Vacuum Operated Engine Mounts Description and Operation
The system consists of the following components
- Engine mounts (Qty: 2)
- Vacuum tank assembly
- Valve assemblies (Qty: 2)
- Filter assembly
- An engine mount vacuum hose assembly (includes a check valve)
The vacuum switchable engine mounts each have two vacuum line ports. The port inside the larger opening on each engine mount is the vacuum port 1. The port inside the smaller opening is the vacuum port 2. The vacuum port 1 receives the larger diameter straight connector. The vacuum port 2 receives the smaller diameter 90 degree connector. By design, the vacuum port 1 connector will not fit onto the vacuum port 2. The vacuum switchable engine mounts have four states or operation modes, only three of which are used. The states that are used are Idle, Driveaway, and Smooth Road Shake (SRS).
The table below describes which ports receive vacuum during each state.
| Idle State | Driveaway State | SRS State | |
|---|---|---|---|
| Engine Mount Solenoid Valve - Right | VACUUM ON | VACUUM OFF | VACUUM ON |
| Engine Mount Solenoid Valve - Left | VACUUM ON | VACUUM OFF | VACUUM OFF |
The application of vacuum to the engine mount ports is controlled by two valve assemblies. These valve assemblies are ON or OFF electric solenoids. One valve assembly controls vacuum to the vacuum port 1, and the other one controls vacuum to the vacuum port 2. The valve assemblies are powered for 30 seconds after key off.
When the valve assembly is OFF, it is considered closed. There is no vacuum being applied to either of the vacuum ports on the engine mount. Instead, the engine mount is venting to atmosphere. When the valve assembly is commanded ON, the solenoid is open and there is vacuum applied to either of idle engine mount vacuum ports.
The engine mount vacuum hose assembly includes a filter assembly that captures dust particles, allowing only fresh air into the system. The filter assembly also prevents water from entering the system. The filter assembly protects the internals of the valve assemblies, engine mounts, vacuum lines, and tank. The filter assembly does not require maintenance.
If needed, vacuum is received from the intake manifold. It flows through the tank assembly, which also reserves vacuum. It then flows through the open valve assemblies to the engine mount ports which lead to two separate vacuum chambers inside the mount.
| CAUTION | The total engine mount vacuum system must be replaced if glycol fluid is found anywhere in the system. Glycol fluid will damage system components and cause them to fail. |
The engine mounts are filled with glycol fluid. The fluid is pushed back and forth through different paths in the engine mount by the main rubber element at the top of the engine mount. The fluid flows through the idle and/or bounce tracks/paths which impacts the stiffness and damping of the engine mounts. To control the flow of fluid through the tracks vacuum is turned off and on under two separate diaphragms.
The engine mounts, valve assemblies, vacuum tank assembly, and filter assembly are all serviced separately. The vacuum hoses, connectors and check valve are serviced as one hose assembly kit.
The engine mount software is in the Chassis Control Module (CCM). Vehicle operating data is received over the GMLAN. The (CCM) determines the appropriate state for the engine mounts based off the vehicle operating conditions.
The engine mounts are in the Idle state if the vehicle speed is less than 14 km/h (9 mph) and engine speed is greater than 300 RPM. The engine mounts are in the Smooth Road Shake (SRS) state if vehicle speed is between 105-137 km/h (65-85 mph) or if the engine speed is less than 300 RPM. Finally, the engine mounts are in the Driveaway state if the vehicle speed is between 14-105 km/h (9-65 mph), or above 137 km/h (85 mph). If a fault is detected in the system, the default mount state is the Driveaway state.
Valve Assembly Functional Test
Proper electrical operation of the engine mount valve assemblies can be confirmed using the GDS2- MDI. The valve assemblies can be turned ON and OFF via the GDS2- MDI. For proper operating valve assemblies, an audible click noise can be heard. Also, proper operating valve assemblies will get warm to the touch.
If proper system operation cannot be confirmed by ear or by touch, check the Chassis Control Module (CCM) for DTCs. Refer to DTC C047B , and DTC C047C .
Engine Mount Vacuum System Leak Test
Note. The engine mount vacuum system leak test should only be performed if there is strong evidence of an improper functioning vacuum operated engine mount system or a leak.
All other diagnostics checks should be performed before completing the engine mount vacuum system leak test. Refer to the following
- «Diagnostic System Check Instructions»(/cadillac/ats/i-2012-2014/remont/oem-general-information/#vehicle-diagnostic-information-diagnostic-information-and-procedures__diagnostic-system-check-instructions)
- «Vibration Diagnosis, Starting Point, and Correction»(/cadillac/ats/i-2012-2014/remont/oem-general-information/#vibration-diagnosis-and-correction__vibration-diagnosis-starting-point-and-correction)
| CAUTION | The total engine mount vacuum system must be replaced if glycol fluid is found anywhere in the system. Glycol fluid will damage system components and cause them to fail. |
Note. Do not use pressure to test the engine mount vacuum system or component damage may occur.
Note. If relying on stored vacuum in the engine mount system vacuum for testing, start the vehicle and allow vacuum to build up to operating vacuum pressure prior to and during testing.
Vacuum leaks may be found using the J-23738-A Mityvac. Using the below chart, apply vacuum to each component of the engine mount vacuum system. The vacuum valve electrical connectors are part of the vacuum system and serve as partial seal against vacuum leaks. When performing the vacuum leak check procedures below, make sure the electrical connections to both vacuum valve assemblies remain intact. It will be necessary to use the GDS2- MDI to command the valve assemblies on to complete the test of the entire system and valve (solenoid) assemblies.
Before checking for vacuum leaks, perform the Valve Assembly Functional Test and a visual inspection of the engine mount vacuum system checking for loose connections. If the engine mount vacuum system is found to be within specification, it is not necessary to check the individual components.
Care should be taken when disconnecting and reconnecting the vacuum hoses as not to damage the internal hose connection. Before reconnecting any vacuum hose, inspect the female connector for damage. If significant damage is found as to affect the sealing, replace the affected hose. Refer to Engine Mount Vacuum Hose Replacement .
| Component | Mityvac Connection | Valve Assembly Position (GDS2-MDI) | Apply Vacuum | Acceptable Range (after 30 seconds) |
|---|---|---|---|---|
| Entire System | At check valve | ON | 70 kPa (10 psi) | 70-65 kPa (10-9.5 psi) |
| LH Engine Mount | At vacuum port 2 (smaller opening | OFF | 70 kPa (10 psi) | 70-65 kPa (10-9.5 psi) |
| At vacuum port 1 (larger opening) | OFF | 70 kPa (10 psi) | 70-65 kPa (10-9.5 psi) | |
| RH Engine Mount | At vacuum port 2 smaller opening | OFF | 70 kPa (10 psi) | 70-65 kPa (10-9.5 psi) |
| At vacuum port 1 (larger opening) | OFF | 70 kPa (10 psi) | 70-65 kPa (10-9.5 psi) | |
| Tank | At either tank port, plug the other | OFF | 35 kPa (5 psi) | 35-30 kPa (5-4.5 psi) |
| Engine Mount Solenoid Valve- Right | At inlet port, plug port going to engine mount | ON | 70 kPa (10 psi) | 70-65 kPa (10-9.5 psi) |
| Engine Mount Solenoid Valve- Left | At inlet port, plug port going to engine mount | ON | 70 kPa (10 psi) | 70-65 kPa (10-9.5 psi) |
If the engine mount vacuum system is found to be out of specification and the individual components are within specification, perform a detailed inspection of the engine mount vacuum system hose assembly. Inspect for any of the conditions below
- Loose connection at each of the mounts, solenoids, or check valve
- Pinched vacuum lines
- Contamination in the vacuum lines, tank, or valve assemblies
- Cracks, cuts, dry-rot
- Worn or damaged connectors
Repair or replace the engine mount vacuum hose assembly as necessary.
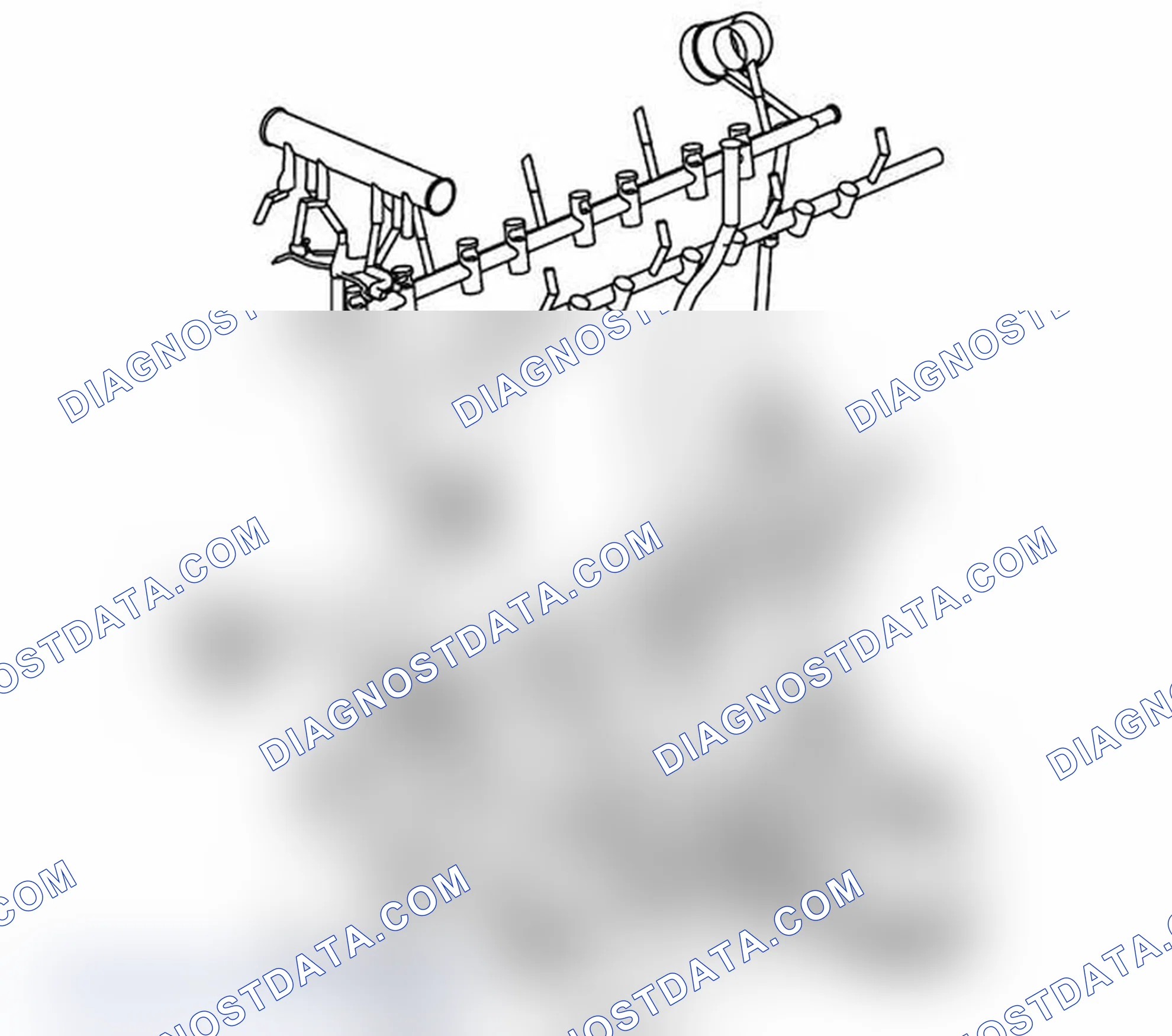
Scheme 263
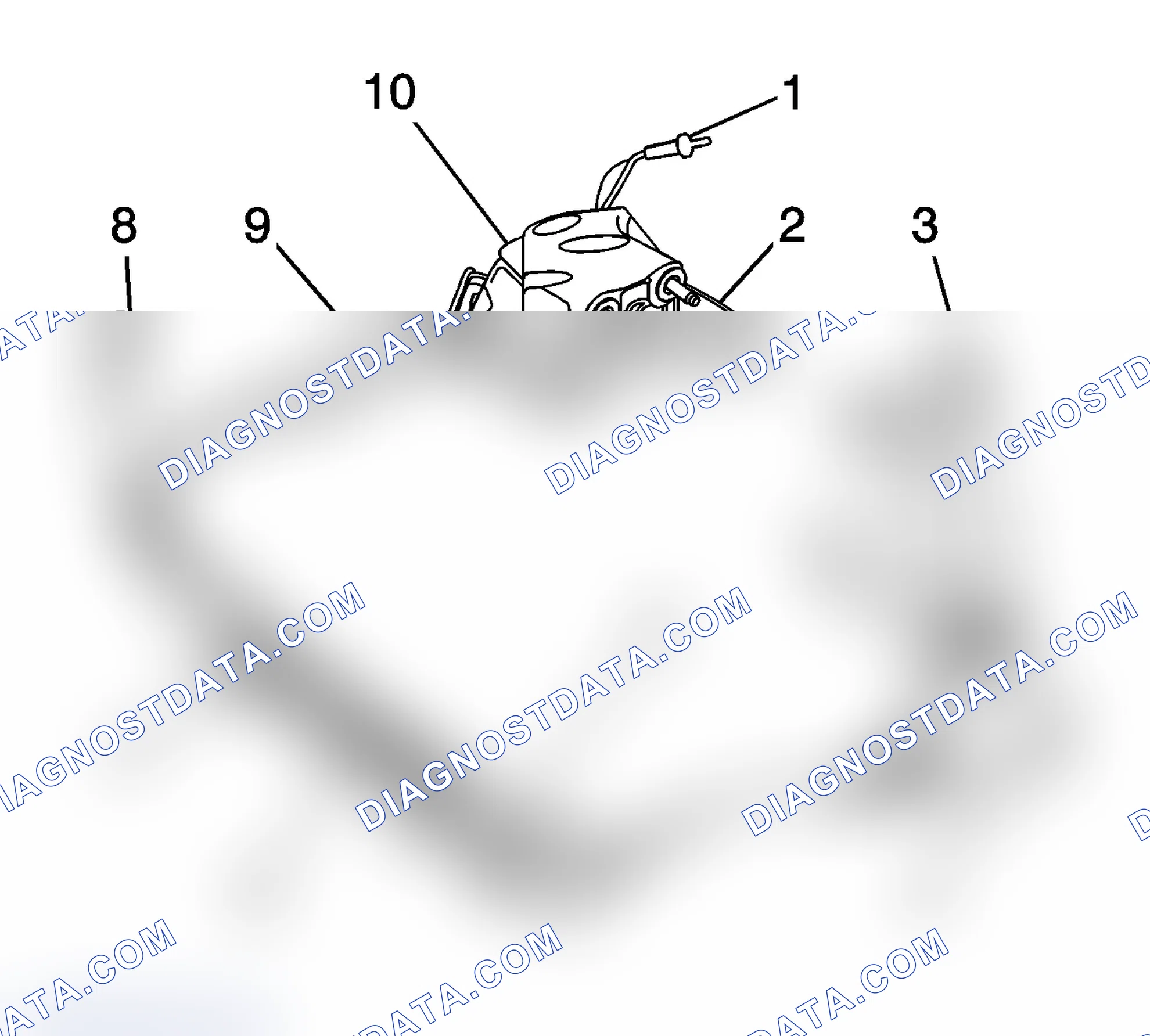
| Callout | Component Name |
|---|---|
| 1 | Check Valve |
| 2 | RH Engine Mount Bracket |
| 3 | LH Engine Mount Bracket |
| 4 | LH Engine Mount |
| 5 | Vacuum Tank Assembly |
| 6 | Engine Mount Solenoid Valve - Left Assembly |
| 7 | Engine Mount Solenoid Valve - Right Assembly |
| 8 | Filter Assembly |
| 9 | Engine Mount Vacuum Hose Assembly |
| 10 | RH Engine Mount |
Scheme 264
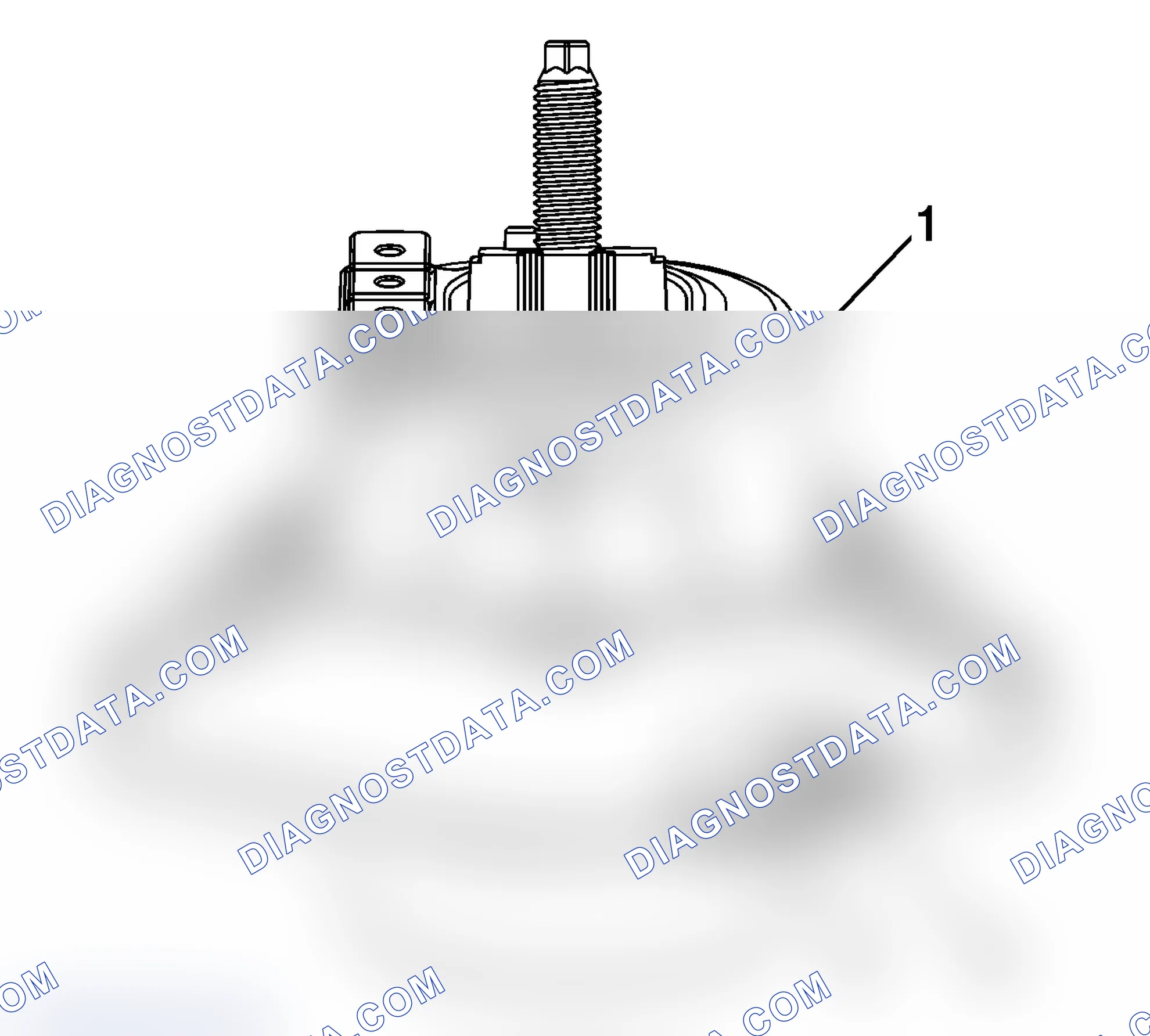
| Callout | Component Name |
|---|---|
| 1 | Engine Mount |
| 2 | Vacuum Port 1 (larger opening) |
| 3 | Vacuum Port 2 (smaller opening) |
Scheme 265
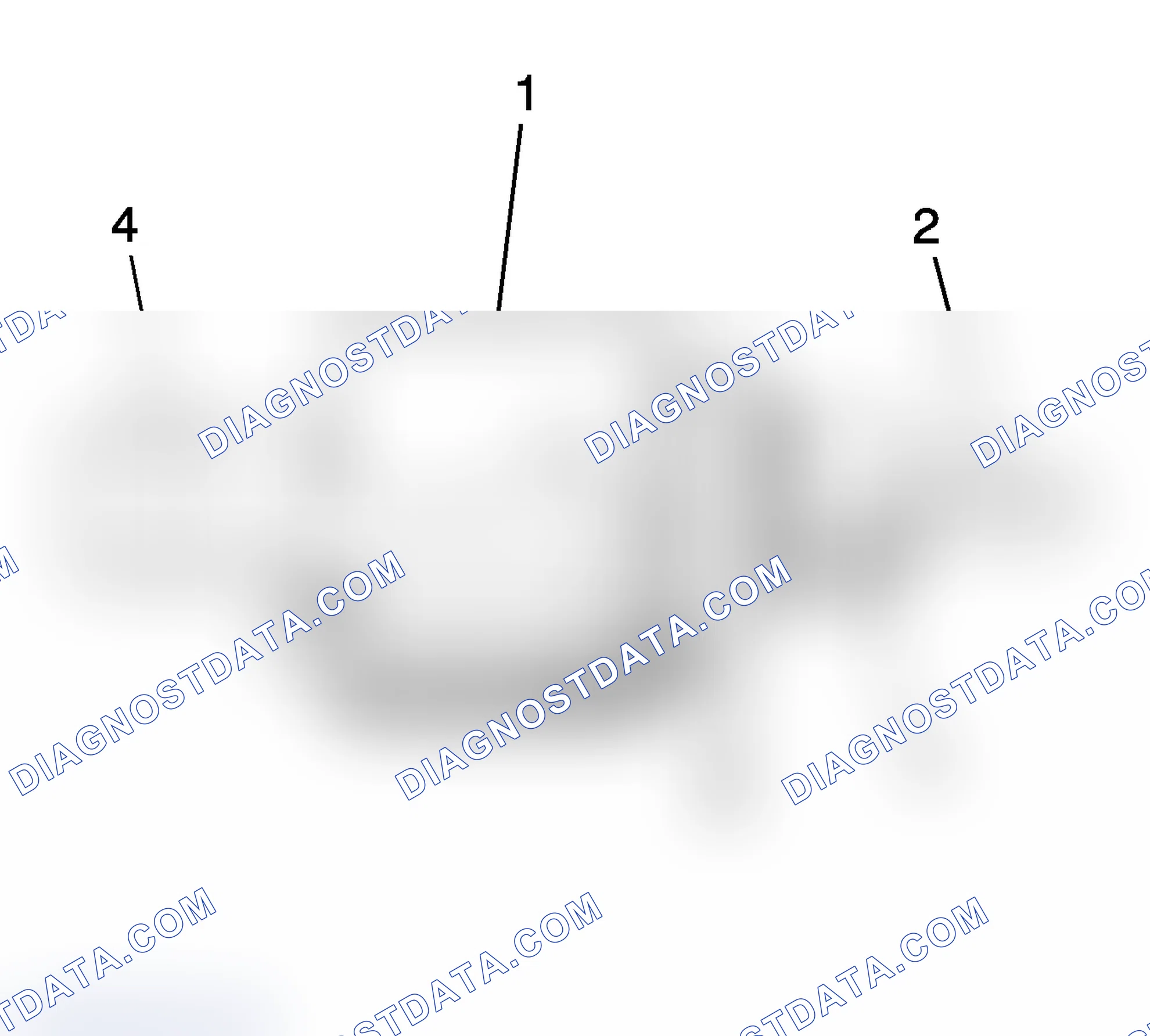
| Callout | Component Name |
|---|---|
| 1 | Valve Assembly |
| 2 | Vacuum Inlet Port - To Vacuum Tank Assembly |
| 3 | Vacuum Outlet Port - To Engine Mount |
| 4 | Fresh Air Port - To Filter Assembly |
Scheme 266
| Callout | Component Name |
|---|---|
| 1 | Vacuum Tank Assembly |
| 2 | Check Valve |
| 3 | Engine Mount Solenoid Valve - Right Assembly |
| 4 | RH Engine Mount |
| 5 | LH Engine Mount |
| 6 | Filter Assembly |
| 7 | Engine Mount Solenoid Valve - Left Assembly |
Scheme 267
| Callout | Component Name |
|---|---|
| 1 | Vacuum Tank Assembly |
| 2 | Check Valve |
| 3 | Engine Mount Solenoid Valve - Right Assembly |
| 4 | RH Engine Mount |
| 5 | LH Engine Mount |
| 6 | Filter Assembly |
| 7 | Engine Mount Solenoid Valve - Left Assembly |
Scheme 268
| Callout | Component Name |
|---|---|
| 1 | Vacuum Tank Assembly |
| 2 | Check Valve |
| 3 | Engine Mount Solenoid Valve - Right Assembly |
| 4 | RH Engine Mount |
| 5 | LH Engine Mount |
| 6 | Filter Assembly |
| 7 | Engine Mount Solenoid Valve - Left Assembly |
Turbocharger Description and Operation
A turbocharger is a compressor that is used to increase the power output of an engine by increasing the mass of the oxygen and therefore the fuel entering the engine. A turbocharger is mounted either to the exhaust manifold or directly to the head. The turbine is driven by the energy generated by the flow of the exhaust gases. The turbine is connected by a shaft to the compressor which is mounted in the induction system of the engine. The centrifugal compressor blades compress the intake air above atmospheric pressure, thereby increasing the density of the air entering the engine.
The turbocharger incorporates a wastegate that is controlled by a pressure differential that is determined by the engine control module (ECM) by means of a PWM solenoid, in order to control boost pressure. A compressor recirculation valve, also controlled by the ECM, prevents compressor surging and damage by opening during sudden throttle closures. When the recirculation valve is opened it allows the air to recirculate back to the turbocharger compressor inlet.
The turbocharger is connected to the engine oiling system by a supply and drain pipe. Oil is required for the bearing system function and also serves to carry some heat from the turbocharger. There is a cooling system circuit in the turbocharger that further reduces operating temperatures and passively dissipates bearing housing heat away from the turbocharger on shut down.
Charge Air Cooler Description
The turbocharger engine system is supported by an air-to-air charge air cooler system, which uses fresh air drawn through a heat exchanger to reduce the temperature of the hot compressed air exiting the turbo compressor, prior to delivery to the engine combustion system. Inlet air temperature can be reduced by up to 100°C (180°F), enhancing performance because cooler air is denser in oxygen and promotes optimal combustion. The charge air cooler is connected to the turbocharger and to the throttle body by flexible ductwork that requires the use of special high torque fastening clamps. In order to prevent any type of air leak when servicing the ductwork, the tightening specifications, cleanliness and proper positioning of the clamps is critical, and must be strictly adhered to.
Benefits of Dual Cam Phasing
The camshafts of the Ecotec 2.0 liter turbocharged engine have camshaft position sensors and camshaft position actuators that the ECM uses to accurately control the continuously variable intake and exhaust valve timing. This allows the combustion process to be optimized by the ECM to increase the response of the turbocharger, providing a more immediate feeling of power to the driver.
Benefits of Gasoline Direct Injection
In the Ecotec 2.0 liter turbocharged engine, the fuel is introduced directly into the combustion chamber during the intake stroke. As the piston approaches top-dead center, the mixture is ignited by the spark plug, thereby giving the name spark ignition direct injection. Direct injection allows the mixture to be leaner, with less fuel and more air at full power, and allows a slightly higher compression ratio, resulting in improved fuel consumption at part and full throttle.
The fact that the fuel is injected after the exhaust valve closes allows particularly high valve overlap values in certain engine operating ranges. This enhances the turbocharger response time. This would not be possible in a port fuel injection engine due to the fact that unburned fuel would escape through the open exhaust valve.
Direct injection's precise fuel delivery enables more complete combustion which reduces emissions particularly on cold starts.
Electronic Vacuum Pump
The purpose of the electronic vacuum pump, if equipped, is to keep the vacuum in the brake booster at an acceptable level under various operating conditions. The ECM monitors the input signal from the brake booster pressure sensor. When the vacuum in the brake booster is not in an acceptable range the control module will command the relay ON that controls the vacuum pump.
Recommendations for Service
The turbocharger is designed so that it does not require any special maintenance, and inspection is limited to a few periodic procedures. To ensure that the turbocharger's lifetime corresponds to that of the engine, the following engine manufacturer's service instructions must be strictly adhered to
- Oil and filter change intervals
- Air filter change intervals
- Engine coolant change intervals
- Ignition system maintenance
- Injection system maintenance
The following causes are responsible for a majority of all turbocharger failures
- Misdiagnosis of a non-failed turbocharger
- Penetration of foreign bodies into the turbine or the compressor
- Dirt or contaminants in the oil
- Inadequate oil supply and/or pressure
- Clogged oil return
- Higher than normal exhaust gas temperatures due to improper operation of the following: The ignition system The fuel injection system The exhaust system
These failures can be avoided by regular maintenance.
General Description
A crankcase ventilation system is used to consume crankcase vapors in the combustion process instead of venting them to atmosphere. Fresh air from the intake system is supplied to the crankcase, mixed with blow by gases and then passed through a calibrated orifice into the intake manifold.
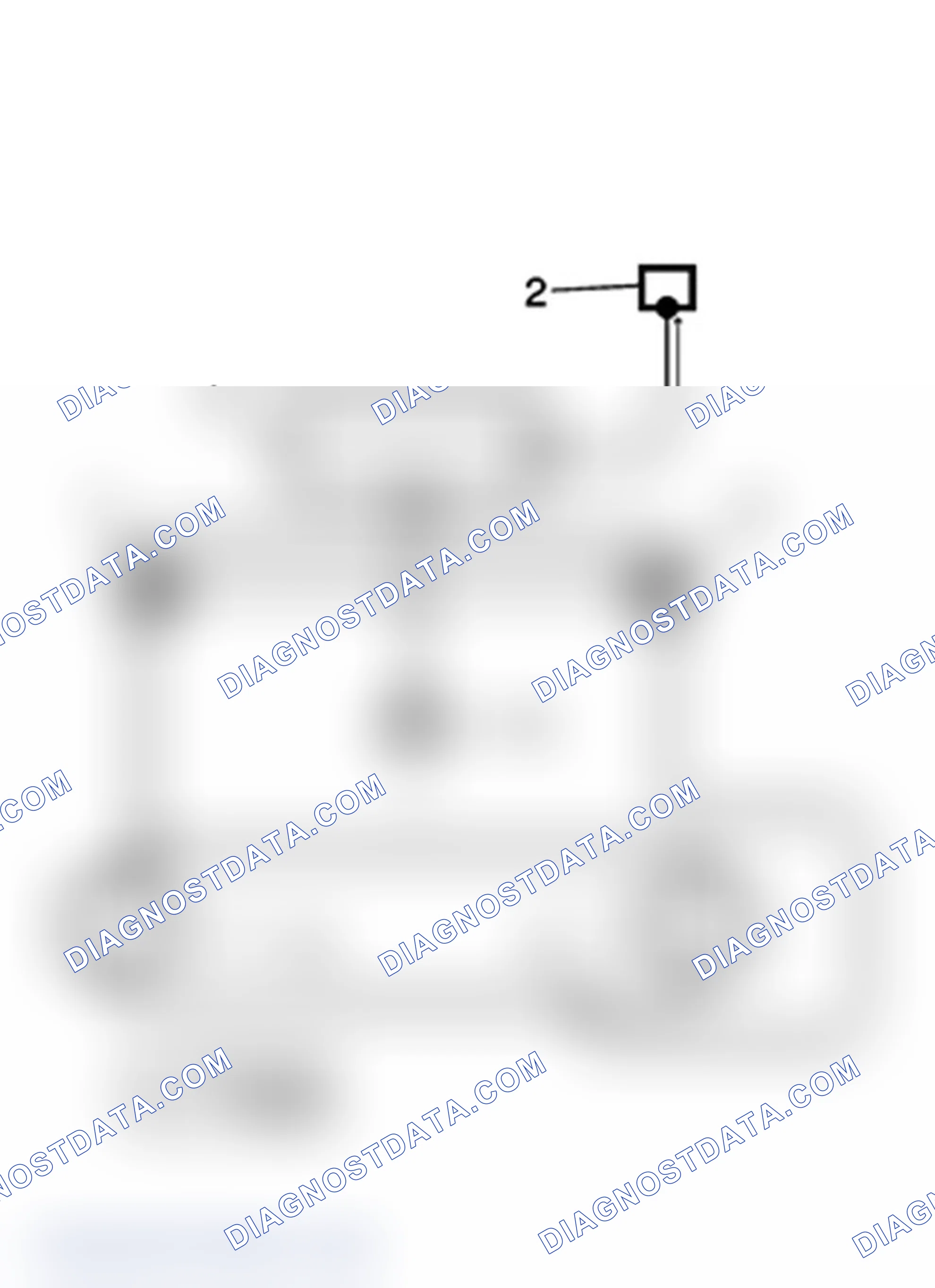
Scheme 269
The primary control is through the positive crankcase ventilation (PCV) valve (2) which meters the flow at a rate depending on intake manifold vacuum. The PCV valve is an integral part of the camshaft cover. Fresh air is introduced to the engine through PVC (1) under normal operating conditions. If abnormal operating conditions occur, the system is designed to allow excessive amounts of blow by gases to back flow through the crankcase vent valve (3) into the intake system to be consumed by normal combustion.
Only on turbocharged engines, there is a one way valve (2) in the camshaft cover in order to prevent the crankcase from being pressurized by positive pressure in the intake manifold when the turbocharger is in operation. When the turbocharger is operational, the pressure in the intake manifold can exceed atmospheric pressure which, without the one way valve, would force oil and PCV gases out of the camshaft cover and into the induction system, via the hose to the camshaft cover. This can cause coking of the throttle body and induction system, and can reduce the efficiency of both combustion and the intercooler system, in normal operation the PCV gases are drawn into the air stream post intercooler (6). However, when the turbo is spooled up the turbo can become the vacuum source for the vent system. PVC#4 controls the max. flow so the crankcase stays at a normal vacuum during normal operating conditions.
Results of Incorrect Operation
A plugged orifice may cause the following conditions
- Rough idle
- Stalling or slow idle speed
- Oil leaks
- Sludge in engine
A leaking orifice may cause the following conditions
- Rough idle
- Stalling
- High idle speed
A crankcase ventilation system is used to consume crankcase vapors in the combustion process instead of venting them to atmosphere. Fresh air from the intake system is supplied to the crankcase, mixed with blow by gases and then passed through a calibrated orifice into the intake manifold.
Scheme 270
The primary control is through the positive crankcase ventilation (PCV) valve (2) which meters the flow at a rate depending on intake manifold vacuum. The PCV valve is an integral part of the camshaft cover. Fresh air is introduced to the engine through PVC (1) under normal operating conditions. If abnormal operating conditions occur, the system is designed to allow excessive amounts of blow by gases to back flow through the crankcase vent valve (3) into the intake system to be consumed by normal combustion.
A plugged orifice may cause the following conditions
- Rough idle
- Stalling or slow idle speed
- Oil leaks
- Sludge in engine
A leaking orifice may cause the following conditions
- Rough idle
- Stalling
- High idle speed
Engine Description
Cylinder Block
The cylinder block is constructed of aluminum alloy by precision sand-casting. The block has 5 crankshaft bearings with the thrust bearing located on the second bearing from the front of the engine. The cylinder block incorporates a bedplate design that forms an upper and lower crankcase. This design promotes cylinder block rigidity and reduced noise and vibration.
Crankshaft
The crankshaft is cast nodular iron with 8 counterweights. The number 8 counterweight is also the ignition system reluctor wheel. The main bearing journals are cross-drilled, and the upper bearings are grooved. The crankshaft has a slip fit balance shaft drove sprocket. Number 2 main bearing is the thrust bearing. The crankshaft balancer is used to control torsional vibration.
Connecting Rod and Piston
The connecting rods are powdered metal. The connecting rod incorporates the floating piston pin. The pistons are cast aluminum. The piston rings are of a low tension type to reduce friction. The top compression ring is ductile steel with a molybdenum facing and phosphate coated sides. The second compression ring is gray iron. The oil ring is a 3-piece spring construction with chromium plating for applications without a turbocharger. For applications with turbocharger, the oil ring is a 3-piece spring construction with nitride plating.
Oil Pan
The oil pan is die cast aluminum. The oil pan includes an attachment to the transmission to provide additional structural support.
Balance Shaft Assembly
The dual balancer shaft assembly is mounted to the lower crankcase located within the oil pan. The balance shafts are driven by a single inverted tooth chain that also drives the oil pump. The chain is tensioned by a hydraulic tensioner that is supplied pressure by the engine oil pump. This design promotes the maximum effectiveness of the balance shaft system and reduces noise and vibration.
Cylinder Head
The cylinder head is a semi-permanent mold. Pressed-in powdered metal valve guides and valve seat insets are used. The cylinder head incorporates camshaft journals and camshaft caps. The fuel injection nozzle is located in the intake port. The high pressure fuel pump is mounted on intake side. The secondary air injection valve is mounted to the exhaust side of cylinder head for applications without a turbocharger.
Valves
There are 2 intake and 2 exhaust valves per cylinder. Rotators are used on all of the intake valves. The rotators are located at the bottom of the valve spring to reduce valve train reciprocating mass. Positive valve stem seals are used on all valves.
Camshaft
Two camshafts are used, one for all intake valves and high pressure fuel pump, the other for all exhaust valves and mechanical vacuum pump. The camshafts are cast iron.
Valve Lash Adjusters
The valve train uses a roller finger follower acted on by a hydraulic lash adjuster. The roller finger follower reduces friction and noise.
Camshaft Cover
The camshaft cover has a steel crankcase ventilation baffling incorporated. The camshaft cover has mounting locations for the ignition system.
Camshaft Drive
A roller chain is used for camshaft drive. There is a tensioner and active guide used on the slack side of the chain to control chain motion and noise. The chain drive promotes long valve train life and low maintenance.
Intake and Exhaust Manifold
The intake manifold is made of composite plastic. The exhaust manifold is cast iron. The intake manifold incorporates a distribution and control system for positive crankcase ventilation (PCV) gases. The exhaust manifold is a dual plane design that promotes good low end torque and performance.
Mechanical Thermostat
The mechanical thermostat is positioned between the engine and the radiator. Its purpose is to control the flow of coolant to the radiator. The thermostat will not allow coolant flow through the radiator when cold, coolant flow occurs when the engine has warmed up. Once the engine reaches its operating temperature, generally about 95°C (203°F), the thermostat opens. This actuation of the thermostat starts to occur at 82°C (180°F), when the heated wax contained within a cylinder melts and rapidly expands, pushing the rod and valve assembly out of the cylinder, opening the valve. The temperature dependent actuation of the thermostat allows the engine to warm up as quickly as possible, the thermostat reduces engine wear, deposits and emissions. The open thermostat now allows the coolant to flow through the engine cooling circuit to maintain optimal operation temperatures, which is achieved by directing the hot coolant through the radiator for cooling and recirculation.
Variable Flow Oil Pump Assembly
The oil pump assembly is located within the oil pan. The oil pump assembly is fastened directly to the rear of the balancer shaft assembly and is driven by the rotation of the balance shaft spline.
The oil pump assembly possesses variable flow capability which is made possible by a shift of the circular vane arrangement and the actuation of an oil control valve assembly guided by the ECM. The variable flow capability of the pump optimizes oil flow to the engine components when needed. During performance maneuvers and acceleration the oil pump operates in a steady high pressure state. However, during steady low load touring speeds on level terrain the oil pump operates in a steady low pressure state.
The ECM guided "on" and "off" actuation of the oil control valve assembly allows the chamber to be pressurized which takes the switch from high to low pressure mode. The high pressure state of the chamber compressing the spring and shifting the center of the circular vane arrangement nearer to that of the balancer drive shaft, decreasing the difference of the volume of oil contained between each vane. It is this small variation in volume which produces the steady low pressure flow. It is in this mode that the pump behaves as a smaller pump.
Advantages of variable flow oil pumping modes
- The high performance steady pressure mode is where engine temperatures and friction are reduced because the pump only delivers the oil that the engine requires.
- The low load touring steady pressure mode is where the volume of oil flow is reduced to even more efficient levels when engine requirements allow. This efficiency reduces the resistance on reciprocating component, allowing engine revolutions with less power resulting in fuel economy savings.
Cylinder Block
The cylinder block is constructed of aluminum alloy by precision sand-casting. The block has 5 crankshaft bearings with the thrust bearing located on the second bearing from the front of the engine. The cylinder block incorporates a bedplate design that forms an upper and lower crankcase. This design promotes cylinder block rigidity and reduced noise and vibration.
Crankshaft
The crankshaft is cast nodular iron with 8 counterweights. The number 8 counterweight is also the ignition system reluctor wheel. The main bearing journals are cross-drilled, and the upper bearings are grooved. The crankshaft has a slip fit balance shaft drove sprocket. Number 2 main bearing is the thrust bearing. The crankshaft balancer is used to control torsional vibration.
Connecting Rod and Piston
The connecting rods are powdered metal. The connecting rod incorporates the floating piston pin. The pistons are cast aluminum. The piston rings are of a low tension type to reduce friction. The top compression ring is ductile steel with a molybdenum facing and phosphate coated sides. The second compression ring is gray iron. The oil ring is a 3-piece spring construction with chromium plating for applications without a turbocharger. For applications with turbocharger, the oil ring is a 3-piece spring construction with nitride plating.
Oil Pan
The oil pan is die cast aluminum. The oil pan includes an attachment to the transmission to provide additional structural support.
Balance Shaft Assembly
The dual balancer shaft assembly is mounted to the lower crankcase located within the oil pan. The balance shafts are driven by a single inverted tooth chain that also drives the oil pump. The chain is tensioned by a hydraulic tensioner that is supplied pressure by the engine oil pump. This design promotes the maximum effectiveness of the balance shaft system and reduces noise and vibration.
Cylinder Head
The cylinder head is a semi-permanent mold. Pressed-in powdered metal valve guides and valve seat insets are used. The cylinder head incorporates camshaft journals and camshaft caps. The fuel injection nozzle is located in the intake port. The high pressure fuel pump is mounted on intake side. The secondary air injection valve is mounted to the exhaust side of cylinder head for applications without a turbocharger.
Valves
There are 2 intake and 2 exhaust valves per cylinder. Rotators are used on all of the intake valves. The rotators are located at the bottom of the valve spring to reduce valve train reciprocating mass. Positive valve stem seals are used on all valves.
Camshaft
Two camshafts are used, one for all intake valves and high pressure fuel pump, the other for all exhaust valves and mechanical vacuum pump. The camshafts are cast iron.
Valve Lash Adjusters
The valve train uses a roller finger follower acted on by a hydraulic lash adjuster. The roller finger follower reduces friction and noise.
Camshaft Cover
The camshaft cover has a steel crankcase ventilation baffling incorporated. The camshaft cover has mounting locations for the ignition system.
Camshaft Drive
A roller chain is used for camshaft drive. There is a tensioner and active guide used on the slack side of the chain to control chain motion and noise. The chain drive promotes long valve train life and low maintenance.
Intake and Exhaust Manifold
The intake manifold is made of composite plastic. The exhaust manifold is cast iron. The intake manifold incorporates a distribution and control system for positive crankcase ventilation (PCV) gases. The exhaust manifold is a dual plane design that promotes good low end torque and performance.
Electronic Thermostat
The thermostat is positioned between the engine and the radiator. Its purpose is to control the flow of coolant to the radiator. The thermostat will not allow coolant flow through the radiator when cold, coolant flow occurs when the engine has warmed up. Once the engine reaches its operating temperature, generally about 95°C (203°F), the thermostat opens. This actuation of the thermostat occurs when the heated wax contained within a cylinder melts and rapidly expands, pushing the rod and valve assembly out of the cylinder, opening the valve. The temperature dependent actuation of the thermostat allows the engine to warm up as quickly as possible, the thermostat reduces engine wear, deposits and emissions. The open thermostat now allows the coolant to flow through the engine cooling circuit to maintain optimal operation temperatures, which is achieved by directing the hot coolant through the radiator for cooling and recirculation. The thermostat is also controlled by an engine calibration program in the ECM. The thermostat receives a signal from the ECM that activates a heater element within the thermostat. This forces the thermostat to an open position when desired for maximum operational efficiencies.
Variable Flow Oil Pump Assembly
The oil pump assembly is located within the oil pan. The oil pump assembly is fastened directly to the rear of the balancer shaft assembly and is driven by the rotation of the balance shaft spline.
The oil pump assembly possesses variable flow capability which is made possible by a shift of the circular vane arrangement and the actuation of an oil control valve assembly guided by the ECM. The variable flow capability of the pump optimizes oil flow to the engine components when needed. During performance maneuvers and acceleration the oil pump operates in a steady high pressure state. However, during steady low load touring speeds on level terrain the oil pump operates in a steady low pressure state.
The ECM guided "on" and "off" actuation of the oil control valve assembly allows the chamber to be pressurized which takes the switch from high to low pressure mode. The high pressure state of the chamber compressing the spring and shifting the center of the circular vane arrangement nearer to that of the balancer drive shaft, decreasing the difference of the volume of oil contained between each vane. It is this small variation in volume which produces the steady low pressure flow. It is in this mode that the pump behaves as a smaller pump.
Advantages of variable flow oil pumping modes
- The high performance steady pressure mode is where engine temperatures and friction are reduced because the pump only delivers the oil that the engine requires.
- The low load touring steady pressure mode is where the volume of oil flow is reduced to even more efficient levels when engine requirements allow. This efficiency reduces the resistance on reciprocating component, allowing engine revolutions with less power resulting in fuel economy savings.
Scheme 271
Oil is applied under pressure to the crankshaft, connecting rods, balance shaft assembly, camshaft bearing surfaces, rocker arms, valve lash adjusters and timing chain hydraulic tensioner. All other moving parts are lubricated by gravity flow or splash. Oil enters the oil pump through a fixed inlet screen. The oil pump is driven by the balancer shaft assembly's sprocket. The oil pump body is attached to the rear of balancer shaft assembly. The pressurized oil passes through the cylinder head assembly restrictor orifice into the cylinder head's OCV and routed through passages cast into the camshaft cover assembly to each camshaft feed gallery and camshaft drip rail. OCV actuates the 2-Step intake rocker arm assemblies to control valve travel. The oil filter is a metal canister type. A by-pass valve in the filter assembly allows continuous oil flow in case the oil filter should become restricted. Oil then enters the gallery where it is distributed to the balance shafts, crankshaft, camshafts and camshaft timing chain oiler nozzle. The connecting rod bearings are oiled by constant oil flow passages through the crankshaft connecting the main journals to the rod journals. A groove around each upper main bearing furnishes oil to the drilled crankshaft passages. The pressurized oil passes through the cylinder head restrictor orifice into the cylinder head and then into each camshaft feed gallery. Cast passages feed each hydraulic element adjuster and drilled passages feed each camshaft bearing surface, rocker arm, and drip rail. An engine oil pressure switch or sensor is installed at the end. Oil returns to the oil pan through passages cast into the cylinder head. The timing chain lubrication drains directly into the oil pan.
Cleanliness and Care
An automobile engine is a combination of many machined, honed, polished, and lapped surfaces with tolerances that are measured in ten thousandths of an inch. When any internal engine parts are serviced, care and cleanliness are important. A liberal coating of engine oil should be applied to friction areas during assembly to protect and lubricate the surfaces during initial operation. Throughout this section, it should be understood that proper cleaning and protection of machined surfaces and friction areas are part of the repair procedure. This is considered standard shop practice even if not specifically stated.
When valve train components are removed for service, they should be retained in order. At the time of installation, they should be installed in the same locations and with the same mating surfaces as when removed.
Separating Parts
Note. Disassembly of the piston, press fit design piston pin, and connecting rod may create scoring or damage to the piston pin and piston pin bore. If the piston, pin, and connecting rod have been disassembled, replace the components as an assembly. Many internal engine components will develop specific wear patterns on their friction surfaces. When disassembling the engine, internal components MUST be separated, marked, or organized in a way to ensure installation to their original location and position.
Separate, mark, or organize the following components
- Piston and the piston pin
- Piston to the specific cylinder bore
- Piston rings to the piston
- Connecting rod to the crankshaft journal
- Connecting rod to the bearing cap A paint stick or etching/engraving type tool are recommended. Stamping the connecting rod or cap near the bearing bore may affect component geometry.
- Crankshaft main and connecting rod bearings
- Camshaft and valve lash adjusters
- Valve lash adjusters, lash adjuster guides, pushrods and rocker arm assemblies
- Valve to the valve guide
- Valve spring and shim to the cylinder head location
- Engine block main bearing cap location and direction
- Oil pump drive and driven gears
Special Tools
EN-28410 Gasket Remover
For equivalent regional tools, refer to Special Tools .
Gasket Reuse and Applying Sealants
- Do not reuse any gasket unless specified.
- Gaskets that can be reused will be identified in the service procedure.
- Do not apply sealant to any gasket or sealing surface unless called out in the service information.
Separating Components
- Use a rubber mallet to separate components.
- Bump the part sideways to loosen the components.
- Bumping should be done at bends or reinforced areas to prevent distortion of parts.
Cleaning Gasket Surfaces
- Remove all gasket and sealing material from the part using the EN-28410 remover or equivalent.
- Care must be used to avoid gouging or scraping the sealing surfaces.
- Do not use any other method or technique to remove sealant or gasket material from a part.
- Do not use abrasive pads, sand paper, or power tools to clean the gasket surfaces. These methods of cleaning can cause damage to the component sealing surfaces. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and has been known to cause internal engine damage.
Assembling Components
- When assembling components, use only the sealant specified or equivalent in the service procedure.
- Sealing surfaces should be clean and free of debris or oil.
- Specific components such as crankshaft oil seals or valve stem oil seals may require lubrication during assembly.
- Components requiring lubrication will be identified in the service procedure.
- When applying sealant to a component, apply the amount specified in the service procedure.
- Do not allow the sealant to enter into any blind threaded holes, as it may prevent the bolt from clamping properly or cause component damage when tightened.
- Tighten bolts to specifications. Do not overtighten.
Cleaning Mating Part Surfaces for RTV Joints
RTV sealant depends greatly on adhesion to the mating parts in order to form and maintain a robust sealed joint. As with any adhesion system, proper surface preparation of the bonded parts is extremely important to ensure good adhesion over the life of the product.
Typical Applications
This procedure is intended for use in the following operations
- Building of engines in a manual low volume build process where the use of assembly lubricants and other typical conditions exist which may contaminate the component sealing surfaces in an RTV joint.
- Cleaning of surfaces contaminated with oil or other substance during the assembly operation as a special case event.
In the typical situation, both the part being assembled, and the assembly to which it is to be sealed will be cleaned. An example is an oil pan assembled to a block/front cover/rear cover assembly using an RTV seal applied to the pan or the block. Both the pan and the block assembly should be cleaned prior to RTV application.
Any loose gaskets that are part of the RTV joint should not be cleaned unless it is known that they have been contaminated during the build process. Examples of loose gaskets are intake side and end seals which contact RTV used to seal a T-joint.
Assemblies supplied to GM with gaskets in place should not be cleaned unless they are known to be contaminated during the build process. Examples are rocker/cam covers with press in place gaskets using RTV at corners or T-joints.
Materials Needed
Use clean dry lint free cloths to wipe surface with approved solvent based cleaner. Examples are
- GM Good Wrench Service Low VOC Brake Parts Cleaner
- AC Delco Non-Chlorinated Brake Parts Cleaner
- Loctite ODC -Free Cleaner & Degreaser
Procedure
- Identify the surfaces to which the RTV will come into contact in the assembled joint.
- Using an approved solvent based cleaner, thoroughly soak an appropriate portion of a clean, dry cloth. Immediately wipe the surfaces with the cloth to remove any residue of oil, soap, etc.
- Repeat step 2 using a clean portion of the cloth as many times as required until the cleanliness of the cloth after wiping the surface becomes constant in appearance. There is typically some discoloration of the cloth after wiping however a clean surface should produce the same level of discoloration with successive wiping with a clean cloth and solvent.
- If crevices exist in the joint such that wiping the surface would not be sufficient to clean the crevice, the approved solvent based cleaner should be directly sprayed on the joint to ensure wetting of the surfaces and removal of the contaminant. DO NOT spray rubber components directly. Care must be used to avoid getting solvent in areas other than necessary to clean the joint. Then continue with step 3.
- Allow the surfaces to dry for a minimum of 1 minute or longer if necessary for the solvent to evaporate from the surface.
- Do not touch the cleaned surface with anything prior to RTV application.
- The surface is now prepared for RTV application.
Sealant Types
Note. The correct sealant and amount of sealant must be used in the proper location to prevent oil leaks, coolant leaks, or the loosening of the fasteners. DO NOT interchange the sealants. Use only the sealant, or equivalent, as specified in the service procedure.
The following two major types of sealant are commonly used in engines
- Room Temperature Vulcanizing (RTV)
- Anaerobic sealant, which include the following: Gasket Eliminator Pipe Sealant Threadlock
Room Temperature Vulcanizing (RTV) Sealer
This type of sealant is used where two components, such as the intake manifold and the engine block, are assembled together.
Use the following information when using RTV sealant
- Do not use RTV sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Any other surfaces where a different type of sealant is specified in the service procedure
- Do not use RTV sealant unless the ambient air temperature is at least 18°C (65°F) degrees or higher.
- Always follow all the safety recommendations and the directions that are on the RTV sealant container.
- Use a plastic or wood scraper in order to remove all the RTV sealant from the components.
- The surfaces to be sealed must be clean and dry.
- Use a RTV sealant bead size as specified in the service procedure.
- Apply the RTV sealant bead to the inside of any bolt holes areas.
- Assemble the components while the RTV sealant is still wet to the touch, within 10 minutes.
- Tighten the fasteners in sequence, if specified, and to the proper torque specifications.
Anaerobic Type Gasket Eliminator Sealant
Anaerobic type gasket eliminator sealant cures in the absence of air. This type of sealant is used where two rigid parts, such as castings, are assembled together. When two rigid parts are disassembled and no sealant or gasket is readily noticeable, then the two parts were probably assembled using an anaerobic type gasket eliminator sealant.
Use the following information when using gasket eliminator sealant
- Always follow all the safety recommendations and directions that are on the gasket eliminator sealant container.
- Apply a continuous bead of gasket eliminator sealant to one flange.
- The surfaces to be sealed must be clean and dry.
- Do not allow the gasket eliminator sealed joint to cure more than 5 minutes before torquing to specification. This will result in an incorrect clamp load of assembled components.
- Do not overtighten the fasteners. Apply the gasket eliminator sealant evenly to get a uniform thickness of the gasket eliminator sealant on the sealing surface. Tighten the fasteners in sequence, if specified, and to the proper torque specifications. After properly tightening the fasteners, remove the excess gasket eliminator sealant from the outside of the joint.
Anaerobic Type Threadlock Sealant
Anaerobic type threadlock sealant cures in the absence of air. This type of sealant is used for threadlocking and sealing of bolts, fittings, nuts, and studs. This type of sealant cures only when confined between two close fitting metal surfaces.
Use the following information when using threadlock sealant
- Always follow all safety recommendations and directions that are on the threadlock sealant container.
- The threaded surfaces to be sealed must be clean and dry.
- Apply the threadlock sealant as specified on the threadlock sealant container.
- Tighten the fasteners in sequence, if specified, and to the proper torque specifications.
Anaerobic Type Pipe Sealant
Anaerobic type pipe sealant cures in the absence of air and remains pliable when cured. This type of sealant is used where two parts are assembled together and require a leak proof joint.
Use the following information when using pipe sealant
- Do not use pipe sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Surfaces where a different sealant is specified
- Always follow all the safety recommendations and the directions that are on the pipe sealant container.
- The surfaces to be sealed must be clean and dry.
- Use a pipe sealant bead of the size or quantity as specified in the service procedure.
- Apply the pipe sealant bead to the inside of any bolt hole areas.
- Apply a continuous bead of pipe sealant to one sealing surface.
- Tighten the fasteners in sequence, if specified, and to the proper torque specifications.
Tools and Equipment
Special tools are listed and illustrated throughout this section with a complete listing at the end of the section. These tools, or their equivalents, are specially designed to quickly and safely accomplish the operations for which they are intended. The use of these special tools will also minimize possible damage to engine components. Some precision measuring tools are required for inspection of certain critical components. Torque wrenches and a torque angle meter are necessary for the proper tightening of various fasteners.
To properly service the engine assembly, the following items should be readily available
- Approved eye protection and safety gloves
- A clean, well lit, work area
- A suitable parts cleaning tank
- A compressed air supply
- Trays or storage containers to keep parts and fasteners organized
- An adequate set of hand tools
- Approved engine repair stand
- An approved engine lifting device that will adequately support the weight of the components