Material
| Item | Specification | Fill Capacity |
|---|---|---|
| Clear Silicone Rubber TA-32 | ESB-M4G92-A | |
| Flexible Foam Repair TA-4 | ||
| Interior Spray Paint PM-19M547-xxxxH | ||
| Metal Bonding Adhesive TA-1 | ||
| Motorcraft Acid Neutralizer ZC-1-A | ||
| Motorcraft Adhesion Promoter PM-19A316-AA | ||
| Motorcraft Alkaline Neutralizer ZC-2-A | ||
| Motorcraft Custom Clear Coat Polish ZC-8-A | ||
| Motorcraft Detail Wash ZC-3-A | ||
| Motorcraft Metal Surface Prep ZC-31-A | ||
| Motorcraft Premium Undercoating PM-25-A | ||
| Motorcraft Premium Undercoating Quart PM-25-B | ||
| Motorcraft Rust Inhibitor Aerosol PM-24-A | ||
| Motorcraft Rust Inhibitor Quart PM-24-B | ||
| Plastic Bonding Adhesive TA-9 | ||
| Seam Sealer TA-2 | ||
| Trim and Weatherstrip Adhesive TA-14 |
Material
GENERAL SPECIFICATIONS
| Item | Specification |
|---|---|
| Wax and Grease Remover |
GENERAL SPECIFICATIONS
WELDING SPECIFICATIONS
| Item | Specification |
|---|---|
| Plug weld hole | 8 mm (0.31 in) |
| Weld wire ER70S-3 or equivalent | 0.9-0.11 mm (0.035-0.045 in) |
WELDING SPECIFICATIONS
WELD NUGGET CHART
| Test Thickness of Metal (in mm) | Nugget Size |
|---|---|
| 0.7 + 0.7 | 4.3 mm (0.16 in) |
| 0.7 + 0.7 + 0.7 | 4.3 mm (0.16 in) |
| 0.9 + 0.9 | 4.7 mm (0.18 in) |
| 0.9 + 0.9 + 0.9 | 4.7 mm (0.18 in) |
| 1.0 + 1.0 | 5.2 mm (0.2 in) |
| 1.0 + 1.0 + 1.0 | 5.2 mm (0.2 in) |
| 2.0 + 2.0 | 7.1 mm (0.27 in) |
| 2.0 + 2.0 + 2.0 | 7.1 mm (0.27 in) |
| 3.0 + 3.0 | 8.7 mm (0.34 in) |
| 3.0 + 3.0 + 3.0 | 8.7 mm (0.34 in) |
| 3.0 + 0.7 | 4.3 mm (0.16 in) |
| 0.7 + 3.0 + 1.0 | 5.2 mm (0.2 in) |
| 2.0 + 2.0 + 0.7 | 4.3 mm (0.16 in) |
| 0.9 + 0.9 + 2.0 | 4.7 mm (0.18 in) |
| 2.0 + 0.9 + 1.0 | 5.2 mm (0.2 in) |
| 1.0 + 3.0 + 1.0 | 5.2 mm (0.2 in) |
| 3.0 + 1.0 + 2.0 | 7.1 mm (0.27 in) |
| 0.9 + 0.7 + 0.9 | 4.3 mm (0.16 in) |
WELD NUGGET CHART
| General Equipment | |
|---|---|
| 3 Phase Inverter Spot Welder 254-00002 | |
| Compuspot 700F Welder 190-50080 | |
| I4 Inverter Spot Welder 254-00014 | |
| Inverter Welder with MIG Welder 254-00015 |
TORQUE SPECIFICATIONS TABLE
| Description | Nm |
|---|---|
| Side Protection and Cabin Enhancement (SPACE®) bolts | 48 |
| Sunroof bracket attachment fasteners | 30 |
TORQUE SPECIFICATIONS TABLE
The body consists of the following
- Front end integrated assembly, consisting of radiator support bolster, radiator, fan motor and air conditioner condenser
- High-Strength Low Alloy (HSLA), high-strength and mild steels
- Roof outer panel constructed of mild steel
- Body side outer panels constructed of mild steel
- Dual-phase steel in select body structure components
- Bolted, removable front fenders, hinged doors and hood
- Aluminum hood
- Dent resistant steel fenders
- Steel doors incorporating serviceable outer panels
- Dent resistant steel liftgate and luggage compartment lid
- Passenger side door lock cylinder deleted
- High-strength, roll-formed bolt-on front and rear bumper beams
- Front and rear subframe assemblies housing suspension and steering components
- Front floor pan common between Taurus, Sable and Taurus X
- Sound deadener mastic used on floor pan
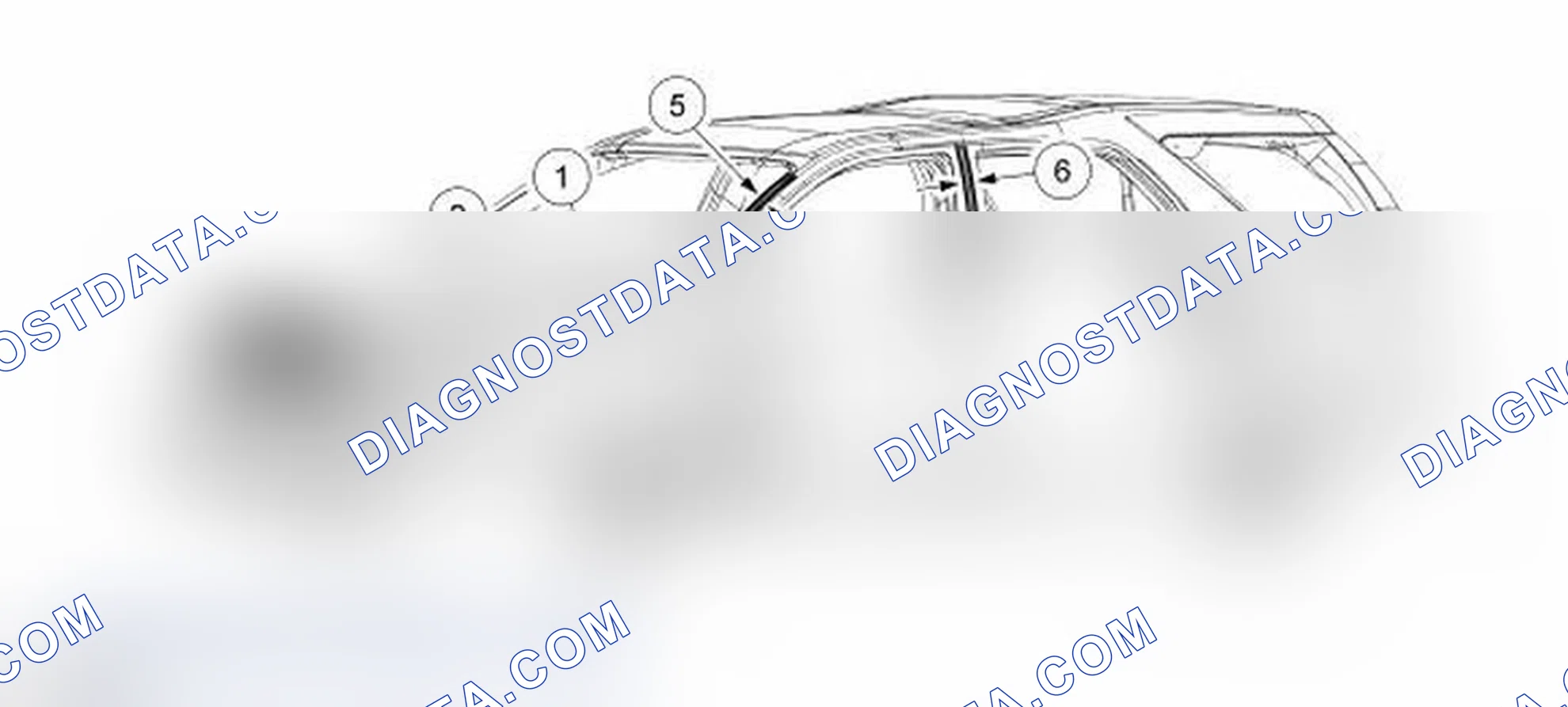
For dimensional information, refer to the following illustrations
Note. Dimensions apply to the right and left side.
Scheme 1
| Item | Description | Specification |
|---|---|---|
| 1 | Hood to fender | 4.0 mm (0.15 in) ± 1.5 mm (0.05 in) |
| 2 | Hood to headlamp lens | 8.0 mm (0.31 in) ± 3.0 mm (0.11 in) |
| 3 | Lamp assembly to fascia | 2.0 mm (0.07 in) ± 0.0 mm (in) |
| 4 | Door to fender | 4.0 mm (0.15 in) ± 1.5 mm (0.05 in) |
| 5 | Door to A-pillar | 5.0 mm (0.19 in) ± 2.0 mm (0.07 in) |
| 6 | Front door to rear door | 5.0 mm (0.19 in) ± 2.0 mm (0.07 in) |
| 7 | Rear door to quarter panel | 4.0 mm (0.15 in) ± 2.0 mm (0.07 in) |
Scheme 2
| Item | Description | Specification |
|---|---|---|
| 8 | Tail lamp to quarter panel | 1.5 mm (0.05 in) ± 1.5 mm (0.05 in) |
| 9 | Tail lamp to fascia | 2.0 mm (0.07 in) ± 1.5 mm (0.05 in) |
| 10 | Tail lamp to liftgate | 5.5 mm (0.21 in) ± 1.5 mm (0.05 in) |
| 11 | Liftgate to rear fascia | 7.0 mm (0.27 in) ± 3.5 mm (0.13 in) |
Note. Dimensions apply to the right and left side.
Scheme 3

| Item | Description | Specification |
|---|---|---|
| 1 | Lamp assembly to fascia | 2.0 mm (0.07 in) ± 0.0 mm (in) |
| 2 | Hood to fender | 4.0 mm (0.15 in) ± 1.5 mm (0.05 in) |
| 3 | Door to fender | 4.0 mm (0.15 in) ± 1.5 mm (0.05 in) |
| 4 | Front door to rear door | 5.0 mm (0.19 in) ± 2.0 mm (0.07 in) |
| 5 | Rear door to quarter panel | 4.0 mm (0.15 in) ± 2.0 mm (0.07 in) |
Scheme 4
| Item | Description | Specification |
|---|---|---|
| 6 | Luggage compartment lid to quarter panel | 5.0 mm (0.19 in) ± 2.0 mm (0.07 in) |
| 7 | Luggage compartment lid to fascia | 7.0 mm (0.27 in) ± 2.0 mm (0.07 in) |
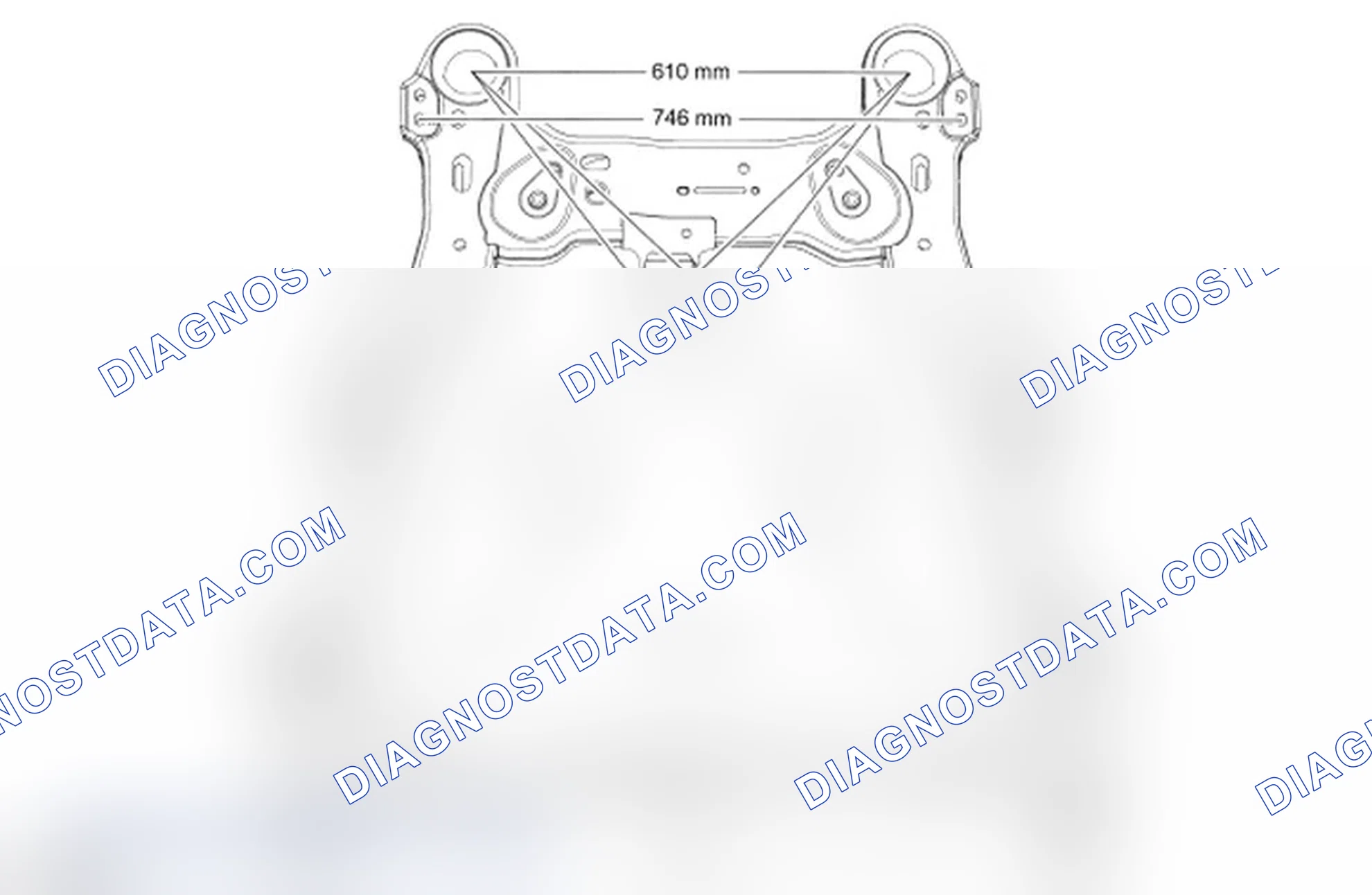
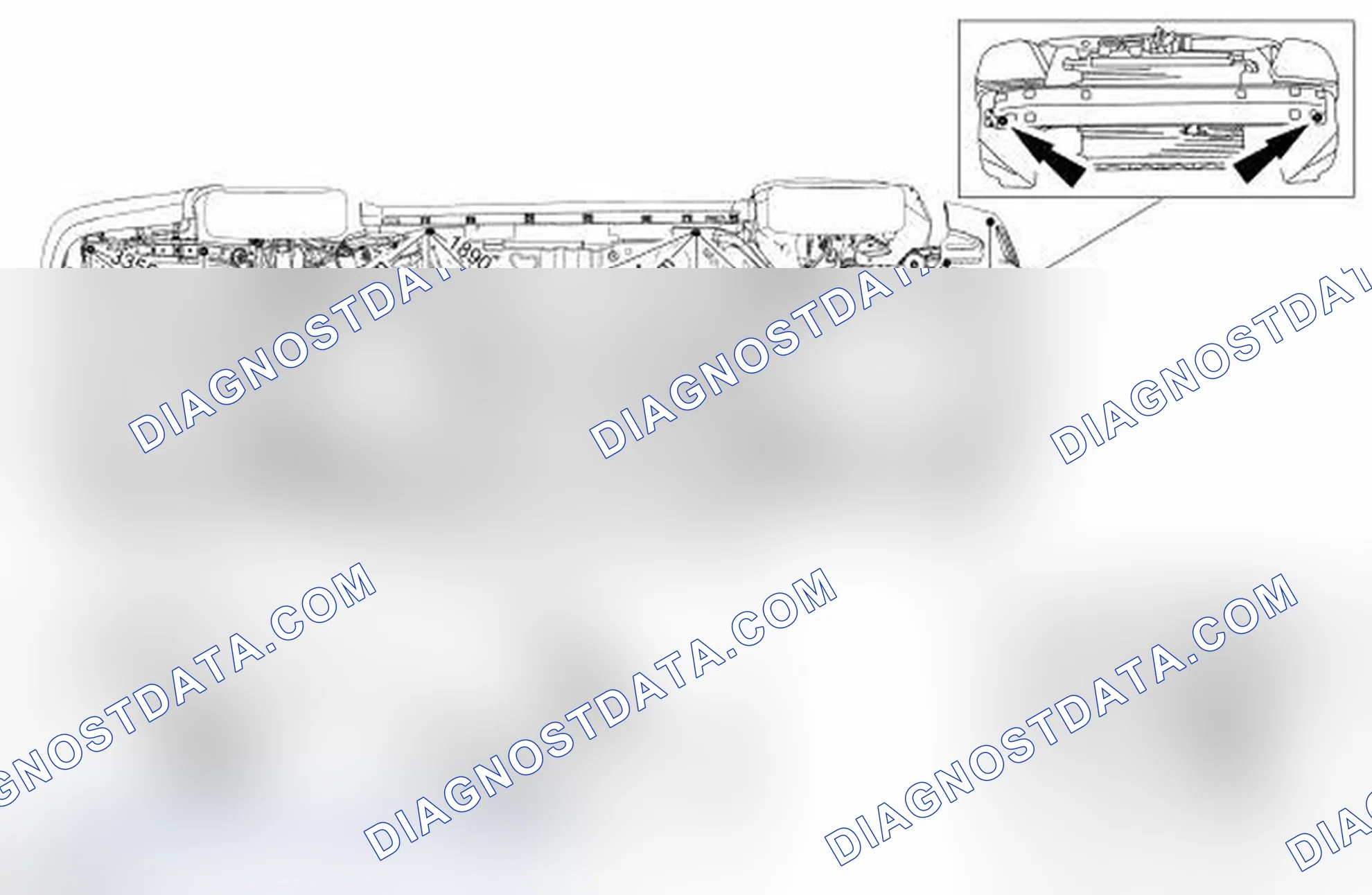
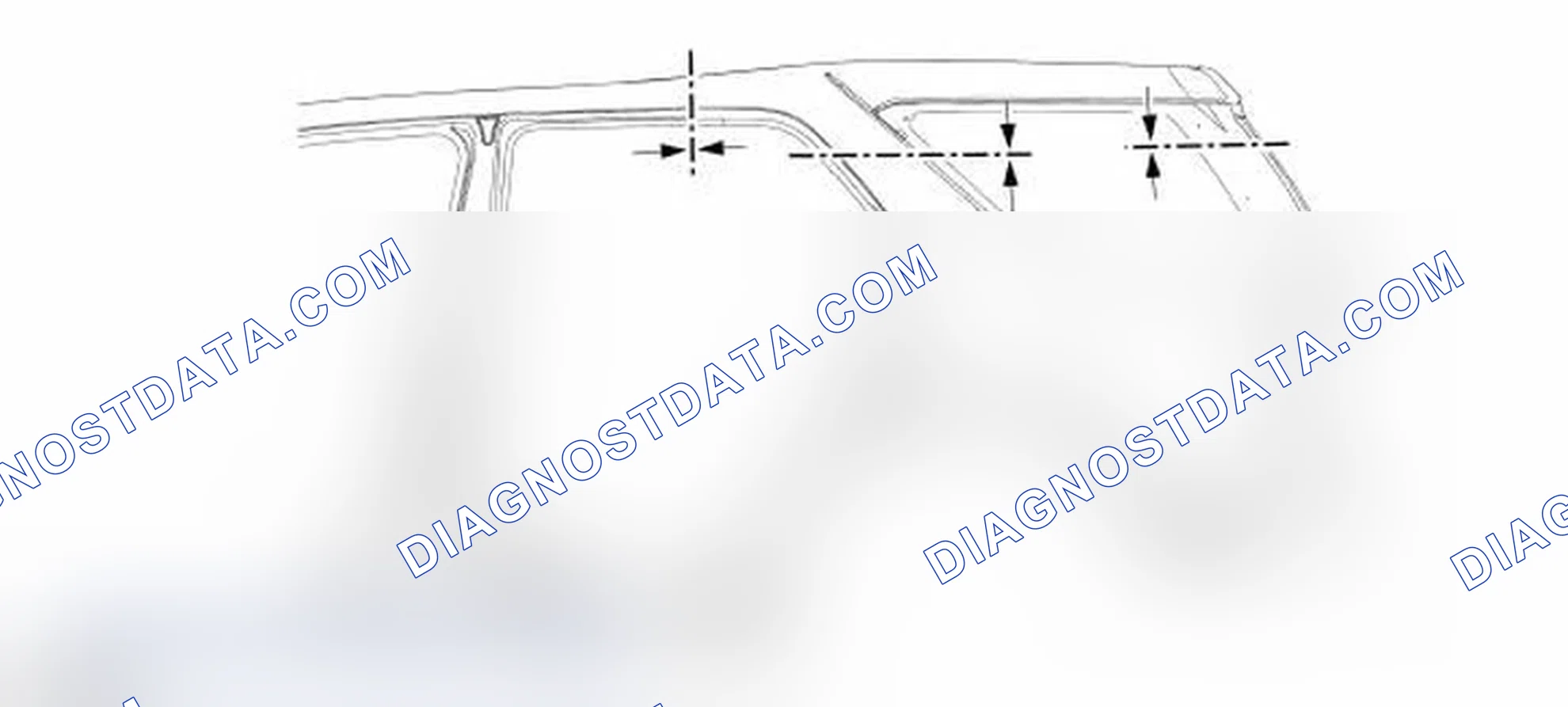
Underhood Dimensions
Note. The radiator bolster is a hybrid component. If damage occurs to the radiator support component, it should not be repaired or incorrect vehicle operation may result. A new component should be installed. Refer to No Content .
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 5
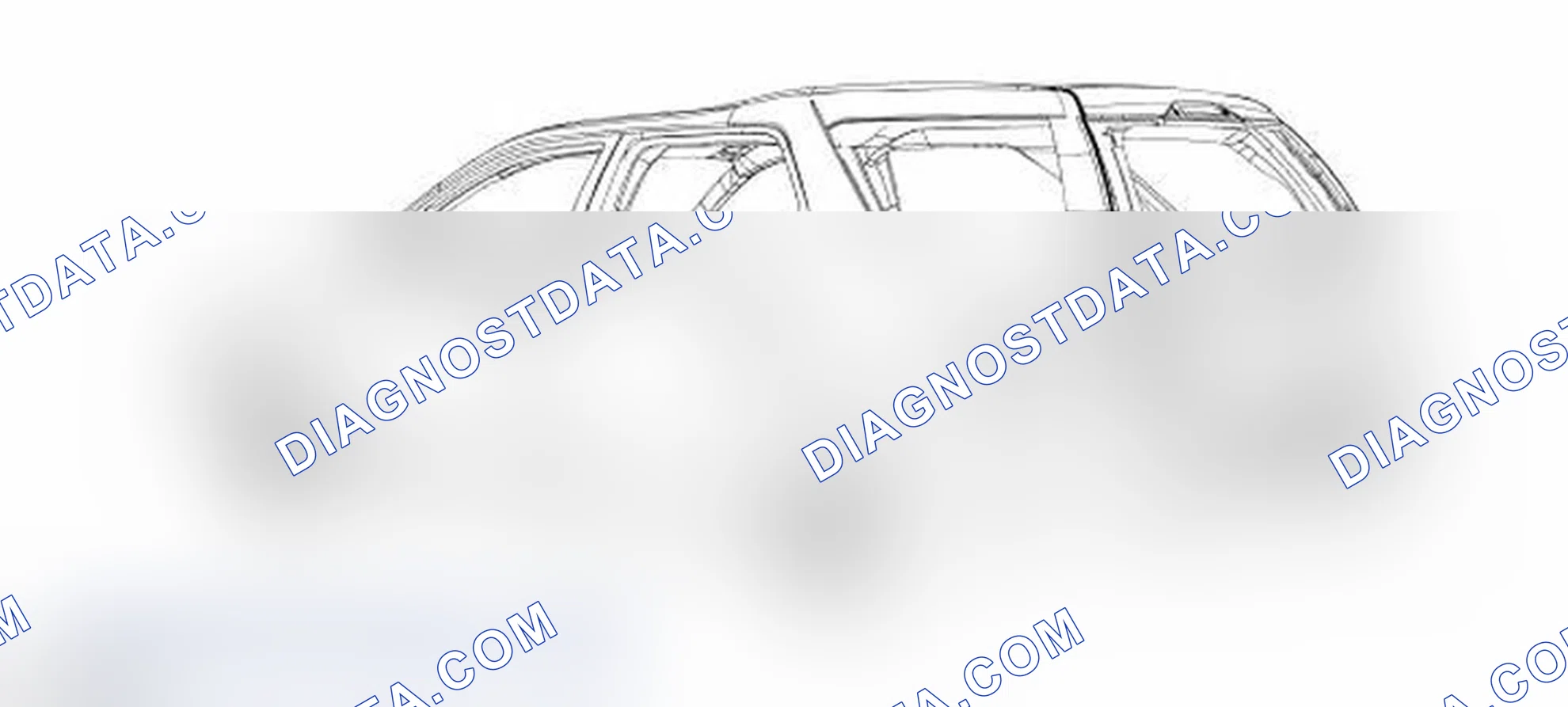
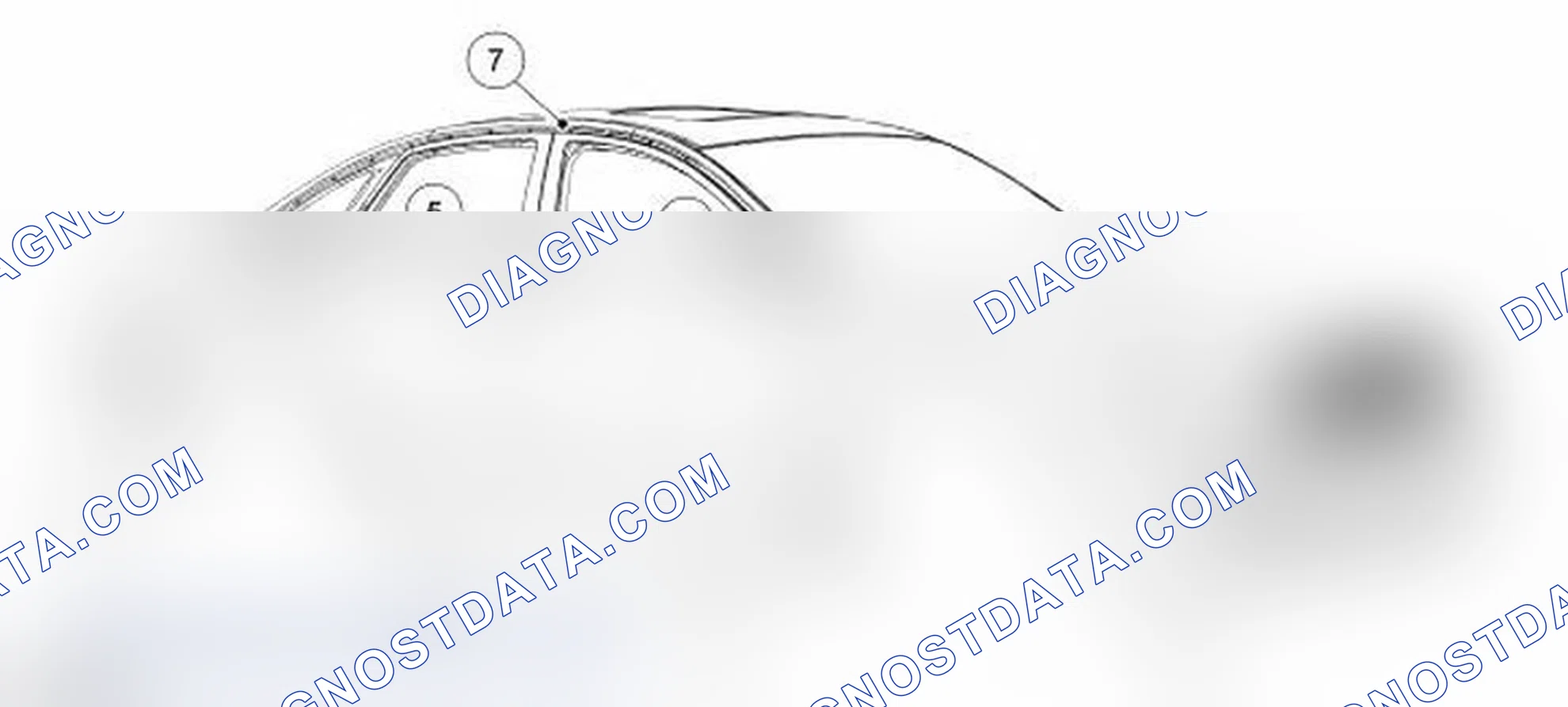
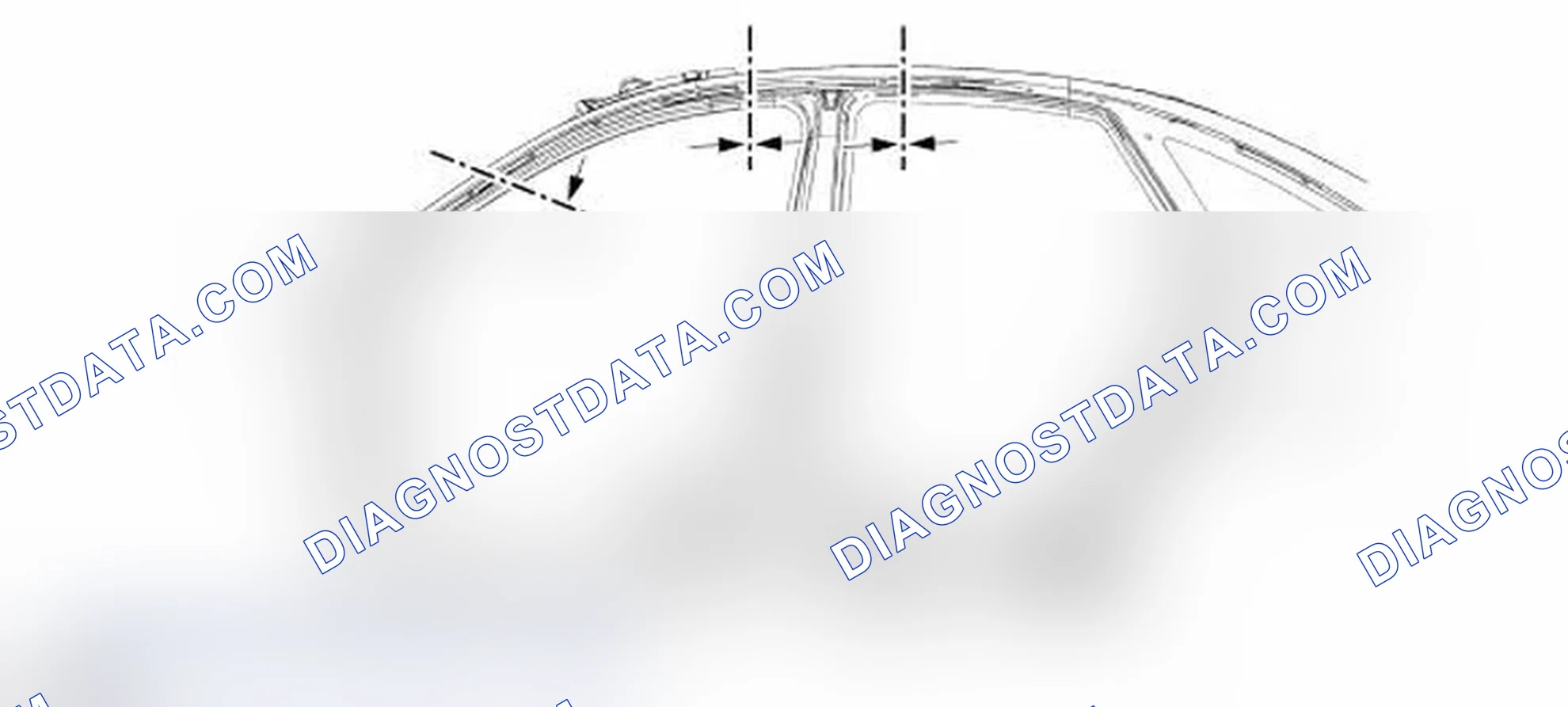
Body Side Closure Dimensions
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 6
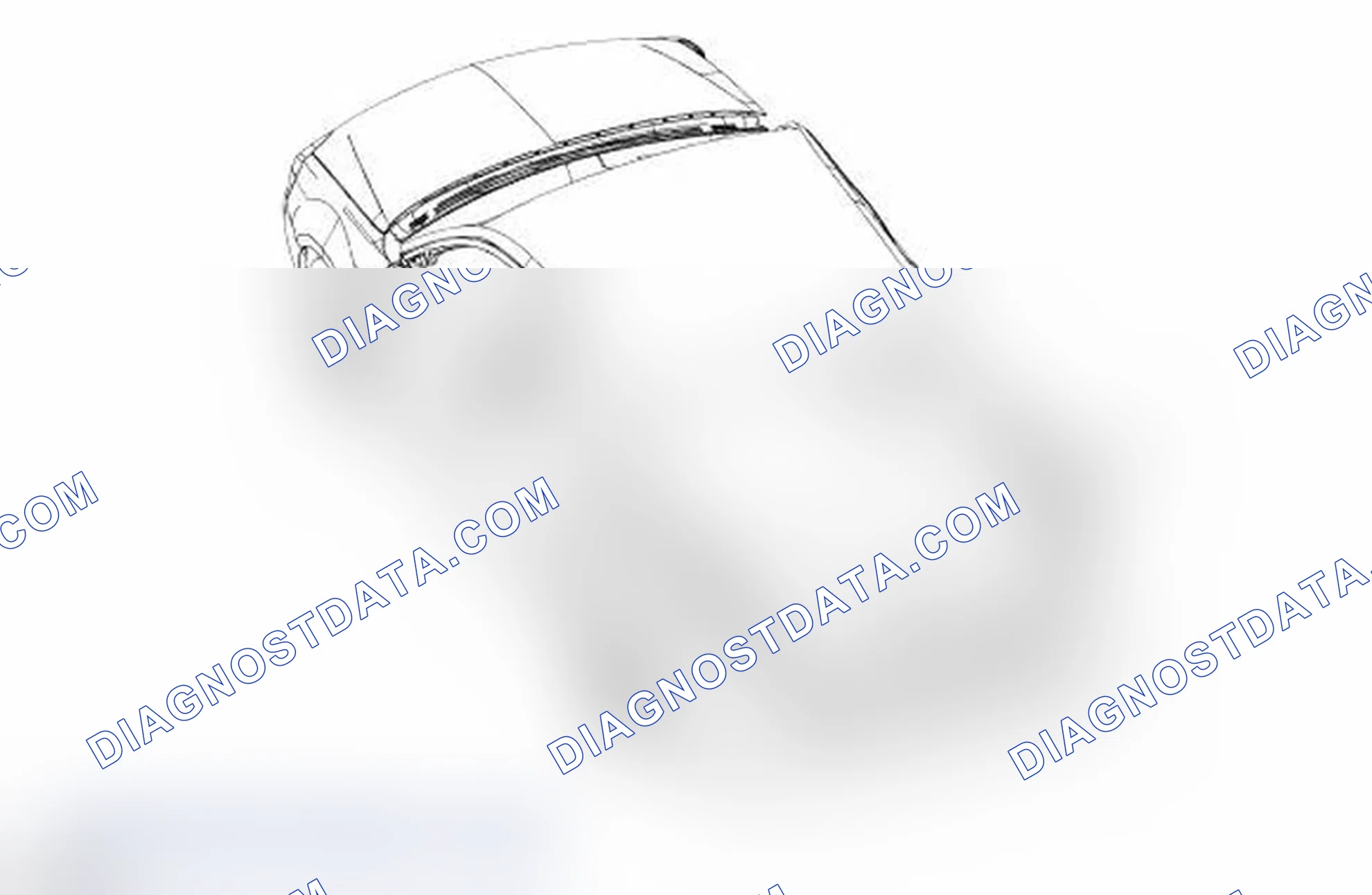
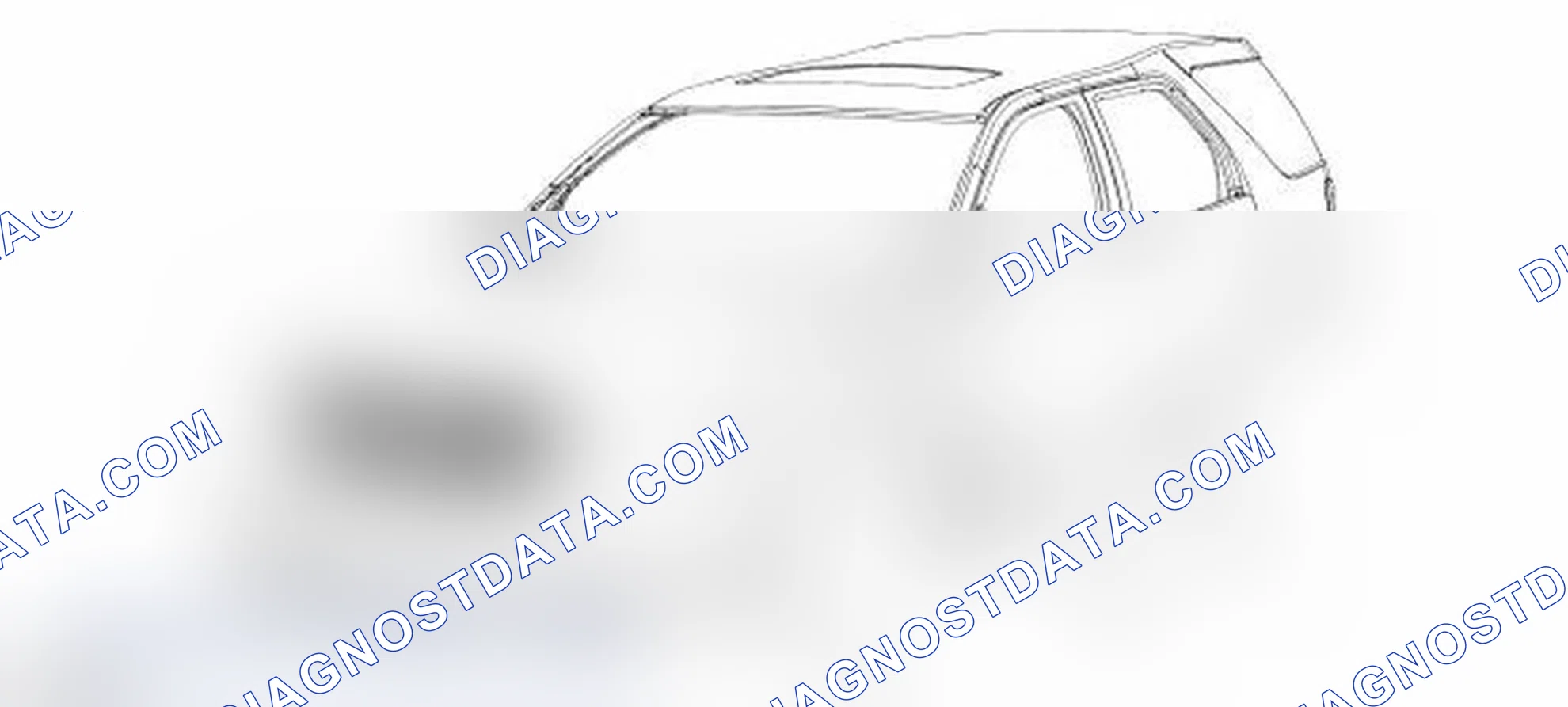
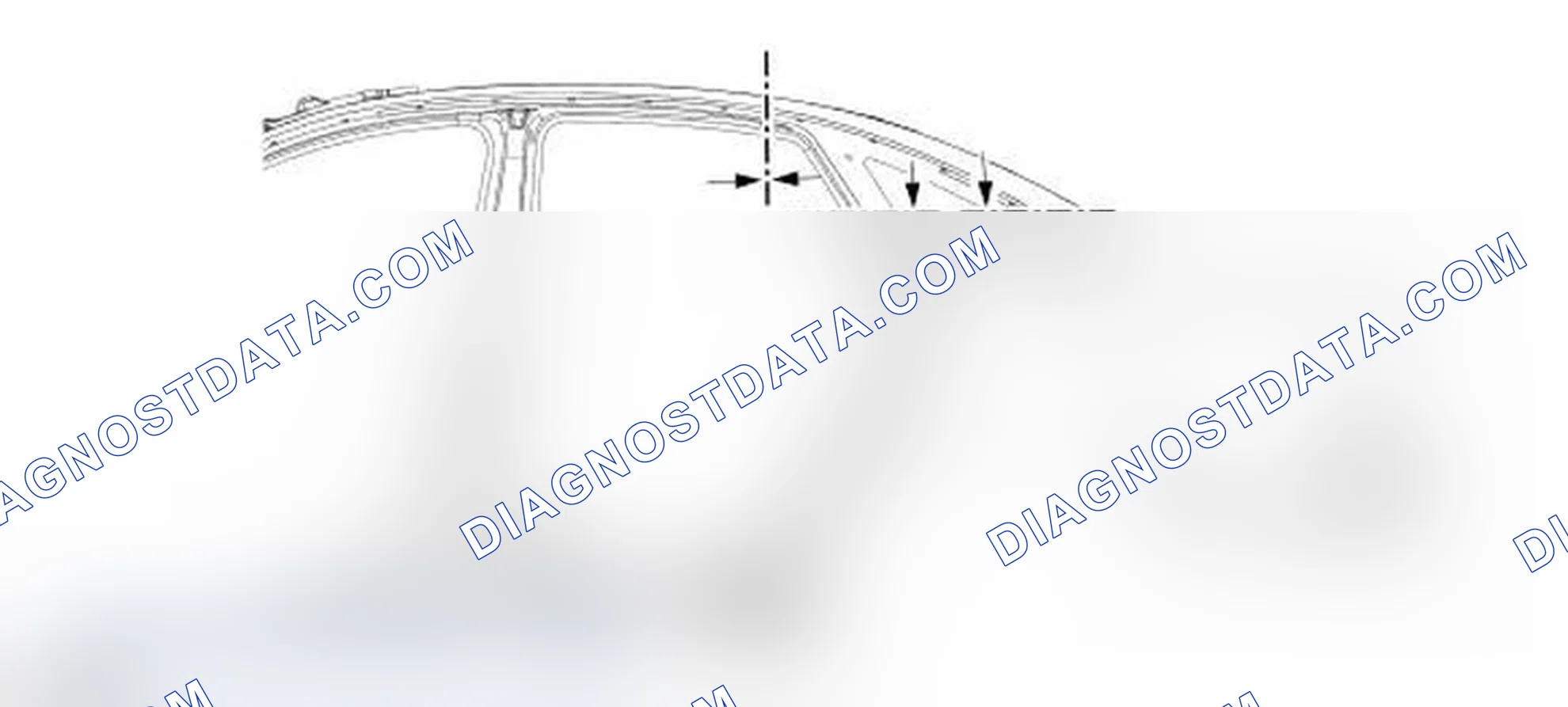
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 7
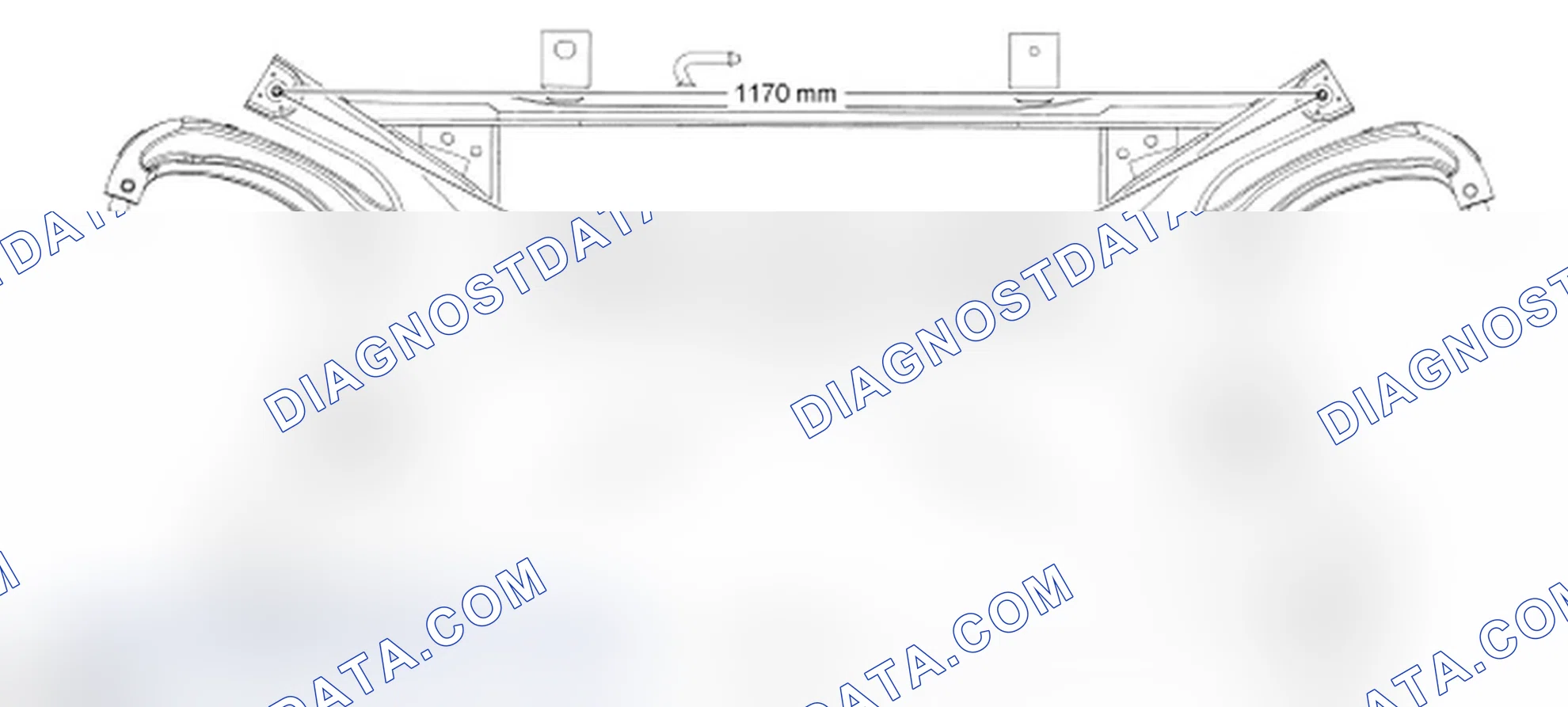
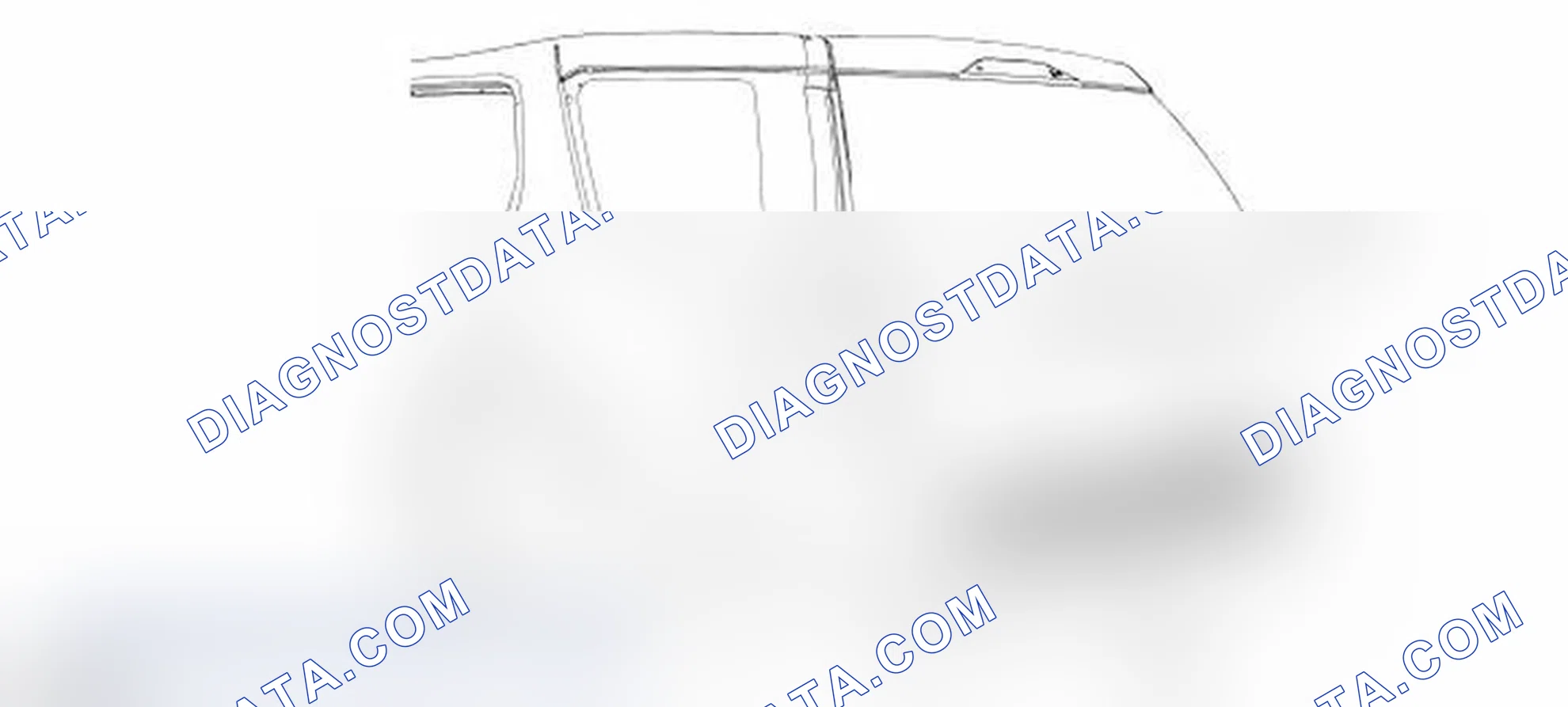
Rear Opening Dimensions
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 8
Scheme 9
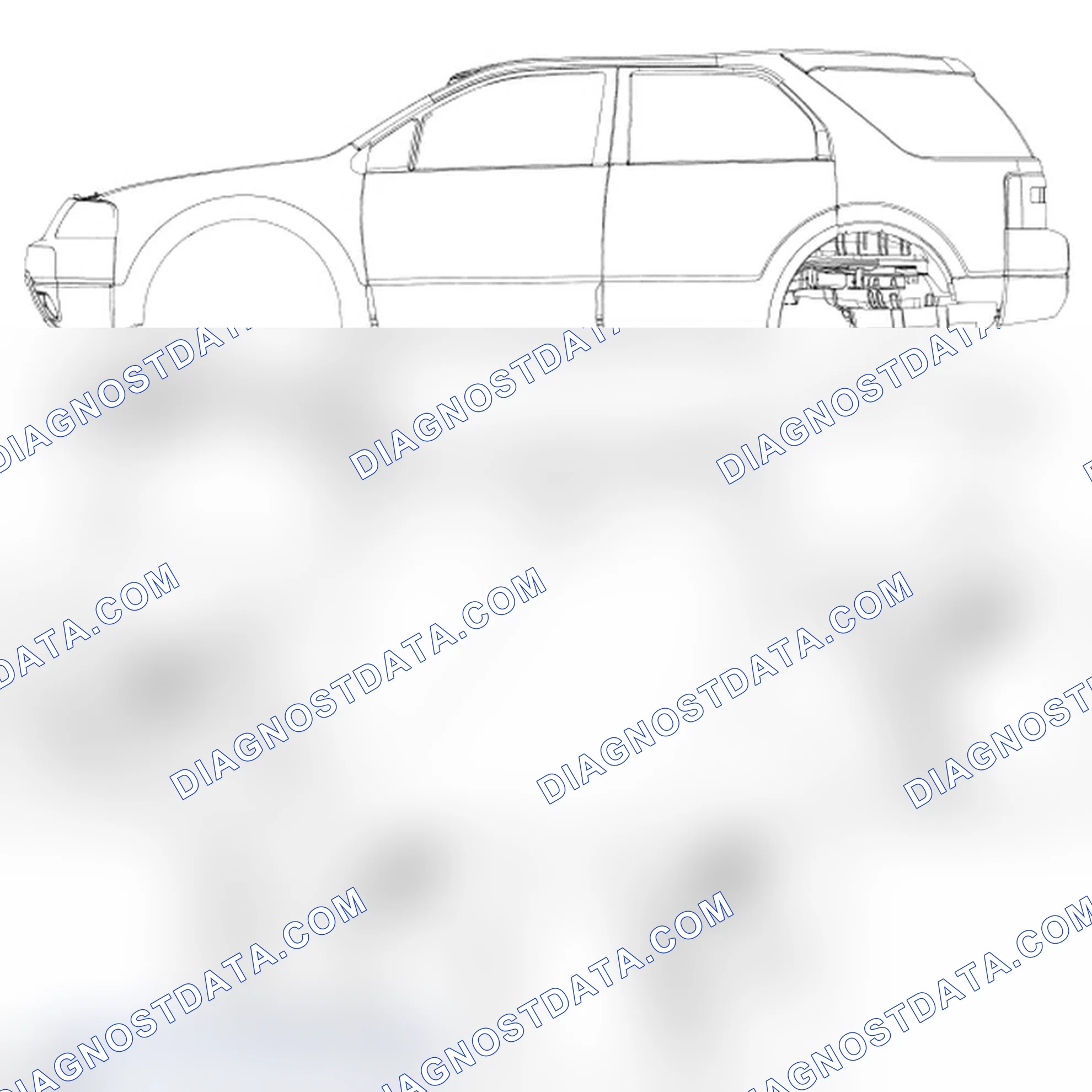
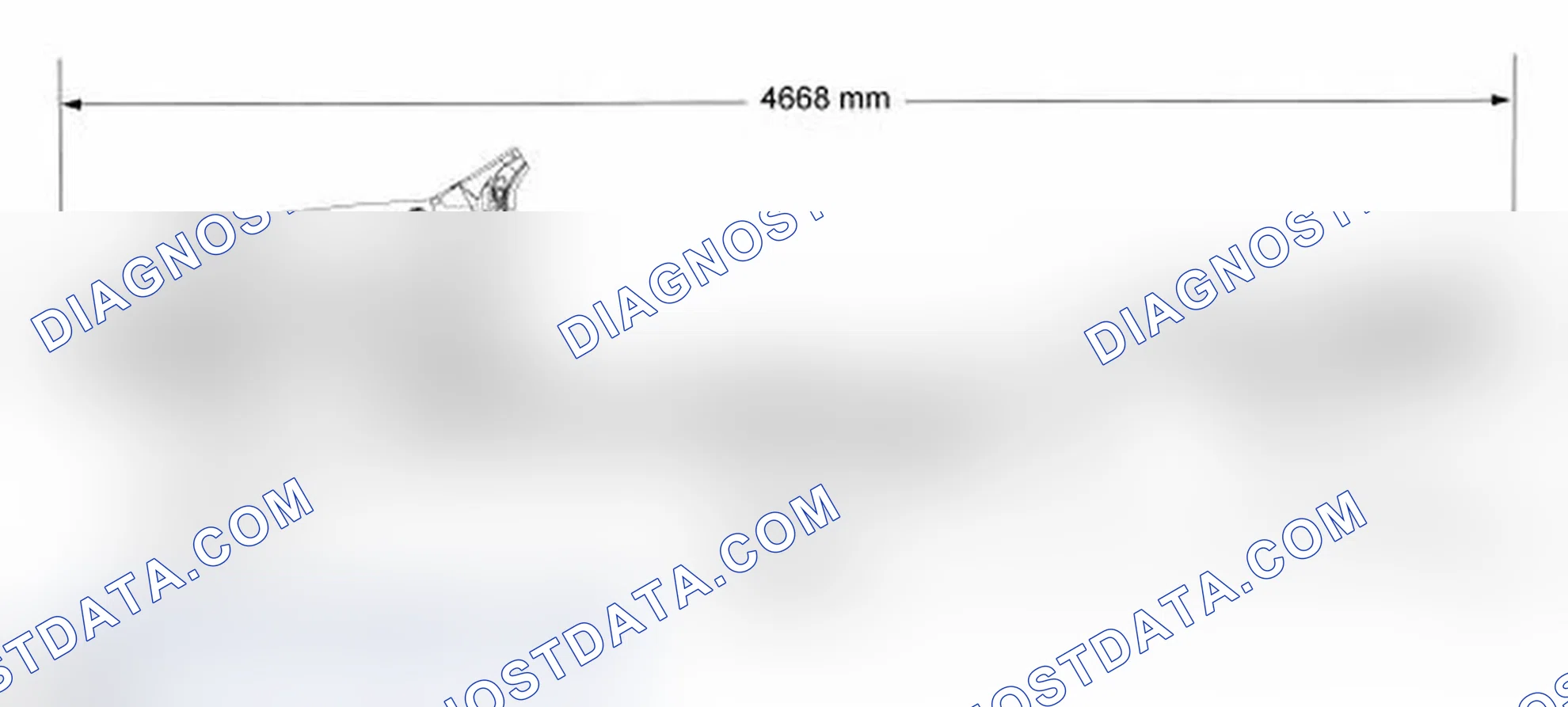
Underbody Dimensions
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 10
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 11
Note. Taurus X shown, Taurus and Sable common.
Note. Datum height determined measuring from holes and slots on center, unless otherwise indicated.
Scheme 12
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 13
Note. Measurements are obtained on center, unless otherwise indicated.
Scheme 14
Welding Precautions - Steel
| Item | Specification |
|---|---|
| Motorcraft Metal Surface Prep ZC-31-A | |
| Motorcraft Premium Undercoating PM-25-A | |
| Motorcraft Rust Inhibitor Aerosal PM-24-A |
GENERAL SPECIFICATIONS
| General Equipment | |
|---|---|
| 3 Phase Inverter Spot Welder 254-00002 | |
| Compuspot 700F Welder 190-50080 | |
| I4 Inverter Spot Welder 254-00014 | |
| Inverter Welder with MIG Welder 254-00015 |
| Test Thickness of Metal (in mm) | Nugget Size |
|---|---|
| 0.7 + 0.7 | 4.3 mm (0.16 in) |
| 0.7 + 0.7 + 0.7 | 4.3 mm (0.16 in) |
| 0.9 + 0.9 | 4.7 mm (0.18 in) |
| 0.9 + 0.9 + 0.9 | 4.7 mm (0.18 in) |
| 1.0 + 1.0 | 5.2 mm (0.2 in) |
| 1.0 + 1.0 + 1.0 | 5.2 mm (0.2 in) |
| 2.0 + 2.0 | 7.1 mm (0.27 in) |
| 2.0 + 2.0 + 2.0 | 7.1 mm (0.27 in) |
| 3.0 + 3.0 | 8.7 mm (0.34 in) |
| 3.0 + 3.0 + 3.0 | 8.7 mm (0.34 in) |
| 3.0 + 0.7 | 4.3 mm (0.16 in) |
| 0.7 + 3.0 + 1.0 | 5.2 mm (0.2 in) |
| 2.0 + 2.0 + 0.7 | 4.3 mm (0.16 in) |
| 0.9 + 0.9 + 2.0 | 4.7 mm (0.18 in) |
| 2.0 + 0.9 + 1.0 | 5.2 mm (0.2 in) |
| 1.0 + 3.0 + 1.0 | 5.2 mm (0.2 in) |
| 3.0 + 1.0 + 2.0 | 7.1 mm (0.27 in) |
| 0.9 + 0.7 + 0.9 | 4.3 mm (0.16 in) |
WELD NUGGET CHART
| Item | Specification |
|---|---|
| Plug weld hole | 8 mm (0.31 in) |
| Weld wire ER70S-3 or equivalent | 0.9-0.11 mm (0.035-0.045 in) |
GENERAL SPECIFICATIONS
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | On vehicles equipped with safety canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the safety canopy module and related components. Failure to comply may result in accidental deployment or damage to the safety canopy. Refer to SUPPLEMENTAL RESTRAINT SYSTEM article. Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s). |
The correct equipment and settings must be used when welding mild or high-strength steel. Metal Inert Gas (MIG) and resistance spot welding Squeeze-Type Resistance Spot Welding (STRW) are the preferred methods. Surfaces must be clean and free of foreign materials.
- Correct eye protection must be worn.
- The correct protective clothing should always be worn.
- Adequate ventilation must be provided to avoid accumulation of poisonous gases.
- A test weld should always be carried out on a test sample.
- Use cleaning brushes and abrasive grinding wheels dedicated to the type of materials being welded.
- Follow the equipment manufacturer's prescribed procedures and equipment settings for the type of welder being used. ER70S-2 or ER70S-6 wire are typically used for MIG welding steel.
- Disconnect the battery ground cable. Refer to «BATTERY, MOUNTING AND CABLES»(/ford/taurus-x/i-2007-2009/remont/body-electrical/#battery-mounting-and-cables) article.
- Disconnect on-vehicle modules adjacent to the welding area and protect them from possible heat damage and electrical currents when welding.
- Corrosion protection must be restored whenever bare metal repairs are made. Refer to «Restoring Corrosion Protection Following Repair»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__restoring-corrosion-protection-following-repair) .
- Adequate power supply needs to be used to make sure of correct equipment performance.
- Factory spot welds may be substituted with either STRW or MIG plug welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
Welding Precautions - Dual-Phase Steel
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | On vehicles equipped with safety canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the safety canopy module and related components. Failure to comply may result in accidental deployment or damage to the safety canopy. Refer to SUPPLEMENTAL RESTRAINT SYSTEM article. Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s). |
The correct equipment and settings must be used when welding dual-phase steel. MIG and STRW are the recommended methods. Surfaces must be clean and free of foreign materials.
ER70-S-6 is the recommended wire specification to use when welding dual-phase steel components.
Recommended gas mixtures are as follows: C02, 92Ar8C02, 84Ar16C02 and 77Ar23C02.
Components made of dual-phase steel should not be heated to straighten or repair. New components should be installed if severely bent or kinked.
Do not use Oxyacetylene equipment to weld dual-phase steel.
- Correct eye protection must be worn.
- The correct protective clothing should always be worn.
- Adequate ventilation must be provided to avoid the accumulation of poisonous gases.
- A test weld should always be carried out on a test sample.
- Use cleaning brushes and abrasive grinding wheels dedicated to the type of materials being welded.
- Follow the equipment manufacturer's prescribed procedures and equipment settings for the type of welder being used.
- Disconnect the battery ground cable. Refer to «BATTERY, MOUNTING AND CABLES»(/ford/taurus-x/i-2007-2009/remont/body-electrical/#battery-mounting-and-cables) article.
- Disconnect on-vehicle modules adjacent to the welding area and protect them from possible heat damage and electrical currents when welding.
- Corrosion protection must be restored whenever bare metal repairs are made. Refer to «Restoring Corrosion Protection Following Repair»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__restoring-corrosion-protection-following-repair) .
- Adequate power supply needs to be used to make sure of correct equipment performance.
- Factory spot welds may be substituted with either STRW or MIG plug welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
Sealers
| Item | Specification |
|---|---|
| Clear Silicone Rubber TA-32 | ESB-M4G92-A |
| Roof Ditch Sealer TA-15 | |
| Seam Sealer TA-2 |
MATERIAL
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
The correct sealing of joints is essential to repairing the vehicle correctly. Sealers are used to prevent wind noise, water leaks, exhaust fumes and dust from entering the vehicle. They also provide anti-corrosion barriers. Sealers are applied to areas such as door and rear compartment hem flanges, wheelhouse, quarter outer, floor, cowl, roof and other panel-to-panel attaching points. The following joint sealers are recommended for use depending upon the application
- Brushable Seam Sealer - A sealer intended to restore the original brushed seam appearance. It is used to seal lap joints in sheet metal that are spot welded (for example, floorpans and cowls).
- Roof Ditch Sealer - A self-leveling sealer used for drip rails, roof seams, quarter panels to rear deck and for water leaks.
- Seam Sealer - Heavy-bodied, non-sag adhesive/sealer for use on standing cosmetic seams, truck bed seams, tooled door skin seams and floor pans.
- Clear Silicone Rubber - Used for sealing water leaks, noise concerns, remounting trim and repairing torn weatherstripping.
Sealers should remain flexible after curing and must be paintable. Follow the manufacturer's directions for correct application of these materials.
Any damage to originally sealed joints should be repaired by resealing. Along with attaching points of new panels, open joints that require bridging of sealer to close a gap should be sealed using a heavy-bodied sealer.
Plastic Components
Note. The following illustration(s) are not all-inclusive of trim levels available. The actual trim level of the vehicle will determine the viability of carrying out a plastics repair.
Scheme 15
| Item | Part Number | Description |
|---|---|---|
| 1 | 17D957 | Bumper cover (front) - Thermoplastic Olefin (TPO) |
| 2 | 20879B LH/ 20878B RH | Door molding - TPO |
| 3 | 20878A LH/ 20879A RH | Door molding - TPO |
| 4 | 25557B LH/ 25556B RH | Door molding - TPO |
| 5 | 25557A LH/ 25556A RH | Door molding - TPO |
| 6 | 17K835 | Bumper cover (rear) - TPO |
| 7 | 51728 | Roof molding - TPO |
Scheme 16
| Item | Part Number | Description |
|---|---|---|
| 1 | 17D957A Upper/ 17D957B Lower | Bumper cover (front) - Thermoplastic Olefin (TPO) |
| 2 | 16039 LH/ 16038 RH | Body molding - TPO |
| 3 | 20879A LH/ 20878 RH | Body molding - TPO |
| 4 | 25557A LH/ 25556 RH | Body molding - TPO |
Scheme 17
| Item | Part Number | Description |
|---|---|---|
| 5 | 29165 LH/ 29164 RH | Body molding - Thermoplastic Olefin (TPO) |
| 6 | 17F881 Upper/ 17K835 Lower | Bumper cover (rear) - TPO |
| 7 | 402A30 | Liftgate molding - Acrylonitrile Butadiene Styrene (ABS) |
Several considerations will determine viability of plastic repair procedure(s)
- Is the damage cosmetic or structural?
- Can the repair be carried out on the vehicle?
- Is the part readily available?
- Is component repair the most cost effective method?
- Can the component be economically restored to original strength and appearance?
- Will the repair provide for the fastest, highest quality repair?
Several types of plastic are in use for automotive application. However, all plastics will fall into 2 primary categories of thermoplastic or thermosetting plastic.
Thermosetting Plastic - Generally, thermosetting plastics are made with 2-part thermosetting resins. When mixed together, heat is generated, producing a cure that is irreversible. Because of this, thermosetting plastics will require the use of a 2-part adhesive for repair.
Sheet-Molded Compound - Sheet-Molded Composite (SMC) is a type of thermosetting plastic that uses glass fibers or nylon fibers in combination with thermosetting polyester resins. When fully cured SMC is strong and rigid.
SMC is similar to, but not identical to fiberglass. Ford Motor Company uses SMC in components such as fenders, hoods and liftgates.
Thermoplastic Compounds - Thermoplastic compounds are manufactured by a process that is reversible. Thermoplastics can be remolded repeatedly by reheating. This characteristic of thermoplastics makes plastic welding a possible repair alternative. A repair of thermoplastic compounds is still possible through the use of a 2-part adhesive and filler repair materials and reinforcements as needed. Thermoplastics are widely used in interior trim components, wheel flares, body side cladding and bumper covers.
Polyolefin - Polyolefins fall into the family of thermoplastics with one unique characteristic: an oily or waxy feel to the material when sanded or ground. Polyolefin lends itself very well to remolding through the use of heat. Because of this, components made of this material lend themselves well to the possibility of plastic welding. Most adhesive repair materials and paint will not bond to the surface of a polyolefin unless an adhesion promoter specially formulated for plastic is first applied to the exposed raw surface. Otherwise, polyolefins are repaired like most other thermoplastics. Some typical uses of polyolefins are bumper covers, fan shrouds and wheel housings.
Proper identification of the various types of plastic is necessary to select the appropriate repair method(s) to carry out high quality plastic repairs. Refer to Plastics Identification .
Adhesives
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
| Item | Specification |
|---|---|
| Clear Silicone Rubber TA-32 | ESB-M4G92-A |
| Metal Bonding Adhesive TA-1 | |
| Plastic Bonding Adhesive TA-9 | |
| Seam Sealer TA-2 | |
| Trim and Weatherstrip Adhesive TA-14 |
MATERIAL
Adhesives are used in a variety of applications. Typical uses for adhesives include roof panels, and quarter panels. Trim applications include body side moldings, emblems, and weatherstripping. Combination sealer/adhesives are also used. Surface preparation is critical to a high quality repair. Following the label instructions for the product is essential.
Work in a well-ventilated area and protect adjacent surfaces when working with adhesives. The use of eye protection and protective clothing is also recommended when working with adhesives. Carry out a trial fit, mark and align the surfaces before bonding the materials together.
Seam sealers and corrosion protection may be necessary once the adhesive(s) has cured, depending on the application. The following is a list of adhesives recommended for certain types of applications
- Metal Bonding Adhesive - For bonding cold-rolled steel, galvanized steel, aluminum and correctly prepared E-coat. It is used for roof panel replacement and OEM structural adhesive replacement.
- Plastic Bonding Adhesive - For bonding a variety of plastics to plastics and plastics to primed, painted or E-coated metals. Also for general purpose bonding of trim components.
- Seam Sealer - Heavy-bodied, non-sag adhesive/sealer for use on: standing cosmetic seams, truck bed seams, tooled door skin seams and floor pans.
- Trim and Weatherstrip Adhesive - For use on body side molding, emblems, trim, bumper impact strips and carpeting.
- Clear Silicone Rubber - Used for sealing water leaks, noise concerns, remounting trim and repairing torn weatherstripping.
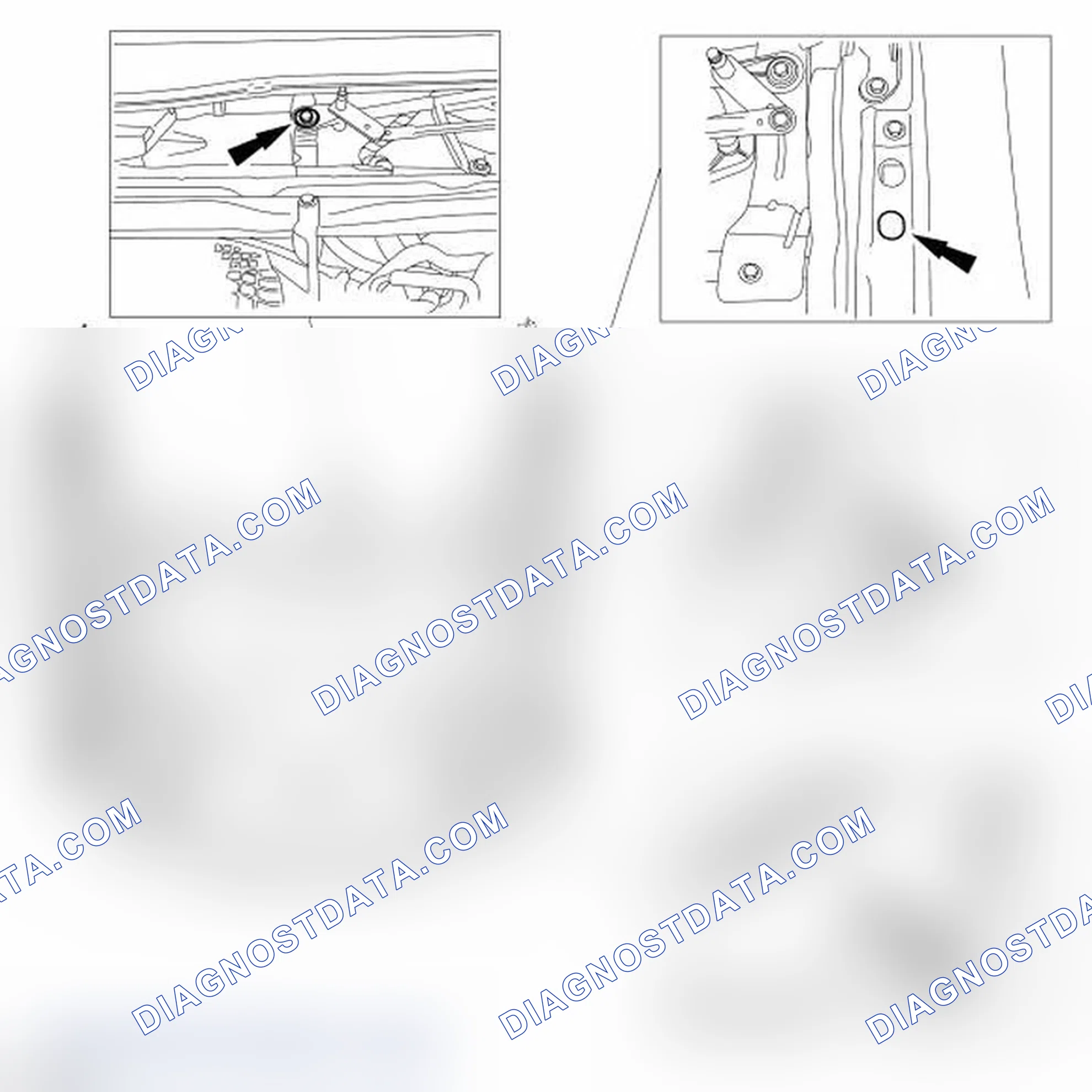
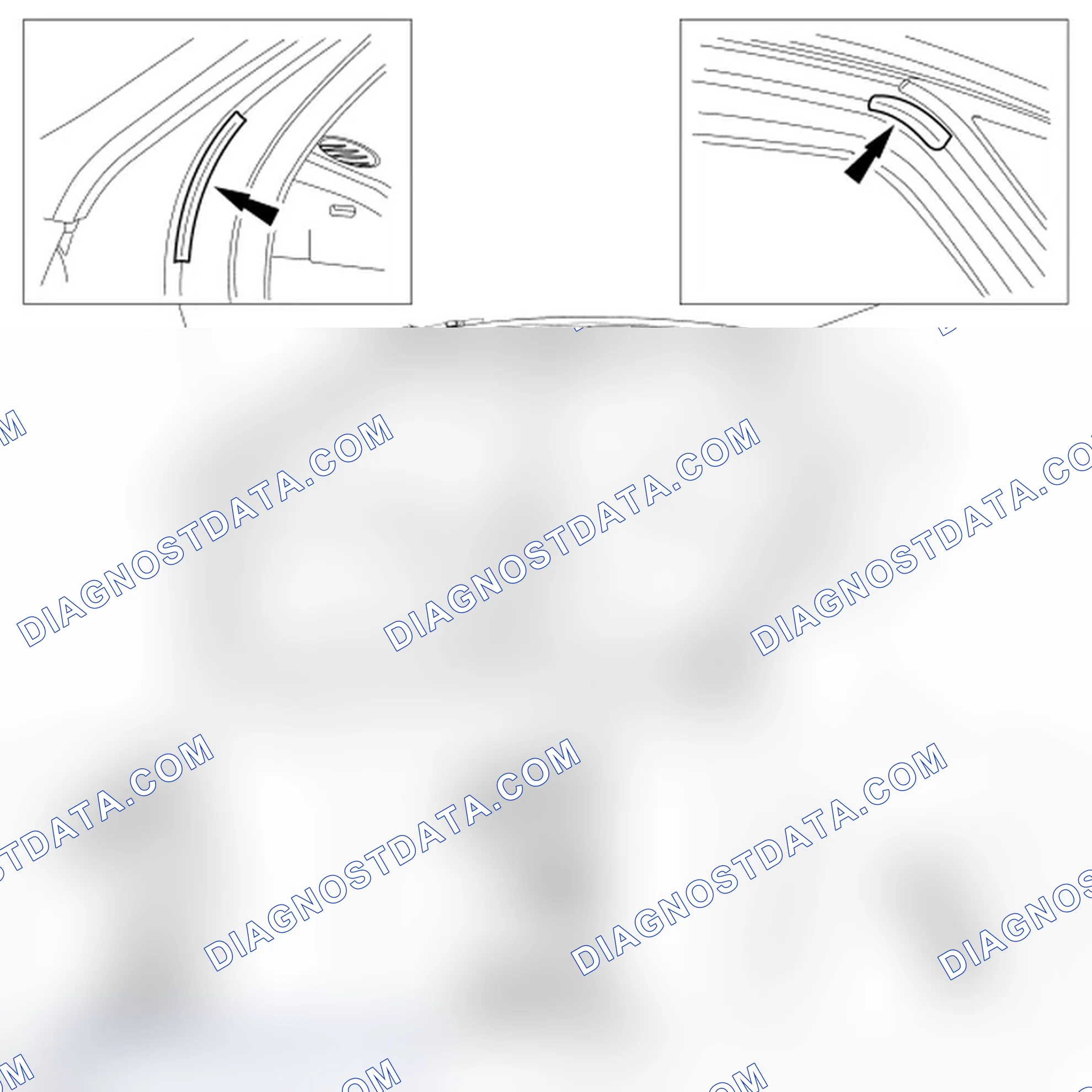
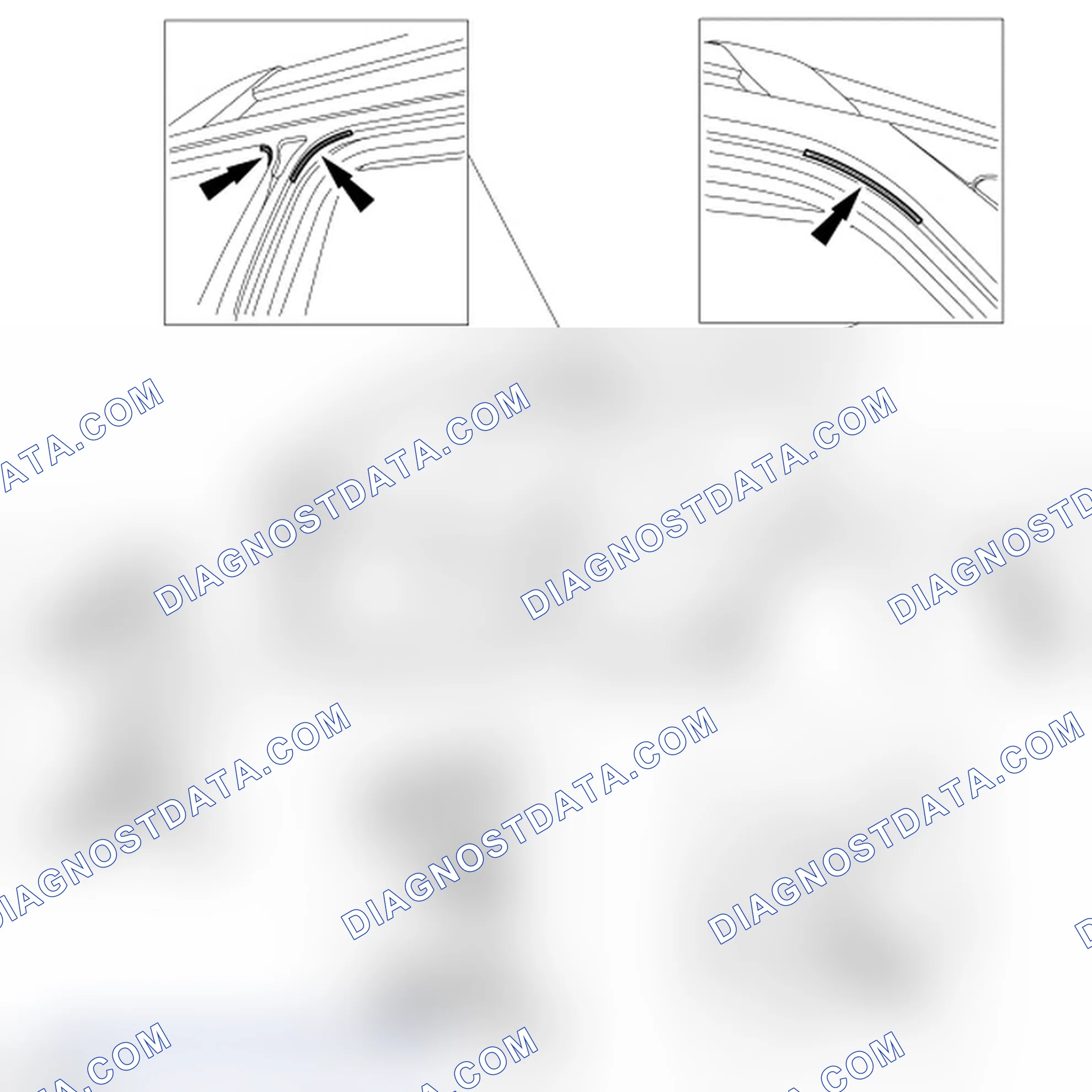
Note. The following illustration(s) identify structural adhesive location(s).
Note. Adhesive is applied between the body side outer and inner panel.
Scheme 18
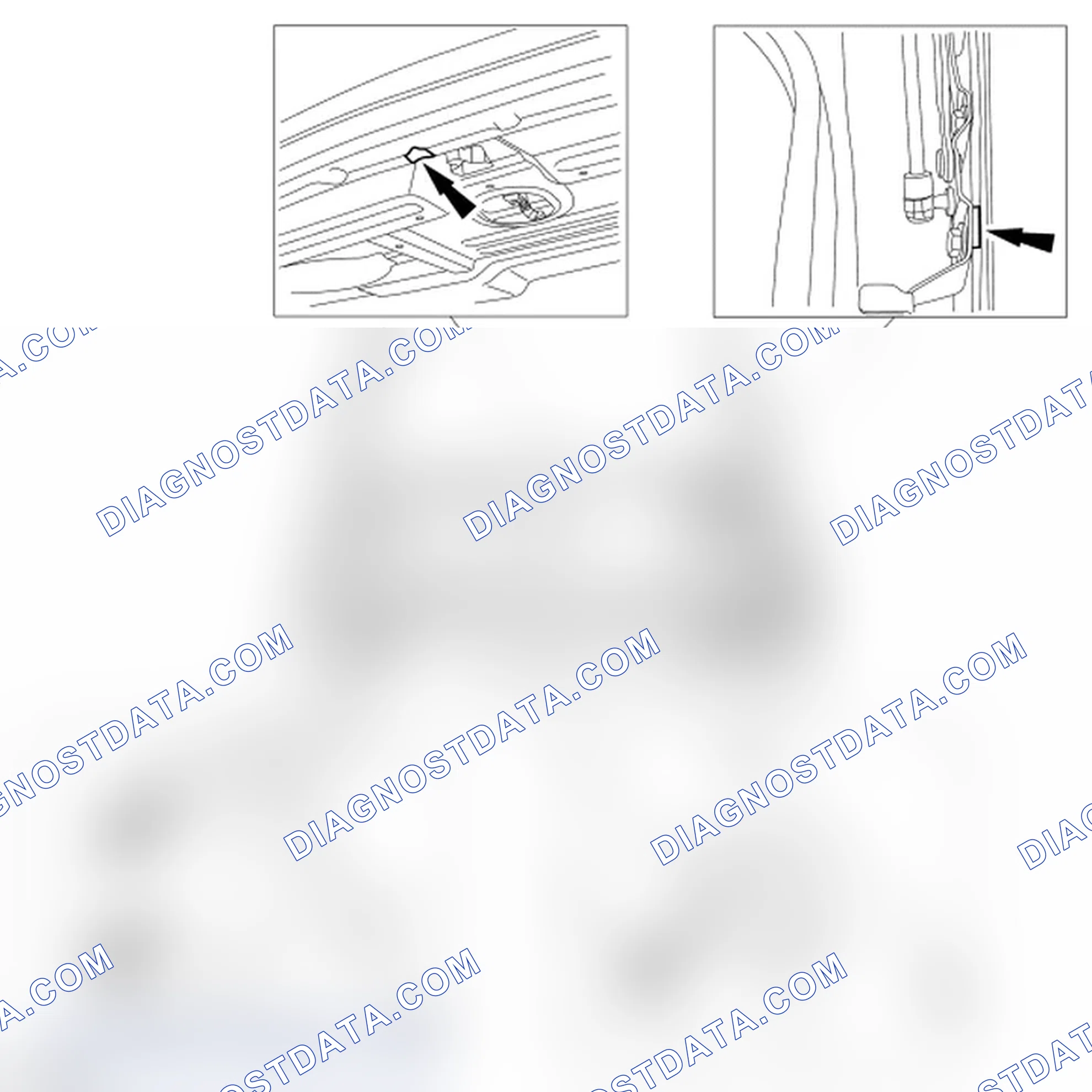
Note. Adhesive is applied at the following interfaces: between the package tray reinforcement and the package tray side support and between the package tray side support and the inner wheelhouse.
Scheme 19
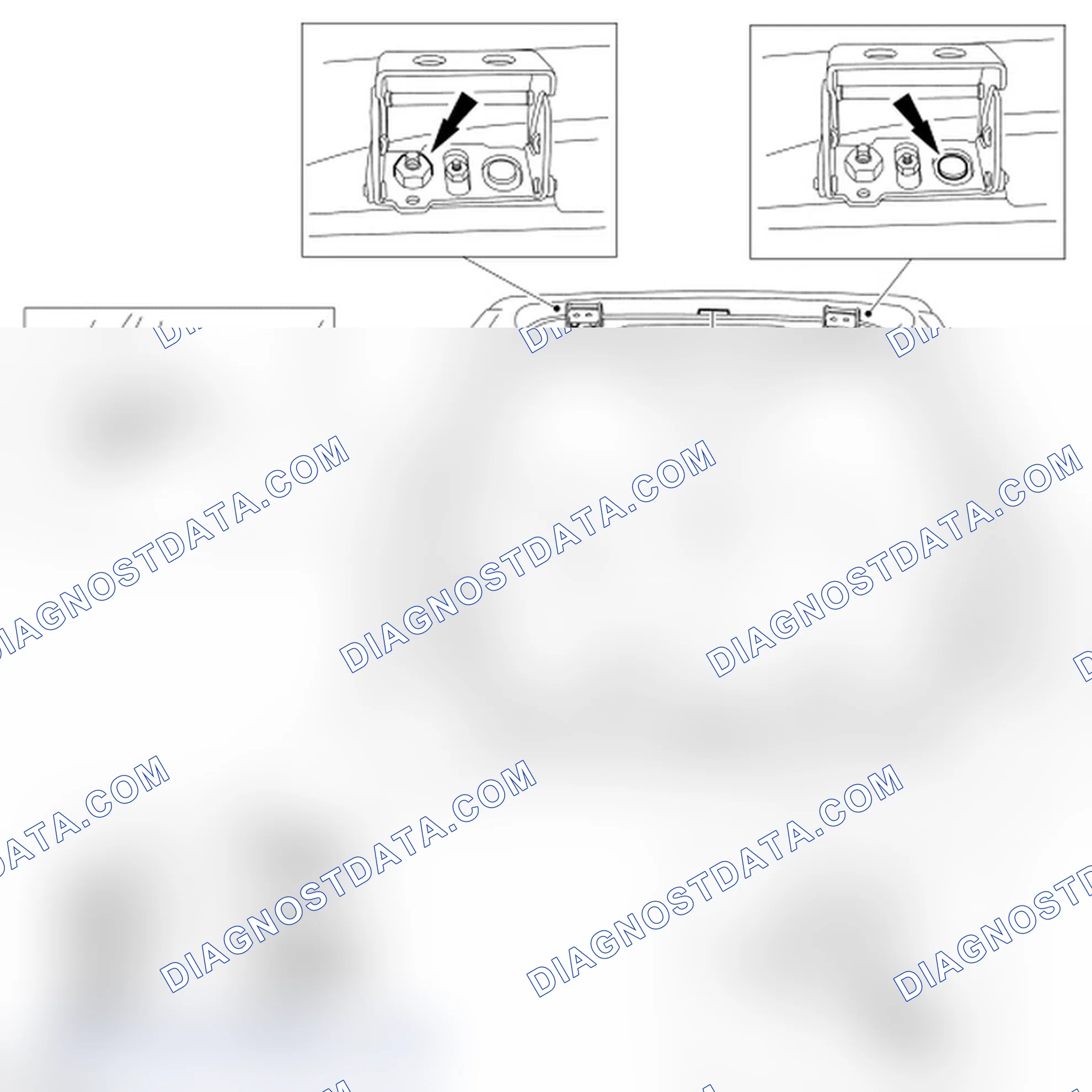
Note. Front door shown, rear door similar.
Scheme 20
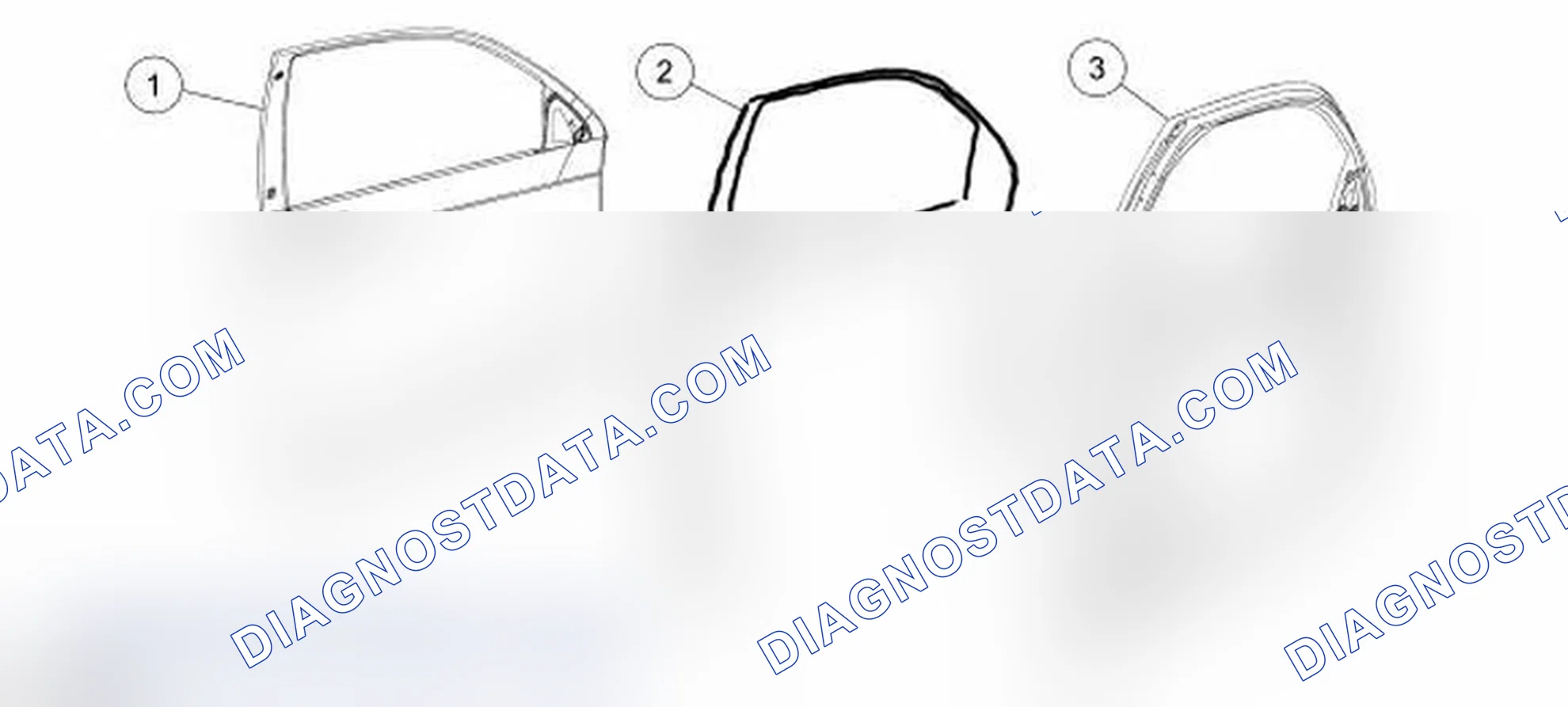
| Item | Part Number | Description |
|---|---|---|
| 1 | 20201 LH/ 20200 RH | Door panel outer |
| 2 | TA-1 | Metal bonding adhesive |
| 3 | 20125 LH/ 20124 RH | Door assembly |
Sectioning Guidelines
| 3 Phase Inverter Spot Welder 254-00002 |
|---|
| Compuspot 700F Welder 190-50080 |
| I4 Inverter Spot Welder 254-00014 |
| Inverter Welder with MIG Welder 254-00015 |
General Equipment
| Item | Specification |
|---|---|
| Metal Bonding Adhesive TA-1 | |
| Metal Patch Panel Adhesive TA-3 | |
| Motorcraft Metal Surface Prep ZC-31-A | |
| Motorcraft Premium Undercoating PM-25-A | |
| Motorcraft Rust Inhibitor Aerosol PM-24-A |
Material
Taurus X
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
| WARNING | On vehicles equipped with safety canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the safety canopy module and related components. Failure to comply may result in accidental deployment or damage to the safety canopy. Refer to SUPPLEMENTAL RESTRAINT SYSTEM article. Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s). |
| WARNING | Do not cut or grind body side components within 50 mm (1.96 in) of restraint anchoring points. Welding within 50 mm (1.96 in) of restraint anchoring points may result in incorrect operation of restraint devices. For additional restraints anchoring location information, refer to SAFETY BELT SYSTEM article and SUPPLEMENTAL RESTRAINT SYSTEM article. Failure to follow these instructions may result in serious injury to vehicle occupant(s). |
Note. Electronic modules and related wiring may be damaged when exposed to heat from welding procedures. Carefully disconnect and remove, or position away from heat affected areas.
Note. Ford Motor Company does not approve or recognize structural repair procedures using anything but genuine Ford parts. Structural repairs (frames, rails, aprons and body panels) carried out using other than Ford Motor Company parts have not been tested. In addition, structural equivalence and corrosion protection cannot be assured. When returning a vehicle to pre-accident condition make sure repair procedures are carried out by skilled technicians using genuine Ford Motor Company parts and approved methods. Structural component repair procedures approved by Ford using genuine parts have been validated through testing by Ford Motor Company engineers. Should alternative structural component repair procedures and/or parts be used, repairers should be aware of the potential liability they incur.
Note. Observe prescribed welding procedures when carrying out any body side section repair. For additional information, refer to Welding Precautions - Steel .
Note. When it is necessary to carry out weld-bonding procedures, refer to Weld-Bonding .
Note. Factory spot welds may be substituted with either resistance spot welds or Metal Inert Gas (MIG) plug welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
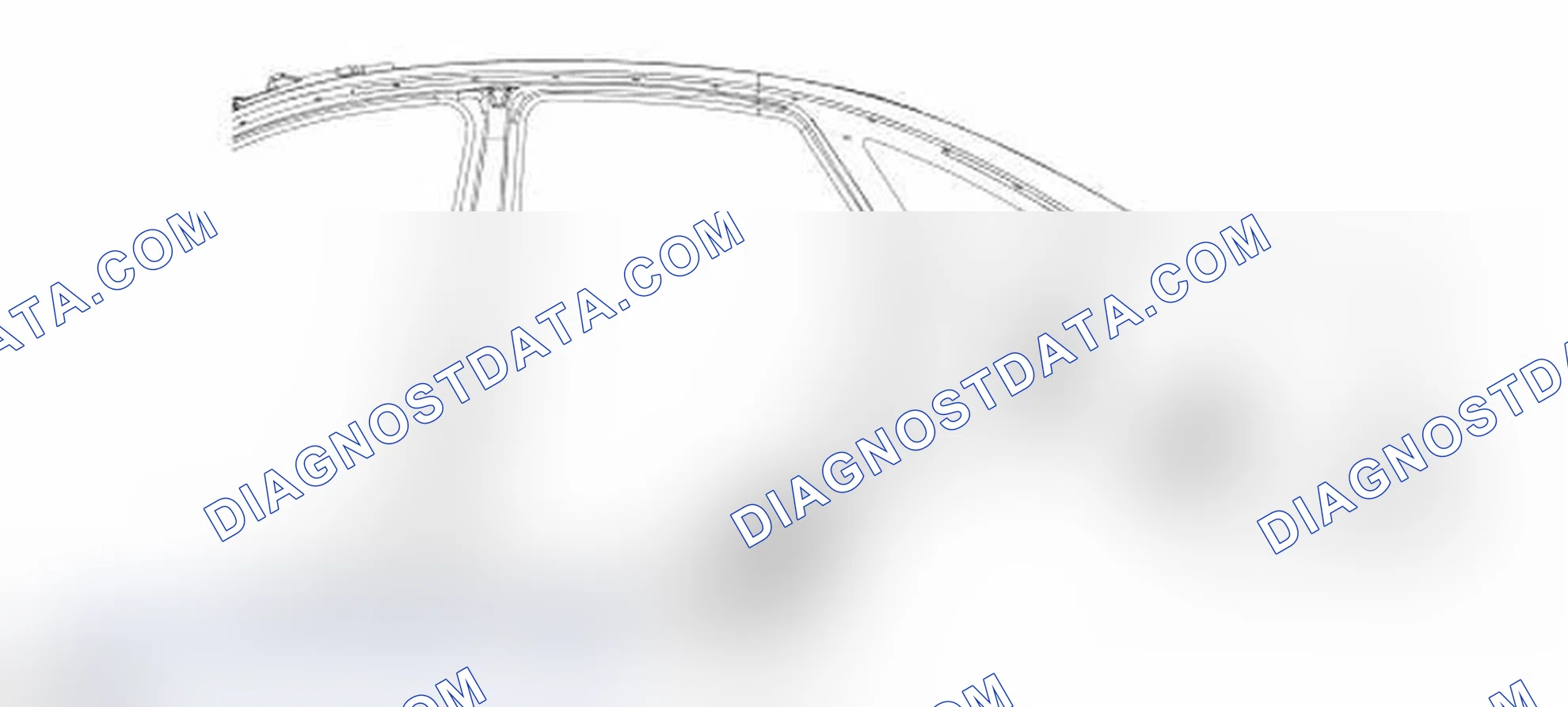
Note. The design of the front and rear doors incorporates a precision weatherstrip seal retainer flange above the belt line. Dimensions of this flange are critical to maintain correct sealing from water leaks and wind noise. If these upper channels are damaged in a collision, the entire door shell should be replaced. The door assembly also incorporates: an open bottom hem flange for improved corrosion protection. flat modified front and rear door hem flanges, below the belt lines. After hemming the production doors, a secondary operation adds a taper to the inside surface of the hem that reduces the variability of the door dimensions. This allows for smaller factory margins between the doors, fenders and quarter panels.
Note. The following illustration provides recommended sectioning points. Cut lines shown in illustration are approximate.
Scheme 21
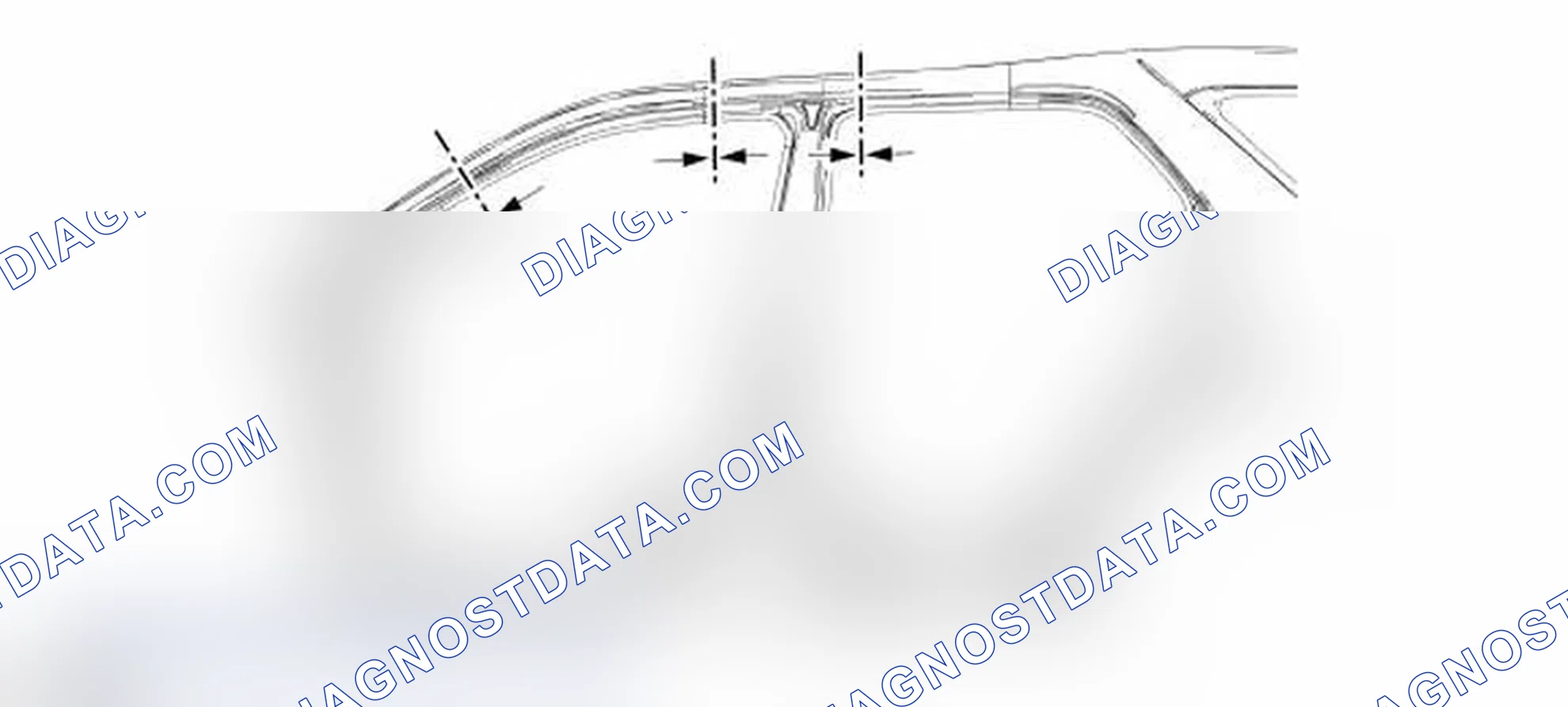
Scheme 22
- Detrim the vehicle and protect surfaces adjacent to the repair area.
- Drill out the spot welds of the damaged panel to be sectioned. Using a cut-off wheel, reciprocating saw or plasma cutter, cut through the damaged area of the outer panel only and remove the section to be replaced.
- Make sure horizontal joints and flanges are correctly sealed with seam sealer to prevent moisture intrusion. Water and moisture migrate to horizontal joints and corrosion tends to occur more rapidly in these areas. Metal surfaces must be clean and dry before applying seam sealer.
- When welding overlapping surfaces or substrates, apply a weld-through primer to the surfaces prior to welding. When the surfaces have been welded, apply corrosion protection material to the exterior surfaces or substrates. For additional information, refer to «Restoring Corrosion Protection Following Repair»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__restoring-corrosion-protection-following-repair) .
- Proceed with the refinish process following Ford-approved paint guidelines.
Taurus, Sable
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
| WARNING | On vehicles equipped with safety canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the safety canopy module and related components. Failure to comply may result in accidental deployment or damage to the safety canopy. Refer to SUPPLEMENTAL RESTRAINT SYSTEM article. Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s). |
| WARNING | Do not cut or grind body side components within 50 mm (1.96 in) of restraint anchoring points. Welding within 50 mm (1.96 in) of restraint anchoring points may result in incorrect operation of restraint devices. For additional restraints anchoring location information, refer to SAFETY BELT SYSTEM article and SUPPLEMENTAL RESTRAINT SYSTEM article. Failure to follow these instructions may result in serious injury to vehicle occupant(s). |
Note. Electronic modules and related wiring may be damaged when exposed to heat from welding procedures. Carefully disconnect and remove, or position away from heat affected areas.
Note. Ford Motor Company does not approve or recognize structural repair procedures using anything but genuine Ford parts. Structural repairs (frames, rails, aprons and body panels) carried out using other than Ford Motor Company parts have not been tested. In addition, structural equivalence and corrosion protection cannot be assured. When returning a vehicle to pre-accident condition make sure repair procedures are carried out by skilled technicians using genuine Ford Motor Company parts and approved methods. Structural component repair procedures approved by Ford using genuine parts have been validated through testing by Ford Motor Company engineers. Should alternative structural component repair procedures and/or parts be used, repairers should be aware of the potential liability they incur.
Note. Observe prescribed welding procedures when carrying out any body side section repair. For additional information, refer to Welding Precautions - Steel .
Note. When it is necessary to carry out weld-bonding procedures, refer to Weld-Bonding .
Note. Factory spot welds may be substituted with either resistance spot welds or Metal Inert Gas (MIG) plug welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
Note. The design of the front and rear doors incorporates a precision weatherstrip seal retainer flange above the belt line. Dimensions of this flange are critical to maintain correct sealing from water leaks and wind noise. If these upper channels are damaged in a collision, the entire door shell should be replaced. The door assembly also incorporates: an open bottom hem flange for improved corrosion protection. flat modified front and rear door hem flanges, below the belt lines. After hemming the production doors, a secondary operation adds a taper to the inside surface of the hem that reduces the variability of the door dimensions. This allows for smaller factory margins between the doors, fenders and quarter panels.
Note. The following illustration provides recommended sectioning points. Cut lines shown in illustration are approximate.
Scheme 23
Scheme 24
- Detrim the vehicle and protect surfaces adjacent to the repair area.
- Drill out the spot welds of the damaged panel to be sectioned. Using a cut-off wheel, reciprocating saw or plasma cutter, cut through the damaged area of the outer panel only and remove the section to be replaced.
- Make sure horizontal joints and flanges are correctly sealed with seam sealer to prevent moisture intrusion. Water and moisture migrate to horizontal joints and corrosion tends to occur more rapidly in these areas. Metal surfaces must be clean and dry before applying seam sealer.
- When welding overlapping surfaces or substrates, apply a weld-through primer to the surfaces prior to welding. When the surfaces have been welded, apply corrosion protection material to the exterior surfaces or substrates. For additional information, refer to «Restoring Corrosion Protection Following Repair»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__restoring-corrosion-protection-following-repair) .
- Proceed with the refinish process following Ford-approved paint guidelines.
Restoring Corrosion Protection Following Repair
Special Tools Illustration Tool Name Tool Number Rust Inhibitor Installation Kit 286-00002 Undercoating Spray Gun 286-00001
Scheme 25
| Item | Specification |
|---|---|
| Motorcraft Metal Surface Prep ZC-31-A | |
| Motorcraft Premium Undercoating PM-25-A | |
| Motorcraft Premium Undercoating Quart PM-25-B | |
| Motorcraft Rust Inhibitor Aerosol PM-24-A | |
| Motorcraft Rust Inhibitor Quart PM-24-B |
Material
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
Note. Drilling access holes in body panels is not recommended. Drilling holes will break the original paint finish and promote corrosion.
Note. Corrosion protection needs to be restored whenever it is necessary to sand or grind through painted surfaces or E-coat, or when bare metal repairs are made.
Note. Rust inhibitor is a wax-based product and must be thoroughly stirred before applying to the vehicle. Store product at temperatures above 20°C (68°F) to avoid thickening of the material. If the product has been left in a cold environment, place the container in hot water for 5-10 minutes. Do not let water reach the cap of the container. Stir or shake vigorously before applying.
- The surfaces must be free of oil, dirt and other foreign material. Carry out the process in the following sequence. Thoroughly clean and degrease metal surfaces using metal surface prep to remove wax and grease. For best results, the vehicle should be at room temperature. Rust inhibitor should be applied after the welding and refinishing process. Product cannot be welded through. Air pressure setting for applicator gun is 448-517 kPa (65-75 psi). Use the long wand when spraying enclosed areas. The spray nozzle provides a 360-degree spray pattern. Insert the wand as far as possible into the access hole, pull the trigger and wait 2-3 seconds and slowly pull the wand out of the access hole. The short, hook-shaped wand sprays in one direction and must be rotated to provide complete coverage. Apply the material in light mist coats. Material displaces moisture. Clean up any overspray with a mild solvent such as mineral spirits or bug and tar remover.
- Apply rust inhibitor as shown to the inside of the door shell on all the interior metal surfaces using the most suitable applicator wand. Apply material to the exposed edges after carrying out the welding process. Make sure horizontal surfaces are well protected as they are more susceptible to corrosion.
- Apply rust inhibitor to the closed channel portion of the spot weld flange areas using the short, hook-shaped wand. Apply material to the exposed edges after carrying out the welding process. Make sure horizontal surfaces are well protected as they are more susceptible to corrosion.
- Apply rust inhibitor to the closed channel portion of the spot weld flange areas using the short, hook-shaped wand. Make sure horizontal surfaces are well protected as they are more susceptible to corrosion.
Body and Frame Undercoating
- Wire brush the area and make sure the surfaces are free of oil, dirt and other foreign material. Carry out the undercoating process in the following sequence. Thoroughly clean and degrease metal surfaces using metal surface prep to remove wax and grease. For best results, the vehicle should be at room temperature. Bottle attaches directly to the dispensing gun. Undercoat should be applied after the welding and refinishing process. Product cannot be welded through. Air pressure setting for applicator gun is 552-621 kPa (80-90 psi). Apply light mist coats, applicator sprays in fogging pattern. Material displaces moisture. Clean up any overspray with a mild solvent such as mineral spirits or bug and tar remover.
- Apply undercoat material to the exterior exposed edges after carrying out the welding and refinishing process.
- Apply rust inhibitor to the inner surfaces of the rail after carrying out welding process. Use the long wand and insert as far as possible, depress trigger and wait 2-3 seconds and slowly pull the wand to make sure the area is completely fogged.
- Apply undercoat material to the exposed surfaces after carrying out the welding process. Make sure to completely cover any bare metal areas.
Refinishing - Environmental Damage
| Item | Specification |
|---|---|
| Motorcraft Acid Neutralizer ZC-1-A | |
| Motorcraft Alkaline Neutralizer ZC-2-A | |
| Motorcraft Detail Wash ZC-3-A |
Material
Iron Oxide (Rail Dust) or Acid Rain Decontamination
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
Note. In extreme cases of contamination, the vehicle may require refinishing. To avoid paint failure, follow the appropriate decontamination procedure prior to carrying out any panel refinishing procedure.
Note. Iron oxide contamination appears as tiny rust spots on horizontal surfaces and in severe cases can be felt. This damage is typically caused from rail shipment, storage near railroad tracks or fallout from industrial manufacturing facilities.
Note. Acid rain contamination can be identified as water spotting and, in severe cases, staining within the water spots.
- Rinse any dust, dirt and foreign material from the vehicle body with cold water. Flush liberally.
- Prepare the acid neutralizer by mixing 8 parts of water to 1 part neutralizer in a bucket.
- Working quickly and beginning at the top of the vehicle and working to the sides, apply the acid neutralizer mix to the entire vehicle. Keep the vehicle wet with the solution and lightly agitate for 5 to 7 minutes. Continue around the vehicle 4 to 5 times. For severe conditions, work the product for up to 8 minutes.
- Rinse the vehicle completely with cold water to remove the product.
- Dry only the horizontal surfaces of the vehicle, do not dry the glass at this time.
- Pour the alkaline neutralizer into a squirt bottle and apply the solution to a clean wash mitt.
- Apply the product to the vehicle keeping the solution wet and lightly agitate for 5 to 7 minutes. For severe conditions, work the product for up to 8 minutes.
- Rinse the vehicle completely with cold water to remove the product.
- Prepare the detail wash by mixing 29.5 ml (1 oz) with 3.78L (1 gal) of water.
- Using a clean wash mitt, shampoo the entire vehicle and rinse with cold water. Dry the vehicle completely.
- Visually inspect the paint surface for any remaining evidence of ferrous metal particles. Repeat procedure as necessary.
Surface Finishing Following Decontamination
- Apply rubbing compound to the vehicle surface as recommended by the product manufacturer.
- Apply machine glaze to the vehicle surface as recommended by the product manufacturer.
- Use an alcohol and water mixture (1 to 1) to clean the buffed and polished areas. Verify removal of scratches and swirls before the application of the final polish.
- Apply a final polish material by hand, with a dual-action sander and foam pad, or with an orbital polisher and appropriate polishing bonnet.
- Wash and dry the vehicle.
Refinishing - Manufacturing Damage
| Item | Specification |
|---|---|
| Motorcraft Detail Wash ZC-3-A |
Material
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
Note. To avoid overspray damage to adjacent panels, protect adjacent areas/substrates when preparing for and during refinishing.
Note. Peeling/delamination concerns can be described as lack of adhesion, either between the substrate and topcoats or between individual coats of paint.
- Wash the repair area with detail wash or pH-neutral soap and water.
- Remove any trim, emblems and hardware from the area to be repaired.
- Sand or media blast the damaged surface, keeping the repair area as minimal as possible.
- Treat any bare metal surface to prevent flash corrosion, and prime and block sand as necessary prior to refinishing.
- Mask the adjacent panels to protect from overspray.
- Spot repair the base coat as necessary, following the paint manufacturer's prescribed procedures.
- Following the paint manufacturer's prescribed procedure, apply clear coat to the entire panel.
Plastics Identification
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
Note. Identification of the various plastic types is necessary to select the appropriate repair methods to make high quality plastic repairs. Plastics can generally be broken down into 2 categories, thermoplastics and thermosetting plastics. Thermoplastics can be remolded by heating. This makes plastic welding a possible repair alternative.
- Thermoplastics are solvent reactive. Types of thermoplastics include Thermoplastic Olefin (TPO), Polyvinyl Chloride (PVC) and Acrylonitrile Butadiene Styrene (ABS). Polyolefins have an oily or waxy appearance. Examples include some bumper covers, stone shields, fender aprons and fan shrouds. Polyolefins require an adhesion promoter prior to carrying out any refinish procedure. To determine if the part is a polyolefin, grind the damaged area in an out-of-sight area. Grinding a polyolefin will melt and smear the plastic and leave a ragged edge. If the part is non-polyolefin, the area will grind or sand smoothly, producing a powdery dust. RIGID PLASTIC PARTS Code Family Name Common Trade Name Typical Application ABS Acrylonitrile Butadiene Styrene ABS, Cycolac, Lustran, Kralistic A-Pillars, Consoles, Grilles SMC Sheet Molded Composite SMC Body Panels FLEXIBLE PLASTIC PARTS Code Family Name Common Trade Name Typical Application RRIM Reinforced Reaction Injection-Mold Material PUR RRIM Fascias, Body Panels, Body Trims TPO Thermoplastic Polyolefin Polytrope, Renflex, Santropren Telcar, Vistaflex, ETA, Apex, TPO Bumpers, End Caps, Rubber Strips, Sight Shields, Claddings, Interior B-Post
- Olefin plastic can also be identified by placing a small sliver in a container of water, if the sample floats, it is an olefin plastic. A non-olefin will sink when placed in a container of water.
- Generally, thermosetting plastics are rigid or semi-rigid. Sheet-Molded Composite (SMC) is reinforced with glass and other fibers and are strong and rigid. SMC is used for large panels such as hoods, liftgates, fenders and quarter panels. A burn test can be a reliable method to determine if a plastic is a thermosetting plastic. Extreme care must be exercised when using this method. Apply an open flame to the corner of the damaged component. If the material crystallizes and becomes hard, it is a thermosetting plastic.
Plastics Refinishing - Exterior
| Item | Specification |
|---|---|
| Motorcraft Adhesion Promoter PM-19A316-AA |
Material
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
- The first step to any repair or refinish procedure is to identify the type of plastic. Is it thermosetting or thermoplastic, grained or smooth? This will determine how it should be cleaned and prepared for refinishing. For additional information, refer to «Plastics Identification»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__plastics-identification) . It is essential that the correct cleaner is used, depending on which painting system is employed, solvent-based or water-based. Clean part with warm water/mild detergent and gray scuff pad, then with plastic cleaner to remove wax, silicone and other contaminants. As a general rule, if water beads on the part, it requires additional cleaning as all the manufacturing release agent has not been removed.
- New parts may require baking in a spray booth or heating with heat lamps to release trapped solvents or mold release agents used during manufacture.
- After cleaning, lightly sand with 600-grit or finer sandpaper. Clean sanding residue with plastic cleaner and wipe clean.
- A sealer may be required to prevent wrinkling and lifting of the topcoat prior to carrying out the refinish procedure.
- Flexible and non-flexible components should be refinished separately as a flex additive is generally added to the paint material when refinishing flexible plastics.
- It is recommended to carry out the refinish process with component installed on-vehicle to control color and blending of the adjacent panels.
- Apply adhesion promoter. For best results, use only when product and surface temperatures are between 15°C (60°F) and 33°C (92°F). In cases of high humidity, apply the adhesion promoter in a spray booth or controlled climate. Hair dryers or fans may be used to create air movement to speed the adhesion promoter curing process. Shake can vigorously for one full minute before use and repeat for 10 seconds after each full minute of use. Test spray on a hidden area before proceeding.
- Hold can 150 mm (5.9 in) to 254 mm (10 in) from the surface and spray a full wet coat with a steady back and forth motion. Be sure all areas of the surface are covered. Observe for a uniform gloss/coverage across the surface while the adhesion promoter is still wet.
- Allow the adhesion promoter to dry 2-3 minutes and reapply a second wet coat. Allow to dry 2-3 minutes.
- Proceed with the refinish process and follow the Ford-approved paint system procedures. Steps may vary between paint manufacturers.
Plastics Refinishing - Interior
| Item | Specification |
|---|---|
| Interior Spray Paint PM-19M547-xxxxH | |
| Motorcraft Adhesion Promoter PM-19A316-AA |
Material
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
- The first step to any repair or refinish procedure is to identify the type of plastic. Is it thermosetting or thermoplastic, grained or smooth? This will determine how it should be cleaned and prepared for refinishing. For additional information, refer to «Plastics Identification»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__plastics-identification) . Clean part with warm water/mild detergent and gray scuff pad, then with plastic cleaner to remove wax, silicone and other contaminants.
- Use interior trim spray paint only when the product and surface temperatures are 15°C to 33°C (60°F to 92°F). Blushing may occur in high humidity conditions. To alleviate this, apply paint in a spray booth or controlled climate. Hair dryers or fans may be used to create air movement to speed the paint curing process. Shake can vigorously for 2 full minutes prior to use. Apply to a small inconspicuous area to verify color match.
- Hold can vertically 305 mm (12 in) from surface to be painted. Apply in light mist coats using even strokes from side to side. Stop spraying at the end of strokes.
- Apply 2 to 3 mist coats, allowing approximately 10 minutes between coats. Heavy coats will result in patchiness and runs and may trap solvents, resulting in incorrect curing.
Adhesion Promoter
Note. Correct surface preparation must be carried out before any adhesion promoter or paint product is applied. Thoroughly clean surface to be coated. Remove any grease, dirt, polish, moisture or foreign material with a plastics wax and grease remover by wiping in one direction. To make sure of correct adhesion, it is essential that all silicone, conditioners and existing paint be removed prior to application. If applying refinish materials to components on the vehicle, mask off adjacent areas to protect from overspray.
- For best results, use only when the product and surface temperatures are between 15°C and 33°C (60°F to 92°F). In cases of high humidity, apply the adhesion promoter in a spray booth or controlled climate. Hair dryers or fans may be used to create air movement to speed the adhesion promoter curing process.
- Shake can vigorously for one full minute before use and repeat for 10 seconds after each full minute of use. Test spray on a hidden area before proceeding.
- Hold can 150 mm (5.9 in) to 254 mm (10 in) from the surface and spray a full wet coat with a steady back and forth motion. Be sure all areas of the surface are covered. Observe for a uniform gloss/coverage across the surface while the adhesion promoter is still wet.
- Allow the adhesion promoter to dry 2-3 minutes and reapply a second wet coat. Allow to dry 2-3 minutes.
- Apply the color coat as soon as possible after second coat of adhesion promoter dries, within 10 minutes if possible.
Weld-Bonding
| 3 Phase Inverter Spot Welder 254-00002 |
|---|
| Compuspot 700F Welder 190-50080 |
| I4 Inverter Spot Welder 254-00014 |
| Inverter Welder with MIG Welder 254-00015 |
General Equipment
| Item | Specification |
|---|---|
| Metal Bonding Adhesive TA-1 | |
| Motorcraft Rust Inhibitor Aerosol PM-24-A | |
| Motorcraft Premium Undercoating PM-25-A | |
| Seam Sealer TA-2 |
Material
Weld-Bonding - Squeeze-Type Resistance Spot Welding (STRW) Method
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
Note. Ford Motor Company does not approve or recognize structural repair procedures using anything but genuine Ford parts. Structural repairs (frames, rails, aprons and body panels) carried out using other than Ford Motor Company parts have not been tested. In addition, structural equivalence and corrosion protection cannot be assured. When returning a vehicle to pre-accident condition, make sure repair procedures are carried out by skilled technicians using genuine Ford Motor Company parts and approved methods. Structural component repair procedures approved by Ford using genuine parts have been validated through testing by Ford Motor Company engineers. Should alternative structural component repair procedures and/or parts be used, repairers should be aware of the potential liability they incur.
Note. Corrosion protection needs to be restored whenever it is necessary to grind through painted surfaces or E-coat, or when bare metal repairs are made. For additional information, refer to Restoring Corrosion Protection Following Repair .
Note. On door shells that are manufactured with structural adhesives only, weld bonding door skins is not recommended. Only metal bonding adhesive should be used.
Note. Weld-bonding is a method used to join metals using Squeeze-Type Resistance Spot Welding (STRW) or Metal Inert Gas (MIG) and structural adhesive. The steps listed in this procedure apply to both types of welding. STRW is the preferred method. MIG welding should only be used when areas to be welded cannot be accessed using STRW-type machinery.
Note. Factory spot welds should be substituted with STRW or MIG welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
- Verify the vehicle is dimensionally correct on a frame machine. Straighten if necessary.
- Remove damaged panels with an air saw or air chisel. Remove only large portions of the damaged panel. Avoid cutting into mating flanges or adjacent parts.
- Drill out the spot welds using an appropriate spot-weld cutter and remove the remaining portions of the panel to be replaced.
- Prepare any damaged flanges on the vehicle using hammer and dolly.
- Grind the mating surface of the original flanges not greater than 25 mm (0.98 in) where the metal bonding adhesive will be applied. Be sure to remove galvanizing on metal. Metal should have a shiny appearance. Be careful not to damage the corners or thin the metal. The E-coat should also be removed on the opposite side of the flange only where the spot welds are to be placed.
- Dry-fit and clamp the replacement service parts to verify a correct fit. Remove the service part after verifying correct fit and alignment.
- Follow manufacturer's prescribed welding procedures and settings. For additional information, refer to «Welding Precautions - Steel»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__welding-precautions-steel) .
- Prepare the adhesive. Dispense a small amount of metal bonding adhesive from the cartridge to make sure of an even flow of both components. Attach the mixing tip and dispense a mixing tip length of adhesive to make sure of a correct mix ratio.
- Create a test sample. Prepare the metal and adhesive as described. Apply a 6-9 mm (0.23-0.35 in) bead of adhesive and weld the sample. Place the welded sample in a vise and carry out destructive weld tests by peeling the scrap metal apart using large lock-type pliers. Measure the weld nugget to determine that the nugget meets Ford weld nugget requirements. If the weld nugget does not meet required size, adjust welder settings until the correct weld nugget size is achieved. When the correct weld nugget size is achieved, the service part can be weld-bonded. WELD NUGGET CHART Test Thickness of Metal (in mm) Nugget Size 0.7 + 0.7 4.3 mm (0.16 in) 0.7 + 0.7 + 0.7 4.3 mm (0.16 in) 0.9 + 0.9 4.7 mm (0.18 in) 0.9 + 0.9 + 0.9 4.7 mm (0.18 in) 1.0 + 1.0 5.2 mm (0.2 in) 1.0 + 1.0 + 1.0 5.2 mm (0.2 in) 2.0 + 2.0 7.1 mm (0.27 in) 2.0 + 2.0 + 2.0 7.1 mm (0.27 in) 3.0 + 3.0 8.7 mm (0.34 in) 3.0 + 3.0 + 3.0 8.7 mm (0.34 in) 3.0 + 0.7 4.3 mm (0.16 in) 0.7 + 3.0 + 1.0 5.2 mm (0.2 in) 2.0 + 2.0 + 0.7 4.3 mm (0.16 in) 0.9 + 0.9 + 2.0 4.7 mm (0.18 in) 2.0 + 0.9 + 1.0 5.2 mm (0.2 in) 1.0 + 3.0 + 1.0 5.2 mm (0.2 in) 3.0 + 1.0 + 2.0 7.1 mm (0.27 in) 0.9 + 0.7 + 0.9 4.3 mm (0.16 in)
- Apply a 6-9 mm (0.23-0.35 in) bead of metal bonding adhesive to the vehicle prepared flange surface.
- Place the service part(s) in the correct position on the vehicle. When positioned, do not pull the component away from the vehicle. If repositioning is necessary, slide the service part(s). This will make sure of correct contact between the components and adhesive.
- Clamp evenly and tightly. The adhesive contains glass beads which will prevent over-clamping the component.
- Wipe excess adhesive from the panel before it cures.
- Finish any cosmetic section seams with fiber-filled body filler. Rough sand the filler, after the adhesive cures, apply conventional body filler and block-sand the area.
- Use seam sealer wherever a cosmetic seam sealer is required.
- Mix and apply primer surfacer per paint manufacturer's recommendations.
- Mix and apply basecoat per paint manufacturer's recommendations.
- Mix and apply clearcoat per paint manufacturer's recommendations. Refinishing materials may be force-dried following paint manufacturer's recommendations.
Weld-Bonding - Metal Inert Gas (MIG) Welding Method
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
Note. MIG weld-bonding can be substituted as an alternative to STRW. It may only be used to weld areas that are inaccessible to STRW machinery. However, when accessible, STRW is the preferred method.
Note. Corrosion protection needs to be restored whenever it is necessary to grind through painted surfaces or E-coat, or when bare metal repairs are made. For additional information, refer to Restoring Corrosion Protection Following Repair .
Note. On door shells that are manufactured with structural adhesives only, weld-bonding door skins is not recommended. Only metal bonding adhesive should be used.
Note. Factory spot welds should be substituted with STRW welds or MIG plug welds. Spot/plug welds should equal factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
- Remove damaged panels with an air saw or air chisel. Remove only large portions of the damaged panel. Avoid cutting into mating flanges or adjacent parts. Drill out the spot welds using an appropriate spot-weld cutter and remove the remaining portions of the panel to be replaced.
- After removing the damaged sheet metal panel(s), repair any damaged flanges on the vehicle using a hammer and dolly.
- Using an appropriate grinder, carefully grind around the entire receiving flange area following the original welds. Be sure to remove all E-coat, paint or galvanized coating from the mating surfaces of the joint. Be sure to remove galvanizing on metal. Metal should have a shiny appearance. Be careful not to damage the corners or thin the metal. The E-coat should also be removed on the opposite side of the flange only where the spot welds are to be placed.
- Repeat Step 3 on the mating surface of the replacement service part(s).
- Prepare the new service panel for plug welds. Using the original panel as a reference, drill or punch 8 mm (0.31 in) diameter holes in the exact number as the original spot welds. The holes should be positioned as close as possible to the original spot weld locations, without lining up exactly on top of an original spot weld site. To make sure of correct weld performance, grind the immediate perimeter of plug weld hole. Grind only in the area of the plug weld, this will keep corrosion to a minimum.
- Dry-fit and clamp the replacement service parts to verify a correct fit and alignment. Remove the service part after verifying correct fit and alignment.
- The vehicle prepared flange areas where plug welds will be located must be kept free of adhesive. Apply 25 mm (0.98 in) tape to the plug weld areas to prevent contamination from the adhesive.
- Prepare the adhesive. Dispense a small amount of metal bonding adhesive from the cartridge to make sure of an even flow of both components. Attach the mixing tip and dispense a mixing tip length of adhesive to make sure of correct mix ratio.
- Apply a 6-9 mm (0.23-0.35 in) bead of adhesive to the vehicle prepared flange surface. Remove the tape from the plug weld areas.
- Place the service part(s) in the correct position on the vehicle. When positioned, do not pull the component away from the vehicle. If repositioning is necessary, slide the service part(s). This will make sure of correct contact between the components and adhesive.
- Clamp evenly and tightly. The adhesive contains glass beads which will prevent over-clamping the component.
- Wipe excess adhesive from the panel before it cures.
- Finish any cosmetic section seams with fiber-filled body filler. Rough sand the filler, apply conventional body filler after the adhesive cures and block-sand the area.
- Use seam sealer wherever a cosmetic seam sealer is required.
- Mix and apply primer surfacer per paint manufacturer's recommendations.
- Mix and apply basecoat per paint manufacturer's recommendations.
- Mix and apply clearcoat per paint manufacturer's recommendations. Refinishing materials may be force-dried following paint manufacturer's recommendations.
Plastics Repair
| Item | Specification |
|---|---|
| Motorcraft Adhesion Promoter PM-19A316-AA | |
| Plastic Bonding Adhesive TA-9 |
Material
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
- In deciding whether to repair or install a new component, follow these guidelines. Is a part readily available? Can the damaged part be economically returned to its original strength and appearance, or will the labor cost exceed the cost of a new component? Will repair provide for the fastest, highest quality repair?
- Select the correct repair method by identifying the type of plastic being repaired. For additional information, refer to «Plastics Identification»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__plastics-identification) in this article to determine the type of plastic being repaired.
- Determine whether a reinforcement piece is needed as a backer on large repairs. Construct a reinforcement piece from a scrap piece of the type of plastic being repaired and follow manufacturer's label directions for the type of system being used. When repairing Sheet-Molded Composite (SMC), a reinforcement piece can be constructed using several layers of glass cloth saturated with resin or structural adhesive. The weave of the cloth or screening should be loose enough to allow the resin to thoroughly penetrate. Reinforcement should cover the entire area of damage and extend outward beyond the damage or joint area.
Sheet-Molded Composite (SMC) Panel Repair
Note. The following procedure applies to repair of structural cracks and large gouges. If damage is cosmetic, use of reinforcing cloth may not be necessary.
- Panels to be repaired should be dry and at room temperature 18°C (65°F) to 24°C (75°F) prior to carrying out any repairs. Both sides of the panel must be thoroughly cleaned before sanding or grinding.
- Cover the break in the SMC (front and back) with masking tape. This protects the damaged area from absorbing the prep cleaner and eliminates wicking of the cleaner through the fibers into the SMC.
- Remove all waxes, silicones, dirt and road oils from the area surrounding both sides of the damaged area with a plastics wax and grease remover. Remove the tape and sand the back of the repair area with an angle grinder, Dual Action (D/A) sander or by hand using 80-grit sandpaper. Remove all dust with vacuum and tack cloth.
- Create a reinforcing patch using a piece of scrap SMC that conforms well to the back of the damaged area or form a patch from fiberglass cloth. Cut a section of cloth large enough to cover the repair, plus 25.4 mm (1 in) around the repair area. Cut a section of plastic film backing approximately 25.4 mm (1 in) larger than the cloth. Lay the plastic on a smooth, flat surface where it will be used to create a pyramid patch.
- Follow manufacturer's directions and apply plastic repair adhesive to the plastic film backing and smooth with plastic spreader to recommended thickness. Place the pre-cut fiberglass cloth on the adhesive-coated plastic film. Cover the cloth with a coat of repair adhesive and spread to the recommended thickness.
- Apply the prepared patch to the backside of the panel and compress. Follow manufacturer's instructions for adhesive cure. Remove plastic film after adhesive cures and sand as necessary to remove roughness.
- Remove masking tape from the front side of damaged area and grind down to the backing patch. Use an angle grinder with a 30- to 40-grit wheel. Make a gradual taper in the area, this will prevent bull's-eyes or read-through in the finished repair. Sand prepared area with a D/A sander or hand-sand with 80-grit sandpaper.
- Build a pyramid patch using fiberglass cloth or equivalent and plastic repair adhesive. Following manufacturer's directions, apply patch to damaged area.
- Rough-grind area to remove excess adhesive. Sand repair area with 80-grit sandpaper, making sure to cut slightly below the SMC finished surface. This will allow for a finish coat of plastic body repair material.
- Apply a finish coat of plastic repair filler material per manufacturer's directions.
- Finish-sand, prime and topcoat using Ford-approved paint systems.
Thermoplastic Compounds
- In deciding whether to repair or install a new component, follow these guidelines. Is a part readily available? Can the damaged part be economically returned to its original strength and appearance, or will the labor cost exceed the cost of a new component? Will repair provide for the fastest, highest quality repair?
- Thoroughly clean the damaged area with wax and grease remover formulated for use with plastics.
- Hand sand the repair area with 80-grit sandpaper and remove any foreign material with compressed air.
- Apply a plastics adhesion promoter per label directions to the repair area.
- For small repairs, a plastic adhesive filler can be applied to damaged area. Follow manufacturer's directions and build layers to form a thickness above the damaged area. This will allow the area to be sanded smooth.
- To repair large holes or cracks, measure and cut a piece of fiberglass cloth or equivalent 25.4 mm (1 in) larger than crack or hole. Apply plastic repair adhesive to damaged area and immediately apply fiberglass cloth into plastic adhesive for reinforcement. Apply additional plastic repair adhesive for strength and shape as required.
- Contour and shape the repair as necessary with D/A sander. Avoid sanding through the repair.
- Finish-sand the area and carry out any required paint operations using Ford-approved paint systems.
Tab Repair - Bumper
- Remove the affected bumper. For additional information, refer to «BUMPERS»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#bumper-system) article.
- Clean the broken tab(s) with a plastics wax and grease remover.
- Hand sand the repair area with 80-grit sandpaper and remove any foreign material with compressed air.
- Apply a plastics adhesion promoter per label directions to the repair area.
- Measure and cut a patch of fiberglass cloth or equivalent large enough to form the front of the tab, then slope back in a wedge shape approximately 51 mm (2 in) from original tab.
- Prepare the repair adhesive cloth patch per manufacturer's instructions and apply to the affected area. Immediately position the plastic repair material patch to form the tab shape.
- Allow appropriate cure time and shape the repair tab using a small angle sander. Use extreme care to not sand through the exterior surface.
- Carry out any required paint repair operations to the bumper cover using Ford-approved paint systems.
- Reassemble and install the bumper cover. For additional information, refer to «BUMPERS»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#bumper-system) article.
Frame Members
| 3 Phase Inverter Spot Welder 254-00002 |
|---|
| Compuspot 700F Welder 190-50080 |
| I4 Inverter Spot Welder 254-00014 |
| Inverter Welder with MIG Welder 254-00015 |
General Equipment
| Item | Specification |
|---|---|
| Motorcraft Metal Surface Prep ZC-31-A | |
| Motorcraft Premium Undercoating PM-25-A | |
| Motorcraft Rust Inhibitor Aerosol PM-24-A |
Material
Note. Right side shown, left side similar.
Scheme 26
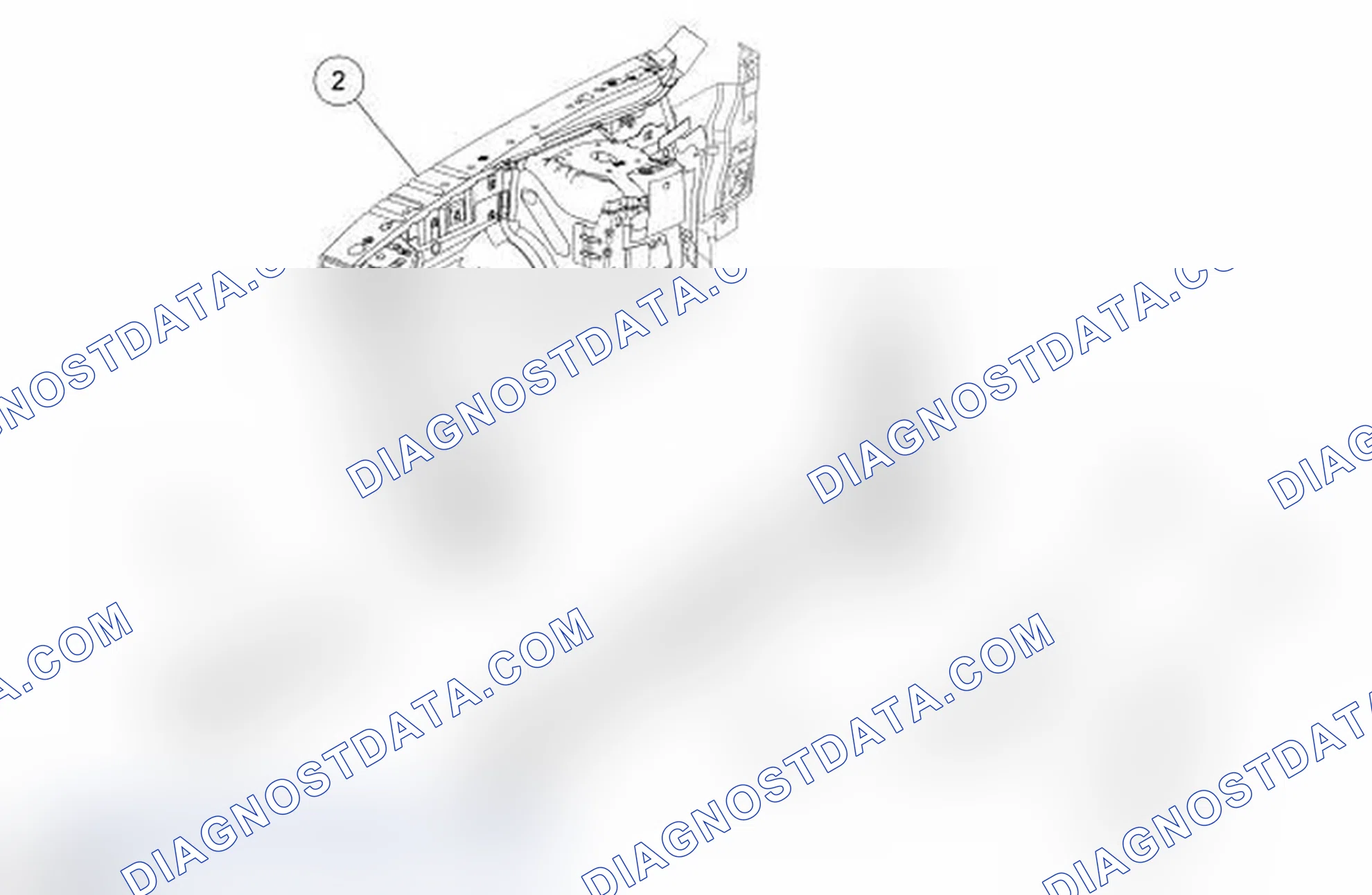
| Item | Part Number | Description |
|---|---|---|
| 1 | 16A045 LH/ 16A044 RH | Member assembly - front side outer |
| 2 | Front structure assembly | |
| 3 | 10009 LH/ 10008 RH | Member assembly - front side inner |
| 4 | 100A45 LH/ 100A44 RH | Subframe mount bracket |
| 5 | 16138 | Radiator support bracket |
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Frame rail crush zones absorb crash energy during a collision and must be replaced if damaged. Straighten damaged frame rails to correct frame dimensions prior to frame member sectioning. Failure to follow these instructions may adversely affect frame rail performance and may result in serious personal injury to vehicle occupant(s). |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
Note. Ford Motor Company does not approve or recognize structural repair procedures using anything but genuine Ford parts. Structural repairs (frames, rails, aprons and body panels) carried out using other than Ford Motor Company parts have not been tested. In addition, structural equivalence and corrosion protection cannot be assured. When returning a vehicle to pre-accident condition, make sure repair procedures are carried out by skilled technicians using genuine Ford Motor Company parts and approved methods. Structural component repair procedures approved by Ford using genuine parts have been validated through testing by Ford Motor Company engineers. Should alternative structural component repair procedures and/or parts be used, repairers should be aware of the potential liability they incur.
Note. Corrosion protection needs to be restored whenever it is necessary to sand or grind through painted surfaces or E-coat, or when bare metal repairs are made. For additional information, refer to Restoring Corrosion Protection Following Repair .
Note. Observe prescribed welding procedures when carrying out any repair to unibody/frame structure. For additional information, refer to Welding Precautions - Steel .
Note. The following repair procedure illustrates the sectioning of the front apron rail inner and outer assemblies in 3 different areas, dependant on the severity of the damage. In situations where collision damage is less severe, the sectioning procedure to repair only those damaged components may be determined from these procedures.
- Remove the hood. For additional information, refer to «FRONT END BODY PANELS»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-system-front-end-body-panels) article.
- Position the vehicle on a frame repair rack following the manufacturer's recommendations. Measure the vehicle to determine if the body requires straightening and alignment. If necessary, rough pull the vehicle to restore the vehicle to pre-accident dimensions. For additional dimensional information, refer to «Body»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs) . Remove the front bumper. For additional information, refer to «BUMPERS»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#bumper-system) article.
- Remove the battery. For additional information, refer to «BATTERY, MOUNTING AND CABLES»(/ford/taurus-x/i-2007-2009/remont/body-electrical/#battery-mounting-and-cables) article.
- Remove the fender(s) from the affected side(s). For additional information, refer to «FRONT END BODY PANELS»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-system-front-end-body-panels) article.
- Remove the radiator. For additional information, refer to «ENGINE COOLING»(/ford/taurus-x/i-2007-2009/remont/cooling-system-mechanical/#engine-cooling-system) article.
- Remove the radiator bolster assembly.
- Remove the subframe, powertrain and drivetrain assemblies as required. For additional information, refer to «UNI-BODY, SUBFRAME AND MOUNTING SYSTEM»(/ford/taurus-x/i-2007-2009/remont/frames-subframes-crossmembers/#uni-body-system-subframe-system-and-mounting-system) article, «ENGINE - 3.5L»(/ford/taurus-x/i-2007-2009/remont/mechanical/#engine-35l) article and «AUTOMATIC TRANSAXLE/TRANSMISSION - 6F50»(/ford/taurus-x/i-2007-2009/remont/automatic-trans/#automatic-transmission-6f50) article.
- Remove the suspension components as required. For additional information, refer to «FRONT SUSPENSION»(/ford/taurus-x/i-2007-2009/remont/suspension-front/#front-suspension) article.
- Drill out the spot welds and remove the subframe mount bracket assembly from the affected side(s).
- Scribe a cut-line 155 mm (6.1 in) from the front bumper bracket on the outer frame rail. Using a plasma cutter, cut-off wheel or reciprocating saw, cut off the front rail inner and outer assemblies along the scribe line. Scribe a cut-line 40 mm (1.57 in) to 50 mm (1.96 in) rearward of the initial frame rail cut, on the outer portion of the rail assembly. Using a cut-off wheel or equivalent, cut and remove that portion of outer rail only, this will create an overlap joint. Dress the weld surfaces.
- Scribe a cut-line 330 mm (12.99 in) from the front bumper bracket on the outer frame rail. Using a plasma cutter, cut-off wheel or reciprocating saw, cut off the front rail inner and outer assemblies along the scribe line. Scribe a cut-line 40 mm (1.57 in) to 50 mm (1.96 in) rearward of the initial frame rail cut, on the outer portion of the rail assembly. Using a cut-off wheel or equivalent, cut and remove that portion of outer rail only, this will create an overlap joint. Dress the weld surfaces.
- Scribe a cut-line 870 mm (34.25 in) from the front bumper bracket on the outer frame rail. Using a plasma cutter, cut-off wheel or reciprocating saw, cut off the front rail inner and outer assemblies along the scribe line. Scribe a cut-line 40 mm (1.57 in) to 50 mm (1.96 in) rearward of the initial frame rail cut, on the outer portion of the rail assembly. Using a cut-off wheel or equivalent, cut and remove that portion of outer rail only, this will create an overlap joint. Dress the weld surfaces.
- Chamfer the inner and outer rail cut line surfaces to improve butt weld condition.
- Transcribe the rail inner and outer cut-line to the new front rail inner and outer rail(s).
- Using a plasma cutter, cut-off wheel or reciprocating saw, cut to length. Chamfer the surface ends to improve weld surface.
- Using a wire brush or sandpaper, remove the E-coat from the outer surfaces of the replacement service section within approximately 15 mm (0.59 in) of the repair joint. Using a wire brush, remove any foreign material from the frame within approximately 15 mm (0.59 in) of the repair joint. Prepare all bare metal surfaces with metal surface prep and a weld-through primer.
- Install and clamp the service replacement inner frame rail in place. Tack weld and verify correct alignment of the frame rail.
- Seam weld along the inside of the section joint using a MIG welder and ER70S-3 wire 0.9 mm (0.035 in) to 0.11 mm (0.045 in) diameter. Verify correct alignment and underbody dimensions.
- Use a dye penetrant to determine if any cracks or large voids exist in the weld joint. If cracks or other defects exist, grind out the defect and repair until the weld is free of defects. Clean the repair area with metal surface cleaner and apply corrosion protection to the affected area. Clean the service replacement outer frame rail and apply anti-corrosion protection.
- Install and clamp the service replacement outer frame rail in place. Verify correct alignment of the outer frame rail.
- Seam weld along the section joint of the outer frame rail using a MIG welder and ER70S-3 wire 0.9 mm (0.035 in) to 0.11 mm (0.045 in) diameter.
- Use a dye penetrant to determine if any cracks or large voids exist in the weld joint. If cracks or other defects exist, grind out the defect and repair until the weld is free of defects. Clean the repair area with metal surface prep and apply corrosion protection to the affected area.
- Using a MIG welder or resistance spot welder, plug or spot weld along the top and bottom seam of the service replacement rails.
- Install the subframe mount bracket assembly if previously removed.
- Dress the welds as necessary and apply anti-corrosion protection.
- Reinstall the subframe and powertrain components if removed during disassembly. For additional information, refer to «UNI-BODY, SUBFRAME AND MOUNTING SYSTEM»(/ford/taurus-x/i-2007-2009/remont/frames-subframes-crossmembers/#uni-body-system-subframe-system-and-mounting-system) article, «ENGINE - 3.5L»(/ford/taurus-x/i-2007-2009/remont/mechanical/#engine-35l) article and «AUTOMATIC TRANSAXLE/TRANSMISSION - 6F50»(/ford/taurus-x/i-2007-2009/remont/automatic-trans/#automatic-transmission-6f50) article. Add 2 additional spot welds for the subframe attachment bracket assembly and install weld nut W711013-S300 (left side sub-assembly only). Apply corrosion protection to the affected areas of the frame and service replacement section.
- Reinstall the radiator bolster assembly.
- Reinstall the radiator. For additional information, refer to «ENGINE COOLING»(/ford/taurus-x/i-2007-2009/remont/cooling-system-mechanical/#engine-cooling-system) article.
- Reinstall the front bumper. For additional information, refer to «BUMPERS»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#bumper-system) article.
- Reinstall the hood. For additional information, refer to «FRONT END BODY PANELS»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-system-front-end-body-panels) article.
Roof Panel
Special Tools Illustration Tool Name Tool Number Heat Gun 107-R0300
| 3 Phase Inverter Spot Welder 254-00002 |
|---|
| Compuspot 700F Welder 190-50080 |
| I4 Inverter Spot Welder 254-00014 |
| Inverter Welder with MIG Welder 254-00015 |
General Equipment
| Item | Specification |
|---|---|
| Flexible Foam Repair TA-4 | |
| Roof Ditch Sealer TA-15 | |
| Seam Sealer TA-2 |
Material
Scheme 27
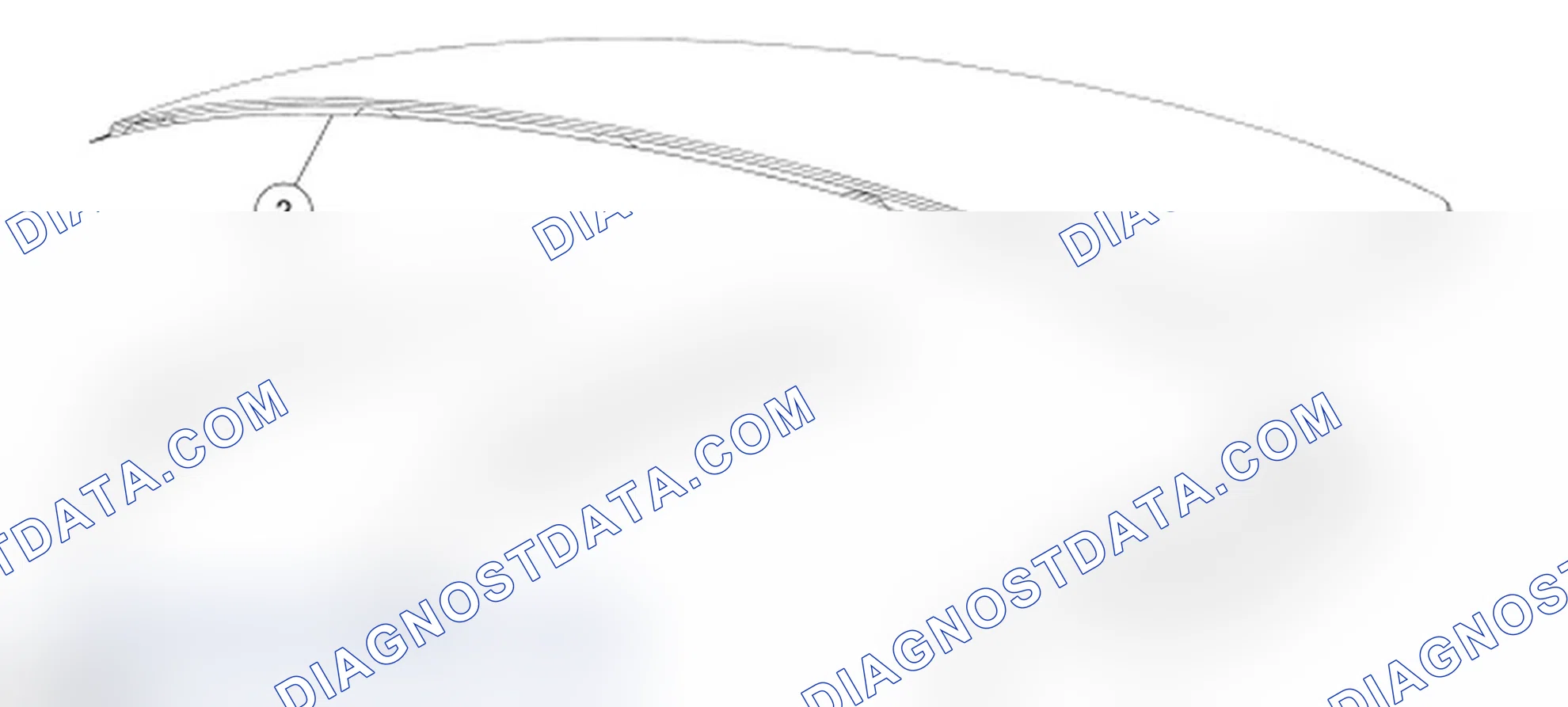
| Item | Part Number | Description |
|---|---|---|
| 1 | 403410 | Windshield header |
| 2 | 50202 | Roof panel |
| 3 | 442220 | Back window frame |
| 4 | 451273 | Roof bow |
REMOVAL
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
Note. Be sure to adequately protect all glass, exterior finish and interior trim to avoid surface contamination from repair materials.
Note. Ford Motor Company does not approve or recognize structural repair procedures using anything but genuine Ford parts. Structural repairs (frames, rails, aprons and body panels) carried out using other than Ford Motor Company parts have not been tested. In addition, structural equivalence and corrosion protection cannot be assured. When returning a vehicle to pre-accident condition make sure repair procedures are carried out by skilled technicians using genuine Ford Motor Company parts and approved methods. Structural component repair procedures approved by Ford using genuine parts have been validated through testing by Ford Motor Company engineers. Should alternative structural component repair procedures and/or parts be used, repairers should be aware of the potential liability they incur.
Note. The driver and passenger sides of the roof panel are laser skip-welded. Installation of a new roof panel will employ a weld-bonding technique. The use of mechanical welding and chemical bonding are both part of the installation technique.
- Remove the windshield and rear window glass. For additional information, refer to «INTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#interior-trim-and-ornamentation) article.
- Remove the headliner. For additional information, refer to «INTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#interior-trim-and-ornamentation) article.
- Remove the luggage rack (if equipped).
- Remove the roof ditch moldings. For additional information, refer to «EXTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#exterior-trim-and-ornamentation) article.
- Using a heat gun and a narrow scraper, remove the sealant along the entire length of the roof sides. Remove sealer as completely as possible.
- From inside the vehicle, leaving as much of the foam as possible intact, separate the NVH foam along the roof bows from the roof panel using a flexible and sharp broad scraper or knife.
- Remove (drill out) all the roof panel spot welds from the windshield and rear window glass openings.
- Using an air hammer equipped with a panel cutter bit, carefully separate the panel from the vehicle by cutting the entire length along the inner portion of the roof ditch seam on each side of the roof panel.
- With the help of an assistant, remove the roof panel from the vehicle.
- Using an air hammer equipped with a flat chisel, remove the remaining portion of the roof panel from the roof ditch area.
INSTALLATION
Note. To avoid inadvertent damage, be sure to adequately protect all glass, exterior finish and interior trim.
- Using a hammer and dolly, straighten any damage caused to flange areas during removal.
- Using a grinder, carefully prepare the roof ditch area for the new roof panel.
- With the help of an assistant, position the new roof panel on the vehicle.
- Correctly align and index-mark the positioning of the panel-to-vehicle and remove the panel.
- Apply a 13 mm (0.51 in) tall bead of seam sealer directly to the NVH foam remaining on the roof bows and immediately reinstall the roof panel aligning it to the index marks made during the test fitting.
- Make sure good contact is made with the sealer and carefully clamp the roof panel on all sides.
- Using the resistance spot welder, weld the roof panel to the vehicle in the windshield and rear window glass areas. Spot welds should match factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
- Using the Metal Inert Gas (MIG) welder, seam weld the roof panel sides with 10 mm (0.39 in) long weld beads spaced 40 mm (1.57 in) apart. Each corner must have a 10 mm (0.39 in) weld bead applied.
- Prepare the repair area for refinish material application following Ford-approved paint recommendations.
- Apply a quality primer-sealer following the paint manufacturer's recommendation for both compatibility and application.
- If required, follow up with a quality primer-surfacer following Ford-approved paint recommendations. Block sand to level using the recommended grit sandpaper.
- Stand the roof ditch sealer vertically (nose up) for a minimum of 30 minutes prior to application to permit trapped air to rise to the top so it may be purged.
- Position the vehicle so it is level front-to-rear. Using masking tape, form a dam at each end of the roof ditch (both sides) to prevent roof ditch sealer run-off.
- Apply the roof ditch sealer following product directions to a depth equal to the sealer noted during removal.
- Allow the sealer to cure 40-60 minutes at room temperature before refinishing. If roof ditch sealer has been allowed to cure in excess of 2 hours, scuff the surface using a red scuff pad.
- Refinish the roof and repair area following Ford-approved paint recommendations.
- Allow refinishing materials sufficient cure time to permit safe handling (refer to paint manufacturer's specification) and install the roof ditch molding.
- Install the luggage rack (if equipped).
- Install the headliner. For additional information, refer to «INTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#interior-trim-and-ornamentation) article.
- Install the windshield and rear window glass. For additional information, refer to «GLASS, FRAMES AND MECHANISMS»(/ford/taurus-x/i-2007-2009/remont/heated-glassdefoggers/#windows-and-glass) article.
Scheme 28
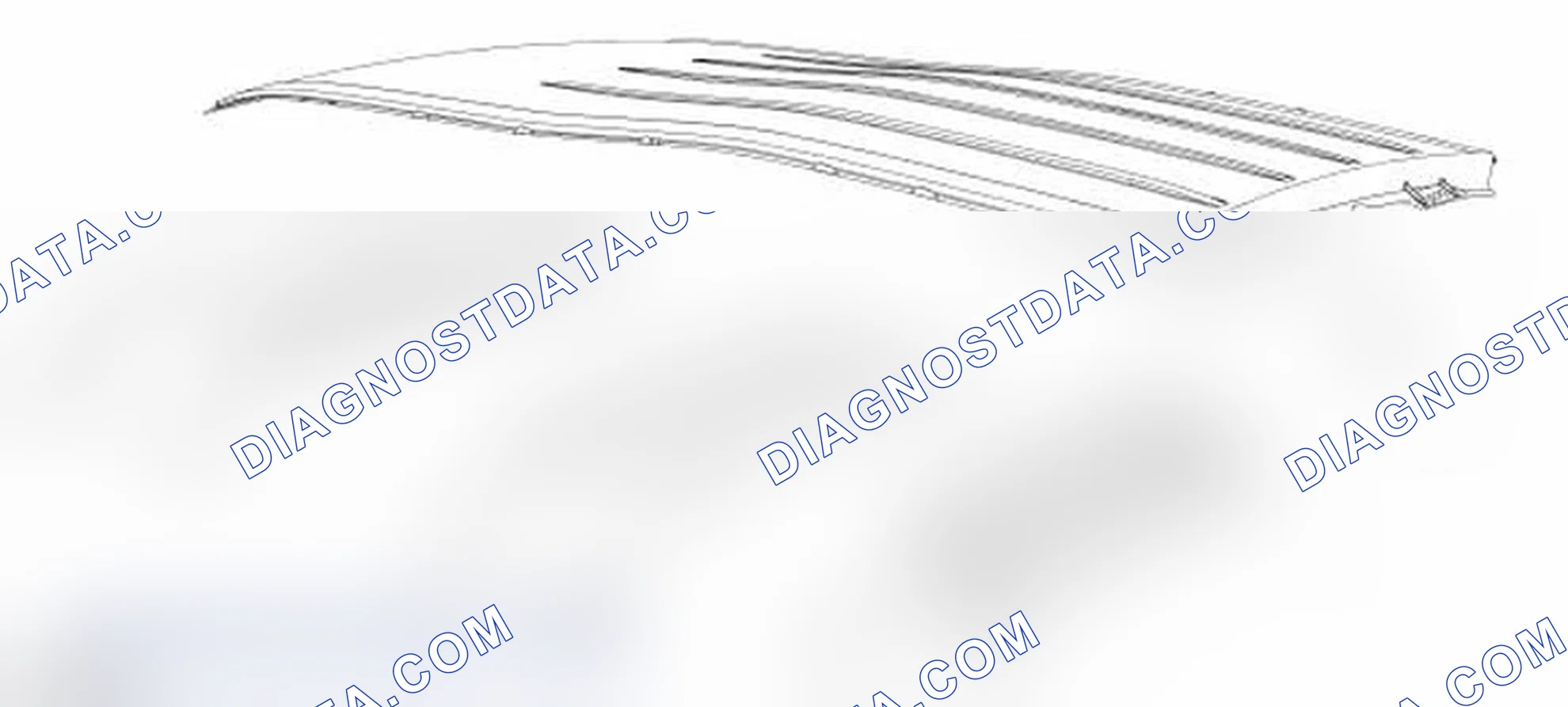
| Item | Part Number | Description |
|---|---|---|
| 1 | 50202 | Roof panel |
| 2 | 441302 | Liftgate header |
| 3 | 451277 | Roof bow |
| 4 | 451510 | Roof bow |
| 5 | 451273 | Roof bow |
| 6 | 403410 | Windshield header |
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always refer to Material Safety Data Sheet (MSDS) when handling chemicals and wear protective equipment as directed. Examples may include but are not limited to respirators and chemically resistant gloves. Failure to follow these instructions may result in serious personal injury. |
Note. Be sure to adequately protect all glass, exterior finish and interior trim to avoid surface contamination from repair materials.
Note. Ford Motor Company does not approve or recognize structural repair procedures using anything but genuine Ford parts. Structural repairs (frames, rails, aprons and body panels) carried out using other than Ford Motor Company parts have not been tested. In addition, structural equivalence and corrosion protection cannot be assured. When returning a vehicle to pre-accident condition, make sure repair procedures are carried out by skilled technicians using genuine Ford Motor Company parts and approved methods. Structural component repair procedures approved by Ford using genuine parts have been validated through testing by Ford Motor Company engineers. Should alternative structural component repair procedures and/or parts be used, repairers should be aware of the potential liability they incur.
- Remove the windshield and rear window glass. For additional information, refer to «INTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#interior-trim-and-ornamentation) article.
- Remove the headliner. For additional information, refer to «INTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#interior-trim-and-ornamentation) article.
- Remove the luggage rack (if equipped).
- Remove the roof ditch moldings. For additional information, refer to «EXTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#exterior-trim-and-ornamentation) article.
- Using a heat gun and a narrow scraper, remove the sealant along the entire length of the roof sides. Remove sealer as completely as possible.
- From inside the vehicle, leaving as much of the foam as possible intact, separate the NVH foam along the roof bows from the roof panel using a flexible and sharp broad scraper or knife.
- Remove (drill out) all the roof panel spot welds from the windshield and rear window glass openings.
- Using an air hammer equipped with a panel cutter bit, carefully separate the panel from the vehicle by cutting the entire length along the inner portion of the roof ditch seam on each side of the roof panel.
- With the help of an assistant, remove the roof panel from the vehicle.
- Using an air hammer equipped with a flat chisel, remove the remaining portion of the roof panel from the roof ditch area.
Note. To avoid inadvertent damage, be sure to adequately protect all glass, exterior finish and interior trim.
- Using a hammer and dolly, straighten any damage caused to flange areas during removal.
- Using a grinder, carefully prepare the roof ditch area for the new roof panel.
- With the help of an assistant, position the new roof panel on the vehicle.
- Correctly align and index-mark the positioning of the panel-to-vehicle and remove the panel.
- Apply a 13 mm (0.51 in) tall bead of seam sealer directly to the NVH foam remaining on the roof bows and immediately reinstall the roof panel aligning it to the index marks made during the test fitting.
- Make sure good contact is made with the sealer and carefully clamp the roof panel on all sides.
- Using the resistance spot welder, weld the roof panel to the vehicle in the windshield and rear window glass areas. Spot welds should match factory welds in both location and quantity. Do not place a new spot weld directly over an original weld location. Plug weld hole should equal 8 mm (0.31 in) diameter.
- Using the Metal Inert Gas (MIG) welder, seam weld the roof panel sides with 10 mm (0.39 in) long weld beads spaced 40 mm (1.57 in) apart. Each corner must have a 10 mm (0.39 in) weld bead applied.
- Prepare the repair area for refinish material application following Ford-approved paint recommendations.
- Apply a quality primer-sealer following the paint manufacturer's recommendation for both compatibility and application.
- If required, follow up with a quality primer-surfacer following Ford-approved paint recommendations. Block sand to level using the recommended grit sandpaper.
- Stand the roof ditch sealer vertically (nose up) for a minimum of 30 minutes prior to application to permit trapped air to rise to the top so it may be purged.
- Position the vehicle so it is level front-to-rear. Using masking tape, form a dam at each end of the roof ditch (both sides) to prevent roof ditch sealer run-off.
- Apply the roof ditch sealer following product directions to a depth equal to the sealer noted during removal.
- Allow the sealer to cure 40-60 minutes at room temperature before refinishing. If roof ditch sealer has been allowed to cure in excess of 2 hours, scuff the surface using a red scuff pad.
- Refinish the roof and repair area following Ford-approved paint recommendations.
- Allow refinishing materials sufficient cure time to permit safe handling (refer to paint manufacturer's specification) and install the roof ditch molding.
- Install the luggage rack (if equipped).
- Install the headliner. For additional information, refer to «INTERIOR TRIM AND ORNAMENTATION»(/ford/taurus-x/i-2007-2009/remont/exteriorinterior-trim/#interior-trim-and-ornamentation) article.
- Install the windshield and rear window glass. For additional information, refer to «GLASS, FRAMES AND MECHANISMS»(/ford/taurus-x/i-2007-2009/remont/heated-glassdefoggers/#windows-and-glass) article.
Inner Body Reinforcing Panels
| 3 Phase Inverter Spot Welder 254-00002 |
|---|
| Compuspot 700F Welder 190-50080 |
| I4 Inverter Spot Welder 254-00014 |
| Inverter Welder with MIG Welder 254-00015 |
General Equipment
| Item | Specification |
|---|---|
| Metal Bonding Adhesive TA-1 | |
| Metal Patch Panel Adhesive TA-3 | |
| Motorcraft Metal Surface Prep ZC-31-A | |
| Motorcraft Premium Undercoating PM-25-A | |
| Motorcraft Rust Inhibitor Aerosol PM-24-A | |
| Seam Sealer TA-2 |
Material
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
| WARNING | On vehicles equipped with safety canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the safety canopy module and related components. Failure to comply may result in accidental deployment or damage to the safety canopy. Refer to No Content . Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s). |
| WARNING | Do not cut or grind body side components within 50 mm (1.96 in) of restraint anchoring points. Welding within 50 mm (1.96 in) of restraint anchoring points may result in incorrect operation of restraint devices. For additional restraints anchoring location information, refer to No Content and No Content . Failure to follow these instructions may result in serious injury to vehicle occupant(s). |
Note. Electronic modules and related wiring may be damaged when exposed to heat from welding procedures. Carefully disconnect and remove, or position away from heat affected areas.
Note. Outer panels removed for clarity.
Scheme 29
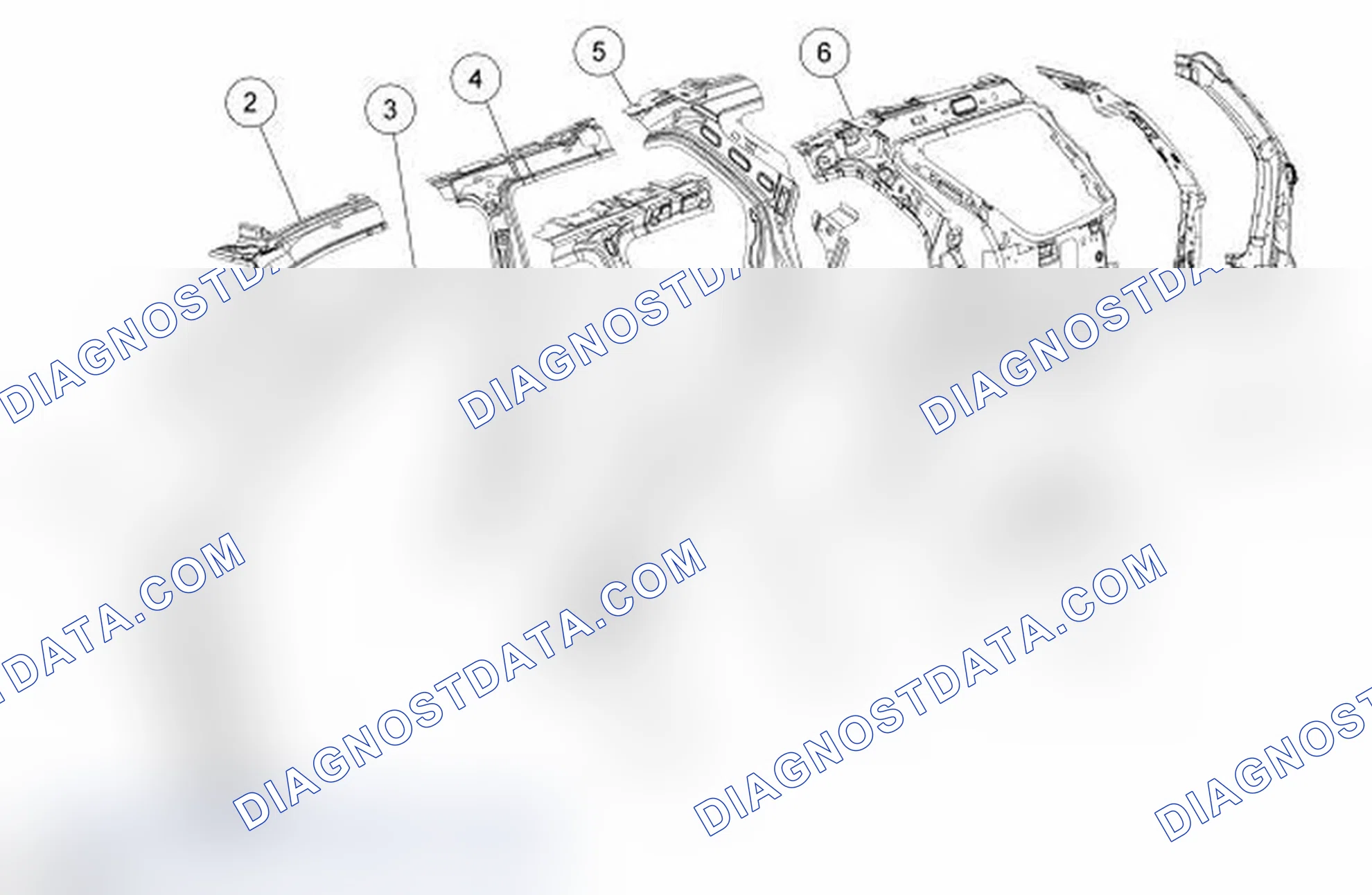
| Item | Part Number | Description |
|---|---|---|
| 1 | 025A01 LH/ 025A00 RH | Front body pillar reinforcement assembly - high-strength steel |
| 2 | 02509 LH/ 02508 RH | A-pillar inner reinforcement - dual-phase steel |
| 3 | 51187 LH/ 51186 RH | Roof rail assembly - dual-phase steel |
| 4 | 24301 LH/ 24300 RH | B-pillar inner panel - high-strength steel |
| 5 | 28409 LH/ 28408 RH | Reinforcement - high-strength steel |
| 6 | 27791 LH/ 27790 RH | Quarter panel inner - mild steel |
| 7 | 45115 LH/ 45114 RH | Luggage compartment drain trough - mild steel |
| 8 | 41021 LH/ 41020 RH | Rear corner reinforcement - mild steel |
| 9 | Quarter panel inner wheelhouse - mild steel (part of 27791 LH/ 27790 RH assembly) | |
| 10 | Reinforcement - high-strength steel (part of 27791 LH/ 27790 RH assembly) | |
| 11 | Reinforcement - mild steel (part of 27791 LH/ 27790 RH assembly) | |
| 12 | 24383 LH/ 24382 RH | B-pillar - dual-phase steel |
| WARNING | Invisible ultraviolet and infrared rays emitted in welding can injure unprotected eyes and skin. Always use protection such as a welder's helmet with dark-colored filter lenses of the correct density. Electric welding will produce intense radiation, therefore, filter plate lenses of the deepest shade providing adequate visibility are recommended. It is strongly recommended that persons working in the weld area wear flash safety goggles. Also wear protective clothing. Failure to follow these instructions may result in serious personal injury. |
| WARNING | Always wear protective equipment including eye protection with side shields, and a dust mask when sanding or grinding. Failure to follow these instructions may result in serious personal injury. |
| WARNING | On vehicles equipped with safety canopy options, prior to carrying out any sectioning repairs near the roof line or sail panel areas of the vehicle, remove the safety canopy module and related components. Failure to comply may result in accidental deployment or damage to the safety canopy. Refer to No Content . Failure to follow these instructions may result in serious injury to technician or vehicle occupant(s). |
| WARNING | Do not cut or grind body side components within 50 mm (1.96 in) of restraint anchoring points. Welding within 50 mm (1.96 in) of restraint anchoring points may result in incorrect operation of restraint devices. For additional restraints anchoring location information, refer to No Content and No Content . Failure to follow these instructions may result in serious injury to vehicle occupant(s). |
Note. Electronic modules and related wiring may be damaged when exposed to heat from welding procedures. Carefully disconnect and remove, or position away from heat affected areas.
Note. Outer panels removed for clarity.
Scheme 30
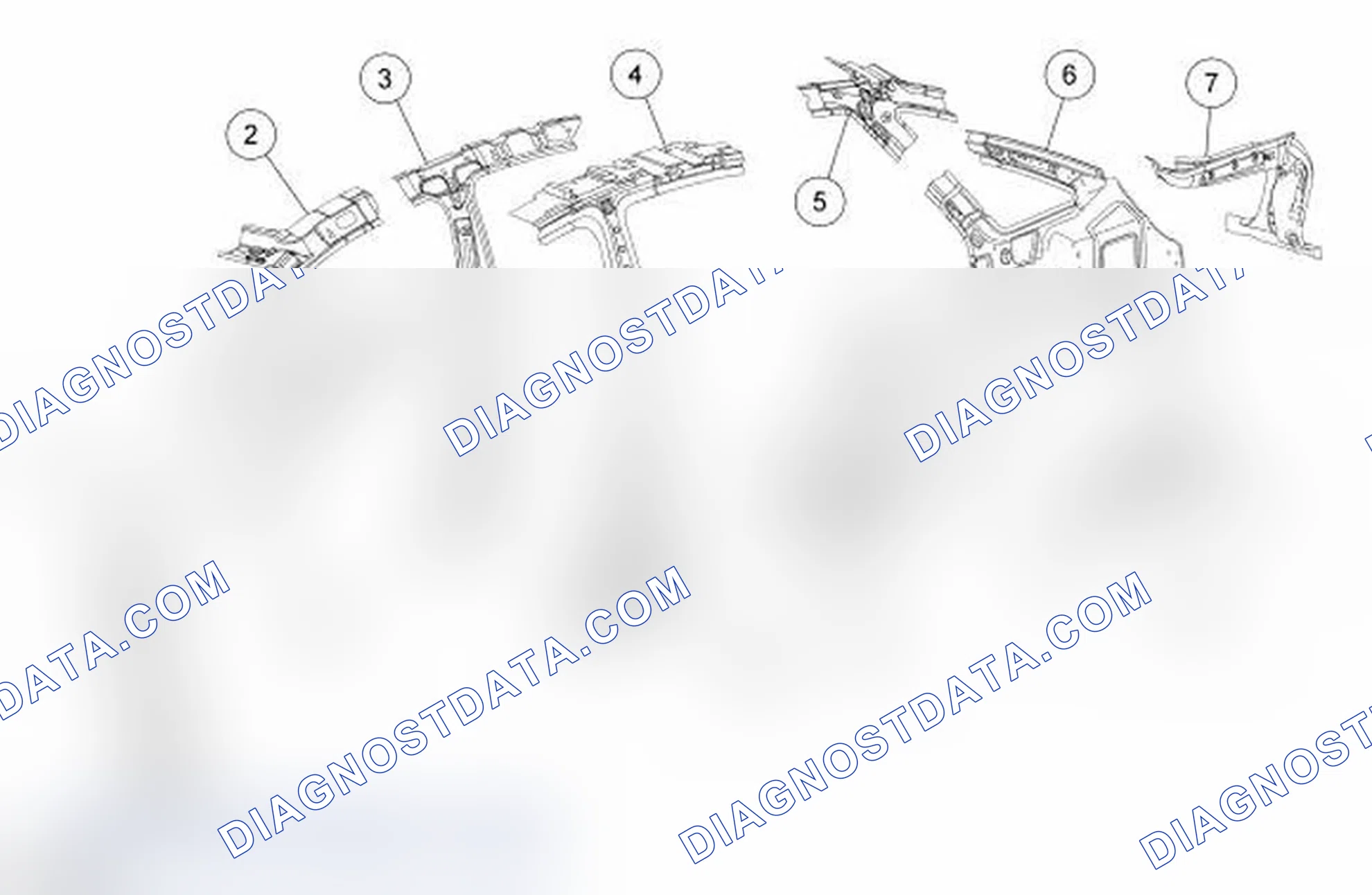
| Item | Part Number | Description |
|---|---|---|
| 1 | 025A01 LH/ 025A00 RH | Front body pillar reinforcement assembly - high-strength steel |
| 2 | 02509 LH/ 02508 RH | A-pillar inner reinforcement - dual-phase steel |
| 3 | 24301 LH/ 24300 RH | B-pillar inner panel - high-strength steel |
| 4 | 24383 LH/ 24382 RH | B-pillar panel - dual-phase steel |
| 5 | Reinforcement - mild steel (part of 27791 LH/ 27790 RH assembly) | |
| 6 | 27791 LH/ 27790 RH | Quarter panel inner panel - mild steel |
| 7 | 45115 LH/ 45114 RH | Luggage compartment drain trough - mild steel |
| 8 | Quarter panel inner wheelhouse - mild steel (part of 27791 LH/ 27790 RH assembly) | |
| 9 | 28409 LH/ 28408 RH | Reinforcement - high-strength steel |
| 10 | Reinforcement - mild steel (part of 27791 LH/ 27790 RH assembly) | |
| 11 | 51187 LH/ 51186 RH | Roof rail assembly - dual-phase steel |
Note. Left side shown, right side similar.
Scheme 31
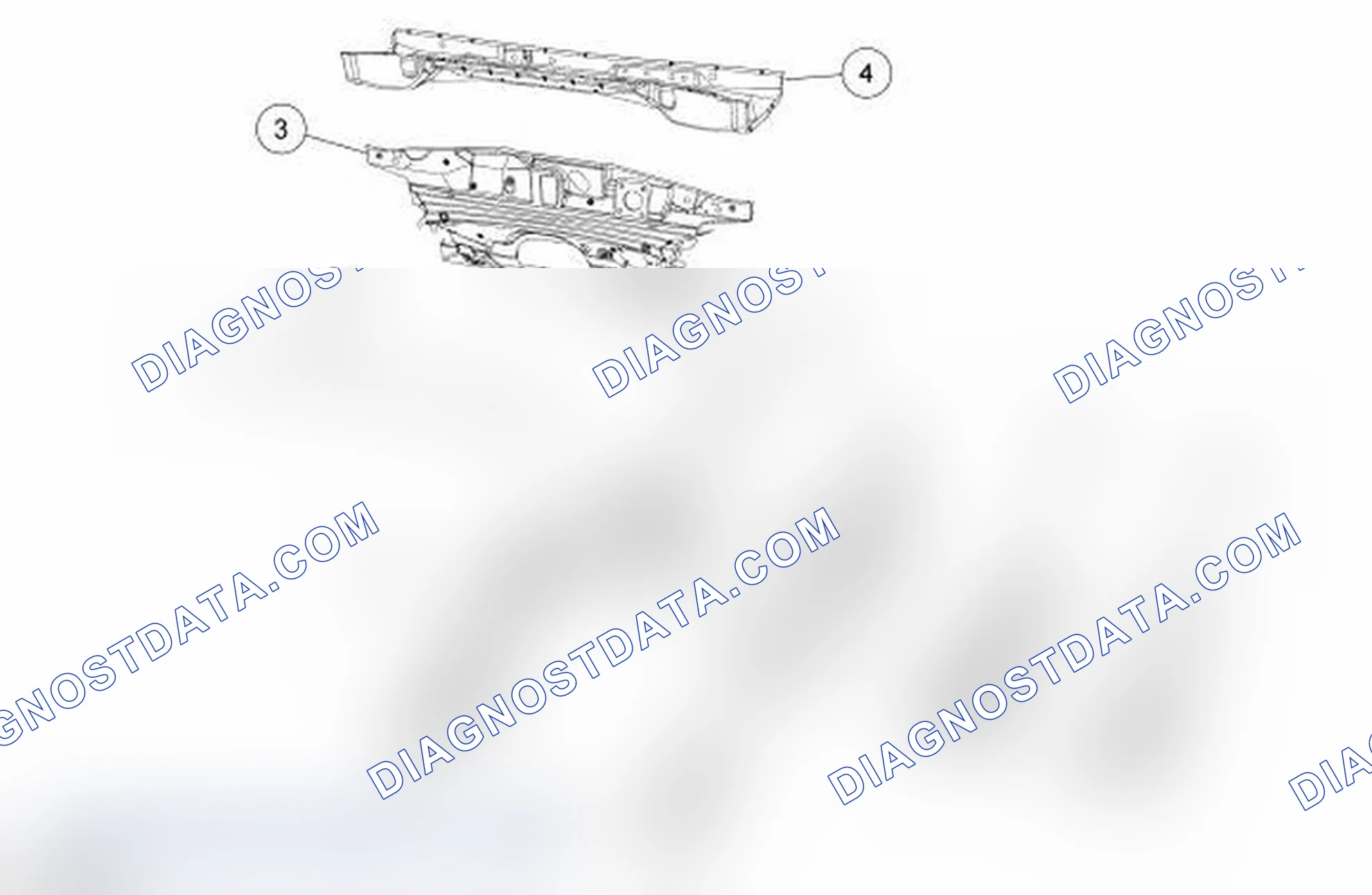
| Item | Part Number | Description |
|---|---|---|
| 1 | 5410009 LH/ 5410008 RH | Front inner rail assembly - dual-phase and mild steel |
| 2 | 3C232 | Brace - mild steel |
| 3 | 5401610 | Dash panel - mild steel |
| 4 | 5402030 | Cowl top assembly - mild steel |
| 5 | 16D041 LH/ 16D040 RH | Fender reinforcement - mild steel |
| 6 | 16B045 LH/ 16B044 RH | Fender outer reinforcement - mild steel |
| 7 | 16B247 LH/ 16B246 RH | Inner fender reinforcement - mild steel |
| 8 | 16A045 LH/ 16A044 RH | Outer rail and apron assembly - dual-phase, high-strength and mild steel |
Scheme 32
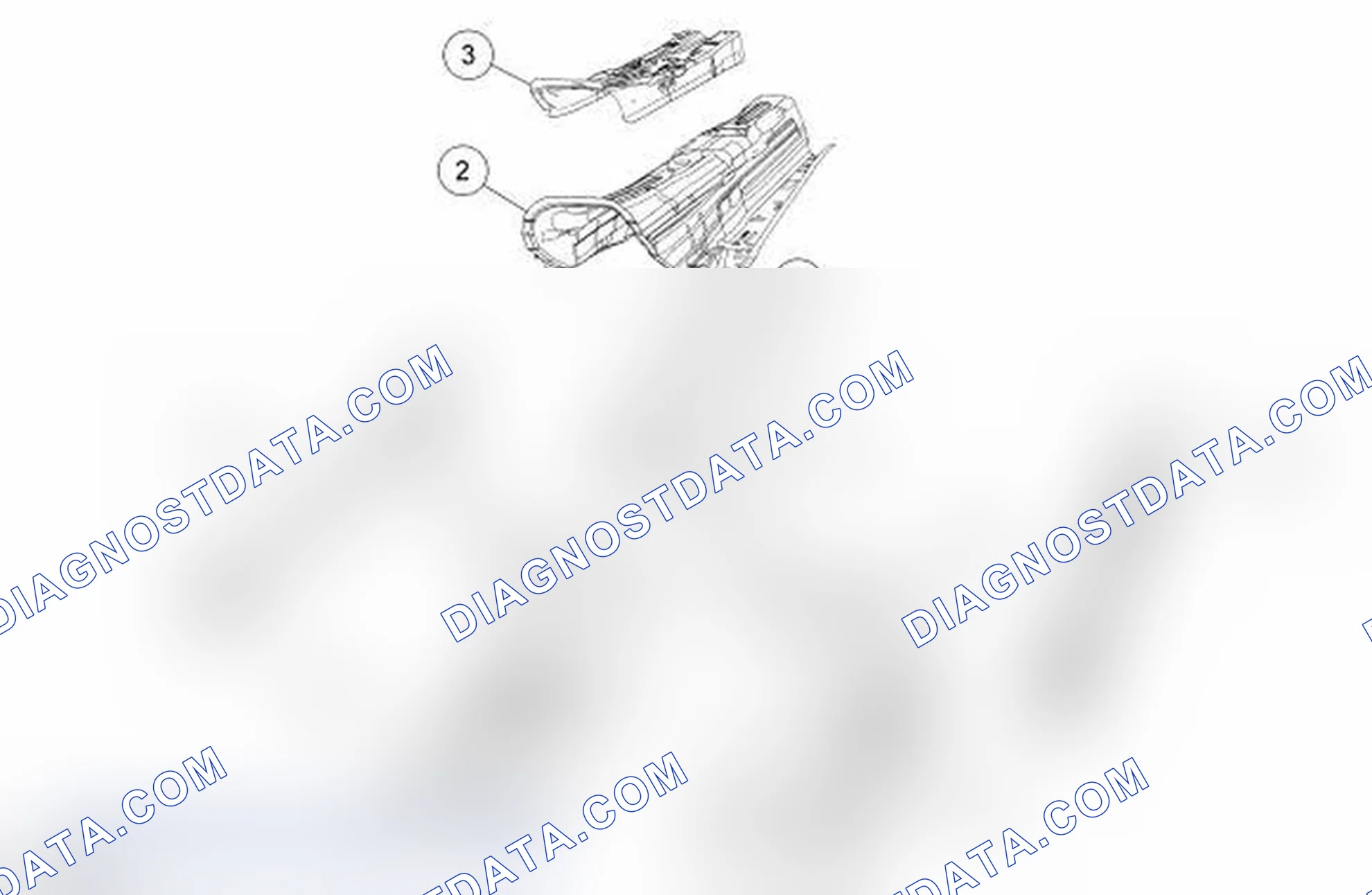
| Item | Part Number | Description |
|---|---|---|
| 1 | 10142 | Floor side member - dual-phase steel |
| 2 | 11170 | Floor tunnel - high-strength steel |
| 3 | 111K36 | Floor tunnel reinforcement - high-strength steel |
| 4 | 111K37 | Floor tunnel reinforcement - high-strength steel |
| 5 | 111270 | Floor tunnel center reinforcement - mild steel |
| 6 | 111A44 | Floor tunnel reinforcement - mild steel |
| 7 | 10044 | Reinforcement - high-strength steel |
| 8 | 10776 | Floor crossmember - high-strength steel |
| 9 | 10143 | Floor side member - dual-phase steel |
| 10 | 11141 | Floor pan - mild steel |
| 11 | 11140 | Floor pan - mild steel |
| 12 | 10776 | Floor crossmember - high-strength steel |
Scheme 33
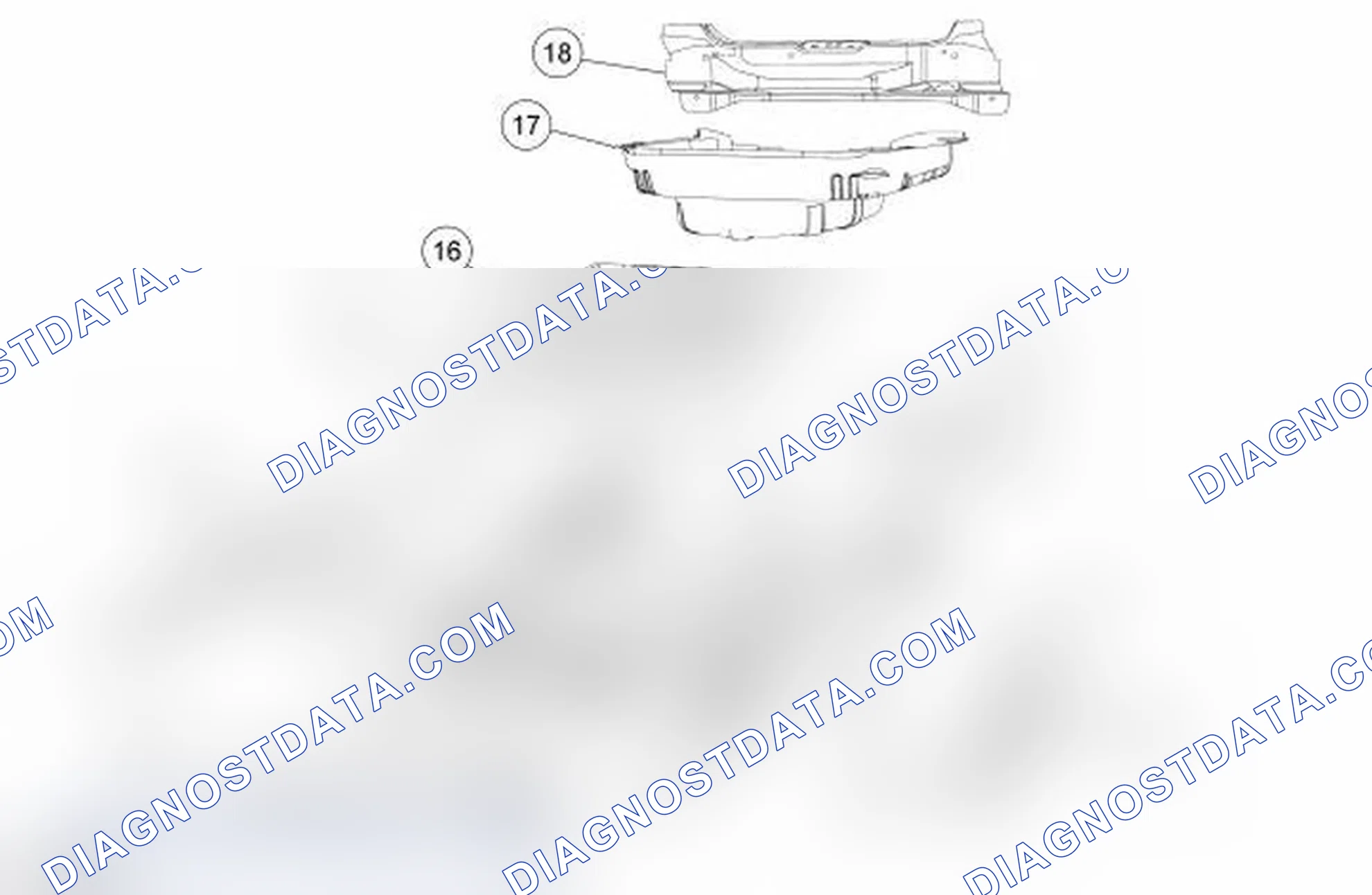
| Item | Part Number | Description |
|---|---|---|
| 13 | 102B90 | Plate - high-strength steel |
| 14 | 10456 | Rear floor side upper member - high-strength steel |
| 15 | 112A84 | Center floor pan lower - high-strength steel |
| 16 | 11160A | Center floor pan - mild steel |
| 17 | 11218A | Rear floor pan - mild steel |
| 18 | 105552A | Rear floor pan inner sill - mild steel |
| 19 | 10700A | Rear floor lower assembly - high-strength steel |
| 20 | 11215 | Rear floor crossmember and rail assembly - high-strength and mild steel |
| 21 | 10457 | Rear floor side upper member - high-strength steel |
| 22 | 102B91 | Plate - high-strength steel |
| 23 | 10780A | Crossmember - dual-phase steel |
| 24 | 106K02 | Crossmember - high-strength steel |
| 25 | 11644 | Front crossmember - dual-phase steel |
Scheme 34
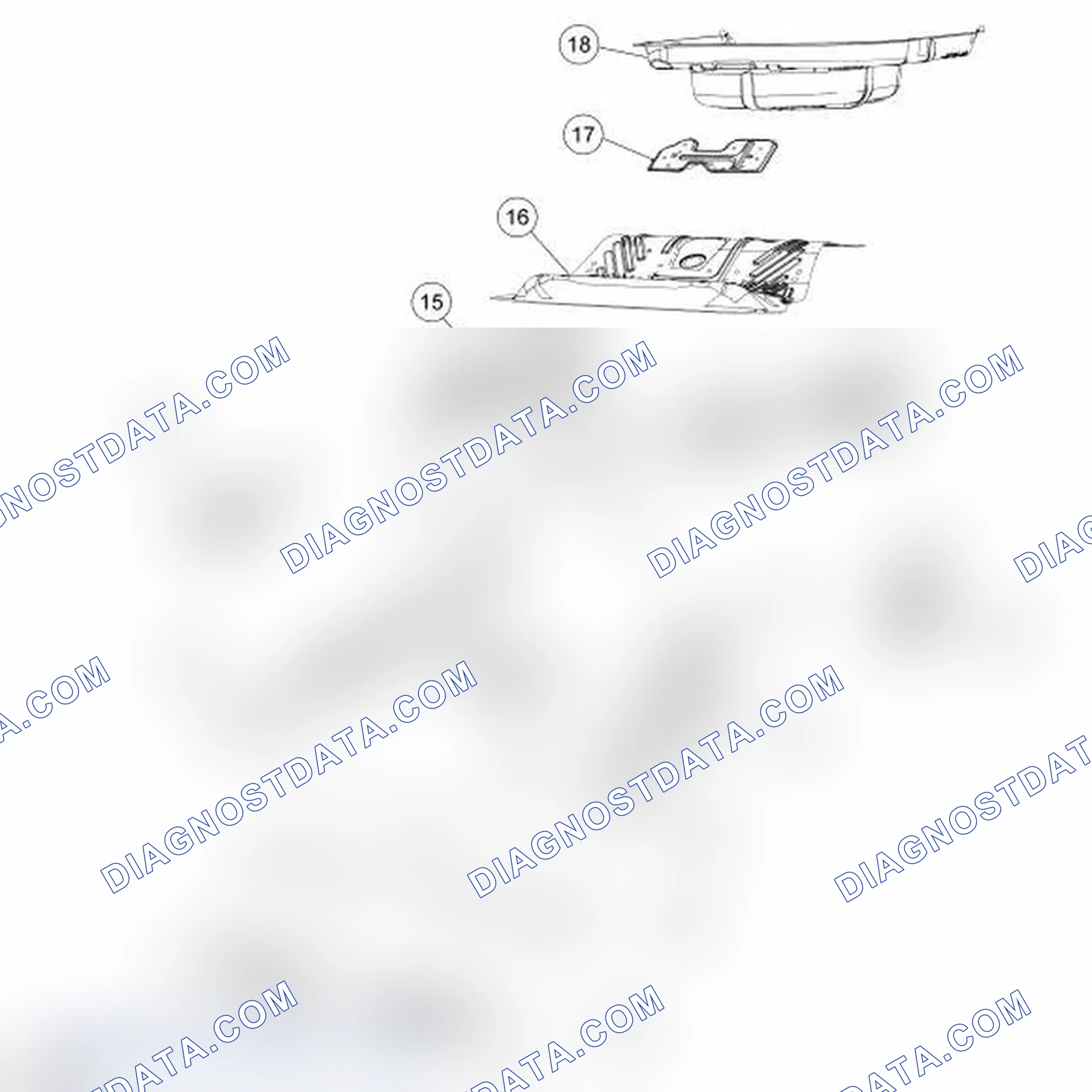
| Item | Part Number | Description |
|---|---|---|
| 13 | 410456 | Rear floor side member - high-strength steel |
| 14 | 410272 | Reinforcement - high-strength steel |
| 15 | 410952 | Rear undercarriage assembly - high-strength steel |
| 16 | 11160 | Center floor pan - mild steel |
| 17 | 460106 | Seat belt anchor reinforcement - high-strength steel |
| 18 | 11218 | Rear floor pan - mild steel |
| 19 | 114B208 | Seat anchor reinforcements - high-strength steel |
| 20 | 410273 | Reinforcement - high-strength steel |
| 21 | 410457 | Rear floor side member - high-strength steel |
| 22 | 106K02 | Rear floor crossmember - high-strength steel |
| 23 | Reinforcement - high-strength steel (part of 112A84) | |
| 24 | 410786 | Crossmember - dual-phase steel |
| 25 | 112A84 | Crossmember - high-strength steel |
Note. Ford Motor Company does not approve or recognize structural repair procedures using anything but genuine Ford parts. Structural repairs (frames, rails, aprons and body panels) carried out using other than Ford Motor Company parts have not been tested. In addition, structural equivalence and corrosion protection cannot be assured. When returning a vehicle to pre-accident condition make sure repair procedures are carried out by skilled technicians using genuine Ford Motor Company parts and approved methods. Structural component repair procedures approved by Ford using genuine parts have been validated through testing by Ford Motor Company engineers. Should alternative structural component repair procedures and/or parts be used, repairers should be aware of the potential liability they incur.
- Remove the outer body sheet metal from the affected area prior to carrying out any reinforcing panel replacement. For additional information, refer to «Sectioning Guidelines»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__sectioning-guidelines) .
- When welding overlapping surfaces or substrates, apply a weld-through primer to the surfaces prior to welding. When the surfaces have been welded, apply corrosion protection material to the exterior surfaces or substrates.
- Corrosion protection needs to be restored whenever it is necessary to sand or grind through painted surfaces or E-coat, or when bare metal repairs are carried out. For additional information, refer to «Restoring Corrosion Protection Following Repair»(/ford/taurus-x/i-2007-2009/remont/exterior-body-panels/#body-panel-system-body-repairs__restoring-corrosion-protection-following-repair) . Make sure horizontal joints and flanges are correctly sealed with seam sealer to prevent moisture intrusion. Water and moisture migrate to horizontal joints and corrosion tends to occur more rapidly in these areas. Metal surfaces must be clean and dry before applying seam sealer.
- Proceed with the refinish process following Ford-approved paint recommendations.
Scheme 35
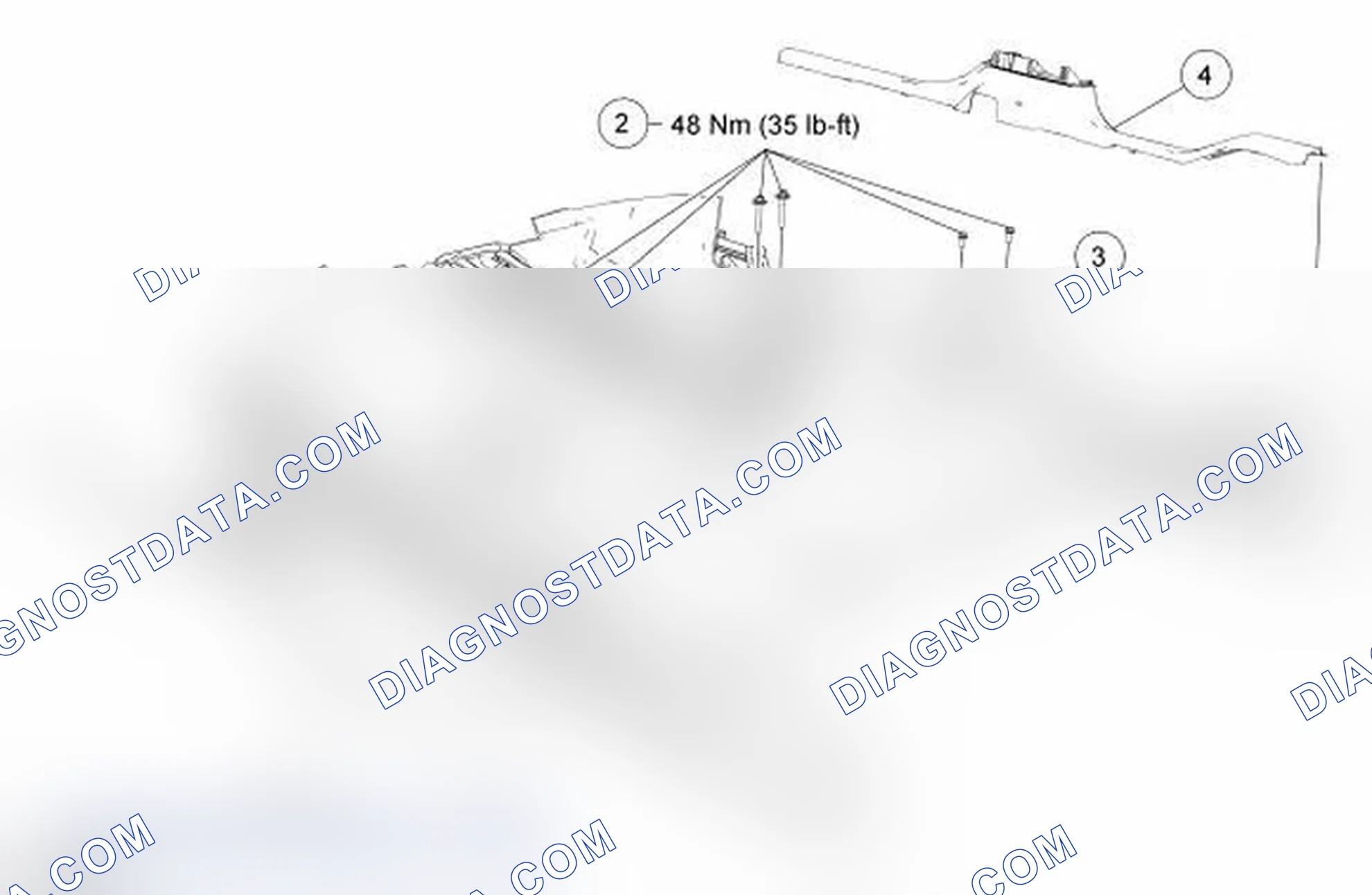
| Item | Part Number | Description |
|---|---|---|
| 1 | 13229 | LH front and rear door scuff plate |
| 2 | W505275-S424 | Side Protection and Cabin Enhancement (SPACE®) tube-to-floor bolts |
| 3 | 10672 | SPACE® tube |
| 4 | 13228 | RH front and rear door scuff plate |
- Remove the front seats. For additional information, refer to «SEATING»(/ford/taurus-x/i-2007-2009/remont/seats/#seat-system) article.
- Remove the center console. For additional information, refer to «INSTRUMENT PANEL AND CONSOLE»(/ford/taurus-x/i-2007-2009/remont/gauges-instrument-panels/#instrument-panel-and-console) article.
- Remove the driver side front and rear scuff plate assembly.
- Remove the passenger side front and rear scuff plate assembly.
- Remove the SPACE® tube in the following sequence. Remove the 6 SPACE® tube-to-floor bolts. Remove the SPACE® tube.
- Install the SPACE® tube in the following sequence. Position the SPACE® tube in the passenger compartment. Install the SPACE® tube-to-floor bolts. Tighten to 48 Nm (35 lb-ft).
- Install the passenger side front and rear door scuff plate assembly.
- Install the driver side front and rear door scuff plate assembly.
- Install the center console. For additional information, refer to «INSTRUMENT PANEL AND CONSOLE»(/ford/taurus-x/i-2007-2009/remont/gauges-instrument-panels/#instrument-panel-and-console) article.
- Install the front seats. For additional information, refer to «SEATING»(/ford/taurus-x/i-2007-2009/remont/seats/#seat-system) article.
See also:
• No Content
• SUPPLEMENTAL RESTRAINT SYSTEM
• BATTERY, MOUNTING AND CABLES
• SAFETY BELT SYSTEM
• BUMPERS
• FRONT END BODY PANELS
• UNI-BODY, SUBFRAME AND MOUNTING SYSTEM
• ENGINE - 3.5L
• AUTOMATIC TRANSAXLE/TRANSMISSION - 6F50
• FRONT SUSPENSION
• INTERIOR TRIM AND ORNAMENTATION
• EXTERIOR TRIM AND ORNAMENTATION
• GLASS, FRAMES AND MECHANISMS
• SEATING
• INSTRUMENT PANEL AND CONSOLE
• Restoring Corrosion Protection Following Repair
• Plastics Identification
• Welding Precautions - Steel
• Weld-Bonding
• Body
• Sectioning Guidelines