Scheme 332
The 5.7L engine (345 CID) eight-cylinder engine is a 90° V-Type lightweight, deep skirt cast iron block, aluminum heads, single cam, overhead valve engine with hydraulic roller tappets. The heads incorporate splayed valves with a hemispherical style combustion chamber and dual spark plugs. The cylinders are numbered from front to rear; 1, 3, 5, 7 on the left bank and 2, 4, 6, 8 on the right bank. The firing order is 1-8-4-3-6-5-7-2.
DIAGNOSIS AND TESTING - ENGINE DIAGNOSIS - INTRODUCTION
Engine diagnosis is helpful in determining the causes of malfunctions not detected and remedied by routine maintenance.
These malfunctions may be classified as either performance (e.g., engine idles rough and stalls) or mechanical (e.g., a strange noise).
(Refer to DIAGNOSIS AND TESTING - PERFORMANCE ) and (Refer to DIAGNOSIS AND TESTING )-MECHANICAL for possible causes and corrections of malfunctions. Refer to FUEL INJECTION or FUEL DELIVERY for the fuel system diagnosis.
Additional tests and diagnostic procedures may be necessary for specific engine malfunctions that can not be isolated with the Service Diagnosis charts. Information concerning additional tests and diagnosis is provided within the following diagnosis
- Cylinder Compression Pressure Test (Refer to «DIAGNOSIS AND TESTING»(ref-212816-S26973210812005122700000) )).
- Cylinder Combustion Pressure Leakage Test (Refer to «DIAGNOSIS AND TESTING»(ref-212816-S26973210812005122700000) )).
- Engine Cylinder Head Gasket Failure Diagnosis (Refer to «DIAGNOSIS AND TESTING»(ref-212816-S18785882942005122700000) ).
- Intake Manifold Leakage Diagnosis (Refer to «DIAGNOSIS AND TESTING»(ref-212816-S07415221622005122700000) ).
GENERAL DESCRIPTION
| DESCRIPTION | SPECIFICATION |
|---|---|
| Engine Type | 90° V-8 OHV |
| Displacement | 5.7 Liters 345 (Cubic Inches) |
| Bore | 99.5 mm (3.91 in.) |
| Stroke | 90.9 mm (3.58 in.) |
| Compression Ratio | 9.6:1 |
| Firing Order | 1-8-4-3-6-5-7-2 |
| Lubrication | Pressure Feed - Full Flow Filtration |
| Cooling System | Liquid Cooled - Forced Circulation |
| Cylinder Block | Cast Iron |
| Cylinder Head | Aluminum |
| Crankshaft | Nodular Iron |
| Camshaft | Hollow Assembled Camshaft |
| Pistons | Aluminum Alloy |
| Connecting Rods | Powdered Metal |
ENGINE SPECIFICATIONS
OPERATION-CYLINDER HEAD
The cylinder head closes the combustion chamber allowing the pistons to compress the air fuel mixture to the correct ratio for ignition. The valves located in the cylinder head open and close to either allow clean air into the combustion chamber or to allow the exhaust gases out, depending on the stroke of the engine.
DESCRIPTION - VALVE GUIDES
The valve guides are made of powered metal and are pressed into the cylinder head. The guides are not replaceable or serviceable, and valve guide reaming is not recommended. If the guides are worn beyond acceptable limits, replace the cylinder heads.
DESCRIPTION
Both the intake and exhaust valves are made of steel. The intake valve is 50.93 mm (2.00 inches) in diameter and the exhaust valve is 39.53 mm (1.55 inches) in diameter. All valves use three bead lock keepers to retain the springs and promote valve rotation.
The valve guide seals are made of rubber and incorporate an integral steel valve spring seat. The integral garter spring maintains consistent lubrication control to the valve stems.
Scheme 333

- Disconnect negative battery cable.
- Remove air cleaner assembly.
- Remove air intake resonator.
- Remove spark plug cables.
- Remove ignition coil connectors.
- Remove ignition coils.
- Remove one spark plug.
- Remove valve cover. CAUTION: The piston must be at TDC, and both valves closed on the cylinder to be serviced. NOTE: If removing intake valve spring, install special tool #9070, pushrod retaining plate, to retain the intake pushrods.
- Remove exhaust/intake rocker arm shafts.
- Install spring compressor, special tool #9065. NOTE: All valve springs and seals are removed in the same manner.
- Charge cylinder with air. NOTE: Tap the top of the valve spring retainer to loosen the spring retainers locks.
- Compress valve spring and remove valve retainer locks.
- Release spring compressor and remove valve spring. NOTE: The valve springs are interchangeable between intake and exhaust.
- Remove valve seal.
| CAUTION | Do not use a metal stamp to mark connecting rods as damage may result, instead use ink or a scratch awl. |
The pistons are made of a high strength aluminum alloy. Piston skirts are coated with a solid lubricant (Molykote) to reduce friction and provide scuff resistance. The piston top ring groove and land is anodized. The connecting rods are made of forged powdered metal, with a "fractured cap" design. A pressed fit piston pin is used to attach the piston and connecting rod.
Scheme 334

Scheme 335
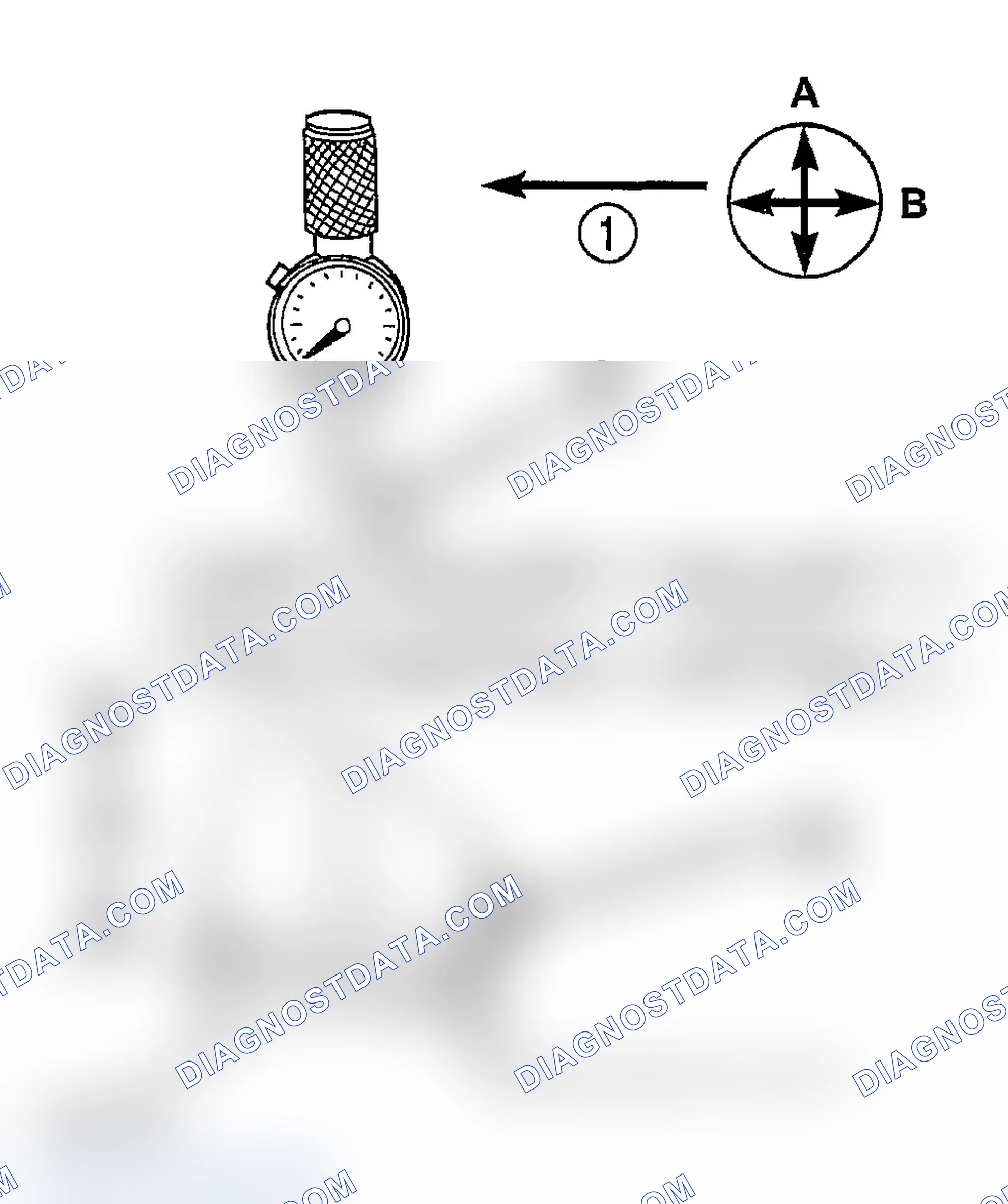
- To correctly select the proper size piston, a cylinder bore gauge, capable of reading in 0.003 mm ( .0001 in.) INCREMENTS is required. If a bore gauge is not available, do not use an inside micrometer.
- Measure the inside diameter of the cylinder bore at a point 38.0 mm (1.5 inches) below top of bore. Start perpendicular (across or at 90 degrees) to the axis of the crankshaft at point A and then take an additional bore reading 90 degrees to that at point B.
- The coated pistons will be serviced with the piston pin and connecting rod pre-assembled. The piston-rod assembly is specific for the left cylinder bank ( odd numbered) and the right cylinder bank ( even numbered) and must not be interchanged.
- The coating material is applied to the piston after the final piston machining process. Measuring the outside diameter of a coated piston will not provide accurate results. Therefore measuring the inside diameter of the cylinder bore with a dial Bore Gauge is MANDATORY. To correctly select the proper size piston, a cylinder bore gauge capable of reading in 0.003 mm (.0001 in.) increments is required.
- Piston installation into the cylinder bore requires slightly more pressure than that required for non-coated pistons. The bonded coating on the piston will give the appearance of a line-to-line fit with the cylinder bore.
Scheme 336
- Disconnect negative cable from battery.
- Remove the following components: Oil pan and gasket/windage tray (Refer to «REMOVAL»(ref-212816-S04343475892005122700000) ). Cylinder head covers (Refer to «REMOVAL»(ref-212816-S23194616392005122700000) ) and (Refer to «REMOVAL»(ref-212816-S23194616392005122700000) ). Timing chain cover (Refer to «COVER-TIMING CASE»(ref-212816-S38582651762005122700000) ). Cylinder head(s) (Refer to «REMOVAL»(ref-212816-S21954729302005122700000) ) and (Refer to «REMOVAL»(ref-212816-S21954729302005122700000) ).
- If necessary, remove top ridge of cylinder bores with a reliable ridge reamer before removing pistons from cylinder block. Be sure to keep tops of pistons covered during this operation. Pistons and connecting rods must be removed from top of cylinder block. When removing piston and connecting rod assemblies from the engine, rotate crankshaft so the each connecting rod is centered in cylinder bore. CAUTION: DO NOT use a number stamp or a punch to mark connecting rods or caps, as damage to connecting rods could occur NOTE: Connecting rods and bearing caps are not interchangeable and should be marked before removing to ensure correct reassembly.
- Mark connecting rod and bearing cap positions using a permanent ink marker or scribe tool. CAUTION: Care must be taken not to damage the fractured rod and cap joint face surfaces, as engine damage may occur.
- Remove connecting rod cap. Install Special Tool 8507 Connecting Rod Guides into the connecting rod being removed. Remove piston from cylinder bore. Repeat this procedure for each piston being removed. CAUTION: Care must be taken not to nick crankshaft journals, as engine damage may occur
- Immediately after piston and connecting rod removal, install bearing cap on the mating connecting rod to prevent damage to the fractured cap and rod surfaces.
- Carefully remove piston rings from piston(s), starting from the top ring down.
The structural dust cover is made of die cast aluminum and joins the lower half of the transmission bell housing to the engine.
OPERATION
The structural cover provides additional powertrain stiffness and reduces noise and vibration.
CONTAINER IDENTIFICATION
Standard engine oil identification notations have been adopted to aid in the proper selection of engine oil. The identifying notations are located on the label of engine oil plastic bottles and the top of engine oil cans.
Scheme 337

The intake manifold is made of a composite material and features long runners which maximizes low end torque. The intake manifold uses single plane sealing which consist of eight individual press in place port gaskets to prevent leaks.
The exhaust manifolds are log style with a patented flow enhancing design to maximize performance. The exhaust manifolds are made of high silicon molybdenum cast iron. A perforated core graphite exhaust manifold gasket is used to improve sealing to the cylinder head. The exhaust manifolds are covered by a three layer laminated heat shield for thermal protection and noise reduction. The heat shields are fastened with a torque prevailing nut that is backed off slightly to allow for the thermal expansion of the exhaust manifold.
The exhaust manifolds collect the engine exhaust exiting the combustion chambers, then channels the exhaust gases to the exhaust pipes attached to the manifolds.
The timing chain tensioner is a stamped steel constant tension mechanical design. It is mounted to the front of the engine, behind the timing chain drive.
The timing chain tension is maintained by routing the timing chain through the tensioner assembly. A nylon covered spring steel arm presses on the timing chain maintaining the correct chain tension.