Intermittent
Test the vehicle under the same conditions that the customer reported in order to verify the system is operating properly.
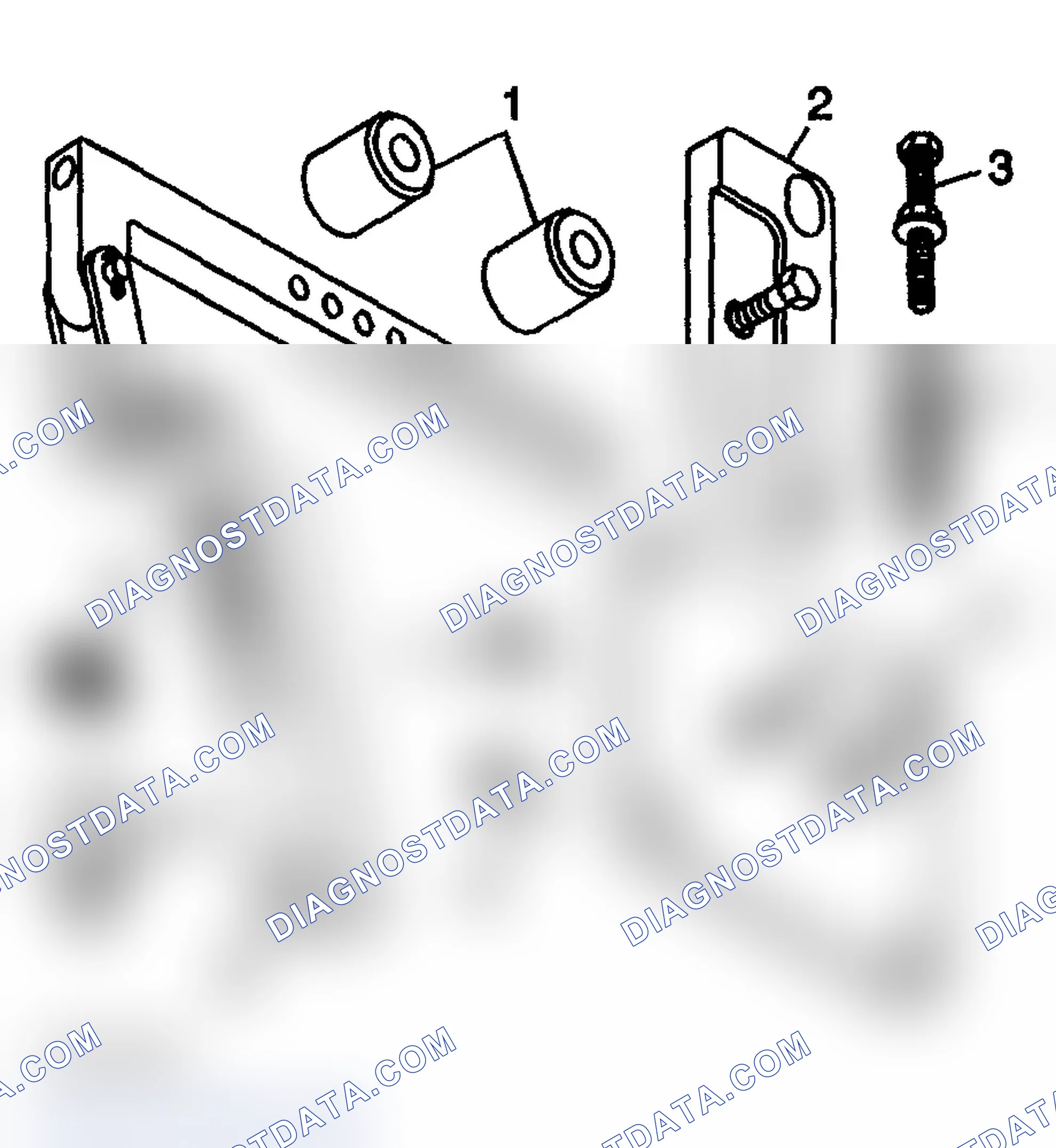
Front Engine Mount
Note. Broken or deteriorated mounts can cause misalignment and destruction of certain drive train components. When a single mount breaks, the remaining mounts are subjected to abnormally high stresses.
Scheme 657
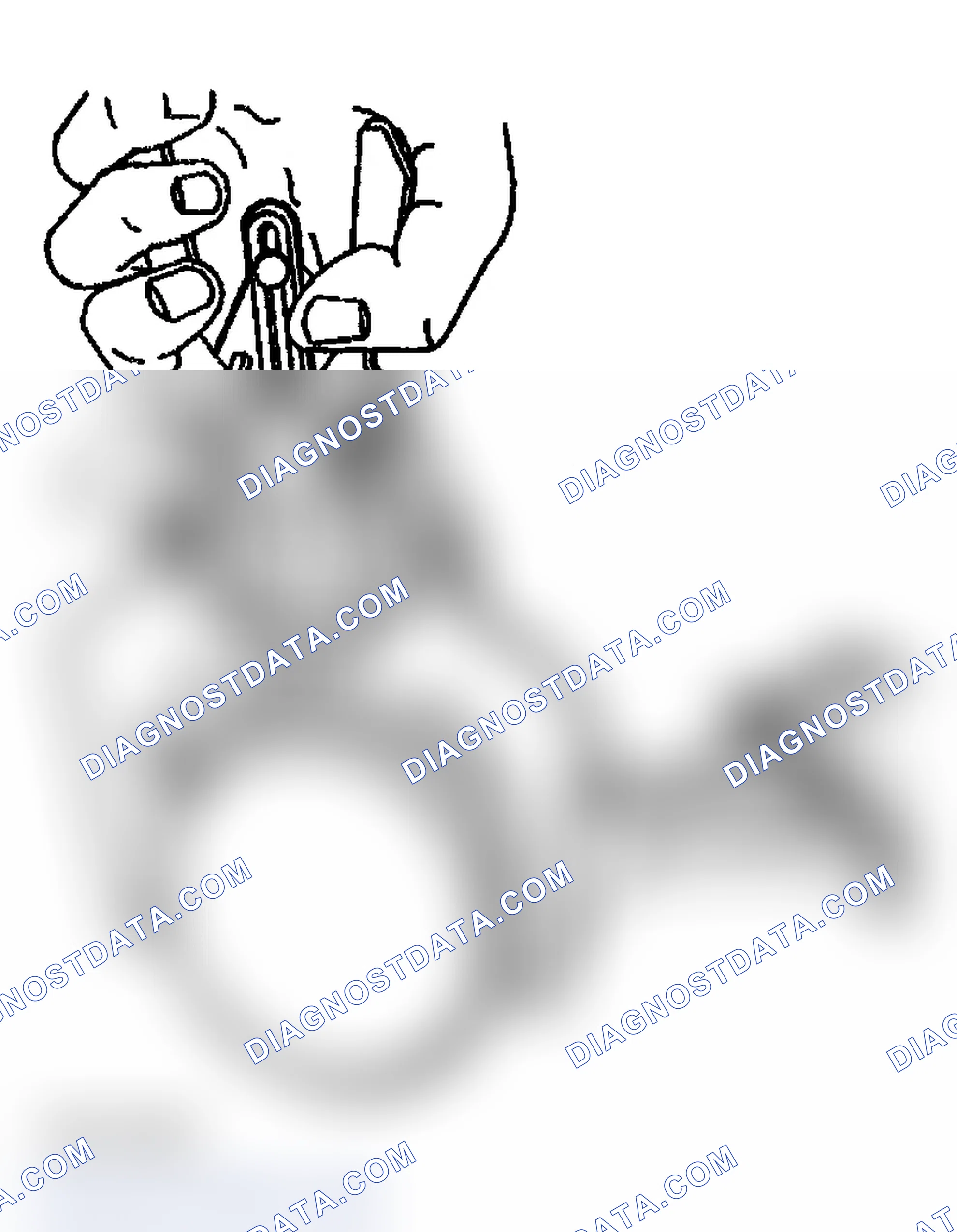
- Install a pole jack underneath the oil pan.
- Insert a block of wood between the engine oil pan and the pole jack.
- Raise the jack until the wooden block contacts the engine oil pan.
- Raise the engine in order to place a slight tension on the rubber cushion. Observe both mounts while raising the engine.
- Replace the mounts if any of the following conditions exist: Hard rubber surface covered with heat check cracks The rubber cushion separated from the metal plate of the mount The rubber cushion is split through the center The mount is leaking
- If there is movement between a metal plate of the mount and its attaching points, lower the engine and tighten the bolts or nuts attaching the mount to the engine, the frame or the bracket.
Scheme 658

Scheme 659
Scheme 660

Scheme 661
Scheme 662
Scheme 663
Scheme 664
Scheme 665

- Raise and support the vehicle. Refer to Lifting and Jacking the Vehicle in General Information.
- Remove the front tire and wheels. Refer to TIRE AND WHEEL REMOVAL AND INSTALLATION in Tires and Wheels
- Remove the engine protection shield. Refer to «ENGINE PROTECTION SHIELD REPLACEMENT»(ref-213485-S39117197742005122800000) in Frame and Underbody.
- Remove the shock module. Refer to SHOCK MODULE REPLACEMENT in Front Suspension.
- Remove the lower engine mount retaining nuts from the engine mount frame bracket.
- Remove the 3 mounting bolts from the upper engine mount bracket to engine block bracket.
- Remove the 3 frame engine mount bracket retaining bolts.
- Install a pole jack underneath the oil pan.
- Insert a block of wood between the oil pan and the pole jack.
- Raise the engine 2 1/4 inches measuring from the bottom of the oil pan to the front edge of the transmission support crossmember.
- Remove the engine mount frame bracket from the frame.
- Remove the engine mount with upper engine mount bracket as an assembly.
- Separate the engine mount from the upper engine mount bracket.
- Remove the engine mount bracket spacer if damaged.
Boring Procedure
| IMPORTANT | A 0.5 mm (0.02 in) oversize service piston and a piston ring set are available for the 5.3 liter engines. |
Scheme 666
- Measure all pistons with a micrometer to determine the cylinder bore diameter.
- Before you use any type of boring bar, use a fine file and clean the top of the cylinder block removing any dirt or burrs. If you do not check the cylinder block, the boring bar may be improperly positioned, tilted, and the cylinder bore could be bored at an incorrect angle.
- Carefully follow the instructions furnished by the manufacturer regarding use of the equipment.
- When you bore the cylinders, make sure all the crankshaft bearing caps are in place. Tighten the crankshaft bearing caps to the proper torque in order to avoid distortion of the cylinder bores during final assembly.
- When you take the final cut with a boring bar, leave 0.03 mm (0.001 in) on the cylinder bore diameter for the finish honing and fit of the piston.
Honing Procedure
- When honing the cylinders, follow the manufacturer's recommendations for equipment use, cleaning, and lubrication. Use only clean, sharp stones of the proper grade for the amount of material you remove. Dull, dirty stones cut unevenly and generate excessive heat. Do not hone to final clearance with a coarse or medium-grade stone. Leave sufficient metal so that all stone marks may be removed with fine-grade stones. Perform final honing with a fine-grade stone, honing the cylinder to the proper clearance.
- During the honing operation, thoroughly clean the cylinder bore. Repeatedly check the cylinder bore for fit with the selected piston. All measurements of the piston or the cylinder bore should be made with the components at normal room temperature.
- When honing a cylinder for fit to an oversize piston, first perform the preliminary honing with a 100 grit stone. Perform final cylinder honing with a 240 grit stone and obtain a 45 degree cross hatch pattern. A 240 grit stone is preferred for final honing. If a 240 grit stone is not available, a 220 grit stone may be used as a substitute.
- When honing to eliminate taper in the cylinder, make full strokes the complete length of the bore. Repeatedly check the measurement at the top, the middle, and the bottom of the bore.
- The finish marks should be clean but not sharp. The finish marks should also be free from imbedded particles and torn or folded metal.
- By measuring the selected piston at the sizing point and by adding the average of the clearance specification, you can determine the final cylinder honing dimension required.
- When finished, the reconditioned cylinder bores should have less than or meet the specified out-of-round and taper requirements.
- After final honing and before the piston is checked for fit, clean the cylinder bores with hot water and detergent. Scrub the bores with a stiff bristle brush and rinse the bores thoroughly with hot water. Do not allow any abrasive material to remain in the cylinder bores. This abrasive material may cause premature wear of the new piston rings and the cylinder bores. Abrasive material will also contaminate the engine oil and may cause premature wear of the bearings. After washing the cylinder bore, dry the bore with a clean rag.
- Perform final measurements of the piston and the cylinder bore.
- Permanently mark the top of the piston for the specific cylinder to which it has been fitted.
- Apply clean engine oil to each cylinder bore in order to prevent rusting.
Deglazing Procedure
Using a ball type or self centering honing tool, deglaze the cylinder bore lightly. Deglazing should be done only to remove any deposits that may have formed. Use a 240 grit stone of silicone carbide or equivalent material when preforming the deglazing procedure.
A 240 grit stone is preferred for final honing. If a 240 grit stone is not available, a 220 grit stone may be used as a substitute.
Scheme 667
Cleaning Procedure
| IMPORTANT | Use care when handling the crankshaft. Avoid damage to the bearing surfaces or the lobes of the crankshaft position reluctor ring. Damage to the teeth of the crankshaft position reluctor ring may effect On-Board Diagnostics (OBD) II system performance. |
Scheme 668
- Clean the crankshaft with solvent.
- Thoroughly clean all oil passages and inspect for restrictions or burrs. CAUTION: Refer to «SAFETY GLASSES CAUTION»(ref-175132-S23208358672005041500000) in Cautions and Notices.
- Dry the crankshaft with compressed air.
Measuring Main Bearing Clearance - Gaging Plastic Method
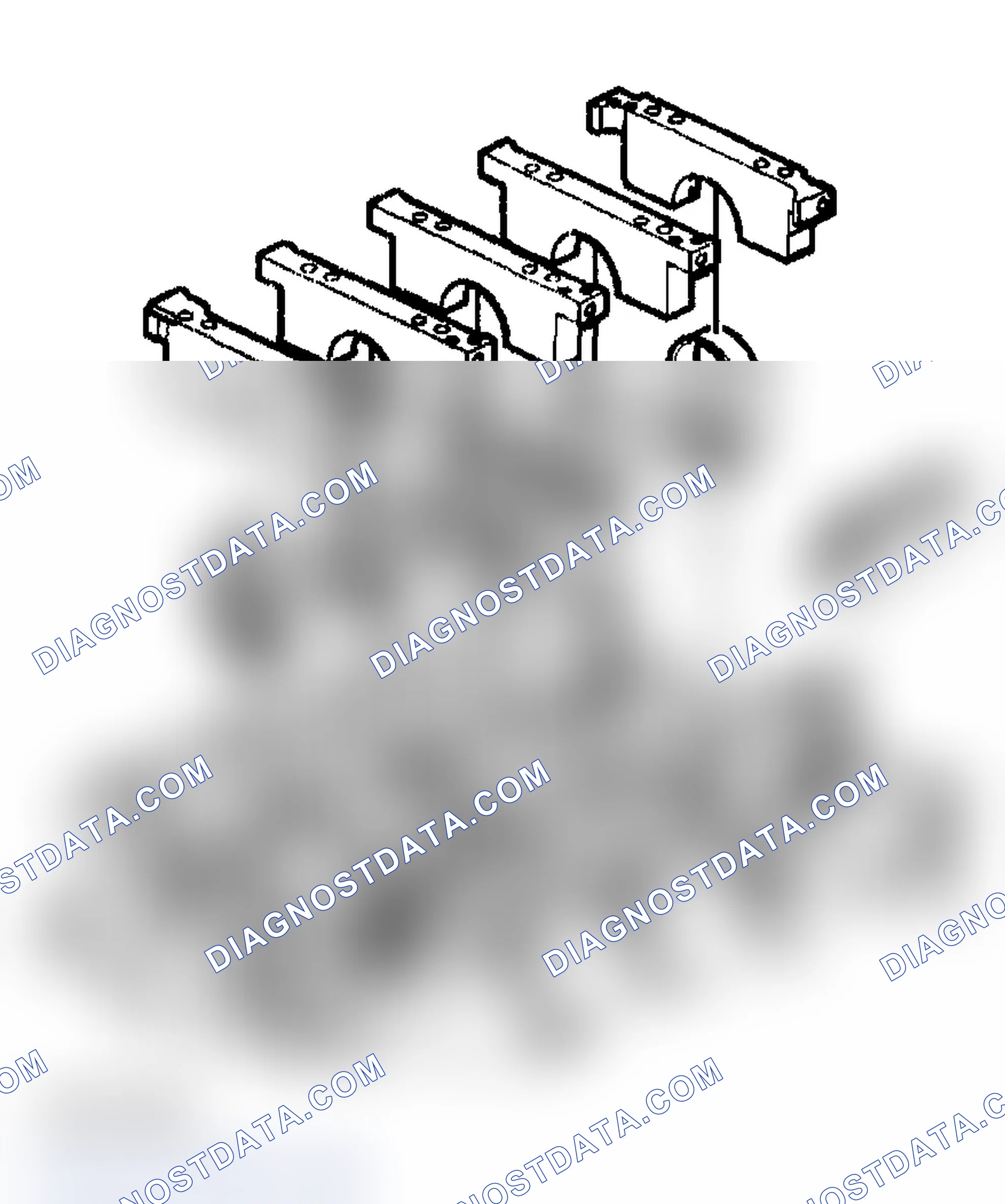
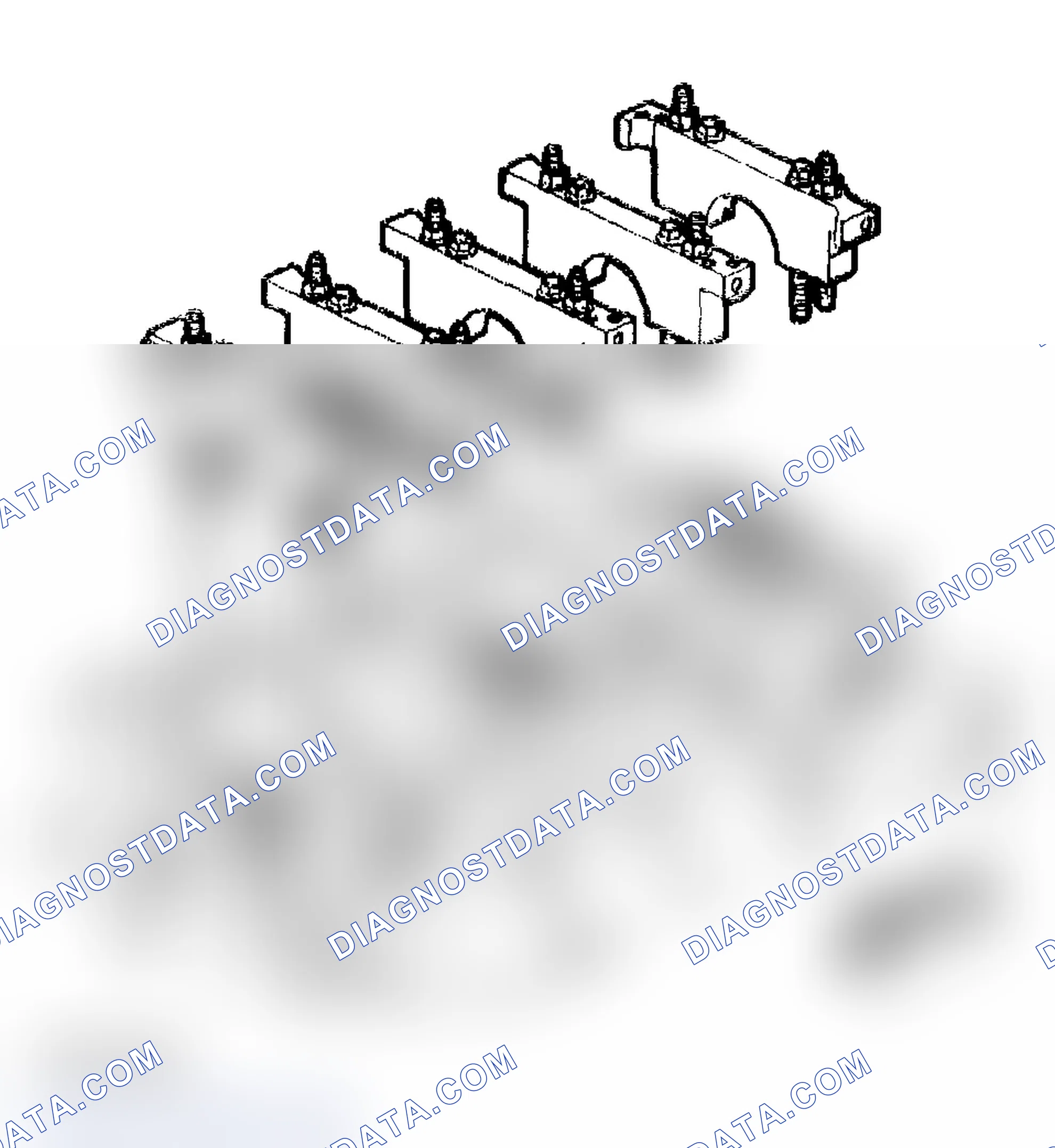
| IMPORTANT | The crankshaft main bearings are a precision insert type. Main bearing caps are machined with the engine block for proper clearance and cannot be shimmed or filed for bearing fit. If the clearances are found to be excessive, new bearings and/or engine block and cap repair or replacement may be required. |
Do not rotate the crankshaft while gaging plastic is between the crankshaft journal and the bearing surface.
The crankshaft bearing clearances are critical. Excessive bearing clearance may effect crankshaft position sensor signals and may effect On-Board Diagnostics (OBD) II system operation.
| IMPORTANT | Remove the bearing cap side bolts prior to cap removal. |
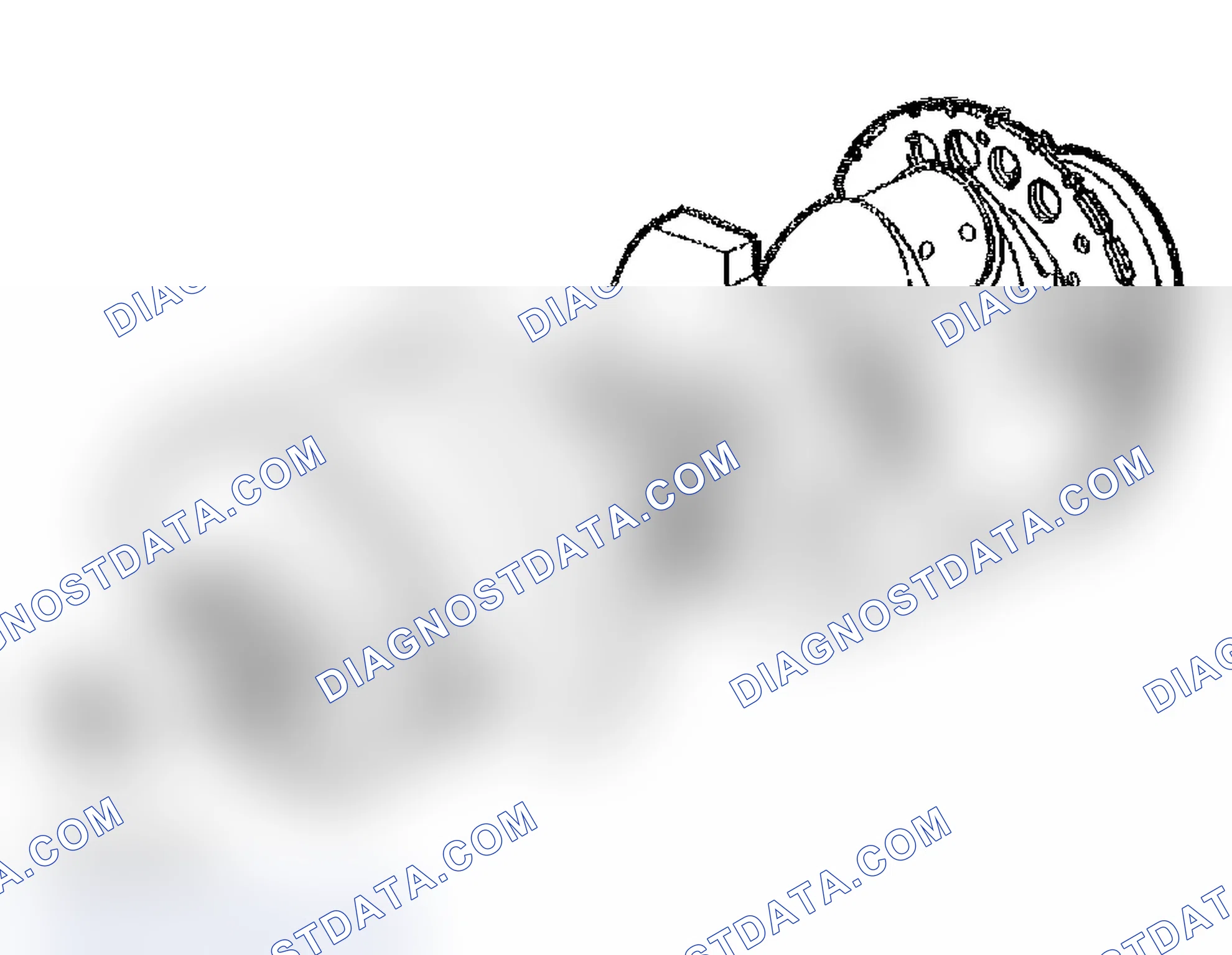
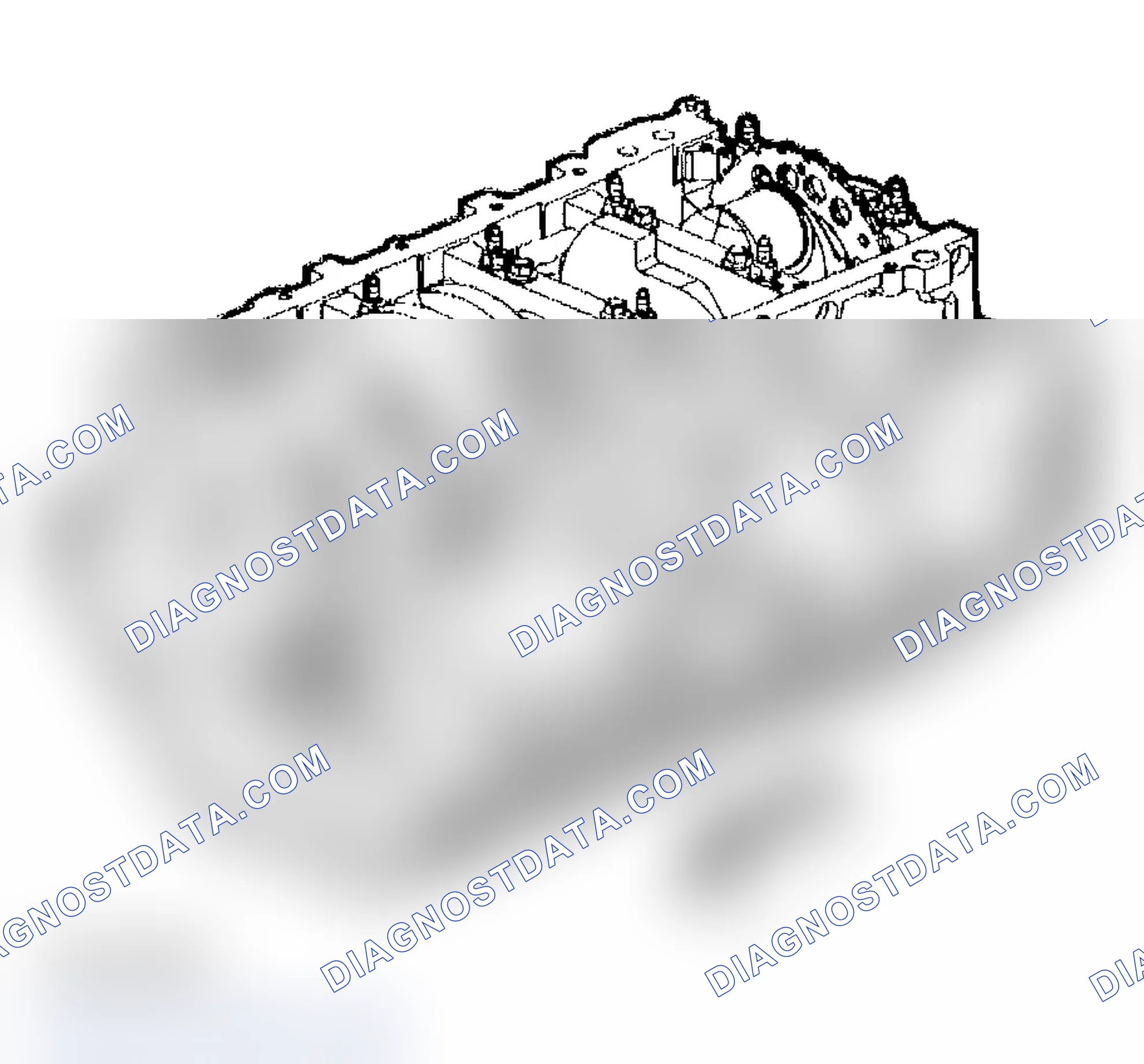
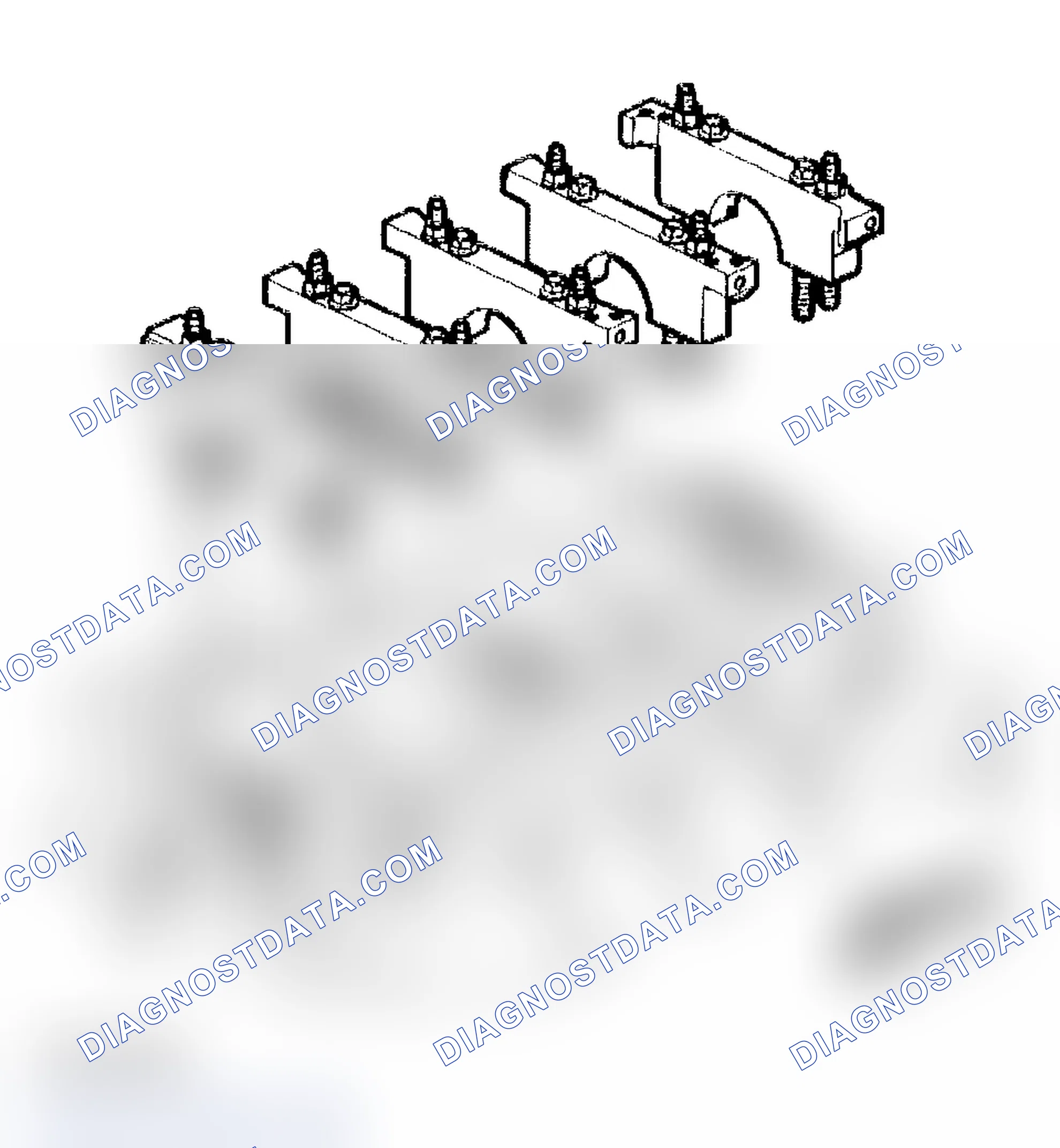
Scheme 669
Scheme 670
Scheme 671
Scheme 672
Scheme 673

Scheme 674
Scheme 675
Scheme 676
Scheme 677
Scheme 678
Scheme 679
- Remove the bearing cap M8 side bolts.
- Remove the bearing cap M10 bolts and studs. NOTE: Refer to «FASTENER NOTICE»(ref-175132-S17785009232005041500000) in Cautions and Notices.
- Install the J 41818 to the bearing cap. Tighten Tighten the J 41818 bolts to 11 N.m (100 lb in).
- Install the J 6125-1B to the J 41818 in order to remove the bearing cap.
- Remove the bearing cap and lower bearing.
- Install gaging plastic onto the crankshaft journal. Install the gaging plastic the full width of crankshaft bearing journal.
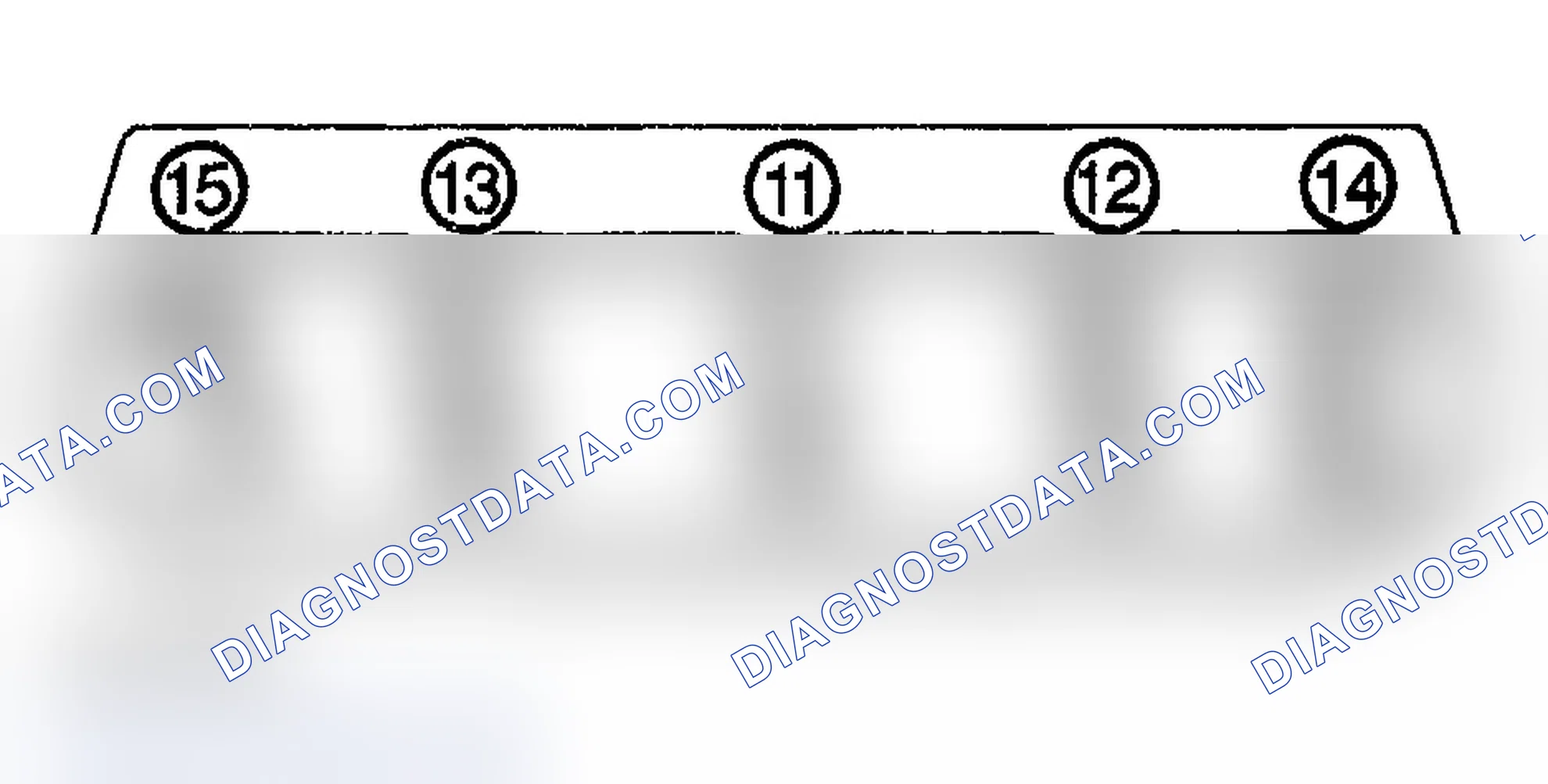
- Install the bearing, bearing cap, bolts and bolt/studs. Tighten 7.1. Tighten the inner bolts (1-10) a first pass in sequence to 20 N.m (15 lb ft). 7.2. Tighten the inner bolts (1-10) a final pass in sequence to 80 degrees using the J 36660-A. 7.3. Tighten the outer bolt/studs (11-20) a first pass in sequence to 20 N.m (15 lb ft). 7.4. Tighten the outer bolt/studs (11-20) a final pass in sequence to 53 degrees using the J 36660-A . 7.5. Tighten the side cap bolts to 25 N.m (18 lb ft). Tighten the bolt on one side of the bearing cap and then tighten the bolt on the opposite side of the same bearing cap. IMPORTANT: Remove the bearing cap side bolts prior to cap removal.
- Remove the bearing cap M8 side bolts.
- Remove the bearing cap bolts and bolt/studs.
- Use the J 41818 and the J 6125-1B in order to remove the bearing cap.
- Measure the gaging plastic at its widest area using the scale supplied with the plastic gaging kit. If the gaging plastic shows irregularity in the journal exceeding 0.025 mm (0.001 in), remove the crankshaft and measure the journal with a micrometer. If the bearing clearance is greater than 0.065 mm (0.0025 in), select and install an undersized bearing set, and measure the clearance with gaging plastic. If clearance cannot be brought to specifications, replace the crankshaft or grind the crankshaft for use with the next undersized bearing.
- Measure the crankshaft end play. 12.1. Thrust the crankshaft forward or rearward. 12.1. Insert a feeler gage between the center crankshaft bearing and the bearing surface of the crankshaft and measure the bearing clearance. The proper crankshaft end play clearance is 0.04-0.2 mm (0.0015-0.0078 in). 12.3. If the bearing clearance is not within specifications: Inspect the thrust surfaces for nicks, gouges or raised metal. Minor imperfections may be removed with a fine stone. Replace the thrust bearings and measure the end play. If the correct measurements cannot be obtained, repair the crankshaft thrust surfaces or replace the crankshaft.
Measuring Connecting Rod Bearing Clearance - Gaging Plastic Method
| IMPORTANT | Connecting rod bearings are a precision insert type. Connecting rods are of a powdered metal design and cannot be shimmed or filed for bearing fit. If clearances are found to be excessive, a new bearing and/or connecting rod are required. |
Do not rotate the crankshaft while gauging plastic is between the crankshaft journal and the bearing surface.
Scheme 680
Scheme 681
Scheme 682
Scheme 683
- Remove the bearing cap, bearing half and bolts.
- Install the gaging plastic onto the connecting rod bearing journal. Install the gaging plastic the full width of the journal.
- Install the bearing cap, bearing, and bolts. Tighten 3.1. Tighten the connecting rod bolts first pass to 20 N.m (15 lb ft). 3.2. Tighten the connecting rod bolts a final pass to 75 degrees using the J 36660-A . Refer to «PISTON, CONNECTING ROD, AND BEARING INSTALLATION»(ref-188498-S01423107282005090700000) .
- Remove the bearing cap, bearing, and bolts.
- Measure the gaging plastic at its widest area using the scale supplied with the plastic gaging kit. The connecting rod bearing clearance should be 0.023-0.076 mm (0.0009-0.003 in).
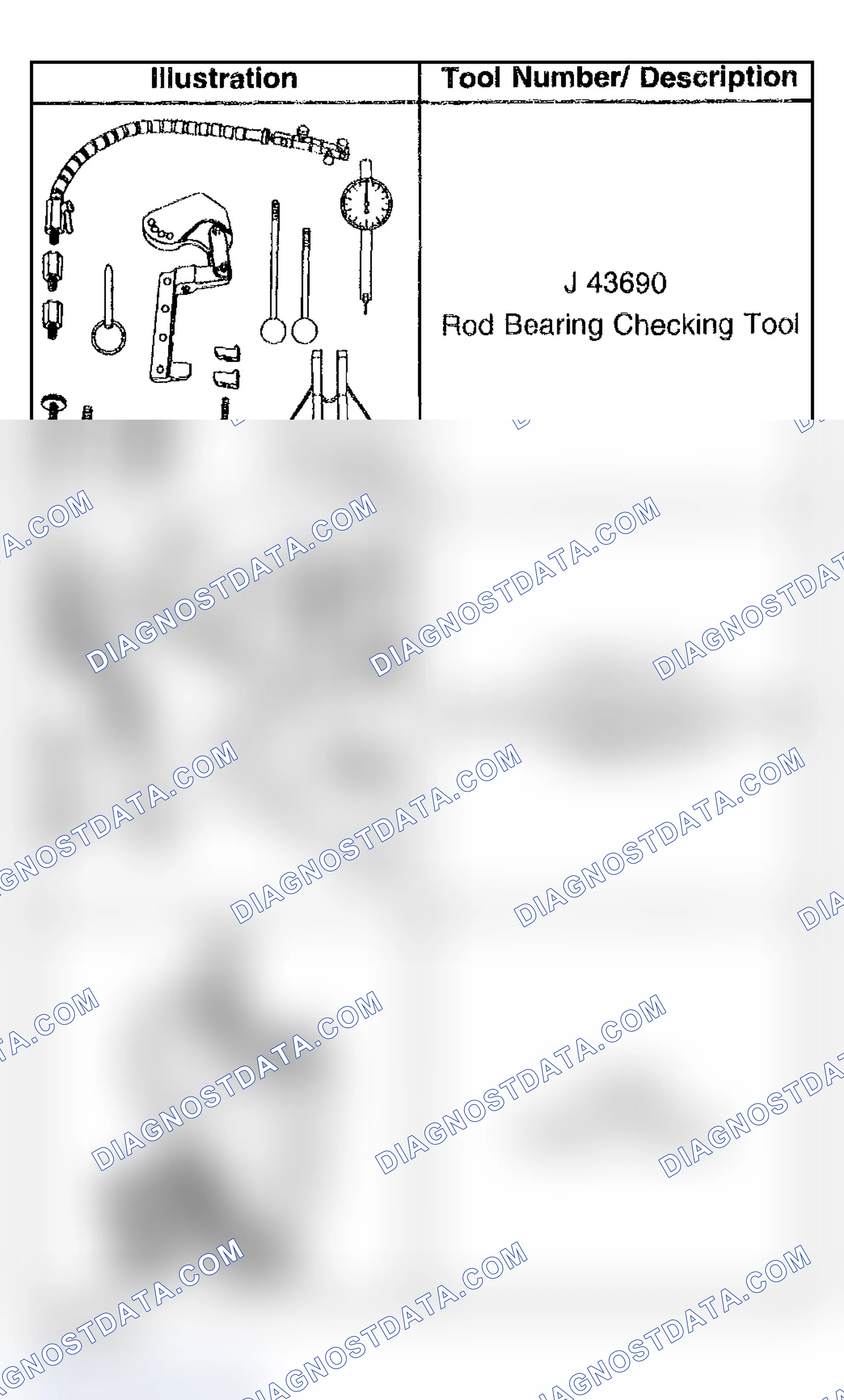
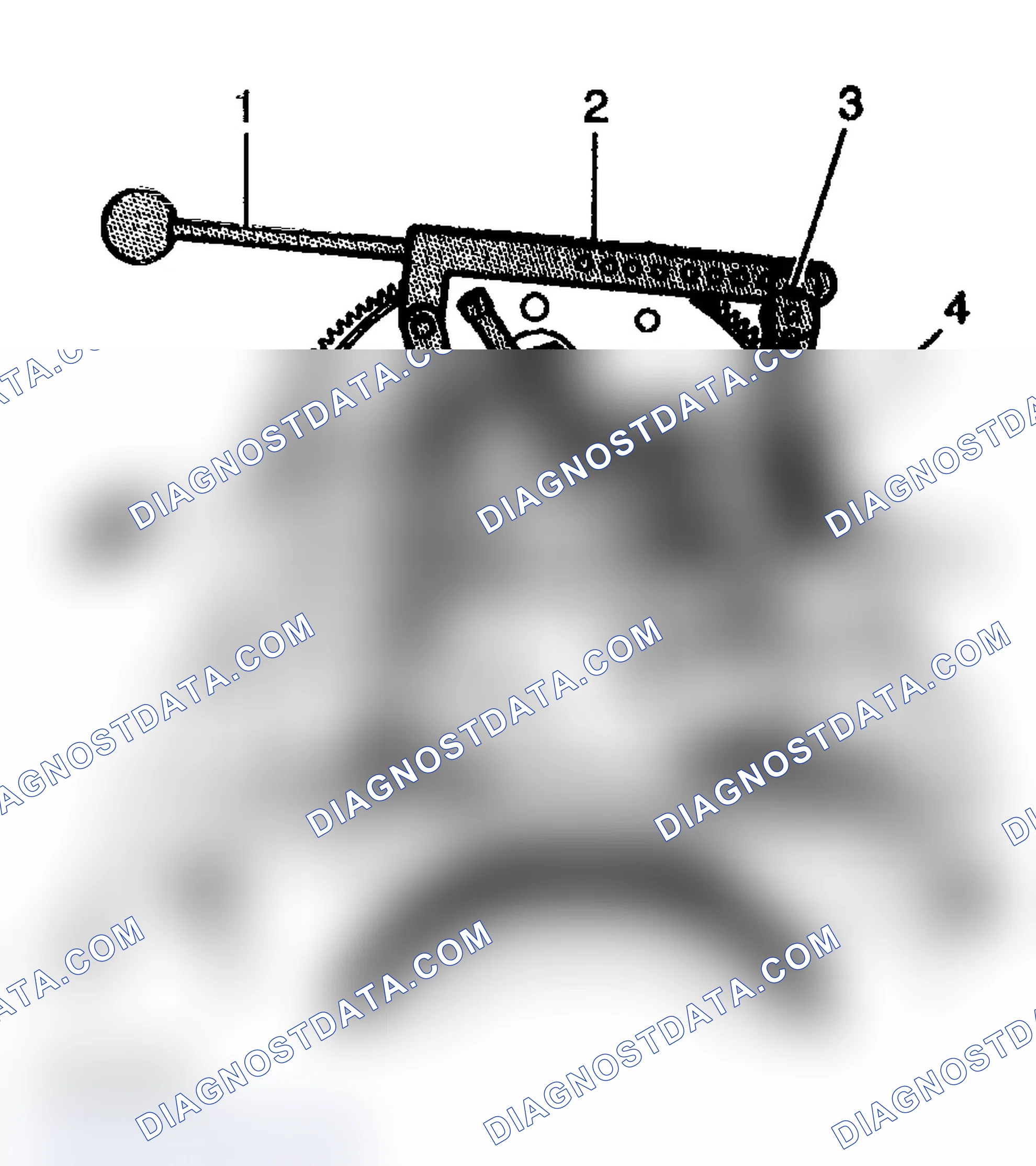
Measuring Connecting Rod Bearing Clearance - Using J 43690/J 43690-100
J 43690 and J 43690-100 have been developed as a more accurate method to measure connecting rod bearing clearances. The instructions below provide an overview of tool set-up and usage. For more detailed information, refer to the tool instruction sheets as supplied by the tool manufacturer.
J 43690 Rod Bearing Checking Tool
Scheme 684
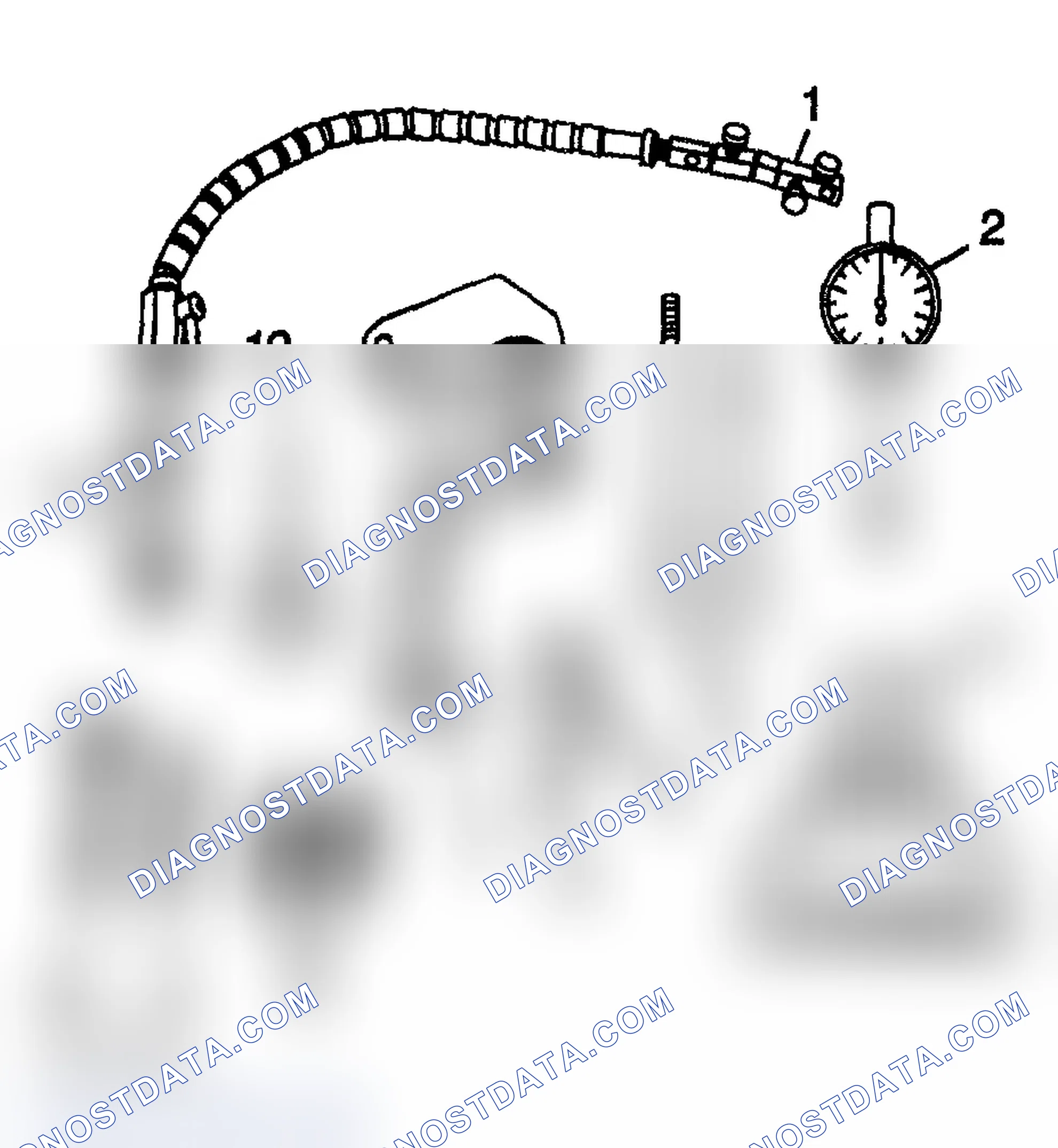
- J 43690-20 Swivel Base (1)
- J 43690-19 Dial Indicator (2)
- J 43690-2 Base (3)
- J 43690-5, -6 Handle (4)
- J 43690-10, -11 Foot (5)
- 280307 Screw (6)
- J 43690-1 Pivot Arm Assembly (7)
- J 43690-3, -7, -8 Screws (8)
- 280319 Screw (9)
- 280311 Screw (10)
- J 43690-17, -18 Adapter (11)
- 280310 Pin (12)
J 43690-100 Rod Bearing Checking Tool - Adapter Kit
Scheme 685
- J 43690-104 Spacer (1)
- J 43690-105 Retainer Plate (2)
- 505478 Bolt (3)
- 511341 Bolt (4)
- J 43690-106 Retainer Plate (5)
- J 43690-107 Cap (6)
- J 43690-102 Foot (7)
- J 43690-101 Pivot Arm Assembly (8)
- J 43690-103 Adapter (9)
- 505439 Adapter (10)
| IMPORTANT | The crankshaft must be secure with no movement or rotation in order to obtain an accurate reading. |
Scheme 686

Scheme 687
Scheme 688
- Rotate the crankshaft until the journal/connecting rod to be measured is in the 12 o'clock position.
- Remove a bearing cap and bolts (1).
- Remove the bearing half (2).
- Insert a piece of paper card stock onto the crankshaft journal.
- Install the bearing half (2) and cap and bolts (1). Refer to «Fastener Tightening Specifications»(ref-188498-S32902127152005090700000) .
- Install the following: 6.1. J 43690-2 (5) 6.2. J 43690-3 (4) 6.3. J 43690-101 (2) 6.4. 280310 (3) 6.5. J 43690-5 (1)
- Install the swivel base (1) and dial indicator (2).
- Adjust per the manufacturers instructions and measure the connecting rod bearing clearance. A connecting rod with a clearance in excess of 0.076 mm (0.003 in) is considered excessive. Service components as required.
Scheme 689

- Clean the crankshaft balancer in solvent.
- Clean the belt grooves of all dirt or debris with a wire brush.
- Dry the crankshaft balancer with compressed air.
- Inspect the crankshaft balancer for the following: Worn, grooved, or damaged hub seal surface A crankshaft balancer hub seal surface with excessive scoring, grooves, rust or other damage must be replaced. Minor imperfections on the hub seal surface may be removed with polishing compound or fine grade emery cloth. IMPORTANT: In order for the belt to track properly, the belt grooves should be free of all dirt or debris. Dirty or damaged belt grooves The balancer belt grooves should be free of any nicks, gouges, or other damage that may not allow the belt to track properly. Minor imperfections may be removed with a fine file. Worn, chunking or deteriorated rubber between the hub and pulley
Scheme 690

- Clean the flywheel in solvent.
- Dry the flywheel with compressed air.
- Inspect the automatic transmission flywheel for the following conditions: Damaged ring gear teeth Stress cracks around the flywheel-to-crankshaft bolt hole locations IMPORTANT: Do not attempt to repair the welded areas that retain the ring gear to the flywheel plate. Install a new flywheel. Welded areas that retain the ring gear onto the flywheel for cracking
Piston and Pin
| IMPORTANT | Replace the pistons and the pins that are damaged or show signs of excessive wear. The piston and the pin are a matched set. If service is required, replace the piston and the pin as an assembly. Do not wire brush any part of the piston. |
Scheme 691
Scheme 692
Scheme 693
Scheme 694
Scheme 695
Scheme 696
Scheme 697
- Clean the varnish from the piston and the pin with cleaning solvent.
- Dry the piston and the pin with compressed air.
- Clean the piston ring grooves with a suitable ring groove cleaning tool.
- Clean the oil lubrication holes and slots.
- Inspect the piston and the pin for the following: Cracks in the piston ring lands, the piston skirt, or the pin bosses Piston ring grooves for nicks, burrs, or warpage which may cause the piston ring to bind MINOR imperfections may be removed from the piston with a fine file. Scuffed or damaged skirts (2) Eroded areas at the top of the piston (1) Scoring to the piston pin bore (3) or the piston pin IMPORTANT: Measurements of components should be taken with the components at normal room temperature.
- Measure the piston ring-to-piston ring groove side clearance. 6.1. Insert the edge of the piston ring into the piston ring groove. 6.2. Roll the piston ring completely around the piston. If binding is caused by a distorted piston ring groove, MINOR ring groove imperfections may be removed with a fine file. If binding is caused by a distorted piston ring, replace the piston ring.
- Measure the piston ring side clearance with a feeler gage.
- If side clearance is not within specifications, try another piston ring set. Refer to «ENGINE MECHANICAL SPECIFICATIONS»(ref-188498-S24298136122005090700000) .
- If proper piston ring-to-piston ring groove side clearance cannot be achieved, replace the piston and pin assembly.
- To determine piston pin-to-bore clearance, use a micrometer and measure the piston pin.
- To determine piston pin-to-bore clearance, use an inside micrometer and measure the piston pin bore. IMPORTANT: The piston and pin are a matched set. If the clearance is not within specifications, replace the piston and pin as an assembly.
- To determine the proper piston pin-to-bore clearance, subtract the piston pin diameter from the piston pin bore diameter. Refer to «ENGINE MECHANICAL SPECIFICATIONS»(ref-188498-S24298136122005090700000) .
Connecting Rod and Bearings
| IMPORTANT | The powdered metal connecting rod and cap are machined for the proper clearances. The connecting rod and the cap must be used as an assembly with no repair or modifications to either mating surface. |
Do not attempt to repair the connecting rod or the cap mating surfaces. If service is required, the connecting rod and the cap must be replaced as an assembly.
Scheme 698
Scheme 699

Scheme 700

Scheme 701
Scheme 702
Scheme 703
- Clean the connecting rod and the cap in solvent. IMPORTANT: Replace the connecting rod if the bolt hole threads are damaged. Do not attempt to repair the bolt hole threads of the connecting rod.
- Clean the connecting rod threaded bolts holes. CAUTION: Refer to «SAFETY GLASSES CAUTION»(ref-175132-S23208358672005041500000) in Cautions and Notices.
- Dry the connecting rod with compressed air.
- Inspect the connecting rod for the following: Twisting Nicks or gouging in the bearing bore Damage to the bearing locating slots in the bearing bore Proper fit of the connecting rod and the cap mating surfaces
- Measure the connecting rod bearing bore for out-of-round. If the measurement exceeds 0.008 mm (0.0003 in), replace the connecting rod assembly.
- Inspect the connecting rod bearings for craters or pockets. Flattened sections on the bearing halves also indicate fatigue.
- Inspect the connecting rod bearings for excessive scoring or discoloration.
- Inspect the connecting rod bearings for dirt or debris imbedded into the bearing material.
- Inspect the connecting rod bearings for improper seating indicated by bright, polished sections of the bearing.
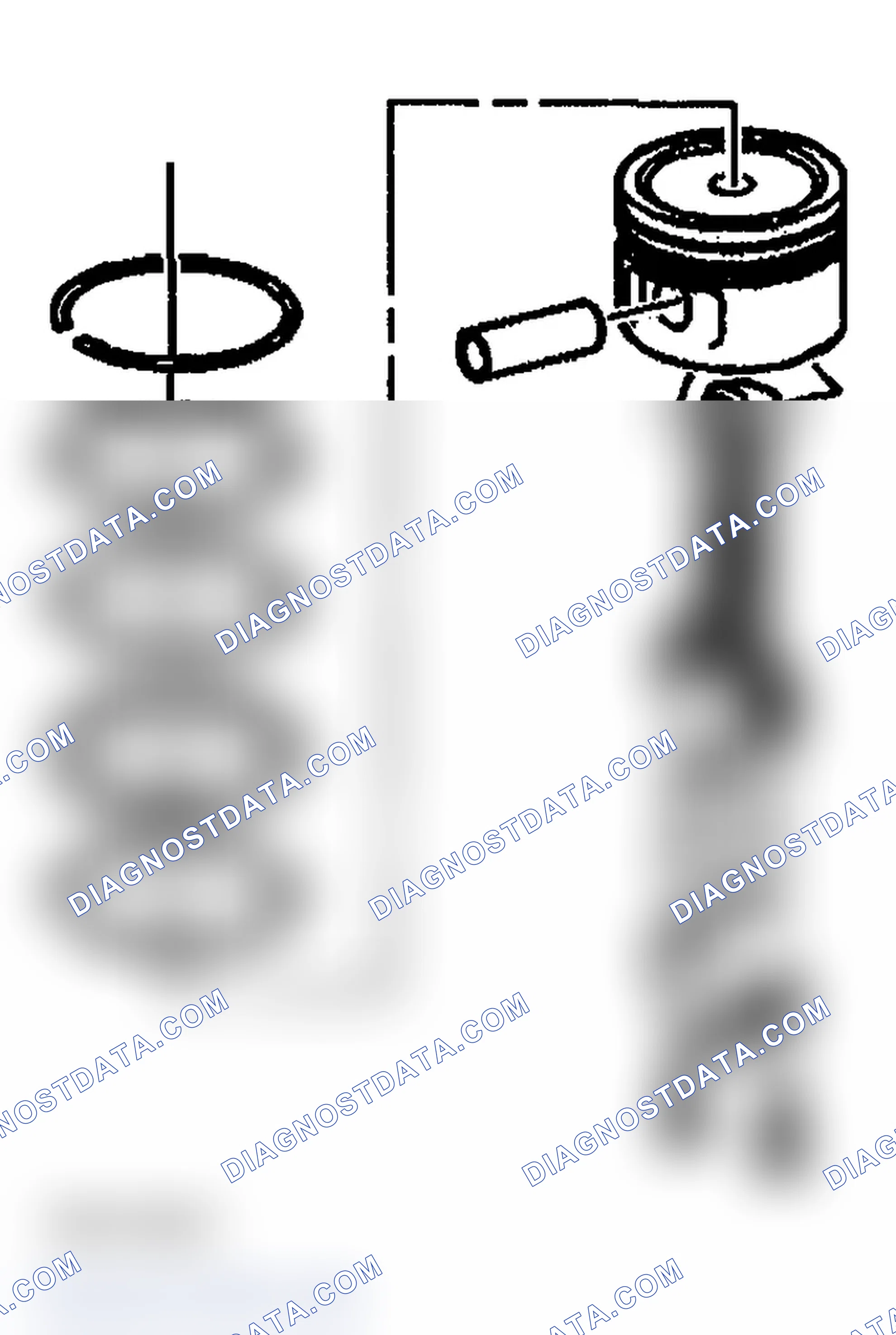
Measuring Piston Ring End Gap
| IMPORTANT | Do not attempt to file the end of the piston ring for fit in the cylinder bore. Measure the piston ring in the cylinder in which the piston ring will be used. |
Scheme 704
- Place the piston ring into the cylinder bore.
- Push the piston ring into the bore 6.5 mm (0.25 in) below the piston ring travel area.
- Insert a feeler gage and measure the piston ring end gap. Refer to «ENGINE MECHANICAL SPECIFICATIONS»(ref-188498-S24298136122005090700000) .
Measuring Camshaft Lobe Lift
| IMPORTANT | Measuring camshaft lobe lift is a procedure used to determine if the camshaft lobes have worn. |
This test is to be performed prior to engine disassembly and with the camshaft and valve train components installed in the engine.
Scheme 705
- Measure camshaft lobe lift using J 8520 .
- Remove the valve rocker arms and bolts.
- Install the dial indicator mounting stud into the valve rocker arm bolt hole.
- Assemble the components of the J 8520 and position onto the stud.
- Position the shaft of the dial indicator onto the end of the pushrod.
- Rotate the face of the dial indicator to zero.
- Slowly rotate the crankshaft clockwise until the dial indicator obtains its highest and lowest readings.
- Compare the total lift shown to specifications: The proper lobe lift for 5.3L intake lobes is 6.82 mm (0.268 in). The proper lobe lift for 5.3L exhaust lobes is 6.96 mm (0.274 in).
Valve Guide Reaming/Valve and Seat Grinding
Tools Required
J 37378-1 Valve Guide Reamer
Valve Guide Reaming
| IMPORTANT | Excessive valve stem-to-guide clearance may cause a noisy valve train, premature valve stem oil seal wear, component damage, and/or excessive engine oil consumption. Insufficient valve stem-to-guide clearance will result in noisy or sticking valves. Valves that are too tight may disturb engine smoothness or lead to component damage. |
Scheme 706
Scheme 707
Scheme 708
Scheme 709
Scheme 710
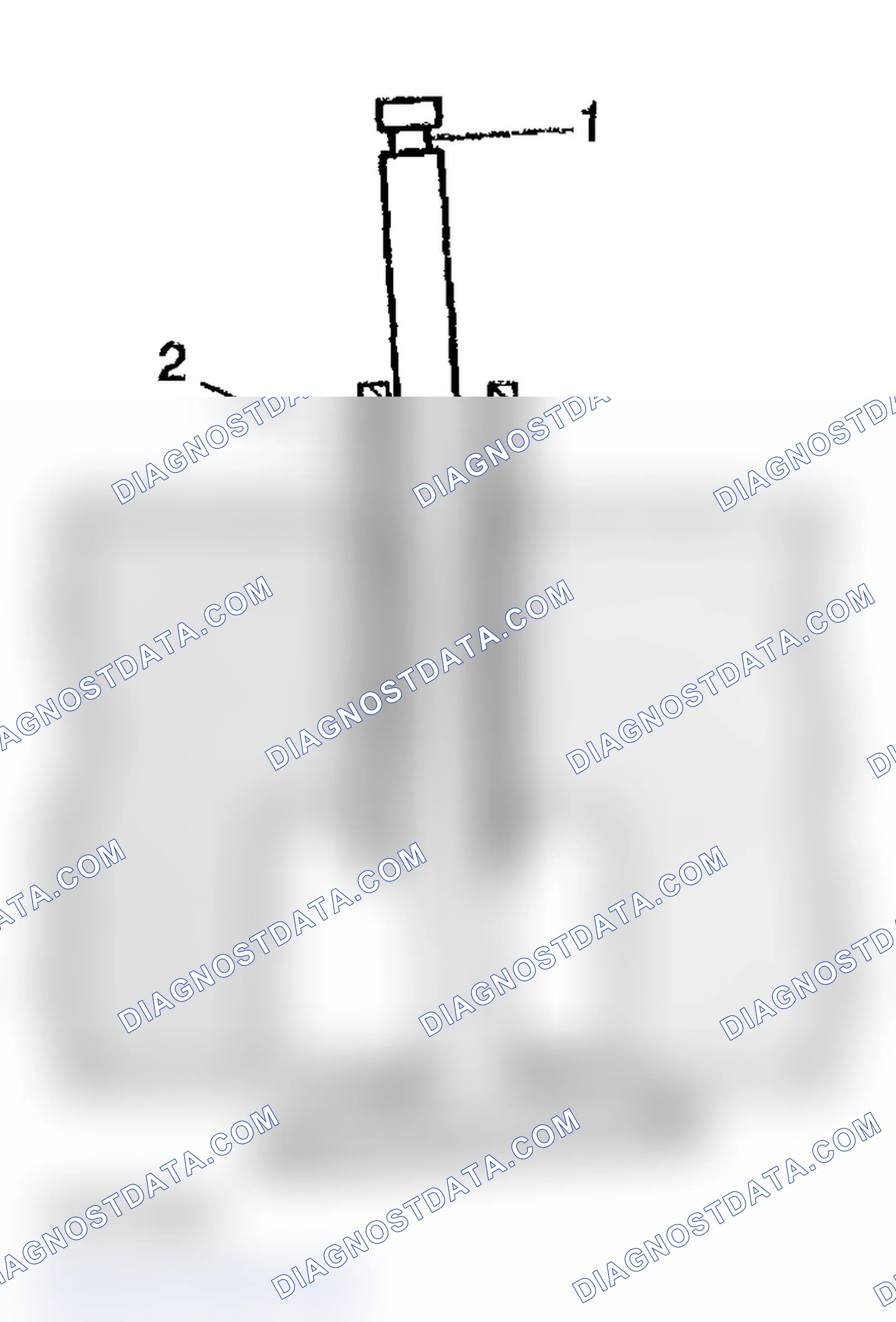
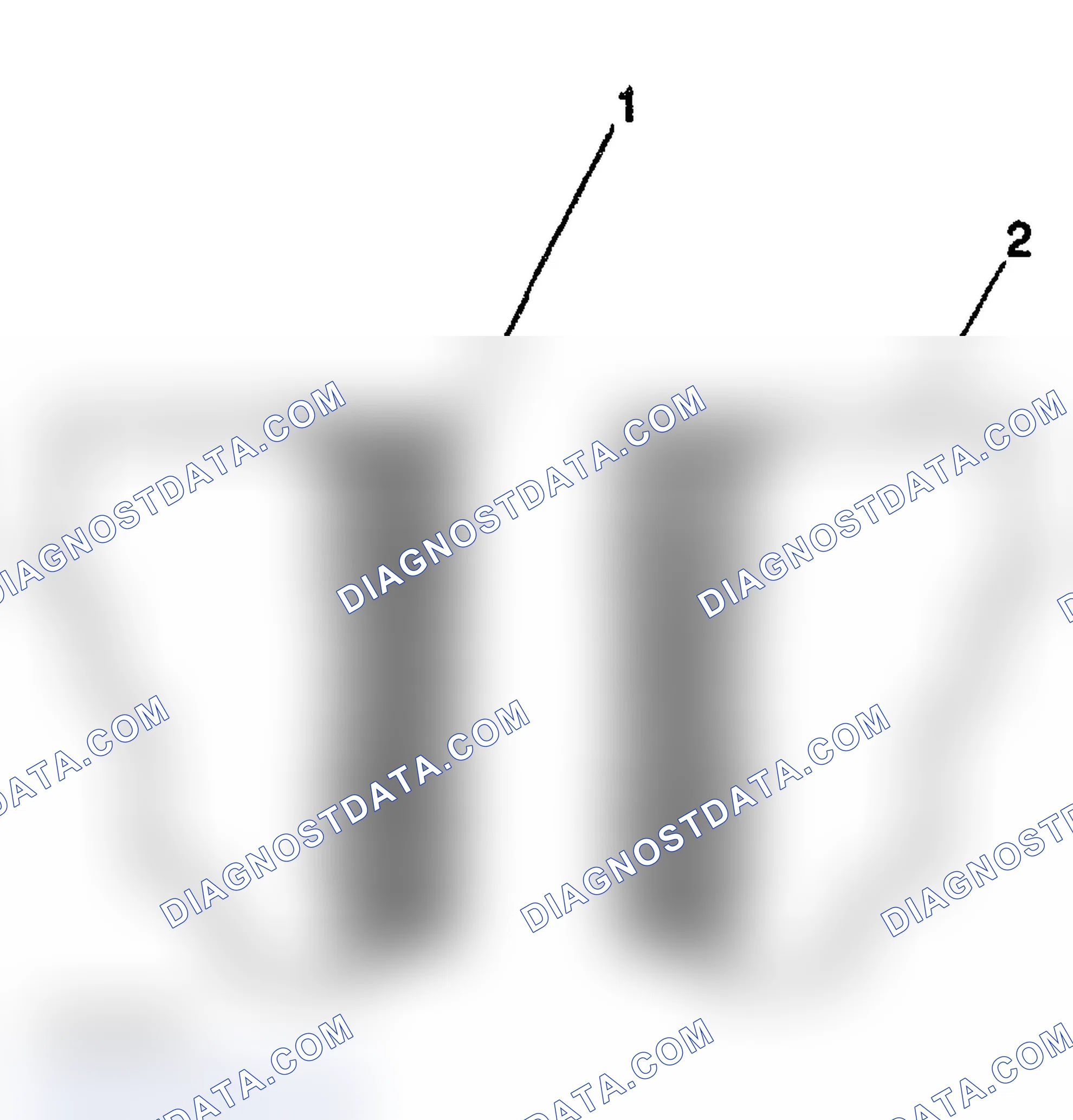
- Measure the valve stem-to-guide clearance using a dial indicator. Position the tip of the dial indicator at the top of the valve guide. Valve stem-to-guide clearance may also be obtained by using a micrometer to measure the valve stem diameter and a ball type measuring gage to measure the guide bore.
- A valve stem (1) and guide (2) with excessive clearance must be replaced or the components replaced. Refer to «ENGINE MECHANICAL SPECIFICATIONS»(ref-188498-S24298136122005090700000) .
- Inspect the valve stems for excessive scoring, wear, or warpage. A valve stem that has excessive scoring (3 or 4) or wear (4 or 6) must be replaced. A valve guide that is worn and has excessive stem-to-guide clearance should be reamed and valves with oversize stems installed.
- Measure the valve stem diameter. A valve stem with a diameter less than 7.95 mm (0.313 in) must be replaced. If the valve stem diameter is within specifications, and the stem-to-guide clearance is excessive, the valve guide must be reamed oversize and a valve with oversize stem installed.
- Ream the valve guide using the J 37378-1.
- Clean the guide bore of all metal shavings and debris.
- Install the valve (2), with oversize stem, into the cylinder head (1).
- Inspect the valve for the proper fit. Move the valve back and forth in the guide. The valve should move freely with no resistance or drag.
Valve and Seat Grinding
| IMPORTANT | Reconditioning the valve seats is very important. The seating of the valves must be perfect for the engine to deliver optimum power and performance. Several different types of equipment are available for grinding valve seats. Another important factor is the cooling of the valve head. Good contact between the valve and the seat will ensure that heat will be properly dissipated. The recommendations of the manufacturer of the equipment should be followed carefully to obtain the proper results. Regardless of what type of equipment is used, it is essential that valve guide bores be free from carbon or dirt to ensure proper centering of the tool pilot in the guide. Valves that are pitted must be refaced to the proper angle. Valve stems that show excessive wear, or valves that are warped excessively must be replaced. When a valve head that is warped excessively is refaced, a knife edge may be ground on part or all of the valve head due to the amount of metal that must be removed. Knife edges lead to breakage, burning or pre-ignition due to heat localizing on this knife edge. If the edge of the valve head is less than 1.25 mm (0.05 in) after grinding, replace the valve. Several different types of equipment are available for refacing valves. The recommendation of the manufacturer of the equipment should be carefully followed to obtain the proper results. DO NOT reface intake valves. Intake valves with excessive wear or damage MUST be replaced. |
Scheme 711
Scheme 712
Scheme 713

Scheme 714

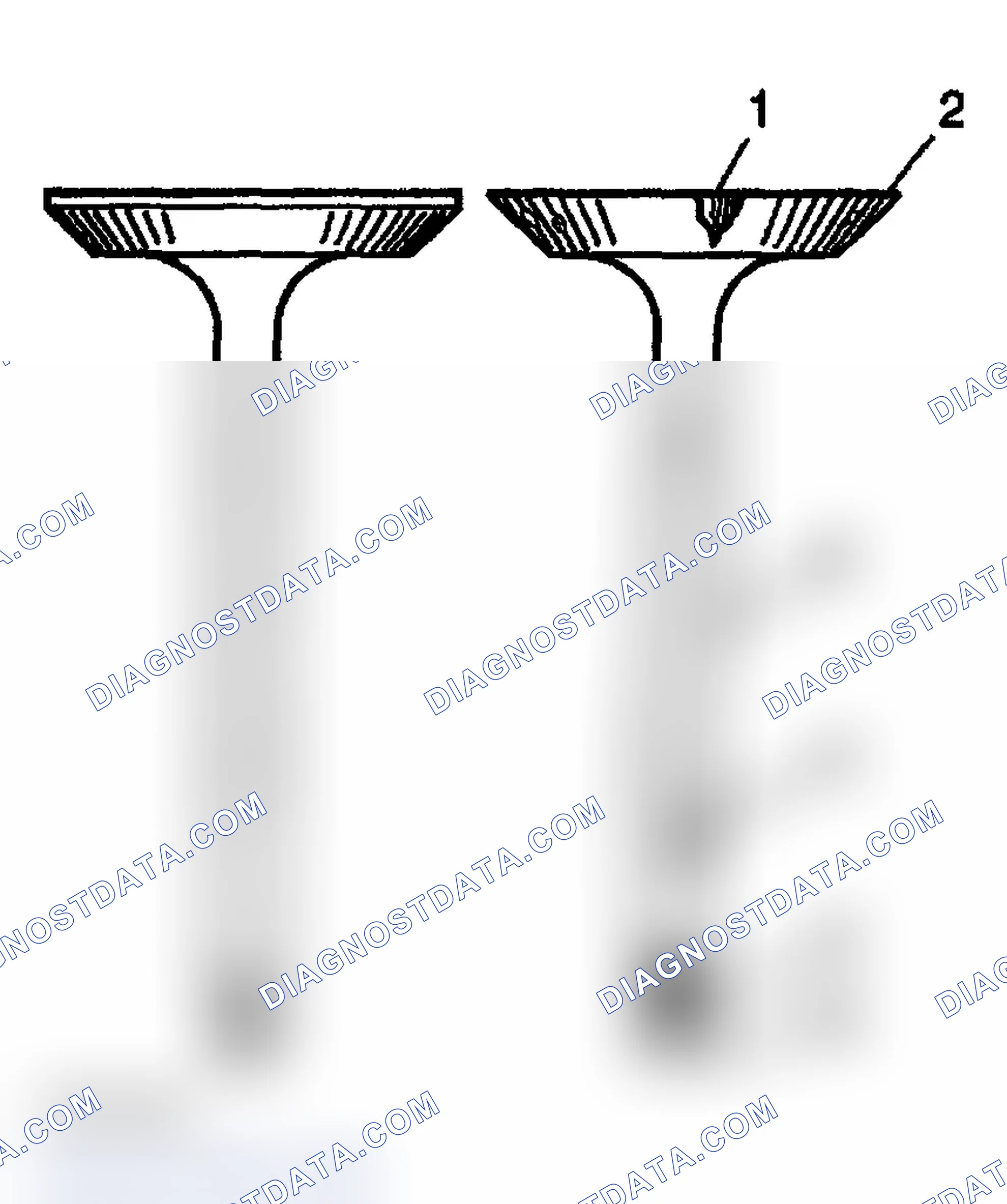
- Inspect the valve for the following: Burnt or eroded areas (1) A worn margin (2) A bent stem (3) A worn or scored stem, (4) A worn key groove (5) A worn stem tip (6)
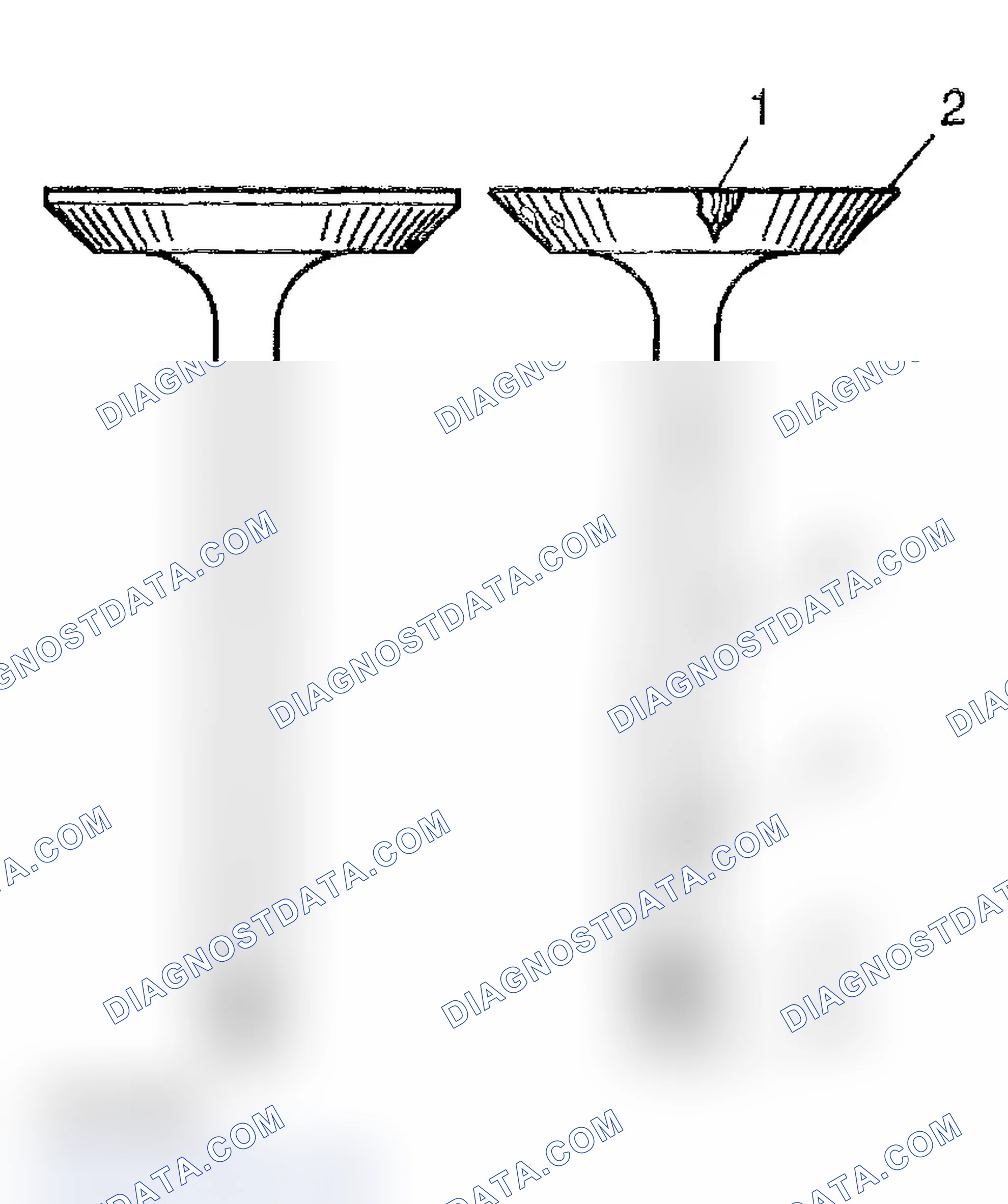
- Inspect the valve face for the following: Worn or no margin (1 or 4) Pitted surfaces (2) Burnt or eroded areas (3)
- Inspect the valve margin. The exhaust valve may be refaced if the margin is greater than 1.25 mm (0.05 in) thick before grinding.
- Reface pitted exhaust valves on a suitable valve refacing machine.
- Replace the valve if the margin is less than 1.25 mm (0.05 in) thick after grinding.
- If the valve face has been ground, it may be necessary to shim the valve spring to obtain the proper spring installed height. Refer to «CYLINDER HEAD DISASSEMBLE»(ref-188498-S32411972352005090700000) .
- Inspect for a loose valve seat (8 or 11) in the cylinder head (1). The valve seat has an interference fit to the cylinder head.
- Clean the valve guide (6) bores with a suitable tool. Remove all carbon or dirt from the bores. The valve guide must be clean for the seat grinding tool to obtain proper results.
- Grind the valve seat. The recommendations of the manufacturer of the equipment should be followed carefully to obtain the proper results. Regardless of what type of equipment is used, it is essential that valve guide bores be free from carbon or dirt to ensure proper centering of the tool pilot in the guide.
- Inspect the valve seats. The valve seats should be concentric to within 0.05 mm (0.0021 in) total indicator reading. If the valve seat has been ground, it may be necessary to shim the valve spring to attain the proper spring installed height. Refer to «CYLINDER HEAD DISASSEMBLE»(ref-188498-S32411972352005090700000) .
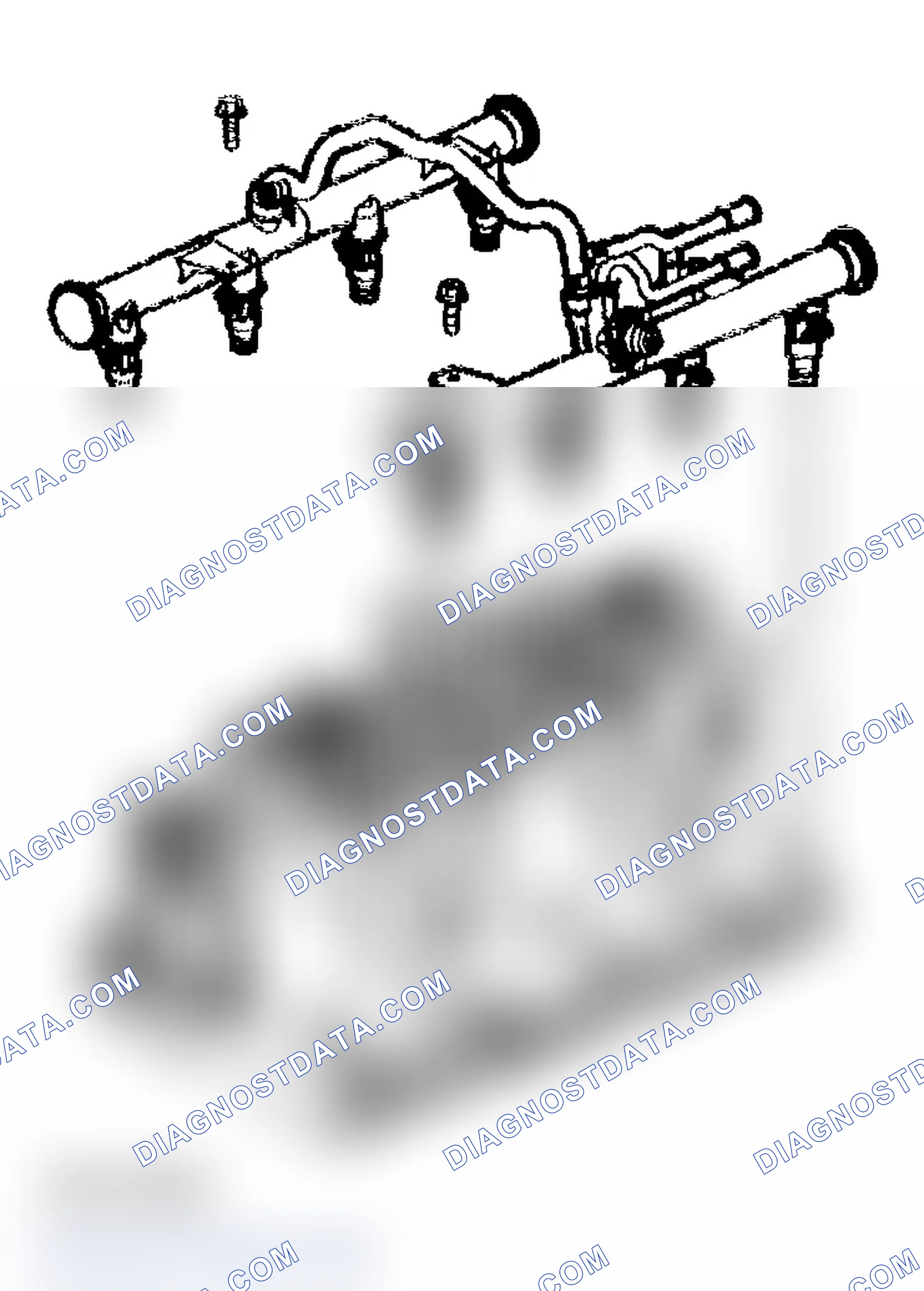
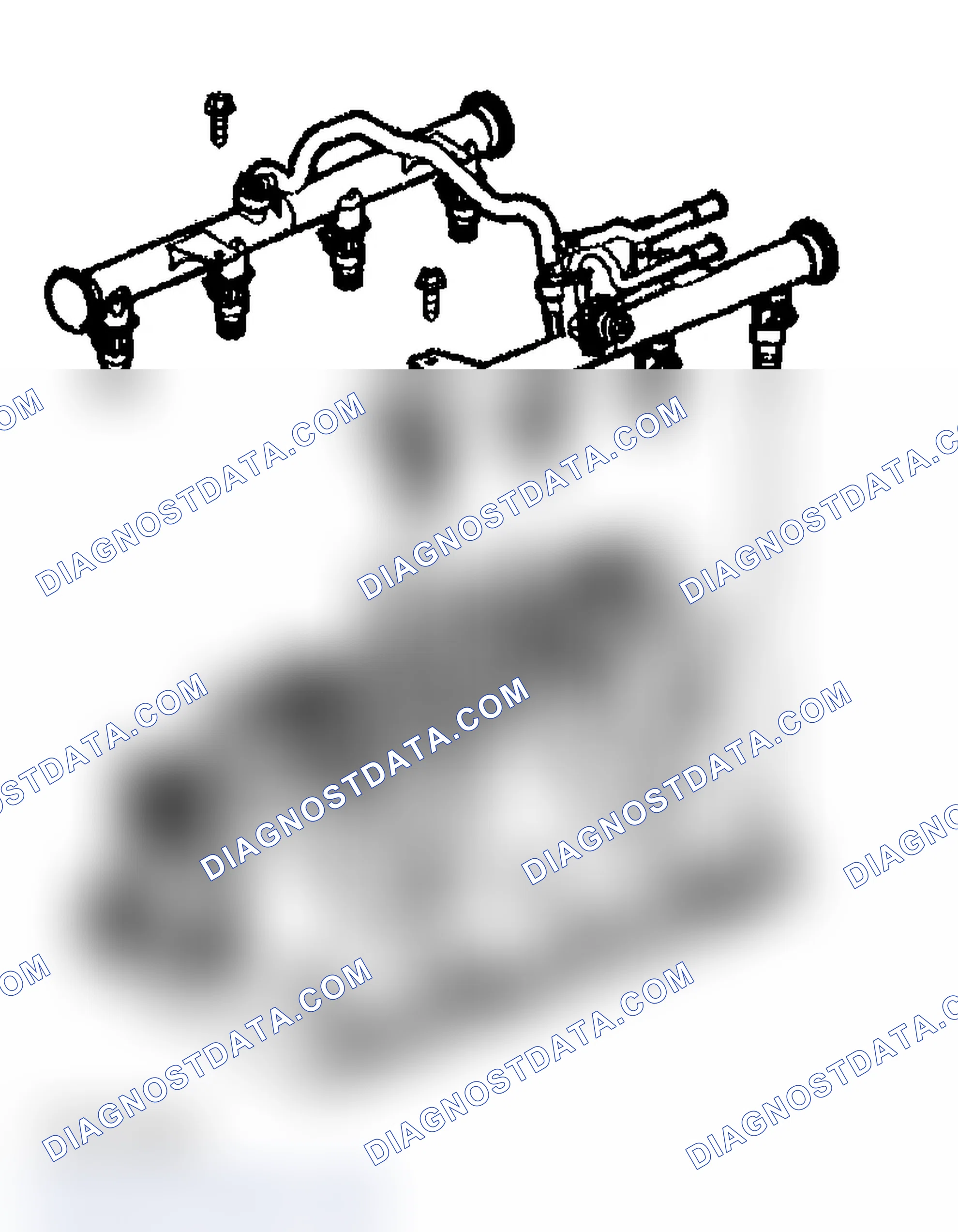
| IMPORTANT | Do not use the intake manifold-to-cylinder head sealing gaskets again. |
Scheme 715

Scheme 716
Scheme 717
Scheme 718
Scheme 719
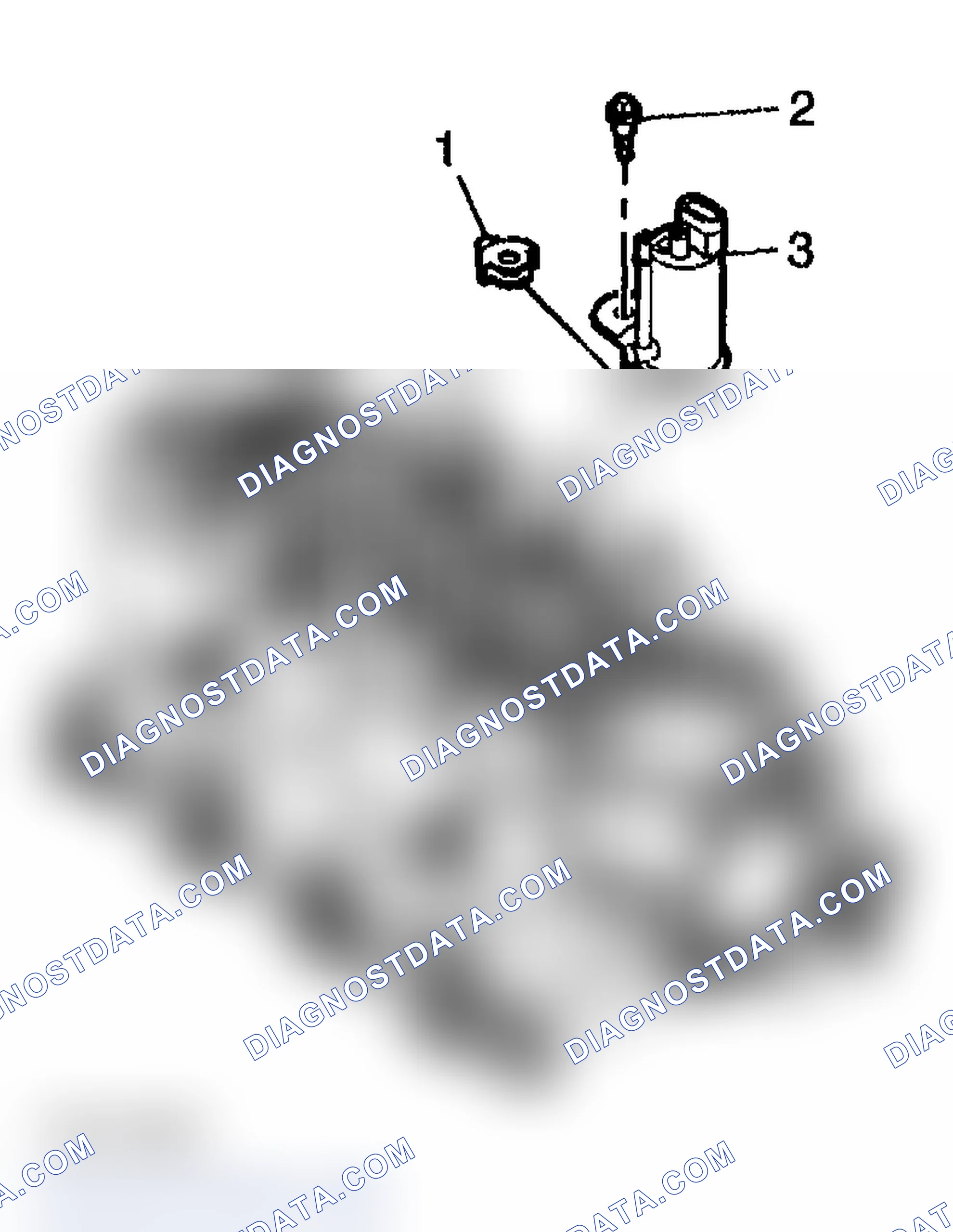
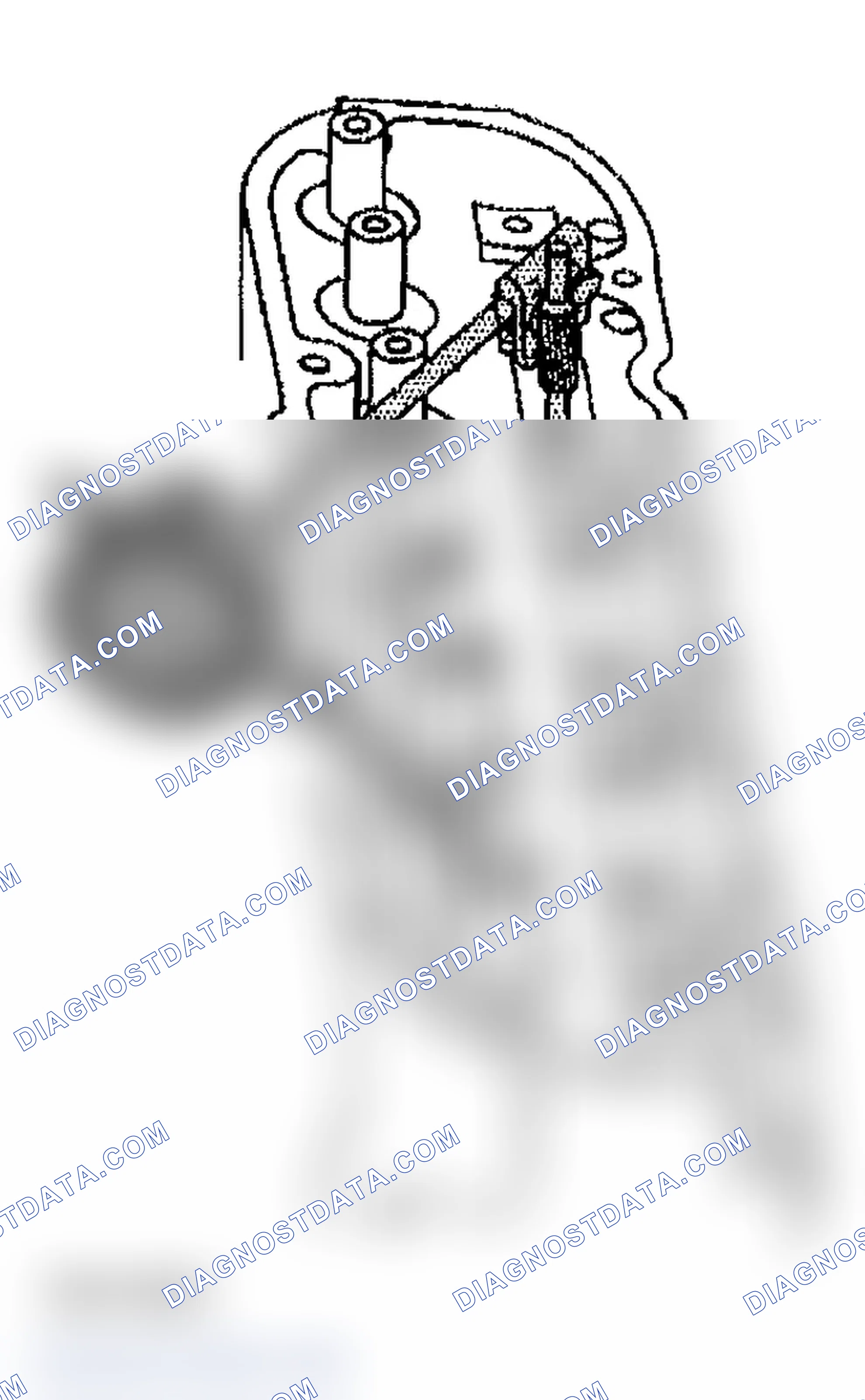
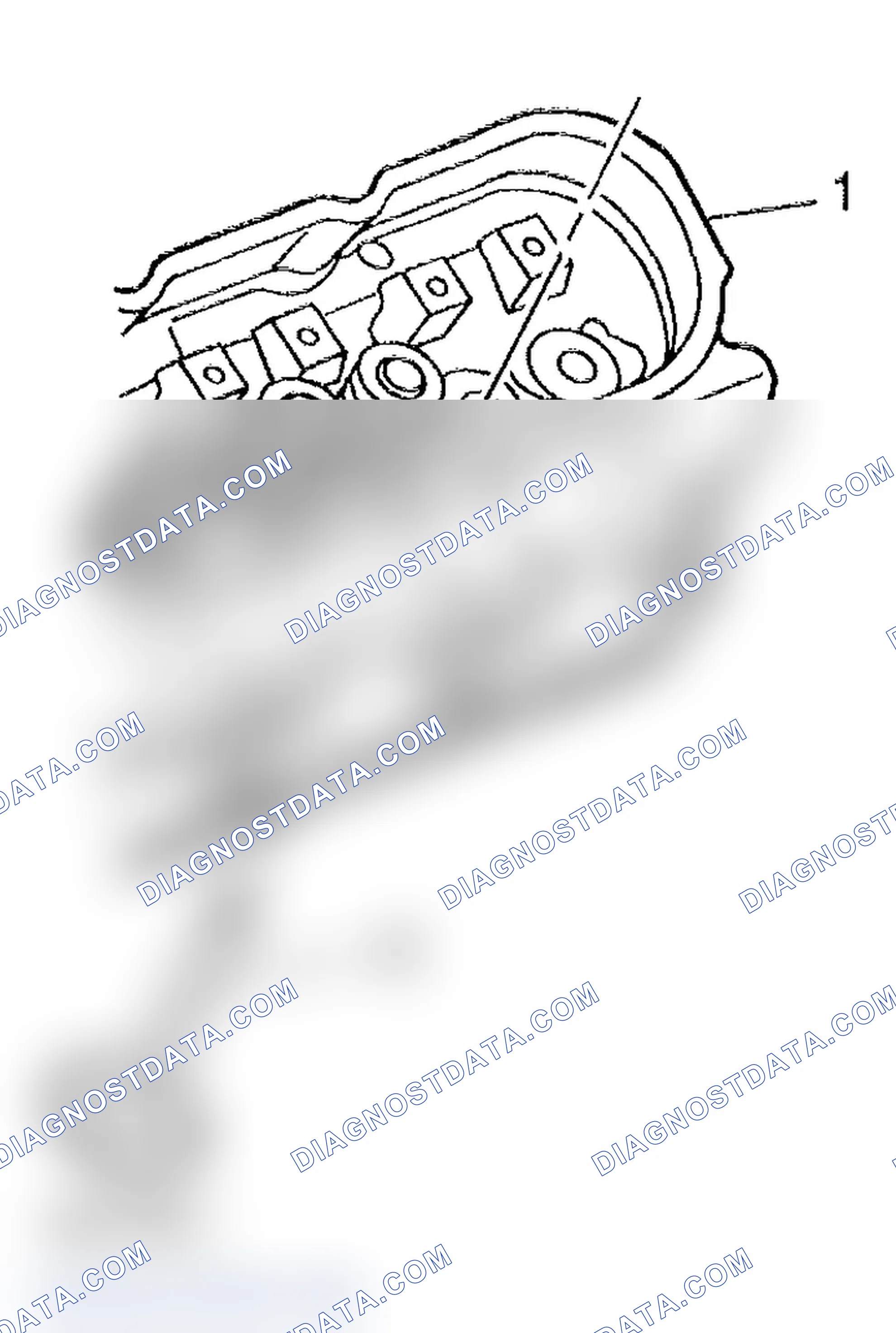
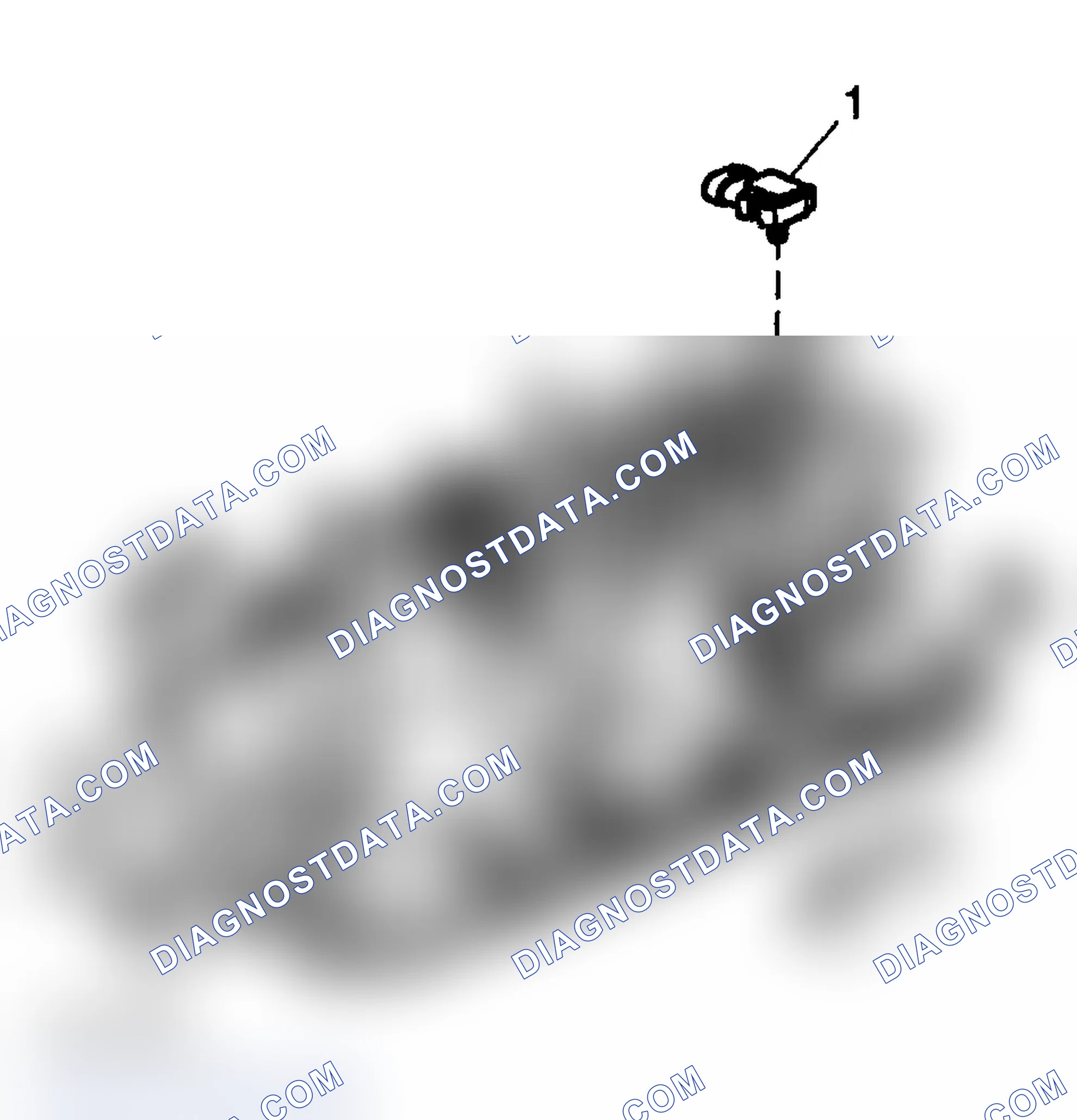
- Remove the manifold absolute pressure (MAP) sensor (1) from the rear of the intake. The MAP sensor is to be installed upon completion of the cleaning and inspection procedures.
- Inspect the sealing grommet on the MAP sensor. The grommet should not be torn or damaged.
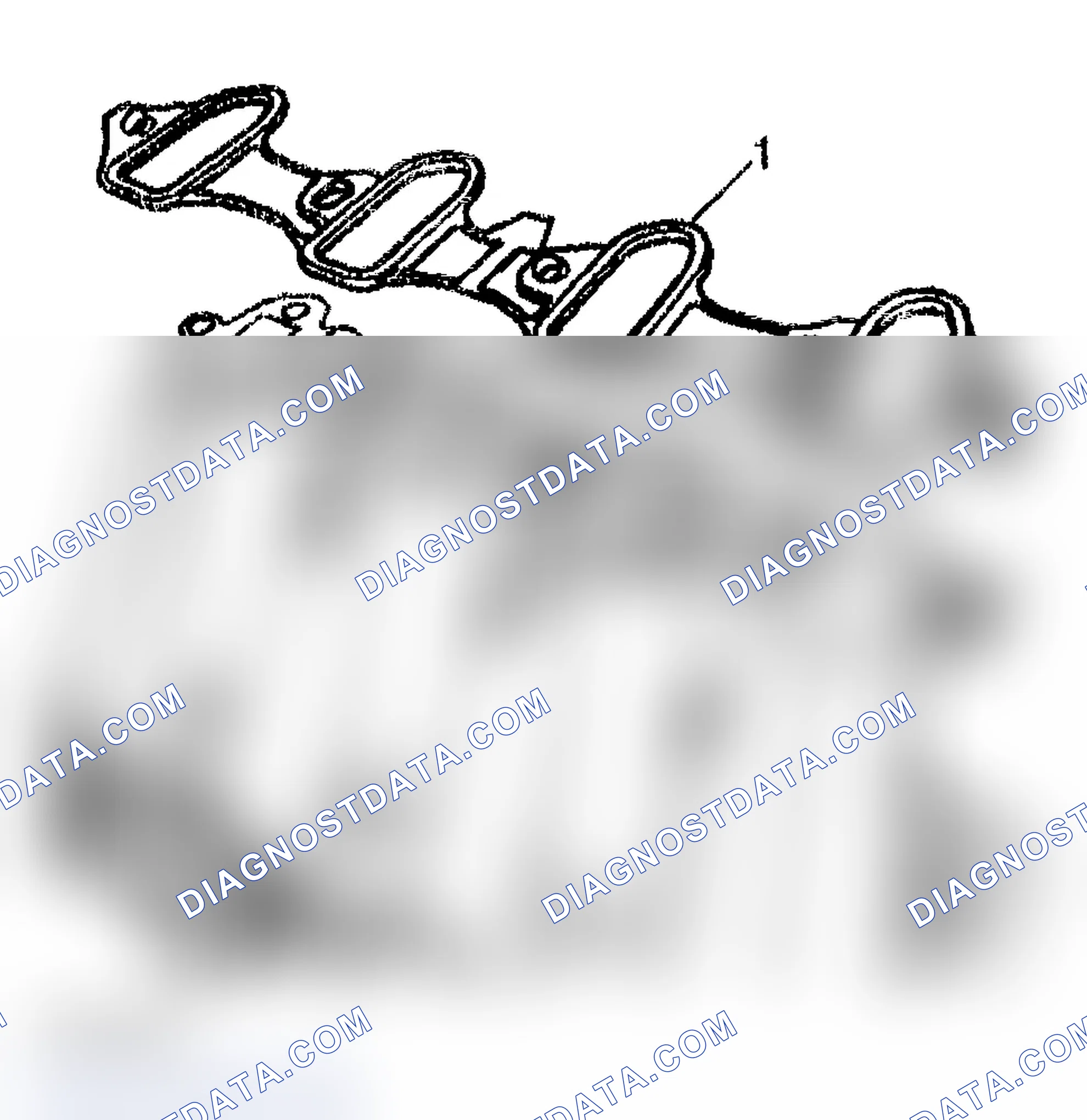
- Remove and discard the intake manifold-to-cylinder head gaskets (1).
- Remove the fuel rail with injectors. Refer to «FUEL RAIL AND INJECTORS REMOVAL»(ref-188498-S27657788422005090700000) .
- Remove the throttle body and gasket. Refer to «THROTTLE BODY REMOVAL»(ref-188498-S00195684292005090700000) .
- Remove the evaporative emissions (EVAP) purge solenoid (3), bolt (2), and isolator (1).
- Clean the intake manifold in solvent. Clean the intake manifold gasket surfaces. Clean the intake manifold internal passages. CAUTION: Refer to «SAFETY GLASSES CAUTION»(ref-175132-S23208358672005041500000) in Cautions and Notices.
- Dry the intake manifold with compressed air.
Scheme 720
Scheme 721
Scheme 722
Scheme 723
Scheme 724

- Inspect the throttle body studs and threaded inserts for looseness or damaged threads.
- Inspect the wire harness stud and threaded insert for looseness or damaged threads.
- Inspect the fuel rail bolt inserts for looseness or damaged threads.
- Inspect the intake manifold vacuum passages for debris or restrictions.
- Inspect for damaged or broken vacuum fittings, damaged MAP sensor (1) mounting bore, or broken MAP sensor retaining tabs.
- Inspect the composite intake manifold assembly for cracks or other damage. Inspect the areas between the intake runners.
- Inspect all the gasket sealing surfaces for damage.
- Inspect the fuel injector bores for excessive scoring or damage.
- Inspect the intake manifold cylinder head deck for warpage. 9.1. Locate a straight edge across the intake manifold cylinder head deck surface. Position the straight edge across a minimum of two runner port openings. 9.2. Insert a feeler gage between the intake manifold and the straight edge. A intake manifold with warpage in excess of 3 mm (0.118 in) over a 200 mm (7.87 in) area is warped and should be replaced.
- Install the MAP sensor (1). NOTE: Refer to «FASTENER NOTICE»(ref-175132-S17785009232005041500000) in Cautions and Notices.
- Install the EVAP solenoid, bolt, and isolator. Tighten Tighten the EVAP solenoid bolt to 10 N.m (89 lb in).
Thread Repair
Tools Required
- J 42385-100 Head/Main Bolt Thread Repair Kit
- J 42385-200 General Threads Kit
- J 42385-300 Fixtures/Hardware Kit
General Thread Repair
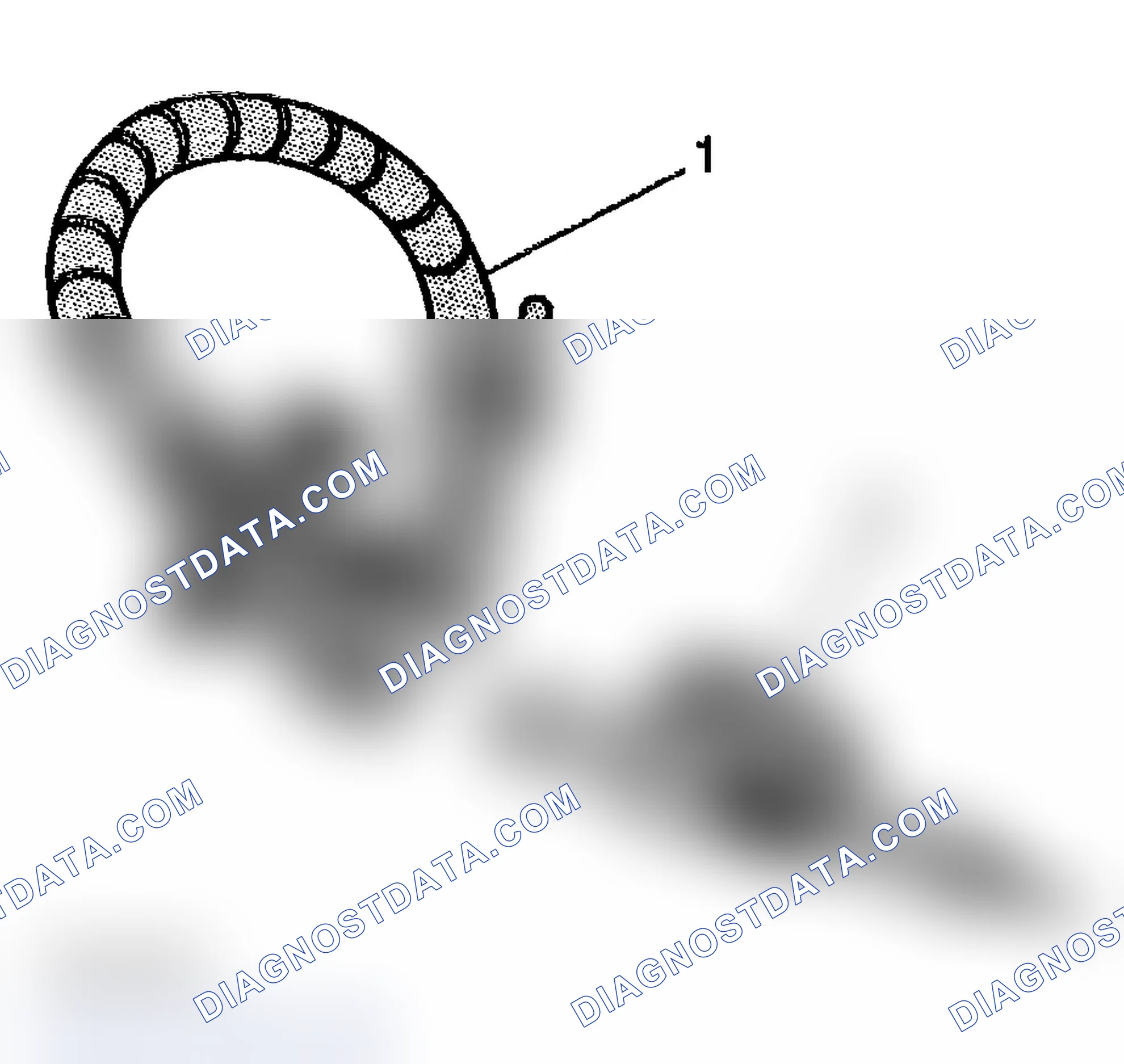
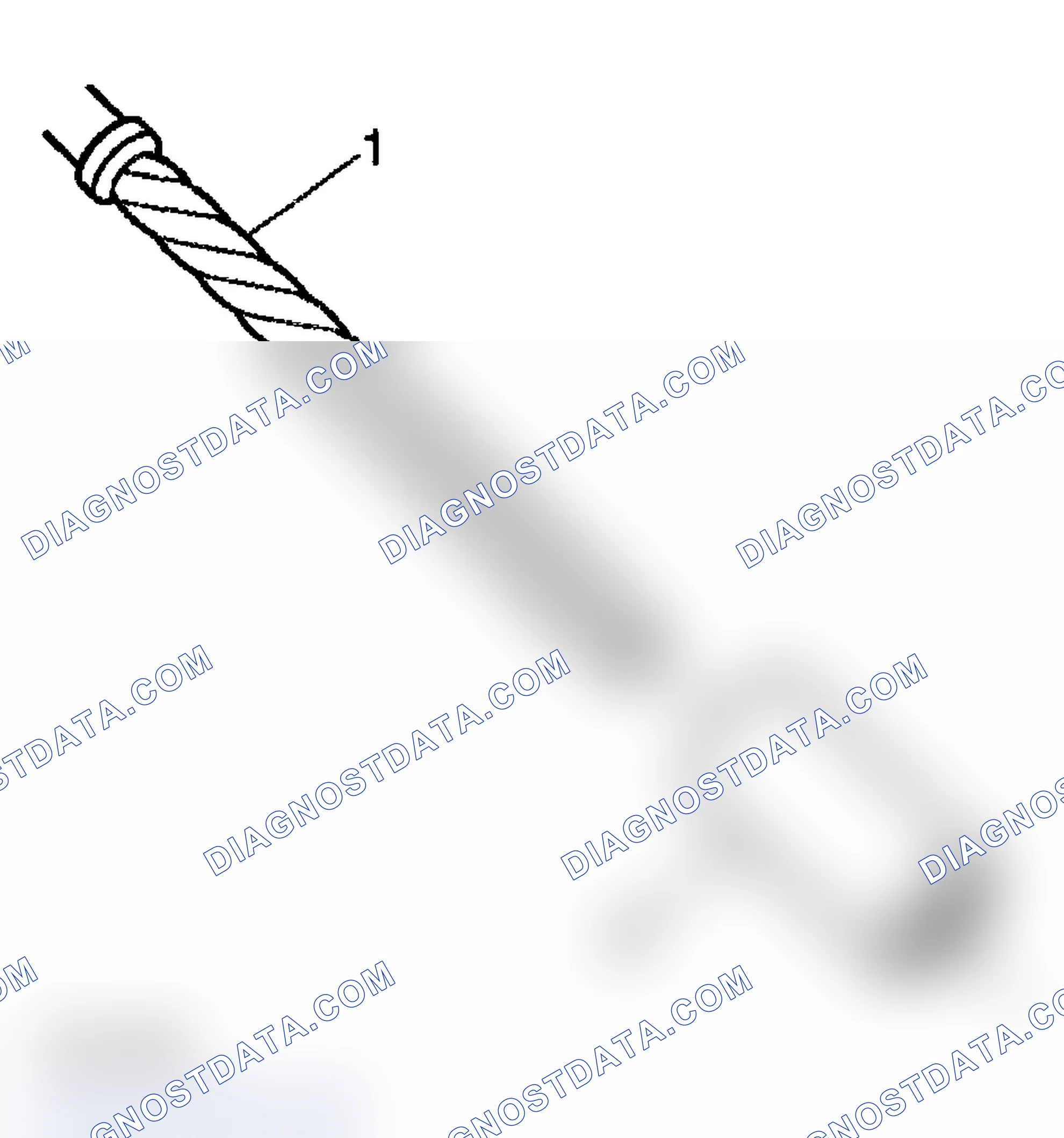
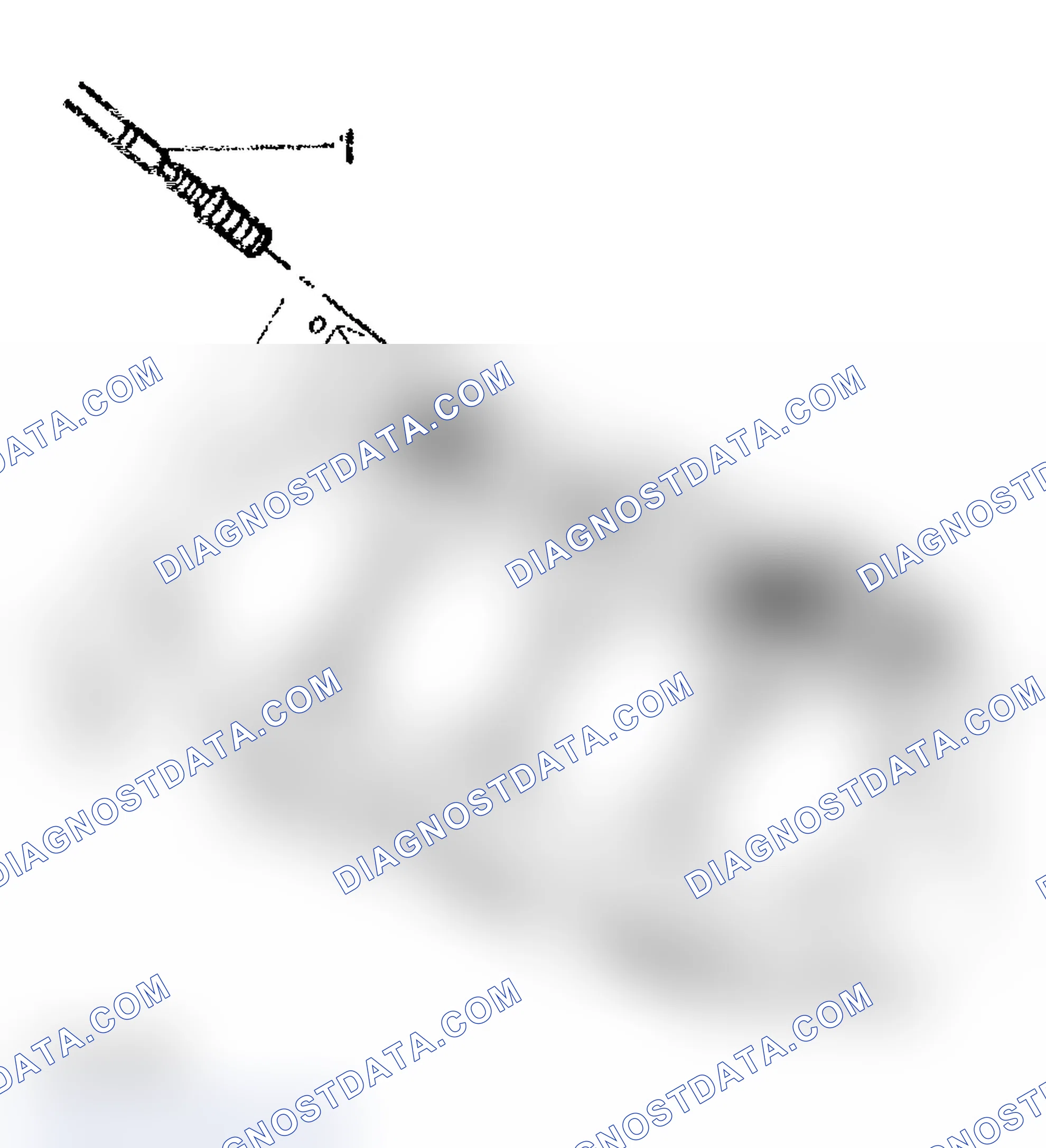
The thread repair process involves a solid, thin walled, self-locking, carbon steel, bushing type insert (1). During the bushing installation process, the driver tool expands the bottom external threads of the insert into the base material (2). This action mechanically locks the insert in place. Also, when installed to the proper depth, the flange of the insert will be seated against the counterbore of the repaired hole.
Scheme 725
| CAUTION | Refer to SAFETY GLASSES CAUTION in Cautions and Notices. |
| IMPORTANT | The use of a cutting type fluid GM P/N 1052864 (Canadian P/N 992881), WD 40®, or equivalent is recommended when performing the drilling, counterboring, and tapping procedures. |
Driver oil MUST be used on the installer driver tool.
The tool kits are designed for use with either a suitable tap wrench or drill motor.
Scheme 726
Scheme 727

Scheme 728
Scheme 729

Scheme 730
Scheme 731
Scheme 732
Scheme 733
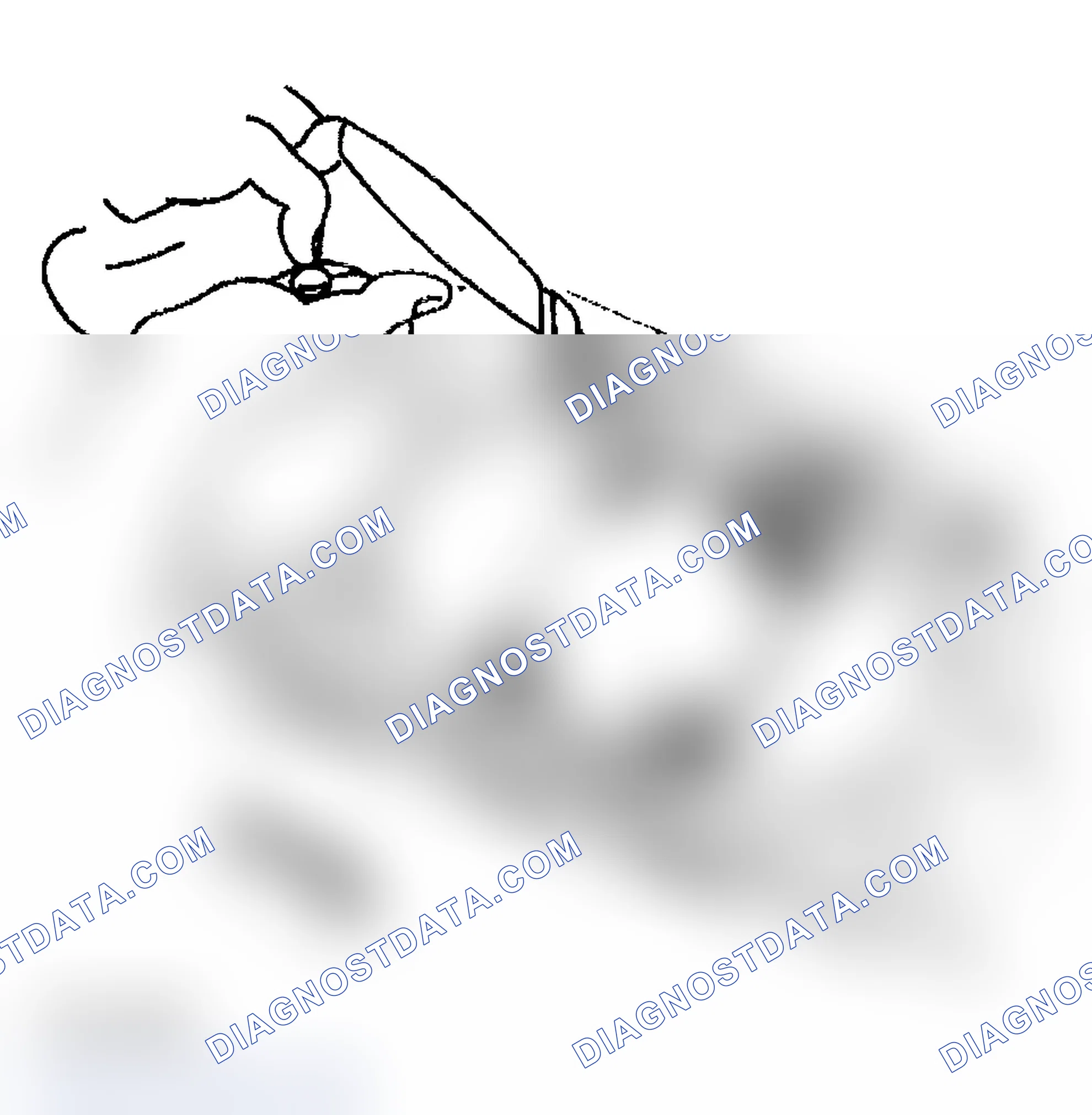
- Drill out the threads of the damaged hole (1). M6 inserts require a minimum drill depth of 15 mm (0.59 in). M8 inserts require a minimum drill depth of 20 mm (0.79 in). M10 inserts require a minimum drill depth of 23.5 mm (0.93 in).
- Using compressed air, clean out any chips.
- Counterbore the hole to the full depth permitted by the tool (1).
- Using compressed air, clean out any chips.
- Using a tap wrench (2), tap the threads of the drilled hole. M6 inserts require a minimum tap depth of 15 mm (0.59 in). M8 inserts require a minimum tap depth of 20 mm (0.79 in). M10 inserts require a minimum tap depth of 23.5 mm (0.93 in).
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the hole.
- Using compressed air, clean any cutting oil and chips out of the hole. IMPORTANT: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert.
- Lubricate the threads of the installer tool (2) with the driver oil (1).
- Install the insert (2) onto the driver tool (1).
- Apply threadlock LOCTITE™ 277, J 42385-109 (1) , or equivalent to the insert OD threads (2).
- Install the insert (2) into the hole. Install the insert until the flange of the insert contacts the counterbored surface. Continue to rotate the installer tool (1) through the insert. The installer tool will tighten up before screwing completely through the insert. This is acceptable. You are forming the bottom threads of the insert and mechanically locking the insert to the base material threads.
- Inspect the insert for proper installation into the hole. A properly installed insert (1) will be either flush or slightly below flush with the surface of the base material (2).
Scheme 734
Scheme 735
Scheme 736
Scheme 737
Scheme 738
Scheme 739
Scheme 740

Scheme 741
Scheme 742
Scheme 743
Scheme 744
Scheme 745
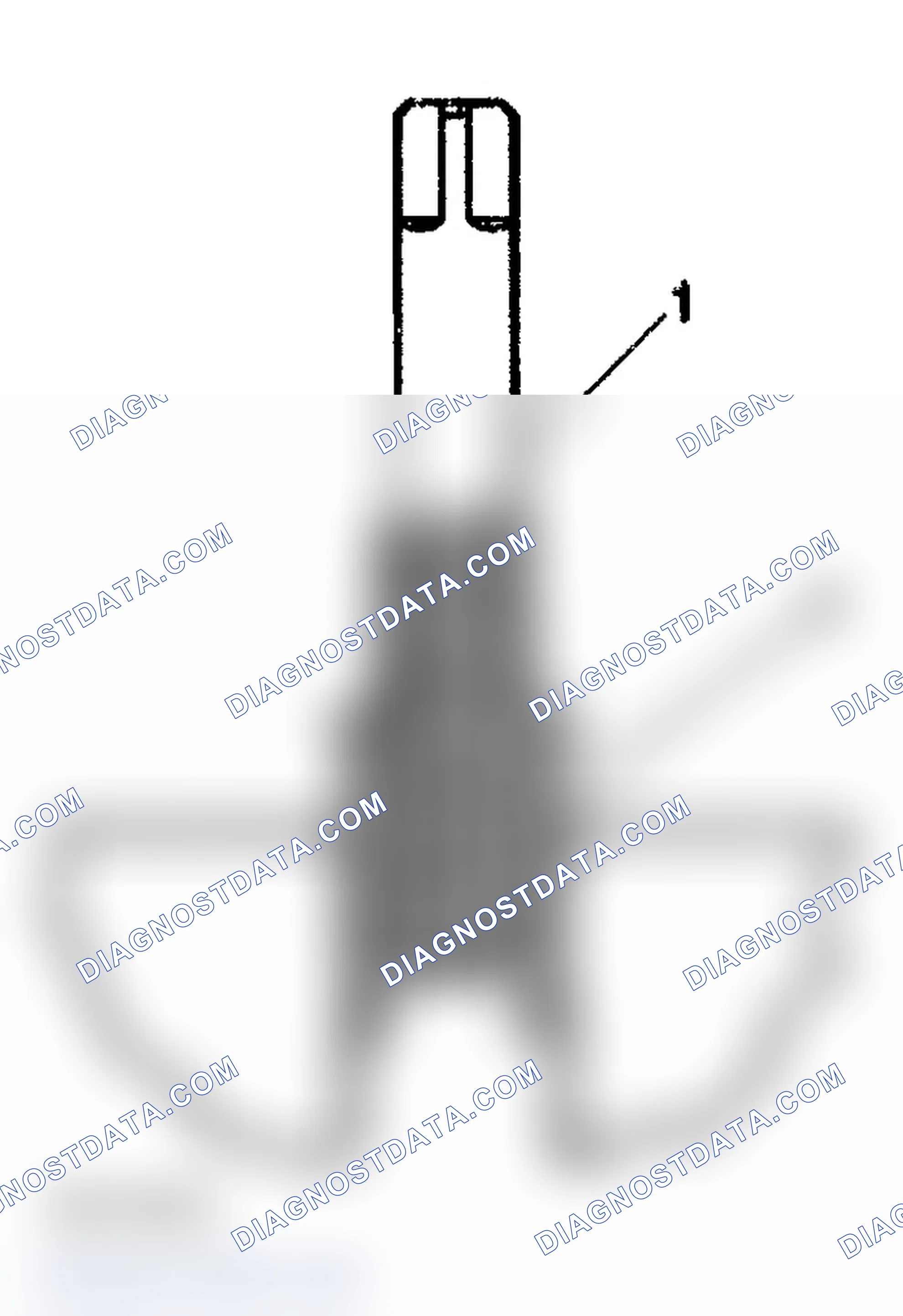
- The cylinder head bolt hole thread repair kit consists of the following items: The drill (1) The tap (2) The installer (3) The sleeve (4) The alignment pin (5) The bushing (6) The bolts (7) The fixture plate (8) CAUTION: Refer to «SAFETY GLASSES CAUTION»(ref-175132-S23208358672005041500000) in Cautions and Notices. IMPORTANT: The use of a cutting type fluid GM P/N 1052864 (Canadian P/N 992881), WD 40®, or equivalent is recommended when performing the drilling and tapping procedures. Driver oil MUST be used on the installer driver tool. The tool kits are designed for use with either a suitable tap wrench or drill motor.
- Install the fixture plate (3), bolts (1), and bushing (2) onto the engine block deck. Position the fixture plate and bushing over the hole that is to be repaired (4).
- Position the alignment pin (1) through the bushing and into the hole.
- With the alignment pin in the desired hole, tighten the fixture retaining bolts (2).
- Remove the alignment pin from the hole.
- Cylinder head bolt holes 1-8 are the deep holes and will be drilled without the drill sleeve. Cylinder head bolt holes 9 and 10 are the shallower holes, drilling MUST be done with the drill sleeve in place.
- Install the sleeve (2) onto the drill (1), if required. IMPORTANT: During the reaming process, it is necessary to repeatedly remove the drill and clean the chips from the hole.
- Drill out the threads of the damaged hole. Drill the hole until the stop collar of the drill bit or the sleeve contacts the bushing.
- Using compressed air, clean out any chips.
- Using a tap wrench, tap the threads of the drilled hole.
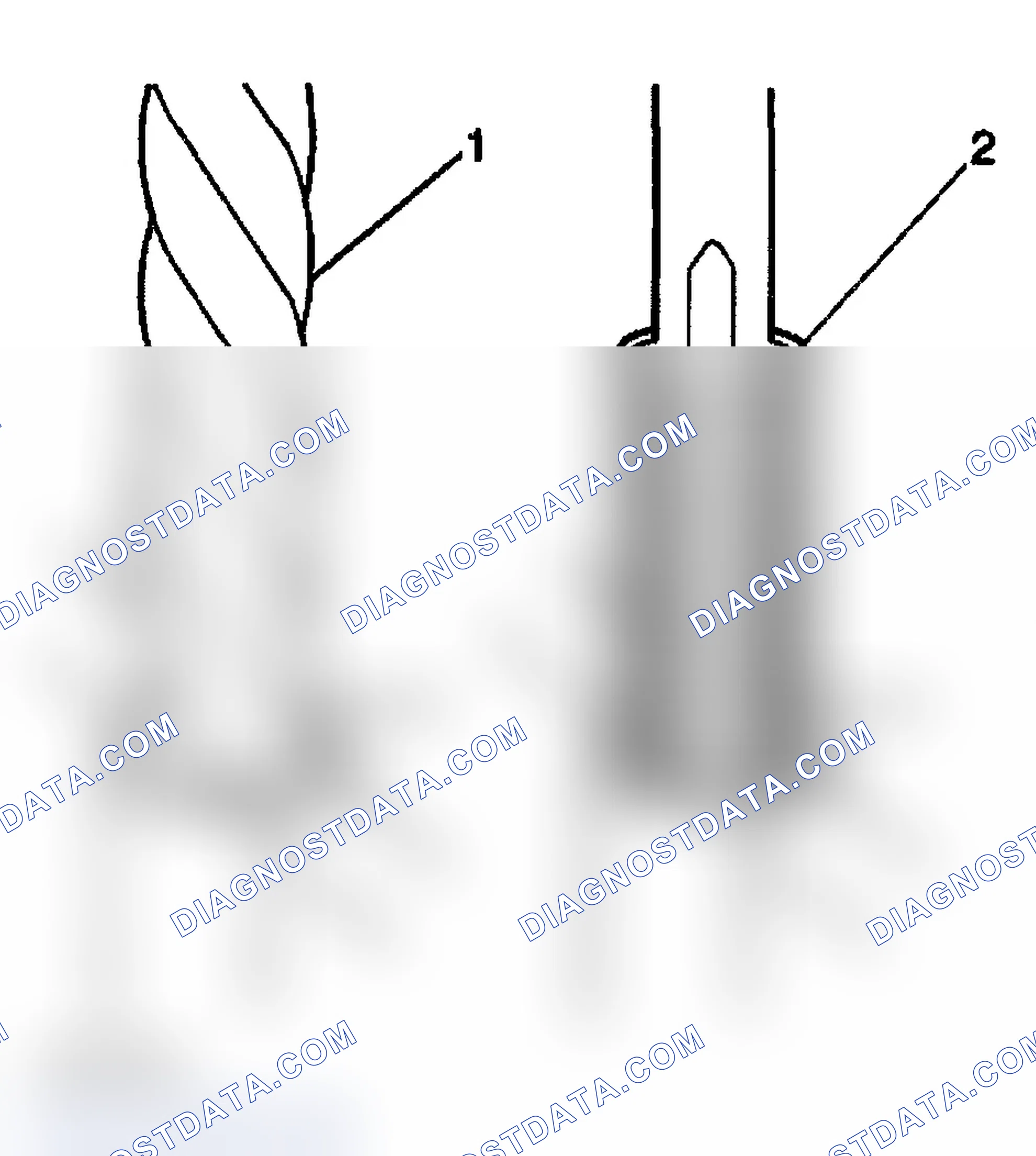
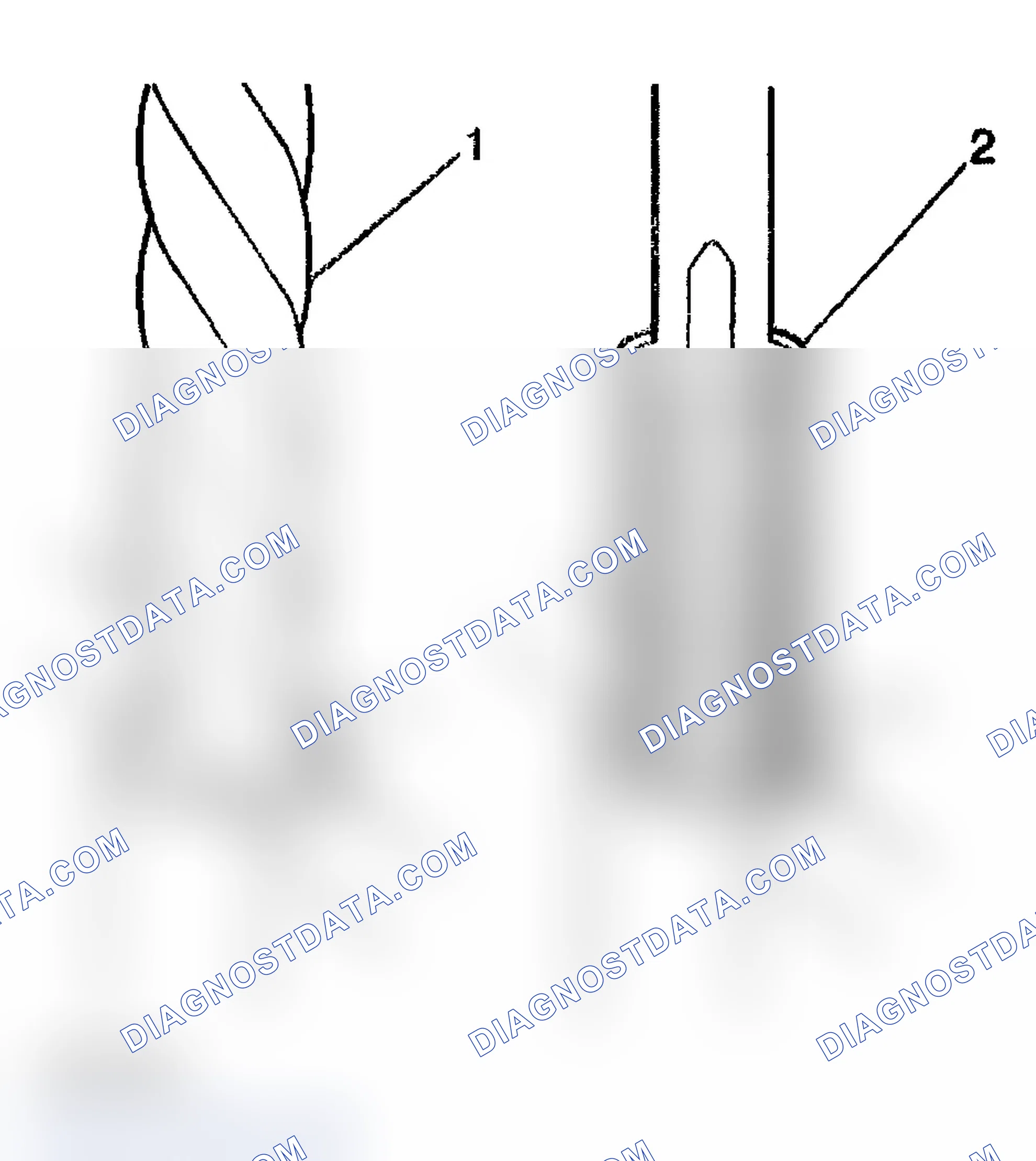
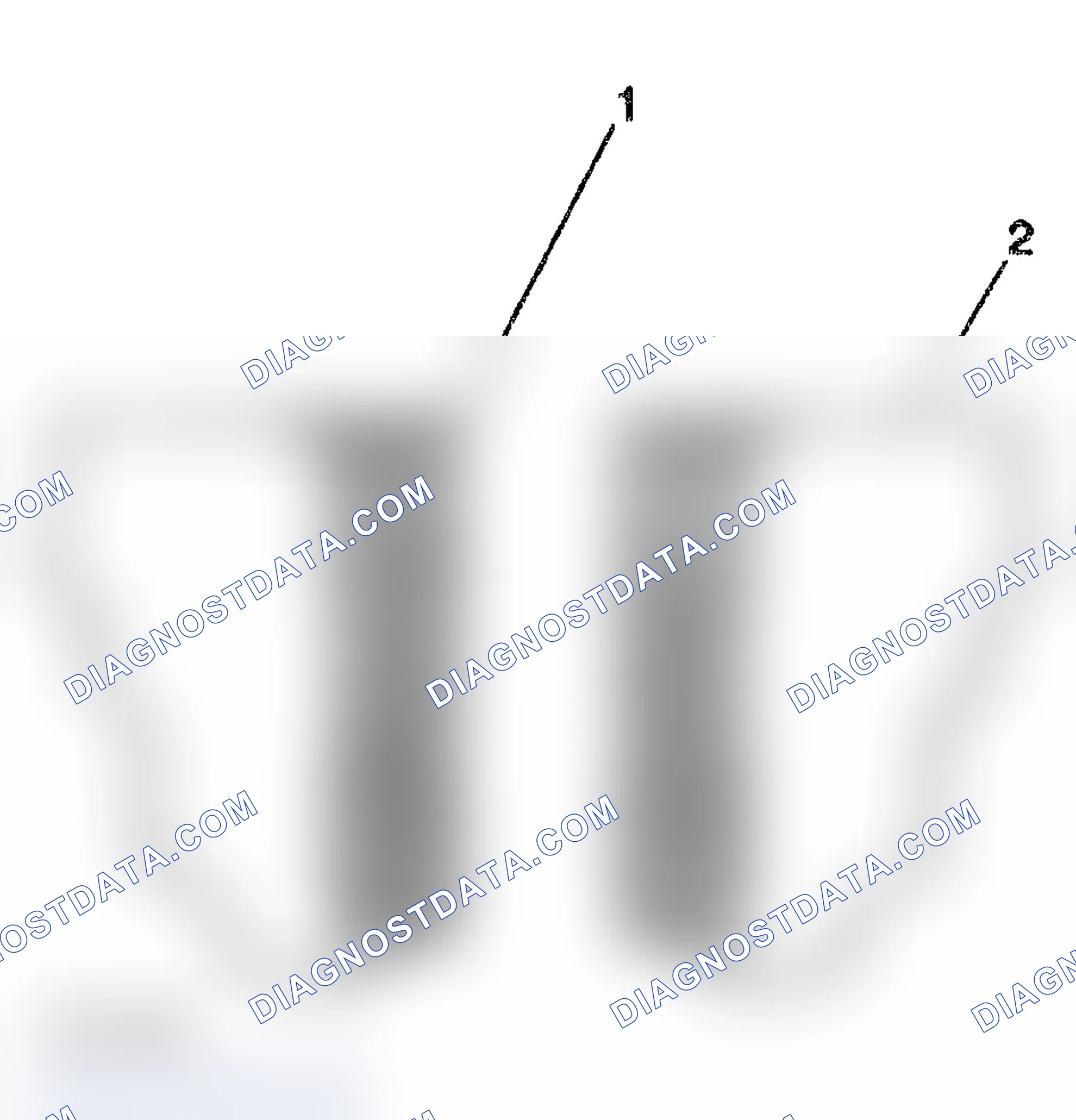
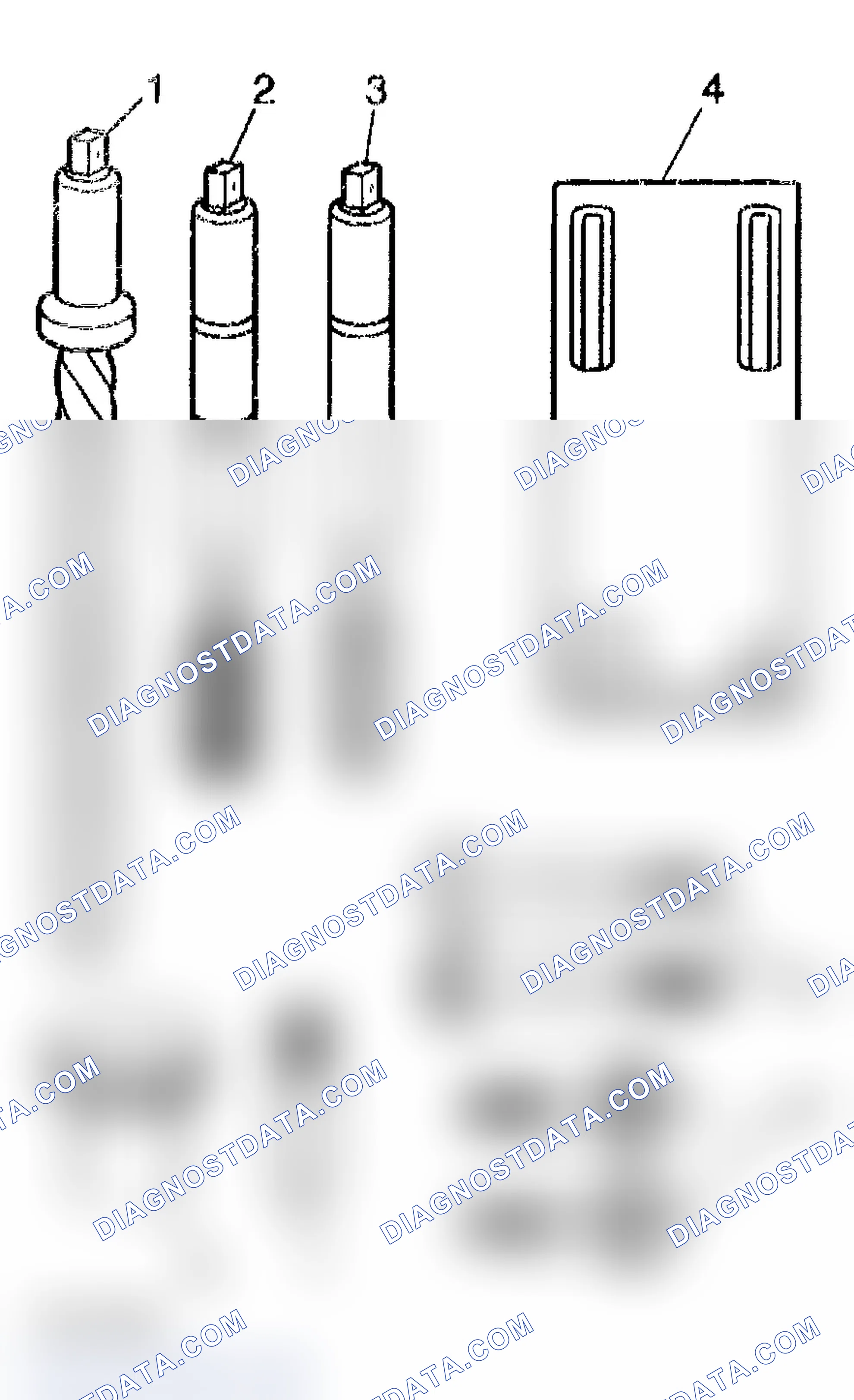
- In order to tap the new threads to the proper depth, rotate the tap into the hole until the marks (1 or 4) on the tap align with the top of the drill bushing (3). For the deeper cylinder head bolt holes 1-8, rotate the tap until the upper mark on the tap (4) aligns with the top of the drill bushing. For the shallower cylinder head bolt holes 9 and 10, rotate the tap until the lower mark on the tap (1) aligns with the top of the drill bushing.
- Remove the fixture plate (2), bushing (3), and bolts.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139, GM P/N 12377981 (Canadian P/N 10953463) or equivalent into the hole.
- Using compressed air, clean any cutting oil and chips out of the hole. IMPORTANT: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert.
- Lubricate the threads of the installer tool (2) with the driver oil (1).
- Install the insert (2) onto the driver tool (1).
- Apply threadlock LOCTITE™ 277, J 42385-109 (1), or equivalent to the insert OD threads (2).
- Install the insert and driver (1) into the hole. Rotate the driver tool until the mark on the tool aligns with the deck surface of the engine block. The installer tool will tighten up before screwing completely through the insert. This is acceptable. You are forming the bottom threads of the insert and mechanically locking the insert to the base material threads.
Scheme 746
Scheme 747
Scheme 748
Scheme 749
Scheme 750
Scheme 751
Scheme 752
Scheme 753
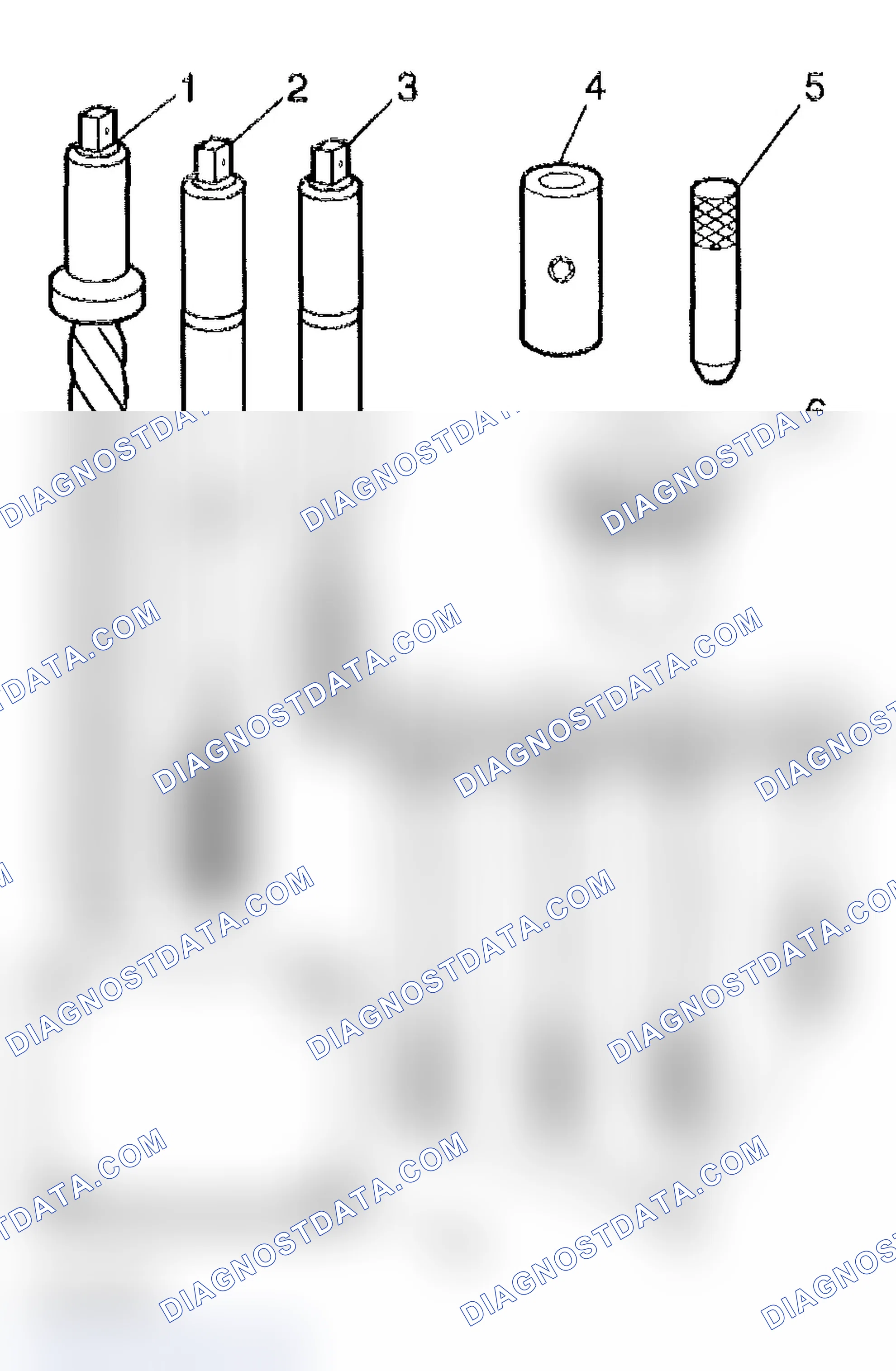
- The main cap bolt hole thread repair kit consists of the following items: The drill (1) The tap (2) The installer (3) The fixture plate (4) The long bolts (5) The short bolts (6) The alignment pin (7) The bushing (8)
- Install the fixture plate, bolt, and bushing, onto the engine block. Position the fixture plate and bushing over the hole that is to be repaired.
- Position the alignment pin in the desired hole and tighten the fixture retaining bolts.
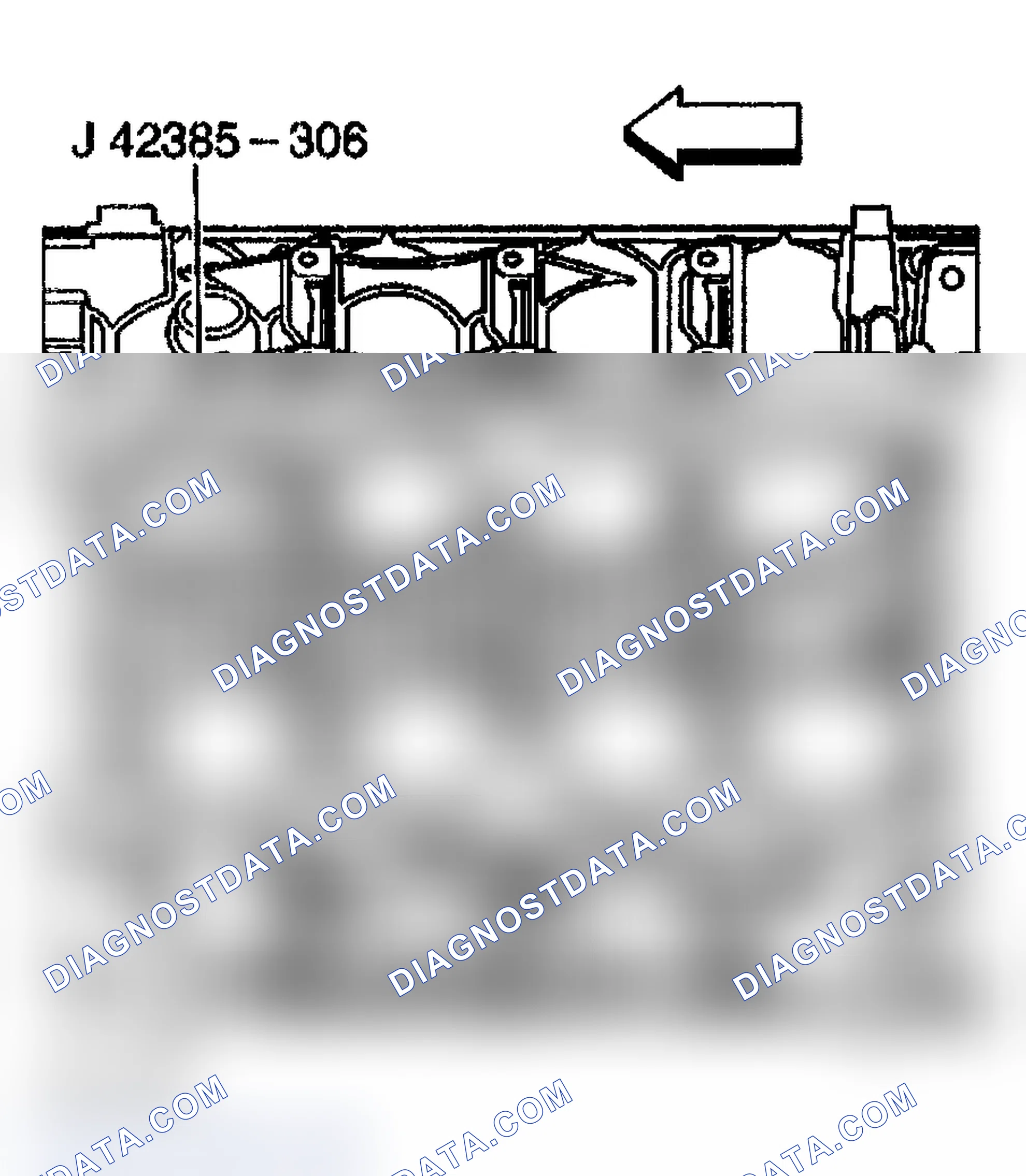
- Drill out the damaged hole. The outer bolt hole locations 11-20 have the shallower counterbores. Use sleeve J 42385-316 with the drill. Drill until the stop collar of the drill bit or the sleeve contacts the bushing.
- Using compressed air, clean out any chips.
- Using a tap wrench, tap the threads of the drilled hole. In order to tap the new threads to the proper depth, rotate the tap into the hole until the mark on the tap aligns with the top of the bushing. For the deeper main cap holes 1-10, rotate the tap until the upper mark (4) on the tap aligns with the top of the bushing (3). For the shallower main cap holes 11-20, rotate the tap until the lower mark (1) on the tap aligns with top of the bushing (3).
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N 12346139 (Canadian P/N 10953463) or equivalent into the hole.
- Using compressed air, clean any cutting oil and chips out of the hole. IMPORTANT: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert.
- Lubricate the threads of the installer tool (2) with the driver oil (1).
- Install the insert (2) onto the driver tool (1).
- Apply threadlock LOCTITE® 277, J 42385-109 (1), or equivalent to the insert OD threads (2). IMPORTANT: The fixture plate and bushing remains installed onto the engine block during the insert installation procedure.
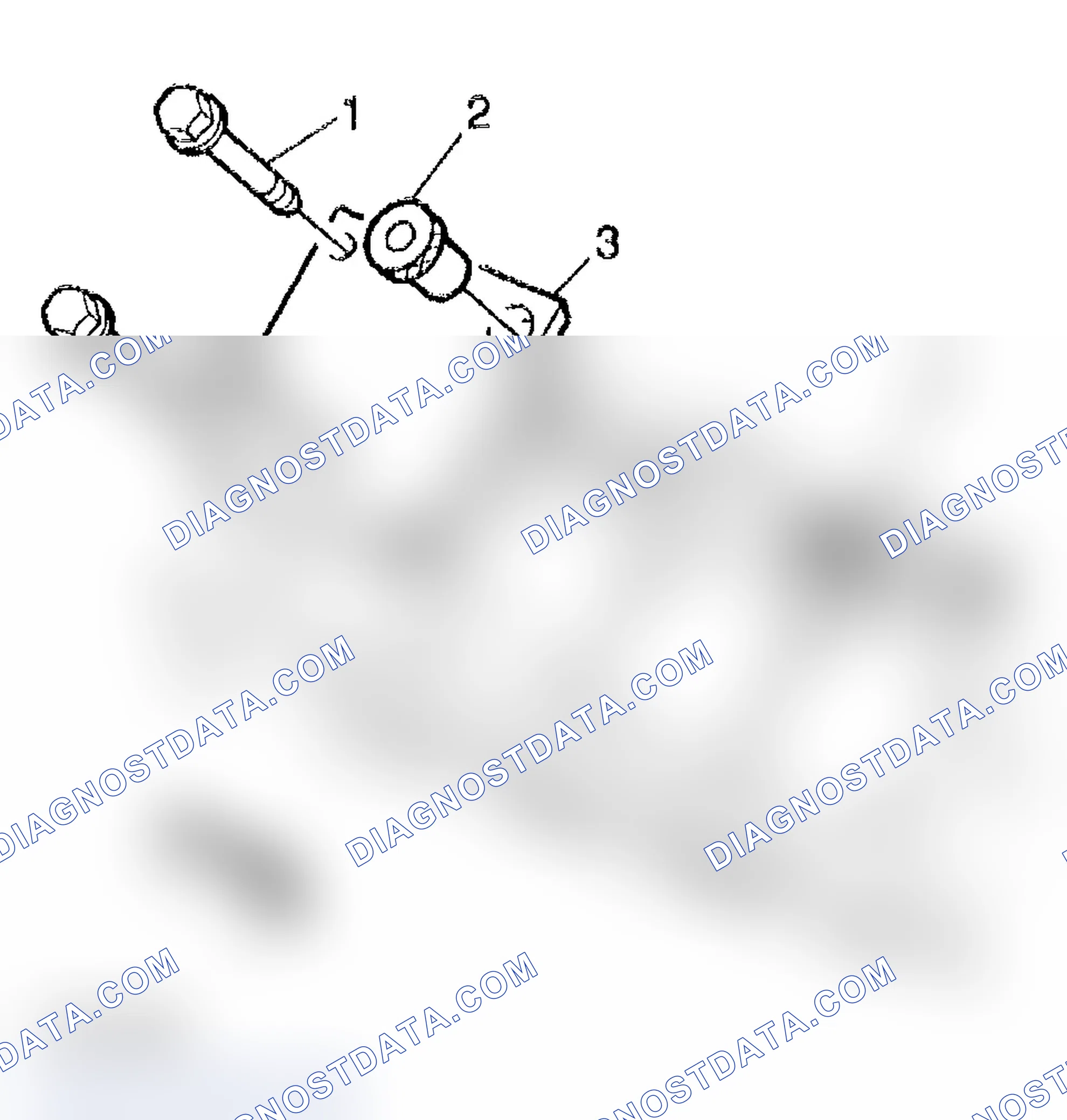
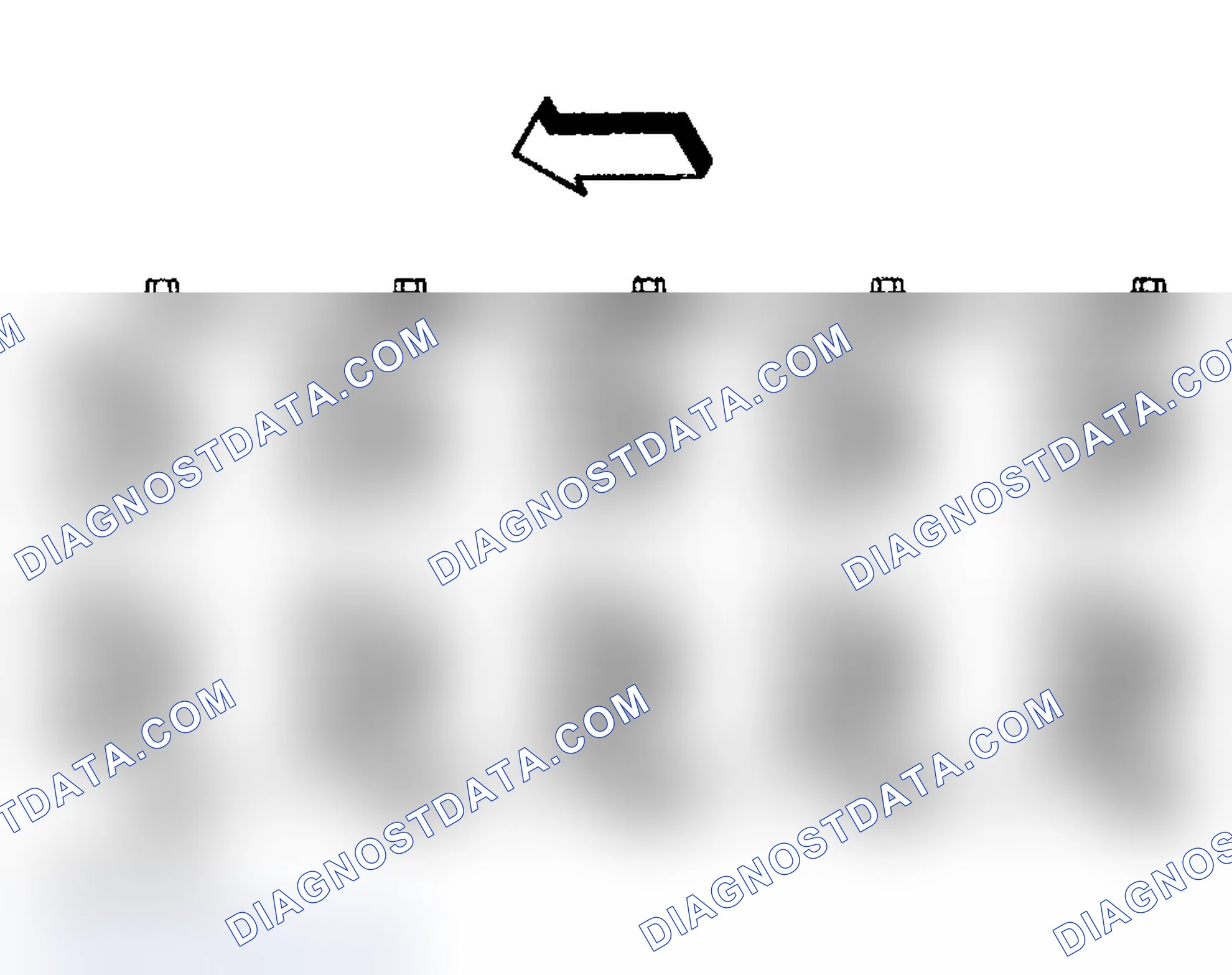
- Install the insert and driver (1) through the fixture plate and bushing and into the hole. Rotate the driver tool until the mark on the tool (3) aligns with the top of the bushing (2). The installer tool will tighten up before screwing completely through the insert. This is acceptable. You are forming the bottom threads of the insert and mechanically locking the insert to the base material threads.
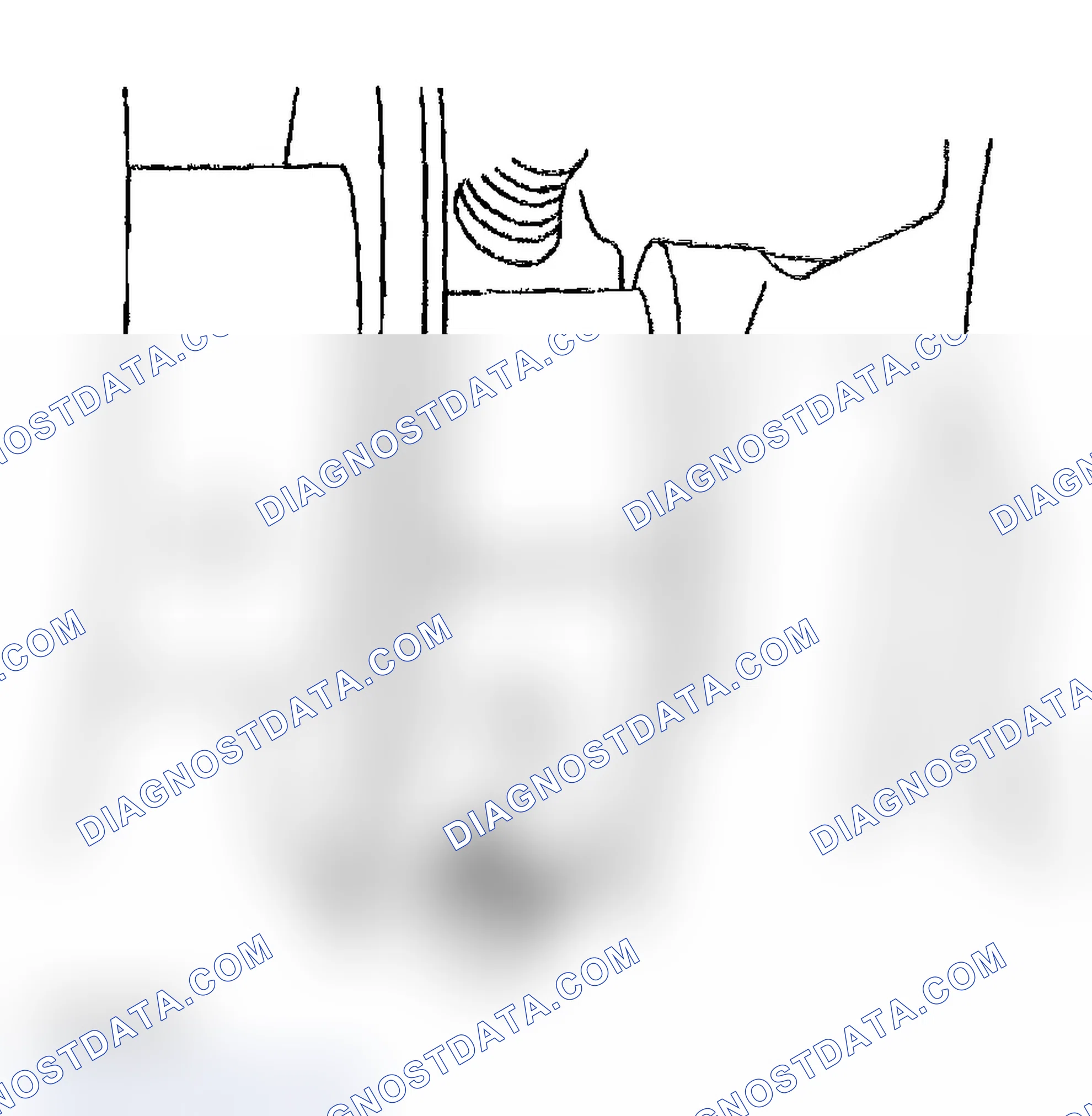
Engine Prelubing
Tools Required
J 45299 Engine Preluber
Note. Refer to FASTENER NOTICE in Cautions and Notices.
| IMPORTANT | A constant and continuous flow of clean engine oil is required in order to properly prime the engine. Be sure to use an approved engine oil as specified in the owners manual. |
Scheme 754

Scheme 755
- Remove the engine oil filter, fill with clean engine oil, and install the oil filter again. Tighten Tighten the oil filter to 30 N.m (22 lb ft).
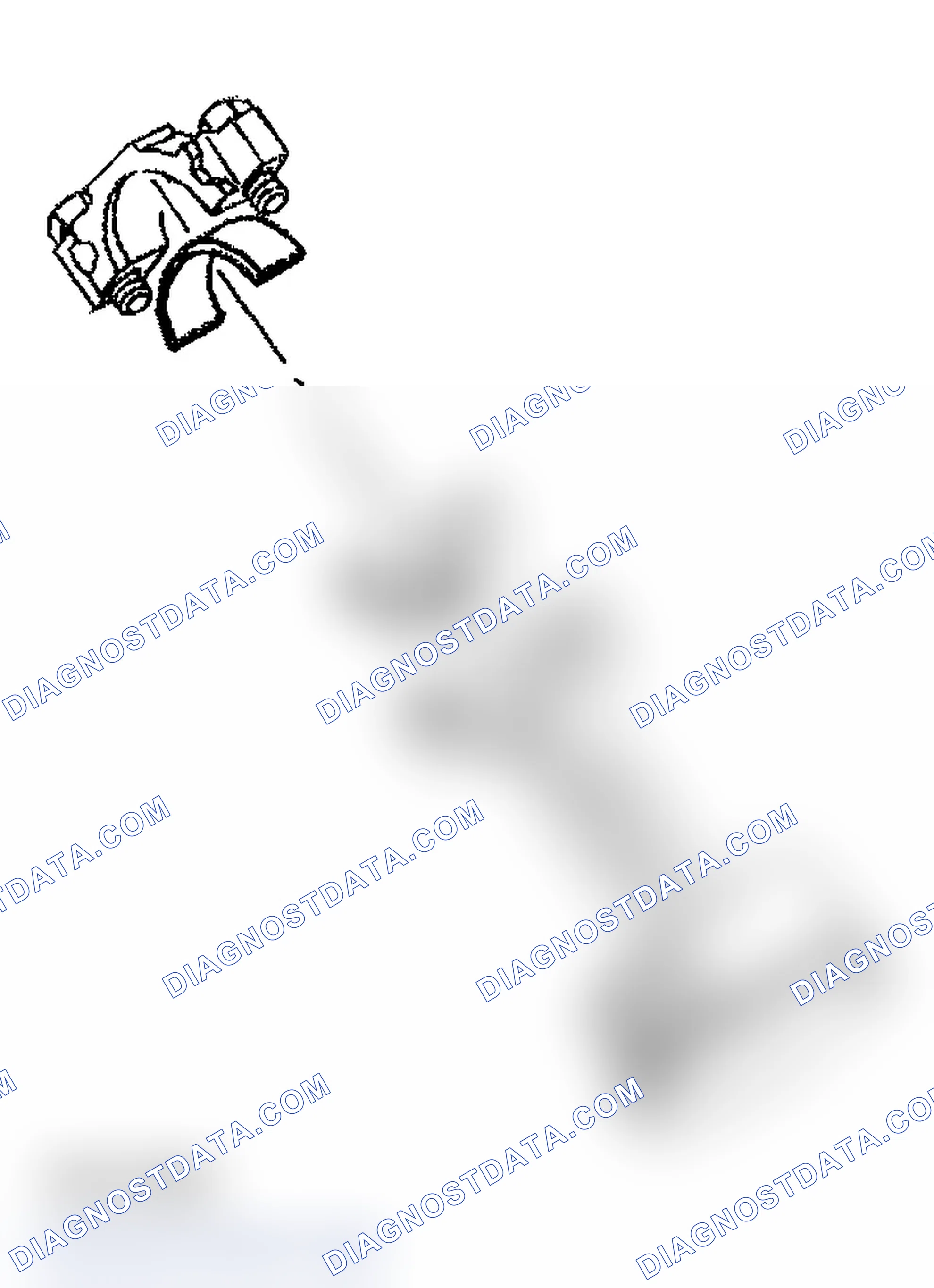
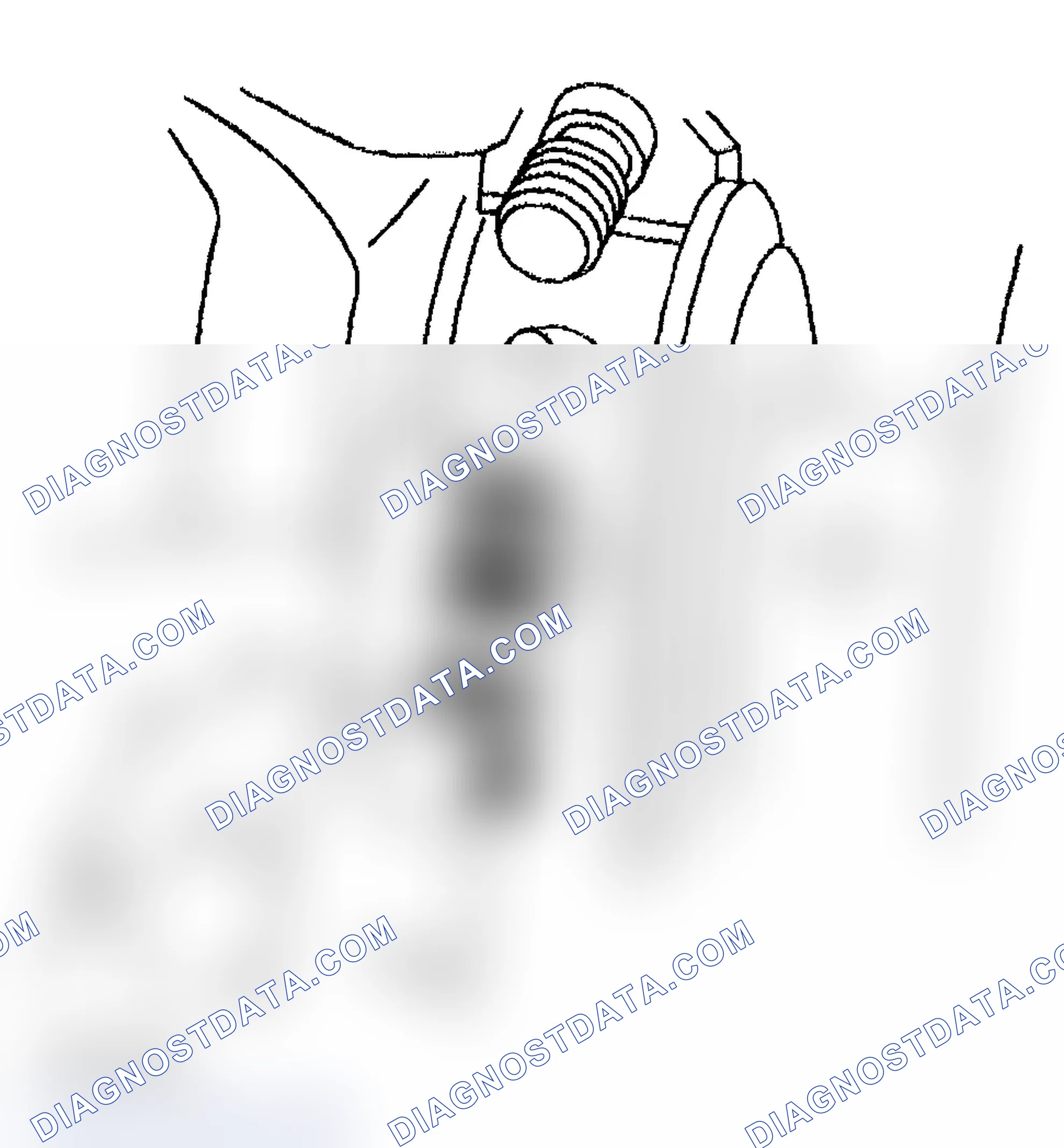
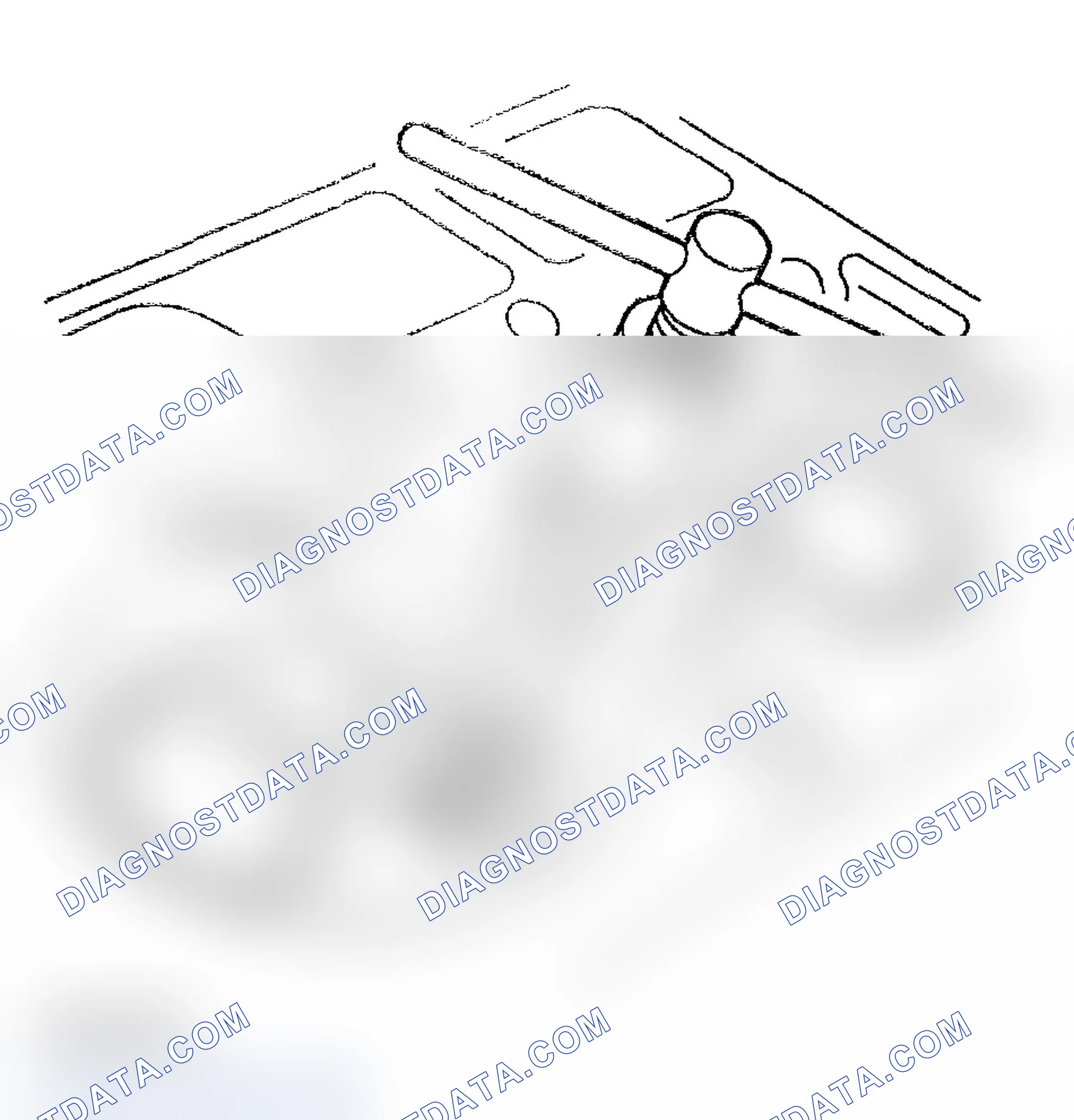
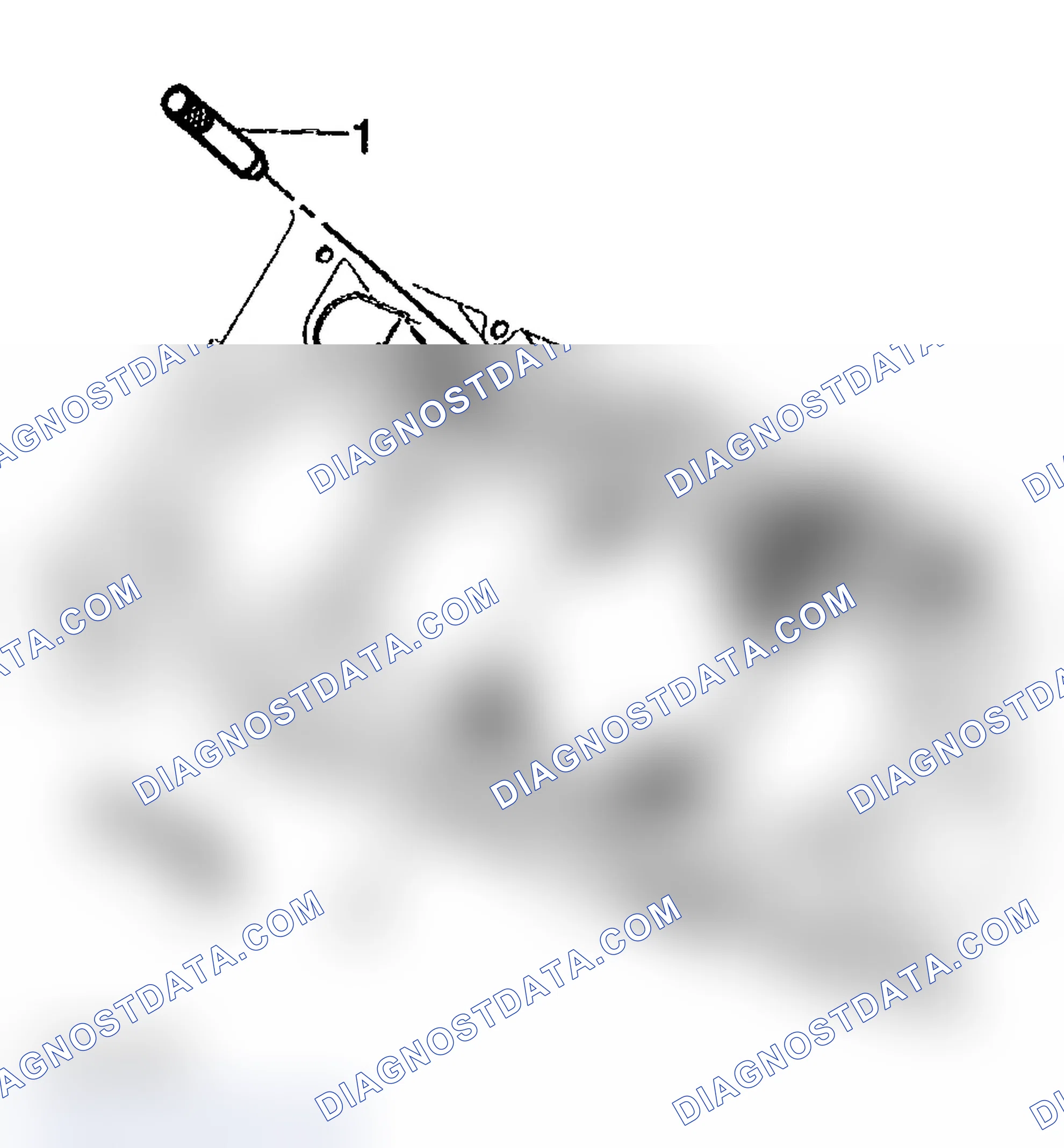
- Locate the engine block left front oil gallery plug (1).
- Install the M16 x 1.5 adapter P/N 509375.
- Install the flexible hose to the adapter and open the valve.
- Pump the handle on the J 45299 in order to flow a minimum of 1-1.9 liters (1-2 quarts) engine oil. Observe the flow of engine oil through the flexible hose and into the engine assembly.
- Close the valve and remove the flexible hose and adapter from the engine.
- Install the gallery plug to the engine. Tighten Tighten the oil gallery plug to 60 N.m (44 lb ft).
- Top-off the engine oil to the proper level.
Piston Selection
| IMPORTANT | Measurements of all components should be taken with the components at normal room temperature. |
For proper piston fit, the engine block cylinder bores must not have excessive wear or taper.
Scheme 756
A used piston and pin set may be installed if, after cleaning and inspection, they are within specifications.
Scheme 757
Scheme 758
- Inspect the engine block cylinder bore for scoring or other damage.
- Inspect the piston and the piston pin. Refer to «PISTON, CONNECTING ROD, AND BEARINGS CLEANING AND INSPECTION»(ref-188498-S19064900132005090700000) .
- With the micrometer at a right angle to the piston, measure the piston. Measure the pistons 43 mm (1.69 in) from the crown. Refer to «PISTON, CONNECTING ROD, AND BEARINGS CLEANING AND INSPECTION»(ref-188498-S19064900132005090700000) .
- Record the piston diameter.
- Adjust the micrometer to the recorded piston diameter.
- Insert the bore gage into the micrometer and zero the bore gage dial.
- Use a bore gage and measure the cylinder bore diameter. Measure at a point 64 mm (2.5 in) from the top of the cylinder bore.
- Record the cylinder bore diameter.
- Subtract the piston diameter from the cylinder bore diameter in order to determine the piston-to-bore clearance. Refer to «ENGINE MECHANICAL SPECIFICATIONS»(ref-188498-S24298136122005090700000) .
- If the proper clearance cannot be obtained, select another piston and measure the clearances. If the proper fit cannot be obtained, the cylinder bore may require boring and honing for an oversize piston or engine block replacement.
Camshaft and Drive System
A billet steel one piece camshaft is supported by five bearings pressed into the engine block. The camshaft has a machined camshaft sensor reluctor ring incorporated between the fourth and fifth bearing journals. The camshaft timing sprocket is mounted to the front of the camshaft and is driven by the crankshaft sprocket through the camshaft timing chain. The splined crankshaft sprocket is positioned to the crankshaft by a key and keyway. The crankshaft sprocket splines drive the oil pump driven gear. A retaining plate mounted to the front of the engine block maintains camshaft location.
Crankshaft
The crankshaft is cast nodular iron. The crankshaft is supported by five crankshaft bearings. The bearings are retained by crankshaft bearing caps which are machined with the engine block for proper alignment and clearance. The crankshaft journals are undercut and rolled. The center main journal is the thrust journal. A crankshaft position reluctor ring is press fit mounted at the rear of the crankshaft. The reluctor ring is not serviceable separately. All crankshafts will have a short rear flange at the crankshaft rear oil seal area.
Cylinder Heads
The cylinder heads are cast aluminum and have pressed in place powdered metal valve guides and valve seats. Passages for the engine coolant air bleed system are at the front of each cylinder head. The valve rocker arm covers are retained to the cylinder head by four center mounted rocker arm cover bolts.
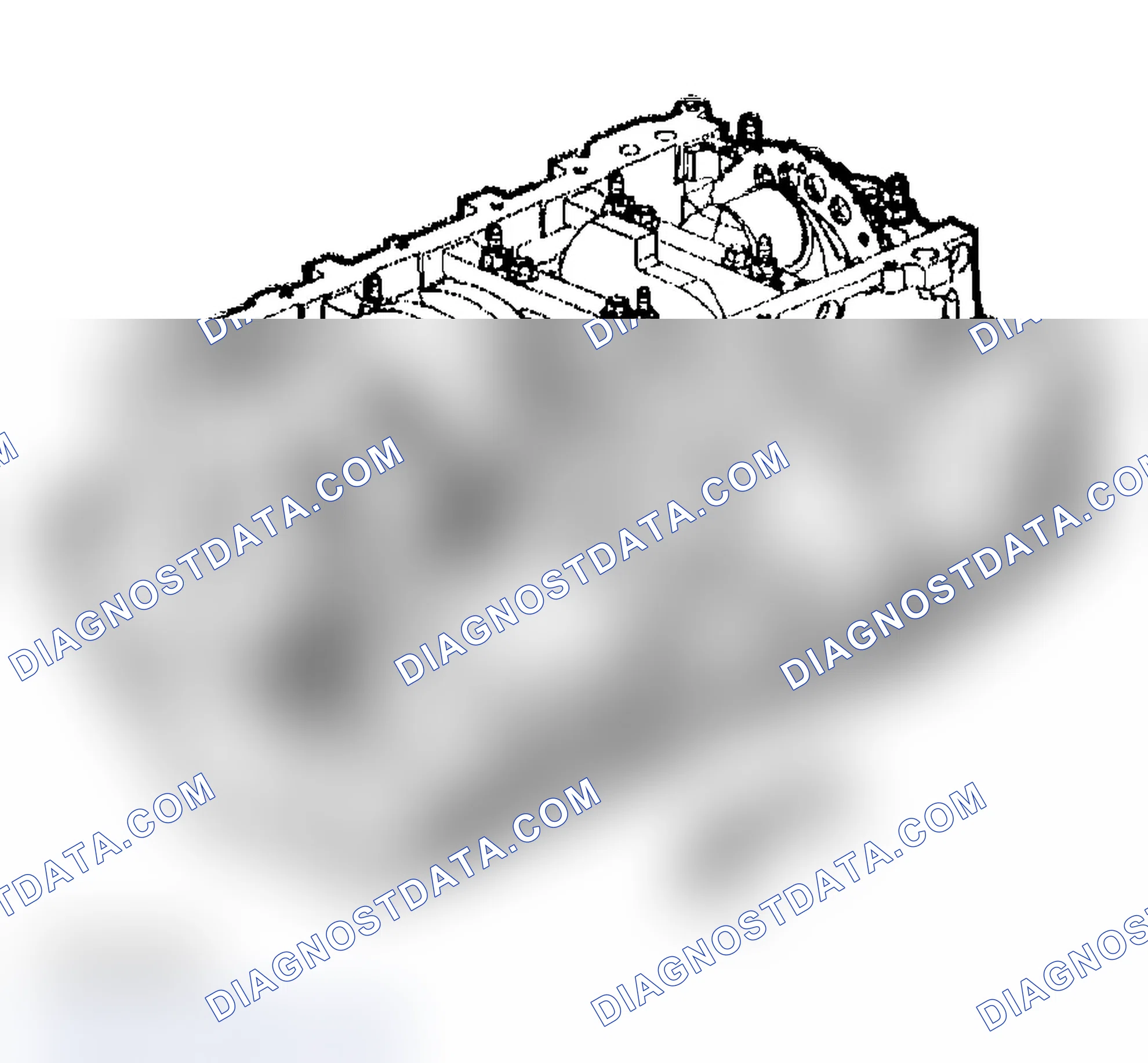
Engine Block
The engine block is a cam-in-block deep skirt 90 degree V configuration with five crankshaft bearing caps. The engine block is cast aluminum. The five crankshaft bearing caps each have four vertical M10 and two horizontal M8 mounting bolts. The camshaft is supported by five camshaft bearings pressed into the block.
Exhaust Manifolds
The exhaust manifolds are a one piece cast iron design. The exhaust manifolds direct exhaust gasses from the combustion chambers to the exhaust system. Each manifold also has an externally mounted heat shield that is retained by bolts.
Intake Manifold
The intake manifold is a one piece composite design that incorporates brass threaded inserts for mounting the fuel rail, throttle body, evaporative emission (EVAP) solenoid and wire harness stud. Each side of the intake manifold is sealed to the cylinder head by a nonreusable silicone sealing gasket and nylon carrier assembly. The electronically actuated throttle body bolts to the front of the intake manifold. The throttle body is sealed by a one piece push in place silicone gasket. The fuel rail assembly with eight separate fuel injectors is retained to the intake by four bolts. The injectors are seated into their individual manifold bores with O-ring seals to provide sealing. A fuel rail stop bracket is retained to the rear of the left cylinder head by a mounting bolt. The manifold absolute pressure (MAP) sensor is installed and retained to the top rear of the intake manifold and sealed by an O-ring seal. The EVAP solenoid is mounted to the top front of the intake manifold and retained by one bolt. There are no coolant passages within the intake manifold.
Oil Pan
The structural oil pan is cast aluminum. Incorporated into the design are the oil filter mounting boss, drain plug opening, oil level indicator tube opening, and oil pan baffle. An internal tube assembly directs pressurized oil from the engine block to the oil filter which is mounted in the center area of the pan. Filtered oil is then returned to the engine block through the tube assembly into the engine block oil galleries. The alignment of the structural oil pan to the rear of the engine block and transmission bell housing is critical.
Valve Train
Motion is transmitted from the camshaft through the hydraulic roller valve lifters and tubular pushrods to the roller type rocker arms. The nylon valve lifter guides position and retain the valve lifters. The valve rocker arms for each bank of cylinders are mounted on pedestals, pivot supports. Each rocker arm is retained on the pivot support and cylinder head by a bolt. Valve lash is net build.
New Product Information
The purpose of New Product Information is to highlight or indicate important product changes from the previous model year.
Changes may include one or more of the following items
- Torque values and/or fastener tightening strategies
- Changed engine specifications
- New sealants and/or adhesives
- Disassembly and assembly procedure revisions
- Engine mechanical diagnostic procedure revisions
- New special tools required
- A component comparison from the previous year
New Sealants and/or Adhesives
Canadian SPO Part Numbers have been added.
A Component Comparison from the Previous Year
- A new 5.3L engine has been developed and is identified as RPO LM4 VIN P.
- 5.3L LM4 engines use an aluminum engine block.
- Certain applications use a multi-layer steel design cylinder head gasket.
- A new electronic throttle body will be used on all applications.
- The exhaust gas recirculation (ERG) system has been removed.
- A new aluminum oil pan which accommodates the pan axle
- All 2003 applications use a piston with a graphite coated skirt.
Scheme 759
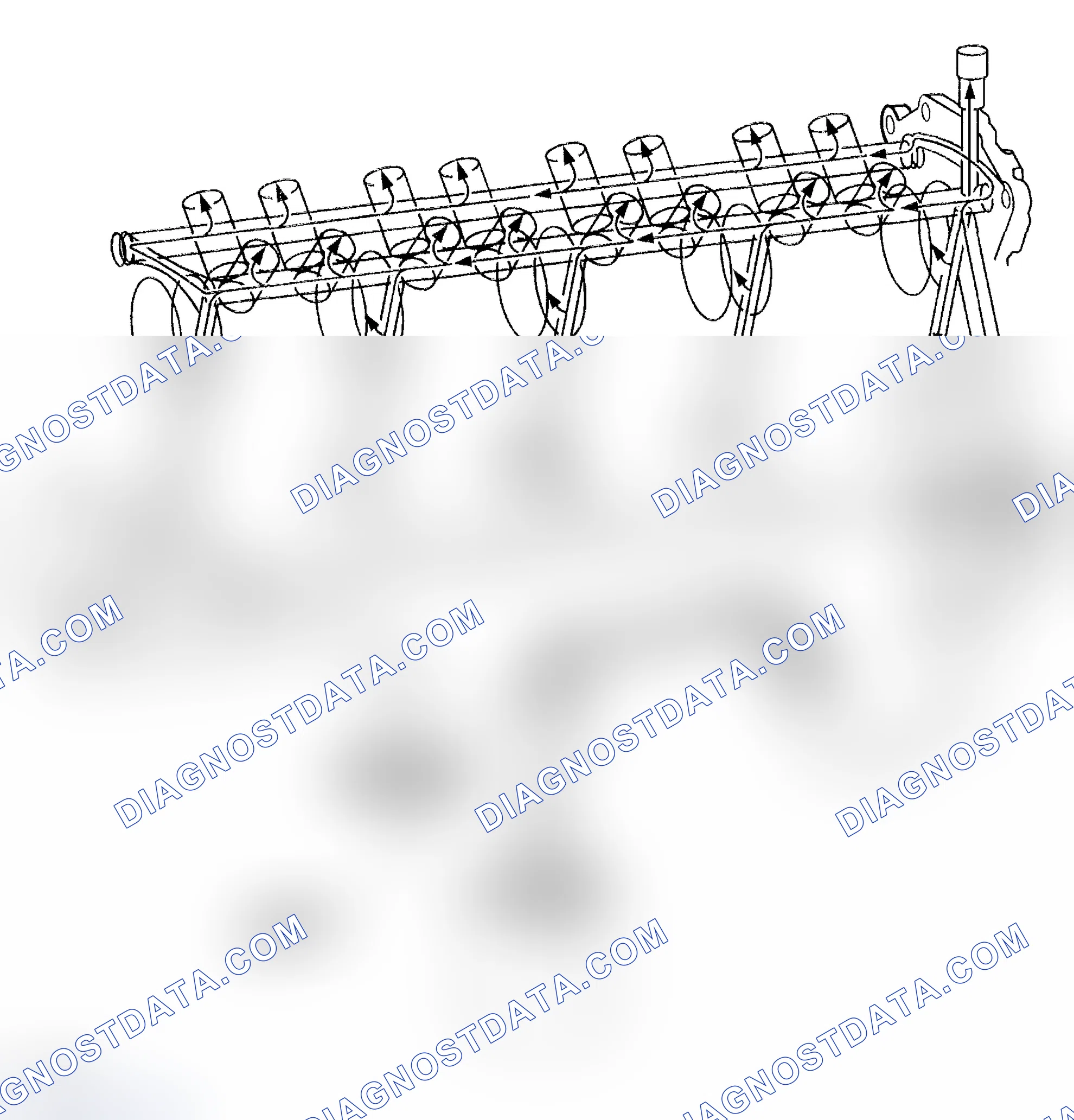
Engine lubrication is supplied by a gerotor type oil pump assembly. The pump is mounted on the front of the engine block and driven directly by the crankshaft sprocket. The pump gears rotate and draw oil from the oil pan sump through a pick-up screen and pipe. The oil is pressurized as it passes through the pump and is sent through the engine block oil galleries. Contained within the oil pump assembly is a pressure relief valve that maintains oil pressure within a specified range. Pressurized oil is directed through the lower gallery to the full flow oil filter where harmful contaminants are removed. A bypass valve is incorporated into the oil pan, at the oil filter boss, which will permit oil flow in the event the filter becomes restricted. At the rear of the block, oil is then directed to the upper main oil galleries which are drilled just above the camshaft assembly. From there oil is then directed to the crankshaft and camshaft bearings. Oil that has entered the upper main oil galleries also pressurizes the valve lifter assemblies and is then pumped through the pushrods to lubricate the valve rocker arms and valve stems. Oil returning to the pan is directed by the crankshaft oil deflector. Oil pressure is monitored by a sensor.
An external oil cooler is available on certain applications. Oil is directed from the oil pump, through the lower main oil gallery to the full flow oil filter. Oil is then directed through the oil pan outlet oil gallery, located in the left rear of the oil pan, and to the external oil cooler via a hose assembly. Oil flows through the oil cooler and returns to the engine at the oil pan inlet oil gallery which is located in the left rear of the oil pan. Oil is then directed to the upper main oil galleries and the remainder of the engine assembly.
Scheme 760
Cleanliness and Care
- Throughout this section, it should be understood that proper cleaning and protection of machined surfaces and friction areas is part of the repair procedure. This is considered standard shop practice even if not specifically stated.
- When any internal engine parts are serviced, care and cleanliness is important.
- When components are removed for service, they should be marked, organized or retained in a specific order for assembly. Refer to «SEPARATING PARTS»(ref-188498-S17158006432005090700000) .
- At the time of installation, components should be installed in the same location and with the same mating surface as when removed.
- An automobile engine is a combination of many machined, honed, polished and lapped surfaces with tolerances that are measured in millimeters or thousandths of an inch. These surfaces should be covered or protected to avoid component damage.
- A liberal coating of clean engine oil should be applied to friction areas during assembly.
- Proper lubrication will protect and lubricate friction surfaces during initial operation.
Separating Parts
| IMPORTANT | Many internal engine components will develop specific wear patterns on their friction surfaces. |
When disassembling the engine, internal components MUST be separated, marked, or organized in a way to ensure installation to their original location and position.
Separate, mark, or organize the following components
- Piston and the piston pin
- Piston to the specific cylinder bore
- Piston rings to the piston
- Connecting rod to the crankshaft journal
- Connecting rod to the bearing cap A paint stick or etching/engraving type tool are recommended. Stamping the connecting rod or cap near the bearing bore may affect component geometry.
- Crankshaft main and connecting rod bearings
- Camshaft and valve lifters
- Valve lifters, lifter guides, pushrods and rocker arm assemblies
- Valve to the valve guide
- Valve spring and shim to the cylinder head location
- Engine block main bearing cap location and direction
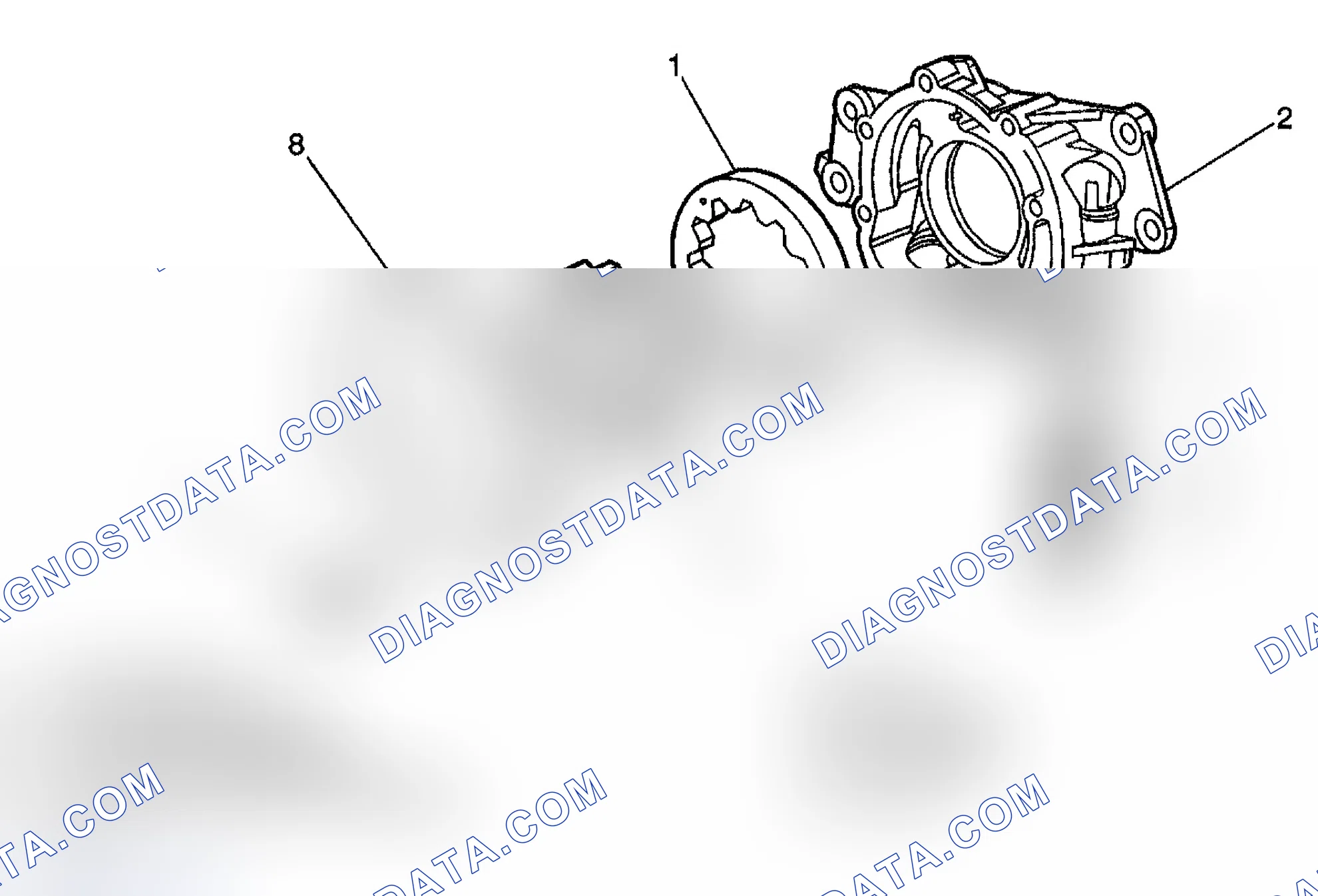
- Oil pump drive and driven gears
Replacing Engine Gaskets
Tools Required
J 28410 Gasket Remover
Gasket Use and Applying Sealants
- Do not use any gasket again unless specified.
- Gaskets that can be used again will be identified in the service procedure.
- Do not apply sealant to any gasket or sealing surface unless called out in the service information.
Separating Components
- Use a rubber mallet to separate components.
- Bump the part sideways to loosen the components.
- Bumping should be done at bends or reinforced areas to prevent distortion of parts.
Cleaning Gasket Surfaces
- Remove all gasket and sealing material from the part using the J 28410 or equivalent.
- Care must be used to avoid gouging or scraping the sealing surfaces.
- Do not use any other method or technique to remove sealant or gasket material from a part.
- Do not use abrasive pads, sand paper, or power tools to clean the gasket surfaces. These methods of cleaning can cause damage to the component sealing surfaces. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and has been known to cause internal engine damage.
Pipe Joint Compound
| IMPORTANT | Three types of sealer are commonly used in engines. These are Room Temperature Vulcanizing (RTV) sealer, anaerobic gasket eliminator sealer, and pipe joint compound. The correct sealer and amount must be used in the proper location to prevent oil leaks. DO NOT interchange the 3 types of sealers. Use only the specific sealer or the equivalent as recommended in the service procedure. |
- Pipe joint compound is a pliable sealer that does not completely harden. This type sealer is used where two non-rigid parts, such as the oil pan and the engine block, are assembled together.
- Do not use pipe joint compound in areas where extreme temperatures are expected. These areas include: exhaust manifold, head gasket, or other surfaces where gasket eliminator is specified.
- Follow all safety recommendations and directions that are on the container.
- To remove the sealant or the gasket material, refer to «REPLACING ENGINE GASKETS»(ref-188498-S01299503362005090700000) . NOTE: Refer to «SEALANT NOTICE»(ref-175132-S42059863332005041500000) in Cautions and Notices.
- Apply the pipe joint compound to a clean surface. Use a bead size or quantity as specified in the procedure. Run the bead to the inside of any bolt holes.
- Apply a continuous bead of pipe joint compound to one sealing surface. Sealing surfaces to be resealed must be clean and dry.
- Tighten the bolts to specifications. Do not overtighten.
RTV Sealer
- RTV sealant hardens when exposed to air. This type sealer is used where two non-rigid parts, such as the intake manifold and the engine block, are assembled together.
- Do not use RTV sealant in areas where extreme temperatures are expected. These areas include: exhaust manifold, head gasket, or other surfaces where a gasket eliminator is specified.
- Follow all safety recommendations and directions that are on the container. To remove the sealant or the gasket material, refer to «REPLACING ENGINE GASKETS»(ref-188498-S01299503362005090700000) . NOTE: Refer to «SEALANT NOTICE»(ref-175132-S42059863332005041500000) in Cautions and Notices.
- Apply RTV to a clean surface. Use a bead size as specified in the procedure. Run the bead to the inside of any bolt holes.
- Assemble components while RTV is still wet, within 3 minutes. Do not wait for RTV to skin over.
- Tighten bolts to specifications. Do not overtighten.
Anaerobic Sealer
- Anaerobic gasket eliminator hardens in the absence of air. This type sealer is used where two rigid parts, such as castings, are assembled together. When two rigid parts are disassembled and no sealer or gasket is readily noticeable, the parts were probably assembled using a gasket eliminator.
- Follow all safety recommendations and directions that are on the container. To remove the sealant or the gasket material, refer to «REPLACING ENGINE GASKETS»(ref-188498-S01299503362005090700000) .
- Apply a continuous bead of gasket eliminator to one flange. Surfaces to be sealed must be clean and dry. NOTE: Refer to «SEALANT NOTICE»(ref-175132-S42059863332005041500000) in Cautions and Notices.
- Spread the sealer evenly with your finger to get a uniform coating on the sealing surface. IMPORTANT: Anaerobic sealed joints that are partially torqued and allowed to cure more than five minutes may result in incorrect shimming and sealing of the joint.
- Tighten bolts to specifications. Do not overtighten.
- After properly tightening the fasteners, remove the excess sealer from the outside of the joint.
Tools and Equipment
Special tools are listed and illustrated throughout this section with a complete listing at the end of the section. These tools, or their equivalents, are specially designed to quickly and safely accomplish the operations for which they are intended. The use of these special tools will also minimize possible damage to engine components. Some precision measuring tools are required for inspection of certain critical components. Torque wrenches and a torque angle meter are necessary for the proper tightening of various fasteners.
To properly service the engine assembly, the following items should be readily available
- Approved eye protection and safety gloves
- A clean, well lit, work area
- A suitable parts cleaning tank
- A compressed air supply
- Trays or storage containers to keep parts and fasteners organized
- An adequate set of hand tools
- Approved engine repair stand
- An approved engine lifting device that will adequately support the weight of the components