To ensure a good gasket seal, proper surface preparation must be performed, especially with the use of aluminum engine components and multi-layer steel cylinder head gaskets.
Never use the following to clean gasket surfaces
Scheme 2
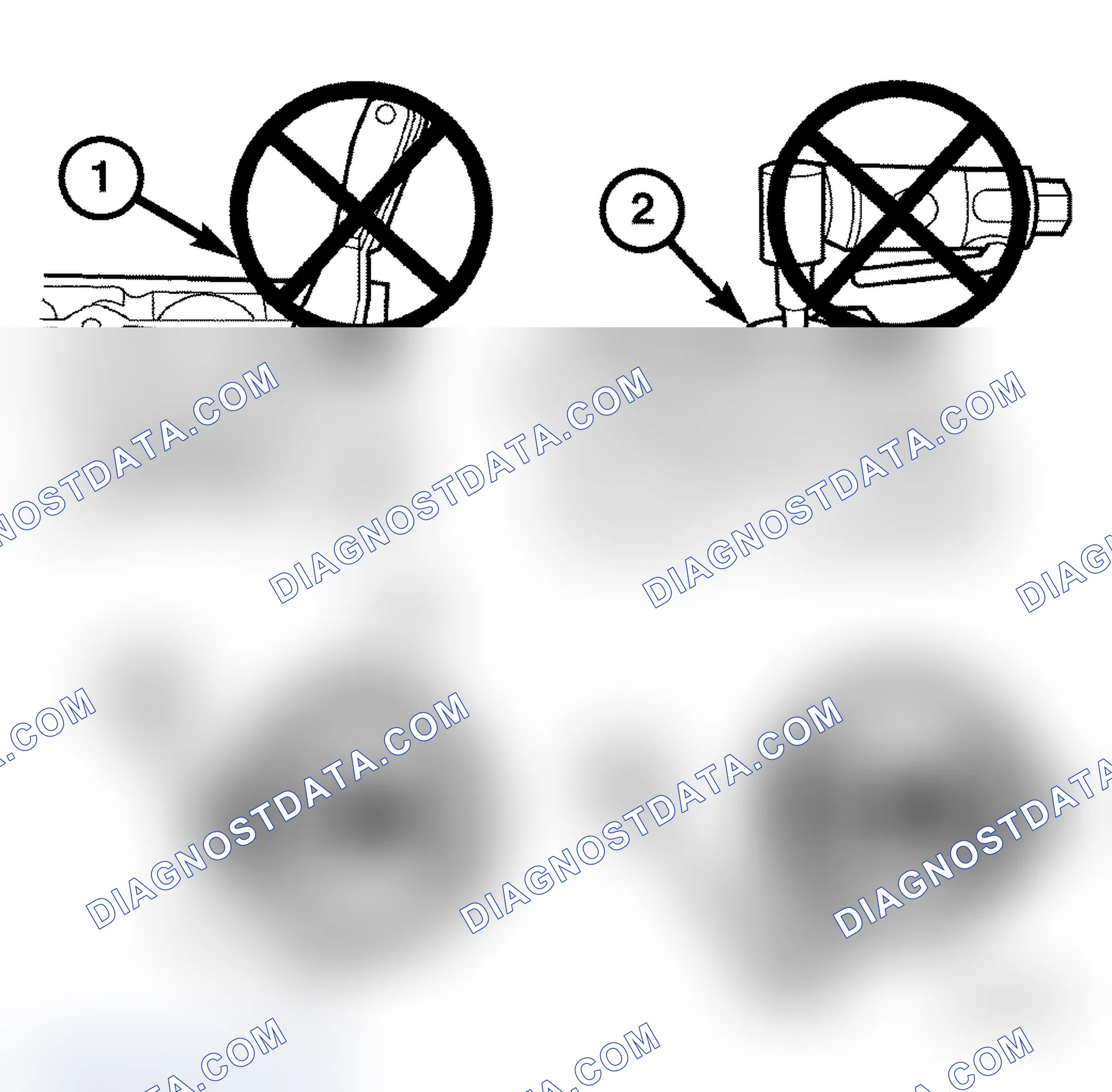
- Metal scraper (1)
- Abrasive pad or paper to clean cylinder block and head (2).
- High speed power tool with an abrasive pad or a wire brush.
Note. Multi-Layer Steel (MLS) head gaskets require a scratch free sealing surface.
| CAUTION | Excessive pressure or high RPM (beyond the recommended speed), can damage the sealing surfaces. The mild (white, 120 grit) bristle disc is recommended. If necessary, the medium (yellow, 80 grit) bristle disc may be used on cast iron surfaces with care. |
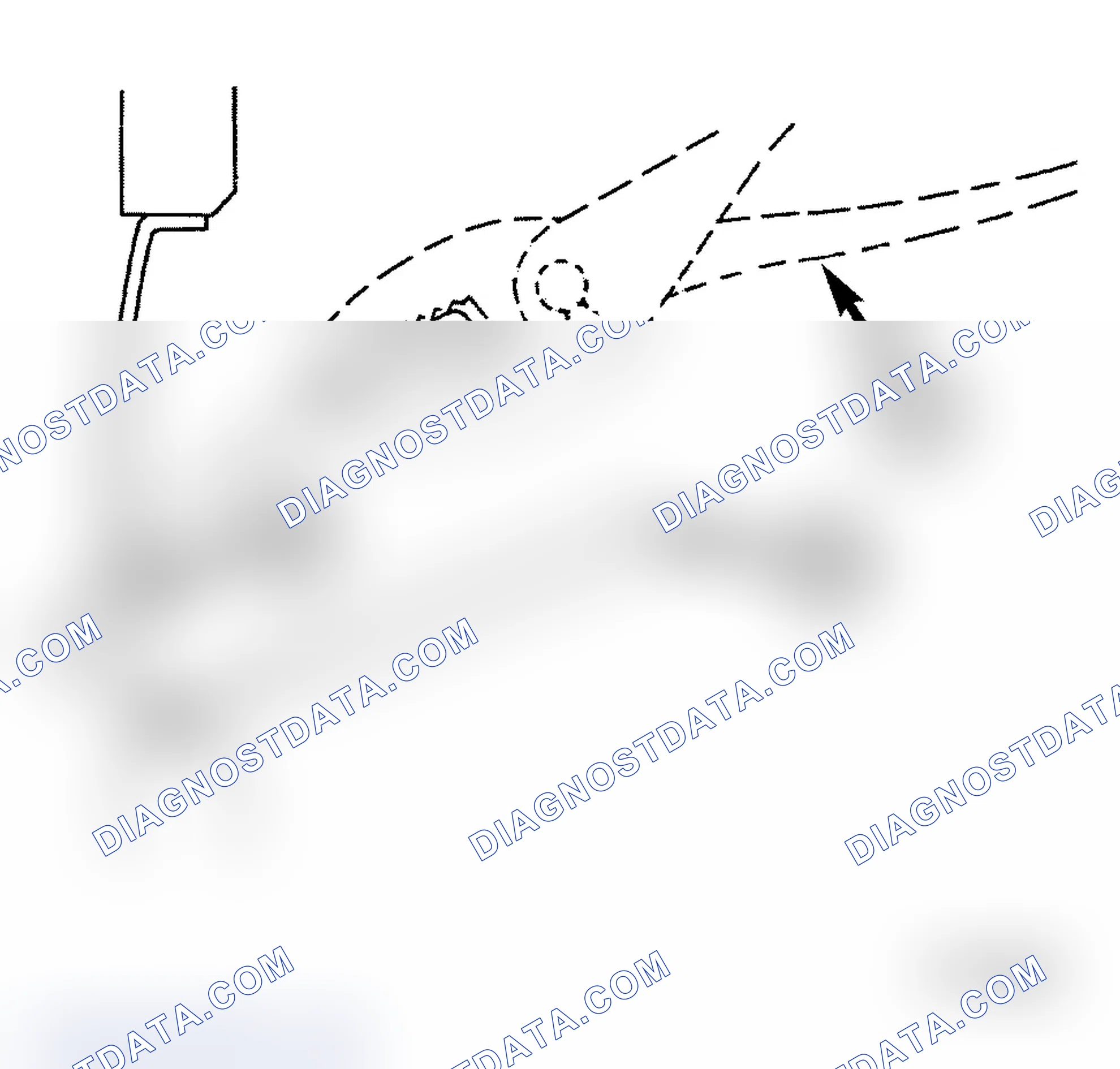
Only use the following for cleaning gasket surfaces
- Solvent or a commercially available gasket remover.
- Plastic or wood scraper (3).
- Drill motor with 3M Roloc(tm) Bristle Disc (4) (white or yellow).
Scheme 3
Using a blunt tool such as a drift (2) and a hammer, strike the bottom edge of the cup plug (3). With the cup plug rotated, grasp firmly with pliers (1) or other suitable tool and remove plug.
| CAUTION | Do not drive cup plug into the casting as restricted cooling can result and cause serious engine problems. |
Thoroughly clean the inside of the cup plug hole in the cylinder block or head. Be sure to remove any old sealer. Lightly coat the inside of the cup plug hole with Mopar(R) Stud and Bearing Mount. Make certain the new plug is cleaned of all oil or grease. Using the proper drive plug, drive the plug into the hole so that the sharp edge of the plug is at least 0.020 in. (0.5 mm) inside the lead-in chamfer.
It is not necessary to wait for the curing of the sealant. The cooling system can be refilled and the vehicle placed in service immediately.