Intake Manifold Assemble - Off Vehicle
- Install the vacuum boost fitting. Tighten: Tighten the vacuum boost fitting to 2 N.m (18 lb in).
- Install the manifold vacuum source cap.
- Install the sight shield retainer ball studs. Tighten: Tighten the sight shield retainer ball studs to 7 N.m (62 lb in).
- Install NEW intake manifold-to-cylinder head gaskets.
Cleaning Procedure
- Clean the exhaust manifold exterior in solvent.
- Dry the exhaust manifold with compressed air.
Inspection Procedure
- Inspect the left exhaust manifold for the following: Damage to the exhaust manifold-to-cylinder head gasket sealing surface (1) Damage or broken welds (2) Damage to the support bracket (3) Damage to the threads in the exhaust pipe flange (4) Damage to the exhaust pipe flange sealing surface (5) Damage or restrictions within the exhaust passages (6)
- Inspect the left exhaust manifold for the following: Damage to the oxygen sensor threaded hole (1) Damage to the threads for the heat shield mounting (2) Damage or excessive corrosion to the exhaust manifold exterior (3) Damage to the exhaust manifold-to-cylinder head mounting holes (4)
- Repair or replace the exhaust manifold and/or components as necessary.
- Measure the alignment or surface flatness of the exhaust manifold flanges, using a straight edge and a feeler gage. Exhaust manifold surface flatness must not exceed 0.254 mm (0.010 in).
- If the surface flatness is not within specifications, the exhaust manifold is warped and must be replaced.
- Clean the exhaust manifold exterior in solvent.
- Dry the exhaust manifold with compressed air.
- Inspect the right exhaust manifold for the following: Damage to the exhaust pipe flange sealing surface (1) Damage to the threads in the exhaust pipe flange (2) Damage to the support bracket (3) Damage or broken welds (4) Damage to the exhaust manifold-to-cylinder head gasket sealing surface (5) Damage or restrictions within the exhaust passages (6)
- Inspect the right exhaust manifold for the following: Damage or excessive corrosion to the exhaust manifold exterior (1) Damage to the threads for the heat shield mounting (2) Damage to the oxygen sensor threaded hole (3) Damage to the exhaust manifold-to-cylinder head mounting holes (4)
- Repair or replace the exhaust manifold and/or components as necessary.
- Measure the alignment or surface flatness of the exhaust manifold flanges, using a straight edge and a feeler gage. Exhaust manifold surface flatness must not exceed 0.254 mm (0.010 in).
- If the surface flatness is not within specifications, the exhaust manifold is warped and must be replaced.
Water Outlet Housing Disassemble - Off Vehicle
- Loosen the intake manifold plenum duct clamp.
- Remove the intake manifold plenum duct.
- Remove the evaporative emission (EVAP) purge valve bolt.
- Remove the EVAP purge valve.
- Remove the manifold absolute pressure (MAP) sensor bolt.
- Remove the MAP sensor.
- Remove the bypass hose clamp.
- Remove and discard the bypass hose.
- Remove the heater hose fitting.
- Remove the engine coolant air bleed fitting.
- Remove the EVAP purge valve and MAP sensor O-rings and discard.
- Clean the water outlet housing with solvent.
- Dry the water outlet housing with compressed air.
- Inspect the front of the water outlet housing for the following: Damage or restrictions to the radiator hose connection (1) Damage to the threads for the heater hose fitting (2) Damage to the threads for the throttle body bolts (3) Damage to the threads for the engine coolant air bleed fitting (4) Damage to the water outlet housing-to-cylinder head mounting holes (5) Damage or restrictions to the bypass hose connection (6)
- Inspect the rear of the water outlet housing for the following: Damage, blockage or excessive corrosion to the engine coolant passages (1) Damage or restrictions to the EVAP purge solenoid port (2) Damage to the threads for the EVAP purge solenoid bolt (3) Damage to the sealing surface for the intake manifold duct (4) Damage or restrictions to the MAP sensor port (5) Damage to the threads for the MAP sensor bolt (6)
- Repair or replace the water outlet housing as necessary.
Water Outlet Housing Assemble - Off Vehicle
- Install NEW O-rings on the EVAP purge valve and MAP sensor.
- Install the coolant fitting. Tighten: Tighten the engine coolant air bleed fitting to 10 N.m (89 lb in).
- Install the heater hose fitting. Tighten: Tighten the heater hose fitting to 45 N.m (33 lb ft).
- Install the NEW bypass hose.
- Position the bypass hose clamp.
- Install the MAP sensor.
- Install the MAP sensor bolt. Tighten: Tighten the MAP sensor bolt to 10 N.m (89 lb in).
- Install the EVAP purge valve.
- Install the EVAP purge valve bolt. Tighten: Tighten the EVAP purge valve bolt to 10 N.m (89 lb in).
- Install the intake manifold plenum duct.
- Tighten the intake manifold plenum duct clamp. Tighten: Tighten the intake manifold plenum duct clamp to 2.25 N.m (20 lb in).
Thread Repair - Off Vehicle
Tools Required
- J 42385-2000 Thread Insert Kit
- J 42385-2030 M11 x 2.0 Cylinder Head Bolt - Northstar/Premium V8 Thread Repair Kit
- J 43965 Thread Repair Extension Kit
The thread repair process involves a solid, thin walled, self-locking, carbon steel, bushing type insert. During the insert installation process, the installation driver tool cold-rolls the bottom internal threads and expands the bottom external threads of the insert into the base material. This action mechanically locks the insert into place.
Scheme 174
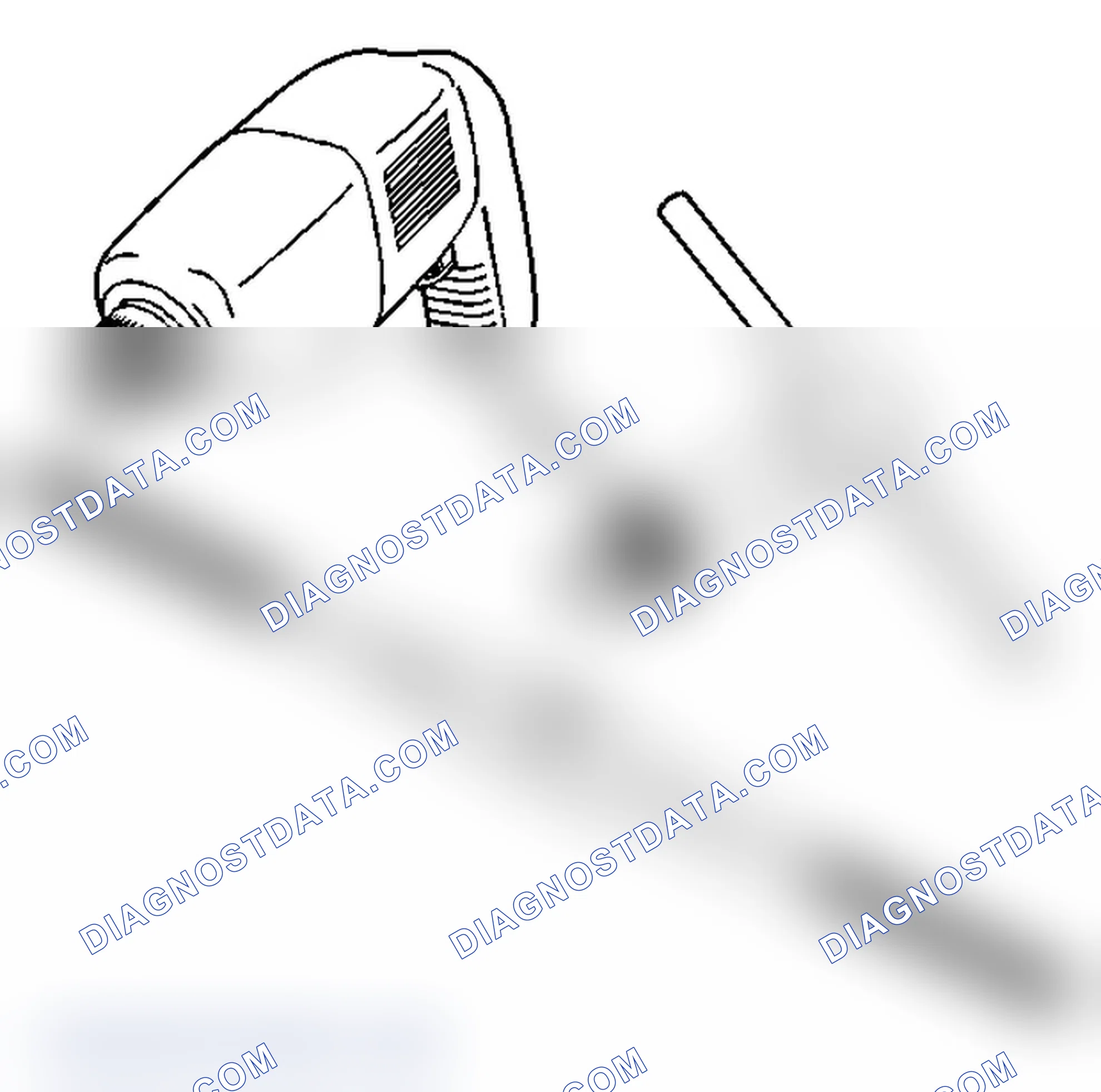
The drill bit and counter bore tool from the tool kit J 42385-2000 and J 42385-2030 is designed for use with either a suitable tap wrench or drill motor. Limited access and larger hole repair may process better using a tap wrench. An extension from kit J 43965 may also be necessary to drive the thread repair tooling dependent on access to the hole being repaired. Use only a tap wrench when tapping the hole and during installation of the insert.
Scheme 175
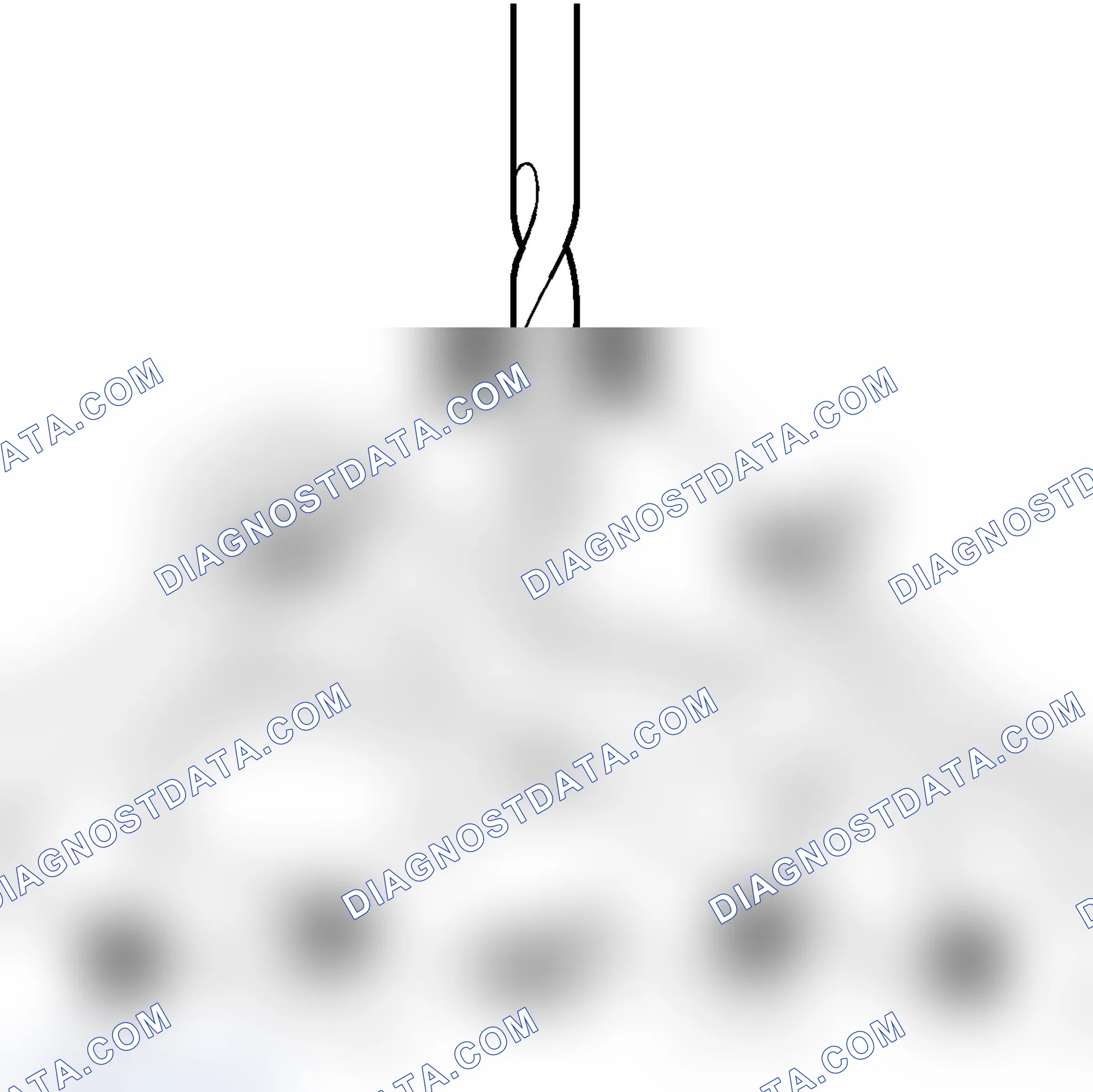
It is critical that the drilling, counterboring and tapping of the hole to be repaired follows the same centerline as the original hole.
Scheme 176
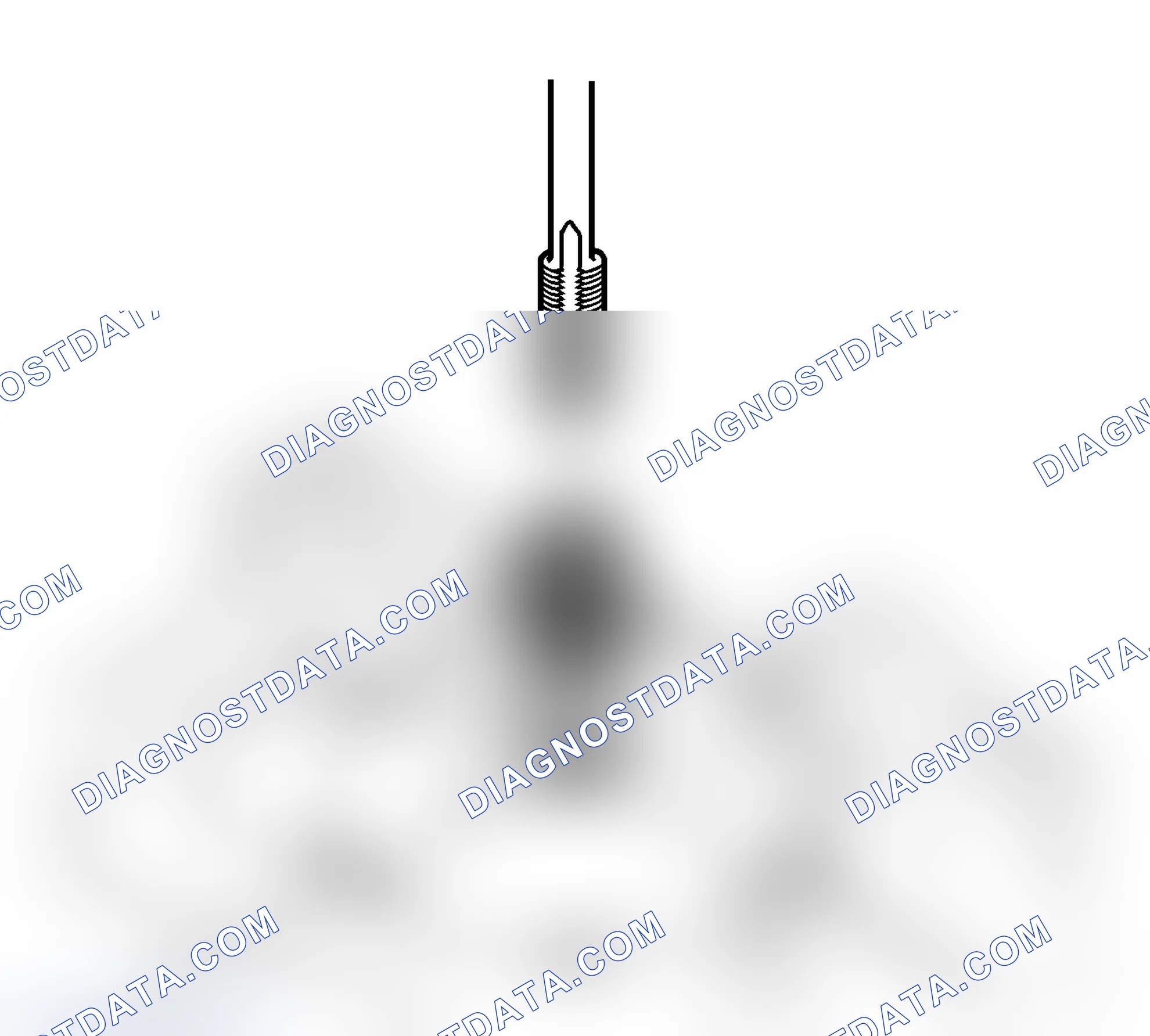
During the drilling and tapping of the hole being repaired ensure the tooling is consistently machining perpendicular to the surface of the base material.
Scheme 177
If the threaded hole being repaired has a base surface perpendicular to the hole centerline, tapping guides are available to aid in tapping the hole.
| Tap Size | Tap Guide | Tape Size | Tape Guide | Tap Size | Tape Guide |
|---|---|---|---|---|---|
| J 42385 | J 42385 | J 42385 | |||
| 6 x 1.0 | 729 | 10 x 1.5 | 731 | 14 x 1.5 | 736 |
| 8 x 1.25 | 730 | 12 x 1.5 | 732 | 20 x 1.5 | 737 |
Thread Repair
Scheme 178
| CAUTION | Refer to Safety Glasses Caution . |
| IMPORTANT | The use of a cutting type fluid GM P/N 1052864, (Canadian P/N 992881), WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
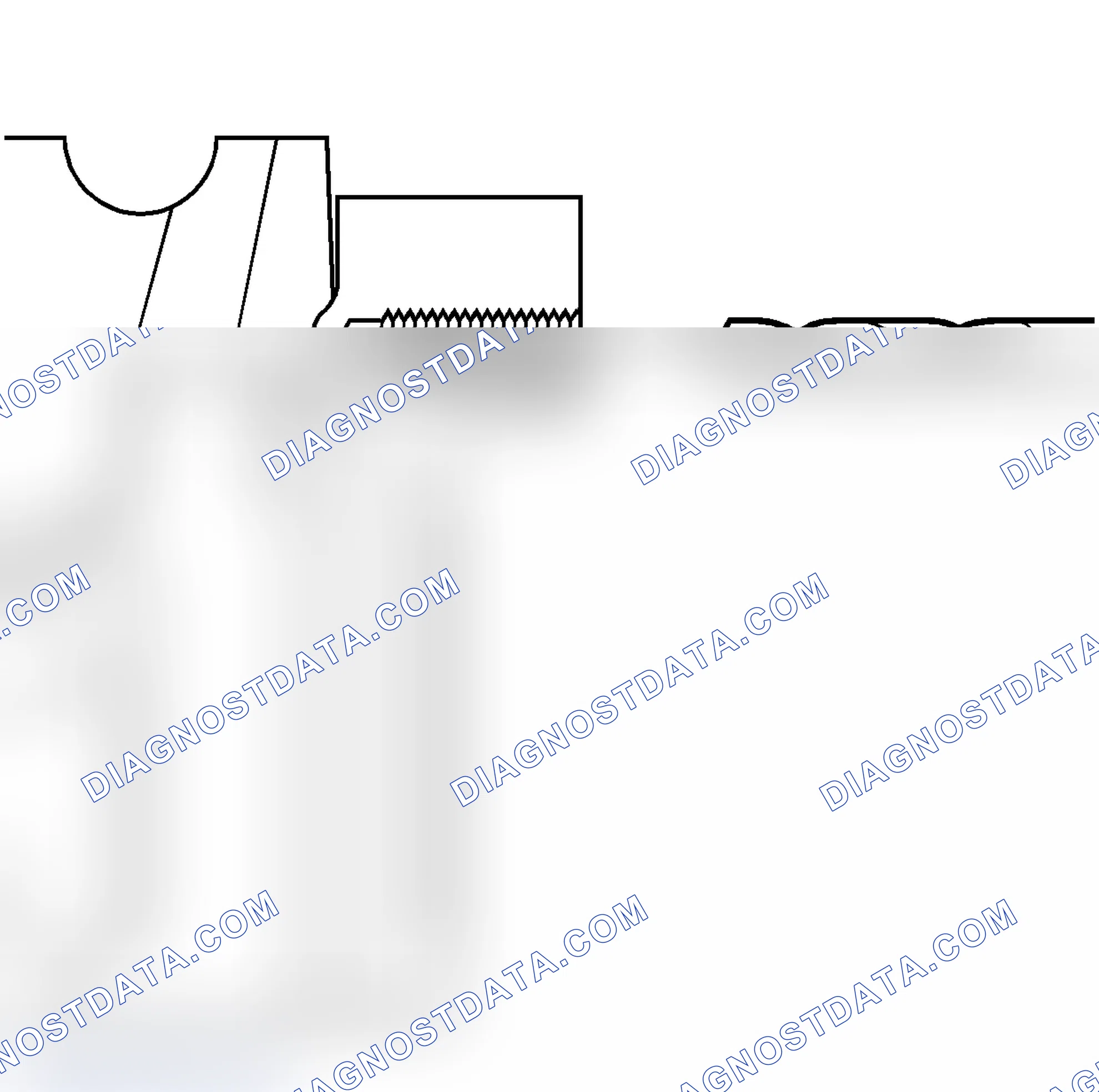
When installed to the proper depth, the flange (1) of the insert will be seated against the counterbore of the drilled/tapped hole and just below the surface (2) of the base material.
- Drill out the threads of the damaged hole. M6 inserts require a minimum drill depth of 15 mm (0.59 in). M8 inserts require a minimum drill depth of 20 mm (0.79 in). M10 inserts require a minimum drill depth of 23.5 mm (0.93 in).
- Using compressed air, clean out any chips.
- Counterbore the drilled hole to the full depth permitted by the tool (1).
- Using compressed air, clean out any chips.
- Using a suitable tapping wrench, tap the threads of the drilled hole by hand only. M6 inserts require a minimum tap depth of 15 mm (0.59 in). M8 inserts require a minimum tap depth of 20 mm (0.79 in). M10 inserts require a minimum tap depth of 23.5 mm (0.93 in).
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the tapped hole.
- Using compressed air, clean out any chips.
- Lubricate the threads of the driver installation tool (2) with the driver oil J 42385-110 (1).
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N 12345493, (Canadian P/N 10953488), J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert (2) into the tapped hole by hand only.
- Install the insert until the flange (2) of the insert contacts the counterbored surface.
- Continue to rotate the driver installation tool (1) through the insert (2).
- Inspect the insert for proper installation into the tapped hole. A properly installed insert (1) will be either flush or slightly below flush with the surface of the base material (2).
- Any installed insert that restricts or blocks an oil or engine coolant passage (3) will need to have the oil or engine coolant passage drilled out (4) to the original size of the oil or engine coolant passage. After drilling the restriction or blockage, clean out any chips and thread the installation driver tool through the insert again to remove any burrs caused by the drilling of the oil or engine coolant passage.
Scheme 179
| CAUTION | Refer to Safety Glasses Caution . |
| IMPORTANT | The use of a cutting type fluid GM P/N 1052864, (Canadian P/N 992881), WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. Do NOT remove the original stop collar from a counterbore drill. |
When installed to the proper depth, the flange of the insert (1) will be seated against the counterbore (2) of the drilled/tapped hole.
- Install a stop collar (2) on the counterbore drill (1), if required.
- Drill out the threads of the damaged hole.
- Using compressed air, clean out any chips.
- Using a suitable tapping wrench, tap the threads of the drilled hole by hand only.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the tapped hole.
- Using compressed air, clean out any chips.
- Lubricate the threads of the driver installation tool (2) with the driver oil J 42385-110 (1).
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N 12345493, (Canadian P/N 10953488), J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert (2) into the tapped hole by hand only.
- Install the insert until the flange (2) of the insert contacts the counterbored surface.
- Continue to rotate the driver installation tool (1) through the insert (2).
- Inspect the insert (1) for proper installation (2) into the tapped hole.
- Any installed insert that restricts or blocks an oil or engine coolant passage (3) will need to have the oil or engine coolant passage drilled out (4) to the original size of the oil or engine coolant passage. After drilling the restriction or blockage, clean out any chips and thread the installation driver tool through the insert again to remove any burrs caused by the drilling of the oil or engine coolant passage.
Tapered Pipe Thread Repair
The thread repair insert for tapered pipe threads is coated with a clear silver zinc coating.
Scheme 180
| CAUTION | Refer to Safety Glasses Caution . |
| IMPORTANT | The use of a cutting type fluid GM P/N 1052864, (Canadian P/N 992881), WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
When installed to the proper depth, the flange (1) of the insert will be seated against surface (2) of the base material of the drilled/tapped hole.
- Drill out the threads of the damaged hole.
- Using compressed air, clean out any chips.
- Using a suitable tapping wrench, tap the threads of the drilled hole by hand only.
- Tap the drilled hole until the threads at the top of the tap (2) are down to the surface of the base material.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the tapped hole.
- Using compressed air, clean out any chips.
- Lubricate the threads of the driver installation tool (2) with the driver oil J 42385-110 (1).
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N 12345493, (Canadian P/N 10953488), J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert (2) into the tapped hole by hand only.
- Install the insert until the flange (2) of the insert contacts the surface of the base material.
- Continue to rotate the driver installation tool (1) until the top of the threaded section (2) is level with the top of the insert (3).
- Inspect the insert (1) for proper installation (2) into the tapped hole.
- Any installed insert that restricts or blocks an oil or engine coolant passage (3) will need to have the oil or engine coolant passage drilled out (4) to the original size of the oil or engine coolant passage. After drilling the restriction or blockage, clean out any chips and thread the installation driver tool through the insert again to remove any burrs caused by the drilling of the oil or engine coolant passage.
Cylinder Head Bolt Hole Thread Repair
Tools Required
J 42385-2030 M11 x 2.0 Cylinder Head Bolt - Northstar/Premium V8 Thread Insert Kit
Scheme 181
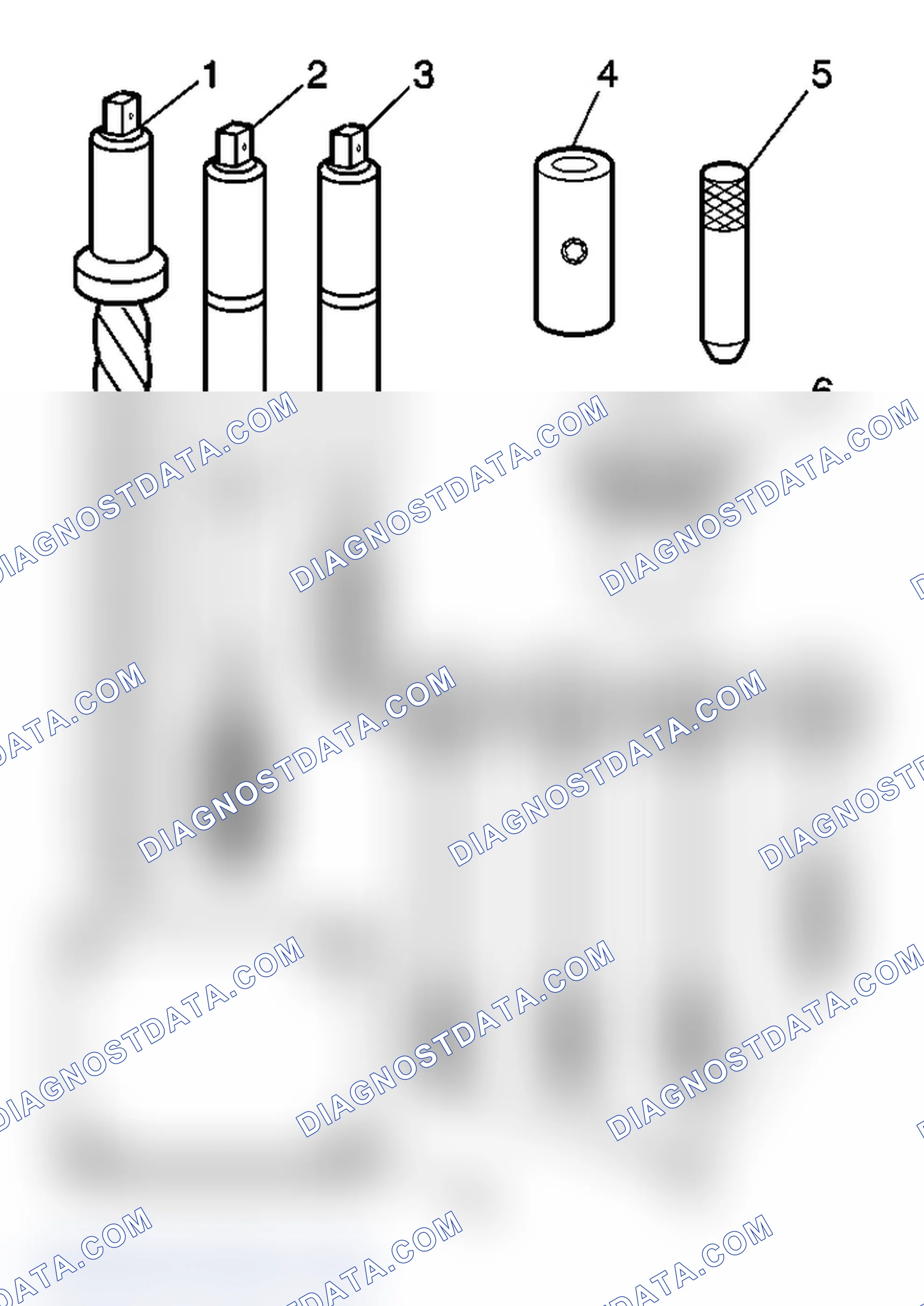
The cylinder head bolt hole thread repair kit J 42385-2030 components consist of the following
- Drill (1) J 42385-2031
- Tap (2) J 42385-2032
- Installation driver (3) J 42385-2033
- Stop collar (4) for inboard holes J 42385-2034
- Alignment pin (5) J 42385-303
- Bushing (6) J 42385-302
- Bolts (7) J 42385-2035 and J 42385-2036
- Fixture plate (8) J 42385-301
Note. Ensure the cylinder head bolts, tools and inserts that are being used are the proper pitch or engine damage will occur. The thread pitch on the M11 cylinder head bolts and the engine block cylinder head bolt holes have been revised. In order to install the proper pitch insert it is important to identify which thread pitch is being used. Cylinder head bolts with a pitch of 1.5 mm have a thread length of about 48 mm (1.890 in) long. Cylinder head bolts with a pitch of 2.0 mm have a thread length of about 67 mm (2.638 in) long.
| IMPORTANT | Cylinder head bolt holes with a pitch of 2.0 mm (0.08 in) use the tooling from the J 42385-2030 . Cylinder head bolt holes with a pitch of 1.5 mm (5.90 in) use the tooling from the J 42385-2000 . Verify the depth of the cylinder head bolt hole and the pitch of the cylinder head bolt threads. Measure the depth from the deck surface of the block to the bottom of the cylinder head hole. All cylinder head holes should use only one of the bushings. Never use both bushings to repair a block. |
With M11 bolts with a 1.5 mm pitch
- Use the bushing J 42385-2022 for inboard holes that measure 73 mm (2.874 in) deep and outboard holes that measure 89.5 mm (3.524 in) deep.
- Use the bushing J 42385-302 for inboard holes that measure 80 mm (3.150 in) deep and outboard holes that measure 96.5 mm (3.799 in) deep.
With M11 bolts with 2.0 mm pitch
Use the bushing J 42385-302 for inboard holes that measure 73 mm (2.874 in) deep and outboard holes that measure 89.5 mm (3.524 in) deep.
Inboard Bolt Holes
| CAUTION | Refer to Safety Glasses Caution . |
| IMPORTANT | Remove the fixture plate prior to installing the insert with the installer tool. The use of a cutting type fluid GM P/N 1052864, (Canadian P/N 992881), WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
When installed to the proper depth, the flange of the insert will be seated against the counterbore of the drilled/tapped hole.
- Position the fixture plate (3) with the bushing (1) installed over the cylinder head bolt hole to be repaired (4).
- Loosely install the fixture plate bolts (2) into the remaining cylinder head bolt holes.
- Position the alignment pin (1) through the bushing and into the cylinder head bolt hole.
- With the alignment pin in the desired cylinder head bolt hole, tighten the fixture retaining bolts (2).
- Remove the alignment pin (1) from the cylinder head bolt hole.
- Install the stop collar (2) onto the drill (1).
- Drill out the threads of the damaged hole.
- Using compressed air, clean out any chips.
- Using a suitable tapping wrench, tap the threads of the drilled hole by hand only.
- In order to tap the new threads for the insert to the proper depth, rotate the tap into the cylinder head bolt hole until the first mark (1) on the tap aligns with the top of the drill bushing (3).
- Remove the fixture plate bolts (2).
- Remove the fixture plate (3) and bushing (1).
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the tapped hole.
- Using compressed air, clean out any chips.
- Lubricate the threads of the driver installation tool (2) with the driver oil J 42385-110 (1).
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N 12345493, (Canadian P/N 10953488), J 42385-109, LOCTITE 277®, or equivalent (1) to the insert OD threads (2).
- Install the insert and installation driver (1) into the tapped hole by hand only.
- Start the insert into the threaded hole.
- Install the insert until the flange of the insert contacts the counterbored surface.
- Continue to rotate the driver installation tool through the insert.
- Inspect the insert for proper installation into the tapped hole.
Outboard Bolt Holes
| CAUTION | Refer to Safety Glasses Caution . |
| IMPORTANT | Remove the fixture plate prior to installing the insert with the installer tool. The use of a cutting type fluid GM P/N 1052864, (Canadian P/N 992881), WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
When installed to the proper depth, the flange of the insert will be seated against the counterbore of the drilled/tapped hole.
- Position the fixture plate (3) with the bushing (2) installed over the cylinder head bolt hole to be repaired (4).
- Loosely install the fixture plate bolts (1) into the remaining cylinder head bolt holes.
- Position the alignment pin (1) through the bushing and into the cylinder head bolt hole.
- With the alignment pin in the desired cylinder head bolt hole, tighten the fixture retaining bolts (2).
- Remove the alignment pin (1) from the cylinder head bolt hole.
- Drill out the threads of the damaged hole.
- Using compressed air, clean out any chips.
- Using a suitable tapping wrench, tap the threads of the drilled hole by hand only.
- In order to tap the new threads for the insert to the proper depth, rotate the tap into the cylinder head bolt hole until the second mark (1) on the tap aligns with the top of the drill bushing (3).
- Remove the fixture plate bolts (1).
- Remove the fixture plate (3) and bushing.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the tapped hole.
- Using compressed air, clean out any chips.
- Lubricate the threads of the driver installation tool (2) with the driver oil J 42385-110 (1).
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N 12345493, (Canadian P/N 10953488), J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert and installation driver (1) into the tapped hole by hand only.
- Start the insert into the threaded hole.
- Install the insert until the flange of the insert contacts the counterbored surface.
- Continue to rotate the driver installation tool through the insert.
- Inspect the insert for proper installation into the tapped hole.
Crankshaft Main Bolt Hole Thread Repair
Tools Required
J 42385-2000 Thread Insert Kit
Scheme 182
| IMPORTANT | In order to repair some crankshaft main bolt holes it will be necessary to mount the fixture plate upside down. Do NOT remove the fixture plate prior to installing the insert with the installation driver. The fixture plate remains in position throughout the thread repair process. |
The crankshaft main bearing bolt hole thread repair kit J 42385-2000 components consist of the following
- Drill (1) J 42385-511
- Tap (2) J 42385-512
- Installation driver (3) J 42385-513
- Fixture plate (4) J 42385-306
- Bushing (5) J 42385-307
- Alignment pin (6) J 42385-308
- Bolts (7) J 42385-510
| CAUTION | Refer to Safety Glasses Caution . |
| IMPORTANT | Ensure the fixture plate is installed during the machining and installation processes of the insert. The use of a cutting type fluid GM P/N 1052864, (Canadian P/N 992881), WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
When installed to the proper depth, the flange of the insert will be seated against the counterbore of the drilled/tapped hole.
- Position the fixture plate (3) with the bushing (2), installed over the crankshaft main cap bolt hole to be repaired.
- Loosely install the fixture plate bolts (1) into the remaining crankshaft main cap bolt holes.
- Position the alignment pin (1) through the bushing and into the crankshaft main cap bolt hole.
- With the alignment pin in the desired crankshaft main cap bolt hole, tighten the fixture retaining bolts (2).
- Remove the alignment pin (1) from the crankshaft main cap bolt hole.
- Drill out the threads of the damaged hole.
- Using compressed air, clean out any chips.
- Using a suitable tapping wrench, tap the threads of the drilled hole by hand only.
- In order to tap the new threads for the insert to the proper depth, rotate the tap into the crankshaft main cap bolt hole until the mark (3) on the tap aligns with the top of the drill bushing (2).
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the tapped hole.
- Using compressed air, clean out any chips.
- Lubricate the threads of the driver installation tool (2) with the driver oil J 42385-110 (1).
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N 12345493, (Canadian P/N 10953488), J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert and installation driver into the tapped hole by hand only.
- Start the insert into the threaded hole.
- Install the insert until the flange of the insert contacts the counterbored surface.
- Continue to rotate the driver installation tool through the insert.
- Rotate the driver installation tool until the mark (3) on the driver installation tool aligns with the top of the drill bushing (2).
- Inspect the insert for proper installation into the tapped hole.
- Remove the fixture plate bolts (1).
- Remove the fixture plate (3) and bushing (2).
Service Prior to Assembly - Off Vehicle
- Dirt will cause premature wear of the rebuilt engine. Clean all the components.
- Use the proper tools to measure the components when checking for excessive wear. Components not within the manufacturer's specification must be repaired or replaced.
- When the components are reinstalled into an engine, return the components to their original location, position, and direction.
- During assembly, lubricate all the moving parts with clean engine oil (unless otherwise specified). This will provide initial lubrication when the engine is first started.
Crankshaft Bearing Installation Procedure
Tools Required
J 45059 Angle Meter
- Clean the upper and lower crankcase crank bore with a lint-free cloth.
- Clean all the oil from the backside of new bearing halves.
- Install new upper crankshaft bearings into position. The thrust bearing (1) belongs in the number three journal. Be sure the upper bearing insert contains the oil transfer hole and groove. Roll the bearing into position so that the lock tang engages the crank slot. The bearing must fit flush with the upper crankcase.
- Install new lower crankshaft bearings into position in the lower crankcase. The lower crankcase crankshaft bearings are identified by NO grooves or holes. The bearings must fit flush with the lower crankcase.
- Apply a liberal amount of GM crankshaft prelube GM P/N 1052367, (Canadian P/N 992869), or engine oil to the upper and lower bearing surfaces.
Crankshaft Installation Procedure
- Install the NEW crankshaft sprocket drive pin (1), if removed due to damage.
- Ensure pin height (1) is 2.75-3.25 mm (0.0689-0.1280 in).
- Gently lower the crankshaft into position in the cylinder block.
- Ensure the crankshaft turns without binding or noise.
Crankshaft Bearing Clearance Measurement Procedure
- Place a length of fresh, room temperature plastic gaging material all the way across all the crankshaft bearing journals.
- Align the lower crankcase with the dowel pins in the upper crankcase.
- Install the lower crankcase onto the upper crankcase slowly until feeling a positive stop.
- Inspect the upper-to-lower crankcase joint in order to make sure the lower crankcase is fully seated on the cylinder block.
- Install the old oil manifold and oil scraper plate assembly.
- Install the oil manifold plate bolts. Tighten: Tighten the oil manifold plate bolts to 10 N.m (89 lb in).
- Loosely install the main bearing bolts. The single stud-end bolt (1) used to attach the oil pump pipe and screen assembly support bracket is installed in the inboard position in the second set of main bearing bolts from the front and left bank side of the engine.
- Install the left side upper-to-lower crankcase perimeter bolts.
- Install the right side upper-to-lower crankcase perimeter bolts.
- Tighten the lower crankcase bolts in proper sequence. First Pass Tighten: Tighten the lower crankcase bearing bolts (1 through 20) to 20 N.m (15 lb ft) in the proper sequence. Final Pass Tighten: Tighten the lower crankcase bolts (1 through 20) an additional 65 degrees in the proper sequence using the J 45059 .
- Tighten the upper-to-lower crankcase perimeter bolts (1 through 8). Tighten: Tighten the upper-to-lower crankcase perimeter bolts (1 through 8) to 30 N.m (22 lb ft).
- Allow the assembly to sit for at least two minutes.
- Remove the main bearing bolts and stud (1).
- Remove the oil manifold plate bolts.
- Remove the old oil manifold and oil scraper plate assembly.
- Working on either side of the lower crankcase, separate the crankcase halves by alternately prying in the grooves provided until the lower crankcase is free of the dowel pins.
- Remove the lower crankcase.
- Determine the main bearing clearance by comparing the width of the flattened plastic gaging material at its widest point with the graduation on the gaging material container.
- Compare your measurements with the engine mechanical specifications. If the new bearings do not provide the proper crankshaft to bearing clearance, re-measure the crankshaft journals for the correct specified size and check to make sure you have the correct new bearings. If the crankshaft journals are incorrectly sized, replace the crankshaft. No crankshaft machining is permitted and undersized bearings are not available.
- Clean the plastic gaging material from the crankshaft bearings and/or crankshaft bearing journals using a soft lint-free cloth.
- Coat the upper crankshaft bearings and crankshaft main bearing journals with GM crankshaft prelube GM P/N 1052367, (Canadian P/N 992869), or equivalent.
- Reinstall the crankshaft into position in the cylinder block.
Piston, Connecting Rod, and Bearing Installation - Off Vehicle
Tools Required
- EN 46121 Connecting Rod Guide Pin Set
- J 8037 Ring Compressor
- J 39946 Crankshaft Socket - 4.0L and 4.6L
- J 43690 Rod Bearing Clearance Checking Tool
- J 43690-100 Rod Bearing Clearance Checking Tool - Adapter Kit
- J 45059 Angle Meter
Piston and Connecting Rod Assembly Procedure
- Rotate the crankshaft using the J 39946 in order to align the crankshaft connecting rod journal being serviced to BDC.
- Liberally lubricate the cylinder walls, piston rings and piston skirts with clean engine oil.
- Select the correctly numbered piston/connecting rod assembly for the cylinder. Indication features showing proper piston orientation are located on the bottom of the piston and connecting rod. Ensure the connecting rod bearing tang notches in the connecting rod bearing bore are aligned to the same side. The locator lugs (1) on the bottom of the piston are oriented towards the front of engine. The notch (2) on the left piston assembly connecting rod cap is oriented towards the front of the engine. The piston locator lugs (1) and the connecting rod cap notch (2) in the same orientation. The notch (3) on the right piston assembly connecting rod cap is oriented towards the rear of the engine. The piston locator lugs (1) and the connecting rod cap notch (3) in the opposing orientation.
- Install the connecting rod bearing into the connecting rod.
- Install the EN 46121 into the connecting rod bolt holes.
- Compress the piston rings using the J 8037 or equivalent.
- Using both hands, slowly guide the piston and connecting rod assembly into the cylinder from the top and bottom of the cylinder. DO NOT allow the connecting rod to contact the cylinder wall.
- When the J 8037 contacts the deck surface, gently tap the piston into the cylinder using the handle end of a dead-blow hammer. Guide the connecting rod onto the crankshaft bearing journal using the EN 46121 while taping the piston into the cylinder.
- Remove the EN 46121 from the connecting rod bolt holes.
Connecting Rod Bearing Clearance Measurement Procedure - Using Plastic Gaging
- Before final assembly it is important to check the clearance of the new connecting rod bearings.
- Place a length of fresh, room temperature plastic gaging material all the way across the entire connecting rod bearing journal.
- Install the connecting rod end cap on its original connecting rod making sure the bearing lock tangs are aligned on the same side of the rod.
- When properly installed, the connecting rod bearing cap notches should be paired, as shown, on the crankpin.
- Lubricate connecting rod bolts with engine oil and install in the connecting rod. Tighten: Tighten the connecting rod bolts to 30 N.m (22 lb ft).
- Loosen the connecting rod bolts until the torque reading is zero.
- Re-tighten the connecting rod bolts. First Pass Tighten: Tighten the connecting rod bolts to 25 N.m (18 lb ft). Final Pass Tighten: Tighten the connecting rod bolts an additional 110 degrees using the J 45059 .
- Allow the assembly to sit for at least 2 minutes.
- Remove the connecting rod cap bolts.
- Remove the connecting rod cap.
- Determine the connecting rod bearing clearance by comparing the width of the flattened plastic gaging material at its widest point with the graduation on the gauging material container.
- Compare the measurements with the engine mechanical specifications. Refer to «Engine Mechanical Specifications»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-46l-lh2-introduction__engine-mechanical-specifications) .
- If the new bearings do not provide the proper crankshaft to bearing clearance, re-measure the crankshaft journals for the correct specified size and check to make sure you have the correct new bearings. If the crankshaft journals are incorrectly sized, replace the crankshaft. No crankshaft machining is permitted and undersized bearings are not available.
- Clean the plastic gaging material from the connecting rod bearing and crankshaft connecting rod bearing journal using a soft lint-free cloth.
Connecting Rod Clearance Measurement Procedure - Using J 43690 and J 43690-100
The J 43690 and the J 43690-100 have been developed as a more accurate method to measure connecting rod bearing clearances. The instructions below provide an overview of tool set-up and usage. For more detailed information, refer to the tool instruction sheets as supplied by the tool manufacturer.
Scheme 183
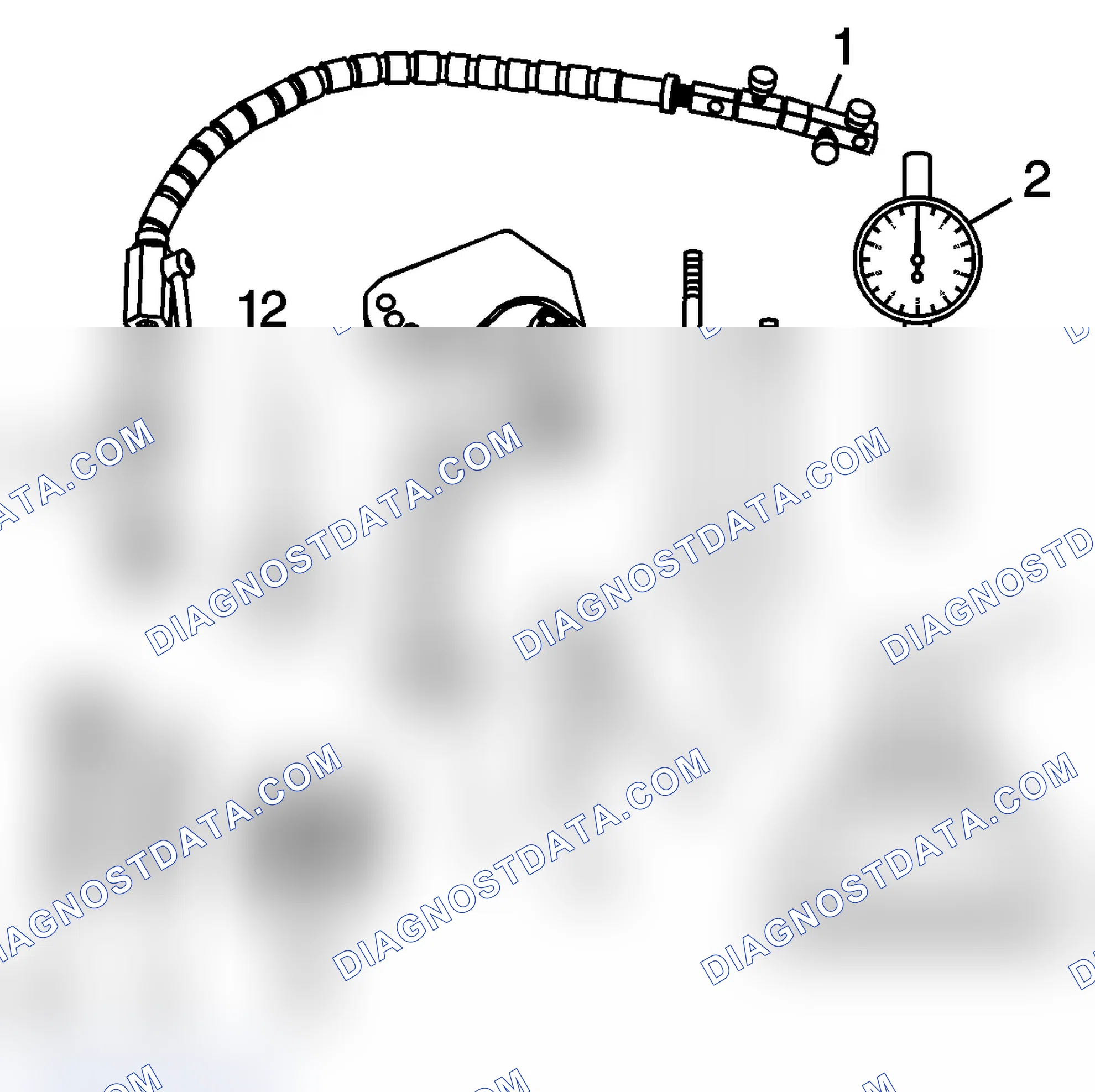
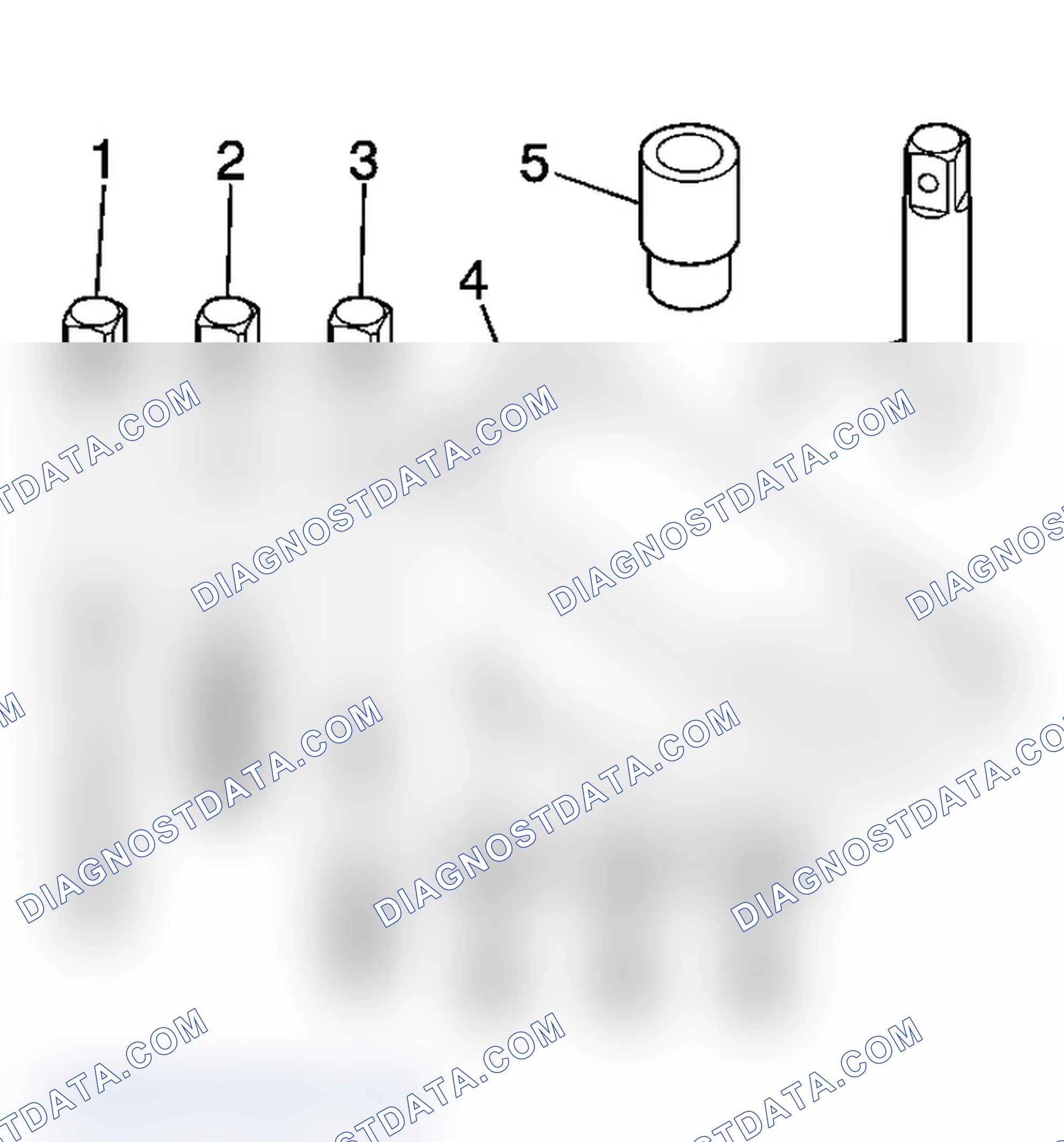
J 43690 Rod Bearing Clearance Checking Tool
- J 43690-20 Swivel Base (1)
- J 43690-19 Dial Indicator (2)
- J 43690-2 Base (3)
- J 43690-5, -6 Handle (4)
- J 43690-10, -11 Foot (5)
- 280307 Screw (6)
- J 43690-1 Pivot Arm Assembly (7)
- J 43690-3, -7, -8 Screws (8)
- 280319 Screw (9)
- 280311 Screw (10)
- J 43690-17, -18 Adapter (11)
- 280310 Pin (12)
Scheme 184
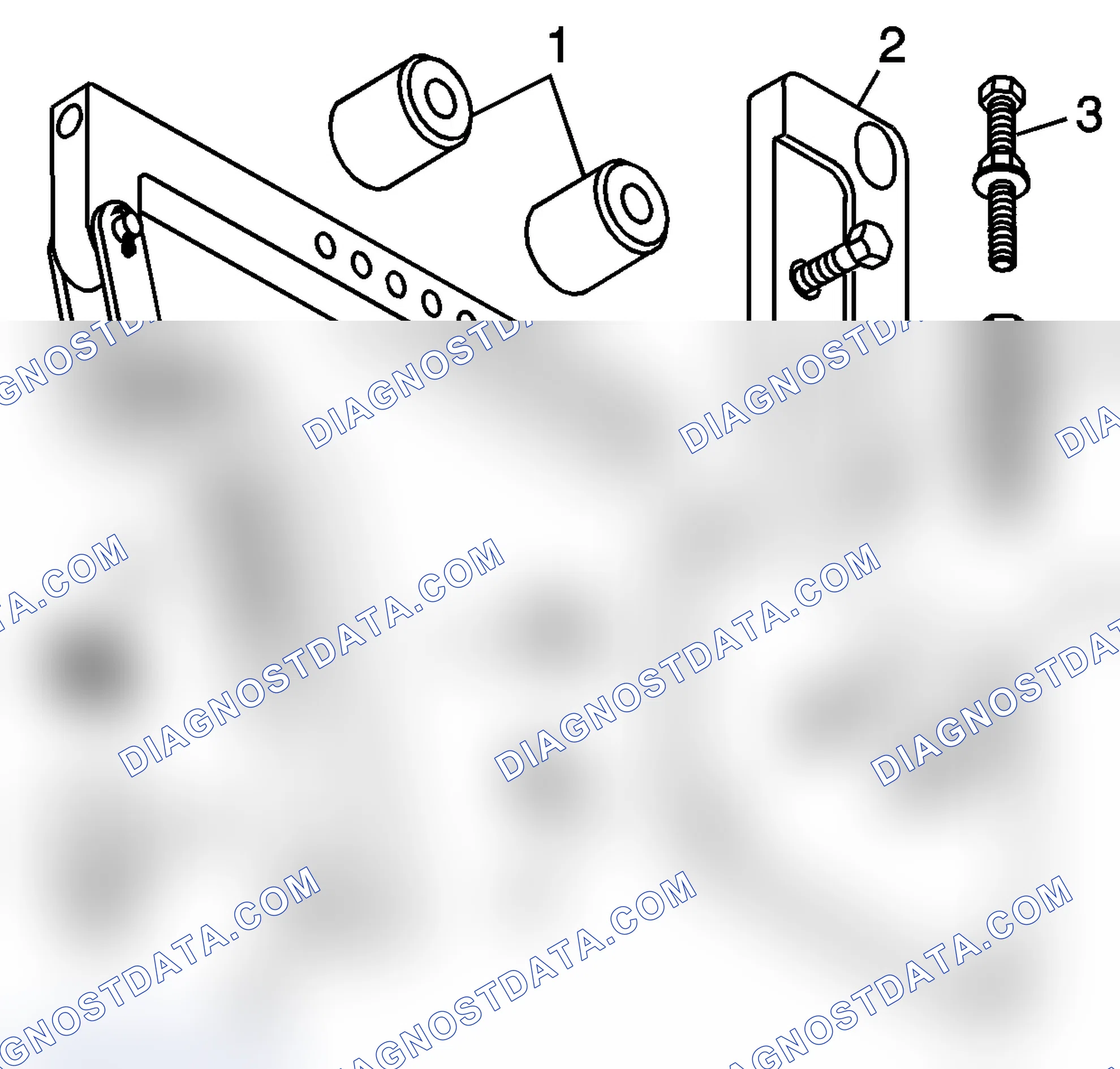
J 43690-100 Rod Bearing Clearance Tool - Adapter Kit
- J 43690-104 Spacer (1)
- J 43690-105 Retainer Plate (2)
- 505478 Bolt (3)
- 511341 Bolt (4)
- J 43690-106 Retainer Plate (5)
- J 43690-107 Cap (6)
- J 43690-102 Foot (7)
- J 43690-101 Pivot Arm Assembly (8)
- J 43690-103 Adapter (9)
- 505439 Adapter (10)
- Install the connecting rod end cap on its original connecting rod making sure the bearing lock tangs are aligned on the same side of the rod.
- When properly installed, the connecting rod bearing cap notches should be paired, as shown, on the crankpin.
- Lubricate connecting rod bolts with engine oil and install in the connecting rod. Tighten: Tighten the connecting rod bolts to 30 N.m (22 lb ft).
- Loosen the connecting rod bolts until the torque reading is zero.
- Re-tighten the connecting rod bolts. First Pass Tighten: Tighten the connecting rod bolts to 25 N.m (18 lb ft). Final Pass Tighten: Tighten the connecting rod bolts an additional 110 degrees using the J 45059 .
- Align the lower crankcase with the dowel pins in the upper crankcase.
- Install the lower crankcase onto the upper crankcase slowly until feeling a positive stop.
- Inspect the upper-to-lower crankcase joint in order to make sure the lower crankcase is fully seated on the cylinder block.
- In order to gain access for the J 43690 and the J 43690-100 remove the oil scraper plate from the old oil manifold plate, if fastened into place.
- Install the old oil manifold plate.
- Install the old oil manifold plate bolts. Tighten: Tighten the old oil manifold plate bolts to 10 N.m (89 lb in).
- Install the lower crankcase main bearing bolts.
- Install the left side upper-to-lower crankcase perimeter bolts.
- Install the right side upper-to-lower crankcase perimeter bolts.
- Install the lower crankcase main bearing bolts. First Pass Tighten: Tighten the lower crankcase main bearing bolts (1-20) to 20 N.m (15 lb ft) in the proper sequence. Final Pass Tighten: Tighten the lower crankcase main bearing bolts (1-20) an additional 65 degrees in the proper sequence using the J 45059 .
- Tighten the upper-to-lower crankcase perimeter bolts (1-10). Tighten: Tighten the upper-to-lower crankcase perimeter bolts (1-10) to 30 N.m (22 lb ft) in the proper sequence.
- Using the J 39946 rotate the crankshaft until the crankshaft journal and the connecting rod to be measured is in the 12 o'clock position.
- Remove the crankshaft main bolts required to install the retainer plate J 43690-105.
- Install the J 43690-105 retainer plate and crankshaft main bolts. Refer to «Lower Crankcase Installation»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-44l-4-of-5__lower-crankcase-installation-off-vehicle) for tightening specifications.
- Tighten the J 43690-105 retainer plate screw until snug in order to secure the crankshaft movement.
- Install the foot and bolt to the J 43690-101 pivot arm assembly. Tighten the bolt until snug.
- Install the J 43690-101 pivot arm assembly onto the connecting rod and tighten the screw securely.
- Install the base and bolt to the oil pan rail.
- Align the center of the base with the screw of the J 43690-101 pivot arm assembly. Tighten the bolt until snug.
- Align the link of the J 43690-101 pivot arm assembly on a plane equal to that of the connecting rod beam.
- Insert the pin to the base and J 43690-101 pivot arm assembly.
- Select the adapter as required and install to the swivel base. Tighten until snug.
- Install the swivel base to the oil pan rail.
- Install the indicator to the swivel base. Tighten the clamp of the base until snug.
- Adjust the swivel base as required and position the indicator tip slightly above the connecting rod cap. Lock the swivel base in position by rotating the locking lever.
- Rotate the fine adjustment knobs on the dial indicator end of the swivel base in order to position the tip of the indicator in contact with the connecting rod.
- Lightly actuate the handle of the pivot arm assembly, multiple times in both directions, to ensure the oil film is removed from the connecting rod.
- Load the handle in the forward position and zero the dial indicator. Load the handle multiple times in both directions and record the readings.
- Refer to «Fastener Tightening Specifications»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-46l-lh2-introduction__fastener-tightening-specifications) for proper clearances.
- Remove the J 43690-105 retainer plate.
- Install the crankshaft main bolts. Refer to «Lower Crankcase Installation»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-44l-4-of-5__lower-crankcase-installation-off-vehicle) for tightening specifications.
- Reposition the tools and repeat steps 2-21 for all other connecting rods.
- If clearances do not meet specifications, replace components as required.
- Remove the lower crankcase when the procedure is complete.
Connecting Rod Final Assembly Procedure
- Remove the connecting rod bolts.
- Remove the connecting rod cap.
- Install the EN 46121 into the connecting rod bolt holes.
- Back the connecting rod away from the crankshaft in order to allow for lubricant application.
- Coat the crankshaft connecting rod bearing journal and installed connecting rod bearings with GM crankshaft prelube GM P/N 1052367, (Canadian P/N 992869), or equivalent.
- Guide the connecting rod onto the crankshaft connecting rod bearing journal.
- Remove the EN 46121 from the connecting rod bolt holes.
- Install the connecting rod end cap on its original connecting rod making sure the bearing lock tangs are aligned on the same side of the rod.
- When properly installed, the connecting rod bearing cap notches should be paired, as shown, on the crankpin.
- Lubricate the NEW connecting rod bolts with engine oil and install in the connecting rod. Tighten: Tighten the NEW connecting rod bolts to 30 N.m (22 lb ft).
- Loosen the connecting rod bolts until the torque reading is zero.
- Re-tighten the connecting rod bolts. First Pass Tighten: Tighten the connecting rod bolts to 25 N.m (18 lb ft). Final Pass Tighten: Tighten the connecting rod bolts an additional 110 degrees using the J 45059 .
- During and after installation, ensure each piston is positioned properly in the correct cylinder.
- Repeat these procedures for the piston/connecting rod assembly that is using the common crankshaft connecting rod journal.
- Measure the connecting rod side clearance between the 2 connecting rods that share the common crankshaft connecting rod journal.
- Compare the measurements with the engine mechanical specifications. Refer to «Engine Mechanical Specifications»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-46l-lh2-introduction__engine-mechanical-specifications) .
- If the connecting rods do not provide the proper crankshaft side clearance inspect for the following conditions: If the clearance is too tight, ensure the connecting rods are not binding and can slide parallel to the crankpin. Re-measure the connecting rod widths for the correct specified size. If the connecting rods are incorrectly sized, replace the connecting rods. If the clearance is too loose, re-measure the connecting rod widths for the correct specified size. If the connecting rods are incorrectly sized, replace the connecting rods.
- Repeat these procedures for the remaining piston/connecting rod assemblies using the J 39946 in order to rotate the crankshaft.
Lower Crankcase Installation - Off Vehicle
Tools Required
- EN 46109 Guide Pins
- J 39946 Crankshaft Socket - 4.0L and 4.6L
- J 45059 Angle Meter
- Place a 5 mm (0.197 in) spot of RTV sealant GM P/N 12378521 or equivalent (1) at the two points where the crankshaft rear oil seal meets the split line of the engine block.
- Completely fill and slightly overfill the engine block seal groove with a continuous bead of RTV sealant GM P/N 12378521 or equivalent.
- Ensure the RTV sealant GM P/N 12378521 or equivalent bead is higher then the rail surface (1) by 1.0-1.5 mm (0.0394-0.0591 in).
- Using a suitable tool spread the sealant in the area near the oil drain back passages (1) away from the oil drain back passages toward the outboard edge of the rail surface.
- To prevent shifting of the lower crankcase install one of the EN 46109 into a bolt hole in each rail.
- Install the cleaned lower crankcase onto the engine.
- Using a rubber mallet gently tap the lower crankcase into position.
- Remove both of the EN 46109 .
- Loosely install the crankcase perimeter bolts on the right side.
- Loosely install the crankcase perimeter bolts on the left side.
- Using a small long blade screwdriver clean out any sealant in the oil drain back passages (1).
- Using a NEW oil distribution plate, remove the outer seal (1) if installed, and completely fill and slightly overfill the outer seal groove (1) with a continuous bead of RTV sealant GM P/N 12378521 (Canada P/N 88901148) or equivalent. Ensure the RTV sealant bead is higher than the plate surface by 1.0-1.5 mm (0.0394-0.0591 in).
- To prevent shifting of the oil distribution plate install one of the EN 46109 into a bolt hole in each side of the lower crankcase.
- Install the NEW oil distribution plate.
- Remove both of the EN 46109 .
- Install the oil distribution plate bolts. Tighten: Tighten the oil distribution plate bolts to 10 N.m (89 lb in).
- Using a small long blade screwdriver clean out any sealant in the oil drain back passages.
- Install the crankshaft oil scraper plate.
- Install the main bearing bolts. Ensure the stud-head bolt (1) used for the oil suction tube support bracket is placed in the proper position.
- Tighten the main bearing bolts in the proper sequence. First Pass Tighten: Tighten the main bearing bolts (1-20) to 20 N.m (15 lb ft ) in the proper sequence. Final Pass Tighten: Tighten the main bearing bolts (1-20) an additional 65 degrees in the proper sequence using the J 45059 .
- Tighten the crankcase perimeter bolts in sequence shown. Tighten: Tighten the crankcase perimeter bolts to 30 N.m (22 lb ft).
- Using a small long blade screwdriver verify that the threaded holes for the oil pan bolts and the oil drain back passages are clear of sealant.
- Using the J 39946 rotate the crankshaft until the number one piston is at top dead center (TDC) and the crankshaft key way is approximately at the 7 o'clock position.
Oil Pump Suction Pipe and Screen Assembly Installation - Off Vehicle
- Install NEW oil pump pipe gasket on oil pump pipe.
- Install the oil pump pick-up retaining bolt and nut. Tighten: Tighten the oil pump pick-up tube nut to 24 N.m (18 lb ft). Tighten the oil pump pick-up tube bolt to 10 N.m (89 lb in).
Oil Pan Installation - Off Vehicle
- Place a NEW oil pan gasket in place on the oil manifold plate.
- Position the oil pan onto the lower crankcase.
- The oil pan must be held flush to 0.50 mm (0.020 in) forward of the rear face of the engine block (1).
- Place oil pan fasteners in location as shown: short length bolt (420) medium length bolt (421) long length bolt (422) short length stud (423)
- Install the oil pan bolts in the sequence shown. First Pass Tighten: Tighten the oil pan bolts to 15 N.m (11 lb ft ) in the sequence shown. Final Pass Tighten: Tighten the oil pan bolts to 25 N.m (18 lb ft ) in the sequence shown.
- Clean off any sealant that has protruded to the exterior of the engine.
- Install the oil drain plug. Tighten: Tighten the oil drain plug to 25 N.m (18 lb ft).
- Rotate the engine so that the engine valley is facing upward.
Cylinder Head Installation - Left Side - Off Vehicle
Tools Required
J 45059 Angle Meter
- Ensure all the cylinder head locating pins are securely mounted in the cylinder block deck face.
- Ensure any old thread sealant material is removed from the cylinder head bolt holes in the cylinder block.
- Install a new left cylinder head gasket using the deck face locating pins for retention.
- Align the cylinder head with the deck face locating pins.
- Place the cylinder head in position on the deck face.
- Install new M11 cylinder head bolts in the cylinder head.
- Install the M6 cylinder head bolts at the front of the cylinder head.
- Tighten the left cylinder head bolts in the sequence shown. First Pass Tighten: Tighten the left cylinder head M11 cylinder head bolts to 30 N.m (22 lb ft) in the sequence shown. Second Pass Tighten: Using the J 45059 , tighten the left cylinder head M11 cylinder head bolts an additional 60 degrees in the sequence shown. Third Pass Tighten: Repeat the sequence turning each bolt another 60 degrees. Final Pass Tighten: Repeat the sequence again turning each bolt a final 60 degrees, total 180 degrees.
- Tighten the M6 bolts at the front of the cylinder head. Tighten: Tighten the M6 cylinder head bolts to 12 N.m (106 lb in).
Valve Lifter Installation - Left Side - Off Vehicle
Tools Required
J 39946 Crankshaft Socket - 4.0L and 4.6L
- Ensure the crankshaft is in the TDC position for the number one cylinder using the J 39946 .
- Fill the stationary hydraulic lash adjuster (SHLA) with clean engine oil GM P/N 12378006 or equivalent. Take precautions to prevent scratching the pivot sphere area (1) of the SHLA.
- Lubricate the SHLA bores of the cylinder head with clean engine oil GM P/N 12378006 or equivalent.
- Install the SHLAs.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the SHLA sphere.
Valve Rocker Arm Installation - Left Side - Off Vehicle
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the roller (2), pivot pocket and valve slot areas (1) of the camshaft followers.
- Place the camshaft followers in position on the valve tip and SHLA. The rounded head of the follower goes on the SHLA while the flat end goes on the valve tip.
Exhaust Camshaft Installation - Left Side - Off Vehicle
Tools Required
J 45059 Angle Meter
- Clean the camshaft journals, camshaft and the camshaft caps with a clean, lint-free cloth.
- Apply a liberal amount of lubricant GM P/N 12345501 or equivalent to the camshaft bearing journals (1).
- Select the proper camshaft by the identifying rings cast into the left exhaust camshaft (2).
- Apply a liberal amount of lubricant GM P/N 12345501 or equivalent to the camshaft lobes and the camshaft journals.
- Place the camshaft in the camshaft journals with the camshaft sprocket drive pins near the top of their rotation (1) and the camshaft lobes in a neutral position. The camshaft can be identified by a stamping near the rear journal. For example: L-EXH is defined as Left Bank Exhaust.
- Observe the markings on the camshaft bearing caps. Each camshaft bearing cap is marked in order to identify its location. The markings have the following meanings: The arrow should point toward the front of the engine. The number indicates the position from the front of the engine. The "E" indicates the exhaust camshaft.
- Apply a liberal amount of lubricant GM P/N 12345501 or equivalent to the left exhaust camshaft bearing cap journals.
- Install the left exhaust camshaft bearing caps according to the identifications marks.
- Hand start all the left exhaust camshaft bearing cap bolts.
- Install the left cylinder head exhaust camshaft bearing cap bolts. First Pass Tighten: Tighten the camshaft bearing cap bolts to 5 N.m (44 lb in). Final Pass Tighten: Tighten the camshaft bearing cap bolts an additional 30 degrees using the J 45059 .
Intake Camshaft Installation - Left Side - Off Vehicle
Tools Required
J 45059 Angle Meter
- Clean the camshaft journals, camshaft and the camshaft caps with a clean, lint-free cloth.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the camshaft bearing journals (1).
- Select the proper camshaft by the identifying rings cast into the left intake camshaft (1).
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the camshaft lobes and the camshaft journals.
- Place the camshaft in the camshaft journals with the camshaft sprocket drive pins near the top of their rotation (1) and the camshaft lobes in a neutral position. The camshaft can be identified by a stamping near the rear journal. For example: L-INT is defined as Left Bank Intake.
- Observe the markings on the camshaft bearing caps. Each camshaft bearing cap is marked in order to identify its location. The markings have the following meanings: The arrow should point toward the front of the engine. The number indicates the position from the front of the engine. The "I" indicates the intake camshaft.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the left intake camshaft bearing cap journals.
- Install the left intake camshaft bearing caps according to the identifications marks.
- Hand start all the left intake camshaft bearing cap bolts.
- Install the left cylinder head intake camshaft bearing cap bolts. First Pass Tighten: Tighten the camshaft bearing cap bolts to 5 N.m (44 lb in). Final Pass Tighten: Tighten the camshaft bearing cap bolts an additional 30 degrees using the J 45059 .
Cylinder Head Installation - Right Side - Off Vehicle
Tools Required
J 45059 Angle Meter
- Ensure all the cylinder head locating pins are securely mounted in the cylinder block deck face.
- Ensure any old thread sealant material is removed from the cylinder head bolt holes in the cylinder block.
- Install a new right cylinder head gasket using the deck face locating pins for retention.
- Align the cylinder head with the deck face locating pins.
- Place the cylinder head in position on the deck face.
- Install new M11 cylinder head bolts in the cylinder head.
- Install the M6 cylinder head bolts at the front of the cylinder head.
- Tighten the right cylinder head bolts in the sequence shown. First Pass Tighten: Tighten the right cylinder head M11 cylinder head bolts to 30 N.m (22 lb ft) in the sequence shown. Second Pass Tighten: Using the J 45059 , tighten the right cylinder head M11 cylinder head bolts an additional 60 degrees in the sequence shown. Third Pass Tighten: Repeat the sequence turning each bolt another 60 degrees. Final Pass Tighten: Repeat the sequence again turning each bolt a final 60 degrees, total 180 degrees.
- Tighten the M6 bolts at the front of the cylinder head. Tighten: Tighten the M6 cylinder head bolts to 12 N.m (106 lb in).
Valve Lifter Installation - Right Side - Off Vehicle
Tools Required
J 39946 Crankshaft Socket - 4.0 L and 4.6 L
- Ensure the crankshaft is in the TDC position for the number one cylinder using the J 39946 .
- Fill the stationary hydraulic lash adjuster (SHLA) with clean engine oil GM P/N 12378006 or equivalent. Take precautions to prevent scratching the pivot sphere area (1) of the SHLA.
- Lubricate the SHLA bores of the cylinder head with clean engine oil GM P/N 12378006 or equivalent.
- Install the SHLAs.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the SHLA sphere.
Valve Rocker Arm Installation - Right Side - Off Vehicle
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the roller (2), pivot pocket and valve slot areas (1) of the camshaft followers.
- Place the camshaft followers in position on the valve tip and SHLA. The rounded head of the follower goes on the SHLA while the flat end goes on the valve tip.
Exhaust Camshaft Installation - Right Side - Off Vehicle
Tools Required
J 45059 Angle Meter
- Clean the camshaft journals, camshaft and the camshaft caps with a clean, lint-free cloth.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the camshaft bearing journals (1).
- Select the proper camshaft by the identifying rings cast into the right exhaust camshaft (2).
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the camshaft lobes and the camshaft journals.
- Place the camshaft in the camshaft journals with the camshaft sprocket drive pins near the 45 to 60 degree location (1), clockwise from the top of their rotation and the camshaft lobes in a neutral position. The camshaft can be identified by a stamping near the rear journal. For example: R-EXH is defined as Right Bank Exhaust.
- Observe the markings on the camshaft bearing caps. Each camshaft bearing cap is marked in order to identify its location. The markings have the following meanings: The arrow should point toward the front of the engine. The number indicates the position from the front of the engine. The "E" indicates the exhaust camshaft.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the right exhaust camshaft bearing cap journals.
- Install the right exhaust camshaft bearing caps according to the identifications marks.
- Hand start all the right exhaust camshaft bearing cap bolts.
- Install the right cylinder head exhaust camshaft bearing cap bolts. First Pass Tighten: Tighten the camshaft bearing cap bolts to 5 N.m (44 lb in). Final Pass Tighten: Tighten the camshaft bearing cap bolts an additional 30 degrees using the J 45059 .
Intake Camshaft Installation - Right Side - Off Vehicle
Tools Required
J 45059 Angle Meter
- Clean the camshaft journals, camshaft and the camshaft caps with a clean, lint-free cloth.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the camshaft bearing journals (1).
- Select the proper camshaft by the identifying rings cast into the right intake camshaft (1).
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the camshaft lobes and the camshaft journals.
- Place the camshaft in the camshaft carriers with the camshaft sprocket drive pins near the 45 to 60 degree location (1), clockwise from the top of their rotation and the camshaft lobes in a neutral position. The camshafts can be identified by a stamping near the rear journal. For example: L-EXH is defined as Left Bank Exhaust.
- Observe the markings on the camshaft bearing caps. Each camshaft bearing cap is marked in order to identify its location. The markings have the following meanings: The arrow should point toward the front of the engine. The number indicates the position from the front of the engine. The "I" indicates the intake camshaft.
- Apply a liberal amount of lubricant GM P/N 12345001 or equivalent to the right intake camshaft bearing cap journals.
- Install the right intake camshaft bearing caps according to the identifications marks.
- Hand start all the right intake camshaft bearing cap bolts.
- Install the right cylinder head intake camshaft bearing cap bolts. First Pass Tighten: Tighten the camshaft bearing cap bolts to 5 N.m (44 lb in). Final Pass Tighten: Tighten the camshaft bearing cap bolts an additional 30 degrees using the J 45059 .
Scheme 185

Note. Refer to Fastener Notice .
Install the intermediate sprocket shaft and the retaining bolts.
Tighten: Tighten the intermediate sprocket shaft bolts to 15 N.m (11 lb ft).
Primary Camshaft Drive Chain Installation - Off Vehicle
Tools Required
J 39946 Crankshaft Socket - 4.0L and 4.6L
- Install the primary camshaft drive chain on the camshaft intermediate drive shaft sprocket and crankshaft sprocket.
- Align the timing marks (1) of the camshaft intermediate drive shaft sprocket and crankshaft sprocket. Ensure the marks are aligned vertically.
- Ensure the number one piston is at Top Dead Center (TDC) and the crankshaft pin (1) is approximately at the one o'clock position using the J 39946 .
- Install the primary camshaft drive chain, camshaft intermediate drive shaft sprocket and crankshaft sprocket as an assembly (3) onto the camshaft intermediate drive shaft (4) and the crankshaft (2).
- Install the camshaft intermediate drive shaft sprocket bolt. Tighten: Tighten the camshaft intermediate drive shaft sprocket bolt to 60 N.m (44 lb ft).
- Install the primary camshaft drive chain guide.
- Install the primary camshaft drive chain guide bolts. Tighten: Tighten the primary camshaft drive chain guide bolts to 25 N.m (18 lb ft).
- Collapse the primary camshaft drive chain tensioner using the following procedure: Rotate the ratchet release lever counterclockwise and hold. Collapse the primary camshaft drive chain tensioner shoe and hold. Release the ratchet lever and slowly release the pressure on the shoe.
- When the ratchet lever moves to the first detent a click should be heard and felt. Insert a pin through the hole in the release lever in order to lock the primary camshaft drive chain tensioner shoe in the collapsed position.
- Install the primary camshaft drive chain tensioner.
- Install the primary camshaft drive chain tensioner bolts. Tighten: Tighten the primary camshaft drive chain tensioner bolts to 25 N.m (18 lb ft).
- Remove the pin in the release lever locking the primary camshaft drive chain tensioner.
- Ensure the timing marks (1) are aligned vertically.
Oil Pump Outlet Tube Installation - Off Vehicle
- Install a NEW O-ring on the oil outlet tube.
- Apply lubricant to the O-ring.
- Install the oil outlet tube.
- Install the oil outlet tube bolts (1-5). Tighten: Tighten the oil outlet tube bolts to 10 N.m (89 lb in).
Secondary Camshaft Drive Chain Installation - Left Side - Off Vehicle
Tools Required
EN 46328 Camshaft Holding Tool
- Install the left secondary camshaft drive chain guide.
- Loosely install the lower left secondary camshaft drive chain guide bolt.
- Install the left secondary camshaft drive chain shoe.
- Install the left secondary camshaft drive chain shoe bolt. Tighten: Tighten the left secondary camshaft drive chain shoe bolt to 25 N.m (18 lb ft).
- Install the left secondary camshaft drive chain by sliding the chain down through the left cylinder head and placing the chain on the end of the camshafts.
- Route the left secondary camshaft drive chain around the inner row of the intermediate drive chain sprocket teeth.
- Install the left intake and exhaust camshaft position actuators into the left secondary camshaft drive chain.
- Install the left intake and exhaust camshaft sprockets onto the camshafts. The camshaft sprocket notch marked "LI" which indicates left intake, engages the intake camshaft pin and the camshaft sprocket notch marked "LE" which indicates left exhaust, engages the exhaust camshaft pin.
- If necessary, use an open wrench on the hex cast near the front of each camshaft to help align the sprocket notch to the camshaft pin.
- Loosely install the left intake and exhaust camshaft position actuator oil control valves.
- Ensure the perpendicular alignment of the left intake and exhaust camshaft sprocket notches and camshaft pins to the cylinder head.
- Install the EN 46328 to the left cylinder head camshafts.
- Install the upper left secondary camshaft drive chain guide bolt. Tighten: Tighten BOTH the upper and lower left secondary camshaft drive chain guide bolts to 25 N.m (18 lb ft).
- Collapse the left secondary camshaft drive chain tensioner using the following procedure: Rotate the ratchet release lever counterclockwise and hold. Collapse the left secondary camshaft drive chain tensioner shoe and hold. Release the ratchet lever and slowly release the pressure on the shoe.
- When the ratchet lever moves to the first detent a click should be heard and felt. Insert a pin through the hole in the release lever in order to lock the left secondary camshaft drive chain tensioner shoe in the collapsed position.
- Install the left secondary camshaft drive chain tensioner.
- Install the left secondary camshaft drive chain tensioner bolts. Tighten: Tighten the left secondary camshaft drive chain tensioner bolts to 25 N.m (18 lb ft).
- Remove pin from left secondary camshaft drive chain tensioner lever.
Secondary Camshaft Drive Chain Installation - Right Side - Off Vehicle
Tools Required
EN 46328 Camshaft Holding Tool
- Install the right secondary camshaft drive chain guide.
- Loosely install the lower right secondary camshaft drive chain guide bolt.
- Install the right secondary camshaft drive chain shoe.
- Install the right secondary camshaft drive chain shoe bolt. Tighten: Tighten the right secondary camshaft drive chain shoe bolt to 25 N.m (18 lb ft).
- Install the right secondary camshaft drive chain by sliding the chain down through the right cylinder head and placing the chain on the end of the camshafts.
- Route the right secondary camshaft drive chain around the outer row of the intermediate drive chain sprocket teeth.
- Install the right intake and exhaust camshaft position actuators into the right secondary camshaft drive chain.
- Install the right intake and exhaust camshafts onto the camshafts. The camshaft sprocket notch marked "RI" which indicates right intake, engages the intake camshaft pin and the camshaft sprocket notch marked "RE" which indicates right exhaust, engages the exhaust camshaft pin.
- If necessary, use an open wrench on the hex cast near the front of each camshaft to help align the sprocket notch to the camshaft pin.
- Loosely install the right intake and exhaust camshaft position actuator oil control valves.
- Ensure the perpendicular alignment of the right intake and exhaust camshaft sprocket notches and camshaft pins to the cylinder head.
- Install the EN 46328 to the right cylinder head camshafts.
- Install the upper right secondary camshaft drive chain guide bolt. Tighten: Tighten BOTH the upper and lower right secondary camshaft drive chain guide bolts to 25 N.m (18 lb ft).
- Collapse the right secondary camshaft drive chain tensioner using the following procedure: Rotate the ratchet release lever counter-clockwise and hold. Collapse the right secondary camshaft drive chain tensioner shoe and hold. Release the ratchet lever and slowly release the pressure on the shoe.
- When the ratchet lever moves to the first detent a click should be heard and felt. Insert a pin through the hole in the release lever in order to lock the right secondary camshaft drive chain tensioner shoe in the collapsed position.
- Install the right secondary camshaft drive chain tensioner.
- Install the right secondary camshaft drive chain tensioner bolts. Tighten: Tighten the right secondary camshaft drive chain tensioner bolts to 25 N.m (18 lb ft).
- Remove pin from right secondary camshaft drive chain tensioner lever.
- Ensure the correct alignment of all secondary timing components.
- Ensure the correct alignment of all primary timing components (1, 2).
- Use an open end wrench on the hex cast into the left intake camshaft, in order to prevent the camshaft from rotating, when tightening the camshaft position actuator oil control valve on the left intake camshaft.
- Tighten the camshaft position actuator oil control valve on the left intake camshaft. Tighten: Tighten the camshaft position actuator oil control valve to 120 N.m (89 lb ft).
- Use an open end wrench on the hex cast into the left exhaust camshaft, in order to prevent the camshaft from rotating, when tightening the camshaft position oil actuator control valve on the left exhaust camshaft.
- Tighten the camshaft position oil actuator control valve on the left exhaust camshaft. Tighten: Tighten the camshaft position actuator oil control valve to 120 N.m (89 lb ft).
- Use an open end wrench on the hex cast into the right intake camshaft, in order to prevent the camshaft from rotating, when tightening the camshaft position actuator oil control valve on the right intake camshaft.
- Tighten the camshaft position actuator oil control valve on the right intake camshaft. Tighten: Tighten the camshaft position actuator oil control valve to 120 N.m (89 lb ft).
- Use an open end wrench on the hex cast into the right exhaust camshaft, in order to prevent the camshaft from rotating, when tightening the camshaft position actuator oil control valve on the right exhaust camshaft.
- Tighten the camshaft position actuator oil control valve on the right exhaust camshaft. Tighten: Tighten the camshaft position actuator oil control valve to 120 N.m (89 lb ft).
Oil Pump Installation - Off Vehicle
Tools Required
J 45059 Angle Meter
- Install the oil pump drive spacer into the oil pump so that the drive flat engages the pump rotor.
- Position the oil pump on the crankshaft.
- Install the retaining bolts.
- Apply upward pressure on the pump while tightening the three retaining bolts. Tighten the bolts in the sequence (1, 2, 3) shown. First Pass Tighten: Tighten the oil pump mounting bolts in sequence to 10 N.m (89 lb in). Final Pass Tighten: Tighten the oil pump mounting bolts in sequence an additional 35 degrees using the J 45059 .
Engine Front Cover Installation - Off Vehicle
- Place a small amount of sealant GM P/N 12378521 (Canadian P/N 88901148) or equivalent at the split line of the upper and lower crankcases (1).
- Place the NEW engine front cover gasket over the crankcase dowel pins.
- Place a small amount of sealant GM P/N 12378521 (Canadian P/N 88901148) or equivalent at the engine front cover gasket pad area located on top of the split line of the upper and lower crankcases (1).
- Place the engine front cover in position on the crankcase.
- Apply the thread locking compound GM P/N 12345382 (Canadian P/N 10953489) or equivalent to the threads of the engine front cover bolts.
- Install the engine front cover bolts.
- Tighten the engine front cover bolts in the sequence shown. Tighten: Tighten the engine front cover bolts in proper sequence to 15 N.m (11 lb ft).
- Install the water pump pulley.
- Install the water pump pulley bolts. Tighten: Tighten the water pump pulley bolt to 10 N.m (89 lb in).
Camshaft Position Actuator Housing Installation - Right Side - Off Vehicle
Tools Required
EN 46109 Guide Pin Set
- Install the right camshaft position actuator housing.
- Install the right camshaft position actuator housing short studs (345) and long studs (346). Tighten: Tighten the right camshaft position actuator housing studs to 10 N.m (89 lb in).
- Install the right camshaft position sensors.
- Install the right camshaft position sensor bolts. Tighten: Tighten the right camshaft position sensor bolts to 10 N.m (89 lb in).
Camshaft Position Actuator Magnet Alignment
- If the camshaft position actuator magnet has been removed or is being replaced the camshaft position actuator magnet will need to be resealed to the camshaft position actuator housing and realigned to the camshaft position actuator oil control valve.
- Use the 2 6 mm (0.236 in) pins, EN 46109-1, from the EN 46109 or make 2 loading pins from 2 6 mm (0.236 in) bolts at least 75 mm (3.00 in) long (a) with the hex head removed (1).
- Make an alignment pin from 15/64 inch drill rod (a) with a diameter of 5.954 mm (0.2344 in) and at least 75 mm (3.00 in) long (b).
- To verify proper insertion distance create a stop (1) on the alignment pin by placing tape or shrink tubing 13 mm (0.5118 in) from the end (a) that will be inserted through the camshaft position actuator magnet.
- Remove the camshaft position actuator magnet bolts.
- Remove the camshaft position actuator magnet.
- Verify that the alignment pin will pass through the camshaft position actuator magnet alignment hole.
- Verify that the alignment pin will fit into the alignment hole in the camshaft position actuator oil control valve.
- Place the camshaft position actuator magnet into place and verify the alignment pin will insert through the camshaft position actuator magnet and into the camshaft position actuator oil control valve to verify alignment pin stop distance.
- Remove the camshaft position actuator magnet.
- Install the 2 6 mm (0.236 in) loading pins in 2 of the camshaft position actuator magnet bolt holes in the camshaft position actuator housing.
- Apply a 2 mm (0.079 in) bead (1) of RTV sealant GM P/N 12378521 (Canadian P/N 88901148) or equivalent around the flange of the camshaft position actuator magnet as shown.
- Slide the camshaft position actuator magnet over the 6 mm (0.236 in) loading pins.
- In order to align the camshaft position actuator magnet to the camshaft position actuator oil control valve, install the alignment pin through the camshaft position actuator magnet and into the camshaft position actuator oil control valve alignment hole.
- Verify that the alignment pin has been inserted into the camshaft position actuator oil control valve alignment hole by observing the stop has reached the hole in the camshaft position actuator magnet.
- With the alignment pin still installed, remove the loading pins and install the camshaft position actuator magnet bolts. Tighten: Tighten the camshaft position actuator magnet bolts to 8 N.m (71 lb in).
- Remove the alignment pin.
- Install a NEW camshaft position actuator magnet plug.
- Repeat steps 10 through 18 for any remaining camshaft position actuator magnets that have been removed.
Camshaft Cover Installation - Right Side - Off Vehicle
Tools Required
EN 46328 Camshaft Holding Tool
- Remove the EN 46328 from the right camshafts.
- Place a small amount of sealant GM P/N 12378521 (Canadian P/N 88901148) or equivalent at the split line of the right cylinder head and the right camshaft position actuator housings.
- Install the right camshaft cover.
- Install the right camshaft cover bolts. Tighten: Tighten the right camshaft cover bolts to 10 N.m (89 lb in).
- Install the bolts connecting the right camshaft cover ground strap to the right cylinder head and the right camshaft cover. Tighten: Tighten the right ground strap bolt into the camshaft cover to 10 N.m (89 lb in). Tighten the right ground strap bolt into the cylinder head to 25 N.m (18 lb ft).
Ignition Coil Module Installation - Right Side - Off Vehicle
- Install the right spark plugs. Tighten: Tighten the spark plugs to 15 N.m (11 lb ft).
- Apply a small amount of dielectric grease GM P/N 12345579, (Canadian P/N 1974984), to each spark plug boot (1) of the ignition coil assembly.
- Carefully, install the right ignition coil assembly.
- Install the ignition coil assembly bolts (708) and ball studs (709). Tighten: Tighten the right ignition coil assembly bolts (708) and ball studs (709) to 10 N.m (89 lb in).
Camshaft Position Actuator Housing Installation - Left Side - Off Vehicle
Tools Required
EN 46109 Guide Pin Set
- Install the left camshaft position actuator housing.
- Install the left camshaft position actuator housing bolt (347), short studs (345) and long studs (346). Tighten: Tighten the left camshaft position actuator housing bolts and studs to 10 N.m (89 lb in).
- Install the left camshaft position sensors.
- Install the left camshaft position sensor bolts. Tighten: Tighten the left camshaft position sensor bolts to 10 N.m (89 lb in).
- If the camshaft position actuator magnet has been removed or is being replaced the camshaft position actuator magnet will need to be resealed to the camshaft position actuator housing and realigned to the camshaft position actuator oil control valve.
- Use the 2 6 mm (0.236 in) pins, EN 46109-1, from the EN 46109 or make 2 loading pins from 2 6 mm (0.236 in) bolts at least 75 mm (3.00 in) long (a) with the hex head removed (1).
- Make an alignment pin from 15/64 inch drill rod (a) with a diameter of 5.954 mm (0.2344 in) and at least 75 mm (3.00 in) long (b).
- To verify proper insertion distance create a stop (1) on the alignment pin by placing tape or shrink tubing 13 mm (0.5118 in) from the end (a) that will be inserted through the camshaft position actuator magnet.
- Remove the camshaft position actuator magnet bolts.
- Remove the camshaft position actuator magnet.
- Verify that the alignment pin will pass through the camshaft position actuator magnet alignment hole.
- Verify that the alignment pin will fit into the alignment hole in the camshaft position actuator oil control valve.
- Place the camshaft position actuator magnet into place and verify the alignment pin will insert through the camshaft position actuator magnet and into the camshaft position actuator oil control valve to verify alignment pin stop distance.
- Remove the camshaft position actuator magnet.
- Install the 2 6 mm (0.236 in) loading pins in 2 of the camshaft position actuator magnet bolt holes in the camshaft position actuator housing.
- Apply a 2 mm (0.079 in) bead (1) of RTV sealant GM P/N 12378521 (Canadian P/N 88901148) or equivalent around the flange of the camshaft position actuator magnet as shown.
- Slide the camshaft position actuator magnet over the 6 mm (0.236 in) loading pins.
- In order to align the camshaft position actuator magnet to the camshaft position actuator oil control valve, install the alignment pin through the camshaft position actuator magnet and into the camshaft position actuator oil control valve alignment hole.
- Verify that the alignment pin has been inserted into the camshaft position actuator oil control valve alignment hole by observing the stop has reached the hole in the camshaft position actuator magnet.
- With the alignment pin still installed, remove the loading pins and install the camshaft position actuator magnet bolts. Tighten: Tighten the camshaft position actuator magnet bolts to 8 N.m (71 lb in).
- Remove the alignment pin.
- Install a NEW camshaft position actuator magnet plug.
- Repeat steps 10 through 18 for any remaining camshaft position actuator magnets that have been removed.
Camshaft Cover Installation - Left Side - Off Vehicle
Tools Required
EN 46328 Camshaft Holding Tool
- Remove the EN 46328 from the left camshafts.
- Place a small amount of sealant GM P/N 12378521 (Canadian P/N 88901148) or equivalent at the split line of the left cylinder head and the left camshaft position actuator housings.
- Install the left camshaft cover.
- Install the left camshaft cover bolts. Tighten: Tighten the left camshaft cover bolts to 10 N.m (89 lb in).
- Install the bolts connecting the left camshaft cover ground strap to the left cylinder head and the left camshaft cover. Tighten: Tighten the left ground strap bolt into the camshaft cover to 10 N.m (89 lb in). Tighten the left ground strap bolt into the cylinder head to 25 N.m (18 lb ft).
Ignition Coil Module Installation - Left Side - Off Vehicle
- Install the left spark plugs. Tighten: Tighten the spark plugs to 15 N.m (11 lb ft).
- Apply a small amount of dielectric grease GM P/N 12345579, (Canadian P/N 1974984), to each spark plug boot (1) of the ignition coil assembly.
- Carefully, install the left ignition coil assembly.
- Install the left ignition coil assembly bolts (708). Tighten: Tighten the left ignition coil assembly bolts (708) to 10 N.m (89 lb in).
Oil Filter Adapter Installation - Off Vehicle
- Install a NEW gasket to the oil filter adapter.
- Position the oil filter adapter on the crankcase.
- Install the oil filter adapter bolts. Tighten: Tighten the oil filter adapter bolts to 25 N.m (18 lb ft).
- Fill the oil filter with oil.
- Install the oil filter. Tighten: Tighten the oil filter to 32 N.m (24 lb ft).
Oil Level Indicator and Tube Installation - Off Vehicle
- Install the NEW O-ring on the oil level indicator tube.
- Install the oil level indicator tube.
- Install the oil level indicator tube nut. Tighten: Tighten the oil level indicator tube nut to 10 N.m (89 lb in).
Crankshaft Rear Oil Seal Installation - Off Vehicle
Tools Required
- EN-48072 Sealant Applicator
- J 45930-A Crankshaft Rear Oil Seal Installer
- Ensure the engine block where the crankshaft rear oil seal is installed is a deep bore (1). A deep bore of approximately 15 mm (0.5906 in) was used on engines from March 1, 1996 and later. A shallow bore of approximately 8 mm (0.3150 in) was used on engines from 1993 thru February 29, 1996. This block would use a lip-style crankshaft rear oil seal and the J 38817-A for installation.
- Inspect the engine block bore (1) and the crankshaft flange (2) for the damage. Repair or replace any damaged components.
- Ensure the oil drain-back hole (1) is clear of debris using a wire or an unbound plastic tie wrap (2).
- Clean the bore in the block with cleaner solvent GM P/N 12378392 or 12346139 (Canadian P/N 88901247).
- Remove the proper sized bolts from the J 45930-A . Use the bolts (2) 8 mm or the bolts (3) 11 mm.
- Install the EN-48072 pilot base onto the crankshaft. The hub on the crankshaft will fit into the recess on the inboard side of the EN-48072 pilot base.
- Use the proper bolts from the J 45930-A to retain the EN-48072 pilot base in place.
- Install the EN-48072 applicator housing over the EN-48072 pilot base. Ensure the EN-48072 applicator housing bottoms in the bore of the block.
- Apply the sealant GM P/N 12378521 (Canadian P/N 88901148) to the bore outer diameter in the block. Ensure the sealant does not block the drain hole.
- Using a suitable tool spread the sealant within the bore to ensure an even coating across the bore.
- Using both hands, slowly and evenly, pull the EN-48072 applicator housing out of the bore and remove it from the EN-48072 pilot base.
- Remove the J 45930-A bolts from the EN-48072 pilot base.
- Remove the EN-48072 pilot base.
- Ensure that the sealant (1) is evenly spread across the bore of the block.
- Ensure the drain back hole (1) is clear of the sealant.
- Ensure the proper size of bolt (2) 8 mm or (3) 11 mm is being installed in the J 45930-A .
- Turn the center nut (1) of the J 45930-A until the center hub (2) protrudes approximately 15 mm (0.591 in) beyond the outer plate (3).
- Do not lubricate any part of the new cassette style crankshaft rear oil seal.
- Install the new cassette style crankshaft rear oil seal onto the center hub of the J 45930-A .
- Thread the two J 45930-A mounting bolts into the crankshaft flywheel bolt holes.
- Tighten the two mounting bolts until the J 45930-A is firmly mounted on the crankshaft.
- Install the new cassette style crankshaft rear oil seal by turning the nut of the J 45930-A until the drive portion of the J 45930-A bottoms against the crankcase.
- Loosen the center nut to release pressure on the crankcase.
- Loosen the two mounting bolts.
- Remove the J 45930-A from the crankshaft.
- Wipe off any excessive sealant from the block.
- Ensure the new cassette style crankshaft rear oil seal is installed properly. The outer surface of the seal (3) should be 0.500-0.800 mm (0.0197-0.0315 in) (1) below the surface of the engine block (2). The inner surface of the sleeve (6) should be 0.400-0.900 mm (0.0158-0.0354 in) (4) below the surface of the outer surface of the seal (5). The installed seal and sleeve need to be parallel to the block by 0.000-0.500 mm (0.000-0.0197 in).
- Clean all tools to remove any residual sealant.
Engine Flywheel Installation - Off Vehicle
Tools Required
- J 45059 Angle Meter
- EN 46326 Flywheel Holding Tool
- Apply sealant, GM P/N 12346004 (Canadian P/N 10953480) or equivalent, to the engine flywheel bolts.
- Place the engine flywheel in position on the crankshaft.
- Slip one bolt into the engine flywheel.
- Install the bolt in a location at the top of its rotation allowing the engine flywheel to hang in position.
- Install the EN 46326 to the engine block.
- Install the remaining engine flywheel bolts. First Pass Tighten: Tighten the engine flywheel bolts to 30 N.m (22 lb ft). Final Pass Tighten: Tighten the engine flywheel bolts an additional 50 degrees using the J 45059 .
Crankshaft Balancer Installation - Off Vehicle
Tools Required
- J 41998-B Crankshaft Balancer Installer
- J 45059 Angle Meter
- EN 46326 Flywheel Holding Tool
- Position the crankshaft balancer on the nose of the crankshaft.
- Press the crankshaft balancer in place using the J 41998-B .
- Clean the crankshaft balancer bolt threads.
- Apply engine oil to the crankshaft balancer bolt threads.
- Install the crankshaft balancer bolt. First Pass Tighten: Tighten the crankshaft balancer bolt to 50 N.m (37 lb ft). Final Pass Tighten: Tighten the crankshaft balancer bolt an additional 150 degrees using the J 45059 .
- Remove the EN 46326 from the engine block.
Starter Installation - Off Vehicle
- If installing a NEW starter motor, transfer the cables from the old starter motor.
- Install the positive battery cable to the starter motor stud.
- Install the starter motor stud nut. Tighten: Tighten the starter motor stud nut to 9.5 N.m (84 lb in).
- Install the solenoid wiring harness to the starter solenoid stud.
- Install the starter solenoid stud nut. Tighten: Tighten the starter solenoid stud nut to 3.4 N.m (30 lb in).
- Position the starter motor in position.
- Install the starter motor bolts. Tighten: Tighten the starter motor bolt to 30 N.m (22 lb ft).
- Install a NEW O-ring on the crankshaft position sensor.
- Install the crankshaft position sensor.
- Install the crankshaft position sensor bolt. Tighten: Tighten the crankshaft position sensor bolt to 10 N.m (89 lb in).
- Install the knock sensors.
- Install the knock sensor bolts. Tighten: Tighten the knock sensor bolts to 10 N.m (89 lb in).
- Install the knock and crankshaft position sensor wiring harness.
- Connect the knock and crankshaft position sensor wiring harness brackets to the center, back and front of the block valley.
- Connect the knock and crankshaft position sensor wiring harness to the knock sensors and crankshaft position sensor.
- Install the knock and crankshaft position sensor wiring harness bolt (1). Tighten: Tighten the knock and crankshaft position sensor wiring harness bolt to 10 N.m (89 lb in).
- Install the ECT sensor to the right cylinder head. Tighten: Tighten the ECT sensor to 20 N.m (15 lb ft).
Intake Manifold Installation - Off Vehicle
- Ensure the NEW gaskets are installed in the intake manifold.
- Place the intake manifold in position.
- Loosely install the 10 bolts attaching the intake manifold to the cylinder heads.
- Tighten the intake manifold bolts in sequence (1-10). Tighten: Tighten the intake manifold bolts to 10 N.m (89 lb in).
- Lubricate the intake manifold fuel injector bores with light mineral oil GM P/N 9981704, clean engine oil or equivalent.
- Install the entire fuel rail and injector assembly into the intake manifold by pressing the fuel rail and injector simultaneously into the correct position.
- Install the bolts attaching the fuel rail to the intake manifold. Tighten: Tighten the fuel rail bolts to 10 N.m (89 lb in).
- Install the sight shield bracket.
- Install the sight shield bracket nuts. Tighten: Tighten the sight shield bracket nuts to 10 N.m (89 lb in).
- Connect the PCV dirty air tube to the camshaft cover.
- Connect the PCV fresh air tube to the camshaft cover.
Water Outlet Housing Installation - Off Vehicle
- Install the water outlet housing bolts (382, 388) into the water outlet housing. Ensure the longest bolt is installed in the lower left position (388).
- Install the water outlet housing gaskets to the water outlet housing.
- Place the water outlet housing in position to the cylinder heads while installing the bypass hose onto the engine front cover.
- Install the water outlet housing bolts into the cylinder heads. Tighten: Tighten the water outlet housing bolts to 25 N.m (18 lb ft).
- Place the bypass hose clamps into position.
- Ensure that the plenum duct is fully attached to the front of the intake manifold. Tighten: Tighten the plenum duct clamp (1) to 2.25 N.m (20 lb in).
- Install a NEW throttle body gasket.
- Install the throttle body to the water outlet.
- Install the throttle body bolts. Tighten: Tighten the throttle body bolts to 10 N.m (89 lb in).
- Install the evaporative emission (EVAP) purge valve tube onto the EVAP purge solenoid.
Drive Belt Tensioner Installation - Off Vehicle
- Install the drive belt tensioner. Be sure to locate the tensioner anchor pin in the camshaft position actuator housing recess.
- Install the drive belt tensioner bolt. Tighten: Tighten the drive belt tensioner bolt to 50 N.m (37 lb ft).
Air Conditioning (A/C) Compressor Installation - Off Vehicle
- Place the air conditioning compressor bracket to the block.
- Install the air conditioner bracket bolts. Ensure the longer bolt (2) is installed in the upper rear position and the shorter bolts (1) are installed in the remaining positions.
- Tighten the air conditioning compressor bracket bolts in sequence shown. Tighten: Tighten the air conditioning compressor bracket bolts to 50 N.m (37 lb ft).
- Place the air conditioning compressor to the air conditioning compressor bracket.
- Install the air conditioning compressor bolts finger tight.
- Tighten the air conditioning compressor bolts in sequence shown. Tighten: Tighten the air conditioning compressor bolts to 50 N.m (37 lb ft).
Generator Installation - Off Vehicle
- Position the rear generator brace to the engine.
- Install the rear generator brace bolt finger tight.
- Install the generator/idler mounting stud. Tighten: Tighten the generator/idler mounting stud to 12 N.m (118 lb in).
- Install the generator over the generator/idler mounting stud.
- Install the front upper generator bolt finger tight through the generator and into the rear generator brace.
Drive Belt Idler Pulley Installation - Off Vehicle
- Install the drive belt idler pulley over the generator/idler pulley stud and the drive belt idler pulley bolt through the generator.
- Install the nut on the generator/idler pulley stud.
- Tighten the generator and idler pulley bolts and nut in the following sequence: Tighten: Tighten the drive belt idler pulley bolt to 50 N.m (37 lb ft). Tighten the generator/idler pulley stud nut to 50 N.m (37 lb ft). Tighten the rear generator brace bolt to 50 N.m (37 lb ft). Tighten the front upper generator bolt to 50 N.m (37 lb ft).
- Install the NEW generator coolant hose sealing rings.
- Install the hose into the fitting in the engine front cover.
- Install the cooling hose assembly onto the generator port.
- Install the bolt through the cooling hose assembly into the generator. Tighten: Tighten the bolt to 27 N.m (19 lb ft).
Power Steering Pump Installation - Off Vehicle
Tools Required
J 25033-C Pulley Installer. See Special Tools .
- Place the power steering pump in position to the engine.
- Install the power steering pump bolts. Tighten: Tighten the power steering pump bolts to 25 N.m (18 lb ft).
- If removed, place power steering pulley in position to the power steering pump.
- Install the J 25033-C into the threads of the power steering pump shaft. See «Special Tools»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-46l-lh2-introduction__special-tools) . Ensure the J 25033-C threads completely into the shaft of the power steering pump before the pressing components of the J 25033-C contact the power steering pulley. See «Special Tools»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-46l-lh2-introduction__special-tools) .
- Tighten the nut on the J 25033-C until the hub of the power steering pulley is flush with the end of the power steering pump shaft. See «Special Tools»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-46l-lh2-introduction__special-tools) .
- Remove the J 25033-C . See «Special Tools»(/cadillac/xlr/i-2003-2009/remont/mechanical/#engine-mechanical-46l-lh2-introduction__special-tools) .
Drive Belt Installation - Off Vehicle
- Thread the inner drive belt through all the pulleys.
- Pull the inner drive belt off the power steering pump pulley.
- Install the air conditioning compressor drive belt tensioner. Tighten: Tighten the air conditioning compressor drive belt tensioner bolts in sequence to 25 N.m (18 lb ft).
- Place a wrench on the air conditioning compressor drive belt tensioner hex.
- Compress the air conditioning compressor drive belt tensioner in order to feed the inner drive belt around the power steering pump pulley.
- After the installation, inspect the inner drive belt for the proper routing and the correct alignment.
- Thread the outer drive belt through all the pulleys except the drive belt tensioner.
- Insert a 1/2 inch drive extension into the drive belt tensioner.
- Push down on the drive belt tensioner and feed the outer drive belt around the drive belt tensioner wheel.
- Ensure the outer drive belt is properly seated in all pulleys.
- Slowly return the drive belt tensioner back to its original position. This will apply tension to the outer drive belt.
- After the installation, inspect the outer drive belt for the proper routing and the correct alignment.