STANDARD PROCEDURE - REPAIR DAMAGED OR WORN THREADS
| CAUTION | Be sure that the tapped holes maintain the original center line. |
Damaged or worn threads can be repaired. Essentially, this repair consists of
- Drilling out worn or damaged threads.
- Tapping the hole with a special Heli-Coil Tap, or equivalent.
- Installing an insert into the tapped hole to bring the hole back to its original thread size.
STANDARD PROCEDURE - FORM-IN-PLACE GASKETS AND SEALERS
There are numerous places where form-in-place gaskets are used on the engine. Care must be taken when applying form-in-place gaskets to assure obtaining the desired results. Do not use form-in-place gasket material unless specified. Bead size, continuity, and location are of great importance. Too thin a bead can result in leakage while too much can result in spill-over which can break off and obstruct fluid feed lines. A continuous bead of the proper width is essential to obtain a leak-free gasket.
There are numerous types of form-in-place gasket materials that are used in the engine area. Mopar® Engine RTV GEN II, Mopar® ATF-RTV, and Mopar® Gasket Maker gasket materials, each have different properties and can not be used in place of the other.
MOPAR® ENGINE RTV GEN II
Mopar® Engine RTV GEN II is used to seal components exposed to engine oil. This material is a specially designed black silicone rubber RTV that retains adhesion and sealing properties when exposed to engine oil. Moisture in the air causes the material to cure. This material is available in three ounce tubes and has a shelf life of one year. After one year this material will not properly cure. Always inspect the package for the expiration date before use.
MOPAR® ATF RTV
Mopar® ATF RTV is a specifically designed black silicone rubber RTV that retains adhesion and sealing properties to seal components exposed to automatic transmission fluid, engine coolants, and moisture. This material is available in three ounce tubes and has a shelf life of one year. After one year this material will not properly cure. Always inspect the package for the expiration date before use.
MOPAR® GASKET MAKER
Mopar® Gasket Maker is an anaerobic type gasket material. The material cures in the absence of air when squeezed between two metallic surfaces. It will not cure if left in the uncovered tube. The anaerobic material is for use between two machined surfaces. Do not use on flexible metal flanges.
MOPAR® GASKET SEALANT
Mopar® Gasket Sealant is a slow drying, permanently soft sealer. This material is recommended for sealing threaded fittings and gaskets against leakage of oil and coolant. Can be used on threaded and machined parts under all temperatures. This material is used on engines with multi-layer steel (MLS) cylinder head gaskets. This material also will prevent corrosion. Mopar® Gasket Sealant is available in a 13 oz. aerosol can or 4oz./16 oz. can w/applicator.
CYLINDER HEAD GASKET
A cylinder head gasket leak can be located between adjacent cylinders or between a cylinder and the adjacent water jacket.
Possible indications of the cylinder head gasket leaking between adjacent cylinders are
- Loss of engine power
- Engine misfiring
- Poor fuel economy
Possible indications of the cylinder head gasket leaking between a cylinder and an adjacent water jacket are
- Engine overheating
- Loss of coolant
- Excessive steam (white smoke) emitting from exhaust
- Coolant foaming
COOLING SYSTEM TESTER METHOD
| WARNING | WITH COOLING SYSTEM TESTER IN PLACE, PRESSURE WILL BUILD UP FAST. EXCESSIVE PRESSURE BUILT UP, BY CONTINUOUS ENGINE OPERATION, MUST BE RELEASED TO A SAFE PRESSURE POINT. NEVER PERMIT PRESSURE TO EXCEED 138 kPa (20 psi). |
Install Cooling System Tester 7700 or equivalent to pressure cap neck. Start the engine and observe the tester's pressure gauge. If gauge pulsates with every power stroke of a cylinder a combustion pressure leak is evident.
CLEANING
To ensure engine gasket sealing, proper surface preparation must be performed, especially with the use of aluminum engine components. (Refer to ENGINE - STANDARD PROCEDURE) .
Clean cylinder head cover gasket surface.
Clean head rail, if necessary.
ENGINE BLOCK
The cylinder block is made of cast iron. The block is a closed deck design with the left bank forward. To provide high rigidity and improved NVH an enhanced compacted graphite bedplate is bolted to the block. The block design allows coolant flow between the cylinders bores, and an internal coolant bypass to a single poppet inlet thermostat is included in the cast aluminum front cover.
Scheme 285
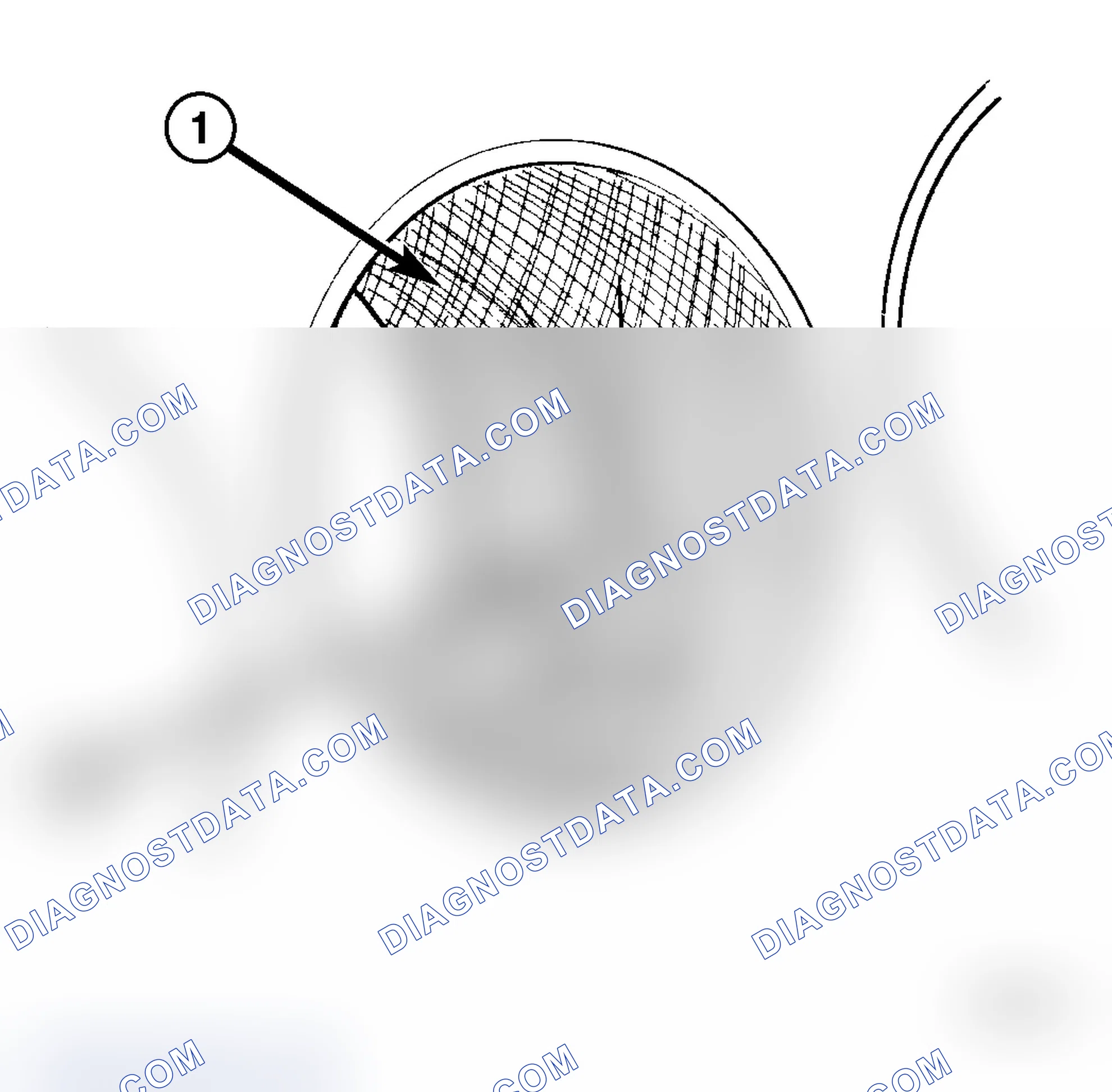
| 1 - CROSSHATCH PATTERN |
|---|
| 2 - INTERSECT ANGLE |
Before honing, stuff plenty of clean shop towels under the bores and over the crankshaft to keep abrasive materials from entering the crankshaft area.
- Used carefully, the Cylinder Bore Sizing Hone C-823, equipped with 220 grit stones, is the best tool for this job. In addition to deglazing, it will reduce taper and out-of-round, as well as removing light scuffing, scoring and scratches. Usually, a few strokes will clean up a bore and maintain the required limits. CAUTION: DO NOT use rigid type hones to remove cylinder wall glaze.
- Deglazing of the cylinder walls may be done if the cylinder bore is straight and round. Use a cylinder surfacing hone, Honing Tool C-3501, equipped with 280 grit stones (C-3501-3810). about 20-60 strokes, depending on the bore condition, will be sufficient to provide a satisfactory surface. Using honing oil C-3501-3880, or a light honing oil, available from major oil distributors. CAUTION: DO NOT use engine or transmission oil, mineral spirits, or kerosene.
- Honing should be done by moving the hone up and down fast enough to get a crosshatch pattern (1). The hone marks should INTERSECT at 50° to 60° for proper seating of rings (2).
- A controlled hone motor speed between 200 and 300 RPM is necessary to obtain the proper crosshatch angle. The number of up and down strokes per minute can be regulated to get the desired 50° to 60° angle. Faster up and down strokes increase the crosshatch angle.
- After honing, it is necessary that the block be cleaned to remove all traces of abrasive. Use a brush to wash parts with a solution of hot water and detergent. Dry parts thoroughly. Use a clean, white, lint-free cloth to check that the bore is clean. Oil the bores after cleaning to prevent rusting.
Thoroughly clean the oil pan and engine block gasket surfaces.
Use compressed air to clean out
- The galley at the oil filter adaptor hole.
- The front and rear oil galley holes.
- The feed holes for the crankshaft main bearings.
Once the block has been completely cleaned, apply Loctite PST pipe sealant with Teflon 592 to the threads of the front and rear oil galley plugs. Tighten the plugs to 34 N.m (25 ft. lbs.) torque.
Scheme 286

Inspect the connecting rod bearings for scoring. Check the bearings for normal wear patterns, scoring, grooving, fatigue and pitting. Replace any bearing that shows abnormal wear.
Inspect the connecting rod journals for signs of scoring, nicks and burrs.
Misaligned or bent connecting rods can cause abnormal wear on pistons, piston rings, cylinder walls, connecting rod bearings and crankshaft connecting rod journals. If wear patterns or damage to any of these components indicate the probability of a misaligned connecting rod, inspect it for correct rod alignment. Replace misaligned, bent or twisted connecting rods.
Scheme 287
Scheme 288

Scheme 289
Scheme 290
- Wipe the oil from the connecting rod journal. 1 - Connecting Rod 2 - Bearing Insert - A, B less then, 50 mm (.0196 in.)
- Lubricate the upper bearing insert (2) and install in connecting rod (1). Center bearing insert (2) in connecting rod. 1 - "F" TOWARD FRONT OF ENGINE 2 - OIL SLINGER SLOT 3 - RING COMPRESSOR 4 - SPECIAL TOOL 8507
- Use piston ring compressor (3) and Guide Pins Special Tool 8507 (4) to install the rod and piston assemblies. The oil slinger slots in the rods must face front of the engine. The "F"'s near the piston wrist pin bore should point to the front of the engine. 1 - Connecting Rod 2 - Bearing Insert - A, B less then, 50 mm (.0196 in.)
- Install the lower bearing insert in the bearing cap Center bearing insert (2) in connecting rod (1). . The lower insert must be dry. Place strip of Plastigage across full width of the lower insert at the center of bearing cap. Plastigage must not crumble in use. If brittle, obtain fresh stock. 1 - PLASTIGAGE SCALE 2 - COMPRESSED PLASTIGAGE
- Install bearing cap and connecting rod on the journal and tighten bolts to 27 N.m (20 ft. lbs.) plus a 90° turn. DO NOT rotate crankshaft. Plastigage will smear, resulting in inaccurate indication.
- Remove the bearing cap and determine amount of bearing-to-journal clearance by measuring the width of compressed Plastigage (2). Refer to «SPECIFICATIONS»(ref-247617-S10726937222007020100000) for the proper clearance. Plastigage should indicate the same clearance across the entire width of the insert. If the clearance varies, it may be caused by either a tapered journal, bent connecting rod or foreign material trapped between the insert and cap or rod.
- If the correct clearance is indicated, replacement of the bearing inserts is not necessary. Remove the Plastigage (2) from crankshaft journal and bearing insert. Proceed with installation. Bearing Mark SIZE USED WITH JOURNAL SIZE .025 US .025 mm 50.983-50.967 mm (.001 in.) (2.0073-2.0066 in.) Std. STANDARD 50.992-51.008 mm (2.0076-2.0082 in.) .250 US .250 mm 50.758-50.742 mm - (.010 in.) (1.9984-1.9978 in.)
- If bearing-to-journal clearance exceeds the specification, determine which service bearing set to use, using the following bearing sizes: CAUTION: Connecting Rod Bolts are Torque to Yield Bolts and Must Not Be Reused. Always replace the Rod Bolts whenever they are loosened or removed.
- Repeat the Plastigage measurement to verify your bearing selection prior to final assembly.
- Once you have selected the proper insert, install the insert and cap. Tighten the connecting rod bolts to 27 N.m (20 ft. lbs.) plus a 90° turn.
Slide snug-fitting feeler gauge between the connecting rod and crankshaft journal flange. Refer to SPECIFICATIONS for the proper clearance. Replace the connecting rod if the side clearance is not within specification.
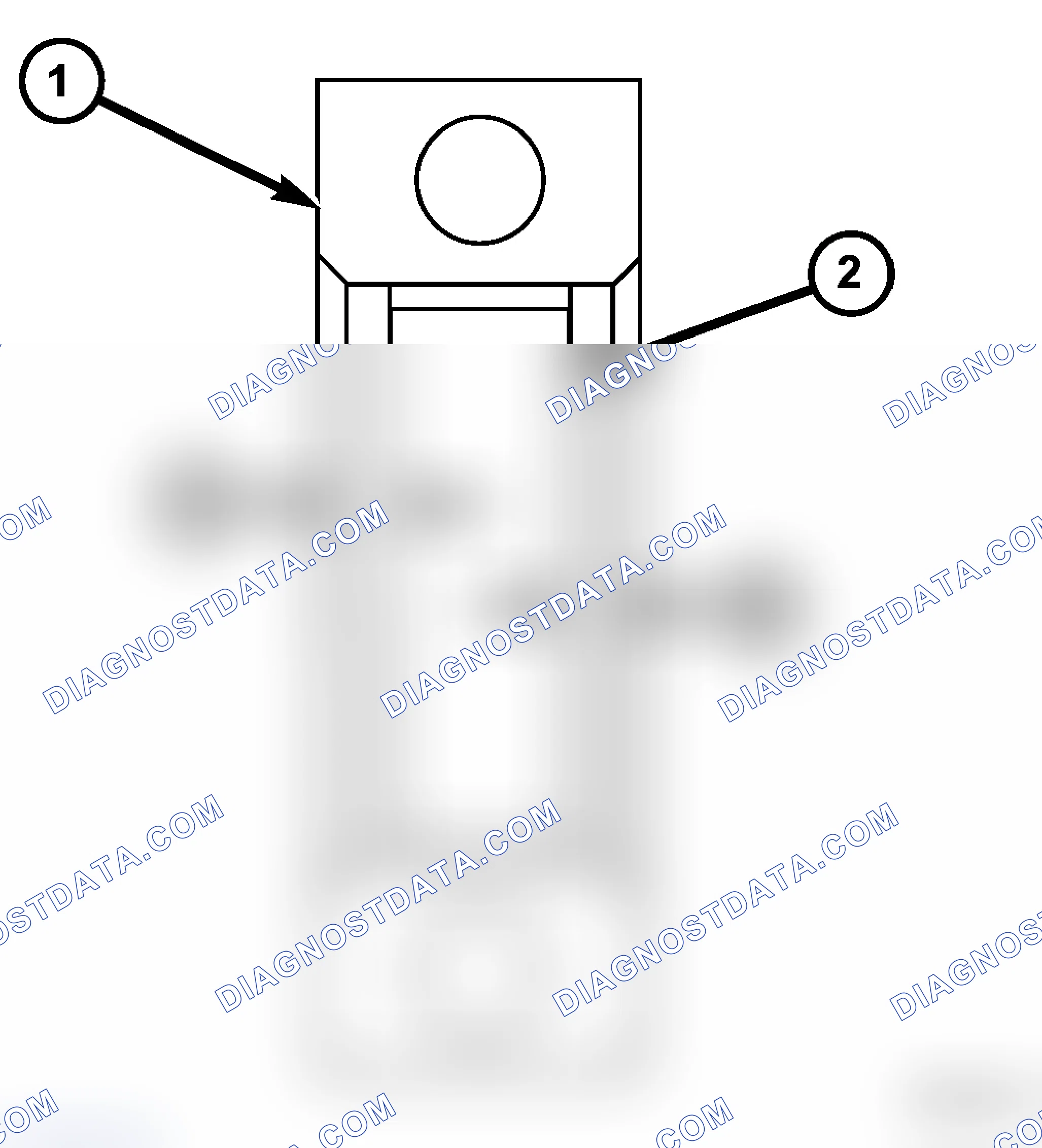
Scheme 291
| 1 - CYLINDER BLOCK |
|---|
| 2 - REMOVE PLUG WITH PLIERS |
| 3 - STRIKE HERE WITH HAMMER |
| 4 - DRIFT PUNCH |
| 5 - CUP PLUG |
- Drain the cooling system «(Refer to COOLING - STANDARD PROCEDURE)»(ref-247624-S05505992522007020100000) .
- Using a blunt tool such as a drift or a screw driver and a hammer, strike the bottom edge of the cup plug (5).
- Using a suitable pair of pliers, grasp the core plug (2) and remove.
MAIN BEARING JOURNAL DIAMETER (CRANKSHAFT REMOVED)
Crankshaft removed from the cylinder block.
Clean the oil off the main bearing journal.
Determine the maximum diameter of the journal with a micrometer. Measure at two locations 90° apart at each end of the journal.
The maximum allowable taper is 0.008 mm (0.0004 inch.) and maximum out of round is 0.005 mm (0.002 inch). Compare the measured diameter with the journal diameter specification ( MAIN BEARING SELECTION CHART - 4.7L ). Select inserts required to obtain the specified bearing-to-journal clearance.
Scheme 292

| 1 - REARMOST CRANKSHAFT COUNTER WEIGHT |
|---|
| 2 - TARGET WHEEL |
| 3 - MAIN BEARING SELECT FIT MARKINGS |
The main bearings are "select fit" to achieve proper oil clearances. For main bearing selection, the crankshaft position sensor target wheel has grade identification marks stamped into it (2). These marks are read from left to right, corresponding with journal number 1, 2, 3, 4 and 5. The crankshaft position sensor target wheel (2) is mounted to the number 8 counter weight (1) on the crankshaft.
Note. Service main bearings are coded. These codes identify what size (grade) the bearing is.
| GRADE | SIZE mm (in.) | FOR USE WITH |
|---|---|---|
| MARKING | JOURNAL SIZE | |
| A | 0.008 mm U/S | 63.488-63.496 mm |
| (0.0004 in.) U/S | (2.4996-2.4999 in.) | |
| B | NOMINAL | 63.496-63.504 mm |
| (2.4999-2.5002 in.) | ||
| C | 0.008 mm O/S | 63.504-63.512 mm |
| (0.0004 in.) O/S | (2.5002-2.5005 in.) |
MAIN BEARING SELECTION CHART - 4.7L
Scheme 293
| 1 - UPPER INSERT |
|---|
| 2 - NO WEAR IN THIS AREA |
| 3 - LOW AREA IN BEARING LINING |
| 4 - LOWER INSERT |
Wipe the inserts clean and inspect for abnormal wear patterns and for metal or other foreign material imbedded in the lining. Normal main bearing insert wear patterns are illustrated. (Scheme 293)
Note. If any of the crankshaft journals are scored, the crankshaft must be repaired or replaced.
Inspect the back of the inserts for fractures, scrapings or irregular wear patterns.
Inspect the upper insert locking tabs for damage.
Replace all damaged or worn bearing inserts.
Scheme 294
| 1 - SPECIAL TOOL 8513 INSERT |
|---|
| 2 - SPECIAL TOOL 1026 |
Scheme 295
- Disconnect negative cable from battery.
- Remove accessory drive belt «(Refer to COOLING/ACCESSORY DRIVE/DRIVE BELTS - REMOVAL)»(ref-247624-S17004004882007020100000) .
- Remove A/C compressor mounting fasteners and set aside.
- Drain cooling system «(Refer to COOLING - STANDARD PROCEDURE)»(ref-247624-S05505992522007020100000) .
- Remove upper radiator hose.
- Disconnect electrical connector for fan mounted inside radiator shroud.
- Remove radiator shroud attaching fasteners. NOTE: Transmission cooler line snaps into shroud lower right hand corner.
- Remove radiator cooling fan and shroud «(Refer to COOLING/ENGINE/RADIATOR FAN - REMOVAL)»(ref-247624-S28211438172007020100000) .
- Remove crankshaft damper bolt.
- Remove damper using Special Tools 8513 Insert and 1026 Three Jaw Puller (2). 1 - SPECIAL TOOL 8511
- Using Special Tool 8511 (1), remove crankshaft front seal.
Scheme 296

| 1 - TIMING CHAIN COVER |
|---|
| 2 - SPECIAL TOOL 8348 |
| 3 - SPECIAL TOOL 8512 |
| CAUTION | To prevent severe damage to the Crankshaft, Damper or Special Tool 8512, thoroughly clean the damper bore and the crankshaft nose before installing Damper. |
- Using Special Tool 8348 and 8512 (2,3), install crankshaft front seal.
- Install vibration damper «(Refer to ENGINE/ENGINE BLOCK/VIBRATION DAMPER - INSTALLATION)»(ref-247617-S12447020082007020100000) .
- Install radiator cooling fan and shroud «(Refer to COOLING/ENGINE/RADIATOR FAN - INSTALLATION)»(ref-247624-S29957863532007020100000) .
- Install upper radiator hose.
- Install A/C compressor and tighten fasteners to 54 N.m (40 ft. lbs.).
- Install accessory drive belt refer «(Refer to COOLING/ACCESSORY DRIVE/DRIVE BELTS - INSTALLATION)»(ref-247624-S16163766032007020100000) .
- Refill cooling system «(Refer to COOLING - STANDARD PROCEDURE)»(ref-247624-S05505992522007020100000) .
- Connect negative cable to battery.
| CAUTION | DO NOT use a wire wheel or other abrasive cleaning devise to clean the pistons or connecting rods. The pistons have a Moly coating, this coating must not be damaged. |
- Using a suitable cleaning solvent clean the pistons in warm water and towel dry.
- Use a wood or plastic scraper to clean the ring land grooves.
| CAUTION | DO NOT remove the piston pin from the piston and connecting rod assembly. |
2WD
- Disconnect the negative cable from the battery. CAUTION: Remove the viscous fan before raising engine. Failure to do so may cause damage to the fan blade, fan clutch and fan shroud.
- Remove the viscous fan. Refer to «COOLING»(ref-247624) .
- Raise the vehicle.
- Remove the engine oil filter.
- Remove the oil drain trough.
- Support the engine with a suitable jack and a block of wood across the full width of the engine oil pan.
- Support the front axle with a suitable jack.
- Remove the bolts that attach the engine mounts to the front axle.
- Remove the bolts that attach the front axle to the left engine bracket.
- Lower the front axle.
- Remove the through bolts
- Raise the engine far enough to be able to remove the left and right engine mounts.
- Remove the mount to engine attaching bolts
- Remove the engine mounts.
Scheme 297
| 1 - BOLT |
|---|
| 2 - ENGINE MOUNT SUPPORT BRACKET |
- Disconnect the negative cable from the battery.
- Remove the viscous fan.
- Raise the vehicle.
- Remove the skid plate.
- Remove the front crossmember.
- Remove the engine oil filter.
- Remove the oil drain trough.
- Support the engine with a suitable jack and a block of wood across the full width of the engine oil pan.
- Support the front axle with a suitable jack.
- Remove the bolts that attach the engine mounts to the front axle.
- Remove the bolts that attach the front axle to the left engine bracket.
- Lower the front axle.
- Remove the through bolts CAUTION: Remove the viscous fan before raising engine. Failure to do so may cause damage to the fan blade, fan clutch and fan shroud.
- Remove the viscous fan. Refer to «COOLING»(ref-247624) .
- Raise the engine far enough to be able to remove the left and right engine mounts (2).
- Remove the engine mount bolts (1), and the mounts (2).
Note. For mount to engine block and left engine bracket to front axle bolts, apply Mopar® Lock and Seal Adhesive, Medium Strength Threadlocker.
- Install the right and left side engine mounts to the engine block bolts. Torque bolts to 54 N.m (40 ft. lbs.).
- Insert the through bolts into the right and left side engine mounts and loose assemble the two nuts onto the through bolts.
- Lower the engine until the through bolts rest onto the slots in the frame brackets.
- Tighten the through bolt nuts to 94 N.m (70 ft. lbs.).
- Install the oil drain trough.
- Install the engine oil filter.
- Lower the vehicle.
- Install the viscous fan. Refer to «COOLING»(ref-247624) .
- Reconnect the negative battery cable.
4WD
| 1 - BOLT |
|---|
| 2 - ENGINE MOUNT SUPPORT BRACKET |
Note. For mount to engine block and left engine bracket to front axle bolts, apply Mopar® Lock and Seal Adhesive, Medium Strength Threadlocker.
- Install the right and left side engine mount brackets (2) to the engine.
- Install the right and left side engine mounts to the front axle. Torque nuts to 94 N.m (70 ft. lbs.).
- Raise the front axle into the frame and install the left and right side through bolts. Torque nuts to 94 N.m (70 ft. lbs.).
- Insert the two upper through bolts into the right and left side engine mounts and loose assemble the two nuts onto the through bolts.
- Lower the engine until the left and right side engine brackets rest on the through bolts, and the lower engine bracket through holes align with the engine mounts, and the left engine bracket holes align with the front axle slots.
- Loose assemble the bolts that attach the front axle to the left engine bracket.
- Loose assemble the lower through bolts.
- Torque the nuts for the through bolts to 101 N.m (75 ft. lbs.).
- Torque the bolts that attach the front axle to the left engine bracket to 101 N.m (75 ft. lbs.).
- Install the oil drain trough.
- Install the engine oil filter.
- Lower the vehicle.
- Install the viscous fan. Refer to «COOLING»(ref-247624) .
- Reconnect the negative battery cable.
Scheme 298
| 1 - MOUNT |
|---|
| 2 - CROSSMEMBER |
| 3 - NUT |
| 4 - BOLT |
- Raise the vehicle on a hoist.
- Using a suitable jack, support transmission.
- Remove the nuts from the transmission mount (1).
- Remove the two bolts that attach the transmission mount to the engine bracket.
- Raise the transmission enough to remove the mount from the crossmember (2).
- Remove the mount (1).
ENGINE OIL CHANGE
Change engine oil at mileage and time intervals described in Maintenance Schedules.
Run engine until achieving normal operating temperature.
- Position the vehicle on a level surface and turn engine off.
- Hoist and support vehicle on safety stands.
- Remove oil fill cap.
- Place a suitable drain pan under crankcase drain.
- Remove drain plug from crankcase and allow oil to drain into pan. Inspect drain plug threads for stretching or other damage. Replace drain plug if damaged.
- Install drain plug in crankcase.
- Lower vehicle and fill crankcase with specified type and amount of engine oil.
- Install oil fill cap.
- Start engine and inspect for leaks.
- Stop engine and inspect oil level.
Note. Care should be exercised when disposing used engine oil after it has been drained from a vehicle engine.
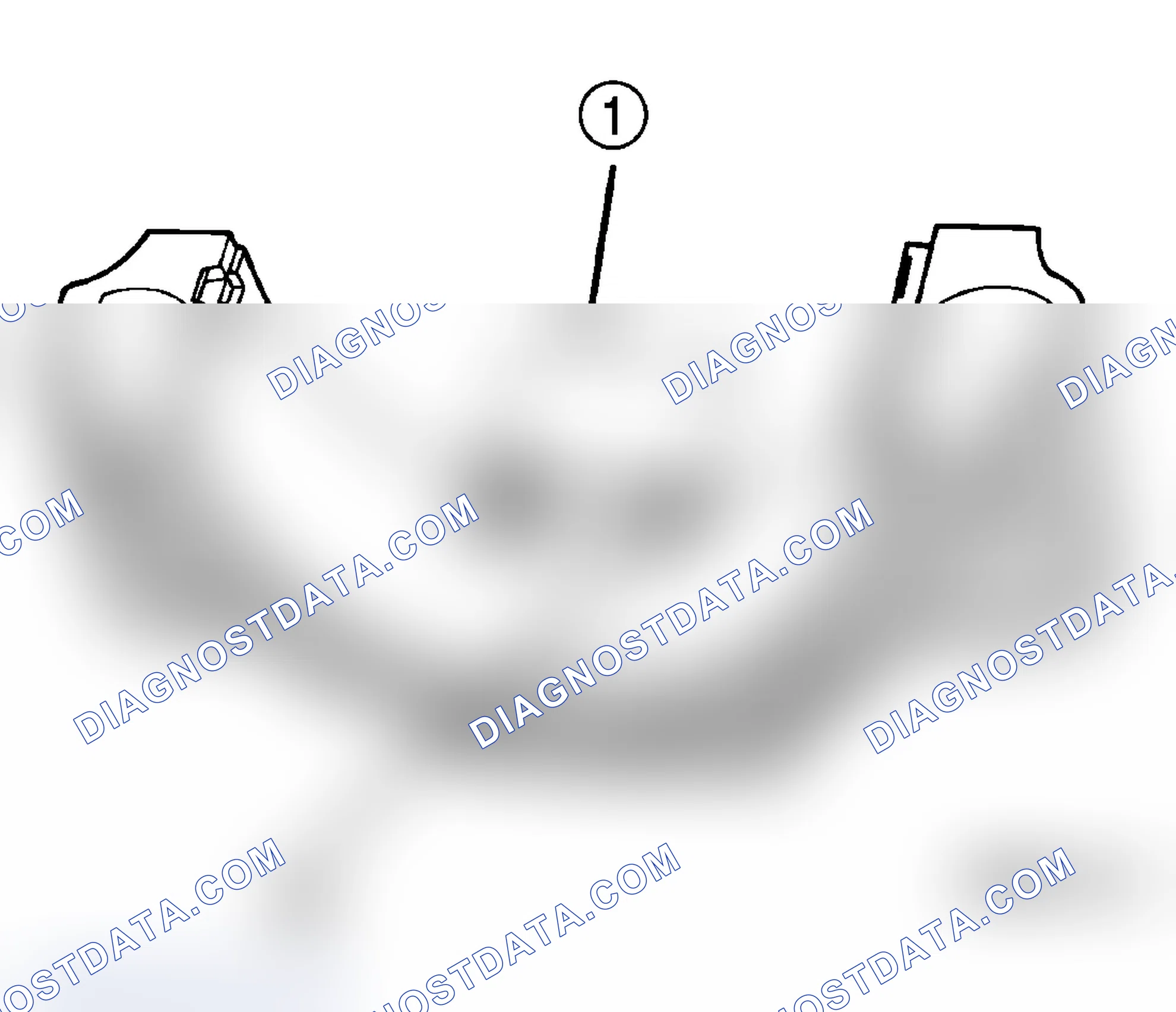
Scheme 299

| 1 - ENGINE OIL FILTER |
All engines are equipped with a high quality full-flow, disposable type oil filter. DaimlerChrysler Corporation recommends a Mopar® or equivalent oil filter be used.
- Position a drain pan under the oil filter.
- Using a suitable oil filter wrench loosen filter.
- Rotate the oil filter counterclockwise to remove it from the cylinder block oil filter boss. (Scheme 299)
- When filter separates from cylinder block oil filter boss, tip gasket end upward to minimize oil spill. Remove filter from vehicle. NOTE: Make sure filter gasket was removed with filter.
- With a wiping cloth, clean the gasket sealing surface of oil and grime.
Scheme 300

| 1 - SEALING SURFACE |
|---|
| 2 - RUBBER GASKET |
| 3 - OIL FILTER |
- Lightly lubricate oil filter gasket (2) with engine oil.
- Thread filter (3) onto adapter nipple. When gasket makes contact with sealing surface, hand tighten filter one full turn, do not over tighten.
- Add oil, verify crankcase oil level and start engine. Inspect for oil leaks.
Scheme 301
Scheme 302
Scheme 303
- Disconnect the negative battery cable.
- Install engine support fixture (1) special tool # 8534. Do not raise engine at this time.
- Remove both left and right side engine mount through bolts.
- Remove the structural dust cover.
- Drain engine oil. CAUTION: Only raise the engine enough to provide clearance for oil pan removal. Check for proper clearance at fan shroud to fan and cowl to intake manifold.
- Raise engine using special tool (1) # 8534 to provide clearance to remove oil pan. NOTE: On 4WD vehicles, the front axle must be lowered, to provide clearance for oil pan removal. It is not necessary to remove the front axle from the vehicle, or remove the axle shafts.
- For 4WD Vehicles Remove the pinion bracket.
- For 4WD Vehicles Disconnect the front driveshaft at the front axle.
- For 4WD Vehicles Remove the front axle mounting bolts.
- For 4WD Vehicles Lower axle using suitable jack enough to provide clearance to remove oil pan. NOTE: Do not pry on oil pan or oil pan gasket. Gasket is integral to engine windage tray and does not come out with oil pan.
- Remove the oil pan mounting bolts and oil pan.
- Unbolt oil pump pickup tube and remove tube.
- Inspect the integral windage tray and gasket and replace as needed.
Scheme 304

Scheme 305
Scheme 306
- Clean the oil pan gasket mating surface of the bedplate and oil pan.
- Position the oil pan gasket and pickup tube with new o-ring. Install the mounting bolt and nuts. Tighten bolt and nuts to 28 N.m (20 ft. lbs.).
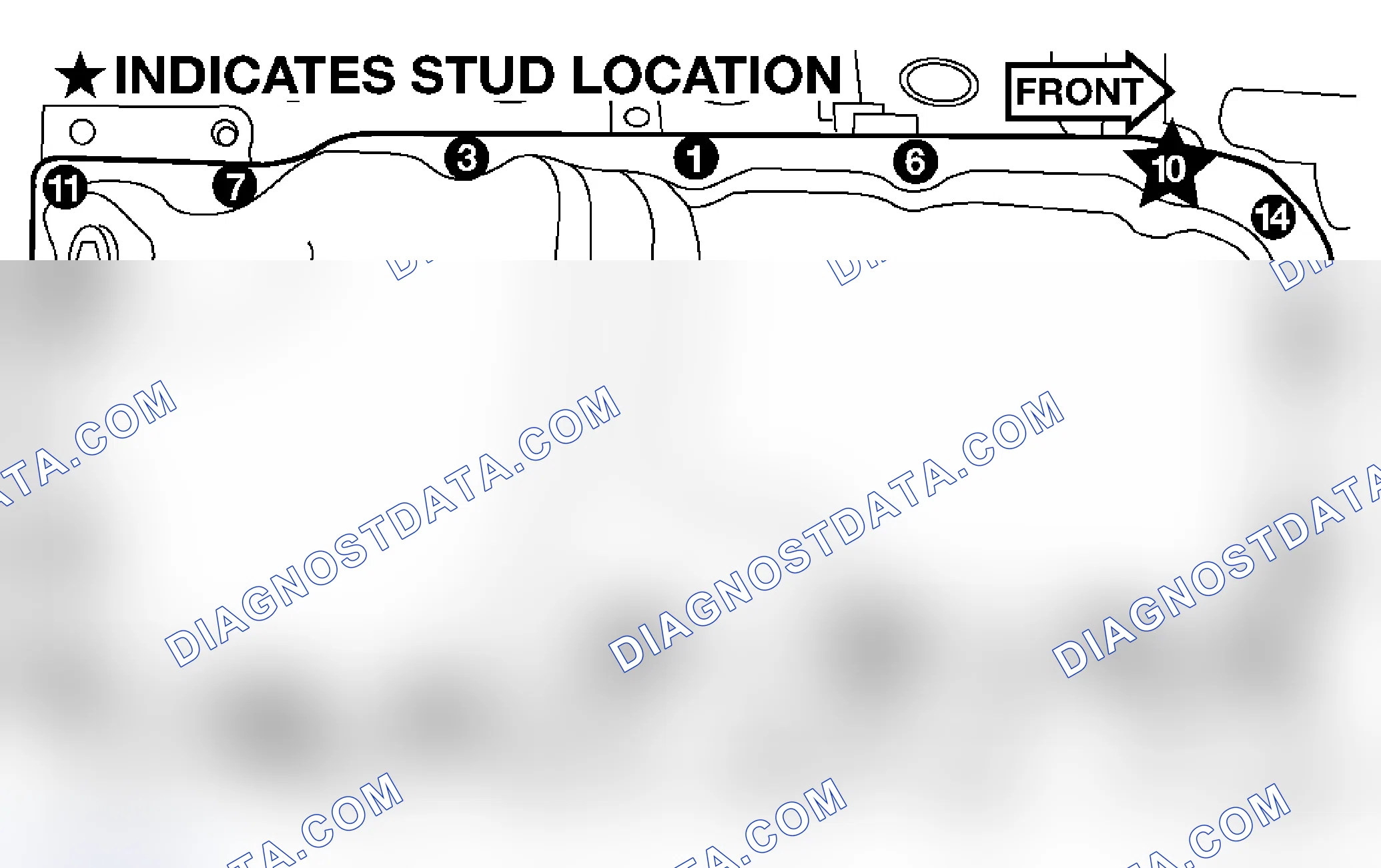
- Position the oil pan and install the mounting bolts. Tighten the mounting bolts to 15 N.m (11 ft. lbs.) in the sequence shown in illustration.
- Lower the engine into mounts using special tool (1) # 8534.
- Install both the left and right side engine mount through bolts. Tighten the bolts to 68 N.m (50 ft. lbs.).
- Remove special tool # 8534.
- Install structural dust cover. NOTE: On 4WD vehicles, the front axle must be lowered, to provide clearance for oil pan removal. It is not necessary to remove the front axle from the vehicle, or remove the axle shafts.
- For 4WD Vehicles Raise axle using suitable jack.
- For 4WD Vehicles Install the front axle mounting bolts.
- For 4WD Vehicles Install the pinion bracket.
- For 4WD Vehicles Install the front driveshaft to the front axle.
- Fill engine oil.
- Reconnect the negative battery cable.
- Start engine and check for leaks.
- Wash all parts in a suitable solvent.
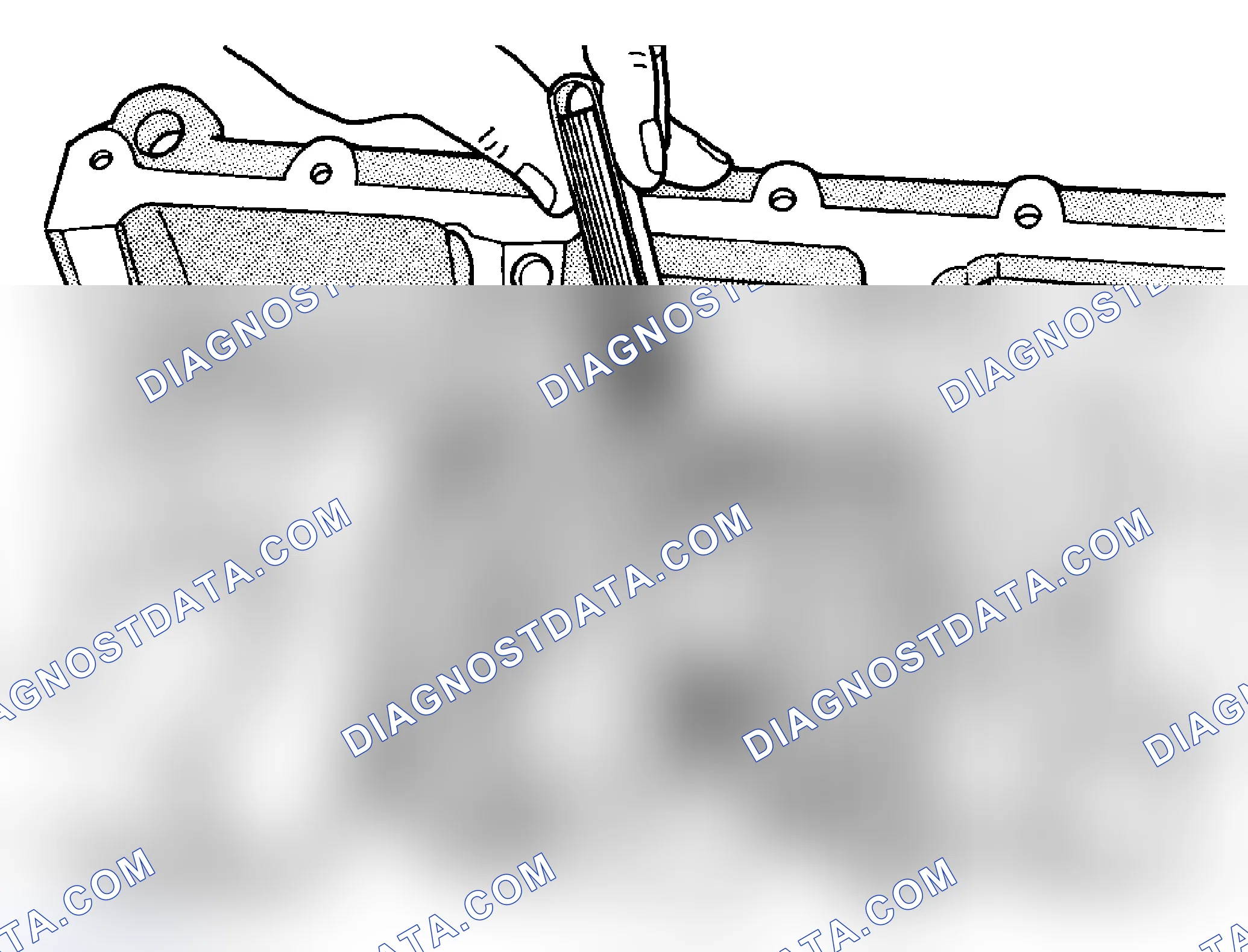
Scheme 307
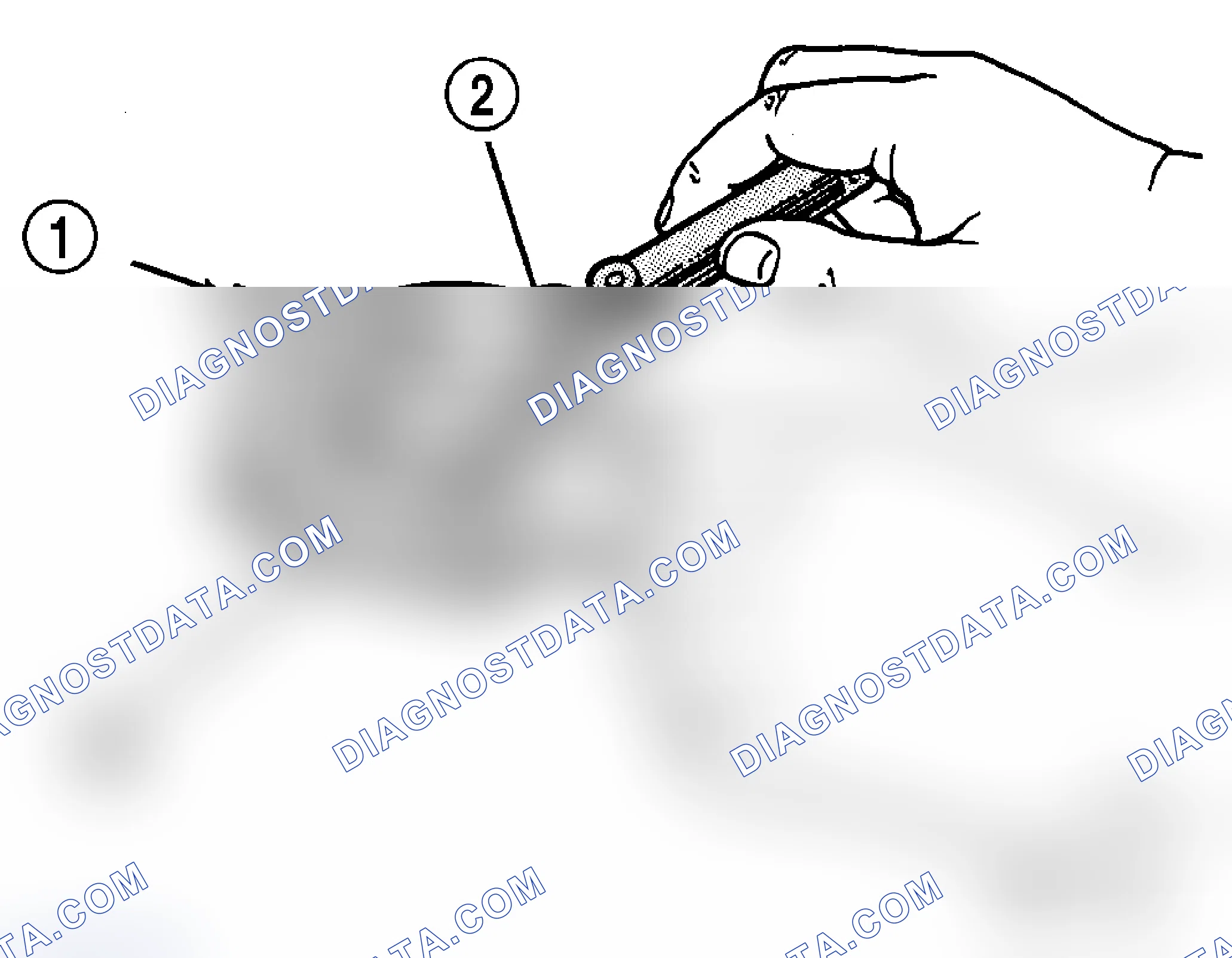
| 1 - STRAIGHT EDGE |
|---|
| 2 - FEELER GAUGE |
| 3 - OIL PUMP COVER |
| CAUTION | Oil pump pressure relief valve and spring should not be removed from the oil pump. If these components are disassembled and or removed from the pump the entire oil pump assembly must be replaced. |
Scheme 308

Scheme 309

Scheme 310
Scheme 311
Scheme 312
- Clean all parts thoroughly. Mating surface of the oil pump housing should be smooth. If the pump cover is scratched or grooved the oil pump assembly should be replaced.
- Lay a straight edge across the pump cover surface (3). If a 0.025 mm (0.001 in.) feeler gauge (2) can be inserted between the cover and the straight edge the oil pump assembly should be replaced.
- Measure the thickness of the outer rotor. If the outer rotor thickness measures at 12.005 mm (0.472 in.) or less the oil pump assembly must be replaced.
- Measure the diameter of the outer rotor. If the outer rotor diameter measures at 85.925 mm (3.382 in.) or less the oil pump assembly must be replaced.
- Measure the thickness of the inner rotor. If the inner rotor thickness measures at 12.005 mm (0.472 in.) or less then the oil pump assembly must be replaced. 1 - FEELER GAUGE 2 - OUTER ROTOR
- Slide outer rotor (2) into the body of the oil pump. Press the outer rotor to one side of the oil pump body and measure clearance between the outer rotor and the body. If the measurement is 0.235 mm (0.009 in.) or more the oil pump assembly must be replaced. 1 - OUTER ROTOR 2 - FEELER GAUGE 3 - INNER ROTOR
- Install the inner rotor in the into the oil pump body. Measure the clearance between the inner (3) and outer (1) rotors. If the clearance between the rotors is .150 mm (0.006 in.) or more the oil pump assembly must be replaced. 1 - STRAIGHT EDGE 2 - FEELER GAUGE
- Place a straight edge (1) across the body of the oil pump (between the bolt holes), if a feeler gauge (2) of .095 mm (0.0038 in.) or greater can be inserted between the straightedge and the rotors, the pump must be replaced.
Note. The 3.7L/4.7L Oil pump is released as an assembly. There are no DaimlerChrysler part numbers for Sub-Assembly components. In the event the oil pump is not functioning or out of specification it must be replaced as an assembly.
Note. There is NO approved repair procedure for the intake manifold. If severe damage is found during inspection, the intake manifold must be replaced.
Before installing the intake manifold thoroughly clean the mating surfaces. Use a suitable cleaning solvent, then air dry.
- Clean the exhaust manifold using a suitable cleaning solvent, then allow to air dry.
- Clean all gasket residue from the manifold mating surface.
RIGHT EXHAUST MANIFOLD
- Install exhaust manifold and gasket from below engine compartment. see scheme 173
- Install lower exhaust manifold fasteners. DO NOT tighten until all fasteners are in place.
- Lower vehicle and install upper exhaust manifold fasteners. Tighten all manifold bolts starting at center and working outward to 25 N.m (18 ft. lbs.). CAUTION: Over tightening heat shield fasteners, may cause shield to distort and/or crack.
- Install exhaust manifold heat shield. Tighten fasteners to 8 N.m (72 in. lbs.), then loosen 45 degrees.
- Install starter and fasteners.
- Connect exhaust pipe to manifold.
- Connect heater hoses at engine.
- Install fastener attaching A/C accumulator.
- Install A/C compressor and fasteners.
- Install accessory drive belt «(Refer to COOLING/ACCESSORY DRIVE/DRIVE BELTS - INSTALLATION)»(ref-247624-S16163766032007020100000).
- Install air cleaner assembly, resonator assembly and air inlet hose.
- Install battery and connect cables.
- Fill cooling system «(Refer to COOLING - STANDARD PROCEDURE)»(ref-247624-S05505992522007020100000).
LEFT EXHAUST MANIFOLD
- Install exhaust manifold and gasket from below engine compartment.
- Install lower exhaust manifold fasteners. DO NOT tighten until all fasteners are in place.
- Lower vehicle and install upper exhaust manifold fasteners. Tighten all manifold bolts starting at center and working outward to 25 N.m (18 ft. lbs.). CAUTION: Over tightening heat shield fasteners, may cause shield to distort and/or crack.
- Install exhaust manifold heat shield. see scheme 174 Tighten fasteners to 8 N.m (72 in. lbs.), then loosen 45 degrees.
- Connect exhaust pipe to manifold.
- Connect negative cable to battery.
Scheme 313
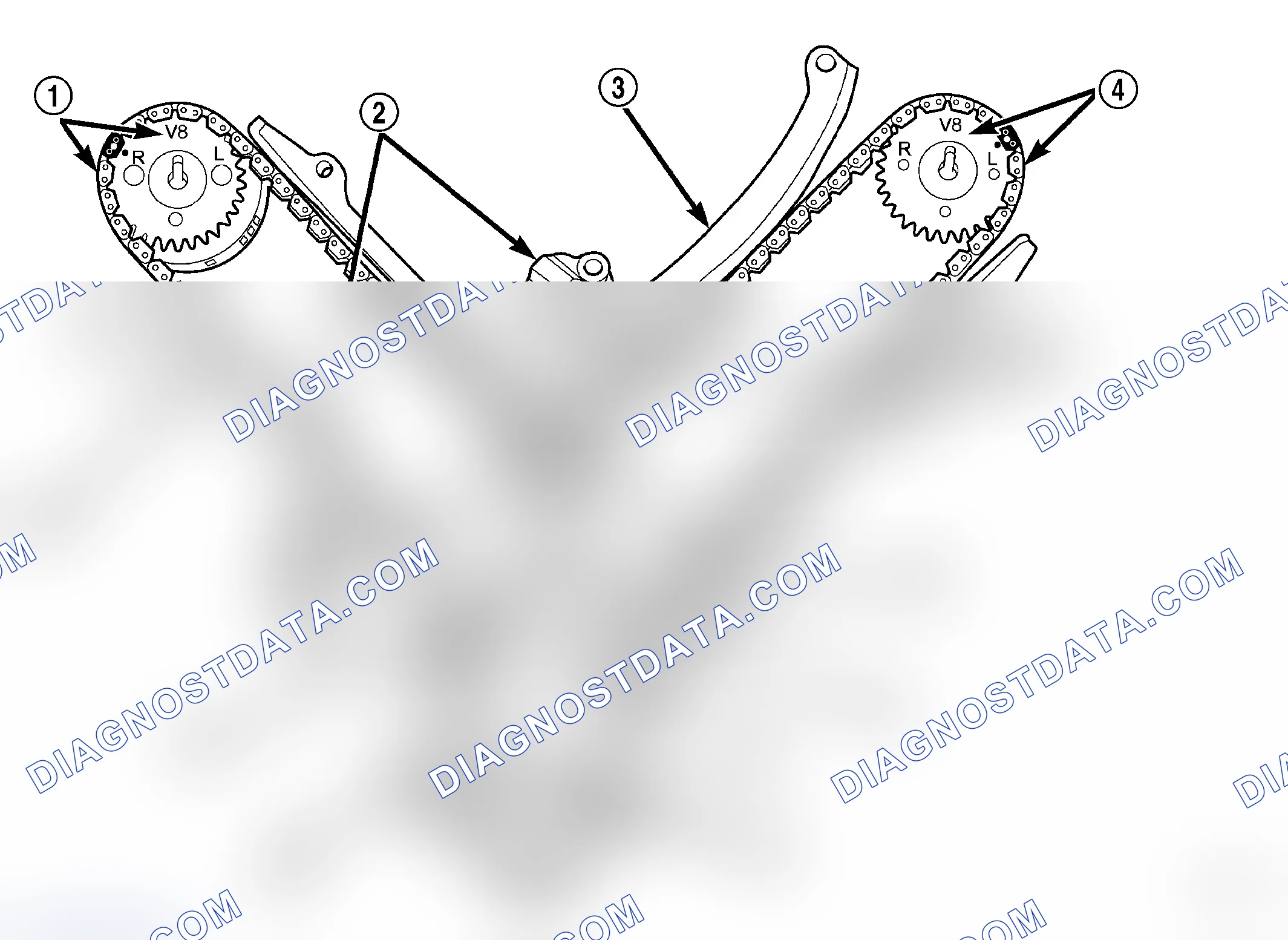
| 1 - RIGHT CAMSHAFT SPROCKET AND SECONDARY CHAIN |
|---|
| 2 - SECONDARY TIMING CHAIN TENSIONER (LEFT AND RIGHT SIDE NOT COMMON) |
| 3 - SECONDARY TENSIONER ARM |
| 4 - LEFT CAMSHAFT SPROCKET AND SECONDARY CHAIN |
| 5 - CHAIN GUIDE |
| 6 - TWO PLATED LINKS ON RIGHT CAMSHAFT CHAIN |
| 7 - PRIMARY CHAIN |
| 8 - IDLER SPROCKET |
| 9 - CRANKSHAFT SPROCKET |
| 10 - PRIMARY CHAIN TENSIONER |
| 11 - TWO PLATED LINKS ON LEFT CAMSHAFT CHAIN |
| 12 - SECONDARY TENSIONER ARM |
The timing drive system has been designed to provide quiet performance and reliability to support a non-free wheeling engine. Specifically the intake valves are non-free wheeling and can be easily damaged with forceful engine rotation if camshaft-to-crankshaft timing is incorrect. The timing drive system consists of a primary chain and two secondary timing chain drives.
STANDARD PROCEDURE - ENGINE TIMING - VERIFICATION
| CAUTION | The 4.7L is a non free-wheeling design engine. Therefore, correct engine timing is critical. |
Note. Components referred to as left hand or right hand are as viewed from the drivers position inside the vehicle.
Note. The blue link plates on the chains and the dots on the camshaft drive sprockets may not line up during the timing verification procedure. The blue link plates are lined up with the sprocket dots only when re-timing the complete timing drive. Once the timing drive is rotated blue link-to-dot alignment is no longer valid.
Engine base timing can be verified by the following procedure
- Remove the cylinder head covers «(Refer to ENGINE/CYLINDER HEAD/CYLINDER HEAD COVER(S) - REMOVAL)»(ref-247617-S29450297422007020100000) . 1 - TIMING CHAIN COVER 2 - CRANKSHAFT TIMING MARKS
- Using a mirror, locate the TDC arrow on the front cover. Rotate the crankshaft until the mark on the crankshaft damper is aligned with the TDC arrow on the front cover. The engine is now at TDC. 1 - LEFT CYLINDER HEAD 2 - RIGHT CYLINDER HEAD
- Note the location of the V8 mark stamped into the camshaft drive gears. If the V8 mark on each camshaft drive gear is at the twelve o'clock position, the engine is at TDC (cylinder #1) on the exhaust stroke. If the V8 mark on each gear is at the six o'clock position, the engine is at TDC (cylinder #1) on the compression stroke.
- If both of the camshaft drive gears are off in the same or opposite directions, the primary chain or both secondary chains are at fault. Refer to «TIMING CHAIN & SPROCKETS»(ref-247617-S34922145892007020100000) .
- If only one of the camshaft drive gears is off and the other is correct, the problem is confined to one secondary chain. Refer to «SINGLE CAMSHAFT TIMING»(ref-247617-S06052162212007020100000) .
- If both camshaft drive gear V8 marks are at the twelve o'clock or the six o' clock position the engine base timing is correct. Reinstall the cylinder head covers.
SINGLE CAMSHAFT TIMING
Note. To adjust the timing on one camshaft, perform the following procedure.
| 1 - LEFT CYLINDER HEAD |
|---|
| 2 - RIGHT CYLINDER HEAD |
| 3 - SPECIAL TOOL 8350 WEDGE |
| 4 - SPECIAL TOOL 8350 WEDGE |
- Using Chain Tensioner Wedge, special tool 8350 (3), stabilize the secondary chain drive. For reference purposes, mark the chain-to-sprocket position.
- Remove the camshaft drive gear retaining bolt.
- Carefully remove the camshaft drive gear from the camshaft.
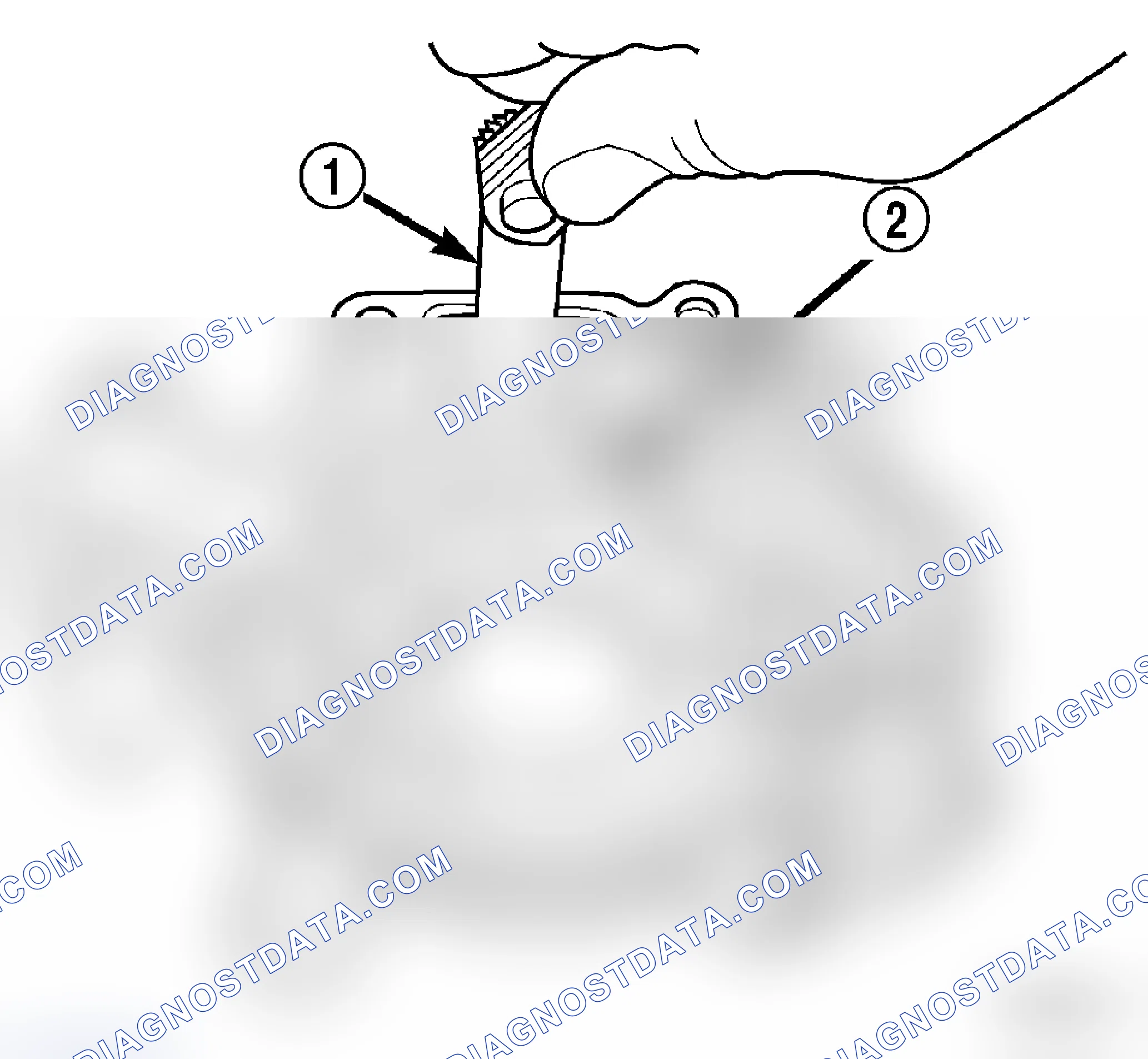
- Reindex the camshaft drive gear in the chain until the V8 mark is at the same position as the V8 mark on the opposite camshaft drive gear. 1 - ADJUSTABLE PLIERS 2 - CAMSHAFT DOWEL NOTE: When gripping the camshaft, place the pliers on the tube portion of the camshaft only. Do not grip the lobes or the sprocket areas.
- Using a suitable pair of adjustable pliers (1), rotate the camshaft until the alignment dowel (2) on the camshaft is aligned with the slot in the camshaft drive gear. 1 - TORQUE WRENCH 2 - CAMSHAFT SPROCKET 3 - LEFT CYLINDER HEAD 4 - SPECIAL TOOL 6958 SPANNER WITH ADAPTER PINS 8346 1 - TORQUE WRENCH 2 - SPECIAL TOOL 6958 WITH ADAPTER PINS 8346 3 - LEFT CAMSHAFT SPROCKET 4 - RIGHT CAMSHAFT SPROCKET CAUTION: Remove excess oil from camshaft sprocket retaining bolt before reinstalling bolt. Failure to do so may cause over-torqueing of bolt resulting in bolt failure.
- Position the camshaft drive gear onto the camshaft, remove oil from bolt then install the retaining bolt. Using Special Tools, Spanner Wrench 6958 with Adapter Pins 8346 and a suitable torque wrench (1), Tighten retaining bolt to 122 N.m (90 ft. Lbs.). 1 - LEFT CYLINDER HEAD 2 - RIGHT CYLINDER HEAD 3 - SPECIAL TOOL 8350 WEDGE 4 - SPECIAL TOOL 8350 WEDGE
- Remove special tool 8350 (3,4). 1 - LEFT CYLINDER HEAD 2 - RIGHT CYLINDER HEAD
- Rotate the crankshaft two full revolutions, then reverify that the camshaft drive gear V8 marks are in fact aligned.
- Install the cylinder head covers «(Refer to ENGINE/CYLINDER HEAD/CYLINDER HEAD COVER(S) - INSTALLATION)»(ref-247617-S22939206492007020100000) .
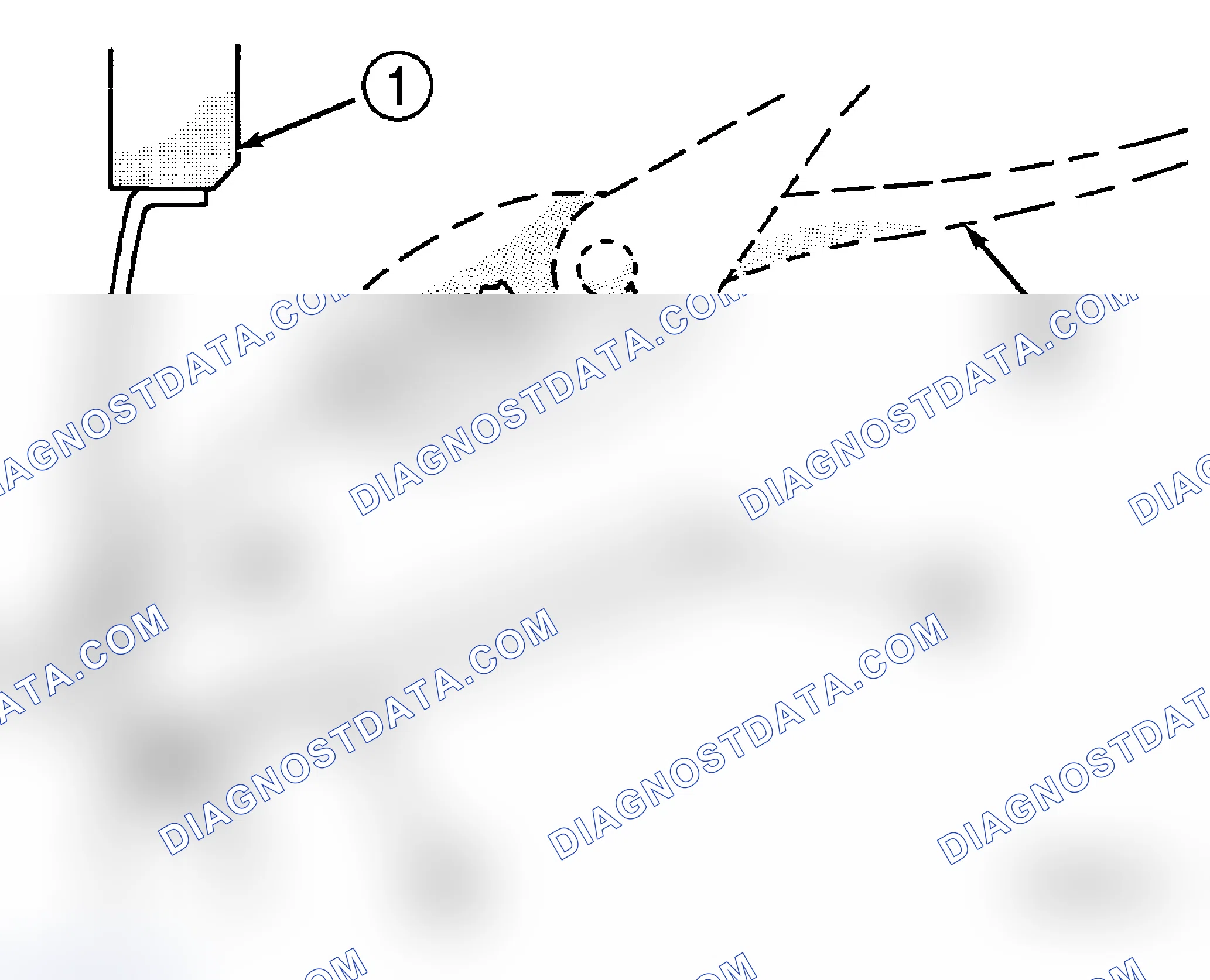
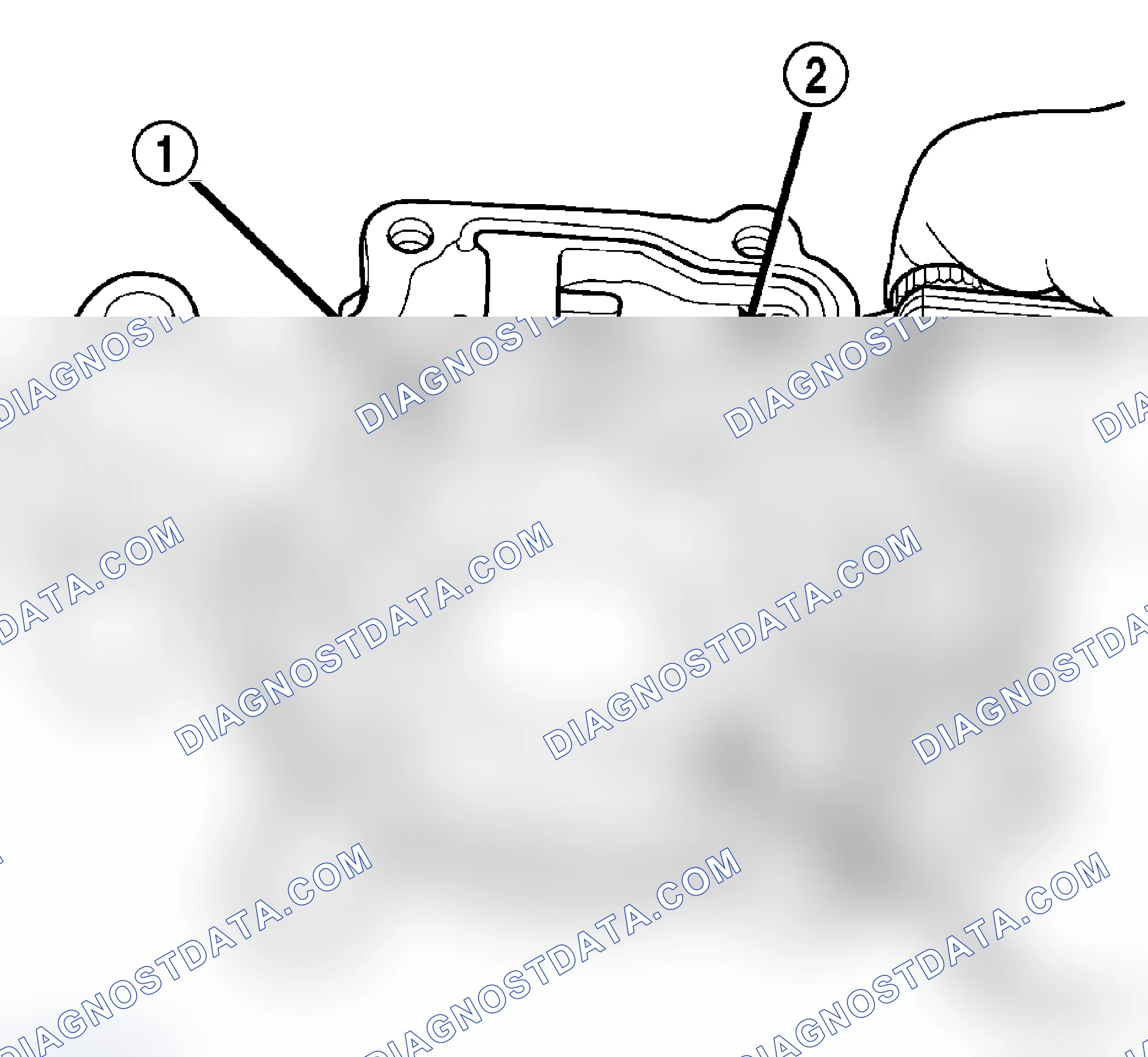
Scheme 314

| 1 - TENSIONER ASSEMBLY |
|---|
| 2 - FASTENER TENSIONER TO FRONT COVER |
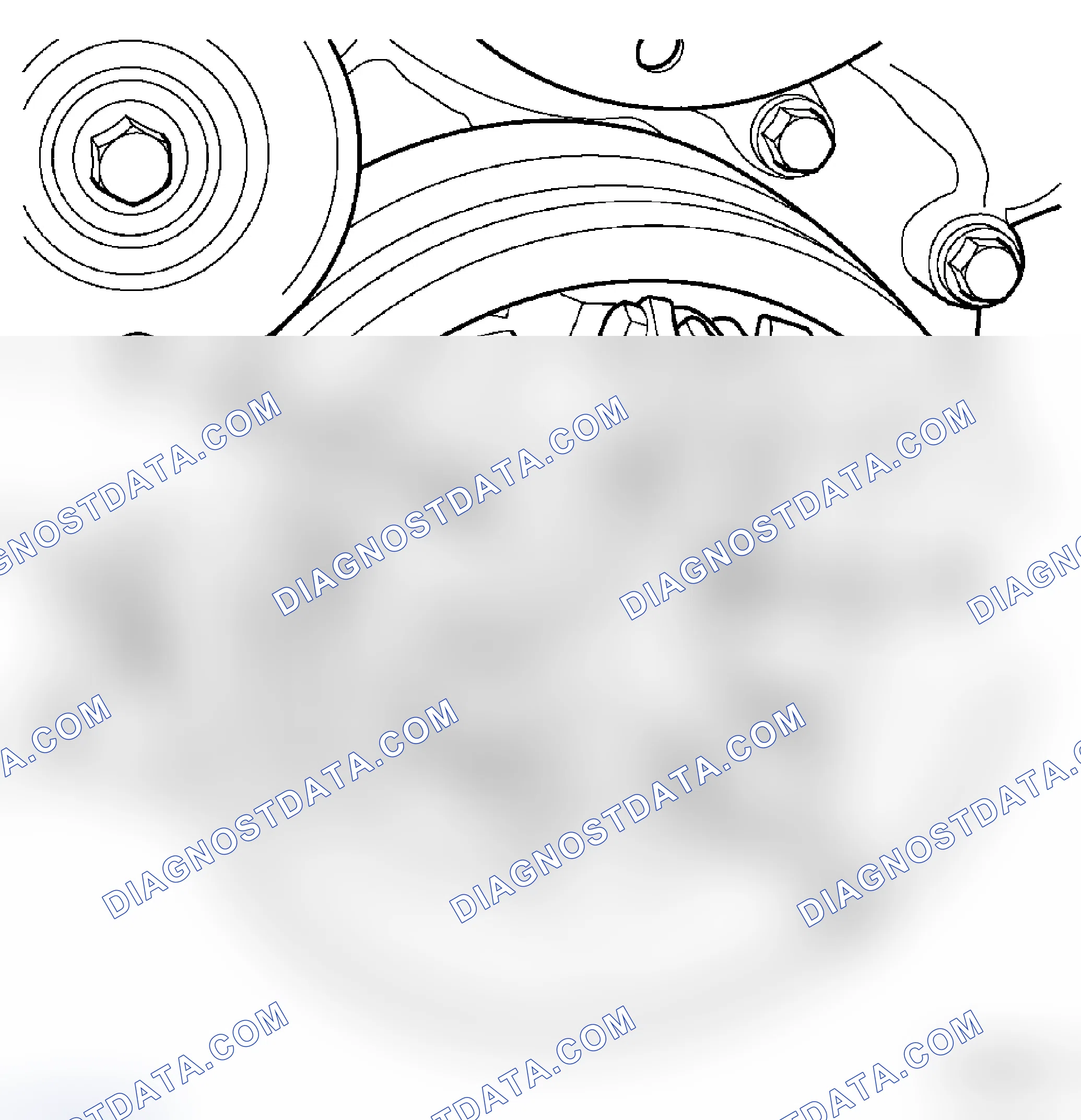
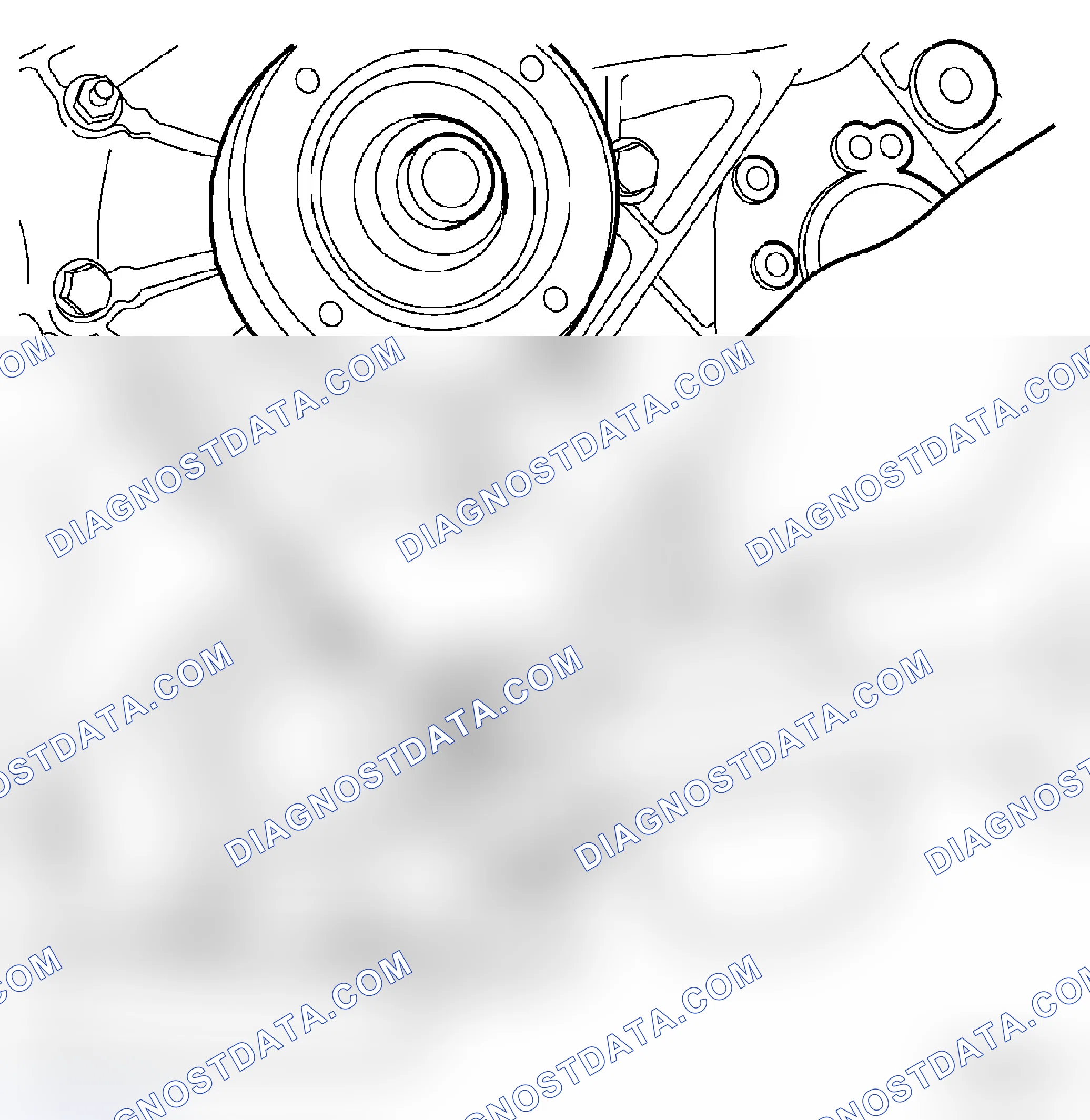
Scheme 315

- Disconnect the battery negative cable.
- Drain cooling system «(Refer to COOLING - STANDARD PROCEDURE)»(ref-247624-S05505992522007020100000) .
- Disconnect both heater hoses at timing cover.
- Disconnect lower radiator hose at engine.
- Remove crankshaft damper «(Refer to ENGINE/ENGINE BLOCK/VIBRATION DAMPER - REMOVAL)»(ref-247617-S40758092042007020100000) .
- Remove accessory drive belt tensioner assembly (1).
- Remove the generator and A/C compressor. CAUTION: The 4.7L engine uses an RTV sealer instead of a gasket to seal the front cover to the engine block, from the factory. For service, Mopar® Grey Engine RTV sealant must be substituted. NOTE: It is not necessary to remove the water pump for timing cover removal.
- Remove the bolts holding the timing cover to engine block.
- Remove cover.
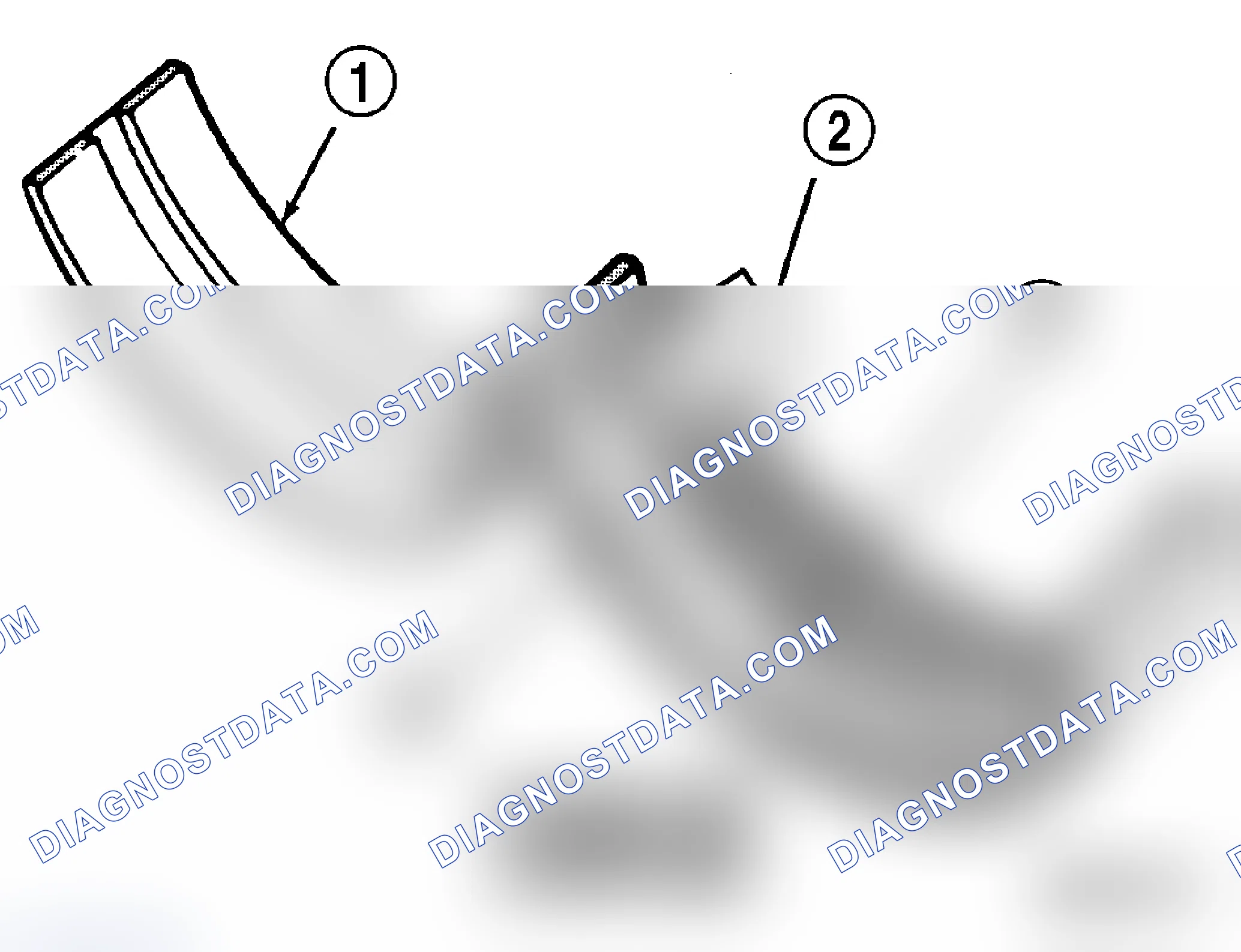
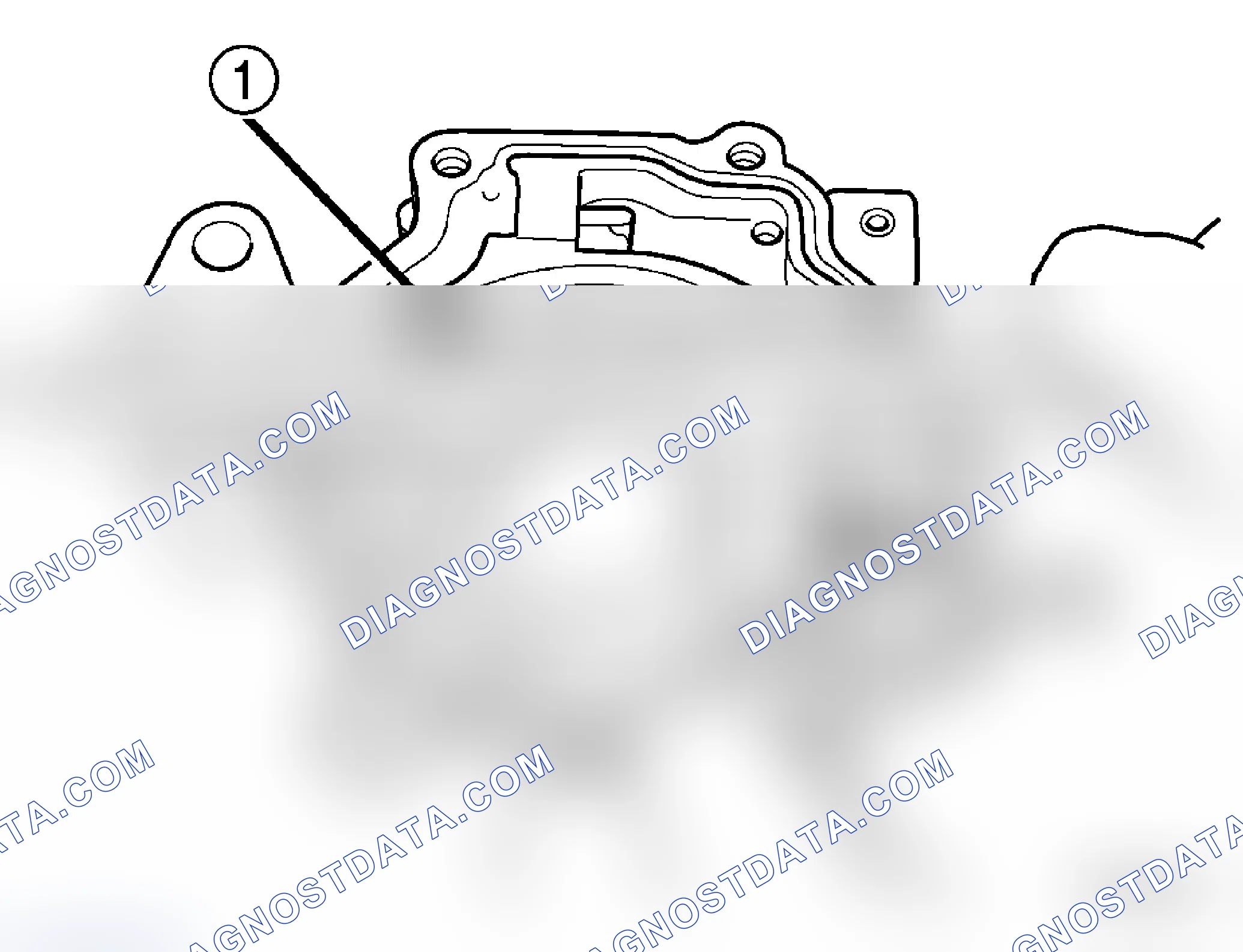
Scheme 316
| 1 - TIMING CHAIN COVER |
|---|
| 2 - WATER PASSAGE O-RING |
| 3 - MOPAR® GREY ENGINE RTV SEALER |
| CAUTION | Do not use oil based liquids to clean timing cover or block surfaces. Use only rubbing alcohol, along with plastic or wooden scrapers. Use no wire brushes or abrasive wheels or metal scrapers, or damage to surfaces could result. |
- Clean timing chain cover and block surface using rubbing alcohol. CAUTION: The 4.7L can use a special RTV sealer instead of a carrier gasket to seal the timing cover to the engine block, from the factory. For service repairs, Mopar® Grey Engine RTV must be used as a substitute, if RTV is present. If the front cover being used has no provisions for the water passage o-rings, then Mopar® Grey Engine RTV must be applied around the water passages.
- Inspect the water passage o-rings, if equipped for any damage, and replace as necessary.
- Apply Mopar® Grey Engine RTV sealer to the front cover following the path above, using a 3 to 4 mm thick bead.
- Install cover. Tighten flange head fasteners in sequence as shown in illustration to 58 N.m (43 ft. lbs.).
- Install the A/C compressor and generator.
- Install crankshaft damper «(Refer to ENGINE/ENGINE BLOCK/VIBRATION DAMPER - INSTALLATION)»(ref-247617-S12447020082007020100000) .
- Install accessory drive belt tensioner assembly. Tighten fastener to 54 N.m (40 ft. lbs.).
- Install lower radiator hose.
- Install both heater hoses.
- Fill cooling system «(Refer to COOLING - STANDARD PROCEDURE)»(ref-247624-S05505992522007020100000) .
- Connect the battery negative cable.