Cylinder Block
The engine block is cast in aluminum using the lost-foam process and has 4 in-line cylinders. The cylinders have press-fitted iron liners. The block has 5 crankshaft bearings with the thrust bearing located on the second bearing from the front of the engine. The cylinder block incorporates a bedplate design that forms an upper and lower crankcase. This design promotes cylinder block rigidity and reduced noise and vibration.
Crankshaft
The main bearing journals are cross-drilled, and the upper bearings are grooved. The crankshaft has a slip fit balance shaft drove sprocket. Number 2 main bearing is the thrust bearing. A harmonic damper is used to control torsional vibration.
Connecting Rod and Piston
The connecting rod incorporates the floating piston pin. The pistons are cast aluminum. The piston rings are of a low tension type to reduce friction. The top compression ring is ductile iron with a molybdenum facing and phosphate coated sides. The second compression ring is gray iron. The oil ring is a 3-piece spring construction with chromium plating.
Oil Pan
The oil pan is die cast aluminum. The oil pan includes an attachment to the transmission to provide additional structural support.
Valves
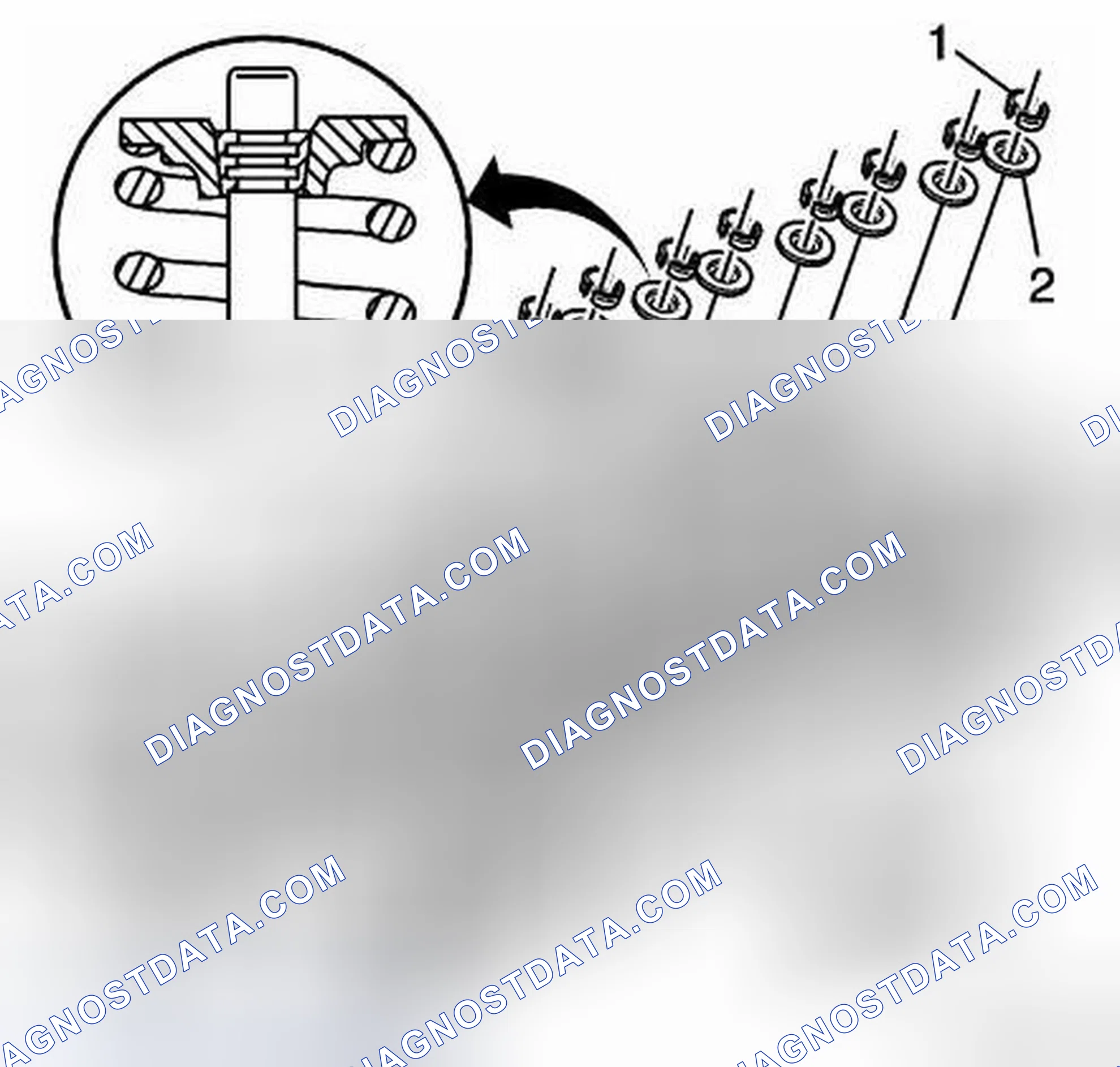
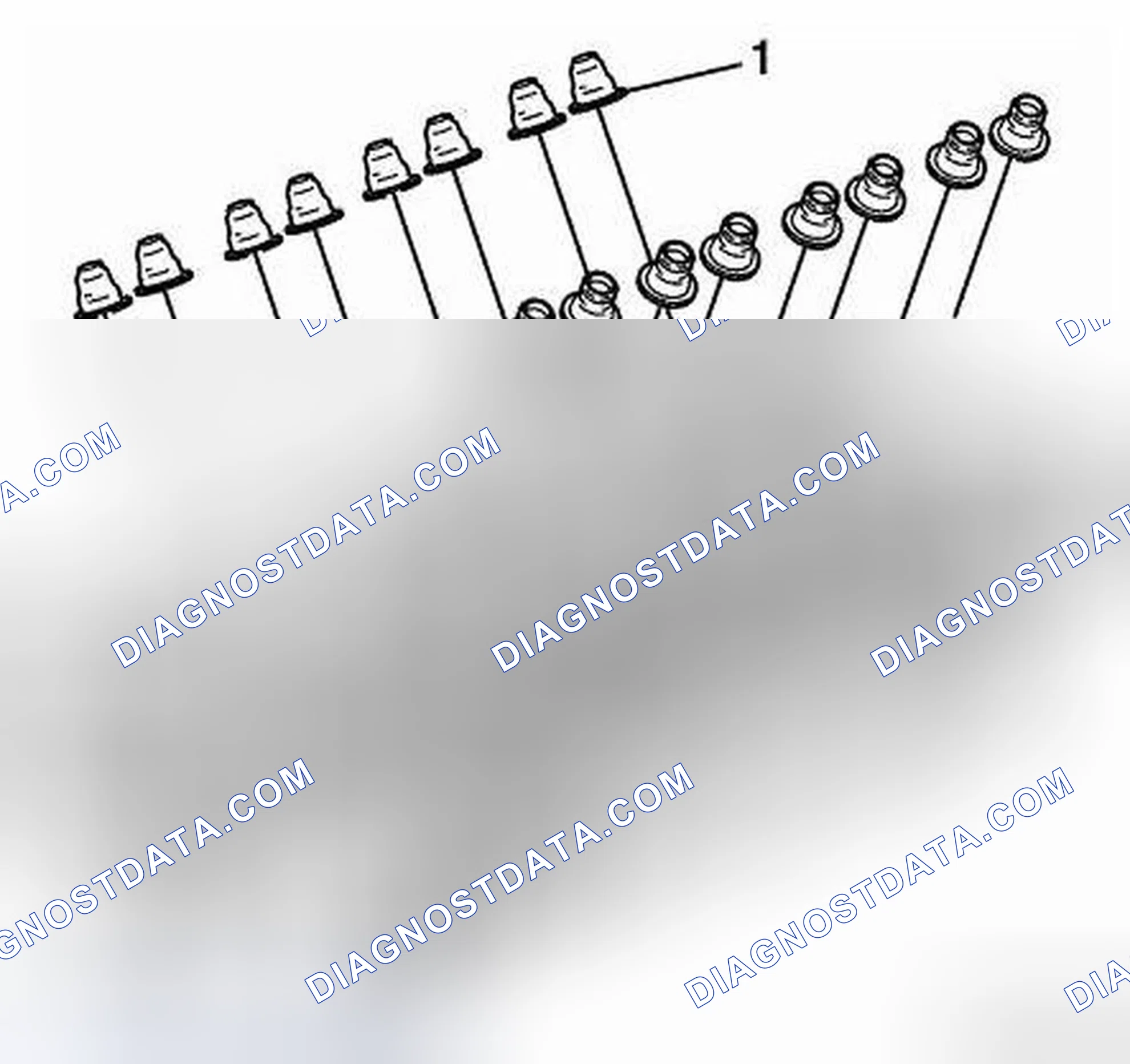
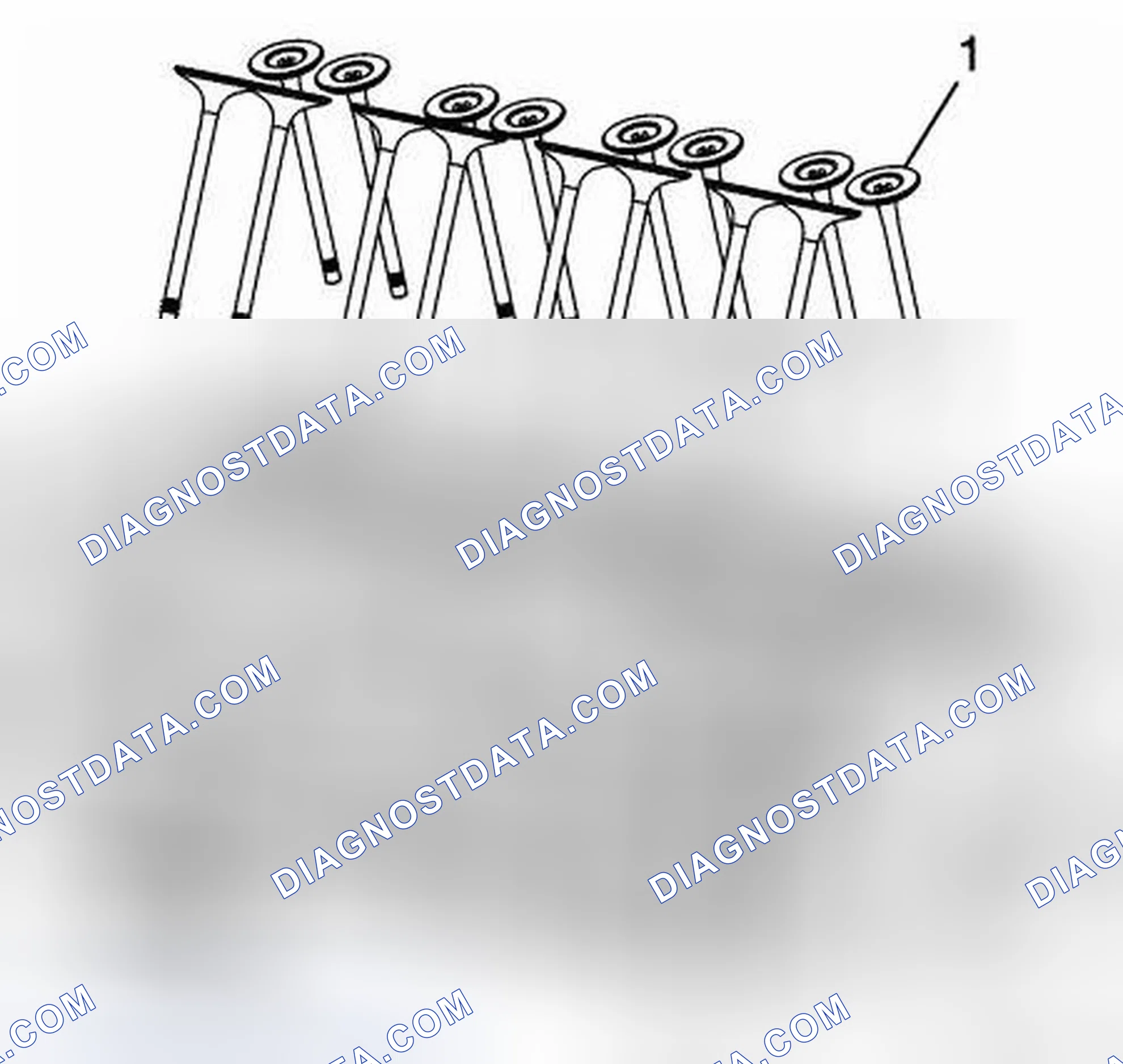
There are 2 intake and 2 exhaust valves per cylinder. Rotators are used on all of the intake valves. The rotators are located at the bottom of the valve spring to reduce valve train reciprocating mass. Positive valve stem seals are used on all valves.
Camshaft
2 camshafts are used, 1 for all intake valves, the other for all exhaust valves. The camshafts are cast iron.
Tappet
The valve train uses a roller finger follower acted on by a hydraulic lash adjuster. The roller finger follower reduces friction and noise.
Camshaft Cover
The camshaft cover has a steel crankcase ventilation baffling incorporated. The camshaft cover has mounting locations for the ignition system.
Camshaft Drive
A single row roller chain is used for camshaft drive. There is a tensioner and active guide used on the slack side of the chain to control chain motion and noise. The chain drive promotes long valve train life and low maintenance.
Intake and Exhaust Manifold
The exhaust manifold is cast iron. The intake manifold incorporates a distribution and control system for positive crankcase ventilation (PCV) gases. The exhaust manifold is a dual plane design that promotes good low end torque and performance.
Scheme 579
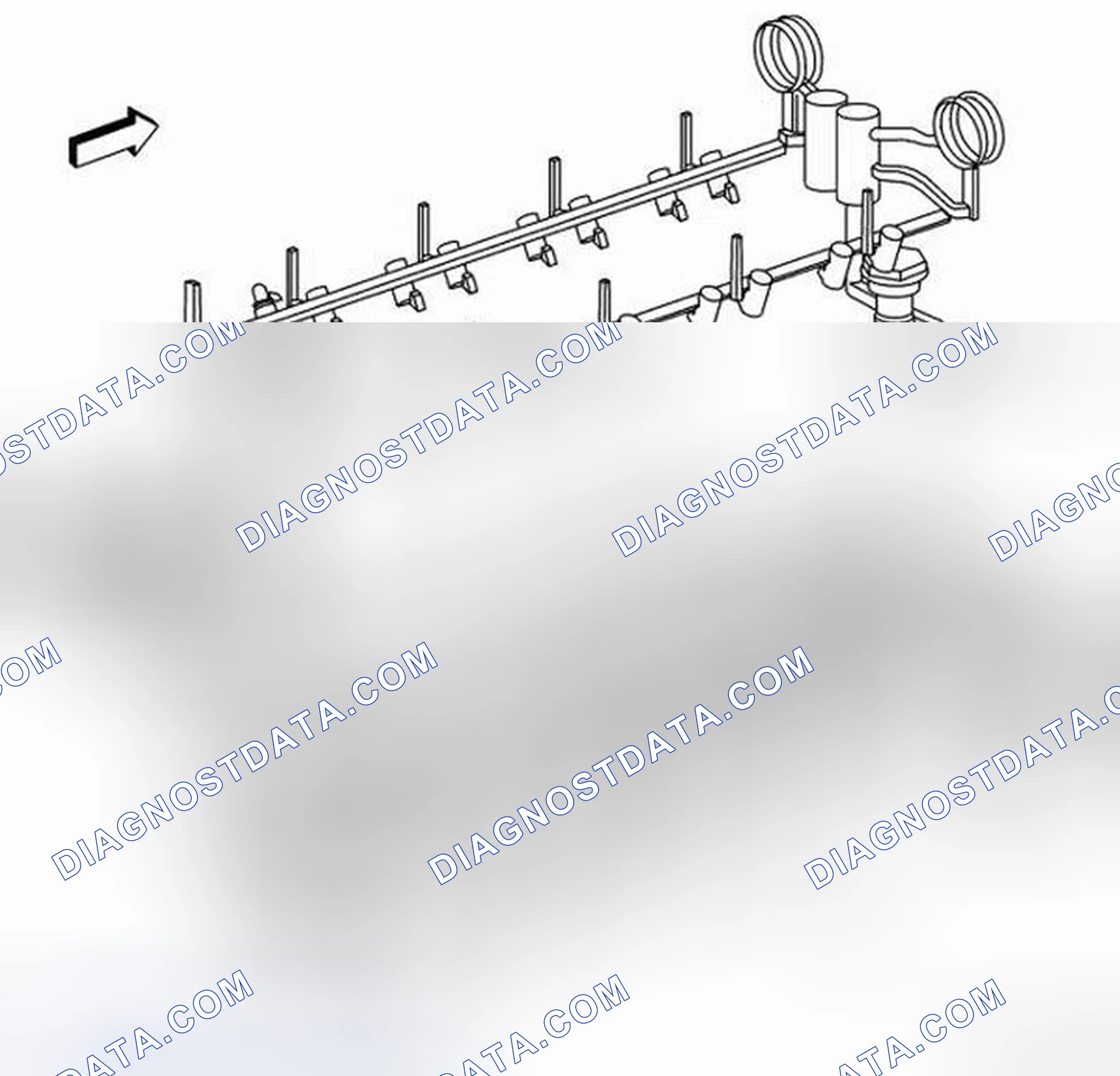
Oil is applied under pressure to the crankshaft (1), connecting rods, balance shaft assembly, camshaft bearing surfaces, valve lash adjusters and timing chain hydraulic tensioner. All other moving parts are lubricated by gravity flow or splash. Oil enters the gerotor type oil pump through a fixed inlet screen. The oil pump is driven by the crankshaft. The oil pump body is within the engine front cover. The pressurized oil from the pump passes through the oil filter. The oil filter is located on the right (front) side of the engine block. The oil filter is housed in a casting that is integrated with the engine block. The oil filter is a disposable cartridge type. A by-pass valve in the filter cap allows continuous oil flow in case the oil filter should become restricted. Oil then enters the gallery where it is distributed to the balance shafts, crankshaft, camshafts and camshaft timing chain oiler nozzle. The connecting rod bearings are oiled by constant oil flow passages through the crankshaft connecting the main journals to the rod journals. A groove around each upper main bearing furnishes oil to the drilled crankshaft passages. The pressurized oil passes through the cylinder head restrictor orifice into the cylinder head and then into each camshaft feed gallery. Cast passages feed each hydraulic element adjuster and drilled passages feed each camshaft bearing surface. An engine oil pressure switch or sensor is installed at the end. Oil returns to the oil pan through passages cast into the cylinder head. The timing chain lubrication drains directly into the oil pan.
Scheme 580
- Evaporative Emissions (EVAP) Purge Solenoid Valve
- EVAP Canister
- EVAP Vapor Tube
- Vapor Recirculation Tube
- Fuel Tank Pressure Sensor
- Fuel Filler Cap
- Fuel Fill Pipe Inlet Check Valve
- Fuel Tank
- EVAP Canister Vent Solenoid Valve
- Vent hose
- EVAP Purge Tube
- Purge Tube Check Valve, Turbo-Charged Applications
- EVAP Canister Purge Tube Connector
EVAP System Components
The evaporative emission (EVAP) system consists of the following components
EVAP Canister Purge Solenoid Valve
The EVAP canister purge solenoid valve controls the flow of vapors from the EVAP system to the intake manifold. The purge solenoid valve opens when commanded ON by the control module. This normally closed valve is pulse width modulated (PWM) by the control module to precisely control the flow of fuel vapor to the engine. The valve will also be opened during some portions of the EVAP testing when the engine is running, allowing engine vacuum to enter the EVAP system.
Purge Tube Check Valve
Turbocharged vehicles have a check valve in the purge tube between the EVAP purge solenoid valve and the EVAP canister to prevent pressurization of the EVAP system under boost conditions. Note that the presence of this one-way check valve prevents pressure testing the EVAP system for leaks at the EVAP canister purge tube connector.
EVAP Canister
The canister is filled with carbon pellets used to absorb and store fuel vapors. Fuel vapor is stored in the canister until the control module determines that the vapor can be consumed in the normal combustion process.
Vapor Recirculation Tube
A vapor path between the fuel fill pipe and the vapor tube to the carbon canister is necessary for Vehicle On-board Diagnostics to fully diagnose the EVAP system. It also accommodates service diagnostic procedures by allowing the entire EVAP system to be diagnosed from the either end of the system.
Fuel Tank Pressure
The fuel tank pressure sensor measures the difference between the pressure or vacuum in the fuel tank and outside air pressure. The control module provides a 5 V reference and a ground to the fuel tank pressure sensor. Depending on the vehicle, the sensor can be located in the vapor space on top of the fuel tank, in the vapor tube between the canister and the tank, or on the EVAP canister. The fuel tank's pressure sensor sends a voltage signal back to the control unit. The signal can vary between 0.1 and 4.9 V. A high voltage from the fuel tank's pressure sensor indicates low pressure or a vacuum in the fuel tank. A low fuel tank pressure sensor voltage indicates a high fuel tank pressure.
Fuel Fill Pipe Check Valve
The check valve on the fuel fill pipe is there to prevent spit-back during refueling.
EVAP Canister Vent Solenoid Valve
The EVAP vent solenoid valve controls fresh airflow into the EVAP canister. The valve is normally open. The canister vent solenoid valve is closed only during EVAP system tests performed by the ECM.
Fuel Filler Cap
The fuel fill cap is equipped with a seal and a vacuum relief valve.
Cleanliness and Care
An automobile engine is a combination of many machined, honed, polished and lapped surfaces with tolerances that are measured in ten thousandths of an inch. When any internal engine parts are serviced, care and cleanliness are important. A liberal coating of engine oil should be applied to friction areas during assembly in order to protect and lubricate the surfaces on initial operation. Throughout this section, it should be understood that proper cleaning and protection of machined surfaces and friction areas are part of the repair procedure. This is considered standard shop practice even if not specifically stated.
When valve train components are removed for service, they should be retained in order. At the time of installation, they should be installed in the same locations and with the same mating surfaces as when removed
Separating Parts
Note. Disassembly of the piston, press fit design piston pin, and connecting rod may create scoring or damage to the piston pin and piston pin bore. If the piston, pin, and connecting rod have been disassembled, replace the components as an assembly. Many internal engine components will develop specific wear patterns on their friction surfaces. When disassembling the engine, internal components MUST be separated, marked, or organized in a way to ensure installation to their original location and position.
Separate, mark, or organize the following components
- Piston and the piston pin
- Piston to the specific cylinder bore
- Piston rings to the piston
- Connecting rod to the crankshaft journal
- Connecting rod to the bearing cap A paint stick or etching/engraving type tool are recommended. Stamping the connecting rod or cap near the bearing bore may affect component geometry.
- Crankshaft main and connecting rod bearings
- Camshaft and valve lash adjusters
- Valve lash adjusters, lash adjuster guides, pushrods and rocker arm assemblies
- Valve to the valve guide
- Valve spring and shim to the cylinder head location
- Engine block main bearing cap location and direction
- Oil pump drive and driven gears
Gasket Reuse and Applying Sealants
- Do not reuse any gasket unless specified.
- Gaskets that can be reused will be identified in the service procedure.
- Do not apply sealant to any gasket or sealing surface unless called out in the service information.
Separating Components
- Use a rubber mallet to separate components.
- Bump the part sideways to loosen the components.
- Bumping should be done at bends or reinforced areas to prevent distortion of parts.
Cleaning Gasket Surfaces
- Remove all gasket and sealing material from the part using the J 28410 Remover or equivalent.
- Care must be used to avoid gouging or scraping the sealing surfaces.
- Do not use any other method or technique to remove sealant or gasket material from a part.
- Do not use abrasive pads, sand paper, or power tools to clean the gasket surfaces. These methods of cleaning can cause damage to the component sealing surfaces. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and has been known to cause internal engine damage.
Pipe Joint Compound
Note. Three types of sealer are commonly used in engines. These are room temperature vulcanizing (RTV) sealer, anaerobic gasket eliminator sealer, and pipe joint compound. The correct sealer and amount must be used in the proper location to prevent oil leaks. DO NOT interchange the 3 types of sealers. Use only the specific sealer or the equivalent as recommended in the service procedure.
- Pipe joint compound is a pliable sealer that does not completely harden. This type sealer is used where 2 non-rigid parts, such as the oil pan and the engine block, are assembled together.
- Do not use pipe joint compound in areas where extreme temperatures are expected. These areas include the exhaust manifold, head gasket, or other surfaces where gasket eliminator is specified.
- Follow all safety recommendations and directions that are on the container. To remove the sealant or the gasket material, refer to «REPLACING ENGINE GASKETS»(ref-653636-S18478383922014090100000) .
- Apply the pipe joint compound to a clean surface. Use a bead size or quantity as specified in the procedure. Run the bead to the inside of any bolt holes. Do not allow the sealer to enter any blind threaded holes, as it may prevent the bolt from clamping properly or cause component damage when the bolt is tightened.
- Apply a continuous bead of pipe joint compound to one sealing surface. Sealing surfaces to be resealed must be clean and dry.
- Tighten bolts to specifications. Do not overtighten.
RTV Sealer
- RTV sealant hardens when exposed to air. This type sealer is used where 2 rigid parts, such as the lower crankcase and the engine block, are assembled together.
- Do not use RTV sealant in areas where extreme temperatures are expected. These areas include the exhaust manifold, head gasket, or other surfaces where a gasket eliminator is specified.
- Follow all safety recommendations and directions that are on the container. To remove the sealant or the gasket material, refer to «REPLACING ENGINE GASKETS»(ref-653636-S18478383922014090100000) .
- Apply RTV to a clean surface. Use a bead size as specified in the procedure. Run the bead to the inside of any bolt holes. Do not allow the sealer to enter any blind threaded holes, as it may prevent the bolt from clamping properly or cause damage when the bolt is tightened.
- Assemble components while RTV is still wet, within 3 minutes. Do not wait for RTV to skin over.
- Tighten bolts to specifications. Do not overtighten.
Tools and Equipment
Special tools are listed and illustrated throughout this section with a complete listing at the end of the section. These tools, or their equivalents, are specially designed to quickly and safely accomplish the operations for which they are intended. The use of these special tools will also minimize possible damage to engine components. Some precision measuring tools are required for inspection of certain critical components. Torque wrenches and a torque angle meter are necessary for the proper tightening of various fasteners.
To properly service the engine assembly, the following items should be readily available
- Approved eye protection and safety gloves
- A clean, well lit, work area
- A suitable parts cleaning tank
- A compressed air supply
- Trays or storage containers to keep parts and fasteners organized
- An adequate set of hand tools
- Approved engine repair stand
- An approved engine lifting device that will adequately support the weight of the components
Intermittent
Test the vehicle under the same conditions that the customer reported in order to verify the system is operating properly.
Base Engine Misfire without Internal Engine Noises (LDK, LHU)
| Cause | Correction |
|---|---|
| Abnormalities, severe cracking, bumps, or missing areas in the accessory drive belt Malfunctions in the auxiliary drive system and the components can cause fluctuations in the engine speed which may be registered as a fault code for misfiring. A fault code for misfiring may be set without there actually having been any misfiring. | Replace the drive belt. |
| Worn, damaged, or mis-aligned accessory drive components or excessive pulley runout May lead to a misfire DTC. A misfire code may be present without an actual misfire condition. | Inspect the components, and repair or replace as required. |
| A loose or improperly installed engine flywheel or crankshaft balancer A misfire code may be present without an actual misfire condition. | Repair or replace the flywheel and/or balancer, as required. |
| Restricted exhaust system A serious blockage of the exhaust flow can cause significantly impaired engine performance which may be registered as a fault code. Possible causes of blockage are squashed or buckled pipes or clogged silencer and/or catalytic converter. | Repair or replace, as required. |
| Improperly installed or damaged vacuum hoses | Repair or replace, as required. |
| Improperly installed or leaking charge air cooler tube | Repair or replace, as required. |
| Improper sealing between the intake manifold and cylinder heads or throttle body | Replace the intake manifold, gaskets, cylinder heads, and/or throttle body, as required. |
| Improperly installed or damaged manifold absolute pressure (MAP) sensor or intake air pressure temp (TMAP) sensor The sealing grommet of the MAP sensor should not be torn or damaged. | Repair or replace the MAP sensor and/or the TMAP sensor, as required. |
| Damage to the MAP sensor housing | Replace the intake manifold. |
| Worn or loose rocker arms The rocker arm bearing end caps and/or needle bearings should be intact and in the proper position. | Replace the valve rocker arms as required. |
| Stuck valves Carbon buildup on the valve stem can cause the valve not to close properly. | Repair or replace, as required. |
| Excessively worn or mis-aligned timing chain | Replace the timing chain and sprockets, as required. |
| Worn camshaft lobes | Replace the camshaft and valve lifters. |
| Excessive oil pressure A lubrication system with excessive oil pressure may lead to excessive valve lifter pump up and loss of compression. | Check oil pressure. Refer to OIL PRESSURE DIAGNOSIS AND TESTING . Repair or replace the oil pump as required. |
| Faulty cylinder head gaskets and/or cracking or other damage to the cylinder heads and engine block cooling system passages Coolant consumption may or may not cause the engine to overheat. | Inspect for spark plugs saturated by coolant. Inspect the cylinder heads, engine block, and/or head gaskets. Repair or replace, as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Inspect the cylinders for a loss of compression. Refer to ENGINE COMPRESSION TEST . Perform CYLINDER LEAK down and compression testing to identify the cause. Repair or replace, as required. |
| A damaged crankshaft reluctor wheel A damaged crankshaft reluctor wheel can result in different symptoms depending on the severity and location of the damage. Systems with electronic communications, DIS or coil per cylinder, and severe reluctor ring damage may exhibit periodic loss of crankshaft position, stop delivering a signal, and then resync the crankshaft position. Systems with electronic communication, DIS or coil per cylinder, and slight reluctor ring damage may exhibit no loss of crankshaft position and no misfire may occur. However, a DTC P0300 may be set. Systems with mechanical communications, high voltage switch, and severe reluctor ring damage may cause additional pulses and effect fuel and spark delivery to the point of generating a DTC P0300 or P0336. | Replace the sensor and/or crankshaft as required. |
Base Engine Misfire with Abnormal Internal Lower Engine Noises (LDK, LHU)
| Cause | Correction |
|---|---|
| Abnormalities, severe cracking, bumps, or missing areas in the accessory drive belt Abnormalities in the accessory drive system and/or components may cause engine RPM variations, noises similar to a faulty lower engine, and also lead to a misfire condition. A misfire code may be present without an actual misfire condition. | Replace the drive belt. |
| Worn, damaged, or mis-aligned accessory drive components or excessive pulley runout A misfire code may be present without an actual misfire condition. | Check the components. Repair or replace the components, as required. |
| Loose or improperly installed engine flywheel or crankshaft balancer A misfire code may be present without an actual misfire condition. | Repair or replace the flywheel and/or balancer, as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Inspect the cylinders for a loss of compression. Refer to ENGINE COMPRESSION TEST . Perform CYLINDER LEAK down and compression testing to identify the cause. Repair or replace, as required. |
| Worn crankshaft thrust bearings Severely worn thrust surfaces on the crankshaft and/or thrust bearing may permit fore and aft movement of the crankshaft, and create a DTC without an actual misfire condition. | Replace the crankshaft and bearings as required. |
Base Engine Misfire with Coolant Consumption (LDK, LHU)
| Cause | Correction |
|---|---|
| Faulty cylinder head gasket and/or cracking, or other damage to the cylinder head and engine block cooling system passages. Coolant consumption may or may not cause the engine to overheat. | Inspect for spark plugs saturated by coolant. Perform a cylinder leak down test. Inspect the cylinder head and engine block for damage to the coolant passages and/or a faulty head gasket. Repair or replace as required. |
Base Engine Misfire with Excessive Oil Consumption (LDK, LHU)
| Cause | Correction |
|---|---|
| Worn valves, valve guides, and/or valve stem oil seals | Inspect the spark plugs for oil deposits. Repair or replace, as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Inspect the cylinders for a loss of compression. Refer to ENGINE COMPRESSION TEST . Perform CYLINDER LEAK down and compression testing to identify the cause. Repair or replace, as required. |
Engine Will Not Crank - Crankshaft Will Not Rotate (LDK, LHU)
| Cause | Correction |
|---|---|
| Seized accessory drive system component | Remove accessory drive belts. Rotate crankshaft by hand at the balancer or flywheel location. |
| Hydraulically locked cylinder Coolant/antifreeze in cylinder Oil in cylinder Fuel in cylinder | Remove spark plugs and check for fluid. Inspect for broken head gasket. Inspect for cracked engine block or cylinder head. Inspect for a sticking fuel injector. Inspect for cracked cylinder wall. |
| Seized automatic transmission torque converter | Remove the torque converter bolts. Rotate crankshaft by hand at the balancer or flywheel location. |
| Seized manual transmission | Disengage the clutch. Rotate crankshaft by hand at the balancer or flywheel location. |
| Broken timing chain and/or gears | Inspect timing chain and gears. Repair as required. |
| Seized balance shaft | Inspect balance shaft. Repair as required. |
| Material in cylinder Broken valve Piston material Foreign material Cracked cylinder wall | Inspect cylinder for damaged components and/or foreign materials. Inspect for fallen cylinder wall. Repair or replace as required. |
| Seized crankshaft or connecting rod bearings | Inspect crankshaft and connecting rod bearings. Inspect for fallen cylinder wall. Repair as required. |
| Bent or broken connecting rod | Inspect connecting rods. Repair as required. |
| Broken crankshaft | Inspect crankshaft. Repair as required. |
Coolant in Combustion Chamber (LDK, LHU)
| Cause | Correction |
|---|---|
| DEFINITION: Excessive white smoke and/or coolant type odor coming from the exhaust pipe may indicate coolant in the combustion chamber. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an overtemperature condition which may cause engine component damage. A slower than normal cranking speed may indicate coolant entering the combustion chamber. Refer to ENGINE WILL NOT CRANK - CRANKSHAFT WILL NOT ROTATE (LDK, LHU) . Remove the spark plugs and inspect for spark plugs saturated by coolant or coolant in the cylinder bore. Inspect by performing a cylinder leak down test. During this test, excessive air bubbles within the coolant may indicate a faulty gasket or damaged component. Inspect by performing a cylinder compression test. Two cylinders side-by-side on the engine block, with low compression, may indicate a failed cylinder head gasket. Refer to ENGINE COMPRESSION TEST . | |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Cleaning and Check (LDK, LHU) and CYLINDER HEAD REPLACEMENT . |
| Warped cylinder head | Replace the cylinder head and gasket. Refer to Cylinder Head Cleaning and Check (LDK, LHU) |
| Cracked cylinder head | Replace the cylinder head and gasket. |
| Cracked cylinder liner | Replace the components as required. |
| Cylinder head or block porosity | Replace the components as required. |
Coolant in Engine Oil (LDK, LHU)
| Cause | Correction |
|---|---|
| DEFINITION: Foamy or discolored oil or an engine oil overfill condition may indicate coolant entering the engine crankcase. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an overtemperature condition which may cause engine component damage. Contaminated engine oil and oil filter should be changed. Inspect the oil for excessive foaming or an overfill condition. Oil diluted by coolant may not properly lubricate the crankshaft bearings and may lead to component damage. Refer to LOWER ENGINE NOISE, REGARDLESS OF ENGINE SPEED (LDK, LHU) . Inspect by performing a cylinder leak down test. During this test, excessive air bubbles within the cooling system may indicate a faulty gasket or damaged component. Inspect by performing a cylinder compression test. Two cylinders side-by-side on the engine block with low compression may indicate a failed cylinder head gasket. Refer to ENGINE COMPRESSION TEST . | |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Cleaning and Check (LDK, LHU) and CYLINDER HEAD REPLACEMENT . |
| Warped cylinder head | Replace the cylinder head and gasket. Refer to Cylinder Head Cleaning and Check (LDK, LHU) |
| Cracked cylinder head | Replace the cylinder head and gasket. |
| Cracked cylinder liner | Replace the components as required. |
| Cylinder head or block porosity | Replace the components as required. |
Turbocharger Oil Leak From Compressor Seal (LDK. LHU)
| Condition | Action |
|---|---|
| Restricted air system | Inspect for a clogged air filter element or restricted air inlet system. |
| Restricted exhaust system | Inspect for a restricted exhaust. |
| Leaking exhaust system | Inspect for exhaust manifold leaks. |
| Poor oil drainage from turbocharger | Inspect for a restricted turbocharger oil drain pipe. |
| Restricted crankcase ventilation system | Inspect for a restricted crankcase ventilation system. |
| Worn internal engine components | Inspect for excessive blowby or engine oil consumption. |
Turbocharger Oil Leak From Turbine Seal (LDK, LHU)
| Condition | Action |
|---|---|
| Poor oil drainage from turbocharger | Inspect for a restricted turbocharger oil drain pipe. |
| Restricted crankcase ventilation system | Inspect for a restricted crankcase ventilation system. |
| Worn internal engine components | Inspect for excessive blowby or engine oil consumption. |
Turbocharger Lack of Oil Supply (LDK. LHU)
| Condition | Action |
|---|---|
| Restricted oil supply hose | Inspect for a restricted or damaged turbocharger oil supply hose. |
Time studies - Engine, mechanical
| Object code - ID | Description | Condition | Variant | Model year | Correction | Pos | Quantity | Market | Related work | Time (hrs) |
|---|---|---|---|---|---|---|---|---|---|---|
| 20000-01 | Power unit comp. | A20NHT/A20NFT, FWD, M | 2010 | 02 | 3.7 | |||||
| 20000-07 | Power unit comp. | A20NHT/A20NFT, FWD, A | 2010 | 02 | 3.9 | |||||
| 20000-08 | Power unit comp. | A20NHT/A20NFT, 4WD, M | 2010 | 02 | 4.1 | |||||
| 20000-09 | Power unit comp. | A20NHT/A20NFT, 4WD, A | 2010 | 02 | 4.4 | |||||
| 20110-01 | Engine, compl. with cyl. head | Requires removed 20000 | A20NHT/A20NFT, FWD, M | 2010 | 01 | 20000-01 | 4.4 | |||
| 20110-02 | Engine, compl. with cyl. head | Requires removed 20000 | A20NHT/A20NFT, FWD, A | 2010 | 01 | 20000-07 | 4.5 | |||
| 20110-03 | Engine, compl. with cyl. head | Requires removed 20000 | A20NHT/A20NFT, 4WD, M | 2010 | 01 | 20000-08 | 4.9 | |||
| 20110-04 | Engine, compl. with cyl. head | Requires removed 20000 | A20NHT/A20NFT, 4WD, A | 2010 | 01 | 20000-09 | 5.1 | |||
| 20141-06 | Engine Mount | A20NHT/A20NFT | 2010 | 01 | 04 | 1.1 | ||||
| 20141-08 | Engine Mount | A20NHT/A20NFT, M | 2010 | 01 | 03 | 1.0 | ||||
| 20142-01 | Engine pad, damper | A20NHT/A20NFT | 2010 | 01 | 04 | 0.8 | ||||
| 20142-02 | Engine pad, damper | A20NHT/A20NFT, M | 2010 | 01 | 03 | 1.3 | ||||
| 20142-03 | Engine pad, damper | A20NHT/A20NFT, A | 2010 | 01 | 03 | 1.1 | ||||
| 20146-02 | Console | A20NHT/A20NFT, 4WD | 2010 | 01 | 02 | 2.7 | ||||
| 20146-04 | Console | A20NHT/A20NFT, FWD | 2010 | 01 | 02 | 0.5 | ||||
| 20156-04 | Torque arm | A20NHT | 2010 | 01 | 01 | 0.1 | ||||
| 20156-07 | Torque arm | A20NHT/A20NFT, FWD | 2010 | 01 | 02 | 0.5 | ||||
| 20156-09 | Torque arm | A20NHT/A20NFT, 4WD | 2010 | 01 | 02 | 2.4 | ||||
| 21100-01 | Cylinder head, comp. | A20NHT/A20NFT, 4WD | 2010 | 01 | 8.4 | |||||
| 21100-02 | Cylinder head, comp. | A20NHT/A20NFT, 4WD | 2010 | 02 | 7.9 | |||||
| 21100-03 | Cylinder head, comp. | A20NHT/A20NFT, FWD | 2010 | 01 | 7.1 | |||||
| 21100-04 | Cylinder head, comp. | A20NHT/A20NFT, FWD | 2010 | 02 | 6.6 | |||||
| 21118-01 | Gasket, cylinder head | A20NHT/A20NFT, 4WD | 2010 | 01 | 7.9 | |||||
| 21118-02 | Gasket, cylinder head | A20NHT/A20NFT, FWD | 2010 | 01 | 6.6 | |||||
| 21230-01 | Piston ring set, complete | A20NHT/A20NFT, 4WD | 2010 | 01 | 05 | 12.7 | ||||
| 21230-02 | Piston ring set, complete | A20NHT/A20NFT | 2010 | 01 | 05 | 10.8 | ||||
| 21413-02 | Seal, valve stem | A20NHT/A20NFT | 2010 | 01 | 05 | 3.9 | ||||
| 21413-03 | Seal, valve stem | A20NHT/A20NFT, A | 2010 | 01 | 05 | 4.2 | ||||
| 21421-02 | Printer | A20NHT/A20NFT | 2010 | 01 | 05 | 2.6 | ||||
| 21421-03 | Printer | Applies to exhaust side | A20NHT/A20NFT | 2010 | 01 | 1.9 | ||||
| 21422-01 | Valve Spring | A20NHT/A20NFT | 2010 | 01 | 1 | 2.6 | ||||
| 21422-02 | Valve Spring | A20NHT/A20NFT, A | 2010 | 01 | 1 | 2.9 | ||||
| 21422-06 | Valve Spring | A20NHT/A20NFT, A | 2010 | 01 | 05 | 1-16 | 4.3 | |||
| 21441-01 | Camshaft cover | A20NHT/A20NFT | 2010 | 01 | 0.9 | |||||
| 21521-02 | Timing chain/belt | Camshaft chain, primary | A20NHT/A20NFT | 2010 | 01 | 3.7 | ||||
| 21522-01 | Chain/belt tensioner | A20NHT/A20NFT | 2010 | 01 | 1.1 | |||||
| 21522-05 | Chain/belt tensioner | Balance Chain | A20NHT/A20NFT | 2010 | 01 | 2.0 | ||||
| 21524-01 | Chain guide | Camshaft chain | A20NHT/A20NFT | 2010 | 01 | 2.2 | ||||
| 21524-02 | Chain guide | Camshaft chain | A20NHT/A20NFT | 2010 | 01 | 06 | 3.7 | |||
| 21524-03 | Chain guide | Balancer shaft chain, movable chain guide | A20NHT/A20NFT | 2010 | 01 | 3.8 | ||||
| 21524-04 | Chain guide | Balance Chain | A20NHT/A20NFT | 2010 | 01 | 06 | 3.9 | |||
| 21524-05 | Chain guide | Balance Chain | A20NHT/A20NFT | 2010 | 01 | 08 | 3.9 | |||
| 21524-08 | Chain guide | Camshaft chain | A20NHT/A20NFT | 2010 | 01 | 3.3 | ||||
| 21524-09 | Chain guide | Camshaft chain, movable guide | A20NHT/A20NFT | 2010 | 01 | 3.5 | ||||
| 21524-10 | Chain guide | Camshaft chain | A20NHT/A20NFT | 2010 | 01 | 06 | 0.9 | |||
| 21524-13 | Chain guide | Balancer shaft chain, movable guide | A20NHT/A20NFT | 2010 | 01 | 2.1 | ||||
| 21524-14 | Chain guide | Camshaft chain | A20NHT/A20NFT | 2010 | 01 | 2.1 | ||||
| 21524-15 | Chain guide | Camshaft chain, movable guide | A20NHT/A20NFT | 2010 | 01 | 3.6 | ||||
| 21524-16 | Chain guide | Camshaft chain | A20NHT/A20NFT | 2010 | 01 | 06 | 1.1 | |||
| 21536-03 | Drive chain shaft, upper | Exhaust | A20NHT/A20NFT | 2010 | 01 | 1.4 | ||||
| 21536-04 | Drive chain shaft, upper | Intake | A20NHT/A20NFT | 2010 | 01 | 1.4 | ||||
| 21541-03 | Pulley | A20NHT/A20NFT | 2010 | 01 | 0.3 | |||||
| 21551-01 | Camshaft | Exhaust and intake | A20NHT/A20NFT | 2010 | 01 | 05 | 2.6 | |||
| 21611-01 | Crankshaft | A20NHT/A20NFT | 2010 | 01 | 12.6 | |||||
| 21617-03 | Crankshaft seal, flywheel side | A20NHT/A20NFT, A, 4WD | 2010 | 01 | 02 | 6.6 | ||||
| 21617-04 | Crankshaft seal, flywheel side | A20NHT/A20NFT, A, FWD | 2010 | 01 | 02 | 5.1 | ||||
| 21617-05 | Crankshaft seal, flywheel side | A20NHT/A20NFT, M, 4WD | 2010 | 01 | 02 | 6.2 | ||||
| 21617-06 | Crankshaft seal, flywheel side | A20NHT/A20NFT, M, FWD | 2010 | 01 | 02 | 4.7 | ||||
| 21617-10 | Crankshaft seal, flywheel side | A20NHT | 2010 | 01 | 01 | 0.3 | ||||
| 21640-04 | Flywheel | A20NHT/A20NFT, M, FWD | 2010 | 01 | 4.4 | |||||
| 21640-05 | Flywheel | A20NHT/A20NFT, M, 4WD | 2010 | 01 | 5.9 | |||||
| 21641-01 | Driver plate | A20NHT/A20NFT, A, 4WD | 2010 | 01 | 6.4 | |||||
| 21641-02 | Driver plate | A20NHT/A20NFT, A, FWD | 2010 | 01 | 4.9 | |||||
| 21711-01 | Oil Pan | A20NHT/A20NFT | 2010 | 01 | 3.1 | |||||
| 21811-01 | Chain | Balance Shaft | A20NHT/A20NFT | 2010 | 01 | 3.9 | ||||
| 21812-01 | Chain tensioner | Balance Shaft | A20NHT/A20NFT | 2010 | 01 | 2.1 | ||||
| 21821-01 | Sprocket, crankshaft | Balance Shaft | A20NHT/A20NFT | 2010 | 01 | 3.9 | ||||
| 21822-01 | Sprocket, idler pulley | Water Pump | A20NHT/A20NFT | 2010 | 01 | 3.9 | ||||
| 22112-01 | Impeller | A20NHT/A20NFT | 2010 | 01 | 2.1 | |||||
| 22120-01 | Oil nozzle | A20NHT/A20NFT | 2010 | 01 | 1.9 | |||||
| 22154-03 | Oil return pipe, turbo | A20NHT/A20NFT | 2010 | 01 | 1.0 | |||||
| 22155-03 | Oil delivery pipe, turbo | A20NHT/A20NFT, 4WD | 2010 | 01 | 3.4 | |||||
| 22155-04 | Oil delivery pipe, turbo | A20NHT/A20NFT | 2010 | 01 | 1.2 | |||||
| 22161-01 | Oil Indicator Tube | A20NHT/A20NFT | 2010 | 01 | 0.2 | |||||
| 22163-03 | Oil pressure sensor | A20NHT/A20NFT | 2010 | 01 | 0.4 | |||||
| 22164-01 | Oil Level Sensor | A20NHT/A20NFT, 4WD | 2010 | 01 | 3.1 | |||||
| 22210-01 | Oil Filter | A20NHT/A20NFT | 2010 | 01 | 0.1 | |||||
| 23210-03 | Air Cleaner | A20NHT/A20NFT | 2010 | 01 | 0.1 | |||||
| 23213-03 | Filter | A20NHT/A20NFT | 2010 | 01 | 0.1 | |||||
| 23238-01 | Hose, air connection | A20NHT/A20NFT | 2010 | 01 | 0.4 | |||||
| 23239-01 | Hose, with heater | 2010 | 01 | AU EU GB LA ME PA SE | 0.1 |
Correction
- 01 - Replacement
- 02 - Removal - Refit
- 03 - Renovate
- 04 - Paint
- 05 - Adjust
- 06 - Change comp. unit
- 07 - Lubricate - Clean - Polish
- 08 - Check/Fault search
- 09 - Expose
- 10 - Install new
- 11 - Transfer
Time studies - Turbocharger system
| Object code - ID | Description | Condition | Variant | Model year | Correction | Pos | Market | Time (hrs) |
|---|---|---|---|---|---|---|---|---|
| 29112-03 | Turbocharger | A20NHT/A20NFT, 4WD | 2010 | 01 | 2.8 | |||
| 29112-05 | Turbocharger | A20NHT/A20NFT, FWD | 2010 | 01 | 1.6 | |||
| 29121-09 | Joining hose | 2010 | 01 | 0.1 | ||||
| 29144-02 | Heat Shield | A20NHT/A20NFT | 2010 | 01 | 06 | 1.7 | ||
| 29154-02 | Solenoid valve, turbo bypass | A20NHT/A20NFT | 2010 | 01 | 0.1 | |||
| 29165-03 | Solenoid - Valve | A20NHT/A20NFT | 2010 | 01 | 0.1 | |||
| 29171-03 | Charge air cooler | A20NHT/A20NFT | 2010 | 01 | 0.6 | |||
| 29174-03 | Delivery pipe | A20NHT/A20NFT | 2010 | 01 | 0.1 |
- 01 - Replacement
- 02 - Removal - Refit
- 03 - Renovate
- 04 - Paint
- 05 - Adjust
- 06 - Change comp. unit
- 07 - Lubricate - Clean - Polish
- 08 - Check/Fault search
- 09 - Expose
- 10 - Install new
- 11 - Transfer
Cylinder Honing
Special Tools
EN-8087 Cylinder Bore Gauge
For equivalent regional tools, refer to SPECIAL TOOLS (LDK, LHU) .
Scheme 581
Scheme 582
- Measure the cylinder bore for out-of-round and taper.
- Measure dimension (1) at 13 mm (1/2 in) below the head gasket surface. Measure dimension (2) at 100 mm (4 in) below the head gasket surface.
- Measure the cylinder bores by setting the EN-8087 gauge (1) dial at zero in the cylinder at the point of the desired measurement. Lock the dial indicator at zero before removing the dial from the cylinder. Measure across the gauge contact points with an outside micrometer, with the gauge at the same zero setting as when the gauge was removed from the cylinder.
- Fine vertical scratches made by the ring ends do not, by themselves, cause excessive oil consumption. Do not hone the cylinder in order to remove these scratches.
- If the bore is glazed but otherwise serviceable, lightly break the glaze with a hone. Replace the piston rings. Refer to «PISTON, CONNECTING ROD, AND BEARING INSTALLATION (LDK, LHU)»(ref-653637-S09556468172014090100000) . 5.1. The honing stones must be clean, sharp, and straight. 5.2. Move the hone slowly up and down to produce a 45 degree cross-hatch pattern. 5.3. Clean the bore thoroughly with soap and water. 5.4. Dry the bore. 5.5. Rub clean engine oil in the bore. 5.6. Re-measure the bore.
- If the cylinder bore is out of specification, install a new cylinder bore sleeve. Refer to «Cylinder Liner Removal»(ref-653636-S23333430362014090100000) or «Cylinder Liner Installation»(ref-653636-S06133580972014090100000) .
- If honing is not required, clean the cylinder bores with hot water and detergent. Apply clean engine oil to the bore after washing and drying the bore.
Crankshaft and Bearing Cleaning and Check
Special Tools
EN-7872 Magnetic Base Dial Indicator
For equivalent regional tools, refer to SPECIAL TOOLS (LDK, LHU) .
Scheme 583
Scheme 584

Scheme 585
Scheme 586

Scheme 587
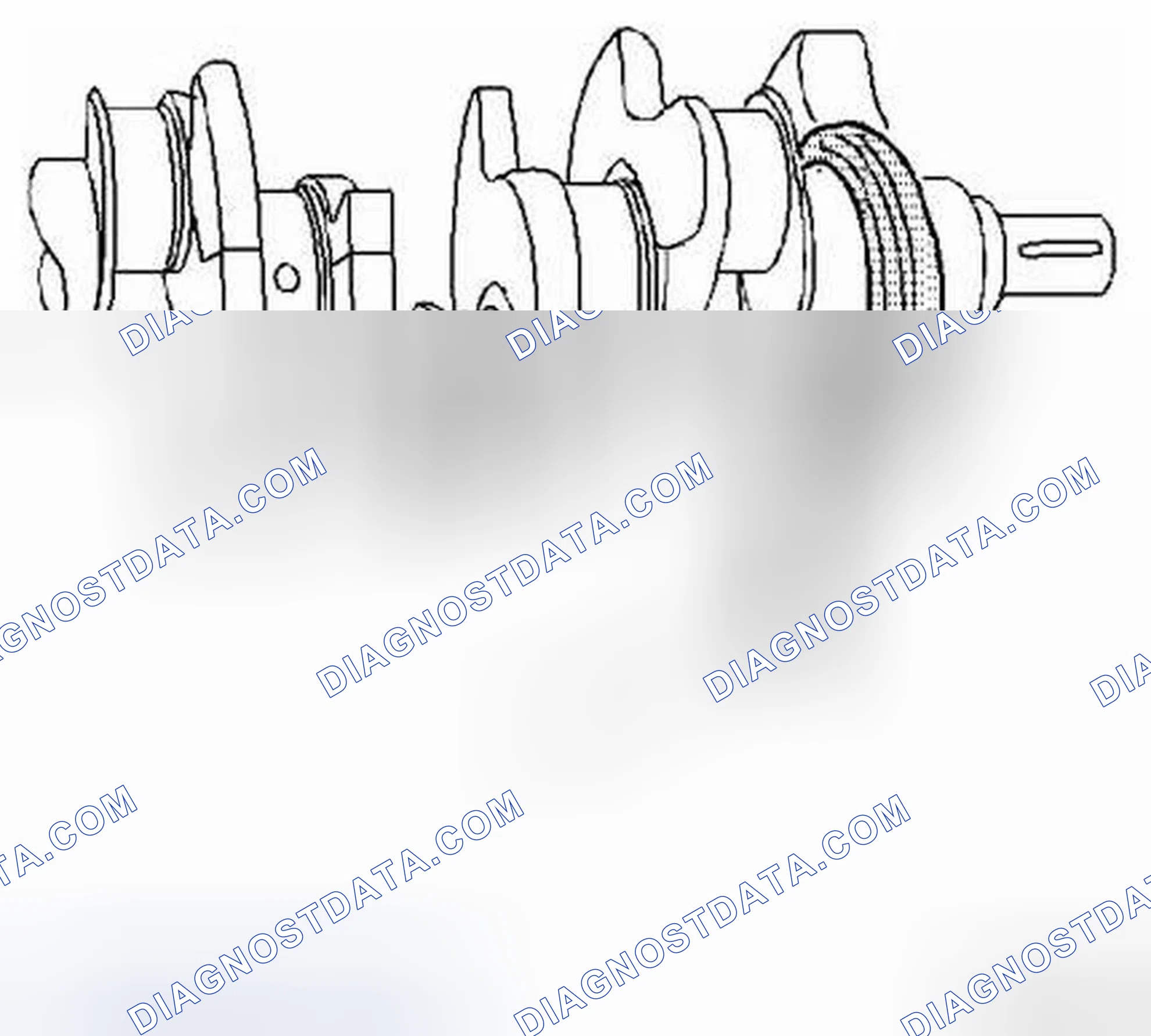
Scheme 588

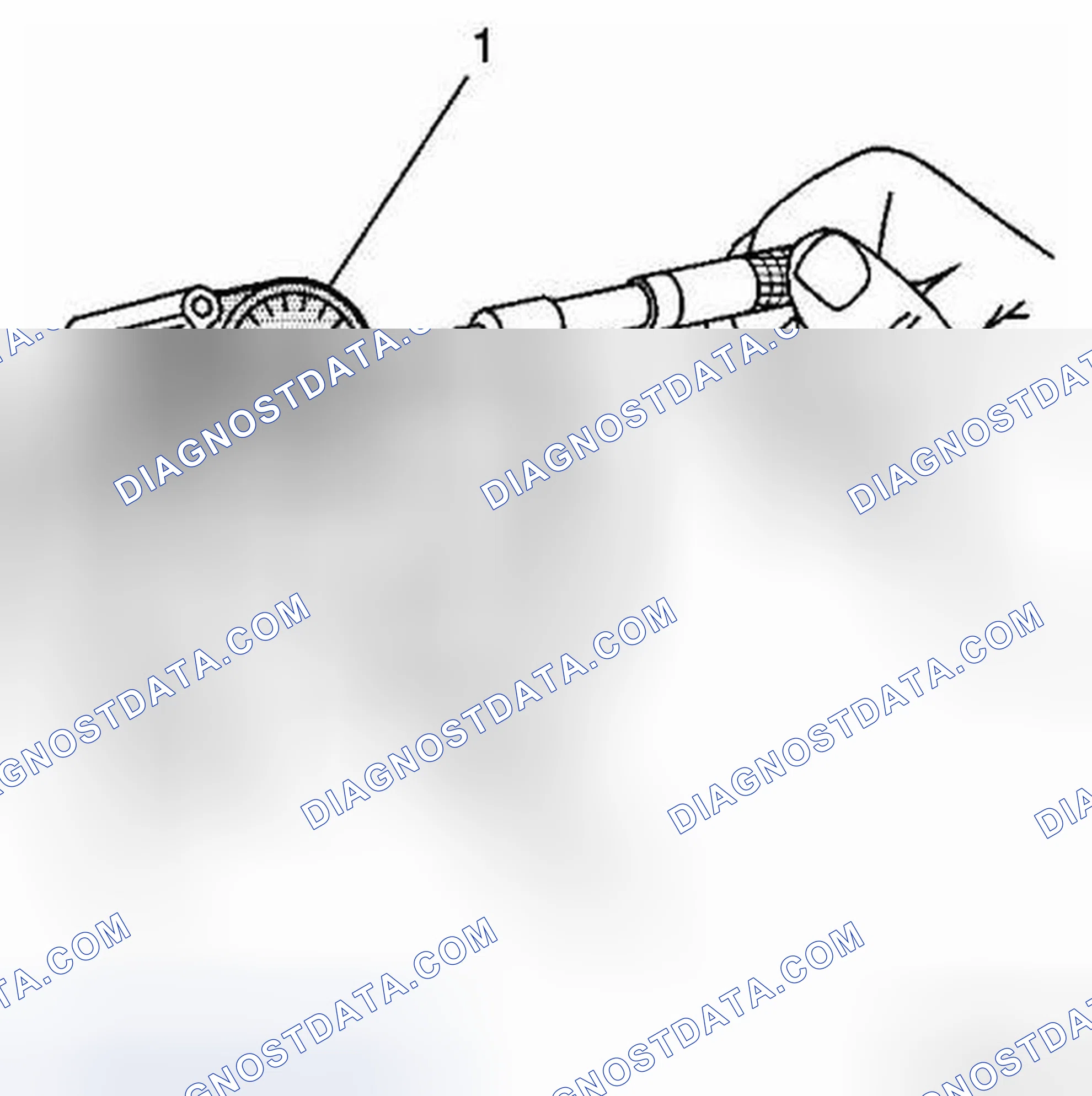
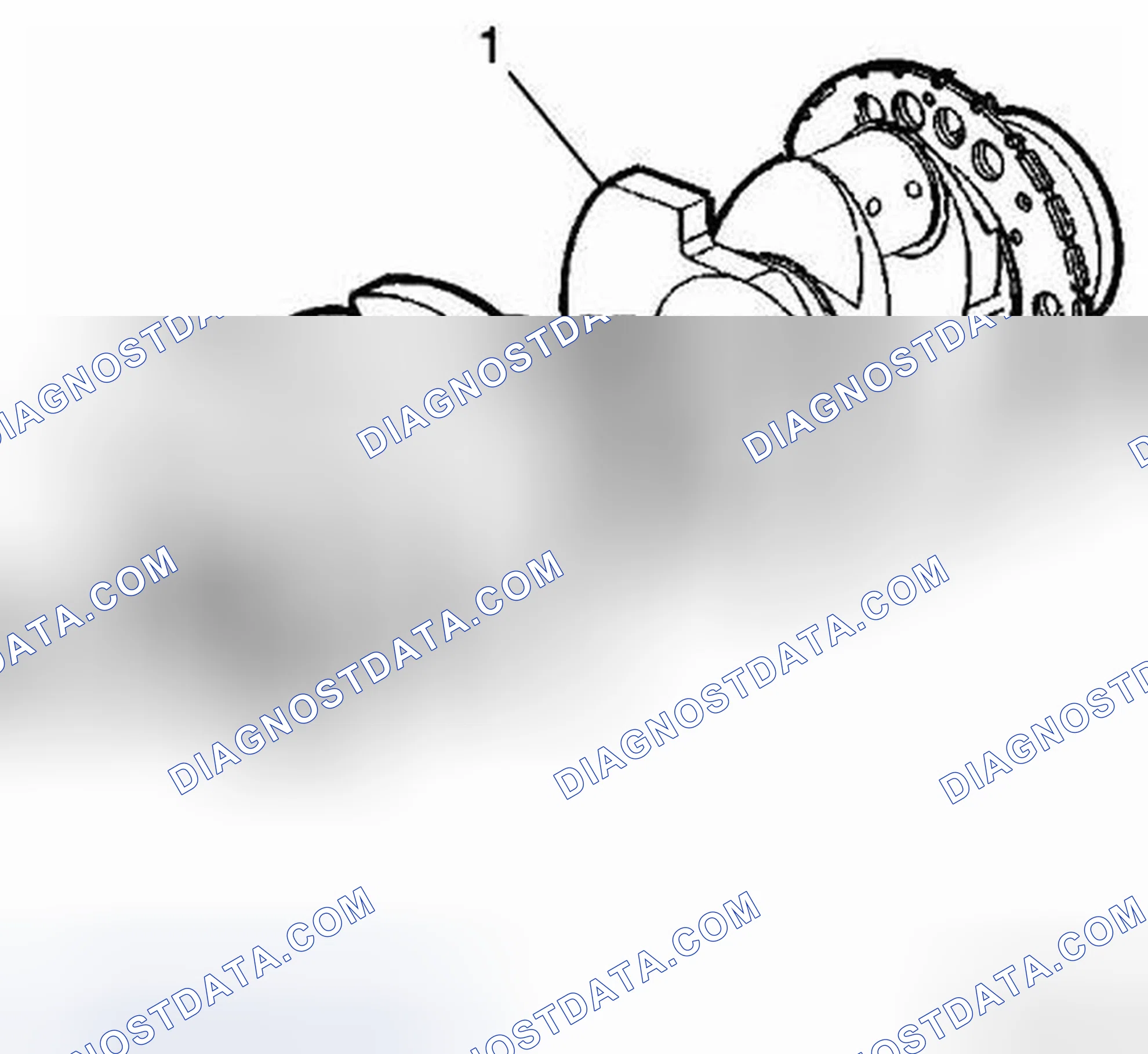
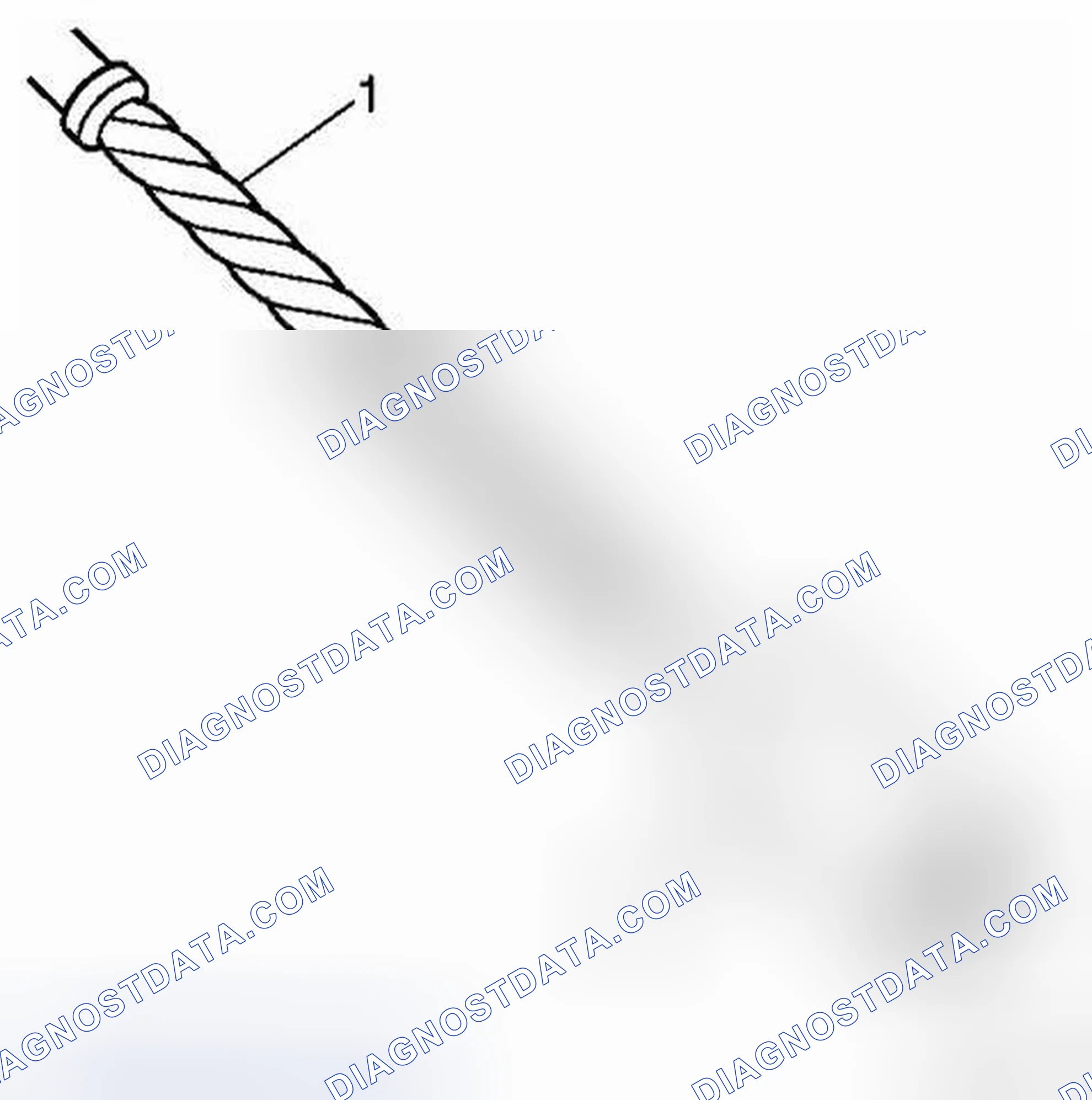
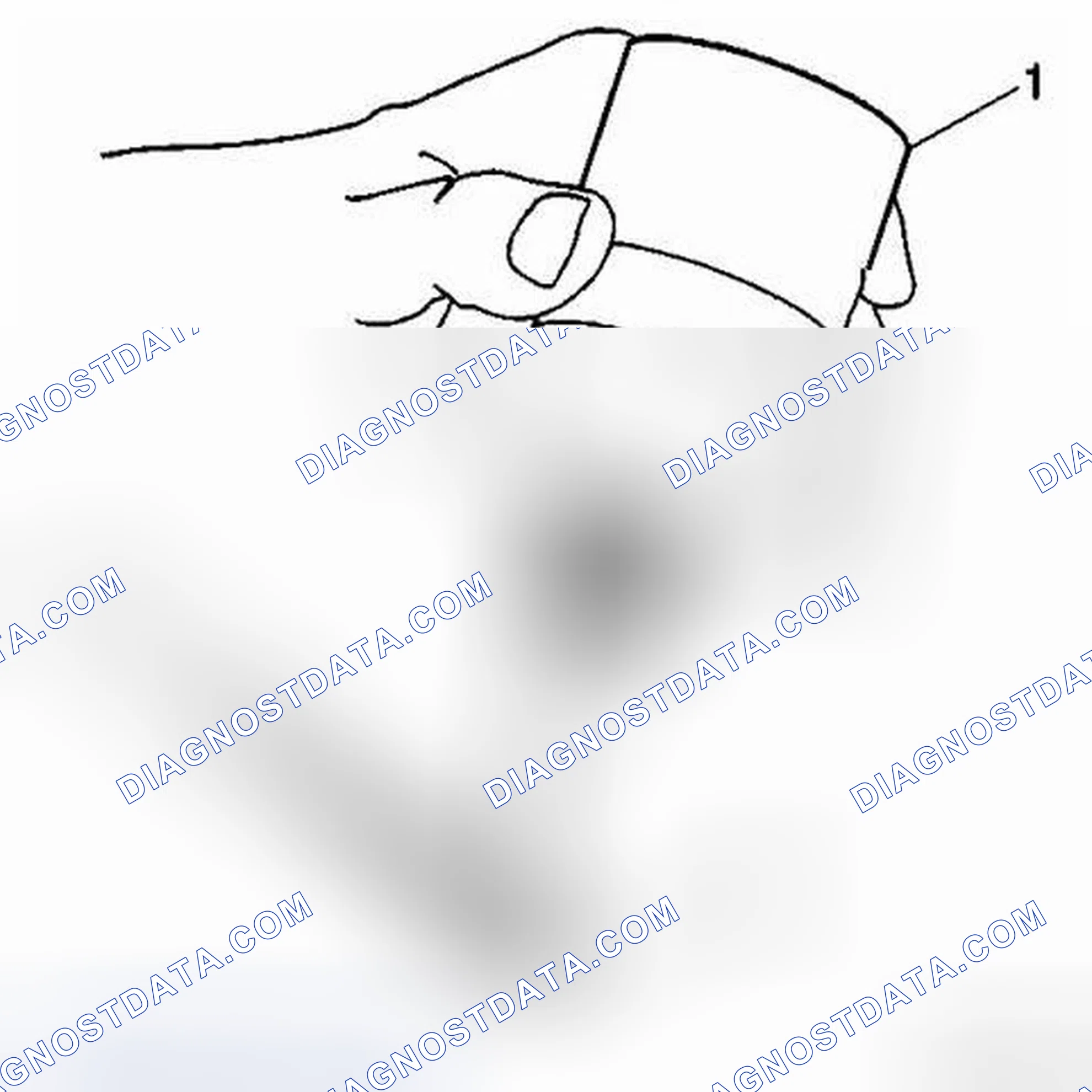
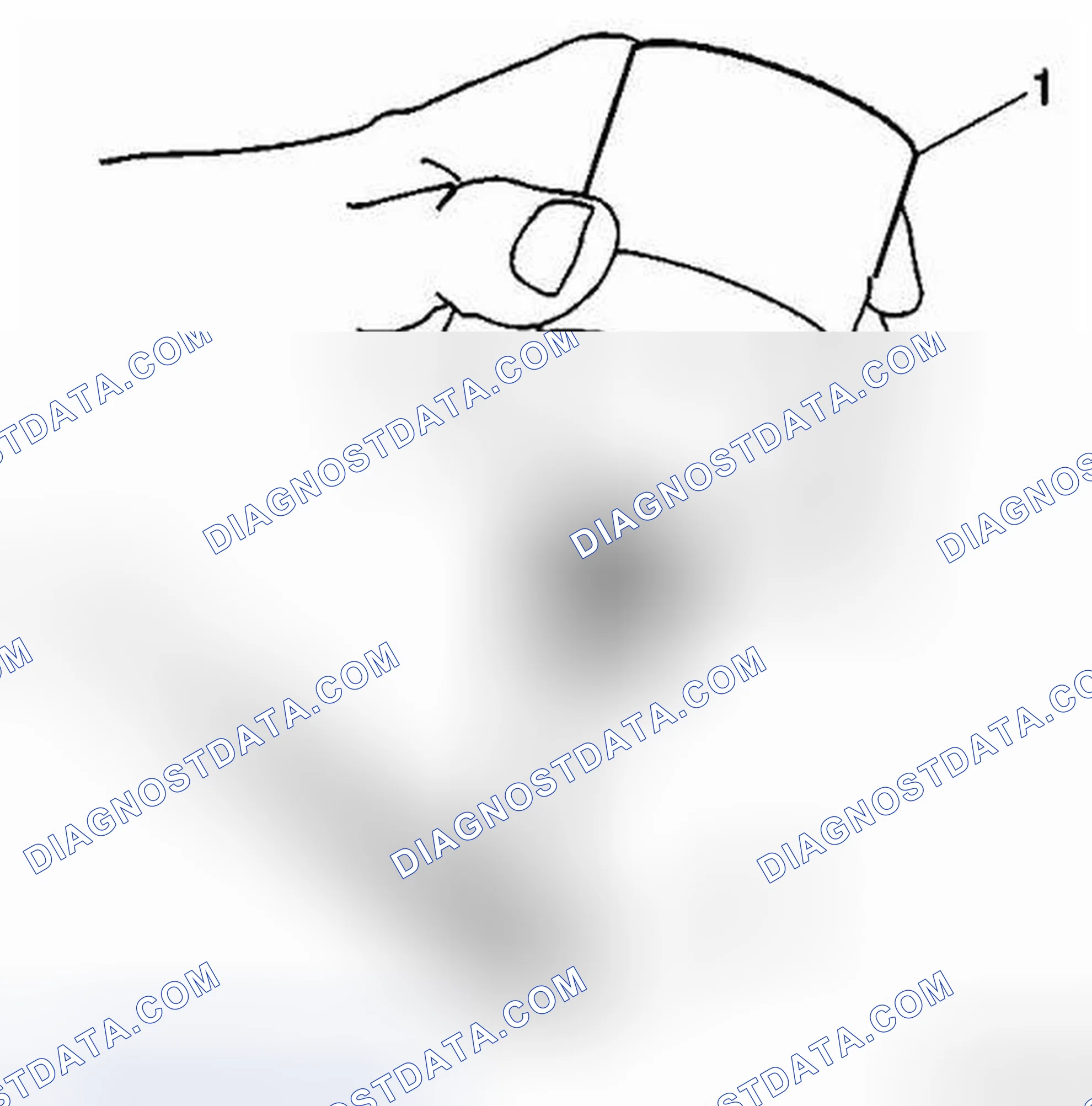
- NOTE: Use care when handling the crankshaft. Avoid damage to the bearing surfaces or the lobes of the crankshaft position reluctor ring. Damage to the teeth of the crankshaft position reluctor ring may affect on-board diagnostic (OBD) II system performance. Clean the crankshaft (1) with solvent.
- Thoroughly clean all oil passages and inspect for restrictions or burrs.
- Refer to «SAFETY GLASSES WARNING»(ref-653635-S22428822072014090100000) . Dry the crankshaft with compressed air.
- NOTE: Reluctor ring teeth should not have imperfections on the rising or falling edges. Imperfections of the reluctor ring teeth may effect OBD II system performance. Perform a visual inspection of the crankshaft for damage.
- The crankshaft position reluctor ring (1) may be replaced if damaged. Tighten the bolts of the crankshaft position sensor's magnetic ring to 15 Nm (11 lb ft) .
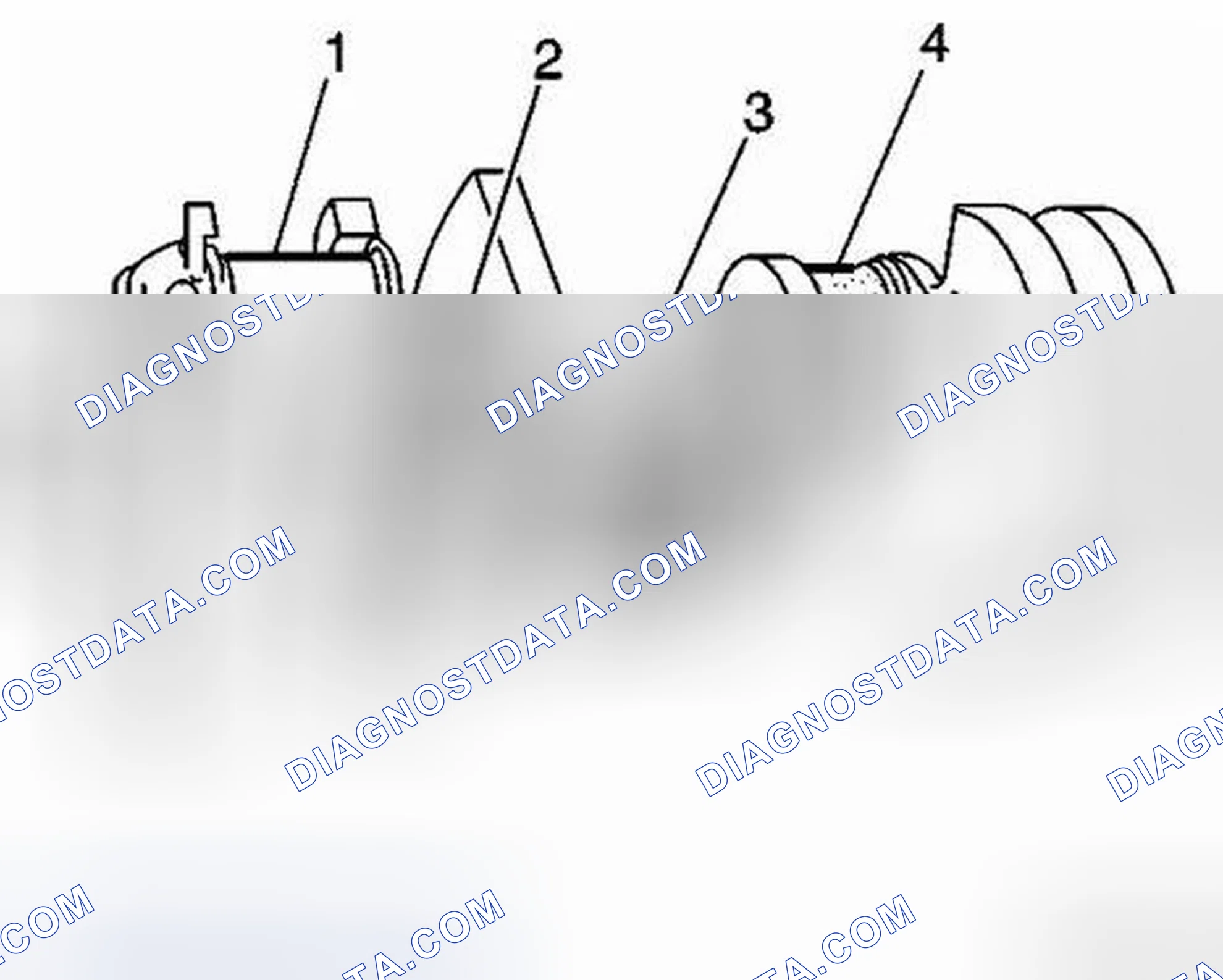
- Inspect the crankshaft journals for wear (1). The journals should be smooth, with no signs of scoring, wear, or damage.
- Inspect the crankshaft journals for grooves or scoring (2).
- Inspect the crankshaft journals for scratches or wear (3).
- Inspect the crankshaft journals for pitting or imbedded bearing material (4).
- Measure the crankshaft journals for out-of-round (1).
- Measure the crankshaft journals for taper.
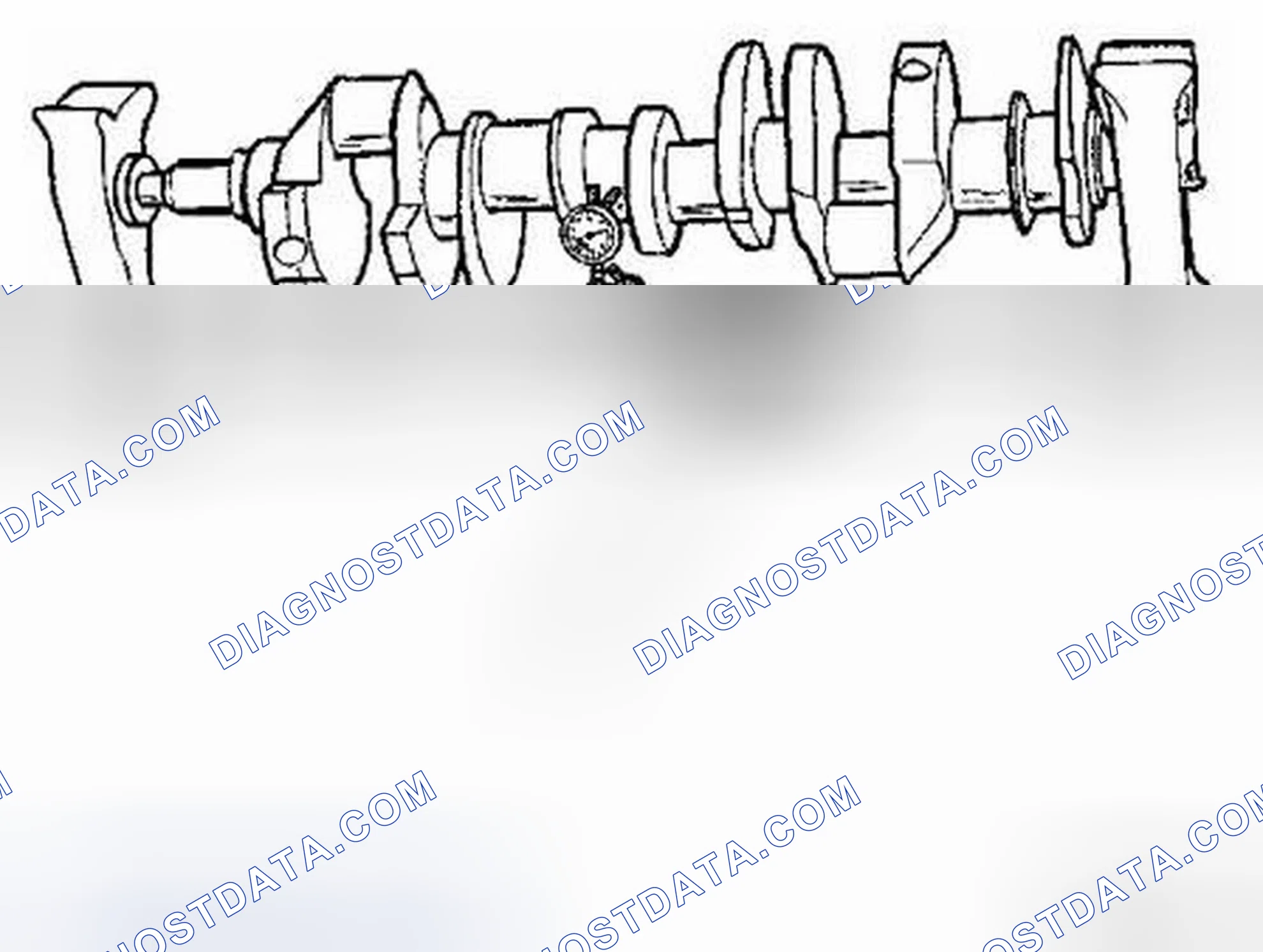
- Measure the crankshaft runout. Using wooden V-blocks, support the crankshaft on the front and rear journals.
- Use the EN-7872 dial indicator (1) in order to measure the crankshaft runout at the front and rear intermediate journals.
- Use the EN-7872 dial indicator in order to measure the runout of the crankshaft rear flange.
- Replace the crankshaft if the measurements are not within specifications.
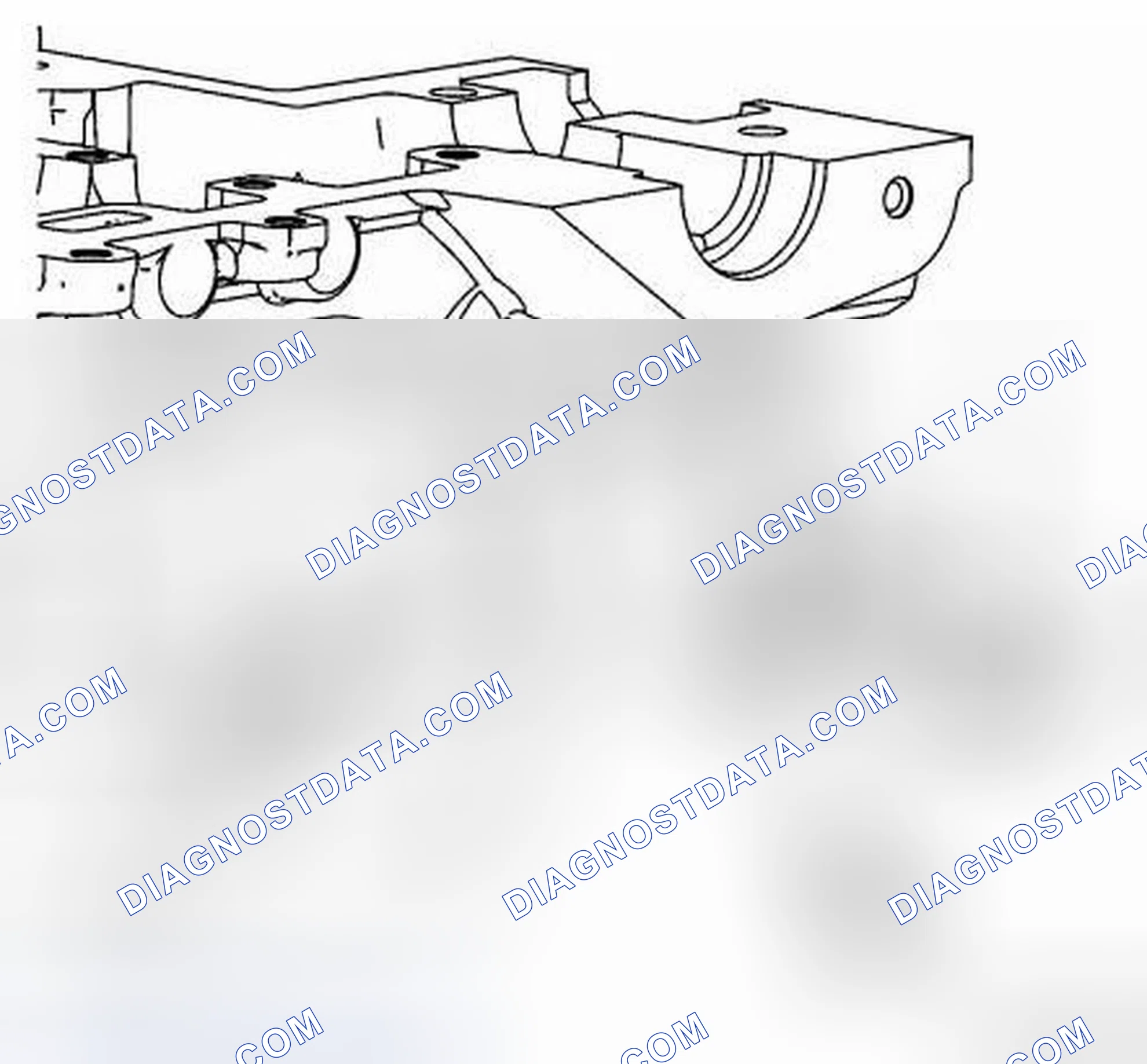
- Inspect crankshaft bearings for craters or pockets (1). Flattened sections on the bearing halves also indicate fatigue.
- Inspect the crankshaft bearings for excessive scoring or discoloration (2).
- Inspect the crankshaft bearings for dirt or debris imbedded into the bearing material.
- Inspect the crankshaft bearings for improper seating indicated by bright, polished sections of the bearing (3). If the lower half of the bearing is worn or damaged, both upper and lower halves should be replaced. Generally, if the lower half is suitable for use, the upper half should also be suitable for use.
Cylinder Head Dismantling (LDK, LHU)
Special Tools
- EN-8062 Valve Spring Compressor
- EN-36017 Valve Seal Remover
- EN-43963 Valve Spring Compressor (off car)
For equivalent regional tools, refer to SPECIAL TOOLS (LDK, LHU) .
Scheme 589
Scheme 590
Scheme 591

Scheme 592
Scheme 593
Scheme 594
- Remove the intake camshaft position sensor (1) and bolt.
- WARNING: Compressed valve springs have high tension against the valve spring compressor. Valve springs that are not properly compressed by or released from the valve spring compressor can be ejected from the valve spring compressor with intense force. Use care when compressing or releasing the valve spring with the valve spring compressor and when removing or installing the valve stem keys. Failing to use care may cause personal injury. WARNING: Do not compress the valve springs to less than 24.0 mm (0.943 in). Contact between the valve spring retainer and the valve stem oil seal can cause potential valve stem oil seal damage. NOTE: Ensure that the valve train components are kept together and identified in order for proper installation in their original position. Using the EN-8062 compressor and the EN-43963 compressor, compress the valve spring.
- Remove the valve keys (1).
- Slowly release the EN-8062 compressor and the EN-43963 compressor from the valve spring assembly.
- Remove the retainers (2).
- Remove the springs (1).
- WARNING: Do not damage the valve guide. Remove any burrs that have formed at the key groove by chamfering the valve stem with an oil stone or a file. Using the EN-36017 remover, remove the valve seals (1). Do not reuse the valve seals.
- Remove the valves (1).
- Remove the cylinder head plugs (1).
Valve Seat Roundness Measurement Procedure
- Measure the valve seat roundness using a dial indicator attached to a tapered pilot installed in the guide. The pilot should have a slight bind when installed in the guide.
- WARNING: The correct size pilot must be used. Do not use adjustable diameter pilots. Adjustable pilots may damage the valve guides. Compare your measurements with the specifications listed in «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) .
- If the valve seat exceeds the roundness specification, you must grind the valve and valve seat using the Valve and Seat Reconditioning Procedure.
- If new valves are being used, the valve seat roundness must be within 0.05 mm (0.002 in).
Scheme 595
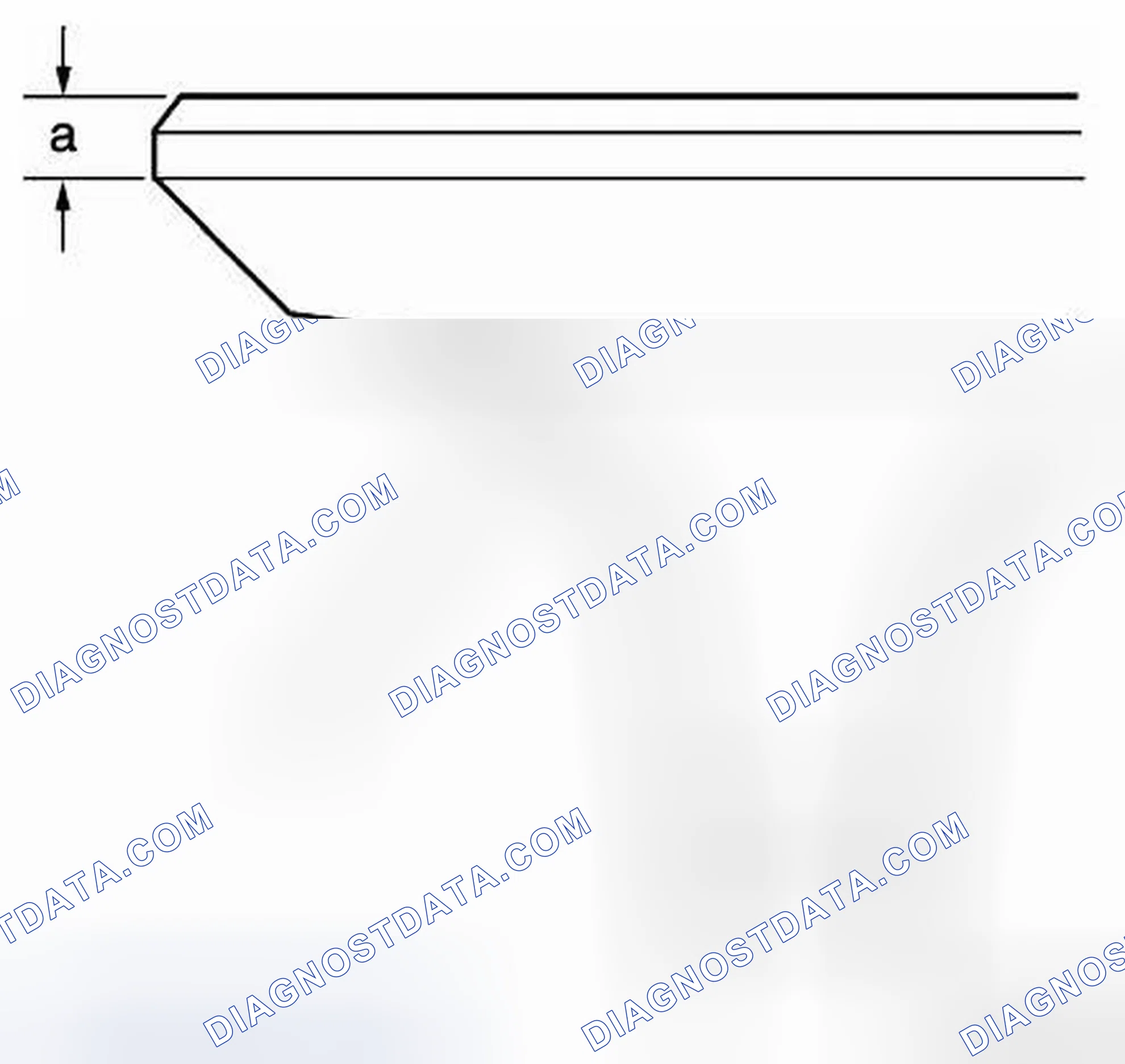
- Measure the valve head O.D. and chamfer (a) using an appropriate scale. Refer to «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) .
- If the valve head O.D. and chamfer is within specification, test the valve (1) for seat concentricity using the Valve-to-Seat Concentricity Measurement Procedure. Reinspect the valve head O.D. and chamfer after completing the concentricity measurement if valve seat reconditioning is performed.
Scheme 596

- NOTE: Checking the valve-to-seat concentricity determines whether the valve and seat are sealing properly. You must measure the valve face and the valve seat to ensure proper valve sealing. Coat the valve face (3) lightly with blue dye (1).
- Install the valve in the cylinder head.
- Turn the valve against the seat with enough pressure to wear off the dye.
- Remove the valve from the cylinder head.
- Inspect the valve face. If the valve face is concentric, providing a proper seal, with the valve stem, a continuous mark (2) will be made around the entire face. NOTE: The wear mark MUST be at least 0.5 mm (0.020 in) from the outer diameter, the margin (a), of the valve. If the wear mark is too close to the margin, the seat must be reconditioned to move the contact area away from the margin. NOTE: Do not grind or condition the intake valve. If the intake valve is out of specification, replace the valve. If the face is not concentric with the stem, the mark will NOT be continuous around the valve face. The valve should be refaced or replaced and the seat must be reconditioned using the Valve and Seat Reconditioning Procedure.
Scheme 597
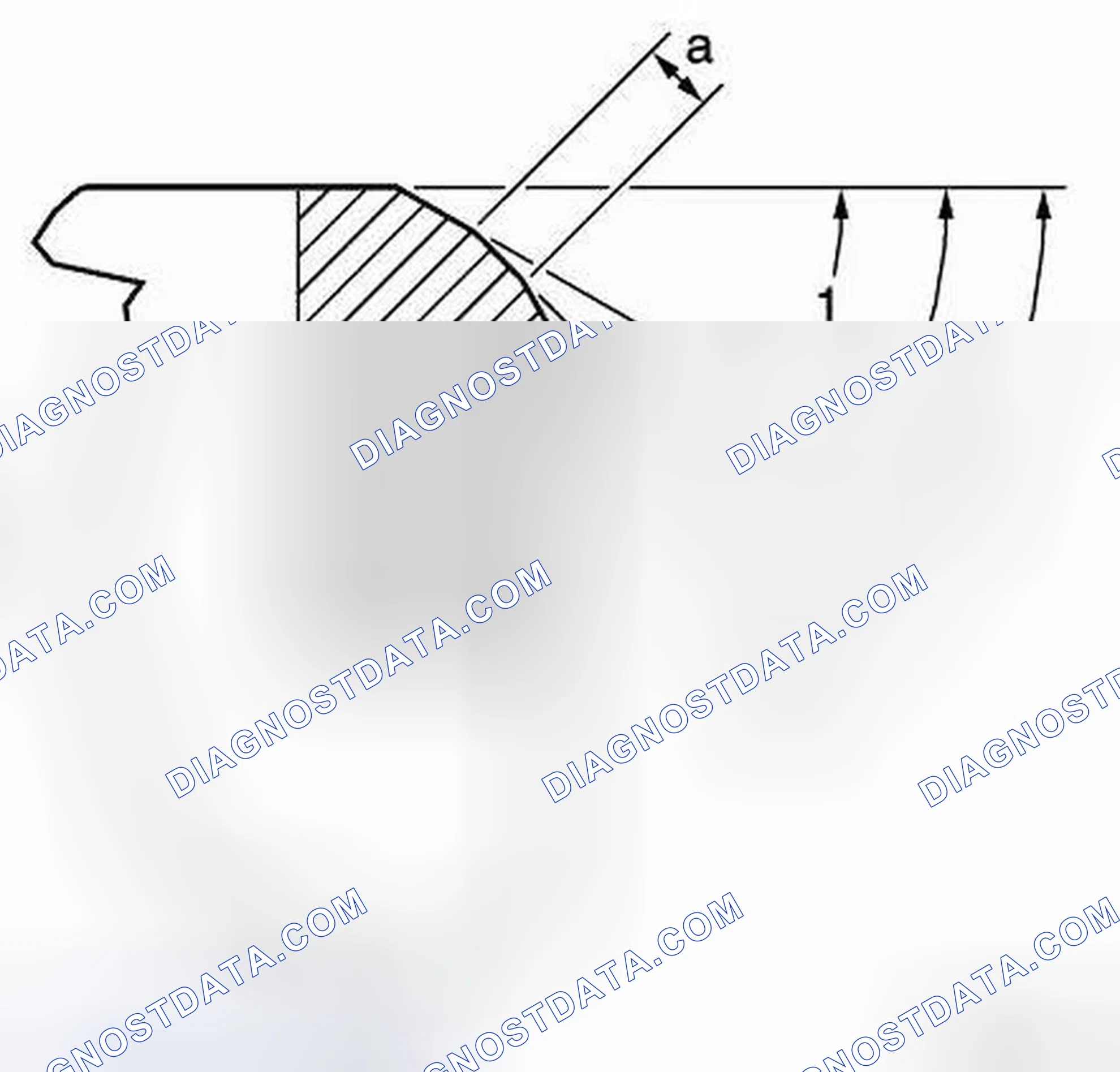
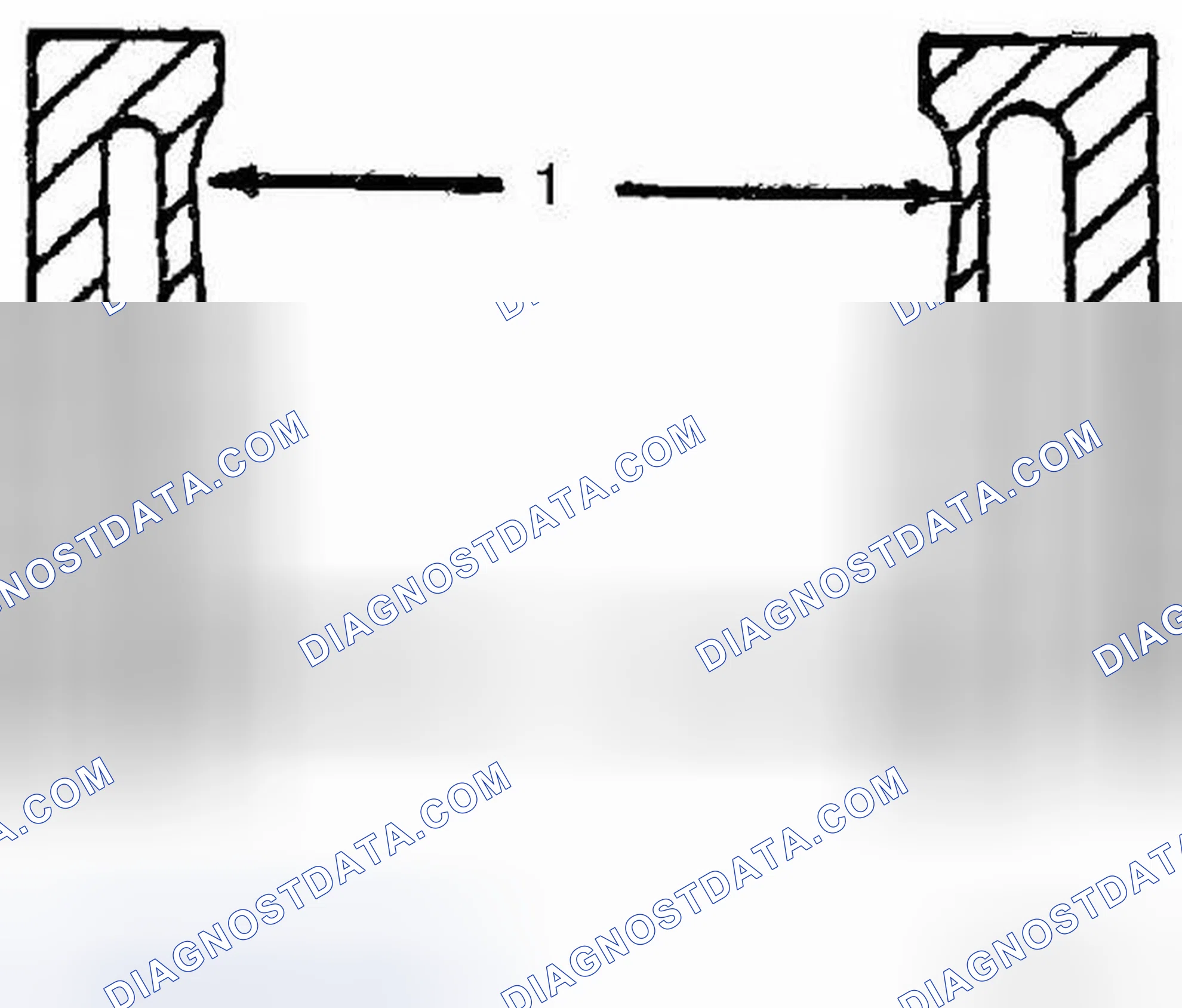
- NOTE: If the valve seat width, roundness or concentricity is beyond specifications, you must grind the seats in order to ensure proper heat dissipation and prevent the build up of carbon on the seats. It is necessary to reface the valve if seat reconditioning is required unless a new valve is used. Grind the valve seating surface (a) to the proper angle specification (2) listed in «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) .
- Grind the valve relief surface to the proper angle specification (1) listed in «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) , to correctly position the valve seating surface (a) to the valve.
- Grind the valve undercut surface to the proper angle specification (3) listed in «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) , to narrow the valve seating surface width (a) to the specifications listed in «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) .
- NOTE: Do not grind or condition the intake valve. If the intake valve seat has been reconditioned, replace the corresponding intake valve. Replace the intake valve if it is out of specification. Refer to «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) .
- If the original exhaust valve is being used, grind the valve to the specifications listed in «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) . Measure the valve head O.D. and chamfer again after grinding using the Valve Head O.D. and Chamfer Measurement Procedure. Replace the exhaust valve if it is out of specification. New valves do not require grinding.
- When grinding the valves and seats, grind off as little material as possible. Cutting valve seat results in lowering the valve spring pressure.
- Install the valve in the cylinder head. If you are using refaced exhaust valves, lap the valves into the seats with a fine grinding compound. The refacing and reseating operations should leave the refinished surfaces smooth and true so that minimal lapping is required. Excessive lapping will groove the valve face and prevent a good seat when hot. Be sure to clean any remaining lapping compound from the valve and seat with solvent and compressed air prior to final assembly.
- After obtaining the proper valve seat width in the cylinder head, you must re-measure the valve stem height using the Valve Stem Height Measurement Procedure.
- If the valve stem height is acceptable, test the seats for concentricity using the Valve-to-Seat Concentricity Measurement Procedure.
Scheme 598

- NOTE: To determine the valve stem height measurement, measure from the valve spring seat to the valve spring retainer. Install the valve (1) into the valve guide in the cylinder head (2).
- Ensure the valve is seated to the cylinder head valve seat.
- Install the valve stem oil seal.
- Install the valve spring retainer and valve stem locks.
- Measure the distance (a) between the valve seal lip to the bottom of the valve spring retainer. Refer to «ENGINE MECHANICAL SPECIFICATIONS (LDK, LHU)»(ref-653636-S28533554622014090100000) .
- If the maximum height specification is exceeded, a new valve should be installed and the valve stem height re-measured.
- WARNING: DO NOT grind the valve stem tip. The tip of the valve is hardened and grinding the tip will eliminate the hardened surface causing premature wear and possible engine damage. WARNING: DO NOT use shims in order to adjust valve stem height. The use of shims will cause the valve spring to bottom out before the camshaft lobe is at peak lift and engine damage could result. If the valve stem height still exceeds the maximum height specification, the cylinder head must be replaced.
Cylinder Head Bolt Hole Thread Repair
Note. The use of a cutting fluid is recommended when performing the drilling, counterboring, and tapping procedures. Driver oil MUST be used on the installer driver tool. The tool kits are designed for use with either a suitable tap wrench or drill motor.
Refer to ADHESIVES, FLUIDS, LUBRICANTS, AND SEALERS (LDK, LHU) for recommended cutting fluid and driver oil.
Scheme 599

Scheme 600

Scheme 601

Scheme 602
Scheme 603

Scheme 604

Scheme 605
Scheme 606

Scheme 607

Scheme 608
Scheme 609

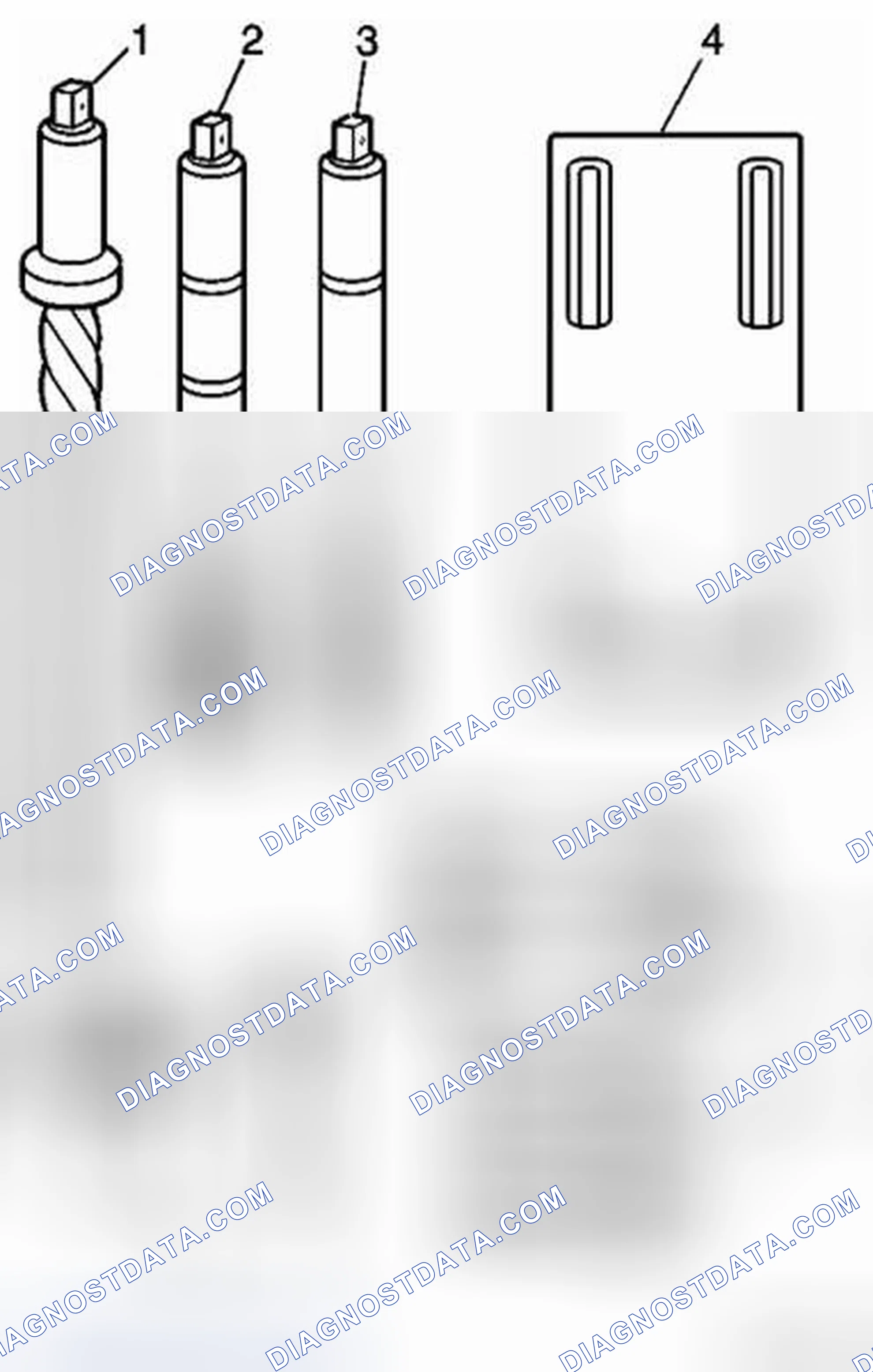
- The cylinder head bolt hole thread repair kit consists of the following items: Drill (1) Tap (2) Installer (3) Sleeve (4) Alignment Pin (5) Bushing (6) Bolts (7) Fixture Plate (8)
- Refer to «SAFETY GLASSES AND COMPRESSED AIR WARNING»(ref-653635-S14692233142014090100000) . Install the fixture plate (3), bolts (1), and bushing (2) onto the engine block deck. Position the fixture plate and bushing over the hole that is to be repaired (4).
- Position the alignment pin (1) through the bushing and into the hole.
- With the alignment pin in the desired hole, tighten the fixture retaining bolts (2).
- Remove the alignment pin from the hole.
- Install the sleeve (2) onto the drill (1), if required.
- NOTE: During the reaming process, it is necessary to repeatedly remove the drill and clean the chips from the hole. Drill out the threads of the damaged hole. Drill the hole until the stop collar (1) of the drill bit or the sleeve contacts the bushing.
- Refer to «SAFETY GLASSES AND COMPRESSED AIR WARNING»(ref-653635-S14692233142014090100000) . Using compressed air, clean out any chips.
- Using a tap wrench (1), tap the threads of the drilled hole.
- Using a TAP wrench, tap the threads of the drilled hole. In order to tap the new threads to the proper depth, rotate the tap into the hole until the mark (3) on the tap align with the top of the drill bushing (2).
- Remove the fixture plate (1), bushing (2), and bolts.
- Refer to «SAFETY GLASSES AND COMPRESSED AIR WARNING»(ref-653635-S14692233142014090100000) . Refer to «CLEANING SOLVENT WARNING»(ref-653635-S18336785612014090100000) . Using compressed air, clean out any chips.
- Spray cleaner into the hole. Refer to «ADHESIVES, FLUIDS, LUBRICANTS, AND SEALERS (LDK, LHU)»(ref-653636-S40994991802014090100000) .
- Using compressed air, clean any cutting oil and chips out of the hole.
- NOTE: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert. Lubricate the threads of the installer tool (2) with the driver oil (1).
- Install the insert (2) onto the driver tool (1).
- Apply threadlock LOCTITE™ 277, EN-43600-109 loctite (1), or equivalent to the insert's OD threads (2).
- Install the insert and driver (1) into the hole. Rotate the driver tool until the mark on the tool aligns with the deck surface of the engine block. The installer tool will tighten up before screwing completely through the insert. This is acceptable. You are forming the bottom threads of the insert and mechanically locking the insert to the base material threads.
Main Cap Bolt Hole Thread Repair
Note. The use of a cutting fluid is recommended when performing the drilling, counterboring, and tapping procedures. Driver oil MUST be used on the installer driver tool. The tool kits are designed for use with either a suitable tap wrench or drill motor.
Refer to ADHESIVES, FLUIDS, LUBRICANTS, AND SEALERS (LDK, LHU) for recommended cutting fluid and driver oil.
Scheme 610
Scheme 611

Scheme 612

Scheme 613

Scheme 614
Scheme 615

Scheme 616
Scheme 617

Scheme 618

- The main cap bolt hole thread repair kit consists of the following items: Drill (1) Tap (2) Installer (3) Fixture Plate (4) Long Bolts (5) Short Bolts (6) Alignment Pin (7) Bushing (8)
- Remove the alignment dowel pins from the holes (1-4), if necessary.
- Install the fixture plate (1), bolt, and bushing, onto the engine block. Position the fixture plate and bushing over the hole that is to be repaired.
- Position the alignment pin in the desired hole and tighten the fixture retaining bolts.
- Drill out the damaged hole.
- Refer to «SAFETY GLASSES AND COMPRESSED AIR WARNING»(ref-653635-S14692233142014090100000) . Using compressed air, clean out any chips.
- Using a TAP wrench, tap the threads of the drilled hole. In order to tap the new threads to the proper depth, rotate the tap into the hole until the mark (3) on the tap aligns with the top of the bushing (2).
- Refer to «SAFETY GLASSES AND COMPRESSED AIR WARNING»(ref-653635-S14692233142014090100000) . Refer to «CLEANING SOLVENT WARNING»(ref-653635-S18336785612014090100000) . Using compressed air, clean out any chips.
- Spray cleaner into the hole. Refer to «ADHESIVES, FLUIDS, LUBRICANTS, AND SEALERS (LDK, LHU)»(ref-653636-S40994991802014090100000) .
- Using compressed air, clean any cutting oil and chips out of the hole.
- NOTE: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert. Lubricate the threads of the installer tool (2) with the driver oil (1).
- Install the insert (2) onto the driver tool (1).
- Apply threadlock LOCTITE™ 277, EN-43600-109 (1), or equivalent to the insert OD threads (2).
- NOTE: The fixture plate and bushing remains installed onto the engine block during the insert installation procedure. Install the insert and driver through the bushing (2), fixture plate (1) and into the hole. Rotate the driver tool until the mark on the tool (3) aligns with the top of the bushing (2). The installer tool will tighten up before screwing completely through the insert. This is acceptable. You are forming the bottom threads of the insert and mechanically locking the insert to the base material threads.
- Remove the driver, bushing (2), fixture plate (1), and bolts.
- Install the alignment dowel pins in holes (1-4), if necessary.
Bearing Selection
Measure the bearing clearance to determine the correct replacement bearing insert size. There are 2 methods to measure bearing clearance. Method A gives more reliable results and is preferred.
- Method A yields measurement from which the bearing clearance can be computed.
- Method B yields the bearing clearance directly. Method B does not give any indication of bearing run-out.
Scheme 619
Note. Do not mix inserts of different nominal size in the same bearing bore.
To measure bearing clearance using Method A, use the following procedure
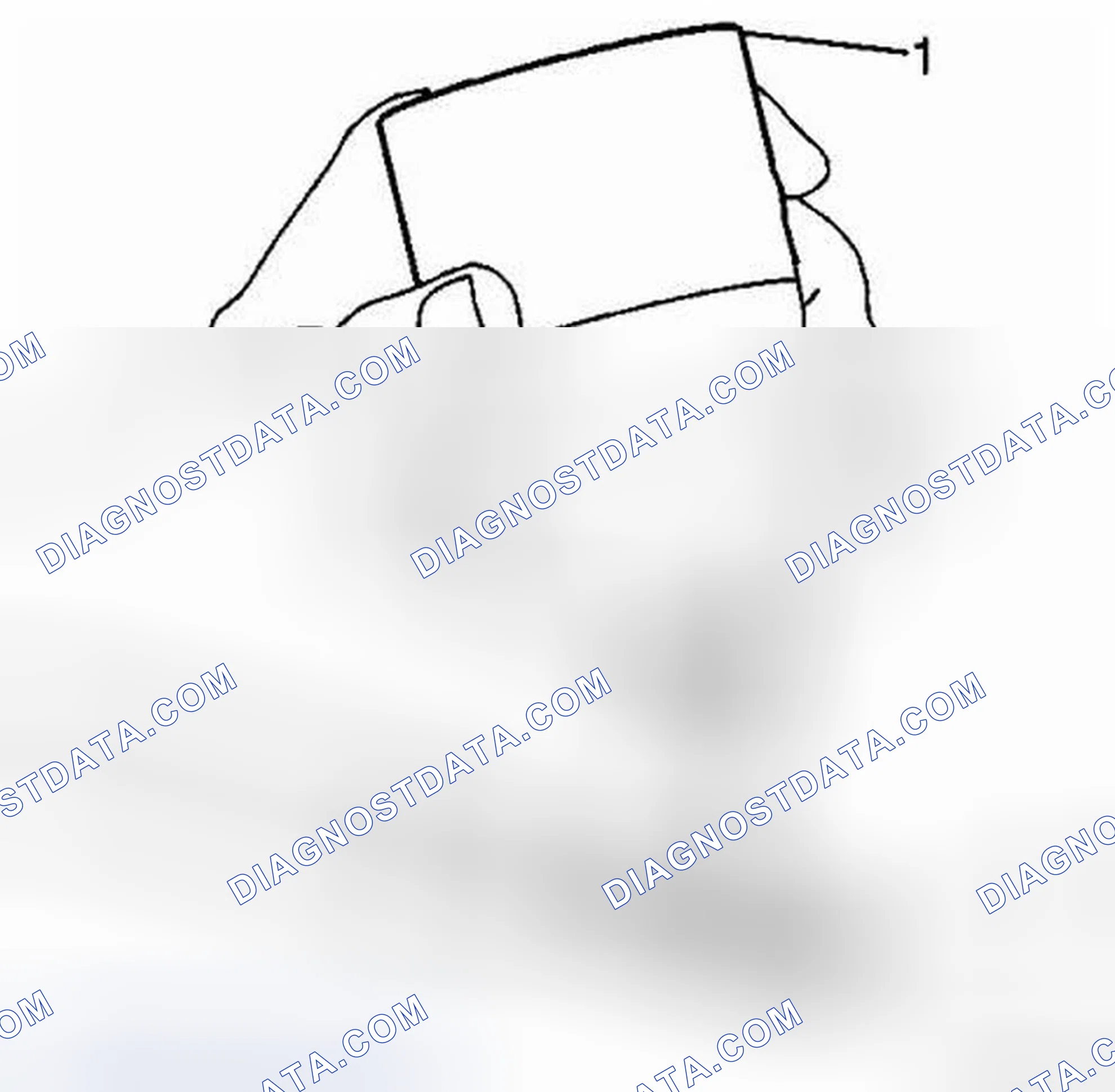
- Measure the crankshaft bearing journal diameter with a micrometer (1) in several places, 90 degrees apart. Average the measurements.
- Measure the crankshaft bearing journal taper and runout.
- Install the lower crankcase and tighten the bearing cap bolts to specification.
- Measure bearing inside diameter (ID) in several places 90 degrees apart, average measurements.
- Subtract journal measurement from bearing ID measurement to determine clearance.
- Determine whether clearance is within specification.
- If out of specification, choose different inserts.
- Measure the connecting rod inside diameter in the same direction as the length of the rod with an inside micrometer.
- Measure the crankshaft main bearing inside diameter with an inside micrometer.
Scheme 620

To measure bearing clearance using Method B, use the following procedure
- Clean the used bearing inserts.
- Install the used bearing inserts.
- Place a piece of gaging plastic across the entire bearing width.
- Install the bearing caps.
- WARNING: In order to prevent the possibility of cylinder block or crankshaft bearing cap damage, the crankshaft bearing caps are tapped into the cylinder block cavity using a brass, lead, or a leather mallet before the attaching bolts are installed. Do not use attaching bolts to pull the crankshaft bearing caps into the seats. Failure to use this process may damage a cylinder block or a bearing cap. Install the bearing cap bolts to specification.
- NOTE: Do not rotate the crankshaft. Remove the bearing cap, leaving the gaging plastic in place. It does not matter whether the gaging plastic adheres to the journal or to the bearing cap.
- Measure the gaging plastic at its widest point with the scale (1) printed on the gaging plastic package.
- Remove the gaging plastic.
Engine Prelubing
Special Tools
EN-45299 Engine Preluber
For equivalent regional tools, refer to SPECIAL TOOLS (LDK, LHU) .
Scheme 621
Scheme 622
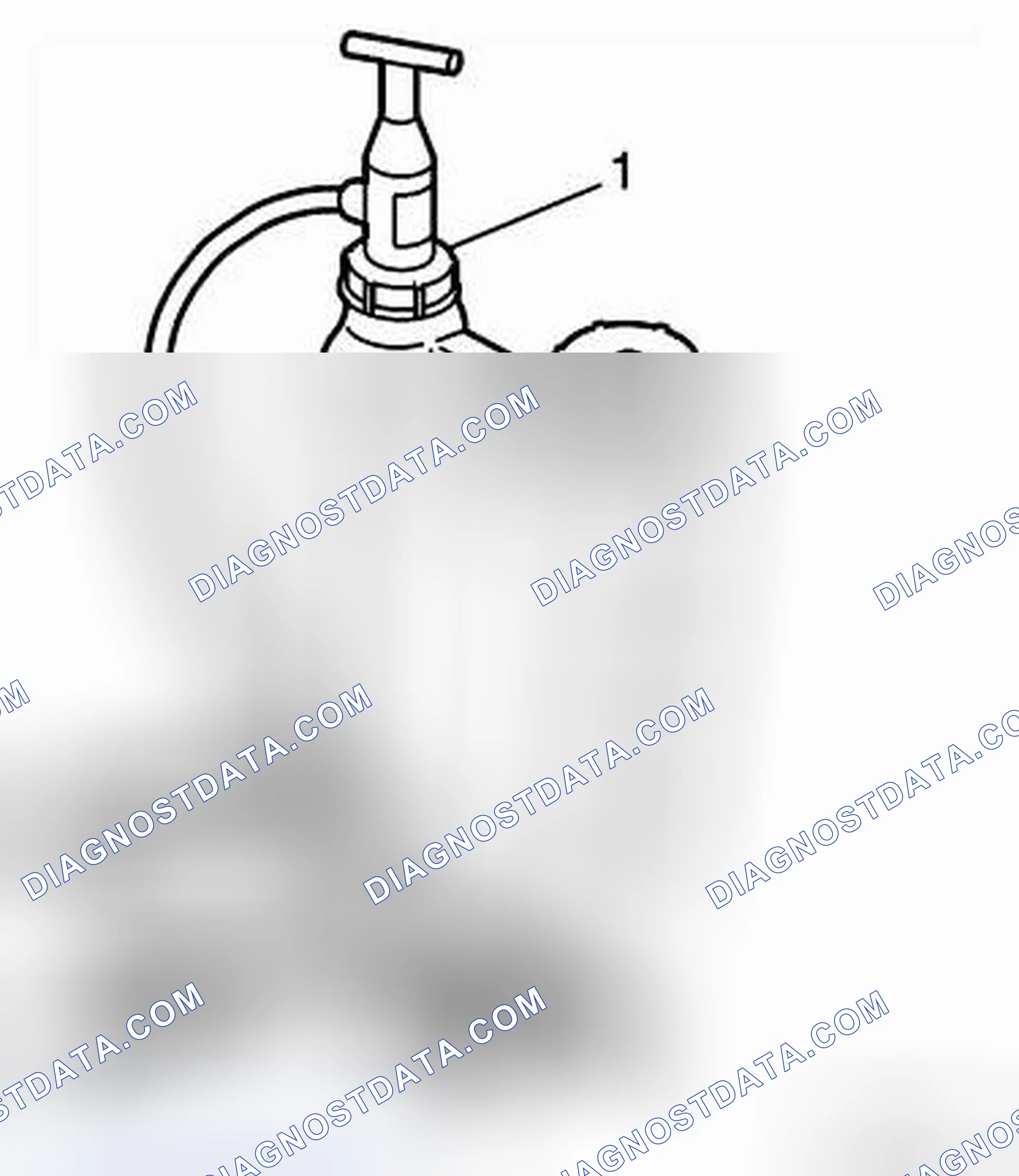
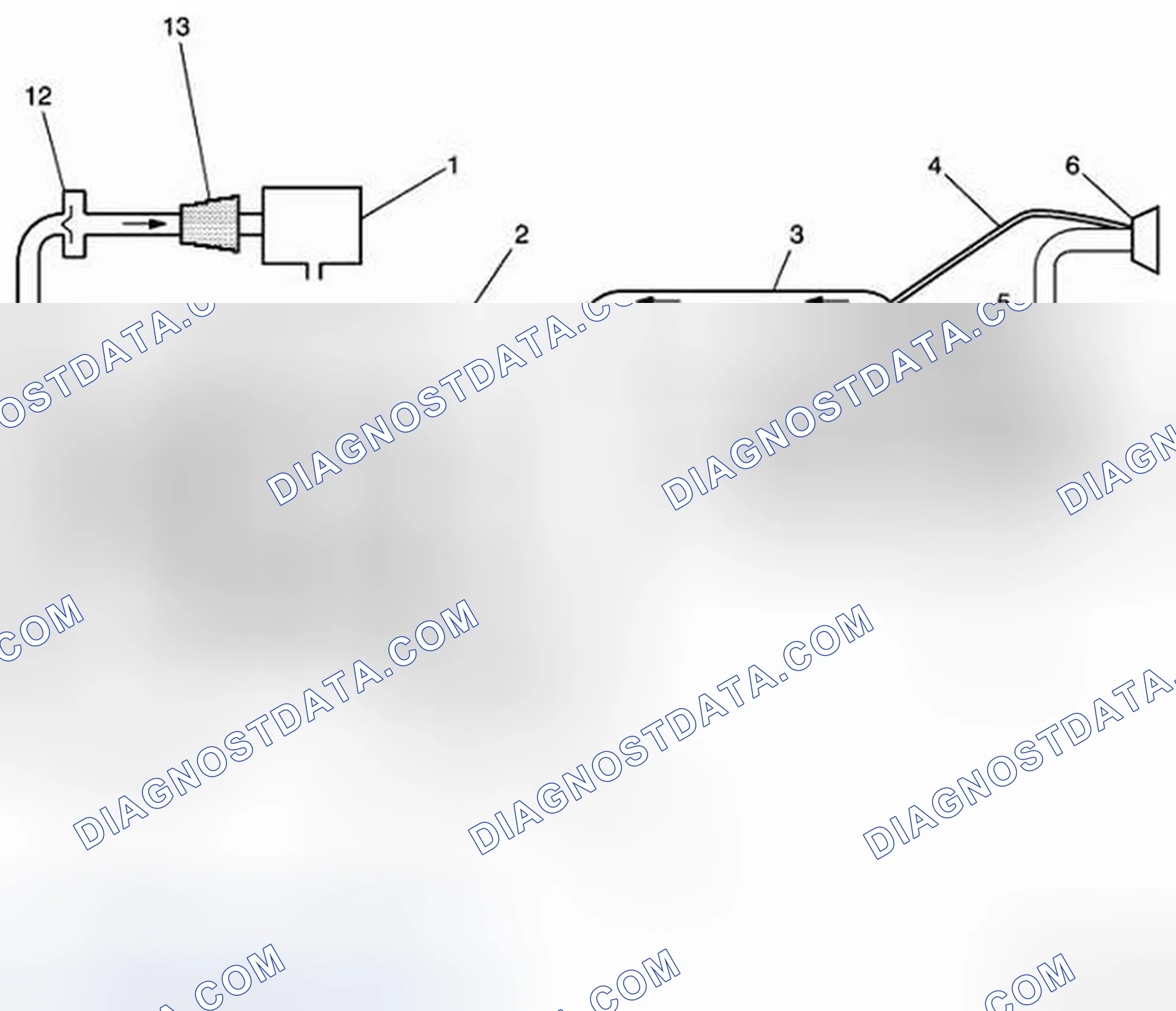
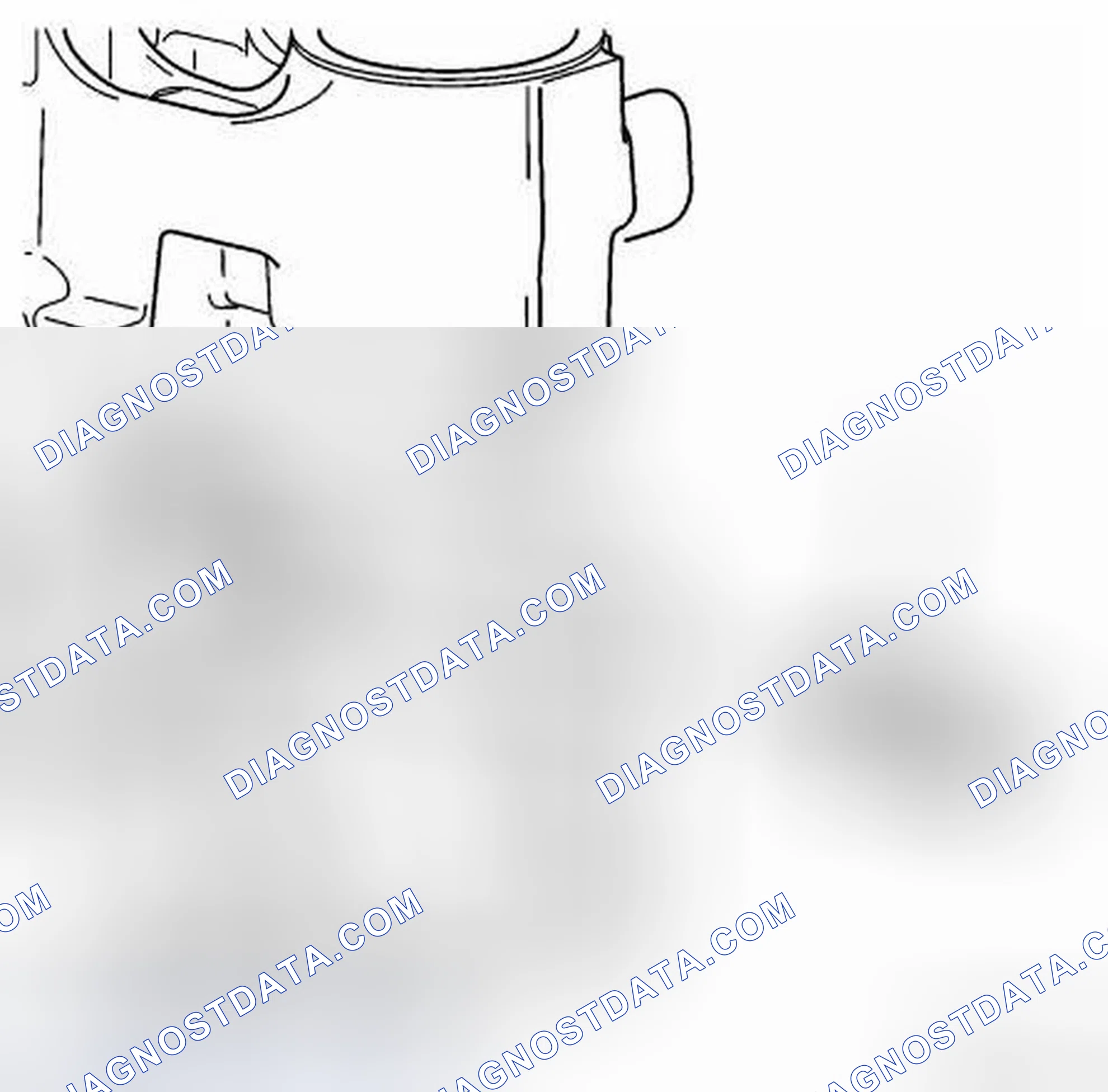
- NOTE: A constant and continuous flow of clean engine oil is required in order to properly prime the engine. Ensure an approved engine oil is used, as specified in the owners manual. Remove the oil pressure switch.
- Install the M12 x 1.75 adapter (1) P/N 509376.
- Install the flexible hose to the adapter and open the valve.
- Pump the handle on the EN-45299 preluber (1) in order to flow a minimum of 1-1.9 liters (1-2 quarts) of engine oil. Observe the flow of engine oil through the flexible hose and into the engine assembly.
- Close the valve and remove the flexible hose and adapter from the engine.
- Refer to «FASTENER CAUTION»(ref-653635-S22306564902014090100000) . Install the oil pressure switch on the engine and tighten to 22 Nm (16 lb ft) .
- Top-off the engine oil to the proper level.
List of components
| No | Name Location |
|---|---|
| Components | |
| P16 | Instrument Panel Cluster |
| K20 | Engine Control Module |
| B35 | Engine Oil Level Sensor |