm.
Scheme 23
The designations on the Vernier scale are in increments of.5. For example, if a reading on the Vernier scale falls on the.5 (i.e. 2.5, 3.5 etc) designation this would indicate 5/100th's of a millimeter.
MIcrometer Measurements
Another valuable measuring tool is the micrometer, which can be used for measurements such as bearing journal diameter, cylinder head thickness, valve shim thickness and brake rotor thickness etc. Micrometers also come in configurations for inside measurements as well.
The micrometer scale comes in both fractional and metric varieties. We will cover only the metric micrometer scale in this course.
First you must familiarize yourself with the construction of the micrometer in order to understand how measurements are made.
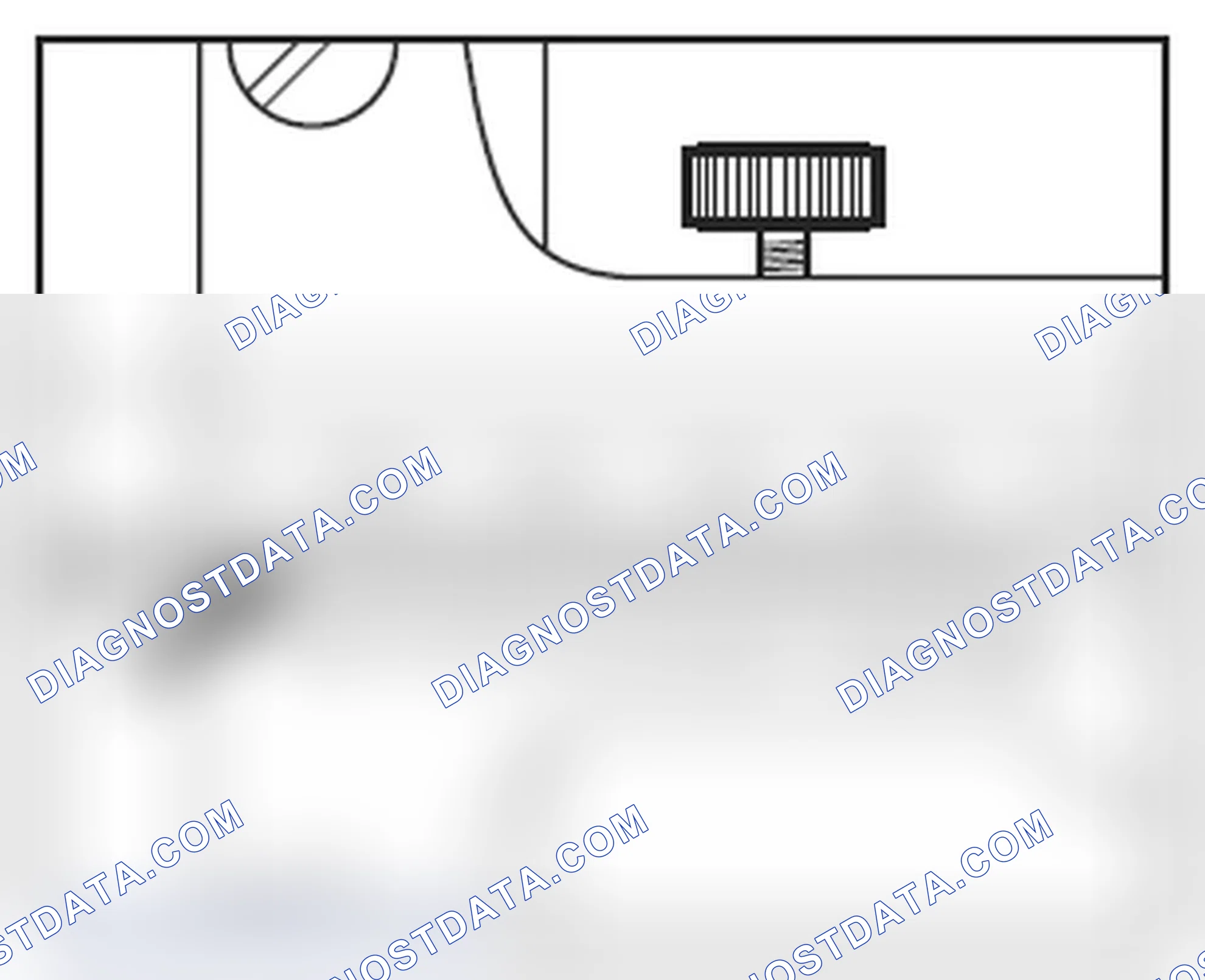
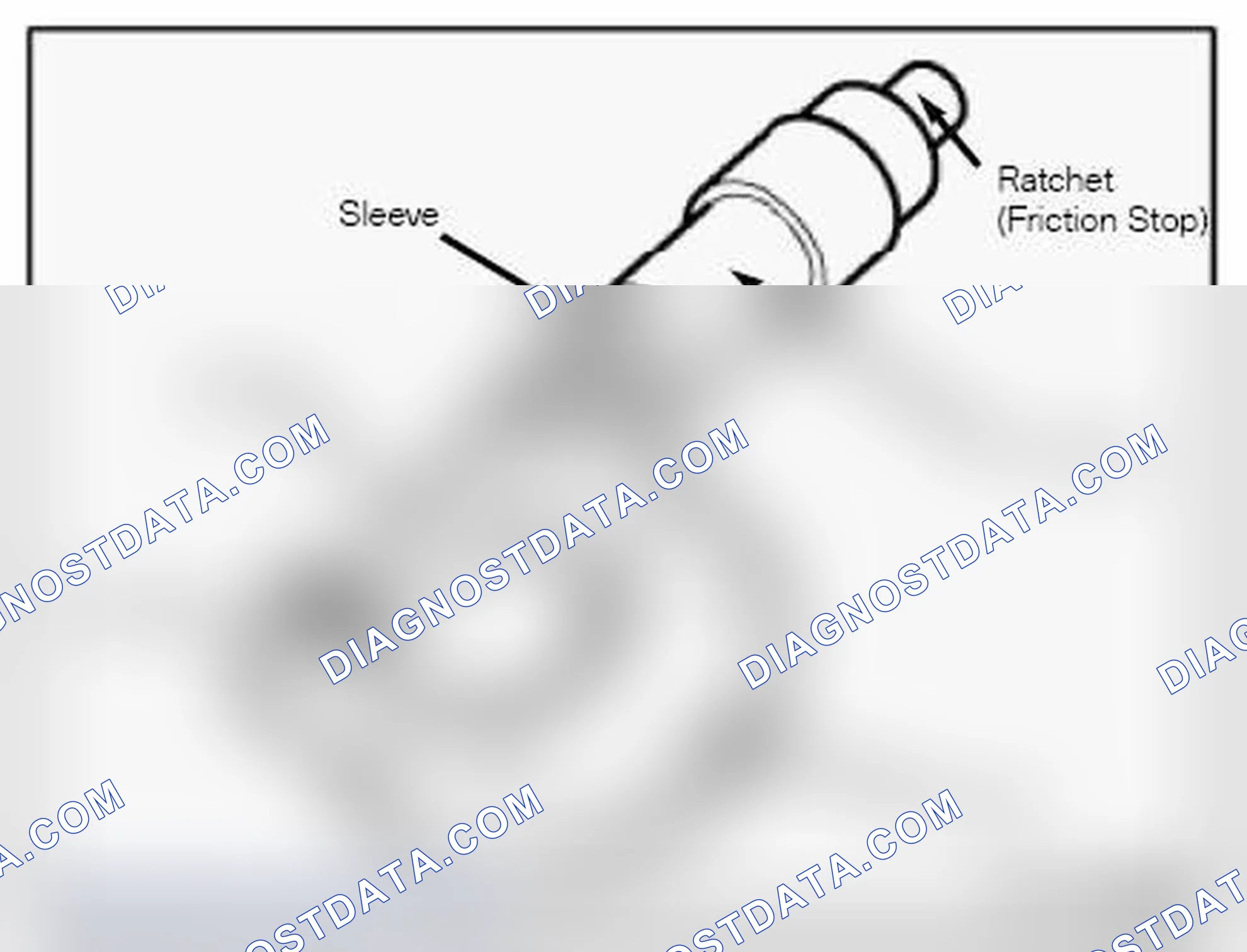
Metric Micrometer Construction
The micrometer is constructed of a few basic parts. The actual item to be measured is placed between the anvil and the spindle. The micrometer can be adjusted to the approximate size using the thimble. The thimble should only be used for the coarse adjustment. In order to make the actual measurement, the micrometer should only be turned using the ratchet (a.k.a. the friction stop). Do not attempt to make a measurement using the thimble. This will give an inaccurate measurement and ultimately damage the micrometer.
Scheme 24
Micrometers are available in various sizes for outside as well as inside measurements. The more common variation is the outside micrometer. They are usually available in 25 millimeter increments such as 0-25 mm, 25-50 mm, 50-75 mm etc.
The metric micrometer can measure in increments of one hundredth of a millimeter (.01mm). One hundredth of a millimeter is equal to 0.0003937 inch which is less than one thousandth of an inch.
The measurement area of the micrometer consists of the sleeve scale and the thimble scale. The sleeve scale is used to read whole and half millimeters. The thimble scale (which rotates) reads in hundredths (.01) of a millimeter from zero to fifty. Two complete revolutions of the thimble equals one millimeter.
On the sleeve scale, each scale mark above the center line indicates whole millimeters. Below the center line, half of a millimeter (or.5mm) increments are indicated.
Scheme 25
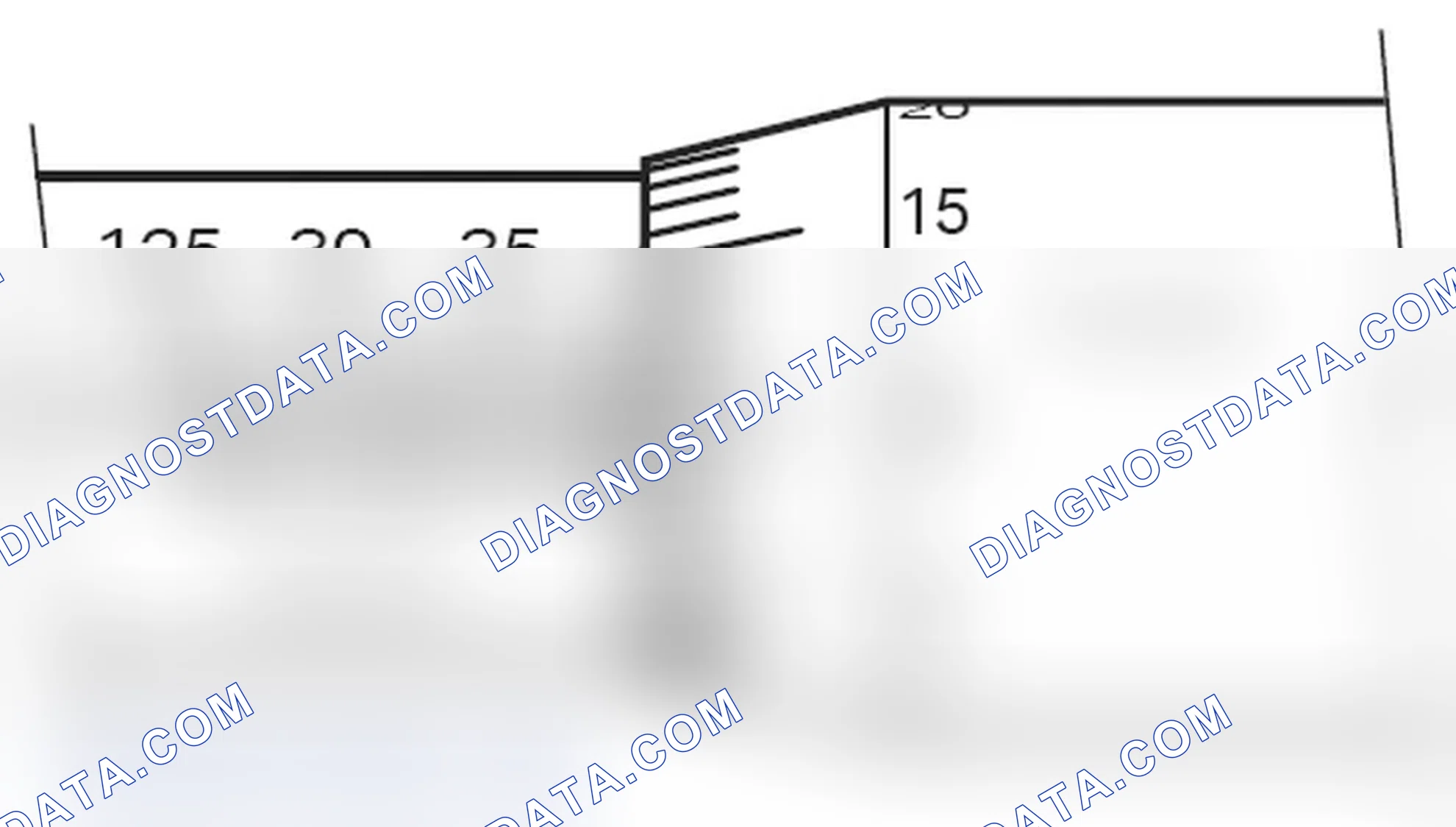
Using the example shown above, the micrometer is a 125-150mm micrometer. To read this micrometer, first take the basic reading from the sleeve scale. The thimble is past the 139 mm mark. Therefore the reading is a least 139 mm. Next, look at the thimble scale and note the reading on the centerline. The "10" on the thimble scale is lined up with the centerline. This indicates a reading of.10 mm. If you add the two readings; 139 +.10 = 139.10 mm.
Dial Indicator Measurements
The dial indicator is used to measure the travel or movement of a specific item. It can also be used to measure axial and radial runout. In engine measurement applications, the dial indicator can be used to measure valve guide wear, axial movement of the crankshaft (thrust), and runout of flywheels and harmonic balancers.
First, it is important to familiarize yourself with Dial Indicator construction. The face of the dial indicator consists of a moveable bezel which is also attached to the large measuring scale. This allows the tool be brought to the "zero point" when needed.
The main measuring device is the contact point. The contact point (1) is placed against the object to be measured. Usually, the contact point is rounded or has a ball bearing. This allows for a more accurate measurement.
The measuring face of the dial indicator consists of 2 scales. The smaller scale is for the "coarse" measurement which is in graduations of 1 millimeter. One revolution of the small scale is 10 millimeters.
The large scale is in graduations of.01 millimeter and the scale goes from zero to one hundred. Therefore, one revolution of the large scale is one millimeter.
Scheme 26
The dial indicator also needs to be held in place when taking a measurement. This requires a stand or base. Depending upon the application, these stands can be a clamp type, magnetic or a threaded base.
When taking a measurement, place the contact point on the object to be measured. The dial indicator must be pre-loaded slightly to prevent the measurement from bottoming out.
When reading the scale, be sure to "zero" the dial indicator first. If the readings to be taken are less than 1 millimeter, you do not need to use the small scale. If the readings are larger than 1 millimeter, be sure to factor the small scale into your measurement.
Scheme 27

Scheme 28
Scheme 29

Scheme 30

Scheme 31
Additional Engine Measurements
During engine repair procedures it is sometimes necessary to assess engine wear to make determinations on parts replacement. Also, some engine measurements are needed to verify a previous diagnosis.
For example, a cylinder leakdown test could indicate a cylinder sealing concern. Once the engine is disassembled, it would be necessary to verify this condition by checking the piston and piston ring condition. If OK, the next step would be to determine the condition of the cylinder bore. At this point, the cylinders should be checked for taper (conicity) and for out-of-round. The correct measurements could mean the difference between just replacing the rings and/or pistons or replacing the engine block. This is why it is necessary to make accurate measurements when needed.
Some of the other routine engine measurements include
- Cylinder head warpage
- Cylinder head thickness (on some applications)
- Piston rings - end gap and axial clearance
* Cylinder bore - including out-of-round and taper
Cylinder Head Measurement
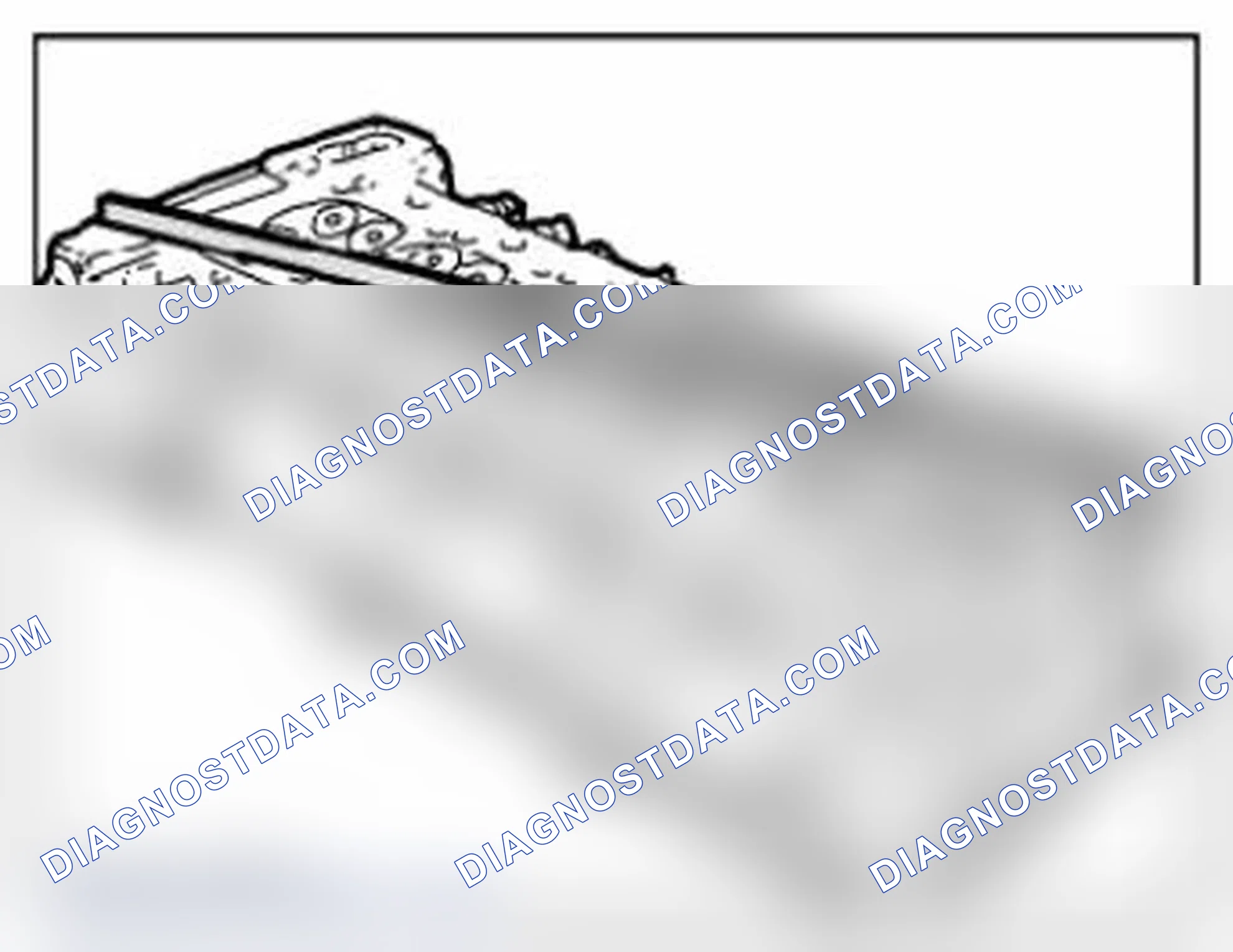
If a repair requires removal of the cylinder head, a few basic measurements can be performed to save time and unnecessary machine shop costs. If an engine has been overheated or has an internal or external fluid leakage (coolant/oil), it is a good idea to check the cylinder head for warpage.
This can be done by using a commercially available machinists straight edge and a feeler gauge. by sliding the feeler gauge under the straight edge in various locations, it can determine if there are any low spots or warpage. The specifications for warpage are found in WebTIS under Technical Data. Usually, the specification is about.05 mm.
Scheme 32
Also, check to see if the cylinder head has a specification for machining limit. If so, it may be possible to have the cylinder head re-surfaced. Depending on the amount of material removed during the machining process, it may be necessary to install a thicker head gasket. There are some "service" head gaskets available through the part s department.
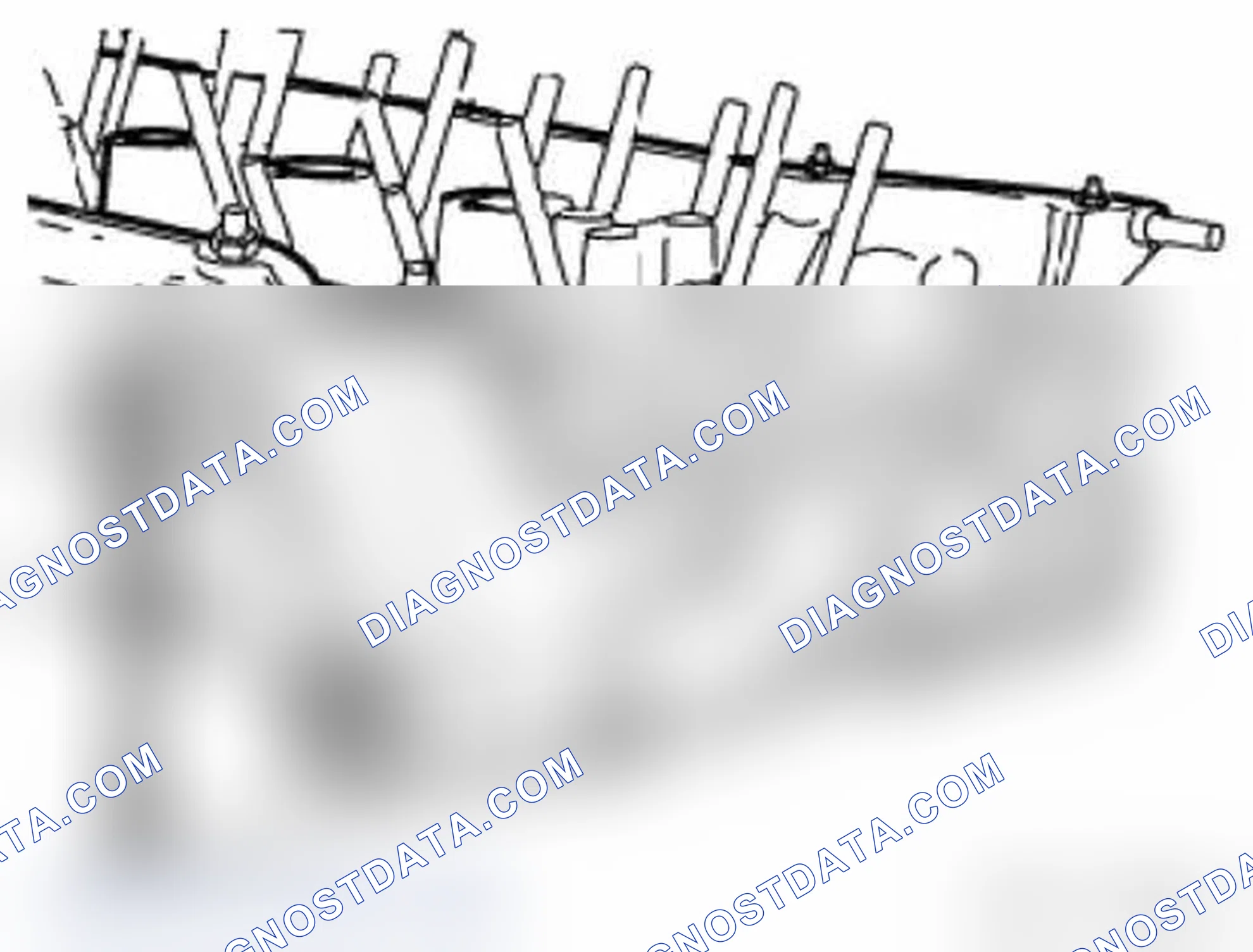
The cylinder head can be checked for minimum thickness. This is done using a micrometer or a vernier caliper. This is not possible on all engines, the example shown below is a 6-cylinder (M52TU/M54).
If the minimum thickness is not met, the head will need to be replaced.
Scheme 33
Piston Measurements
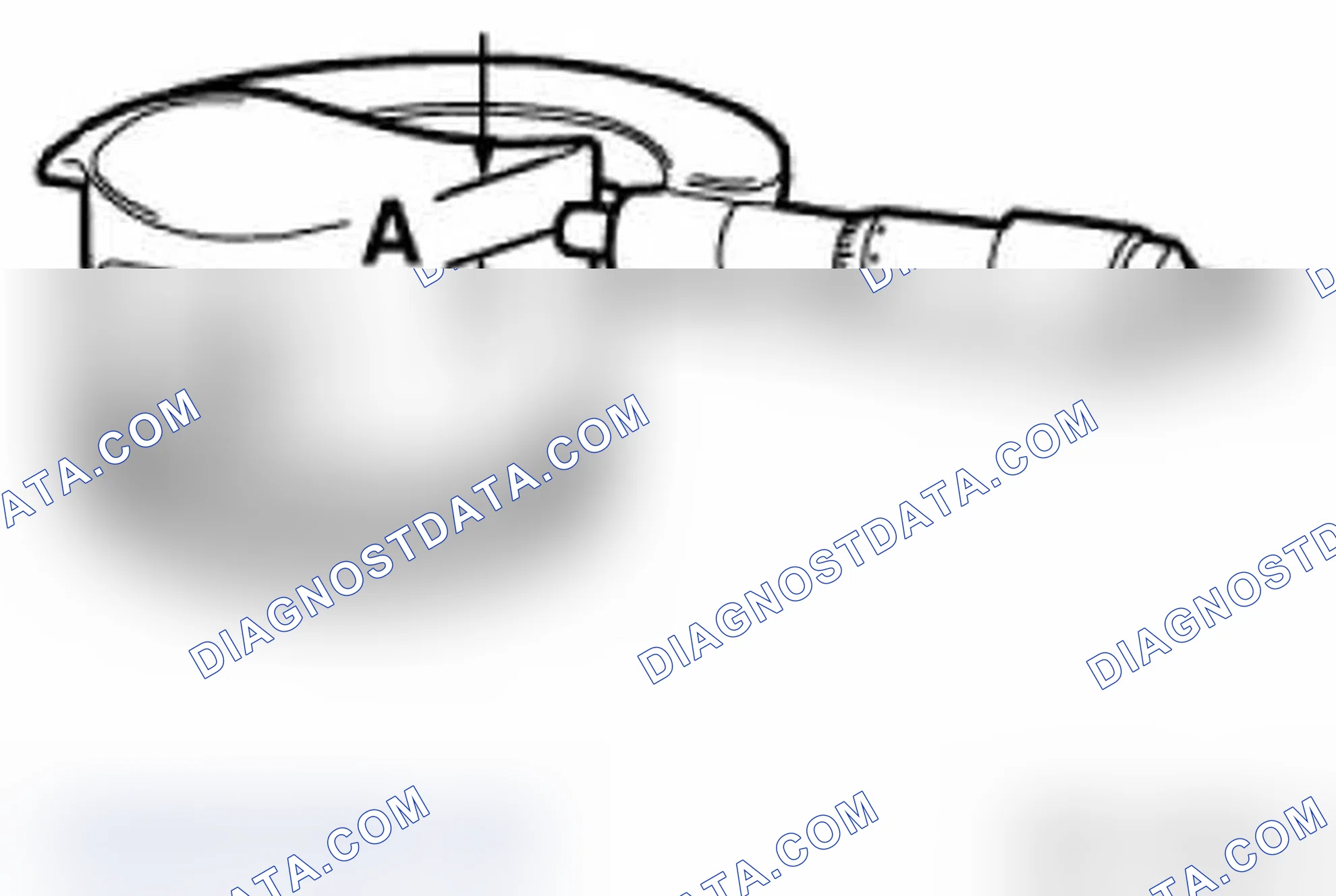
When replacing pistons and/or piston rings, there are some basic measurements that need to be made. When fitting a piston to a cylinder bore, the piston diameter should be checked to ensure a proper fit.
The piston diameter is measured using a micrometer. The measurement is taken at a specified point (A) which is 90 degrees from the piston pin axis. Each engine has a specific location to measure piston diameter. For example, the illustration below shows measuring Point A. The specification for this engine (N62) is 18 mm. So the piston diameter is measured 18 mm from the bottom of the piston skirt.
Scheme 34
The piston diameter, when subtracted from the cylinder bore equals the cylinder wall to piston clearance. If the clearance measurement obtained is not correct, re-check your readings.
Piston Ring Measurements
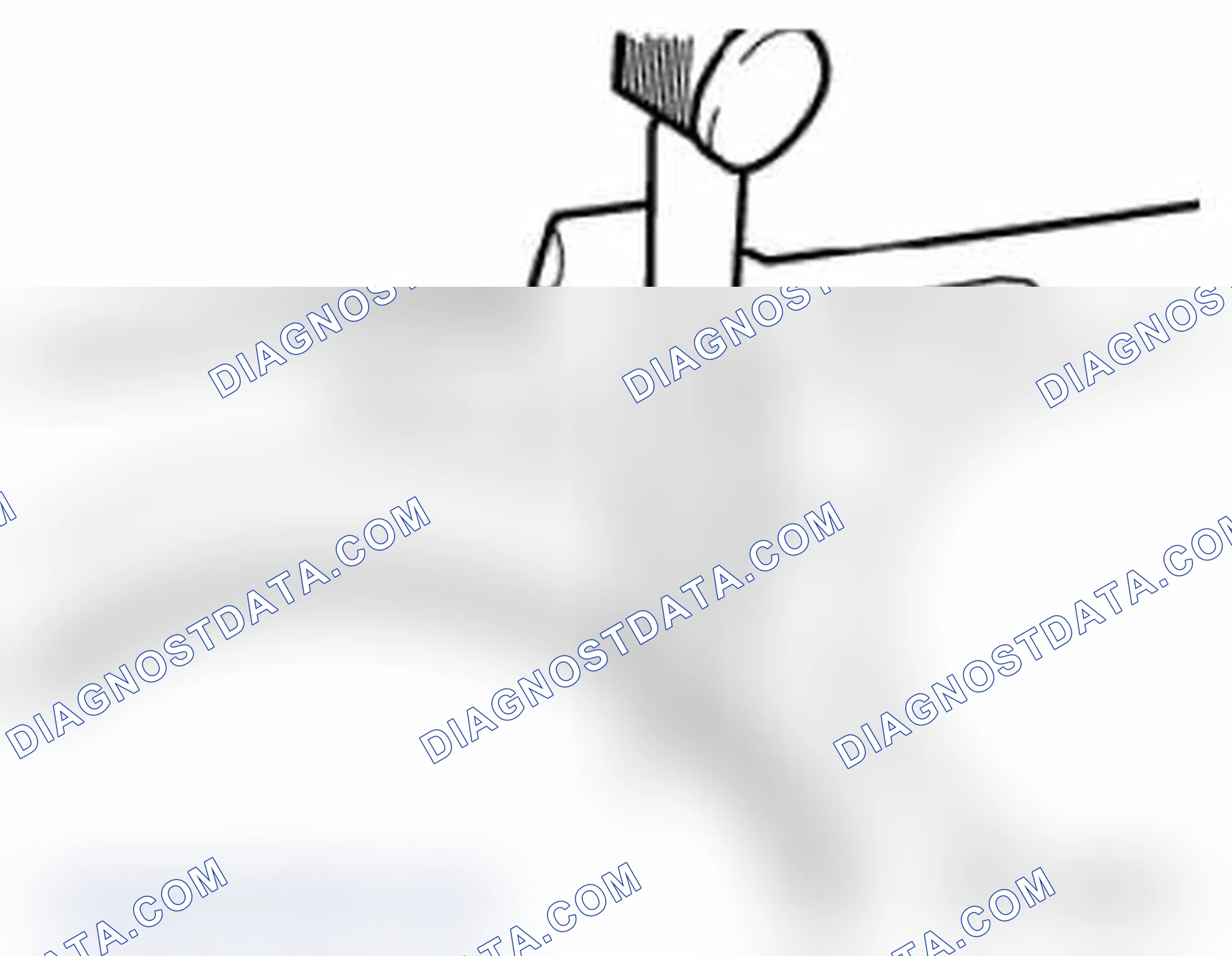
There are some important specifications to check when installing piston rings. One of the measurements in axial clearance. Axial clearance is the distance between the piston ring and ring land. This prevents the rings from binding in the ring land at operating temperature. Axial clearance is measured using a feeler gauge.
Scheme 35

Also the piston ring end gap has to be checked. This measurement is checked using a feeler gauge.
This clearance is critical in order to prevent the end gaps from contacting each other when the engine is at operating temp.
When installing the piston rings, always stagger the end gaps as per the repair instructions.
Scheme 36
Cylinder Bore
In order for the cylinder bore to be considered acceptable, it must not be excessively tapered or out-of-round. Once the cylinder has been checked for obvious damage and the surface finish is OK, the integrity of the bores must be verified. If cylinder wear is suspected, it must be checked using the proper cylinder bore gauge.
Each cylinder must be checked at three position in the bore - top, middle and bottom. Also there must be two opposing dimensions that should be checked. The difference between the top and bottom measurements will indicate the taper of the bore. The opposing dimensions will indicate the out-of-round specification.
If these measurements are out of specification, the cylinder bore must be re-finished or overbored. New pistons and rings must be fitted as well.
Scheme 37
Metric System
All BMW specifications are metric. Therefore, a thorough knowledge of those areas on the metric system which apply to BMW vehicles is vital to a BMW Service Technician.
The unit of length, and the basis for all other metric units of measurement is the meter. The meter (1 meter), as a point of reference, is slightly longer that a yard (39.37 inches).
The divisions of a meter are hundredths and thousandths. One hundredth of a meter is called a centimeter, and is equal to.3937 inch or about half the diameter of a nickel.
One thousandth of a meter is called a millimeter. The small marks between the centimeter increments are each one millimeter, or one tenth of a centimeter. And as a point of reference, a standard paper clip is about one millimeter thick.
Metric System Denominations
Throughout the metric system, common to all units of measurement, are prefixes which designate multiples or fractions of the unit.
For automotive applications, the most common prefixes are centi; designating one-hundredth; milli; for one thousandth and kilo-for one thousand.
There are letters uniformly used throughout the system to label the divisions or multiples of each unit of measurement. The letter "m" represents milli, "c' is for centi and "k" is for kilo. These are then combined with the letter representing the unit of measurement.
For example, mm is millimeter, cm is centimeter and km is kilometer. The same applies to liter which is the unit of volume and gram which is the unit of weight.
One kilogram is equal to one thousand grams which is equal to 2.2 pounds.
All metric measurements are directly related. For example, one thousand cubic centimeters, or 10cm x 10cm x 10cm of water weighs one kilogram. The volume of those one thousand cc's is one liter.
Metric Reference Chart
| Weight | |||
|---|---|---|---|
| 1 kilogram | = 1 kg | = 1000 grams | = 1000 g |
| 1 hectogram | = 1 hg | = 100 grams | = 100 g |
| 1 dekagram | = 1 dag | = 10 grams | = 10 g |
| 1 gram | = 1g | ||
| 1 decigram | = 1dg | =.1 gram | = 0.1 g |
| 1 centigram | = 1 cg | = 0.01 gram | = 0.01 g |
| 1 milligram | = 1 mg | = 0.001 gram | = 0.001 g |
| Length | |||
| 1 kilometer | = 1 km | = 1000 meters | = 1000 m |
| 1 hectometer | = 1 hm | = 100 meters | = 100 m |
| 1 dekameter | = 1 dam | = 10 meters | = 10 m |
| 1 meter | = 1m | ||
| 1 decimeter | = 1dm | =.1 meter | =.1 m |
| 1 centimeter | = 1 cm | = 0.01 meter | = 0.01 m |
| 1 millimeter | = 1 mm | = 0.001 meter | = 0.001 m |
| Volume | |||
| 1 kiloliter | = 1 kl | = 1000 liters | = 1000 l |
| 1 hectoliter | = 1 hl | = 100 liters | = 100 l |
| 1 dekaliter | = 1 dal | = 10 liters | = 10 l |
| 1 liter | = 1l | ||
| 1 deciliter | = 1dl | =.1 liter | =.1 l |
| 1 centiliter | = 1 cl | = 0.01 liter | = 0.01 l |
| 1 milliliter | = 1 ml | = 0.001 liter | = 0.001 l |
METRIC REFERENCE CHART
Metric System Conversion Charts
| Linear Measure to Metric | Linear Measure (Metric) to English |
|---|---|
| 1 inch = 2.54 cm | 1 mm = 0.03937 inch |
| 12 inches = 1 foot = 30.48 cm | 1 cm = 0.39 inch |
| 3 feet = 1 yard = 0.91 m | 1 m = 39.37 inch |
| 5.5 yards = 1 rod = 5.03 m | 1 km = 0.62 miles |
| 5280 feet = 1 mile = 1.61 km | |
| Square Measure to Metric | Square Measure (Metric) to English |
| 1 in 2 = 6.45 cm 2 | 1 mm2 = 0.002 in 2 |
| 144 in 2 = 1 ft 2 = 0.09 m 2 | 1 cm 2 = 0.16 in 2 |
| 9 ft 2 = 1 yd 2 = 0.84 m 2 | 1 m 2 = 1549 in 2 |
| 640 acres = 1mi 2 = 2.59 km 2 | 1 km 2 = 0.39 mi 2 = 247.10 acres |
| Cubic Measure to Metric | Cubic Measure (Metric) to English |
| 1 in 3 = 16.39 cm 3 | 1 mm 3 = 0.000061 in 3 |
| 1728 in 3 = 1 yd 3 = 0.76 m 3 | 1 cm 3 = 0.061 in 3 |
| 27ft 3 = 1 yd 3 = 0.76 m 3 | 1 m 3 = 35.32 ft 3 |
| 1 km 3 = 0.24 mi 3 | |
| Liquid Measure to Metric | Liquid Measure (Metric) to English |
| 1.81 in 3 = 1 fluid oz. = 30 ml | 1 ml = 0.03 fluid oz = 0.061 in 3 |
| 1 pint = 0.47 l | 1000 cm 3 = 1 l = 61.02 in 3 = 1.06 qt |
| 57.75 in 3 = 1 quart = 0.95 l | 1 ft 3 water = 62.5 lb |
| 231 in 3 = 1 gal = 3.79 l = 0.0038 m 3 | |
| 1 ft 3 = 7.48 gal = 28.35 l | |
| Weights to Metric | Weight (Metric) to English |
| 1 0z = 28.35 g | 1 g = 0.035 oz |
| 1 lb = 453.59 g | 1 kg = 2.20 lb |
| 1 lb = 0.45 kg | 1 metric ton = 1000 kg = 1.102 tons = 2205 lb |
| 1 ton =.91 metric ton | |
| Temperature to Metric | Temperature to Fahrenheit |
| F = 9/5C +32 | C = 5/9 (F-32) |
METRIC SYSTEM CONVERSION CHARTS
Pressure Conversion Chart
| Bar | KPa | In.Hg. |
|---|---|---|
| 6.0 | 600 | |
| 5.9 | 590 | |
| 5.8 | 580 | |
| 5.7 | 570 | |
| 5.6 | 560 | |
| 5.5 | 550 | |
| 5.4 | 540 | |
| 5.3 | 530 | |
| 5.2 | 520 | |
| 5.1 | 510 | |
| 5.0 | 500 | |
| 4.9 | 490 | |
| 4.8 | 480 | |
| 4.7 | 470 | |
| 4.6 | 460 | |
| 4.5 | 450 | |
| 4.4 | 440 | |
| 4.3 | 430 | |
| 4.2 | 420 | |
| 4.1 | 410 | |
| 4.0 | 400 | |
| 3.9 | 390 | |
| 3.8 | 380 | |
| 3.7 | 370 | |
| 3.6 | 360 | |
| 3.5 | 350 | |
| 3.4 | 340 | |
| 3.3 | 330 | |
| 3.2 | 320 | |
| 3.1 | 310 | |
| 3.0 | 300 | |
| 2.9 | 290 | |
| 2.8 | 280 | |
| 2.7 | 270 | |
| 2.6 | 260 | |
| 2.5 | 250 | |
| 2.4 | 240 | |
| 2.3 | 230 | |
| 2.2 | 220 | |
| 2.1 | 210 | |
| 2.0 | 200 | |
| 1.9 | 190 | |
| 1.8 | 180 | |
| 1.7 | 170 | |
| 1.6 | 160 | |
| 1.5 | 150 | |
| 1.4 | 140 | |
| 1.3 | 130 | |
| 1.2 | 120 | 35.90 |
| 1.1 | 110 | 32.91 |
| 1.0 | 100 | 29.92 |
| 0.9 | 90 | 26.93 |
| 0.8 | 80 | 23.94 |
| 0.7 | 70 | 20.94 |
| 0.6 | 60 | 17.95 |
| 0.5 | 50 | 14.96 |
| 0.4 | 40 | 11.97 |
| 0.3 | 30 | 8.98 |
| 0.2 | 20 | 5.98 |
| 0.1 | 10 | 2.99 |
| 0.0 | 0 | 0.0 |
PRESSURE CONVERSION CHART