USE OF HEAT DURING REPAIR
| WARNING | Chrysler LLC engineering's position on the use of heat during collision repair is as follows: Any body panel or frame component damaged which is to be repaired and reused, must be repaired using the "cold straightening" method. No heat may be used during the straightening process. During rough straightening prior to panel replacement, damaged panels or frame components may be heated to assist in body/frame realignment. The application of heat must be constrained to the parts which will be replaced and not allowed to affect any other components. This "no heat" recommendation is due to the extensive use of high strength and advanced high strength steels in Chrysler LLC products. High-strength materials can be substantially and negatively affected from heat input which will not be obviously known to the repairer or consumer. Ignoring these recommendations may lead to serious compromises in the ability to protect occupants in a future collision event, reduce the engineered qualities and attributes, or decrease the durability and reliability of the vehicle. This statement supersedes any previously released information by the Chrysler LLC. Failure to follow these instructions may result in serious or fatal injury. |
FRONT FRAME RAIL SECTIONING PROCEDURE
| CAUTION | Damage to the frame rail, rearward of the area covered by this procedure, which is not eliminated during preliminary structural corrections and pulls, necessitates complete rail replacement to restore the vehicle to pre-loss condition. |
Scheme 15
| 1 - RIGHT FRAME RAIL |
|---|
| 2 - LEFT FRAME RAIL |
Scheme 16
Scheme 17
Scheme 18
Scheme 19
Scheme 20
Scheme 21
Scheme 22
Scheme 23
- With vehicle mounted to appropriate pulling and 3-dimensional measuring equipment, complete the following procedure paying particular attention to body dimensions while fitting and welding panels.
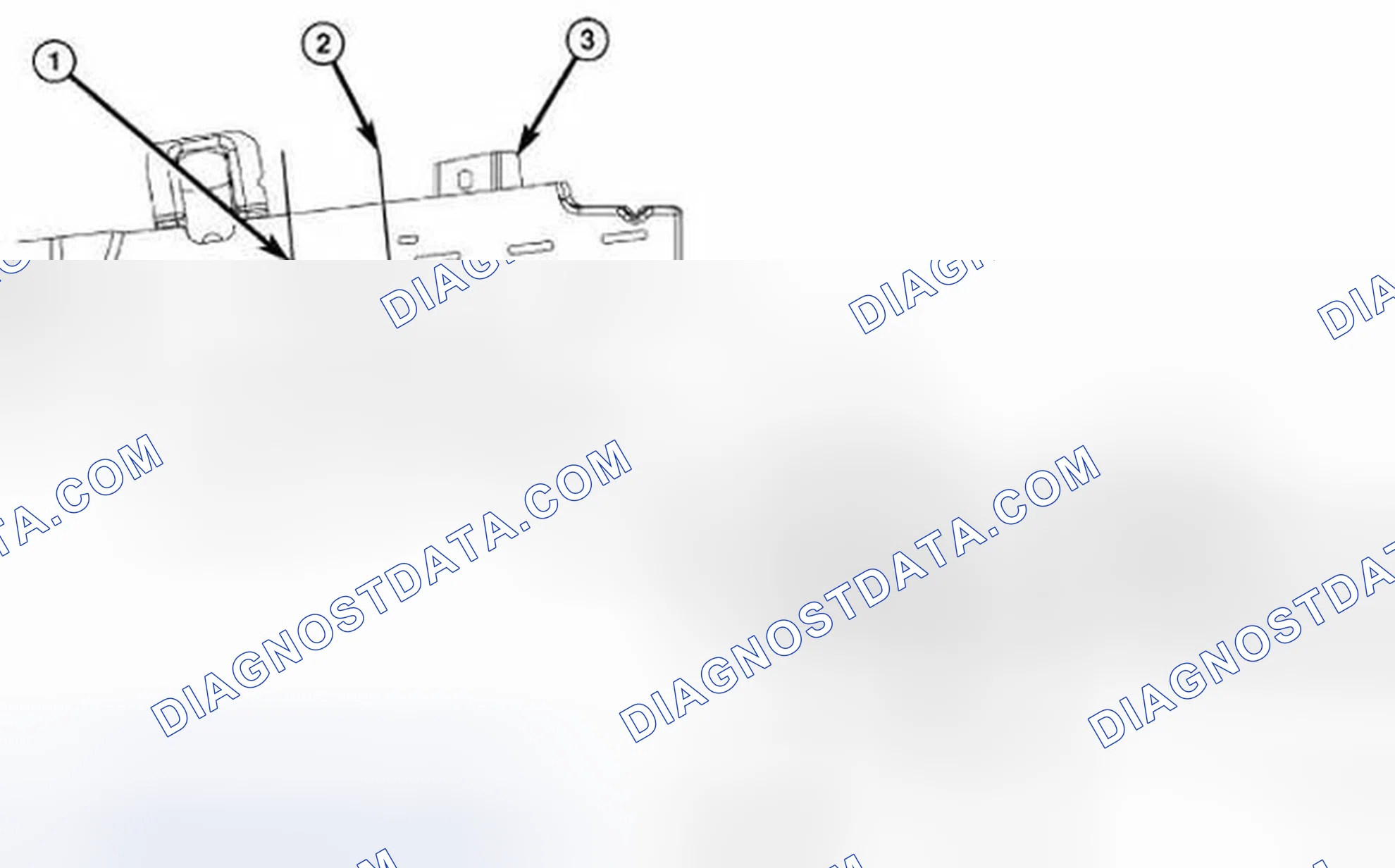
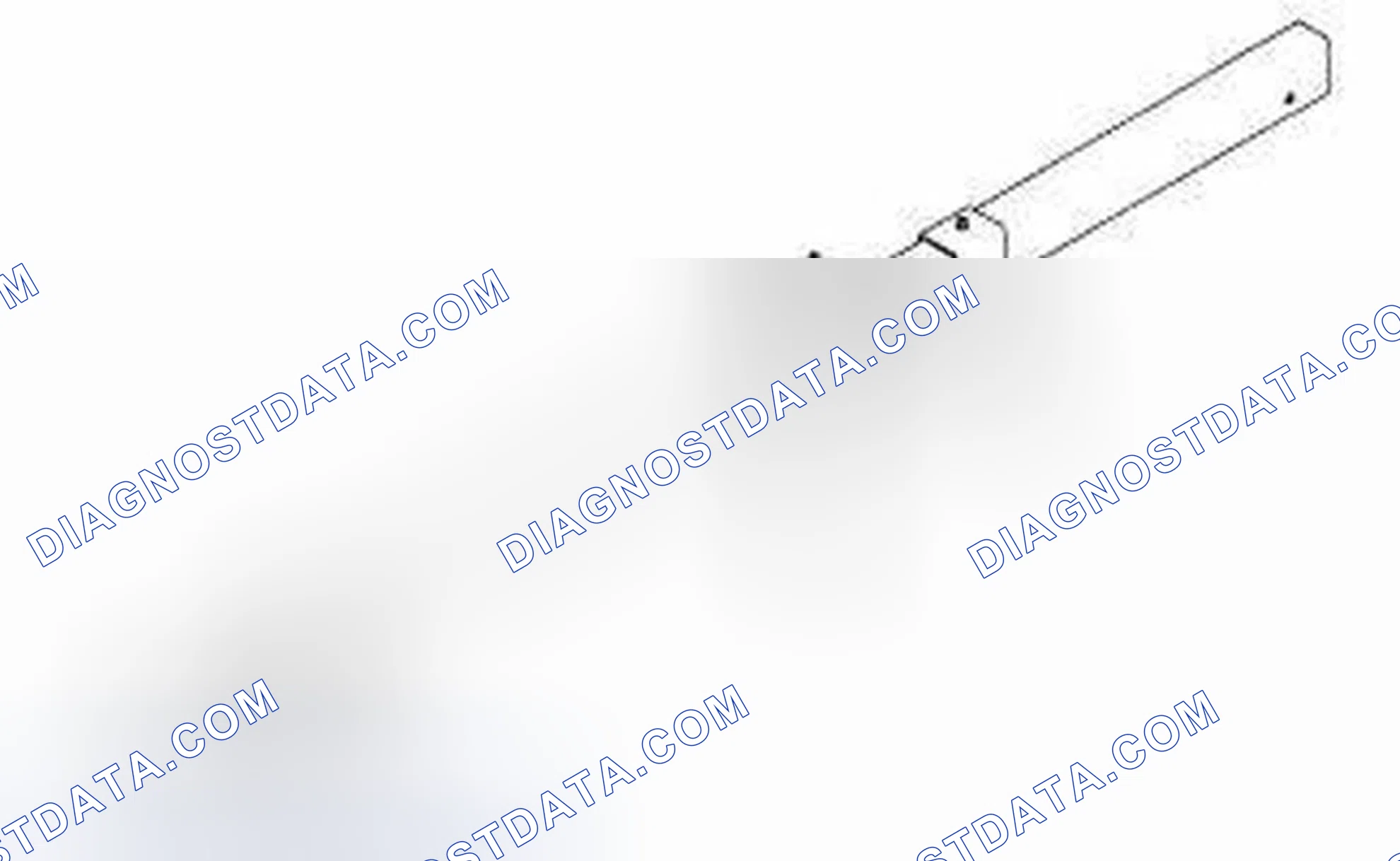
- Remove bumper components, cooling module, headlamps, and all other components for clear access to repair area. 1 - SMALL HOLE 2 - SCRIBE MARK 3 - RADIATOR SUPPORT BRACKET 4 - RADIATOR SUPPORT BRACKET 5 - SCRIBE MARK (TRANSFER FROM OUTER FRAME RAIL) - INNER FRAME RAIL 6 - DISTANCE 93 mm (3.5 in.) - OUTER FRAME RAIL
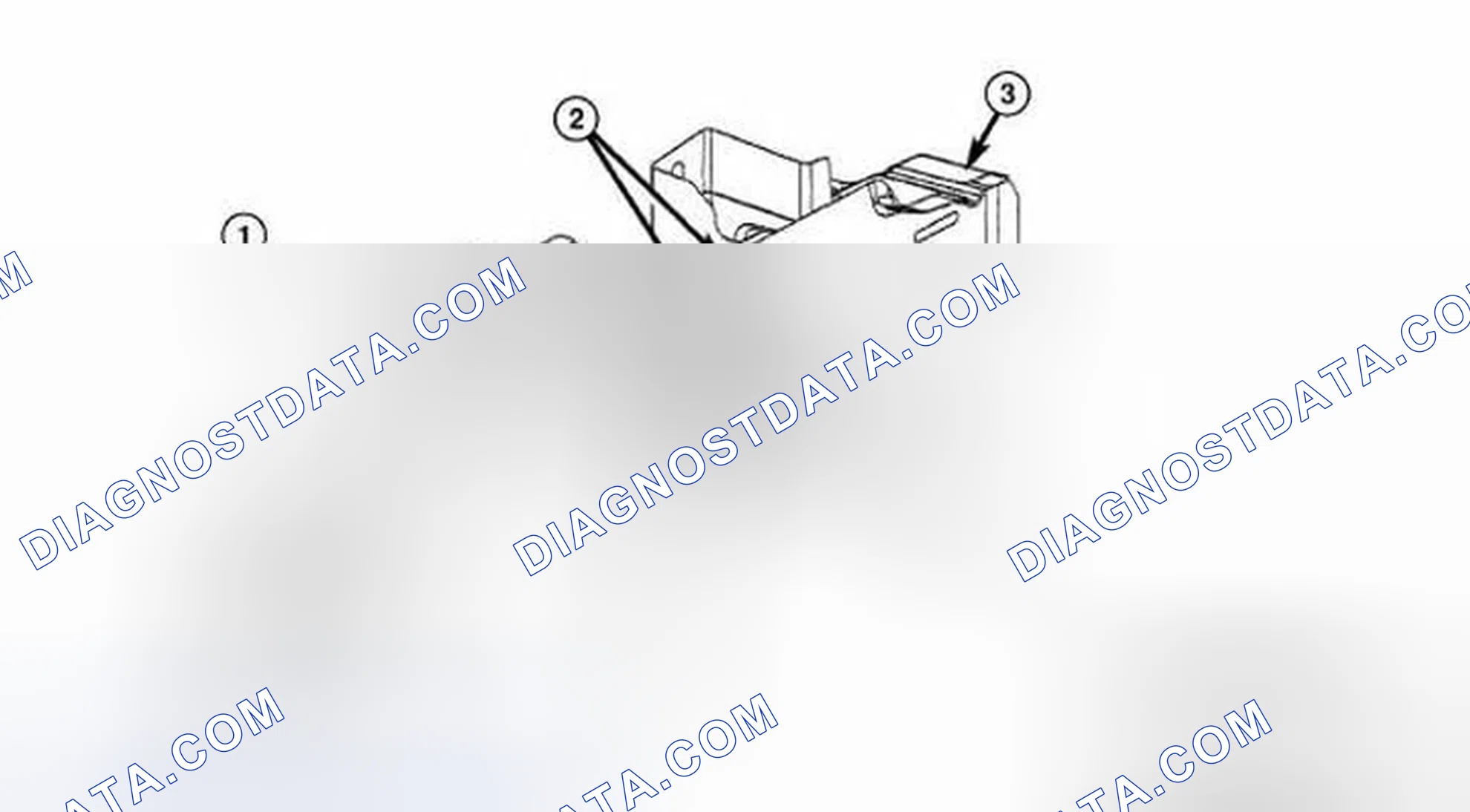
- Using the center of the small PLP hole on the outer side member as reference, mark outer rail at top and bottom then create vertical scribe mark 93 mm (3.5 in.) forward of the PLP on outer frame rail. 1 - VERTICAL SCRIBE MARK 2 - OUTER FRAME RAIL 3 - MEASURE FORWARD 38 mm (1.5 in.) 4 - MEASURE REARWARD 38 mm (1.5 in.)
- Using the scribe mark on the outer side member as reference, measure rearward 38 mm (1.5 in.) and forward 38 mm (1.5 in.) and mark outer rail at top and bottom then create vertical scribe mark on outer frame rail. 1 - REMOVE WELDS 2 - OUTER FRAME RAIL 3 - REMOVE WELDS (Z-REINFORCEMENT) 4 - REMOVE WELDS
- Remove welds holding the inner and outer side members together between the two scribe lines on the outer rail.
- Remove the welds holding the internal Z-reinforcement to the outer rail between the two scribe lines. 1 - OUTER FRAME RAIL 2
- Carefully cut the outer side member top to bottom at the scribe lines without damaging the inner side member or the Z-reinforcement inside the rail and remove the access panel or "window". 1 - TAPPING PLATE 2 - CUT AND REMOVE 3 - INNER FRAME RAIL WARNING: Do not cut tapping plate (1).
- Using a reciprocating saw, cut vertically down through the inner frame rail and Z reinforcement at the scribe location on the inner rail. 1 - EXISTING FRAME RAIL 2 - INNER FRAME RAIL 3 - REPLACEMENT FRAME TIP 4 - Z-REINFORCEMENT 5 - ACCESS WINDOW
- Carefully clean and de-burr all cut edges and prepare for welding.
- Remove any paint, e-coat, or other coatings within 25 mm (1 in.) of any weld area.
- Using the same procedures previously described, prepare the service rail tip for installation.
- Fit and position the new rail tip to the vehicle using XYZ dimensions and measuring equipment.
- Confirm good joint fit-up with inner frame rail and Z-reinforcement and root gap equal to width of saw cut.
- Tack weld the new tip into position using the weld chart located at the end of repair procedure information.
- Reconfirm proper tip location. 1 - Z-REINFORCEMENT 2 - REPLACEMENT FRAME TIP 3 - ACCESS PANEL 4 - ACCESS WINDOW
- Weld inner frame rail in the following sequence. Upper half from the access window. Lower half from exterior of rail. Clean backside of above two welds in preparation for welding. Upper half from exterior. Lower half from access window.
- Weld Z-reinforcement from top and from bottom, from inner side rail to outer side rail.
- Prepare access panel for reinstallation.
- Clamp the access panel back to rail assembly.
- Weld the butt-joints completely using a skip/stitch method to reduce the heat affected zone and distortion.
- Weld the access window at the top and bottom to the inner frame rail using ring filet or Squeeze Type Resistance Spot Welding (STRSW) (puddle) welds.
- Install clamp to snug gap between outer rail and inner Z-reinforcements and MIG weld the outer rail back to the Z-reinforcement through the slots in the outer rail. 1 - RIGHT FRAME RAIL 2 - LEFT FRAME RAIL 3 - CLEAN AND REFINISH REPAIRED AREA(S)
- Clean all repaired areas and apply appropriate refinish and corrosion protection material. Apply rust protection into the repaired frame rail.
FRAME DIMENSIONS
Frame dimensions are listed in metric scale. All dimensions are from center to center of Principal Locating Point (PLP), or from center to center of PLP and fastener location.
VEHICLE PREPARATION
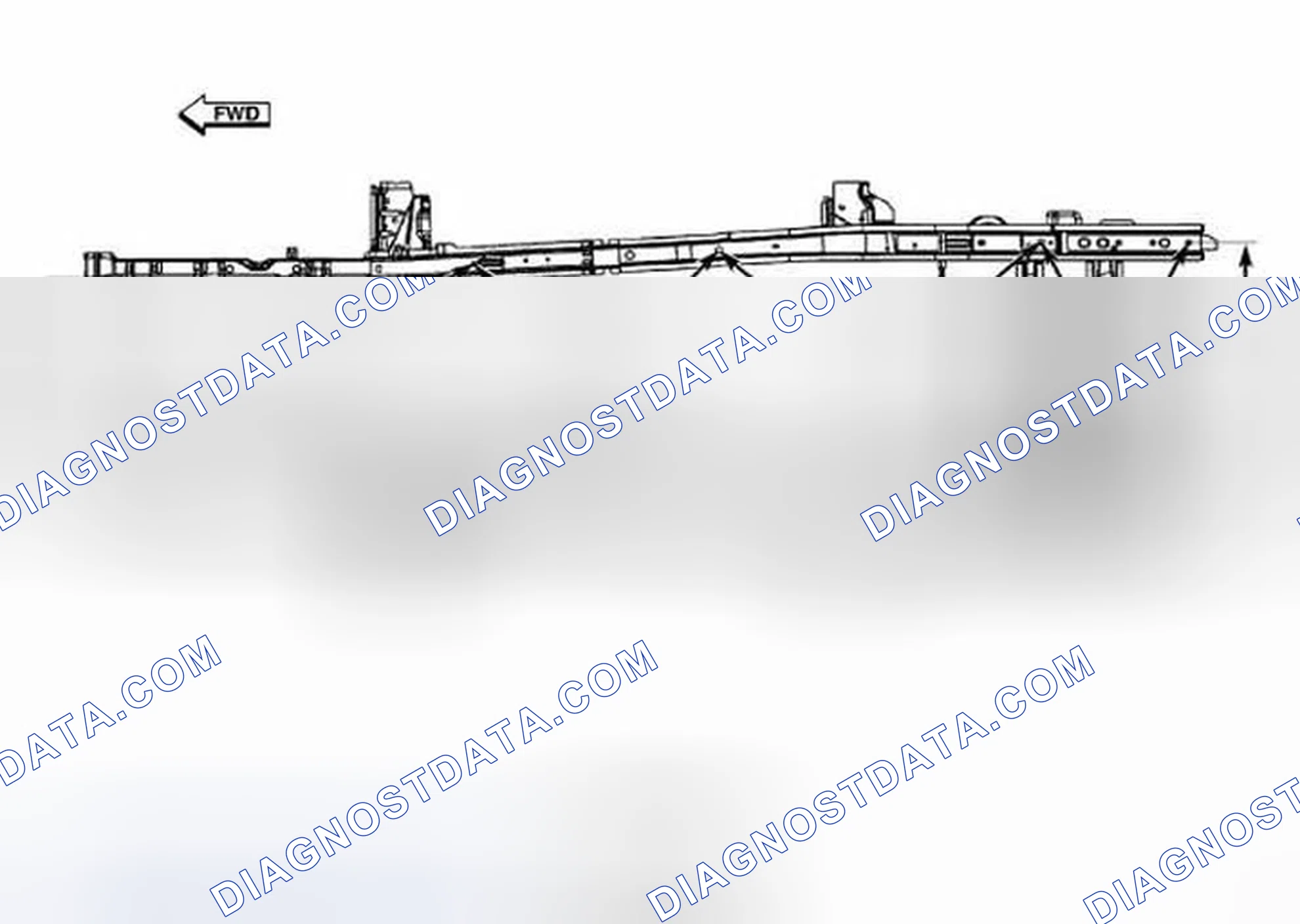
Position the vehicle on a level work surface. Using screw or bottle jacks, adjust the vehicle PLP heights to the specified dimension above a level work surface. Vertical dimensions can be taken from the work surface to the locations indicated were applicable.
Note. All measurements are in MM.
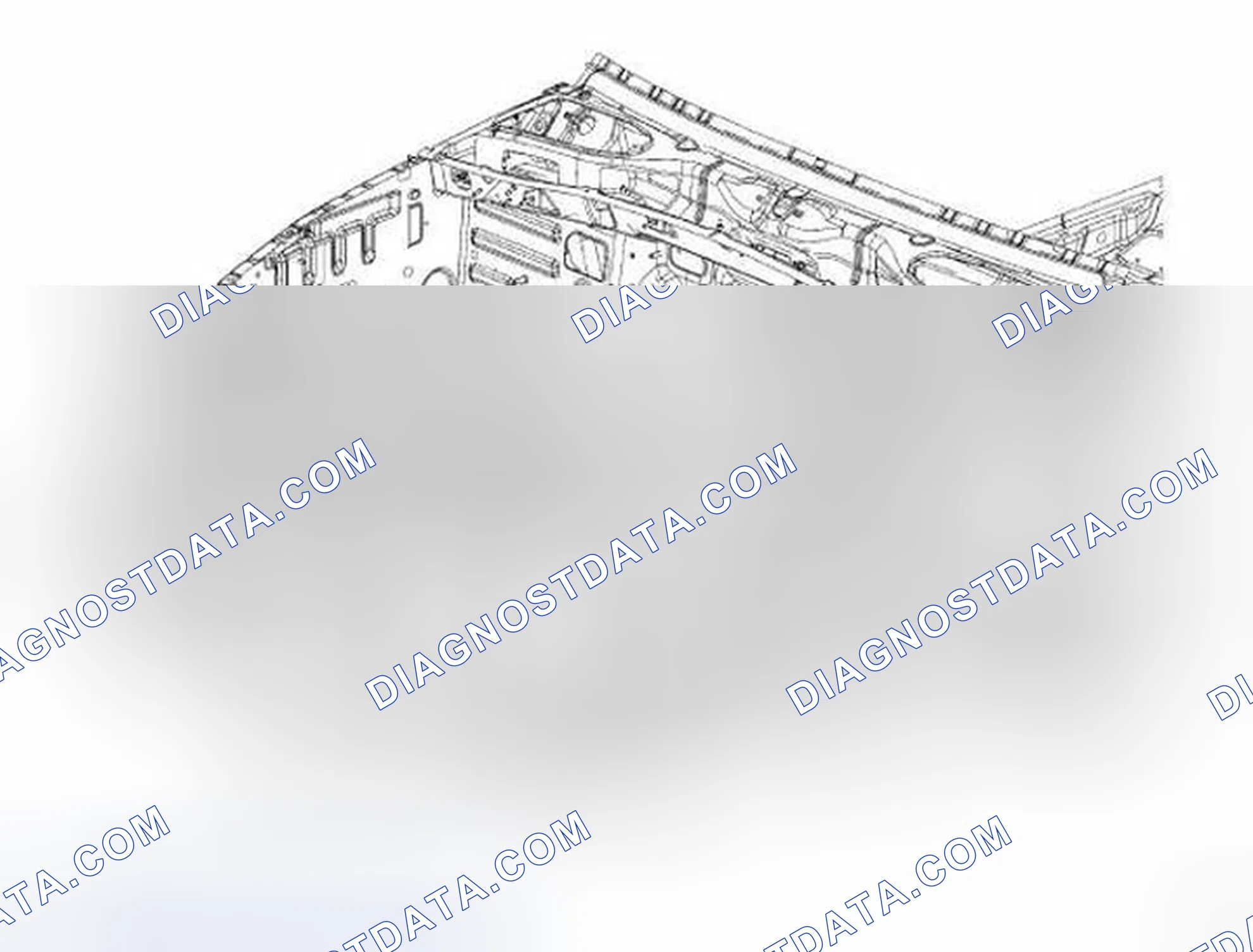
DIMENSION ILLUSTRATIONS
Scheme 24
Scheme 25
Scheme 26
Scheme 27
Scheme 28
Scheme 29
Scheme 30
Scheme 31
- Install engine support tool 8534B or equivalent.
- Raise and support the vehicle. NOTE: Use a grease marker to mark the lower control arm cam bolts with reference points to ease with the wheel alignment.
- Remove the lower control arms. Refer to «Front Suspension/Front/ARM, Lower Control - Removal»(ref-350031-S38159515042009121400000) . 1 - STABILIZER BAR 2 - STABILIZER BAR BUSHING/CLAMPS
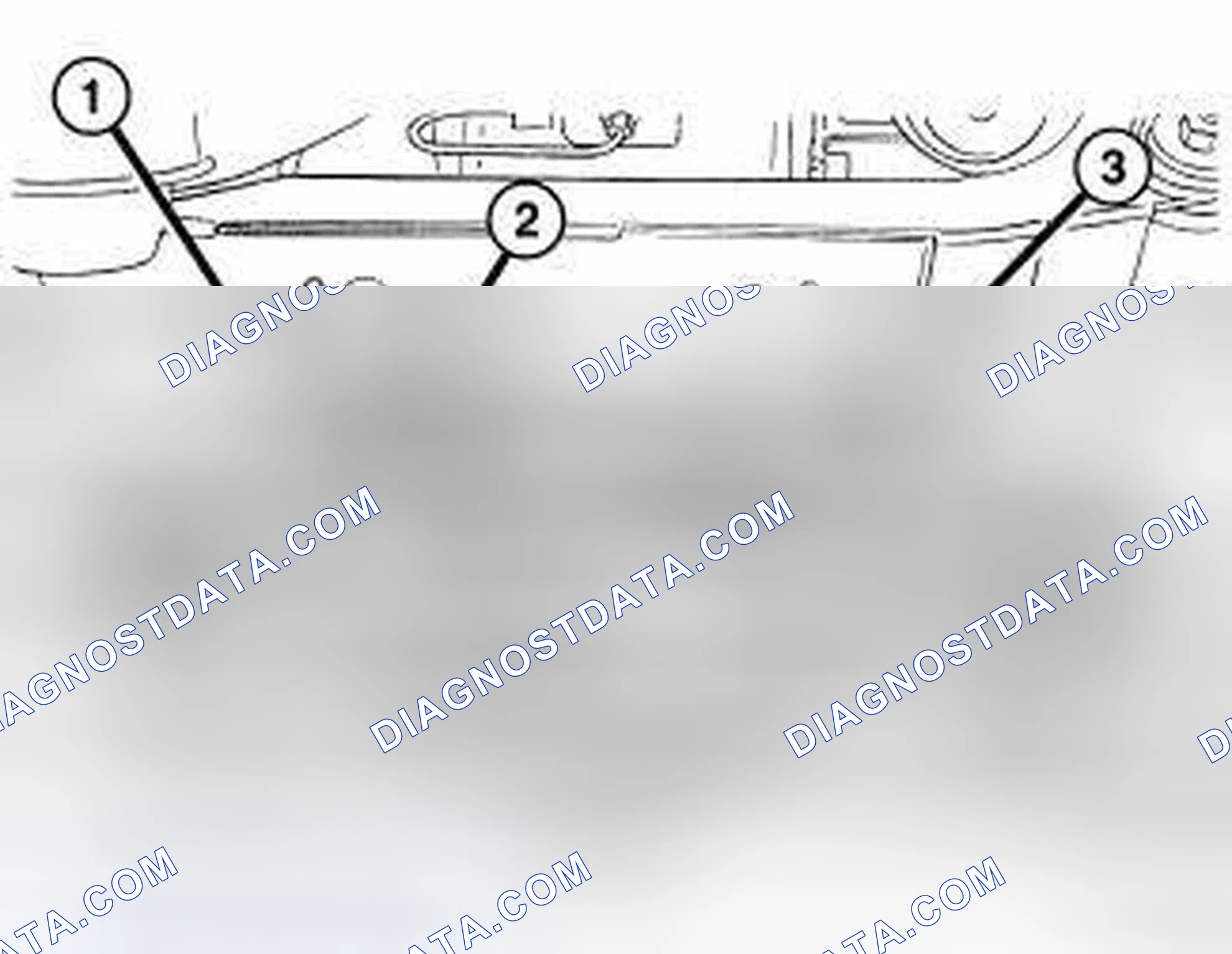
- Remove the stabilizer bar. Refer to «Front Suspension/Front/STABILIZER BAR, Front - Removal»(ref-350031-S37573431162009121400000) . 1 - RACK AND PINION 2 - HIGH PRESSURE HOSE 3 - POWER STEERING PUMP 4 - HIGH PRESSURE HOSE BRACKET 5 - RACK AND PINION MOUNTING BOLTS
- Remove the front axle, if equipped. Refer to «Differential and Driveline/Front Axle - 186FIA - Removal»(ref-350039-S17814196202009121400000) .
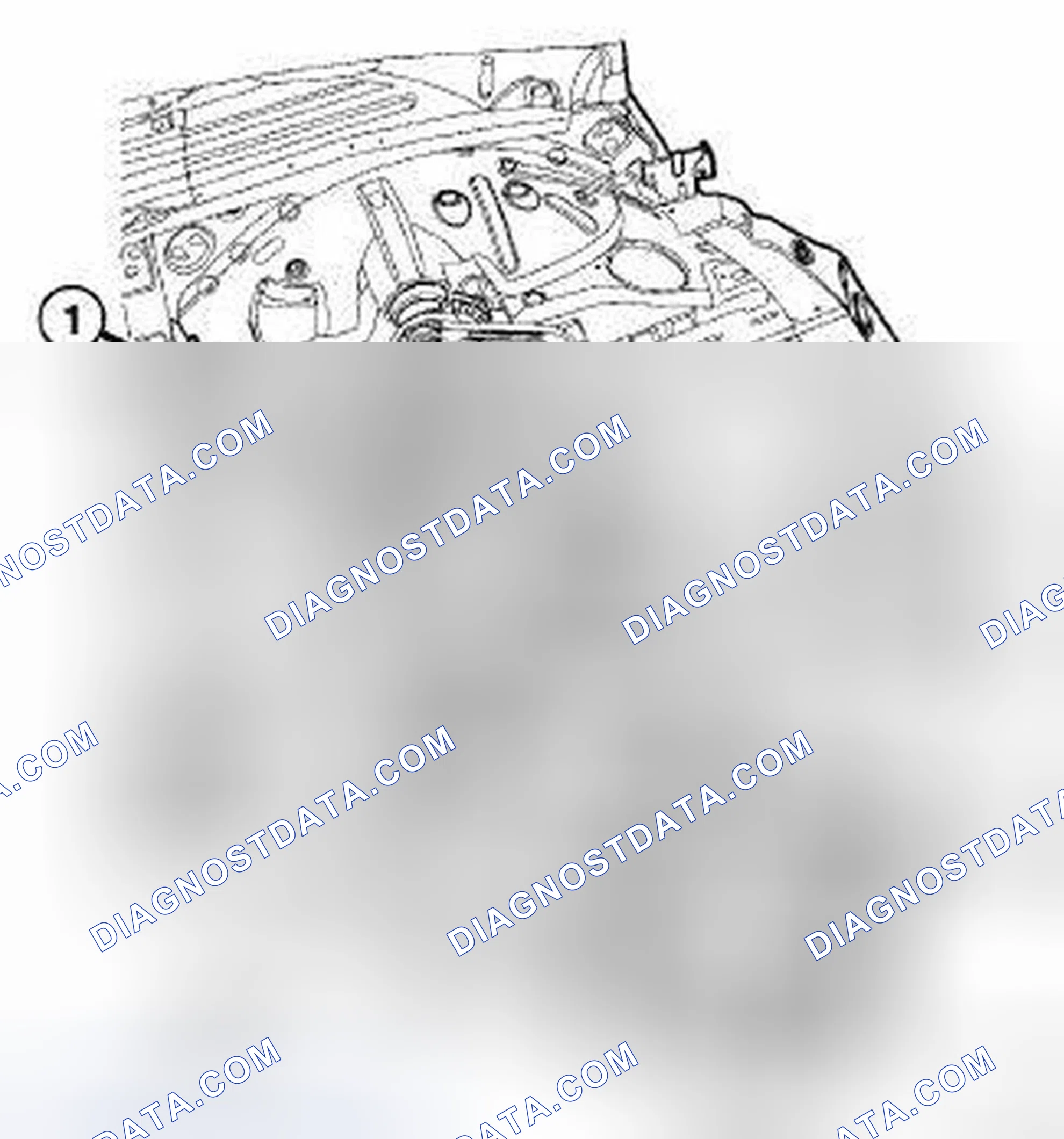
- Remove the power steering rack. Refer to «Steering/Gear - Removal»(ref-350037-S09535140762009121400000) . 1 - ENGINE MOUNT 2 - THROUGH BOLT 3 - ENGINE CRADLE CROSSMEMBER
- Loosen the engine mount through bolts. 2 - ENGINE CRADLE CROSSMEMBER 3 - ENGINE CRADLE SUPPORT BOLTS (4) NOTE: Using a grease pencil or equivalent, mark the location of the engine support cradle.
- Support the engine cradle with a suitable lifting device.
- Remove the engine cradle support bolts and remove the engine cradle.