DESCRIPTION
The 2.4 Liter (146 cu. in.) in-line four cylinder engine is a single over head camshaft with mechanical lash adjusters and four valves per cylinder design. This engine is NOT free-wheeling; meaning that the pistons will contact the valves in the event of a timing chain failure.
The cylinders are numbered from front of the engine to the rear. The firing order is 1-3-4-2.
Scheme 571

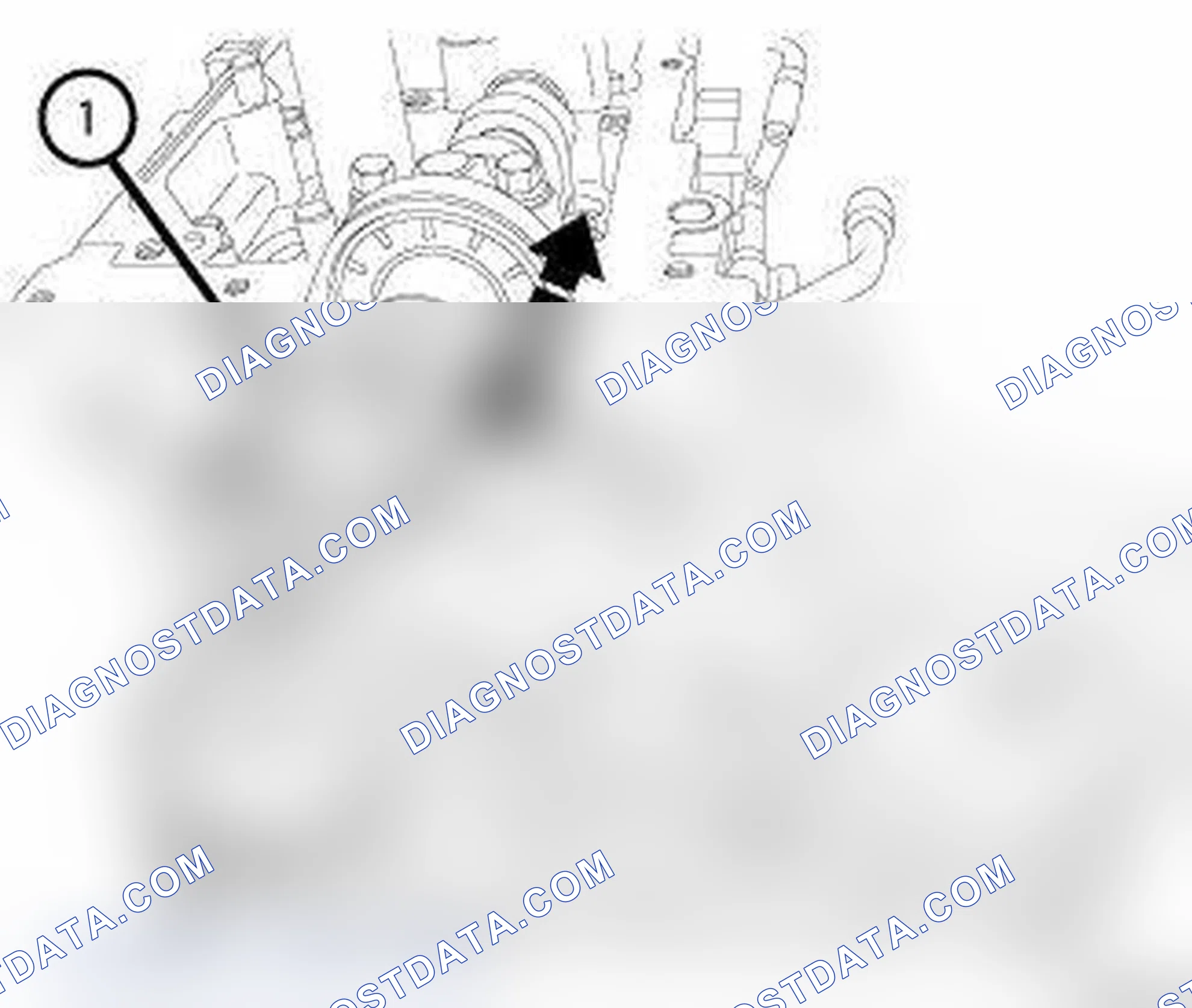
The engine serial number is located on the rear of the cylinder block. The serial number contains engine build date information.
ENGINE DIAGNOSIS - INTRODUCTION
Engine diagnosis is helpful in determining the causes of malfunctions not detected and remedied by routine maintenance.
These malfunctions may be classified as either performance (e.g. engine idles rough and stalls) or mechanical (e.g. a strange noise).
Refer to PERFORMANCE DIAGNOSTIC TABLE and ENGINE MECHANICAL DIAGNOSTIC TABLE for possible causes and corrections of malfunctions. . Refer to the FUEL SYSTEM article for the fuel system diagnosis.
Additional tests and diagnostic procedures may be necessary for specific engine malfunctions that can not be isolated with the Service Diagnosis charts. Information concerning additional tests and diagnosis is provided within the following diagnosis
- Cylinder Compression Pressure Test. Refer to «CYLINDER COMPRESSION PRESSURE LEAKAGE»(ref-646217-S34192746072014082600000) .
- Cylinder Combustion Pressure Leakage Test. Refer to «CYLINDER COMBUSTION PRESSURE LEAKAGE»(ref-646217-S20767186452014082600000) .
- Engine Cylinder Head Gasket Failure Diagnosis. Refer to «CYLINDER HEAD - DIAGNOSIS AND TESTING»(ref-646217-S13347436292014072800000) .
- Intake Manifold Leakage Diagnosis. Leakage diagnosis is not available from manufacturer.
OPERATION
The camshaft is driven by the crankshaft via a drive sprocket and a chain. The camshaft has precisely machined lobes to provide accurate valve timing and duration.
Scheme 572
Each of the four combustion chambers contains four valves, two intake and two exhaust, for a total of 16 valves. The valves are made of heat resistant steel. They have nitrided stems to prevent scuffing. Viton rubber valve stem seals are integral with the spring seats. All valves use three bead lock keepers (1) to retain springs (3) and to promote valve rotation.
Scheme 573

| 1 - SEAT WIDTH |
|---|
| 2 - FACE ANGLE |
| 3 - SEAT ANGLE |
| 4 - SEAT CONTACT AREA |
The intake and exhaust valves have a 44.5 to 45 degree face angle (1). The valve seats (2) have a 45 to 45.5 degree face angle.
Scheme 574
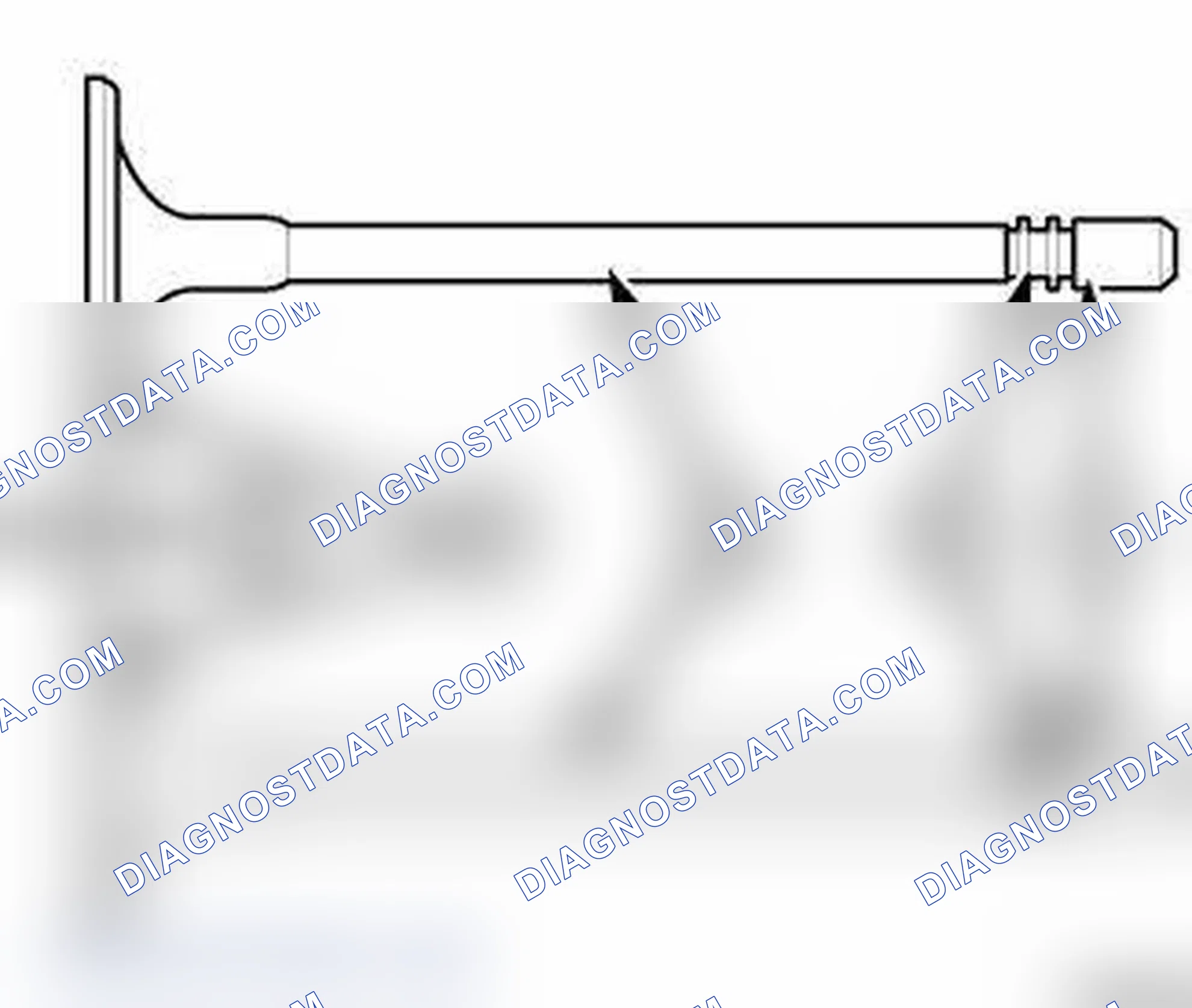
Inspect the remaining margin (5) after the valves are refaced. Refer to ENGINE SPECIFICATIONS .
The die cast aluminum cylinder block is a two-piece assembly, consisting of the cylinder block and ladder frame. The block is an open deck design with cast in place cast iron cylinder liners. The cast iron cylinder liners are recessed below the aluminum deck surface. The ladder frame bolts to the cylinder block and does not incorporate the main bearing caps. This design offers a much stronger lower end and increased cylinder block and transaxle rigidity. The rear oil seal retainer is integral with the block and ladder frame. The ladder frame and block are serviced as an assembly.
Scheme 575
The engine serial number is located on the bottom of the ladder frame just behind the oil pan. The date can be seen with the oil pan in place.
Scheme 576

Before deglazing, mask the crankcase area to keep abrasive materials from entering the engine lower end. Tape off the water jacket and any openings to the oil circuit to prevent abrasive material from entering the coolant and oil circuits.
| CAUTION | DO NOT use rigid type hones to remove cylinder wall glaze. |
- Select an appropriate size flexible ball hone.
- Deglazing of the cylinder walls may be done if the cylinder bore is straight and round. About 20-60 strokes, depending on the condition of the cylinder bore, will be sufficient to provide a satisfactory surface. Use a light honing oil, available from major oil distributors. CAUTION: DO NOT use engine or transmission oil, mineral spirits, or kerosene.
- Deglazing should be done by moving the hone up and down fast enough to get a crosshatch pattern. The hone marks should intersect at 30° to 60° inclusive angle for proper seating of rings.
- A controlled hone motor speed between 200 and 300 RPM is necessary to obtain the proper crosshatch angle (1). The number of up and down strokes per minute can be regulated to get the desired 30° to 60° inclusive angle (2). Faster up and down strokes increase the crosshatch angle.
- After deglazing, it is necessary that the block be cleaned to remove all traces of abrasive. Use a brush to wash parts with a solution of hot water and detergent. Dry parts thoroughly. Use a clean, white, lint-free cloth to check that the bore is clean. Oil the bores after cleaning to prevent rusting. Upon completion, perform a visual inspection of the cylinder block passages to inspect for abrasive debris. If any debris is found, repeat the cleaning process. NOTE: Cylinder bore diameter should not increase more than 20 microns during deglazing process from original nominal bore diameter, if the maximum of 20 microns is exceeded, the cylinder block must be replaced. If deglazing the cylinder bore cannot remove the light scratches and scuffs the cylinder block should be replaced.
Scheme 577

Note. Typical crankshaft journal shown in illustration.
Engine crankshaft and connecting rod bearing clearances can be determined by the use of Plastigage or equivalent. The following is the recommended procedure for the use of Plastigage
Scheme 578

Scheme 579
- Remove the oil film from surface to be checked. Plastigage is soluble in oil.
- Place a piece of Plastigage (1) across the entire width of the journal (In addition, suspected areas can be checked by placing the Plastigage in the suspected area). Plastigage must not crumble in use. If brittle, obtain fresh stock.
- Torque the bearing cap bolts of the bearing being checked to the proper. Refer to «TORQUE SPECIFICATIONS»(ref-646217-S03651806912014072800000) . NOTE: DO NOT rotate the crankshaft. Plastigage will smear, causing inaccurate results. NOTE: Typical connecting rod cap shown in illustration.
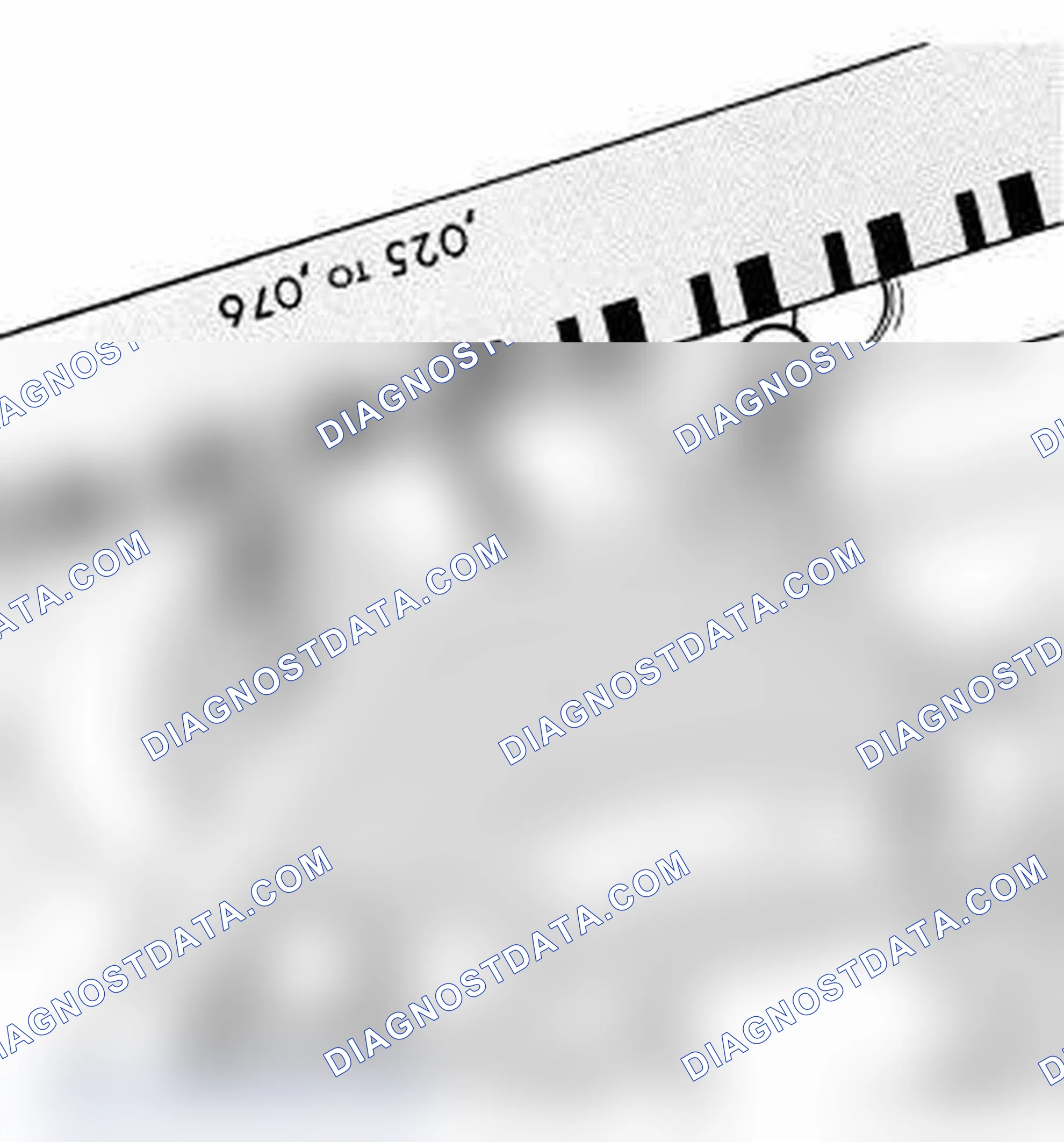
- Remove the bearing cap and compare the width of the flattened Plastigage (2) with the scale provided on the package (1). Locate the band closest to the same width. This band shows the amount of clearance. Differences in readings between the ends indicate the amount of taper present or the possibility of foreign material trapped under the bearing insert.
- Record all readings taken. Compare clearance measurements to. Refer to «ENGINE SPECIFICATIONS»(ref-646217-S08719865132014072800000) . NOTE: Typical connecting rod journal shown in illustration. NOTE: Plastigage is available in a variety of clearance ranges. Use the most appropriate range for the specifications you are checking. Plastigage generally is accompanied by two scales. One scale is in inches, the other is a metric scale.
- Install the proper bearings to achieve the specified bearing clearances.
- Repeat the Plastigage measurement to verify your bearing selection prior to final assembly.
Scheme 580

Scheme 581
- Wipe the main bearing inserts (1 and 2) clean.
- Inspect the inserts for abnormal wear patterns, scoring, grooving, fatigue, pitting and for metal or other foreign material imbedded in the lining.
- Inspect the back of the inserts for fractures, scrapes, or irregular wear patterns.
- Inspect the insert locking tabs for damage.
- Inspect the crankshaft thrust washers for scoring, scratches, wear or blueing.
- Replace any bearing that shows abnormal wear. Refer to «BEARING(S), CRANKSHAFT, MAIN - STANDARD PROCEDURE»(ref-646217-S33625823892014072800000) .
- Inspect the main bearing bores for signs of scoring, nicks and burrs.
- If the cylinder block main bearing bores show damage the engine block must be replaced.
- Use Cylinder Indicator (special tool #C-119, Cylinder Indicator) (2) to correctly measure the inside diameter of the cylinder bore (3). A cylinder bore gauge capable of reading in 0.003 mm (0.0001 in.) INCREMENTS is required. If a bore gauge is not available, do not use an inside micrometer.
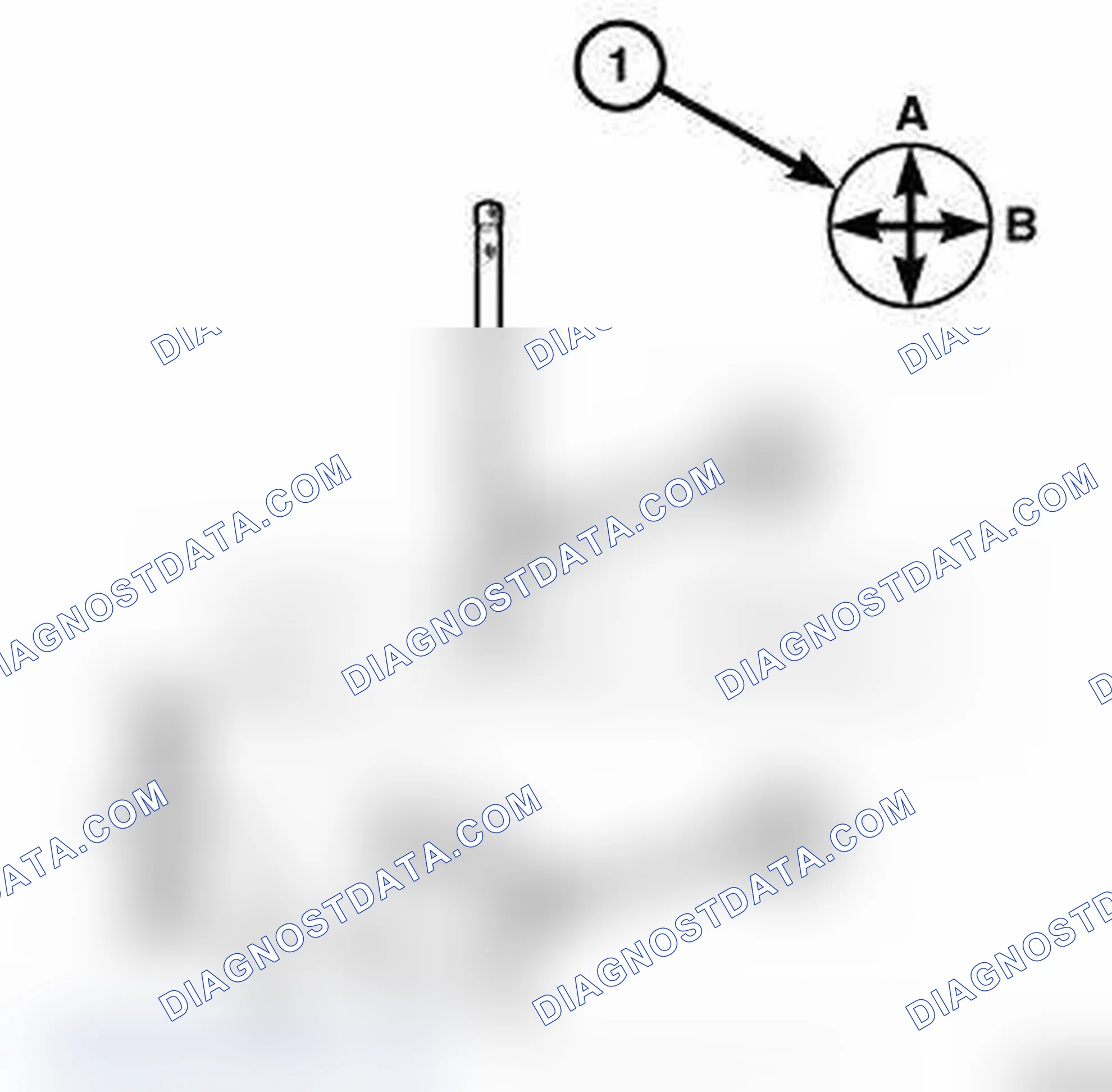
- Measure the inside diameter of the cylinder bore at three levels below the top of the bore (4). Start at the top of the bore, perpendicular (across or at 90 degrees) to the axis of the crankshaft at point A (1).
- Repeat the measurement near the middle of the bore, then repeat the measurement near the bottom of the bore.
- Determine taper by subtracting the smaller diameter from the larger diameter.
- Rotate measuring device 90° to point B (1) and repeat the three measurements. Verify that the maximum taper is within specification. Refer to «ENGINE SPECIFICATIONS»(ref-646217-S08719865132014072800000) .
- Determine out-of-roundness by comparing the difference between A and B at each of the three levels. Verify that the maximum out of round is within specification. Refer to «ENGINE SPECIFICATIONS»(ref-646217-S08719865132014072800000) .
- If cylinder bore taper and out-of-roundness are within specification, the cylinder bore can be honed. Refer to «ENGINE BLOCK - STANDARD PROCEDURE»(ref-646217-S37749431752014072800000) . If the cylinder bore taper or out-of-round condition exceeds the maximum limits, the cylinder block must be replaced.
Note. A slight amount of taper always exists in the cylinder bore after the engine has been in use for a period of time.
Scheme 582
There are three different sizes of rod bearings available. Connecting rod bearing identification (4) can be found on the nose of the crankshaft (3). Use the table below for proper bearing selection.
| CRANKSHAFT PIN DIAMETER GRADE | DIMENSION | CONNECTING ROD BEARING CLASSIFICATION | CONNECTING ROD BEARING DIMENSION |
|---|---|---|---|
| 1 | 48 mm | 1 (Black) | 1.5 mm |
| 2 | 48 mm | 2 (No Color) | 1.5 mm |
| 3 | 48 mm | 3 (Green) | 1.5 mm |
CONNECTING ROD BEARING SELECTION
Scheme 583

Scheme 584

- For measuring connecting rod bearing clearance procedure and use of Plastigage. Refer to «ENGINE - STANDARD PROCEDURE»(ref-646217-S05151393892014082600000) . For bearing clearance. Refer to «ENGINE SPECIFICATIONS»(ref-646217-S08719865132014072800000) . NOTE: The rod bolts should not be reused.
- Before installing the NEW rod bolts the threads and under the bolt head should be oiled with clean engine oil.
- Install each bolt finger tight then alternately tighten each bolt to assemble the cap properly.
- Tighten the connecting rod bolts using the 2 step torque-turn method. Tighten according to the following values: CAUTION: Do not use a torque wrench for the second step. Tighten the bolts to 20 N.m (15 ft. lbs.). Tighten the connecting rod bolts an additional 90°.
- Using a feeler gauge, check connecting rod side clearance. For clearance specifications. Refer to «ENGINE SPECIFICATIONS»(ref-646217-S08719865132014072800000) .
Scheme 585

The connecting rod bearings (1) are serviced in-vehicle. They must be replaced one-at-a-time in order to prevent the pistons from contacting the valves. The connecting rod bearings are "select fit" to achieve proper oil clearances. Refer to BEARING(S), CONNECTING ROD - STANDARD PROCEDURE .
Scheme 586

Scheme 587
Scheme 588

Scheme 589
Scheme 590
- Disconnect and isolate the battery negative cable.
- Remove the spark plugs. Refer to «SPARK PLUG, REMOVAL»(ref-646264-S20945443012014072800000) .
- Remove the oil pan, oil pump pick-up and engine oil pump. Refer to «PUMP, ENGINE OIL, REMOVAL»(ref-646217-S41540061932014072800000) .
- Remove the eight main bearing cap bolts in the sequence shown in illustration. CAUTION: DO NOT use a number stamp or a punch to mark connecting rods or caps, as damage to connecting rods could occur NOTE: Connecting rods and bearing caps are not interchangeable and should be marked before removing to ensure correct reassembly.
- Mark connecting rod and bearing cap positions (1) using a permanent ink marker or scribe tool. NOTE: Typical V6 engine configuration shown in illustration. CAUTION: Replace only one connecting rod bearing at a time while all other connecting rod bearing caps remain properly tightened. If all connecting rod bearing caps are removed, crankshaft rotation will result in valve and/or piston damage. CAUTION: Care must be taken not to damage the fractured rod and cap joint face surfaces, as engine damage may occur.
- Remove the connecting rod cap bolts (5) and the connecting rod cap (4). Discard the cap bolts.
- Remove the plastic guide plates (3) from the Guide Pins (special tool #8189, Guide Pins) (7) and install the Guide Pins to the connecting rod being removed. CAUTION: Care must be taken not to nick crankshaft journals, as engine damage may occur.
- Rotate the crankshaft away from the connecting rod and remove the bearing shell.
- If required, select and fit new bearings to the connecting rod. Refer to «BEARING(S), CONNECTING ROD - STANDARD PROCEDURE»(ref-646217-S06019193492014072800000) .
- Install the bearing shell (8) on the connecting rod with the tang inserted into the machined groove in the rod. Lubricate the bearing surface with clean engine oil.
- Rotate the crankshaft while guiding the connecting rod into position over the rod journal. CAUTION: The connecting rod bolts must not be reused. Always replace the connecting rod bolts whenever they are loosened or removed.
- Install the bearing shell (6) on the connecting rod cap (4) with the tang inserted into the machined groove in the cap. Lubricate the bearing surface with clean engine oil. NOTE: Do not lubricate the threads of the connecting rod cap bolts (5).
- Install the connecting rod cap and bearing with the tang on the same side as the rod. Tighten the NEW connecting rod cap bolts (5) to 20 N.m (15 ft. lbs.) plus 90°.
- If required, check the connecting rod side clearance. Refer to «ROD, PISTON AND CONNECTING - STANDARD PROCEDURE»(ref-646217-S08681735612014072800000) .
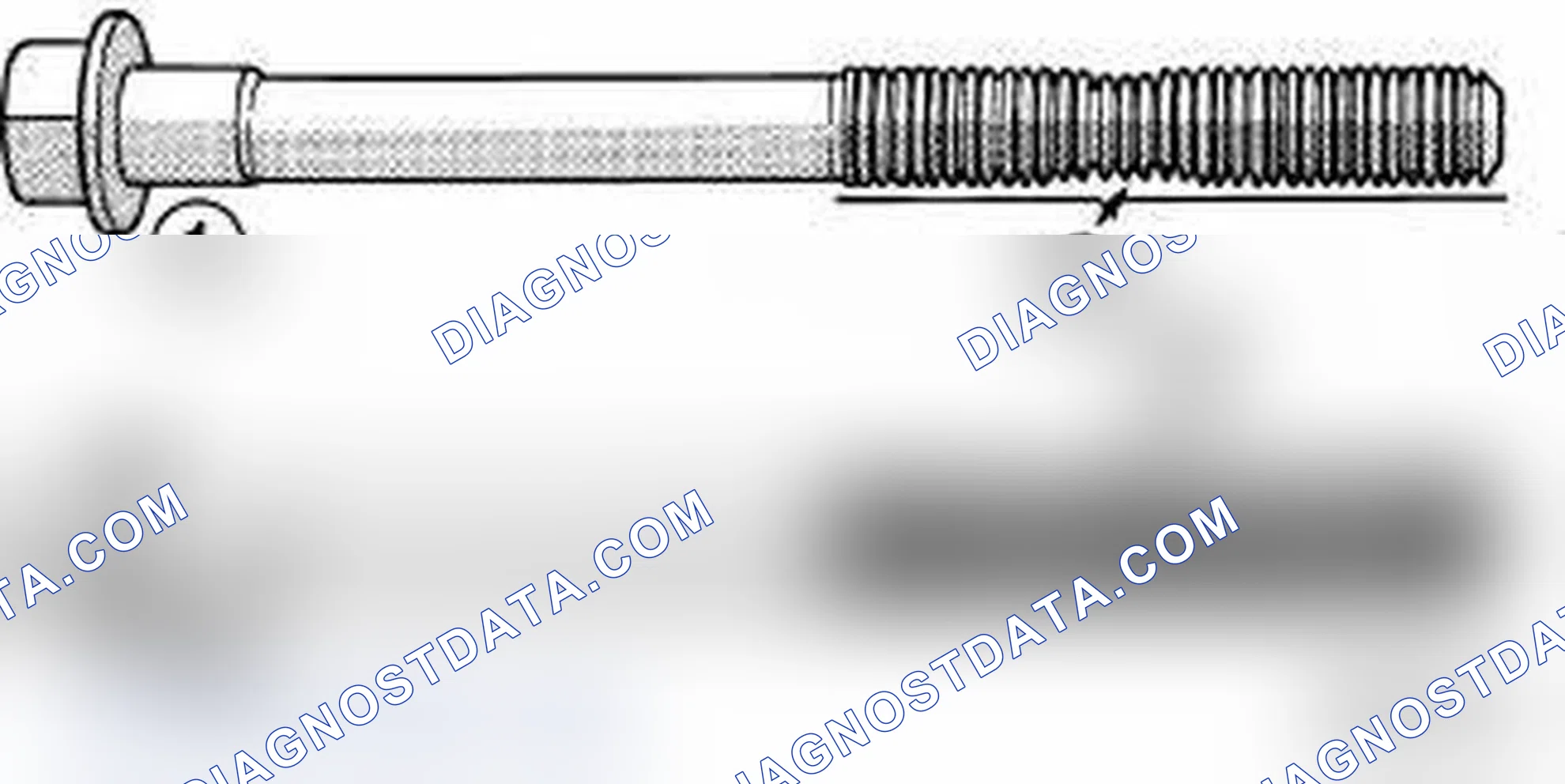
- Repeat the previous steps for each connecting rod bearing being replaced. CAUTION: The main bearing cap bolts are tightened using a torque plus angle procedure. The bolts must be examined BEFORE reuse. If the threads are necked down the bolts must be replaced.
- Check the main bearing cap bolts for necking by holding a scale or straight edge against the threads. If all the threads do not contact the scale (2) the bolt must be replaced.
- Install the eight main bearing cap bolts. Tighten the bolts in the sequence shown in illustration to 21 N.m (16 ft. lbs.) plus 90°.
- Install the engine oil pump, oil pump pick-up and oil pan. Refer to «PUMP, ENGINE OIL, INSTALLATION»(ref-646217-S42937032902014072800000) .
- Install the spark plugs and ignition coils. Refer to «SPARK PLUG, INSTALLATION»(ref-646264-S27190124152014072800000) .
- If removed, install the oil filter and fill the engine crankcase with the proper oil to the correct level. Refer to «OIL - STANDARD PROCEDURE»(ref-646217-S18080092152014072800000) .
- Connect the battery negative cable and tighten nut to 5 N.m (45 in. lbs.).
- Operate the engine until it reaches normal operating temperature.
Engine oil is drawn up through the pickup tube and is pressurized by the oil pump and routed through the full-flow filter to the main oil gallery running the length of the cylinder block. A diagonal hole in each bulkhead feeds oil to each main bearing. Drilled passages within the crankshaft route oil from main bearing journals to connecting rod journals. Balance shaft lubrication is provided through an internal oil passage at the #3 bearing location around the balance shaft module (BSM) mounting bolt. A vertical hole at the number one bulkhead routes pressurized oil through a filter screen and head gasket up to the cylinder head. The oil then divides into two passages; one to the variable valve actuator assembly (VVAA) and one to the exhaust camshaft. The passage to the camshaft feeds the hollow exhaust camshaft at the second cam journal. The rest of the cam journals are feed oil through the hollow camshaft. Oil returning to the pan from pressurized components supplies lubrication to the valve stems, cam lobes, and tappets. Cylinder bores and wrist pins are splash lubricated from directed slots on the connecting rod thrust collars.
An engine oil cooler is used on some engine packages. The cooler is a coolant-to-oil type and mounted between the oil filter and oil filter adapter.
The oil pressure sensor is located on the right front side of the engine block. The oil pressure sensor is a pressure sensitive switch that is activated by the engine's oil pressure (in the main oil galley). The sensor is a three terminal device.
The oil pressure sending unit returns a voltage signal back to the PCM relating oil pressure. Ground for the sensor is supplied by the PCM.
Scheme 591

- Raise and support the vehicle.
- Remove the belly pan. Refer to «BELLY PAN, REMOVAL»(ref-646214-S24731623582014072800000) .
- Disengage the sensor harness at the block (5).
- Unlock the connector (3).
- Disconnect oil temperature sensor electrical connector (4).
- Unscrew the sensor (2) from the cylinder block.
- Remove sensor.