Intermittent
Test the vehicle under the same conditions that the customer reported in order to verify the system is operating properly.
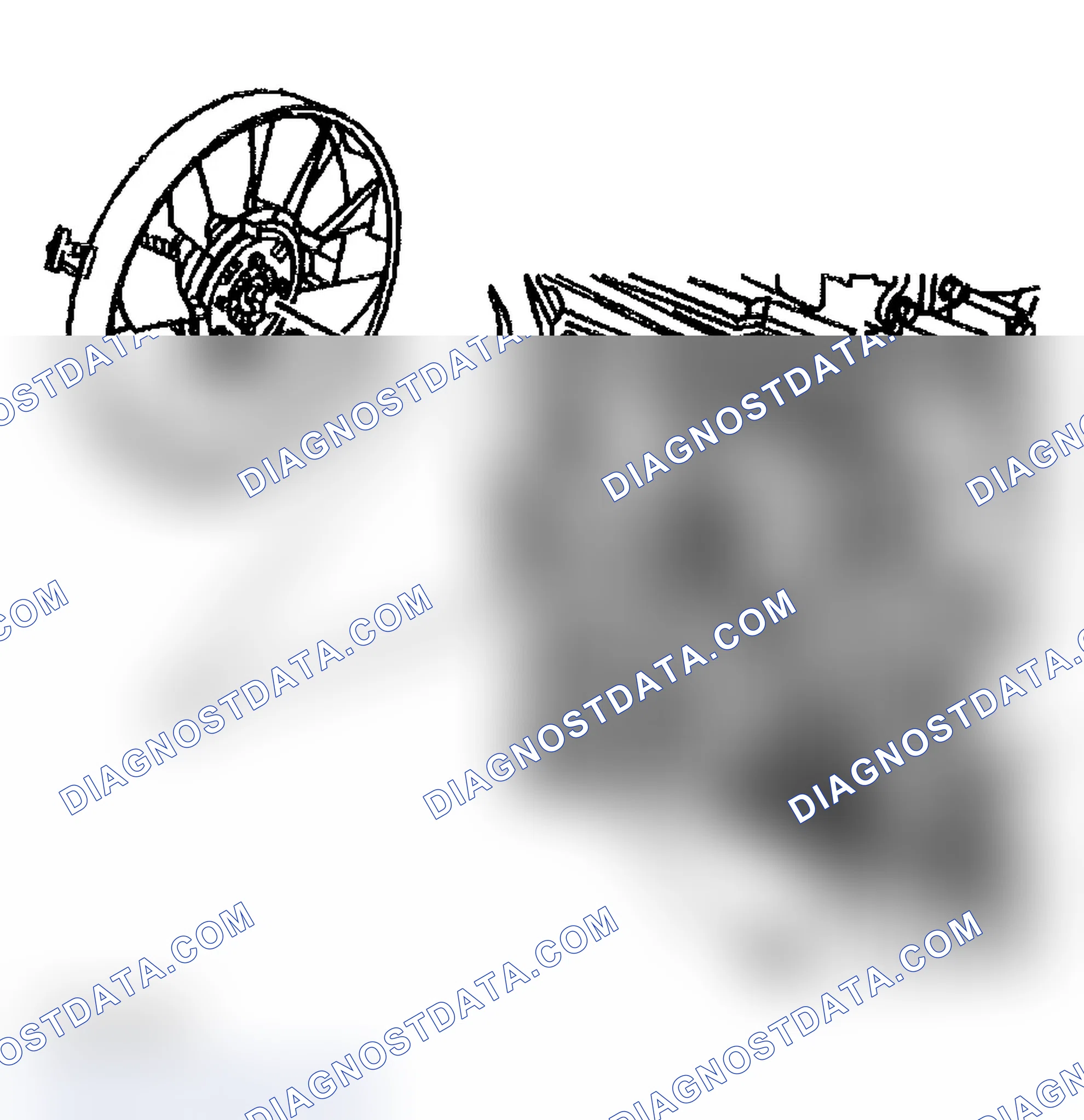
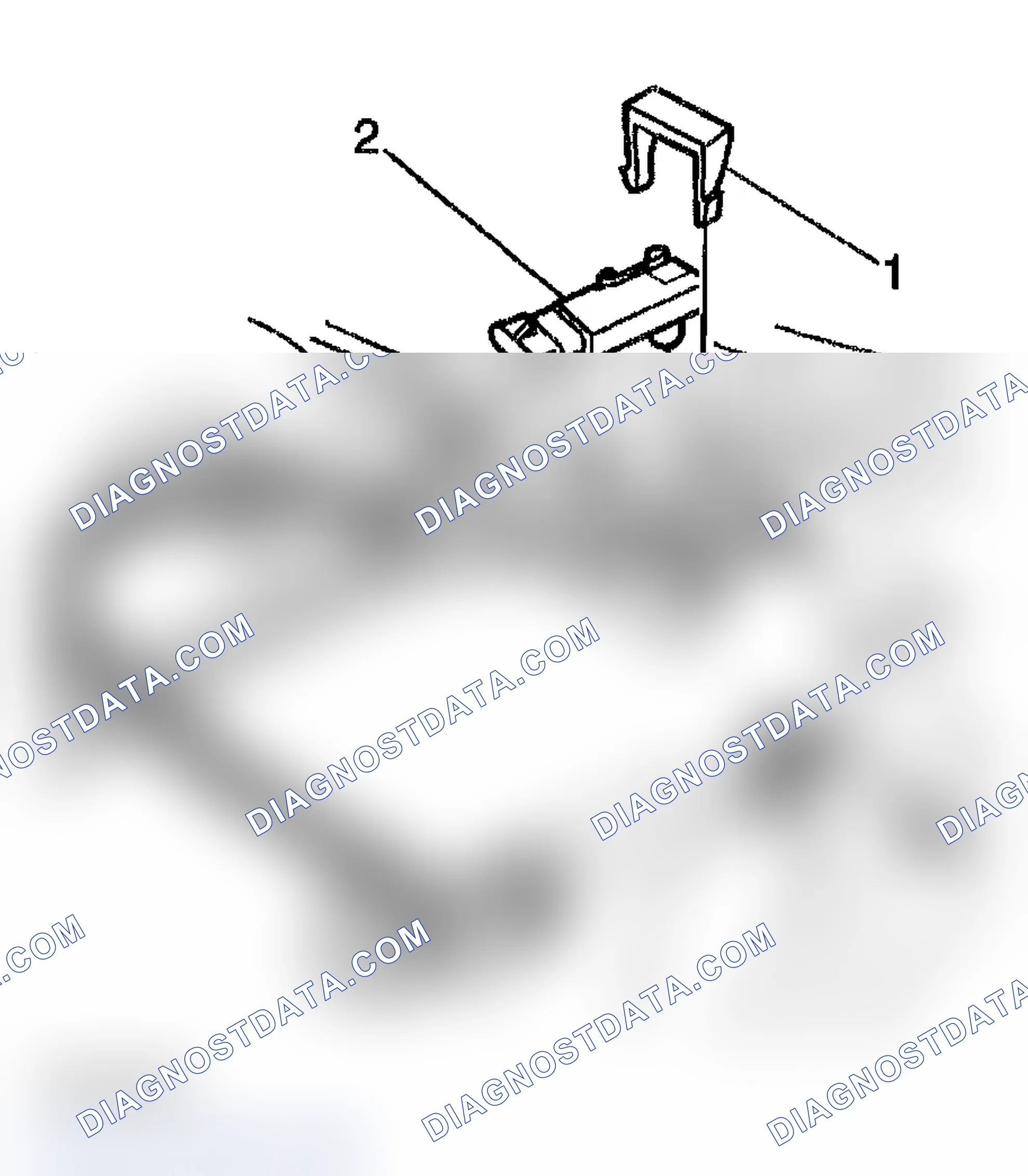
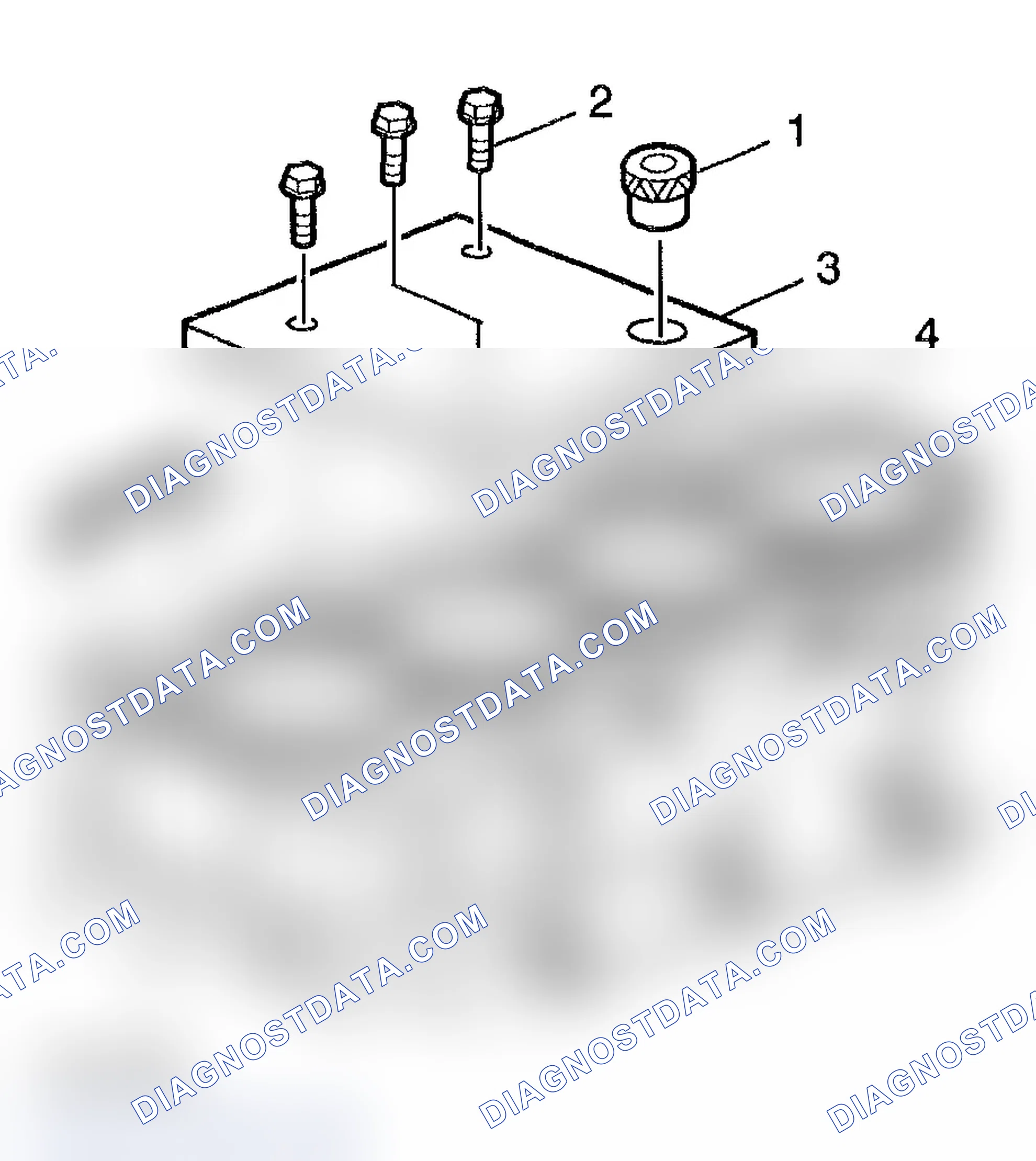
Front Engine Mount
Note. Broken or deteriorated mounts can cause misalignment and destruction of certain drive train components. When a single mount breaks, the remaining mounts are subjected to abnormally high stresses.
Scheme 1214

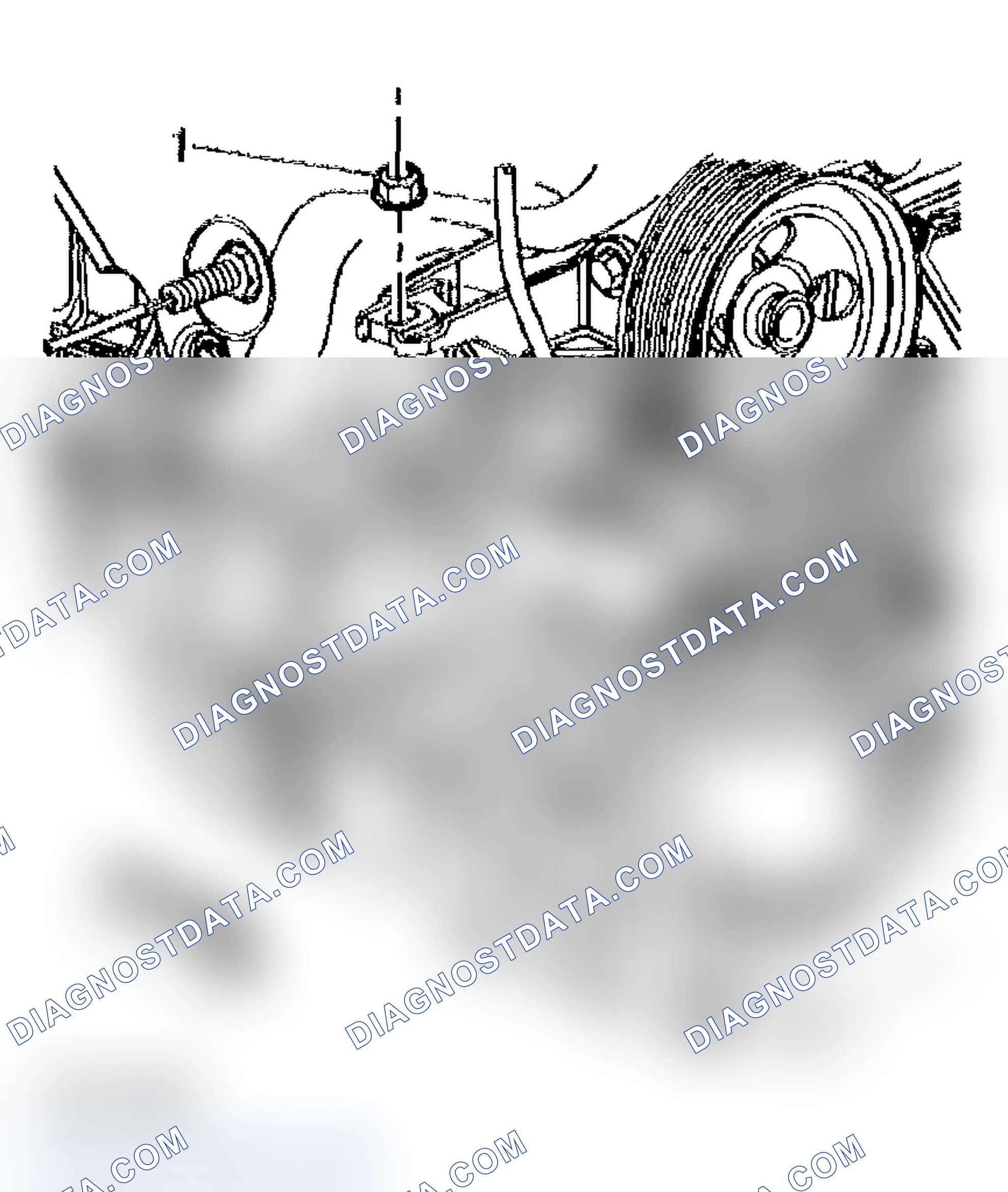
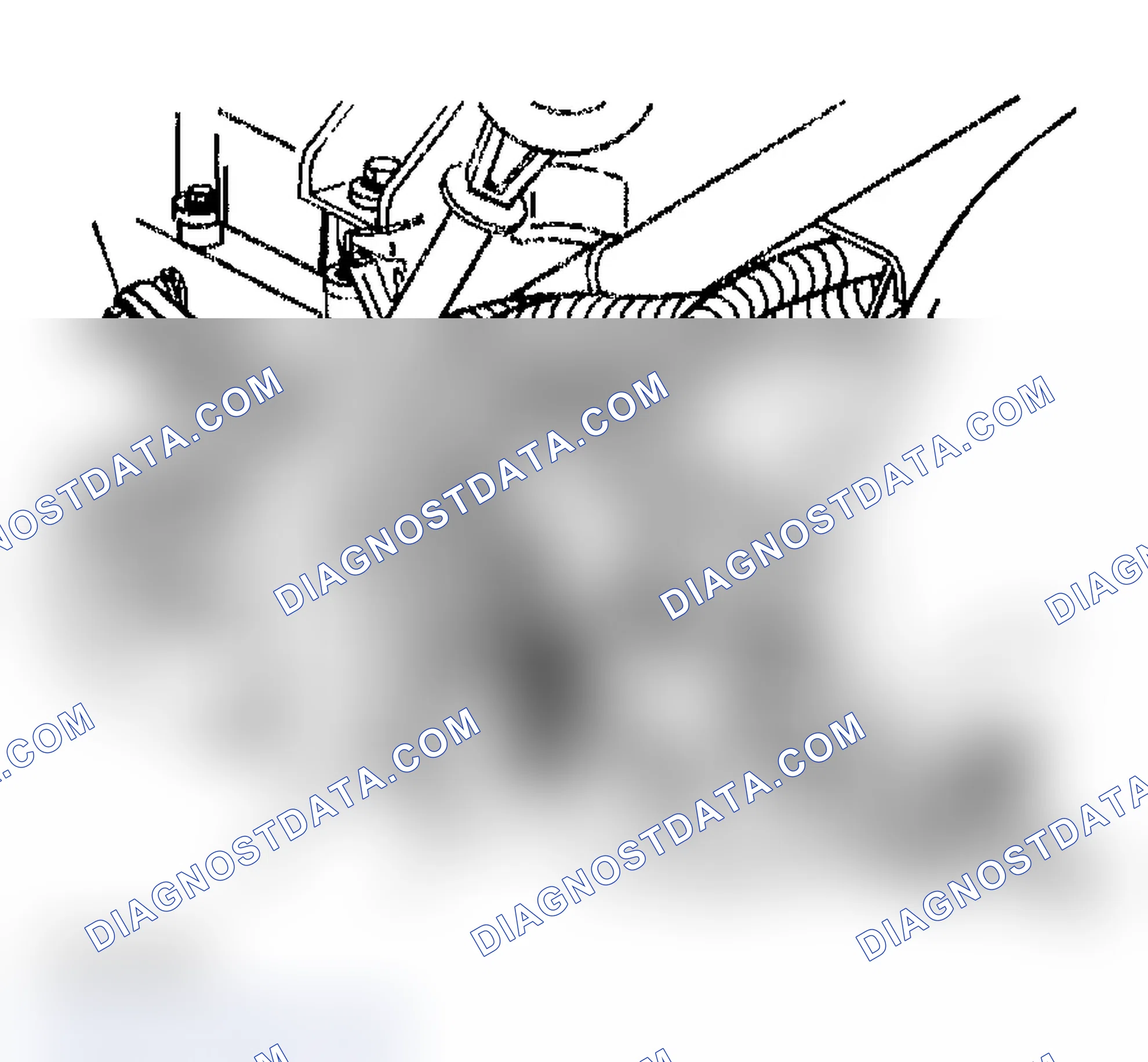
- Install a pole jack underneath the oil pan.
- Insert a block of wood between the engine oil pan and the pole jack.
- Raise the jack until the wooden block contacts the engine oil pan.
- Raise the engine in order to place a slight tension on the rubber cushion. Observe both mounts while raising the engine.
- Replace the mounts if any of the following conditions exist: Hard rubber surface covered with heat check cracks The rubber cushion separated from the metal plate of the mount The rubber cushion is split through the center The mount is leaking
- If there is movement between a metal plate of the mount and its attaching points, lower the engine and tighten the bolts or nuts attaching the mount to the engine, the frame or the bracket.
Scheme 1215
Scheme 1216
Scheme 1217
Scheme 1218

Scheme 1219

Scheme 1220
Scheme 1221

- Disconnect the negative battery cable. Refer to BATTERY NEGATIVE CABLE DISCONNECT/CONNECT PROCEDURE in Engine Electrical.
- Remove the cooling fan. Refer to COOLING FAN AND SHROUD REPLACEMENT in Engine Cooling.
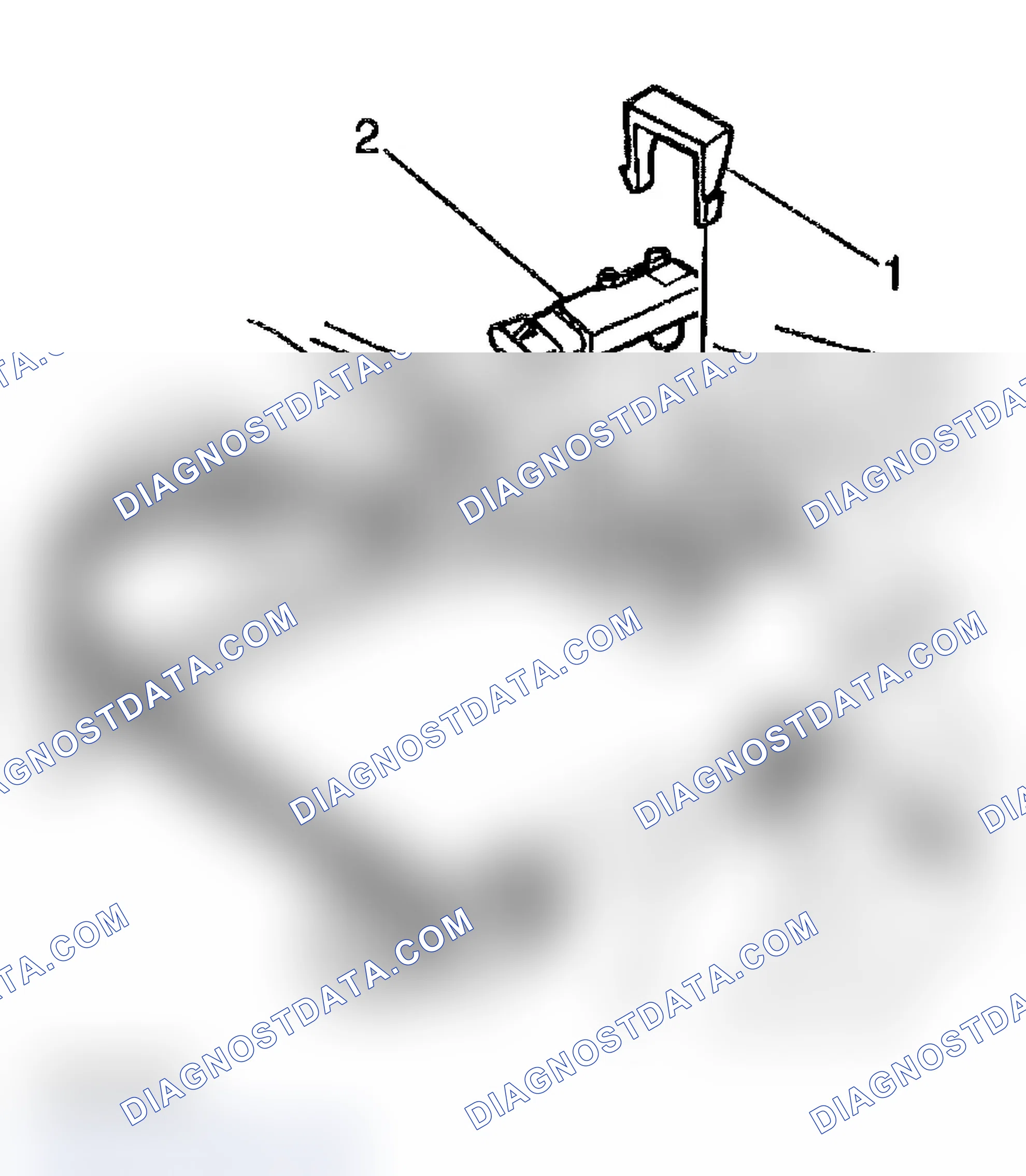
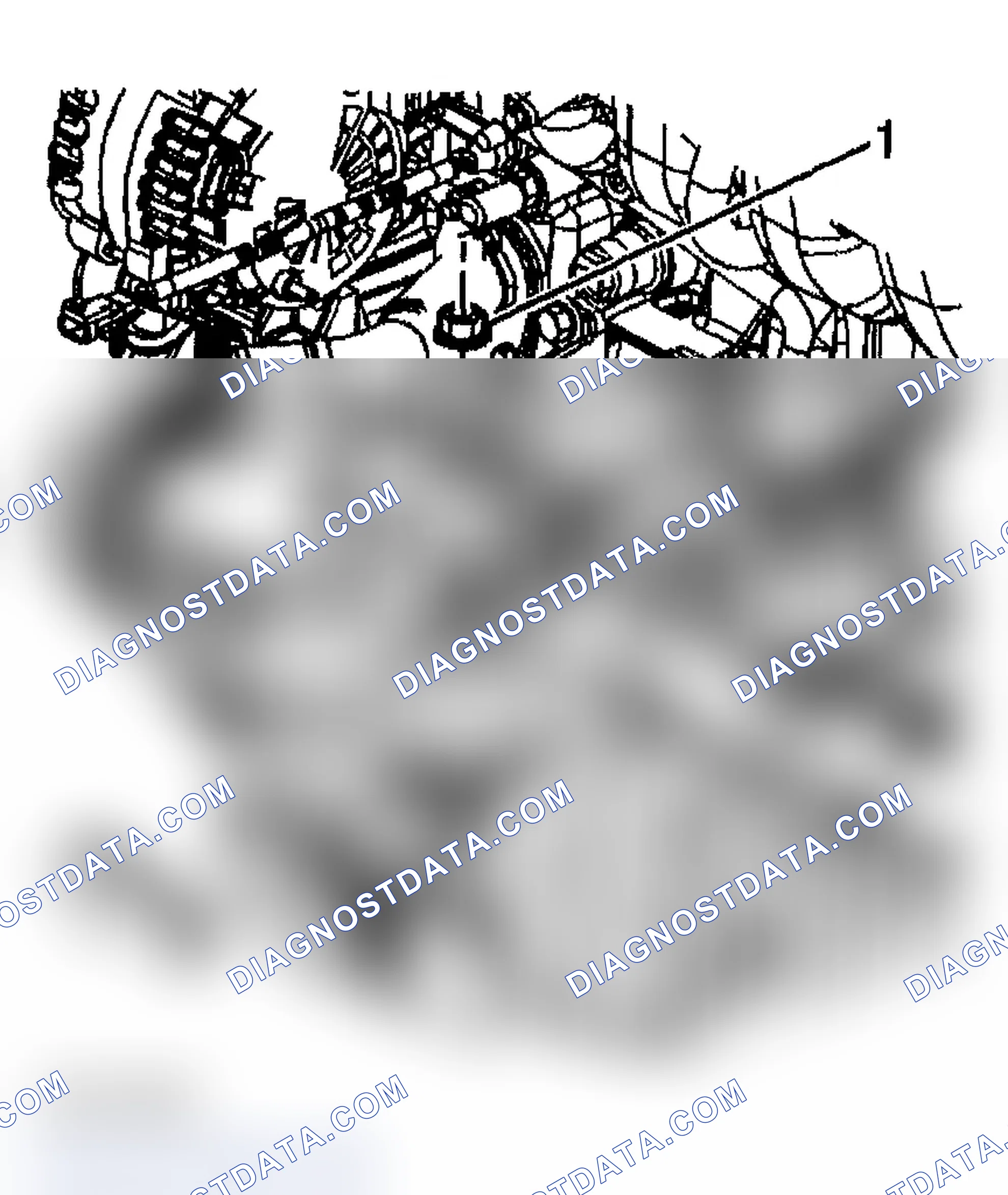
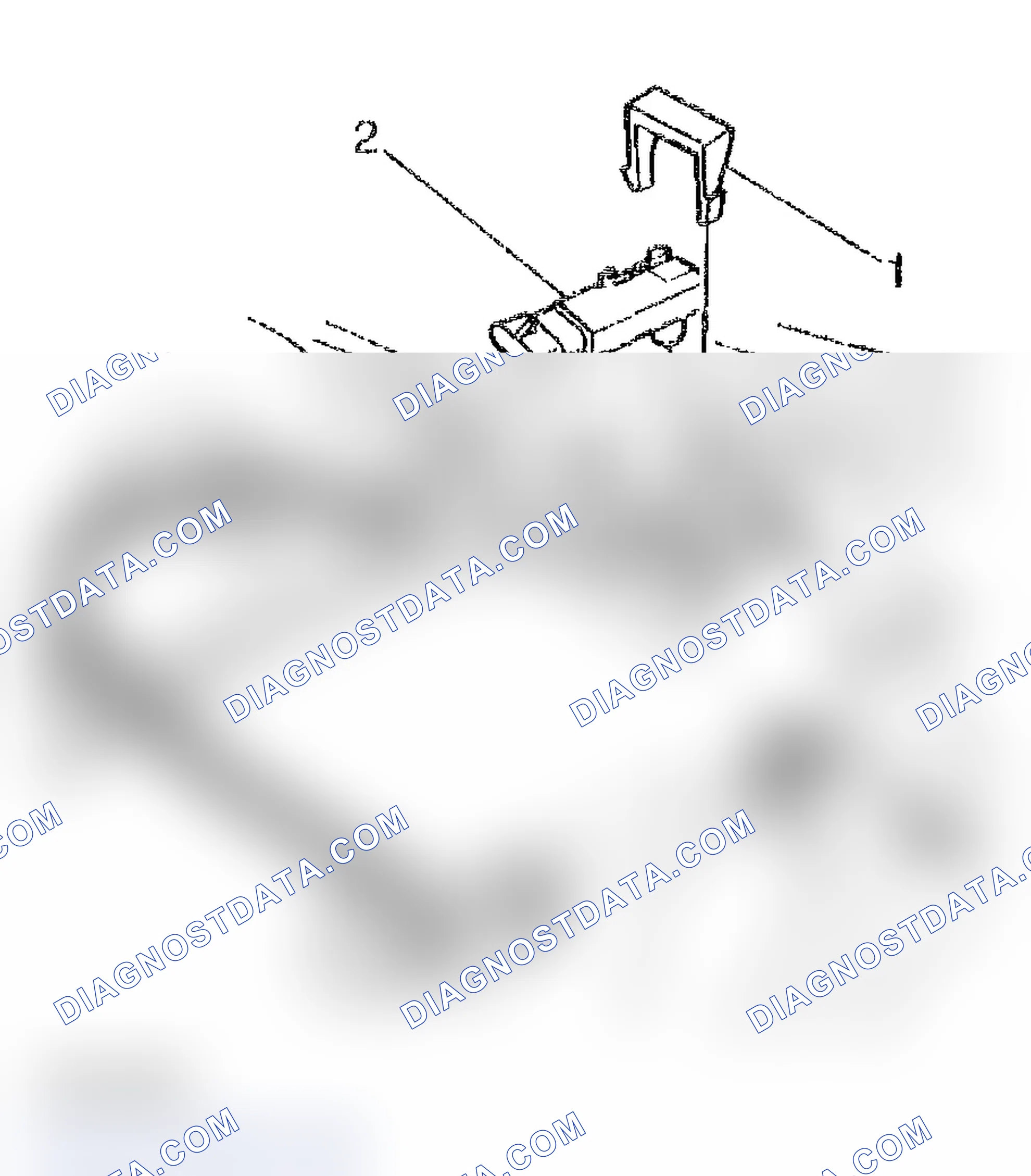
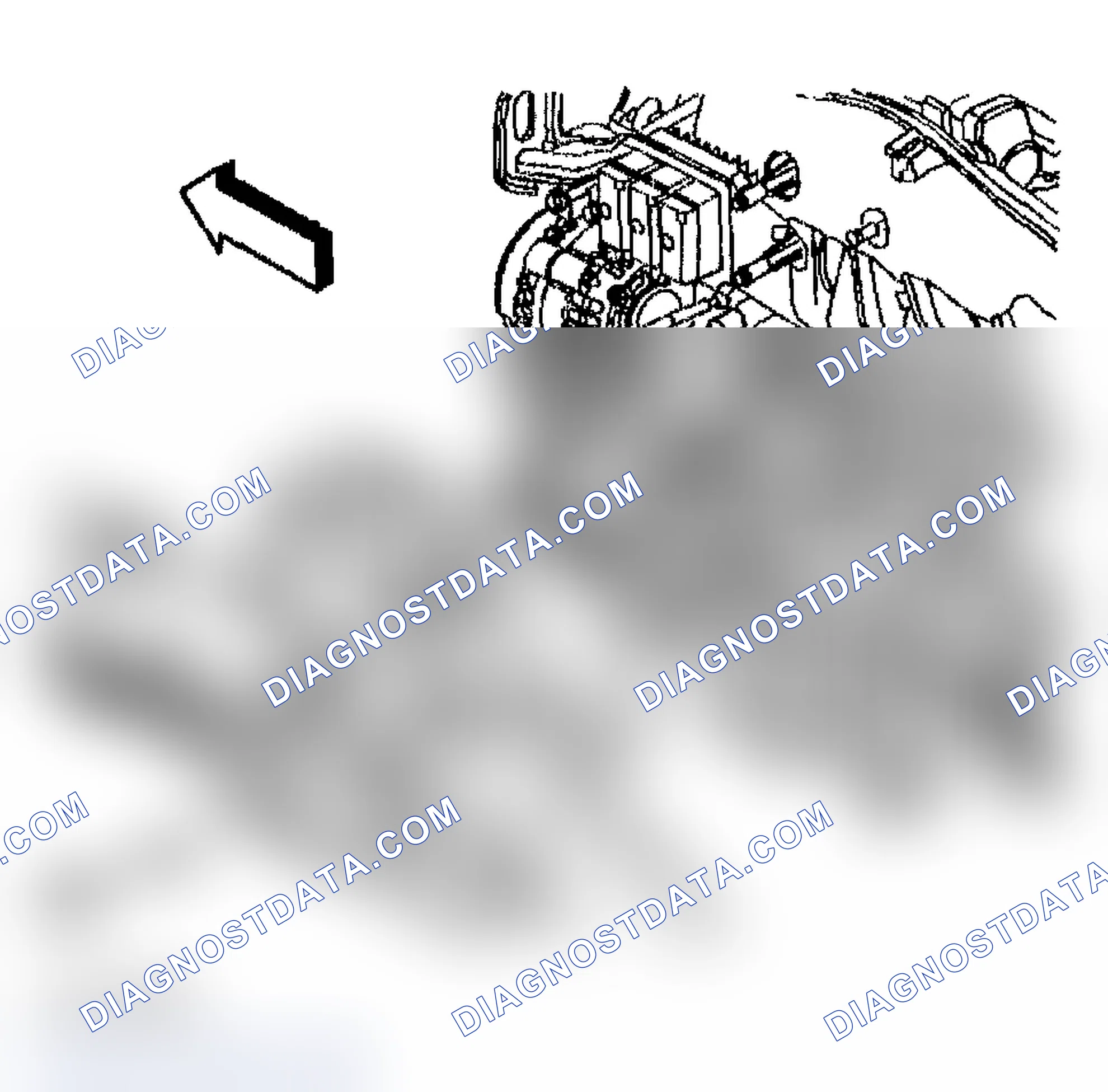
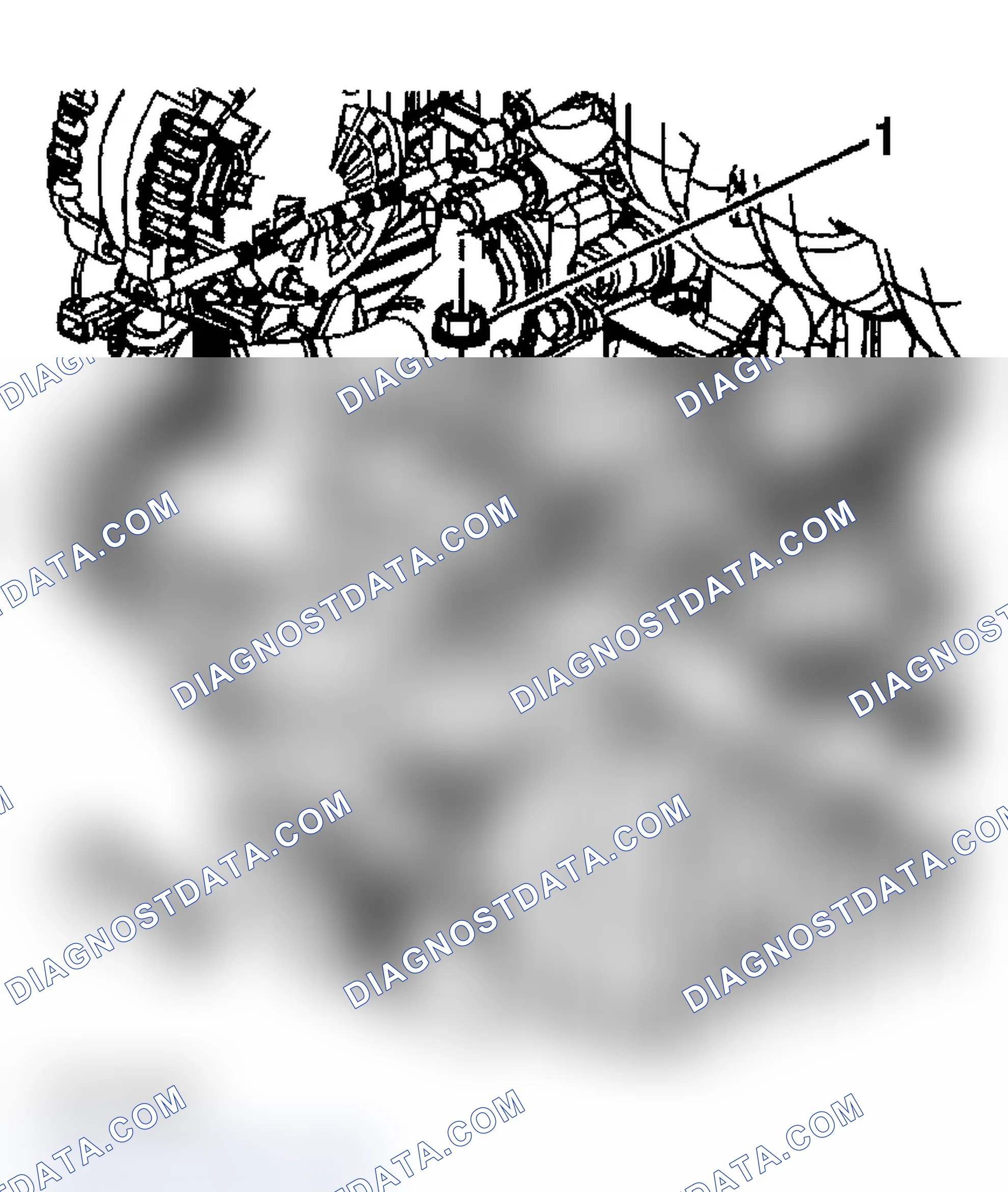
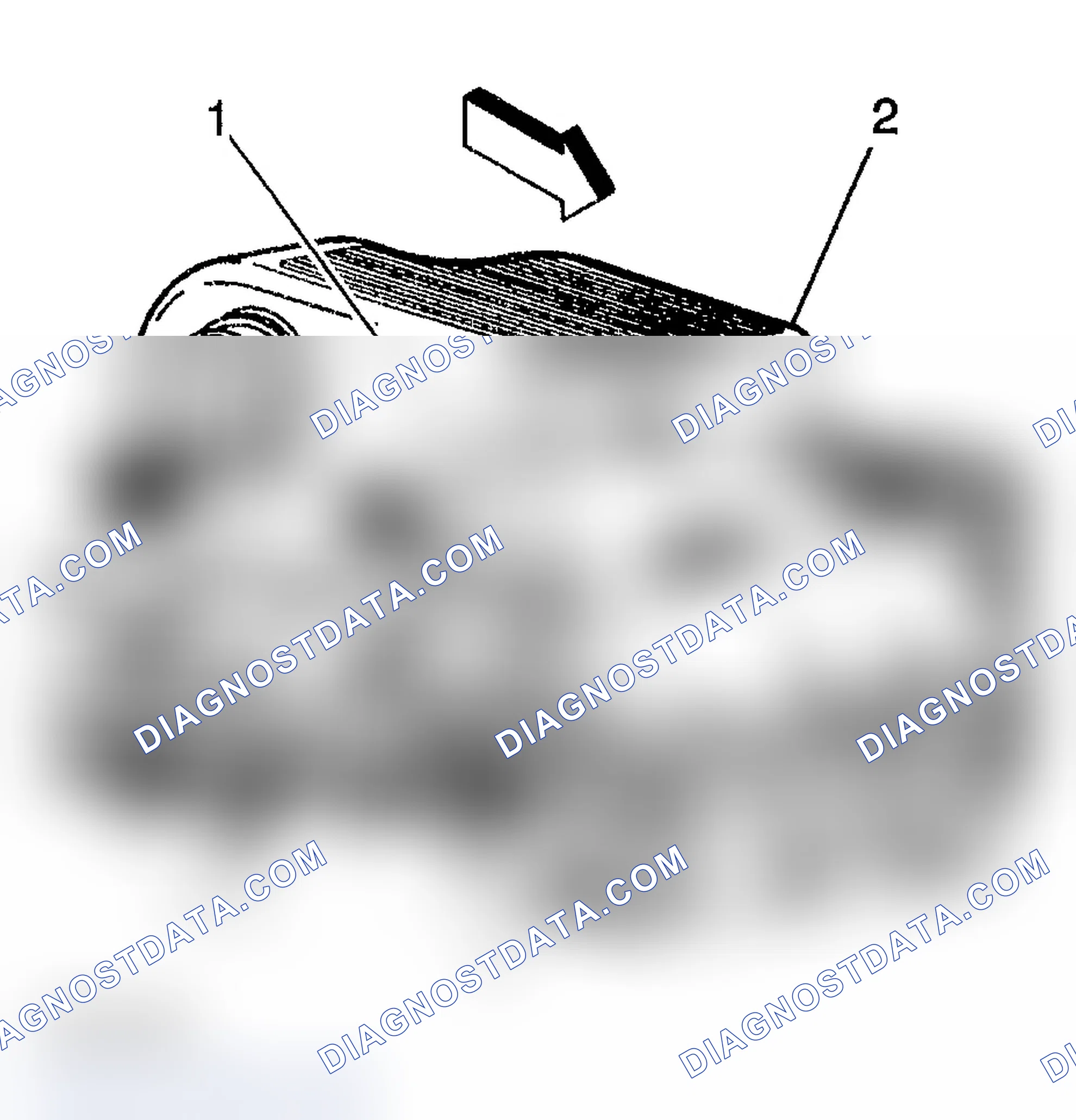
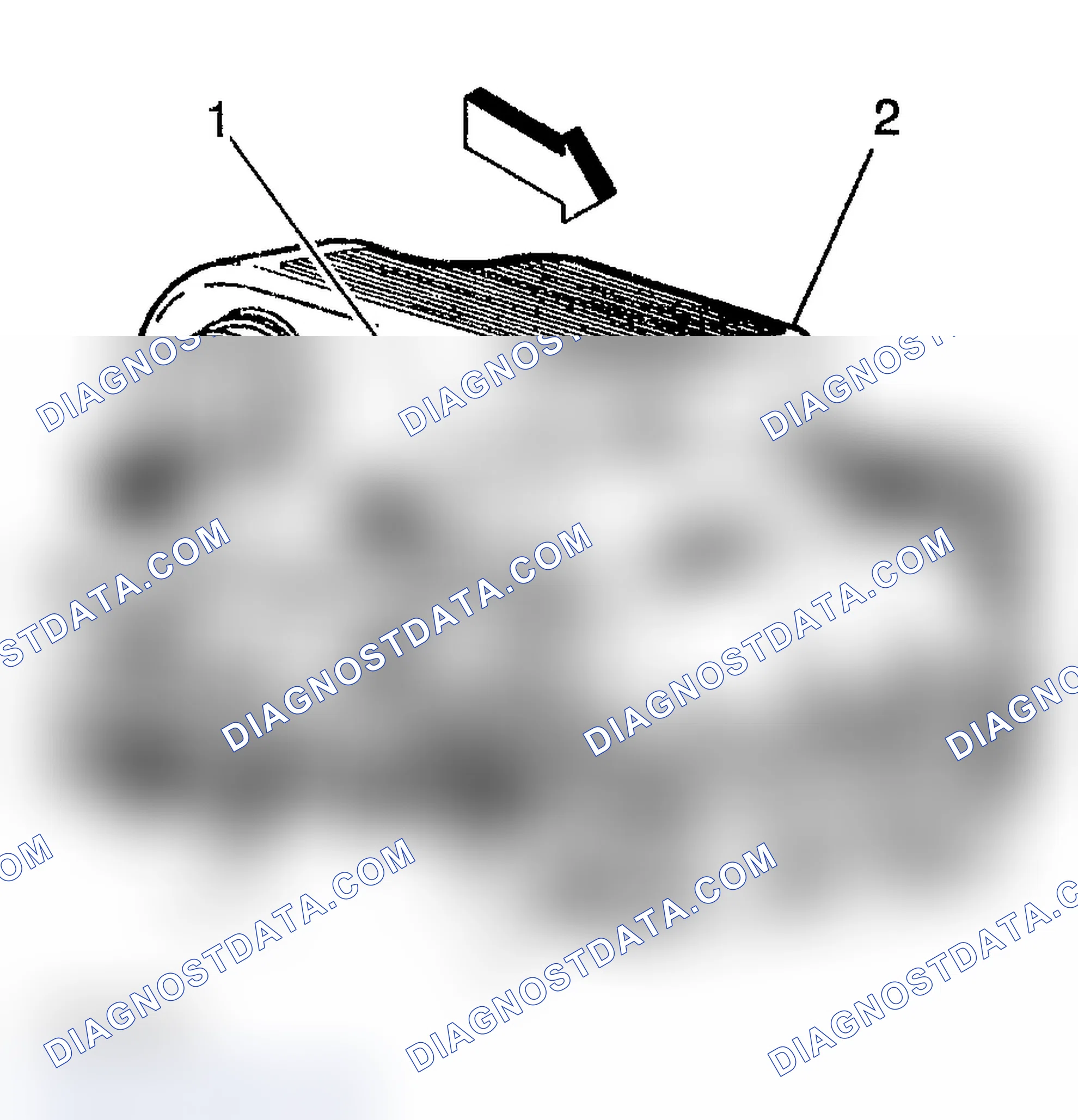
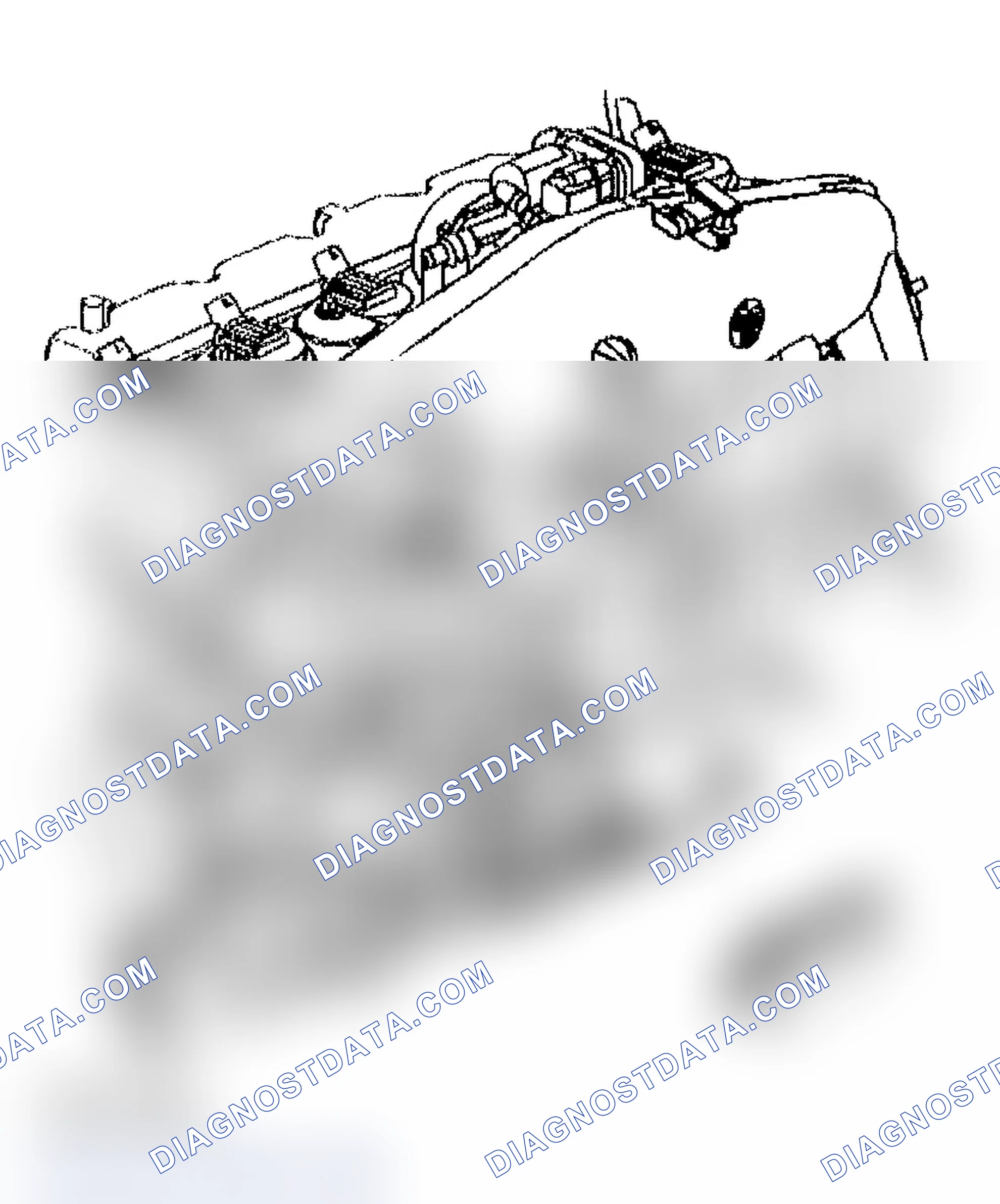
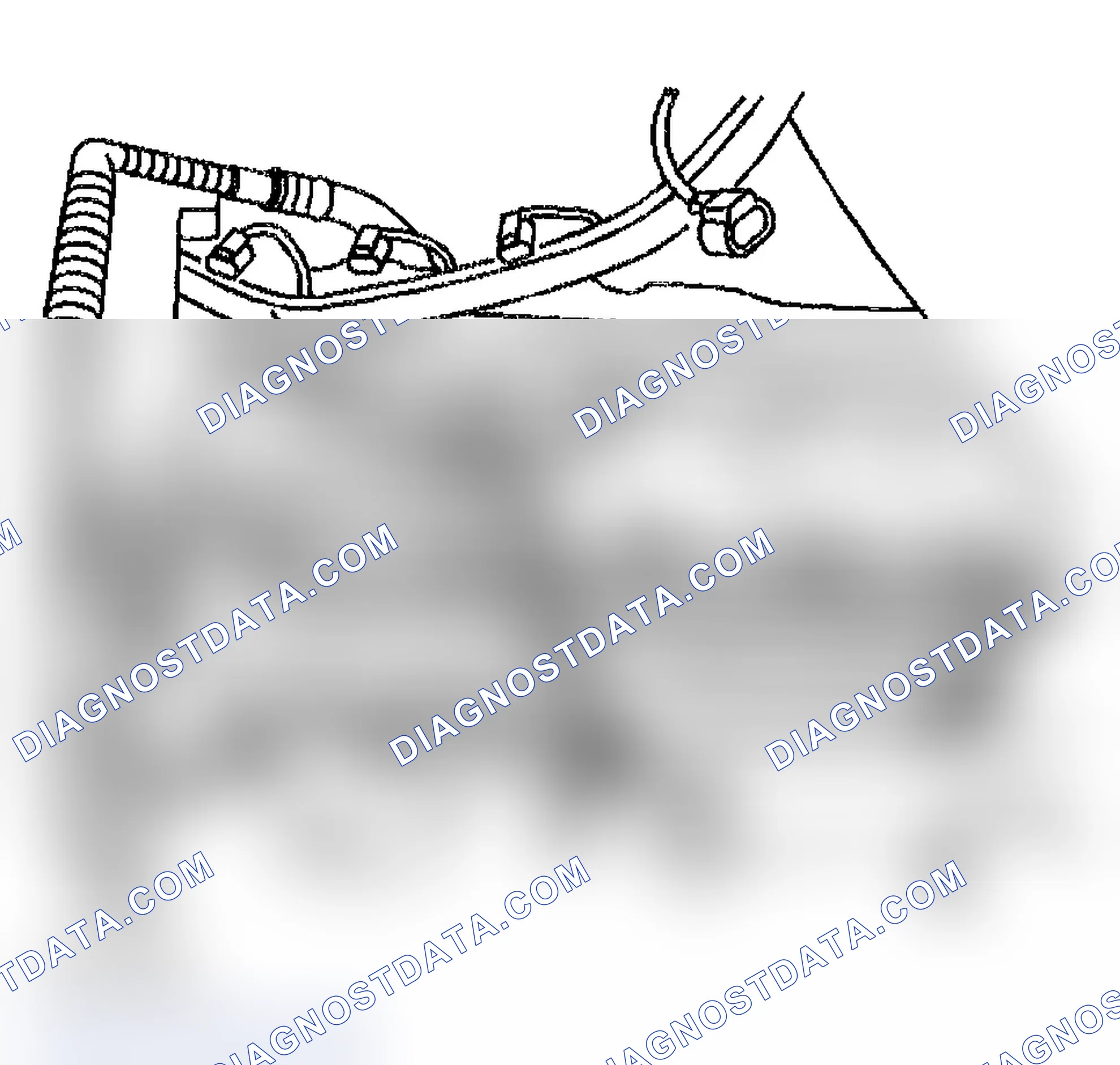
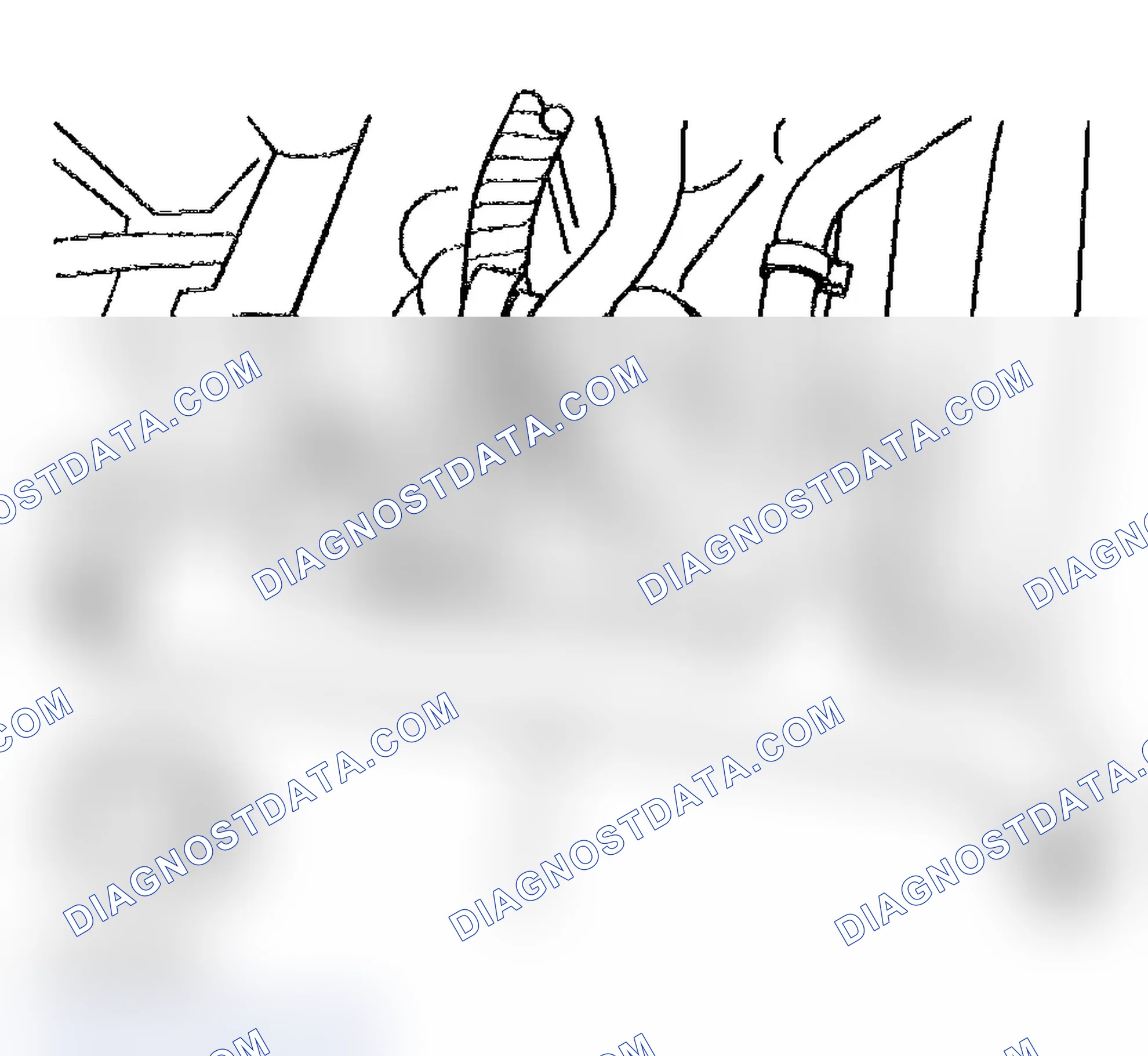
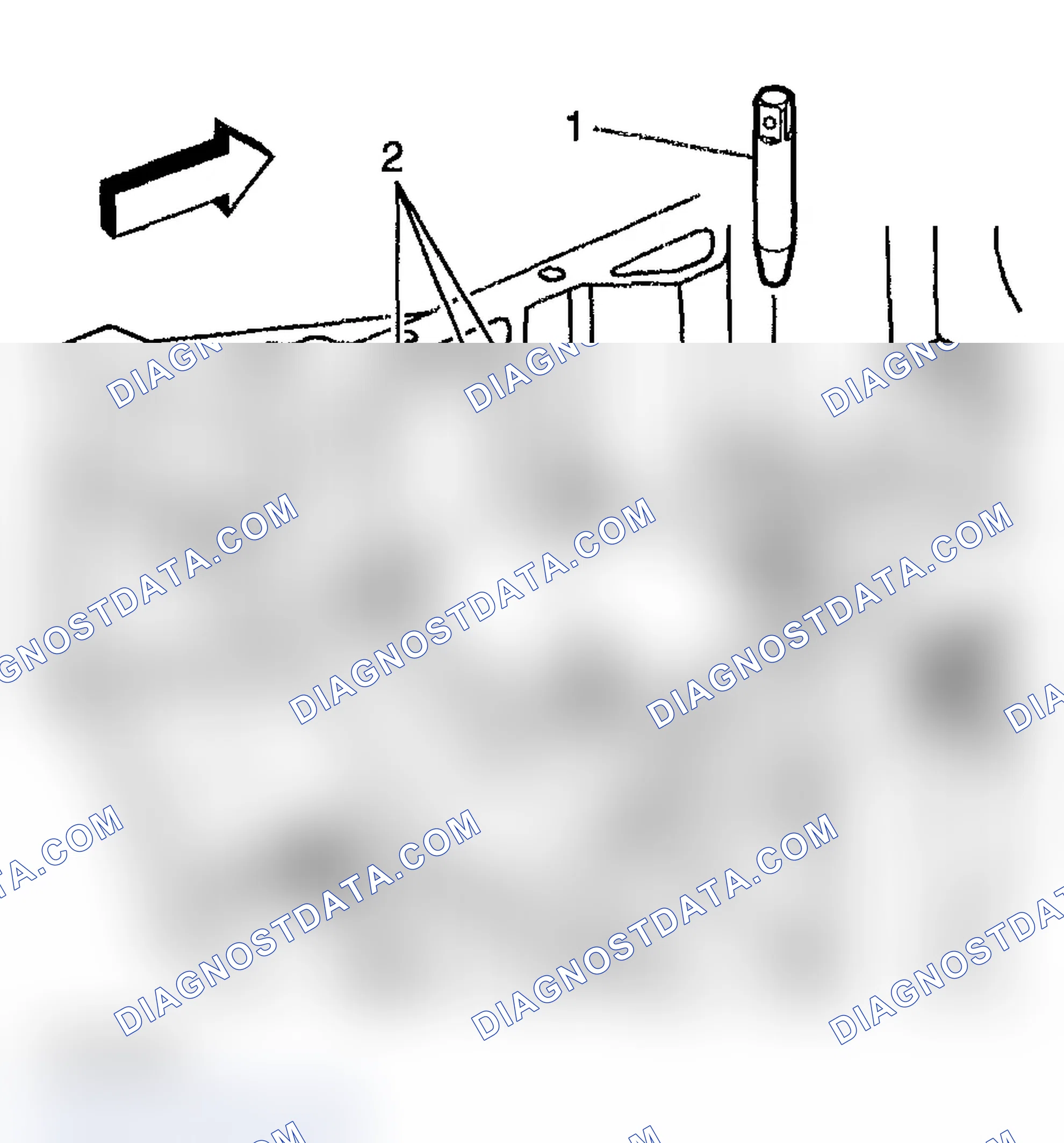
- Remove the MAP sensor electrical connector and the retainer (1).
- Remove the MAP sensor (2).
- Remove the left shock module (if frame mount is being removed). Refer to SHOCK MODULE REPLACEMENT in Front Suspension.
- Remove the right and the left upper engine mount nuts.
- Raise the vehicle. Refer to «LIFTING AND JACKING THE VEHICLE»(ref-188480-S19457848752005090300000) in General Information.
- Remove the right and the left lower engine mount nuts.
- Remove the engine protection shield mount bolts.
- Remove the engine protection shield. IMPORTANT: When placing jack onto the oil pan, pay close attention to not damage the oil level sender.
- Lower the vehicle and place a floor jack under the oil pan with a block of wood.
- Raise the engine with the jack just enough to clear the engine mount studs.
- Remove the left engine mount from the bracket.
- Remove the left engine mount bracket bolts.
- Remove the left engine mount bracket.
- Remove the left frame engine mount bracket bolts, if required.
- Remove the left frame engine mount bracket, if required.
Scheme 1222
Scheme 1223

Scheme 1224
Scheme 1225

Scheme 1226
Scheme 1227

Scheme 1228
Scheme 1229

- Install the left frame engine mount bracket, if removed. NOTE: Refer to «FASTENER NOTICE»(ref-175132-S17785009232005041500000) in Cautions and Notices.
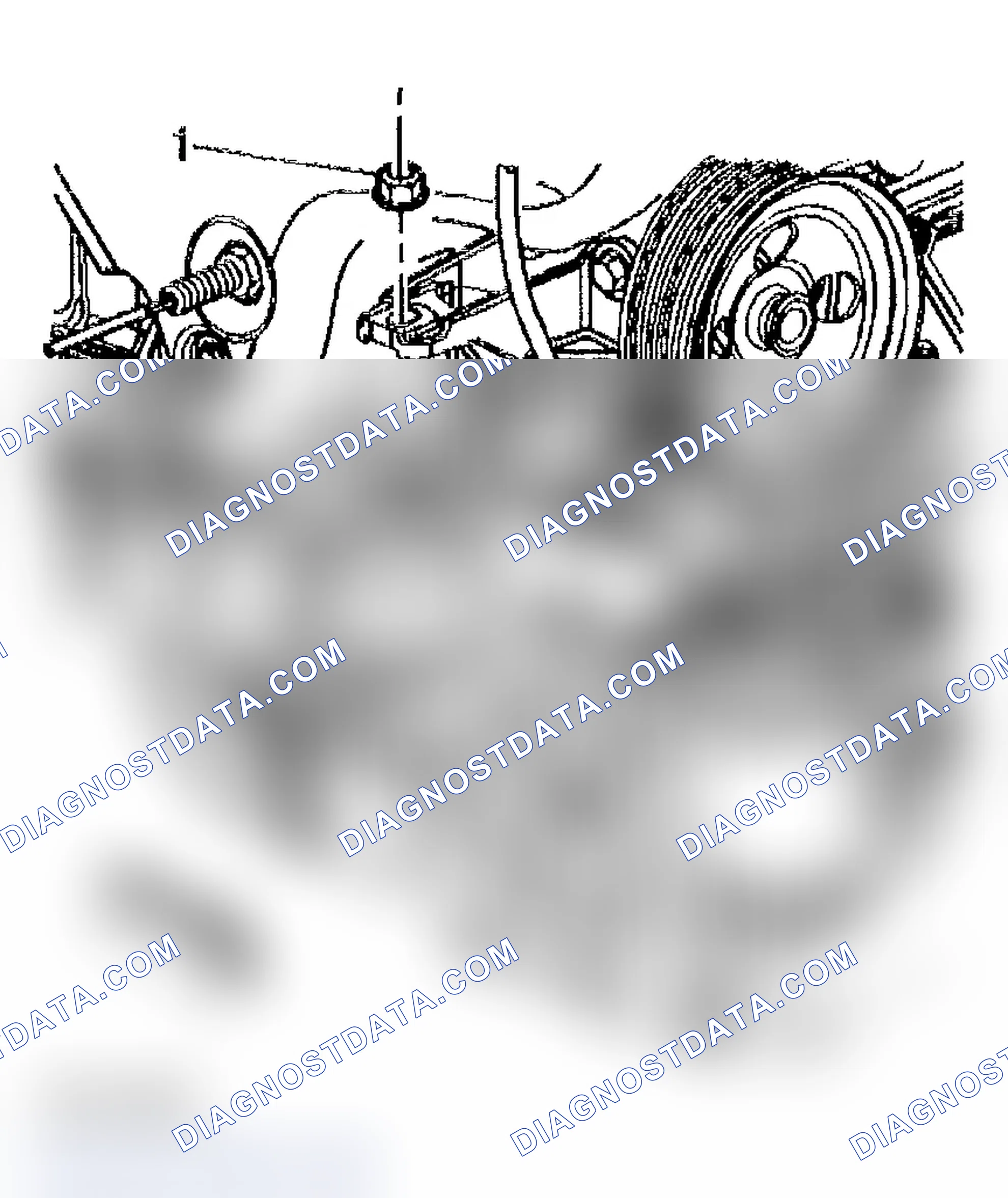
- Install the left frame engine mount bracket bolts, if removed. Tighten Tighten the mount bracket bolts to 110 N.m (81 lb ft).
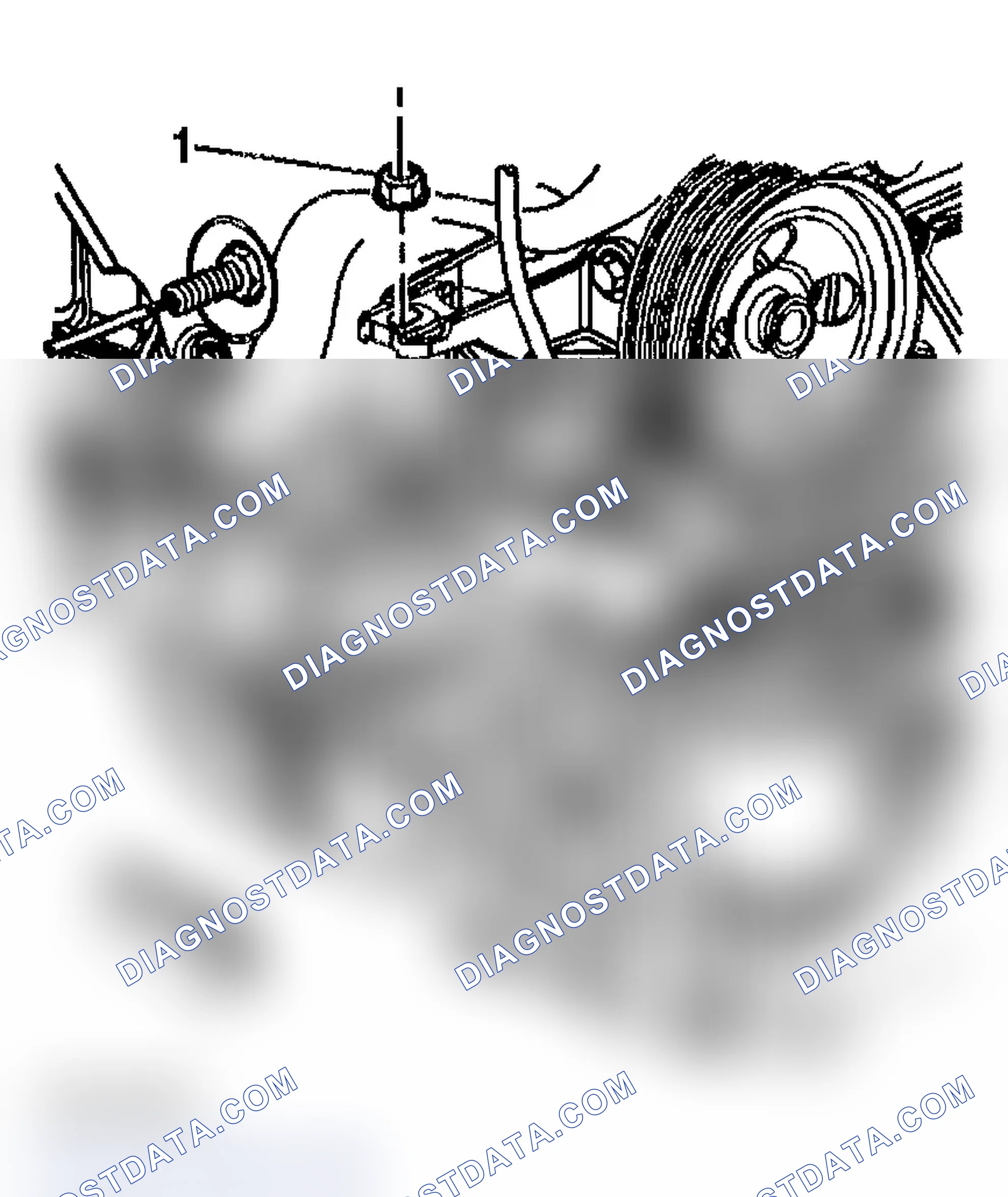
- Install the left engine mount bracket and secure the bracket with the bolts (1). Tighten Tighten the engine mount bracket bolts to 50 N.m (37 lb ft).
- Install the left engine mount onto the bracket.
- Lower the engine onto the engine mounts.
- Install the right and the left upper engine mount nuts. Tighten Tighten the upper engine mount nuts to 70 N.m (52 lb ft).
- Raise the vehicle and remove the jack from under the vehicle.
- Install the engine protection shield and secure the shield with the bolts. Tighten Tighten the engine protection shield bolts to 25 N.m (18 lb ft).
- Install the right and the left lower engine mount nuts. Tighten Torque the lower engine mount nuts to 70 N.m (52 lb ft).
- Lower the vehicle.
- Install the left shock module. Refer to SHOCK MODULE REPLACEMENT in Front Suspension.
- Install the MAP sensor (2).
- Install the MAP sensor retainer (1) and the electrical connector.
- Connect the cooling fan hub nut to the water pump shaft.
- Install the cooling fan. Refer to COOLING FAN AND SHROUD REPLACEMENT in Engine Cooling.
- Connect the battery negative cable. Refer to BATTERY NEGATIVE CABLE DISCONNECT/CONNECT PROCEDURE in Engine Electrical.
Scheme 1230

Scheme 1231
Scheme 1232

Scheme 1233

Scheme 1234
Scheme 1235
Scheme 1236
- Disconnect the battery negative cable. Refer to BATTERY NEGATIVE CABLE DISCONNECT/CONNECT PROCEDURE in Engine Electrical.
- Remove the cooling fan. Refer to COOLING FAN AND SHROUD REPLACEMENT in Engine Cooling.
- Remove the MAP sensor electrical connector and retainer (1).
- Remove the MAP sensor (2).
- Remove the right shock module, if frame engine mount is being removed. Refer to SHOCK MODULE REPLACEMENT in Front Suspension.
- Remove the right and the left upper engine mount nuts.
- Raise the vehicle. Refer to «LIFTING AND JACKING THE VEHICLE»(ref-188480-S19457848752005090300000) in General Information.
- Remove the right and the left lower engine mount nuts.
- Remove the engine protection shield mounting bolts.
- Remove the engine protection shield. IMPORTANT: When placing jack onto the oil pan, pay close attention to not damaging the oil level sender.
- Lower the vehicle and place a floor jack under the oil pan with a block of wood.
- Raise the engine with the jack just enough to clear the engine mount studs.
- Remove the right engine mount from the bracket.
- Remove the right engine mount bracket bolts.
- Remove the right engine mount bracket.
- Remove the right frame engine mount bracket bolts, if required.
- Remove the right frame engine mount bracket, if required.
Scheme 1237
Scheme 1238
Scheme 1239
Scheme 1240
Scheme 1241
Scheme 1242

Scheme 1243

- Install the right frame engine mount bracket, if removed.
- Install the right frame engine mount bracket bolts, if removed. Tighten Tighten the mount bracket bolts to 110 N.m (81 lb ft).
- Install the right engine mount bracket and secure with the bolts (1). Tighten Tighten the engine mount bracket bolts to 50 N.m (37 lb ft).
- Install the right engine mount.
- Lower the engine onto the engine mounts.
- Install the right and the left upper engine mount nuts. Tighten Tighten the upper engine mount nuts to 70 N.m (52 lb ft).
- Raise the vehicle and remove the floor jack from under the vehicle.
- Install the engine protection shield and secure with the bolts. Tighten Tighten the engine protection shield bolts to 25 N.m (18 lb ft).
- Install the right and the left lower engine mount nuts. Tighten Tighten the lower engine mount nuts to 70 N.m (52 lb ft).
- Lower the vehicle.
- Install the right shock module. Refer to SHOCK MODULE REPLACEMENT in Front Suspension.
- Install the MAP sensor (2).
- Install the MAP sensor retainer (1) and the electrical connector.
- Connect the cooling fan hub nut to the water pump shaft.
- Install the cooling fan. Refer to COOLING FAN AND SHROUD REPLACEMENT in Engine Cooling.
- Connect the battery negative cable. Refer to BATTERY NEGATIVE CABLE DISCONNECT/CONNECT PROCEDURE in Engine Electrical.
Scheme 1244
Scheme 1245
Scheme 1246
Scheme 1247
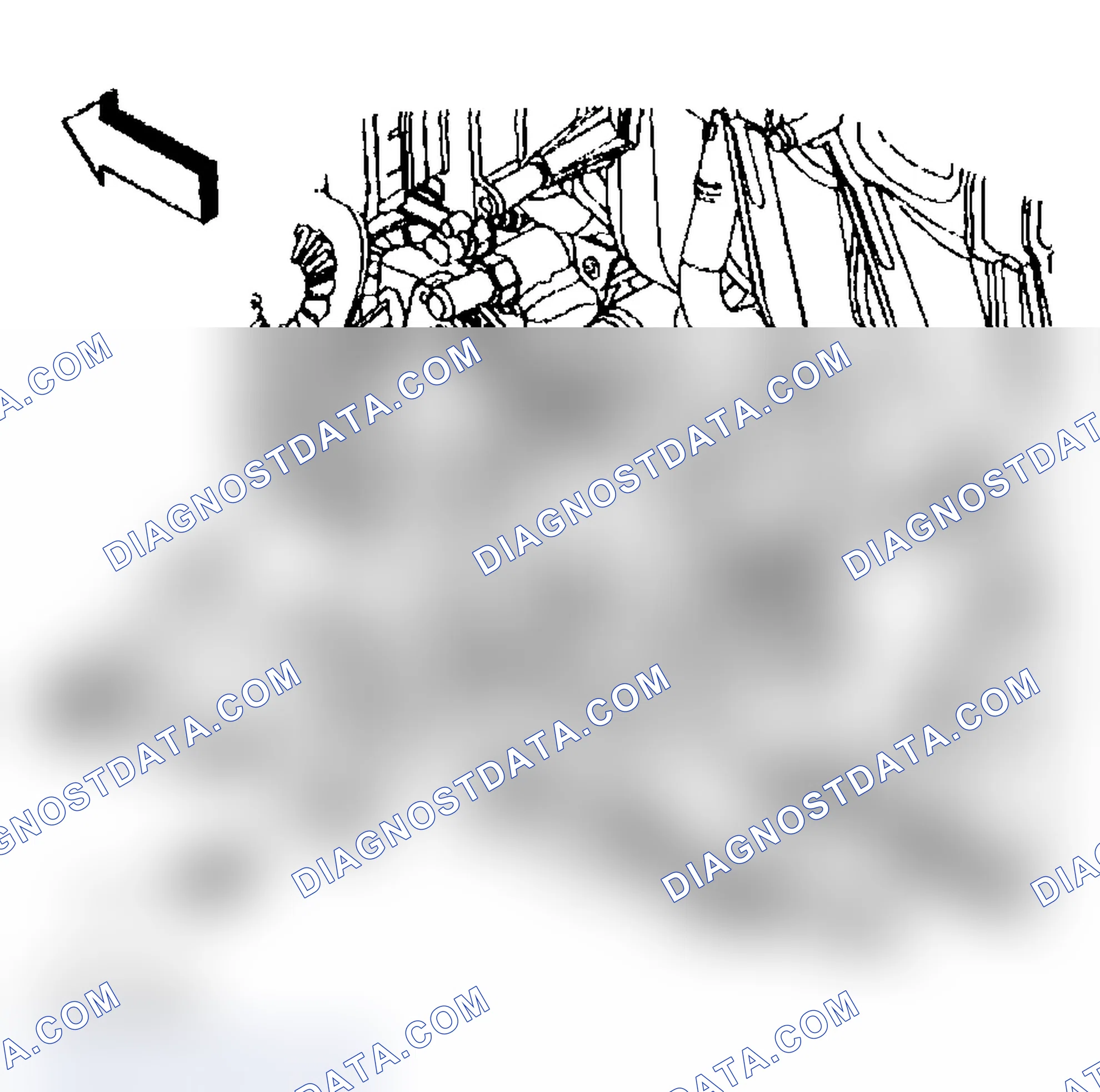
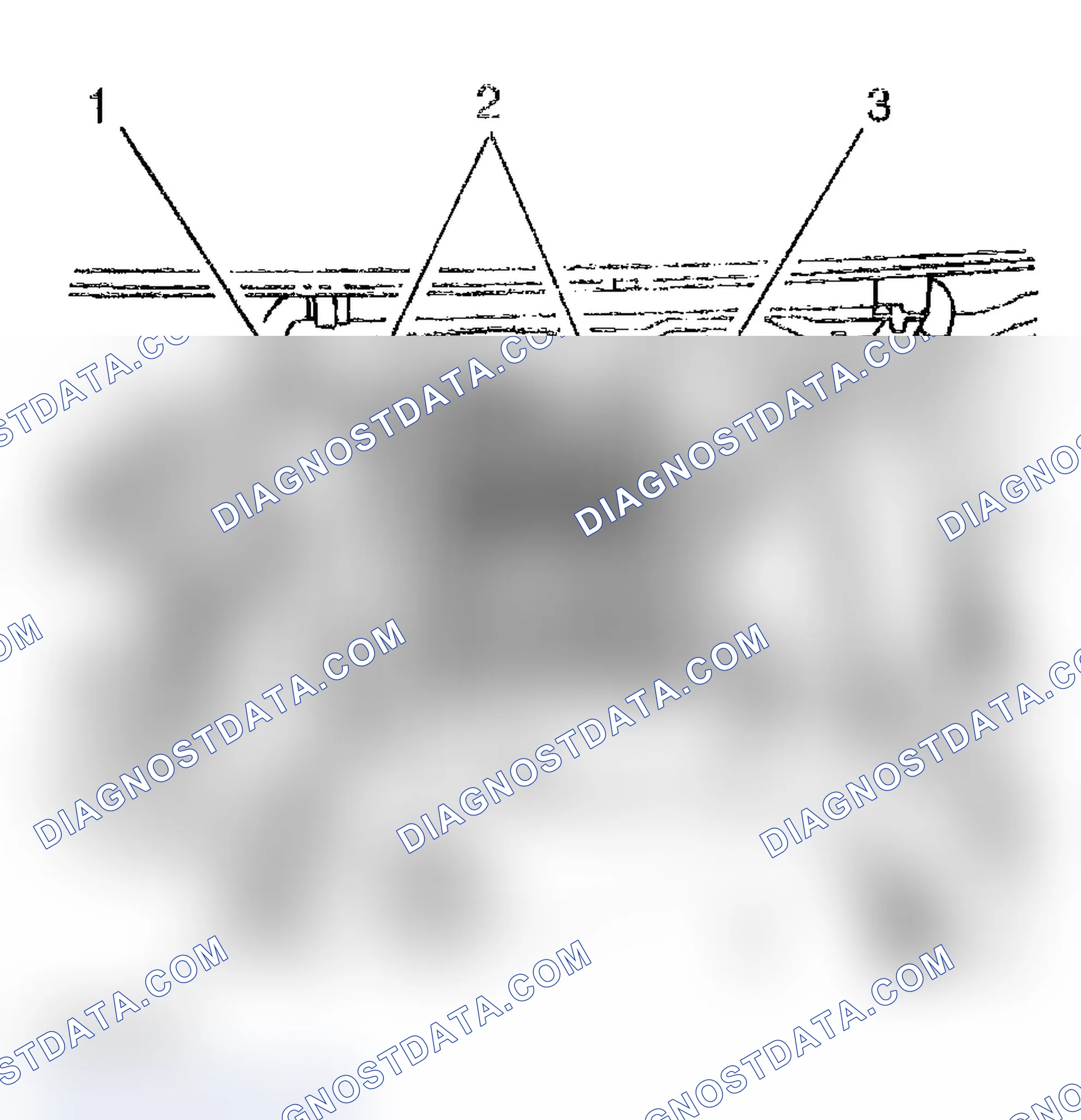
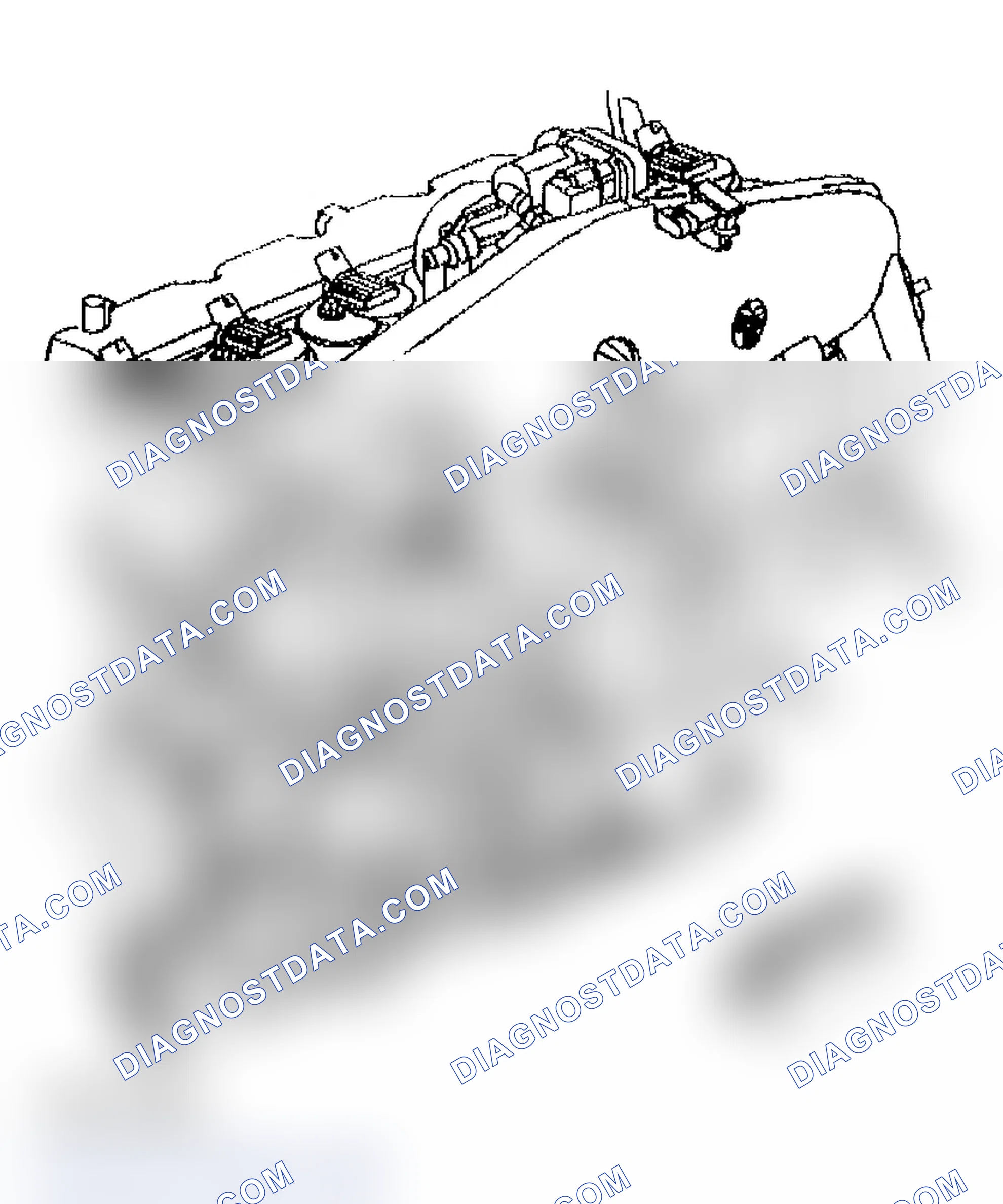
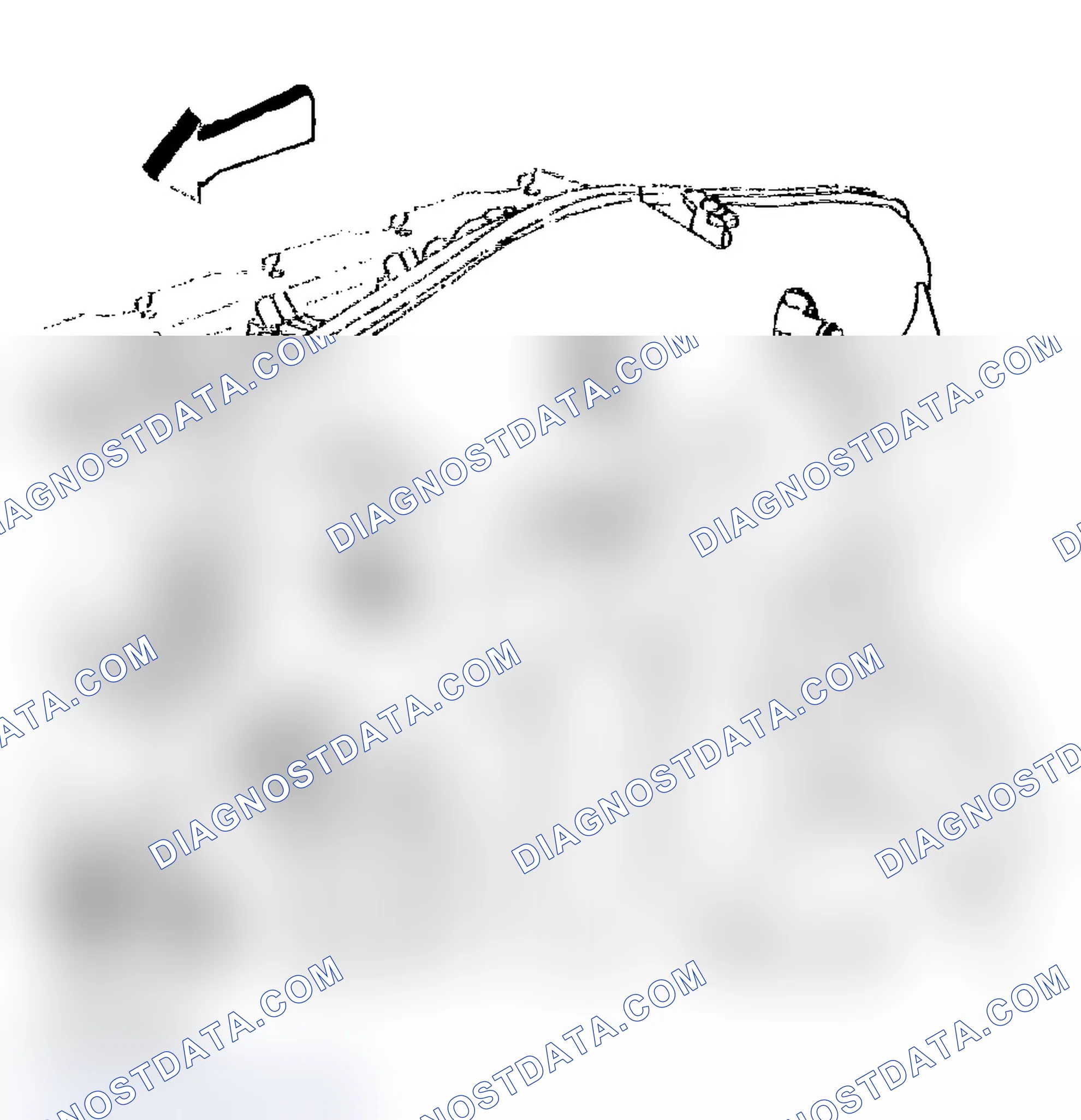
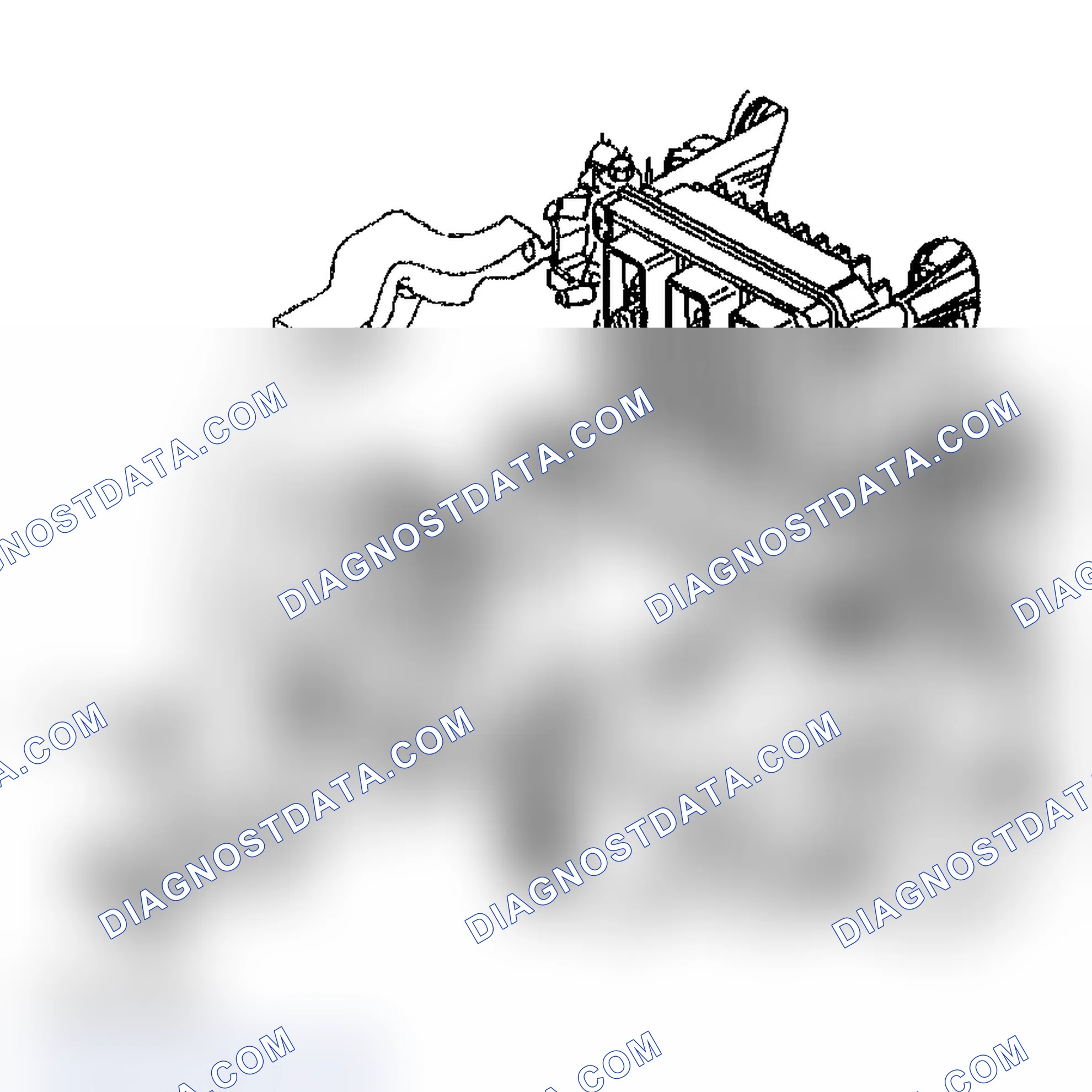
- Disconnect the crankcase dirty air hose from the intake manifold.
- Disconnect the crankcase dirty air hose from the PCV orifice tube.
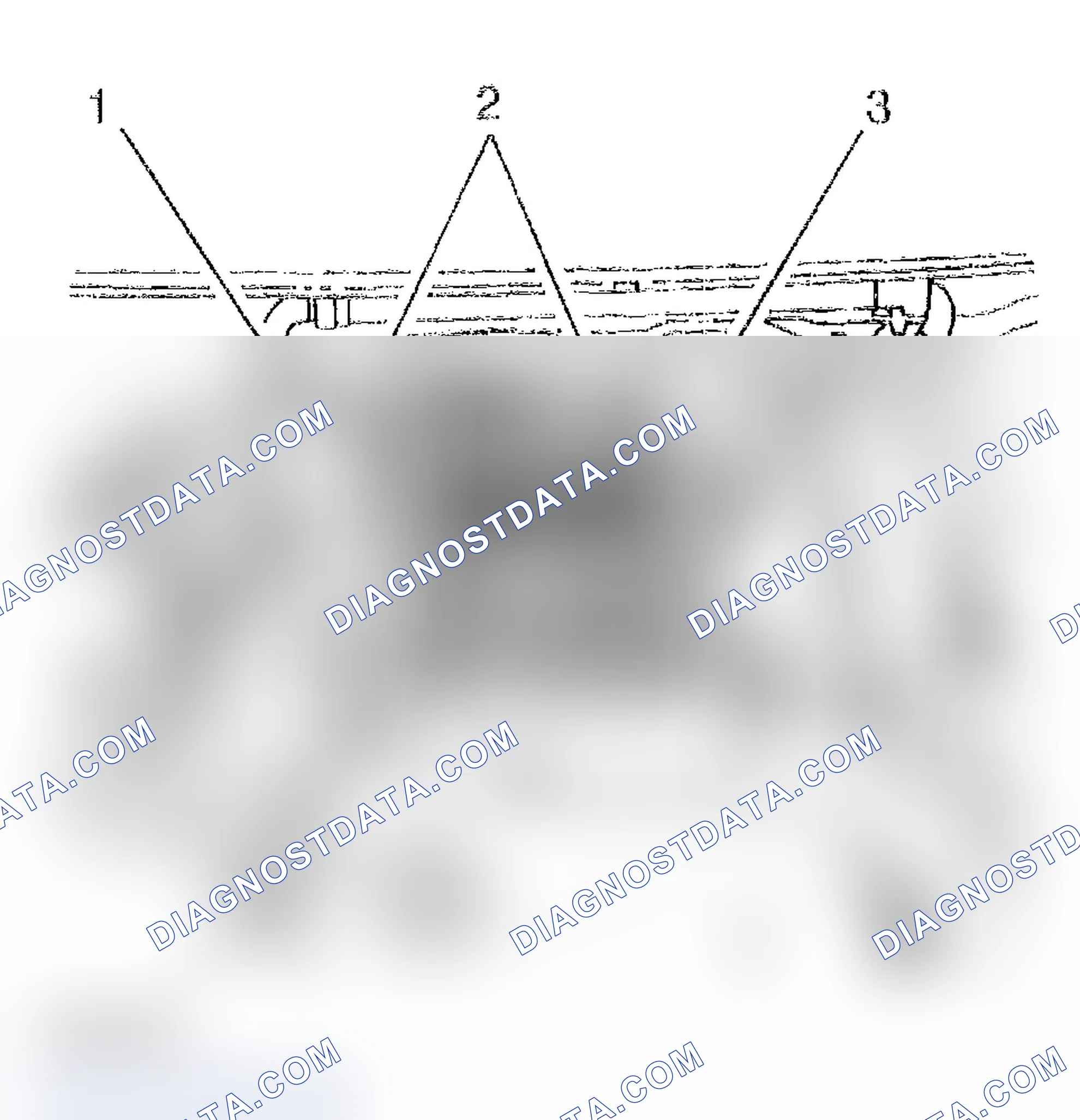
- Loosen the throttle body clamps (2).
- Disconnect the fuel pressure regulator vacuum supply hose from the air cleaner outlet resonator.
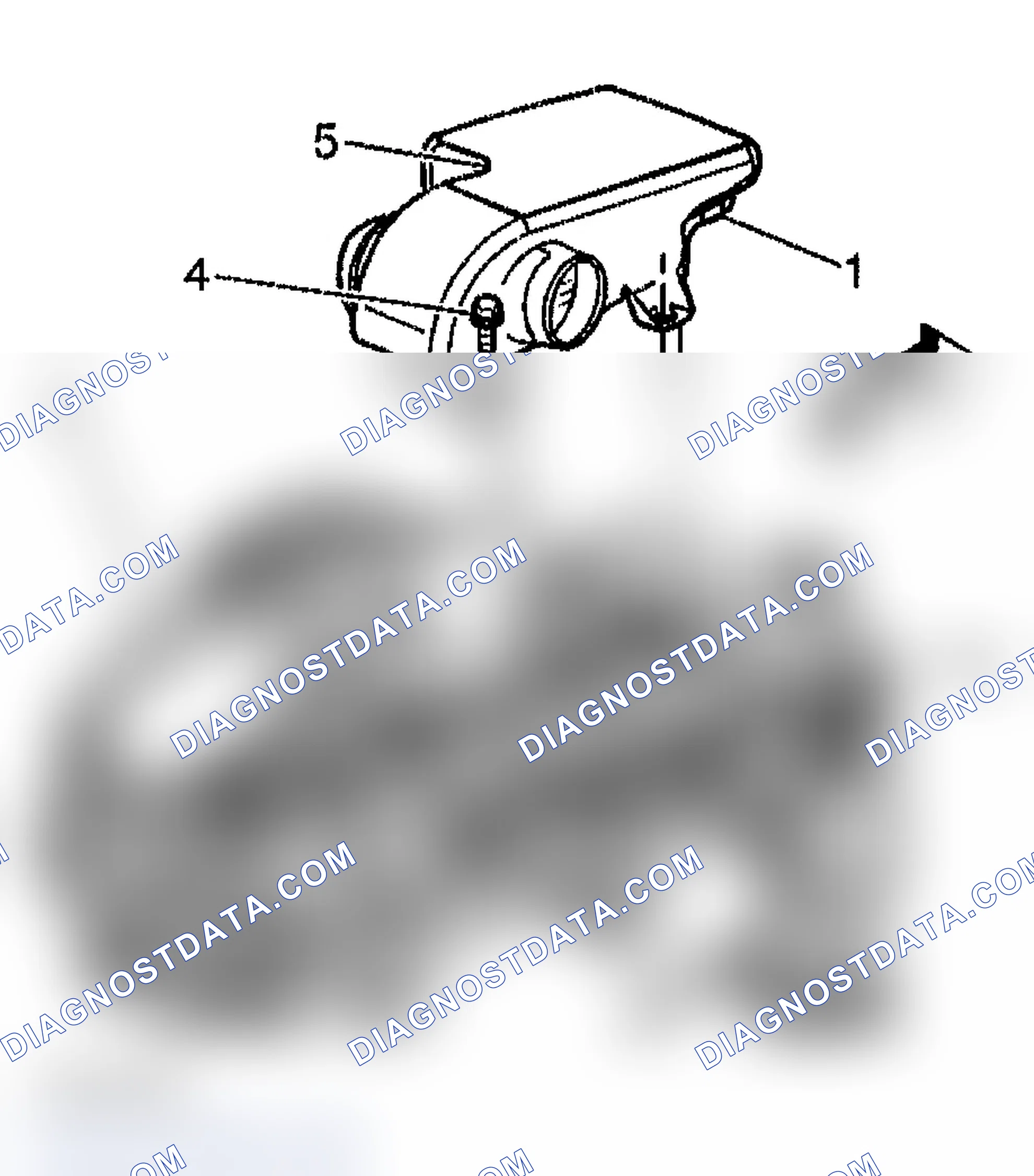
- Remove the 2 resonator to engine bolts (4) from the air cleaner outlet resonator (5).
- Lift up the front of the air cleaner outlet resonator (2).
- Disconnect the crankcase clean air hose from the valve cover port.
- Disconnect the crankcase clean air hose from the air cleaner outlet resonator (2).
Scheme 1248
Scheme 1249

Scheme 1250
Scheme 1251

- Connect the crankcase clean air hose to the air cleaner outlet resonator (2).
- Connect the crankcase clean air hose to the valve cover port. NOTE: Refer to «FASTENER NOTICE»(ref-175132-S17785009232005041500000) in Cautions and Notices.
- Install the 2 resonator to engine bolts (4) to the air cleaner outlet resonator (5). Tighten Tighten the bolts to 6 N.m (53 lb in).
- Tighten the throttle body clamps (2). Tighten Tighten the clamps to 4 N.m (35 lb in).
- Connect the fuel pressure regulator vacuum supply hose to the air cleaner outlet resonator.
- Connect the crankcase dirty air hose to the intake manifold.
- Connect the crankcase dirty air hose to the PCV orifice tube.
Scheme 1252
Scheme 1253
Scheme 1254
Scheme 1255
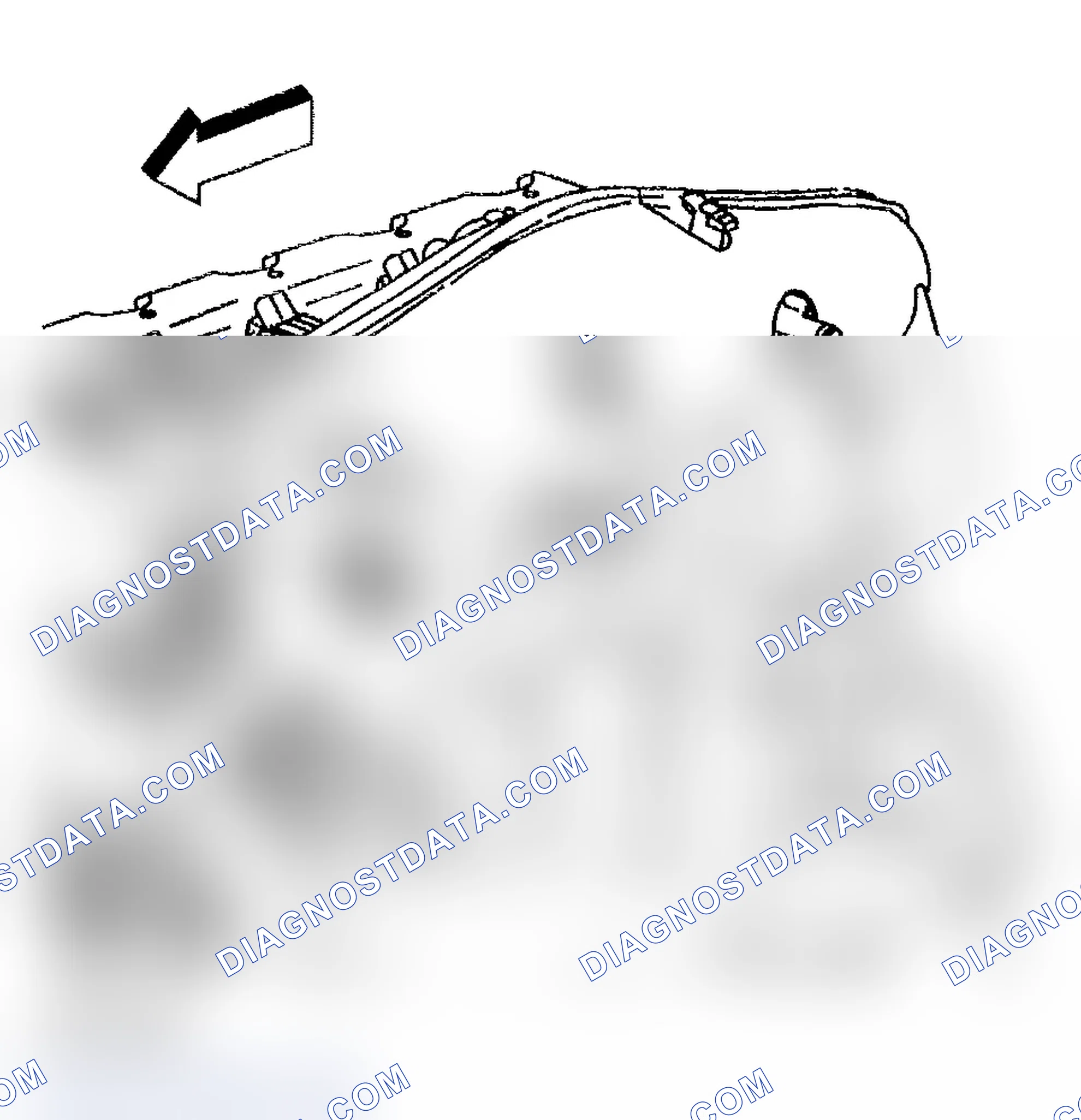
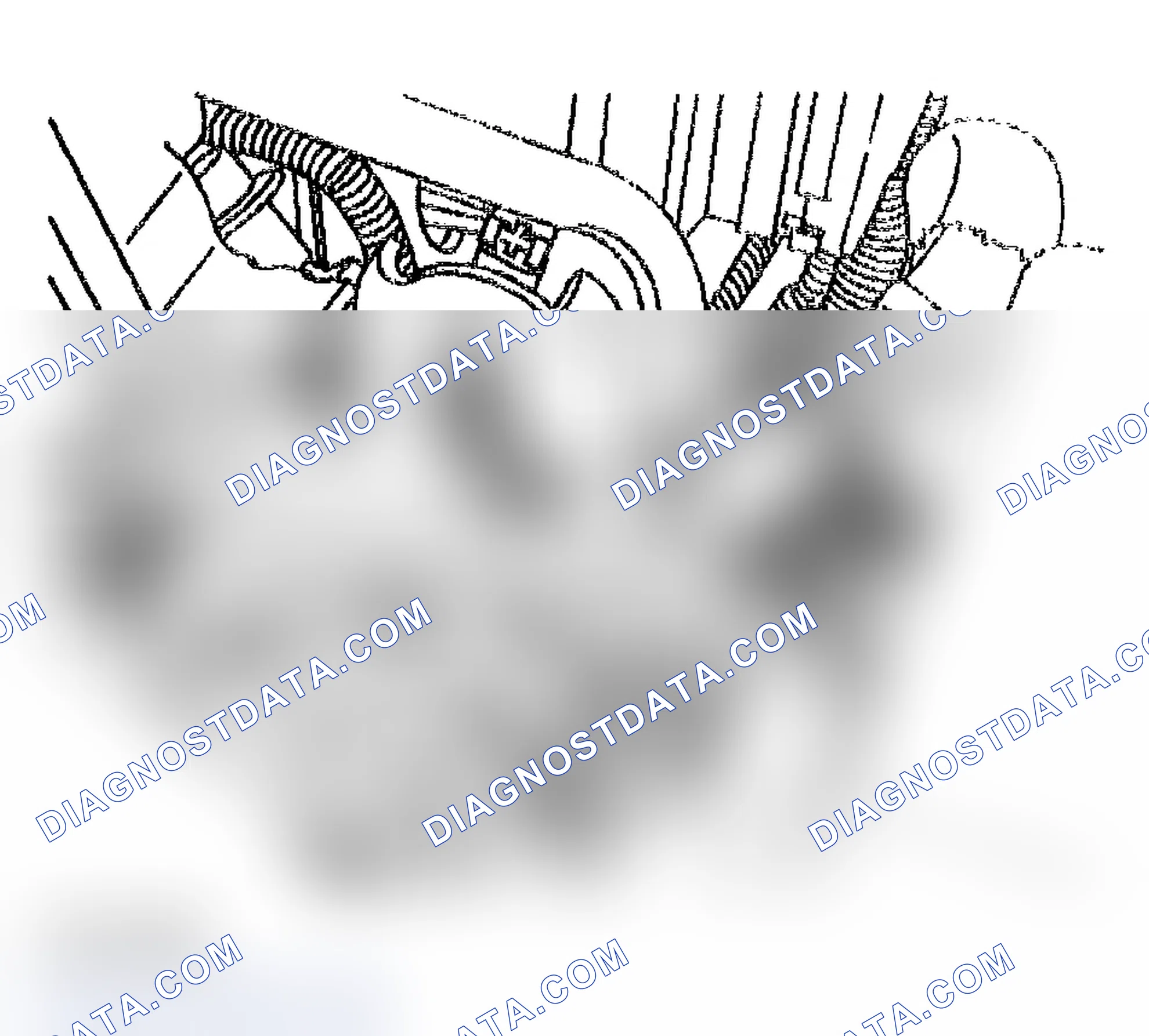
- Remove the throttle body. Refer to «THROTTLE BODY»(ref-159085-S22330361012003111100000) .
- Remove the PCM. Refer to «POWERTRAIN CONTROL MODULE»(ref-159085-S36870747962003111100000) .
- Disconnect all harnesses from the engine harness bracket.
- Remove the front differential vent hose from the bracket clip.
- Remove the engine harness bracket bolt and remove the bracket.
- Disconnect the MAP sensor electrical connector.
- Disconnect the crankcase ventilation hose.
- Disconnect the brake hose at the booster.
- Remove the generator. Refer to GENERATOR REPLACEMENT (4.2L ENGINE) in Engine Electrical.
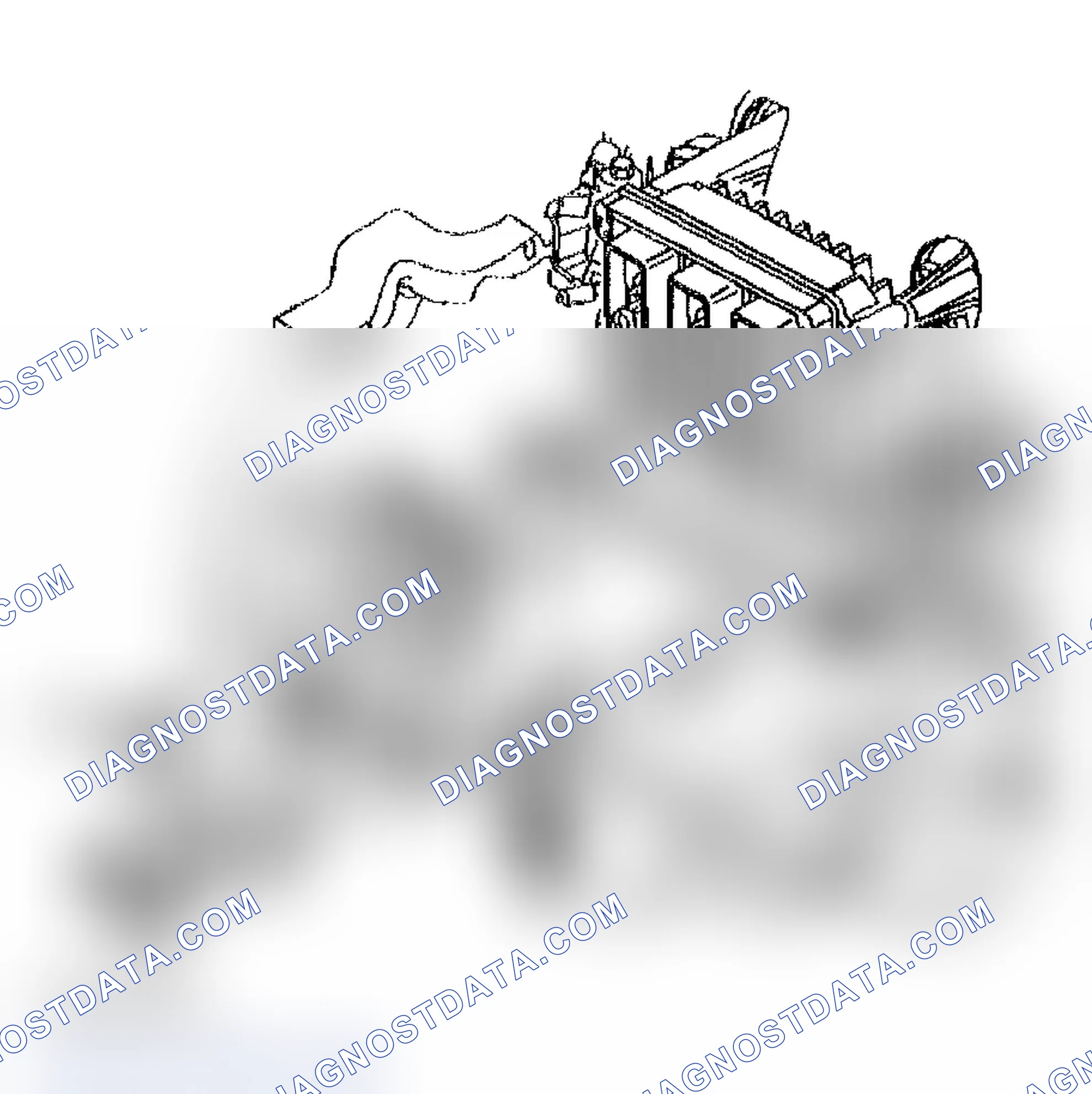
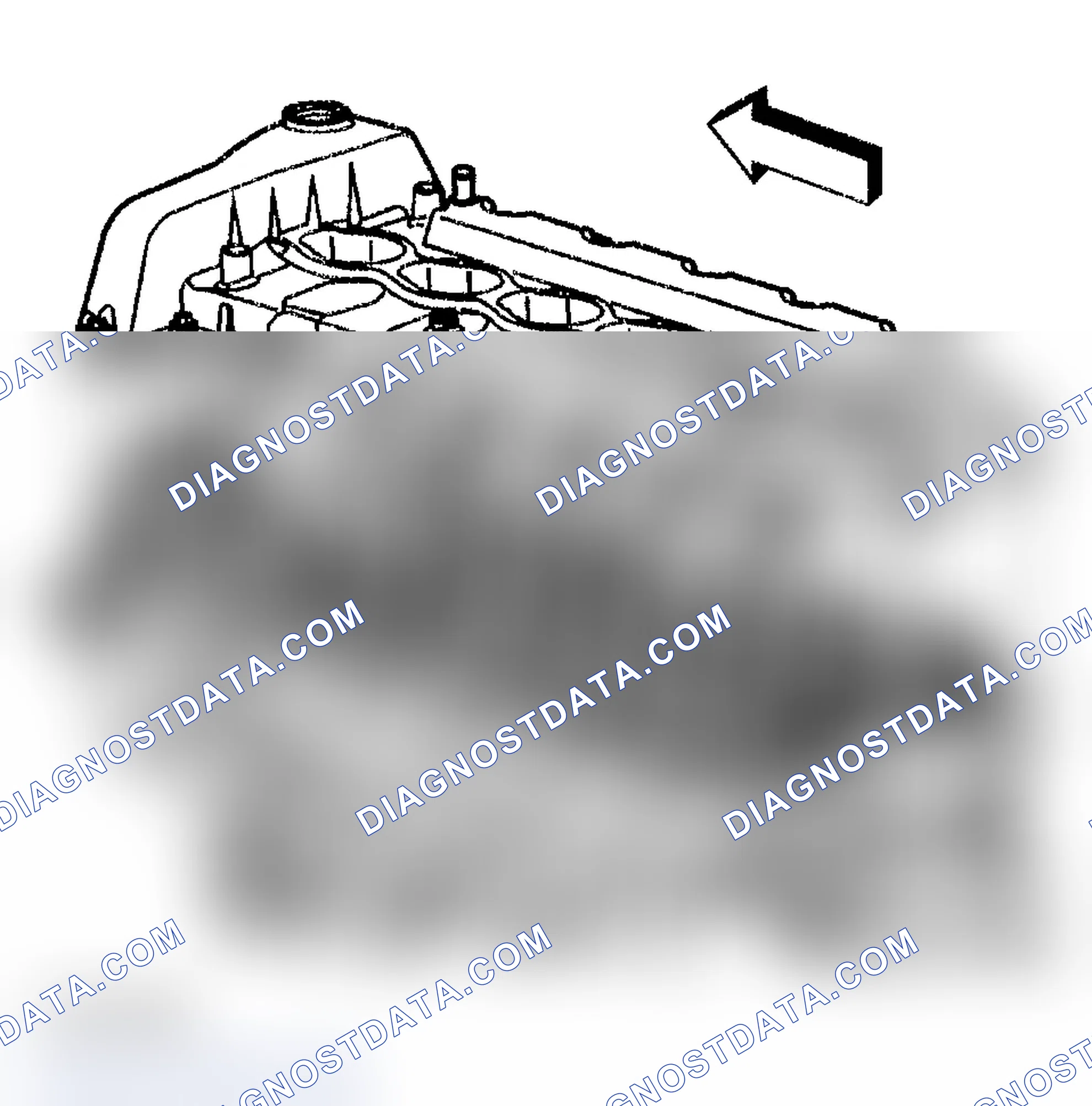
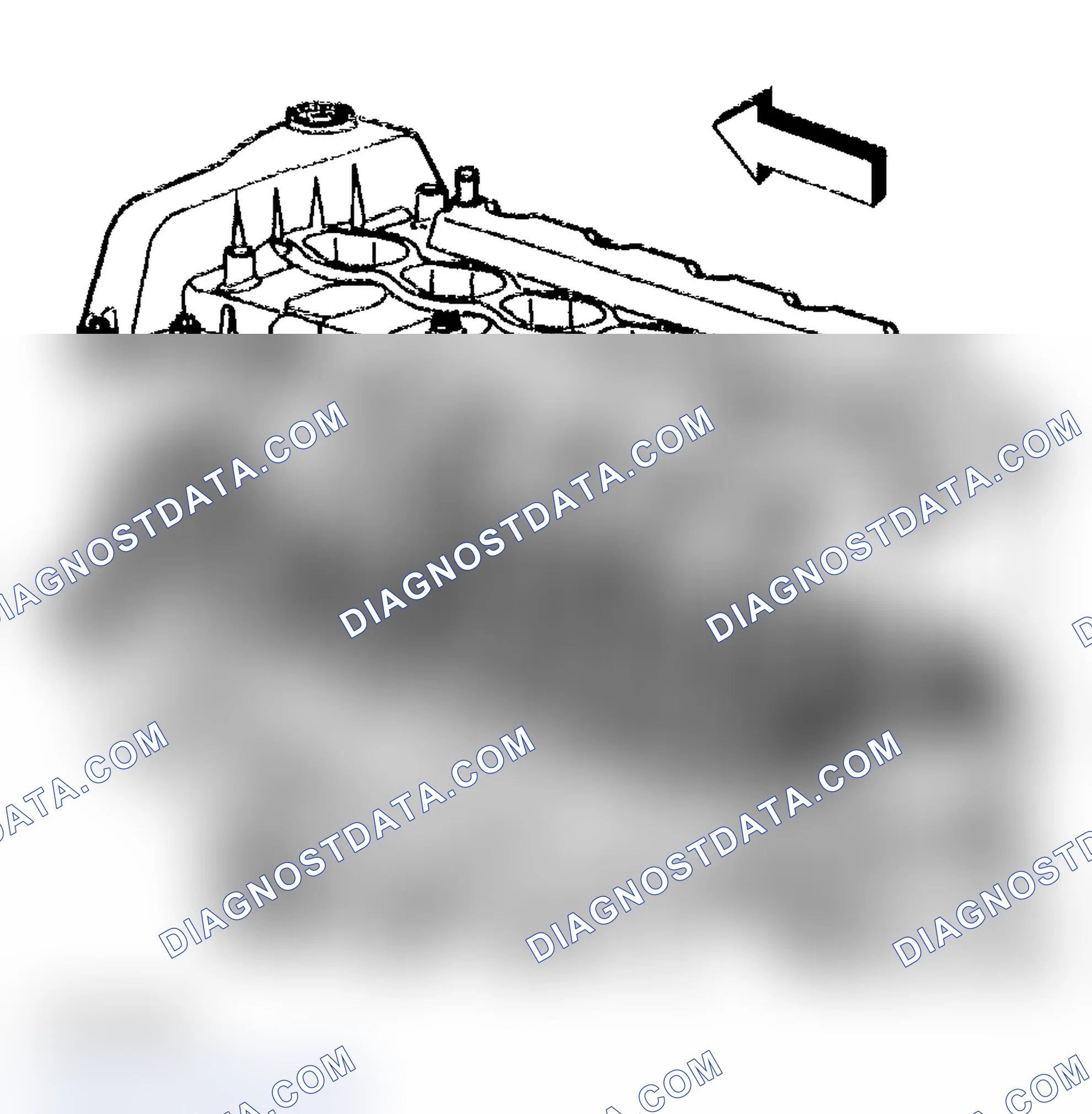
- Loosen and remove the intake manifold bolts.
- Remove the intake manifold.
Scheme 1256

Scheme 1257
Scheme 1258
Scheme 1259
- Install a new intake manifold gasket. NOTE: Refer to «FASTENER NOTICE»(ref-175132-S17785009232005041500000) in Cautions and Notices.
- Install the intake manifold onto the engine and secure the manifold with the bolts. Tighten Tighten the intake manifold bolts to 10 N.m (89 lb in).
- Install the generator. Refer to GENERATOR REPLACEMENT (4.2L ENGINE) or in Engine Electrical.
- Install the brake hose to the booster.
- Lubricate the inner diameter of the crankcase ventilation hose with GM P/N 12345884 (Canadian P/N 5728223) or equivalent.
- Install the crankcase ventilation hose.
- Install the MAP sensor electrical connector.
- Install the engine harness bracket. Secure the bracket with the bolt. Tighten Tighten the engine harness bracket bolt to 50 N.m (37 lb ft).
- Install the front differential vent hose to the engine harness bracket clip.
- Install all harnesses to the original location onto the engine harness bracket.
- Install the PCM. Refer to «POWERTRAIN CONTROL MODULE»(ref-159085-S36870747962003111100000) .
- Install the throttle body. Refer to «THROTTLE BODY»(ref-159085-S22330361012003111100000) .
Scheme 1260

Scheme 1261
Scheme 1262

Scheme 1263
Scheme 1264

Scheme 1265
Scheme 1266
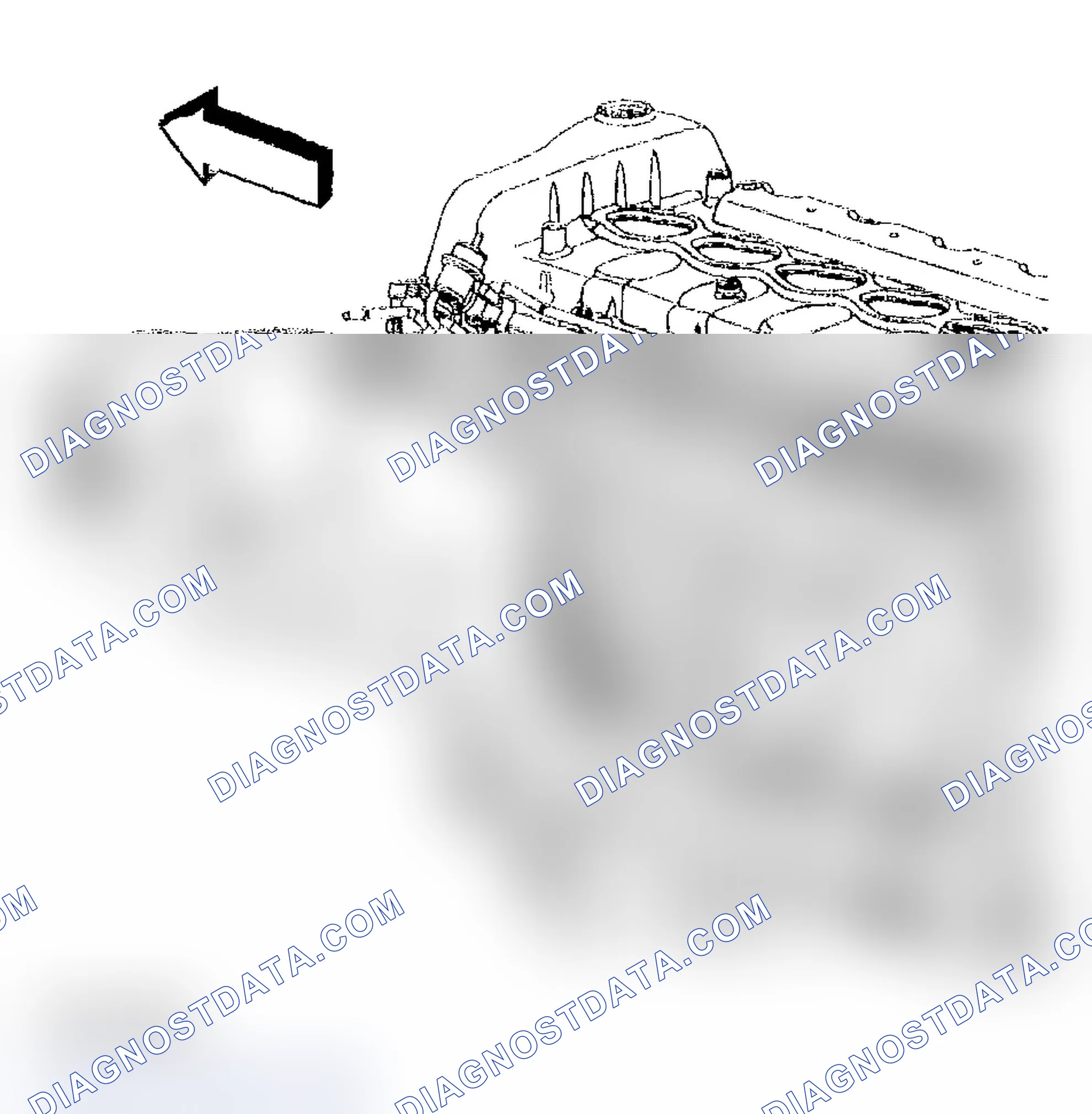
- Remove the intake manifold. Refer to «INTAKE MANIFOLD REPLACEMENT»(ref-188499-S37928601202005090700000) .
- Discharge the A/C. Refer to REFRIGERANT RECOVERY AND RECHARGING in Heating, Ventilation and Air Conditioning.
- Remove the A/C line at the oil level indicator tube bracket nut.
- Remove the A/C line from the accumulator.
- Remove the A/C bracket bolt from the engine lift hook.
- Remove the engine lift bracket.
- Disconnect the ignition control module electrical connectors.
- Loosen and remove the ignition control module bolts.
- Remove the ignition control module.
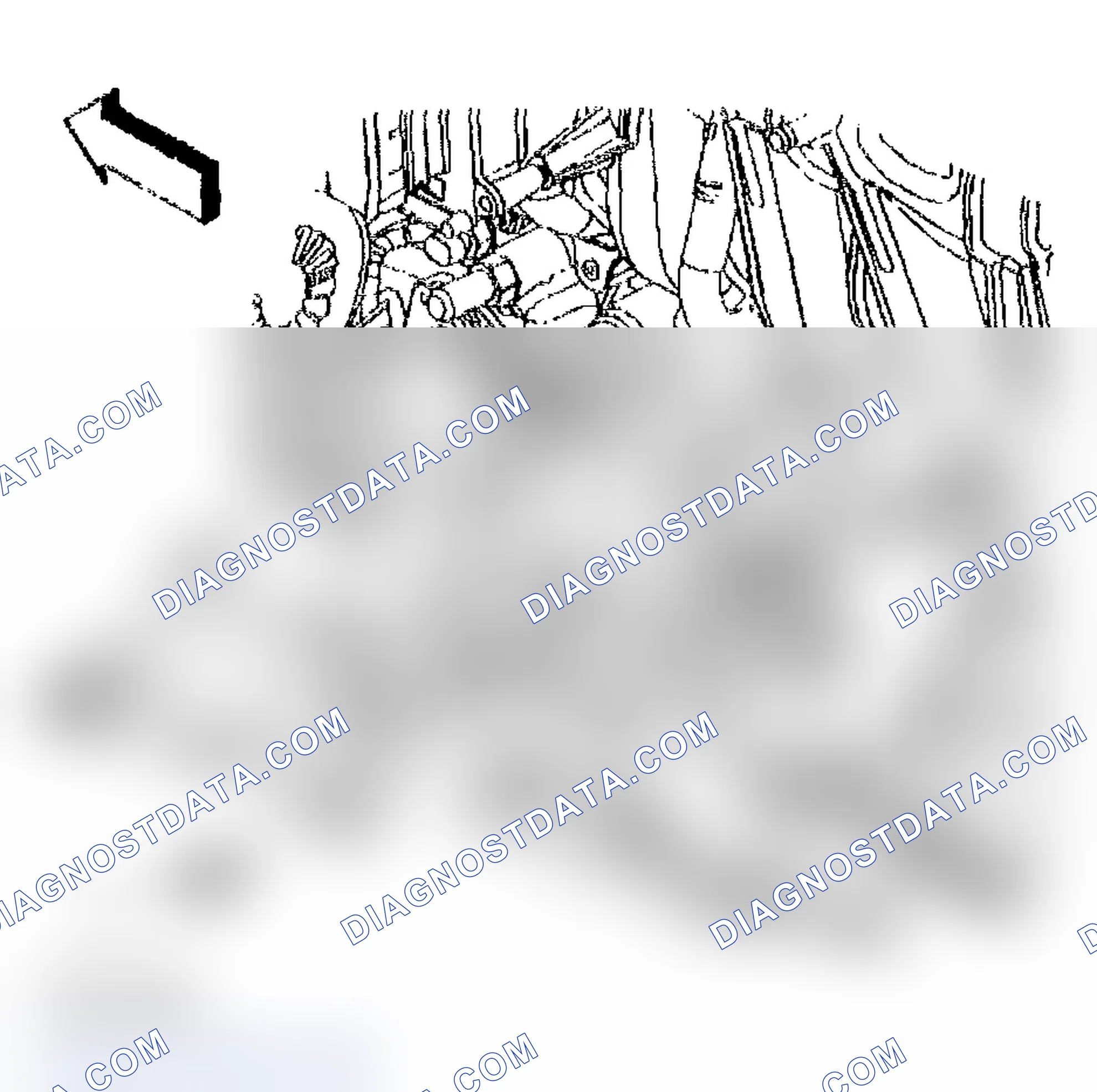
- Disconnect the engine electrical harness housing from the camshaft cover (1) taking care not to damage the clips that hold the housing in place.
- Disconnect the fuel injection harness electrical connector.
- Loosen and remove the camshaft cover bolts.
- Remove the camshaft cover.
- Clean and inspect the camshaft cover. Refer to «Camshaft Cover Cleaning and Inspection»(ref-188499-S17561042992005090700000) .
Scheme 1267
Scheme 1268
Scheme 1269
Scheme 1270
Scheme 1271

- Install a new camshaft cover seal.
- Install new rubber ignition control module seals. NOTE: Refer to «FASTENER NOTICE»(ref-175132-S17785009232005041500000) in Cautions and Notices.
- Install the camshaft cover and secure with the cam cover bolts. Tighten Tighten the camshaft cover bolts to 10 N.m (89 lb in).
- Install the ignition control modules and secure the modules with bolts. Tighten Tighten the ignition coil bolts to 10 N.m (89 lb in).
- Connect the ignition control module electrical connectors.
- Install the fuel injector electrical connectors.
- Install the engine electrical harness housing (1).
- Install the A/C line bracket to the oil level indicator tube stud and secure the bracket with the nut. Tighten Tighten the A/C line bracket nut to 7 N.m (62 lb in).
- Install the engine lift bracket and secure the lift hook with the bolts. Tighten Tighten the lift bracket bolts to 50 N.m (37 lb ft).
- Install the A/C line bracket to the engine lift bracket and secure the A/C bracket with the bolt. Tighten Tighten the A/C bracket bolt to 10 N.m (89 lb in).
- Install the intake manifold. Refer to «INTAKE MANIFOLD REPLACEMENT»(ref-188499-S37928601202005090700000) .
- Recharge the A/C system. Refer to REFRIGERANT RECOVERY AND RECHARGING in Heating, Ventilation and Air Conditioning.
Honing Procedure
| CAUTION | Refer to SAFETY GLASSES CAUTION In Cautions and Notices. |
Scheme 1272
- When honing the cylinder bores, follow the manufacturer's recommendations for equipment use, cleaning, and lubrication. Use only clean sharp stones of the proper grade for the amount of material to be removed. Dull, dirty stones cut unevenly and generate excessive heat. DO NOT hone to a final grade with a coarse or medium-grade stone. Leave sufficient metal so that all the stone marks will be removed with the fine grade stones. Perform the final honing with a fine-grade stone and hone the cylinder bore in a cross hatch pattern at 45-65 degrees to obtain the proper clearance.
- During the honing operation, thoroughly check the cylinder bore. Repeatedly check the cylinder bore fit with the selected piston. All measurements of the piston or cylinder bore should be made with the components at normal room temperature.
- When honing to eliminate taper in the cylinder bore, use full strokes the complete length of the cylinder bore. Repeatedly check the measurement at the top, the middle, and the bottom of the cylinder bore. The finish marks should be clean but not sharp. The finish marks should be free from imbedded particles or torn or folded metal.
- When finished, the reconditioned cylinder bores should have less than or meet the specified out-of-round and taper requirements.
- After the final honing and before the piston is checked for fit, clean the cylinder bore with hot water and detergent. 5.1. Scrub the cylinder bores with a stiff bristle brush. 5.2. Rinse the cylinder bores thoroughly with clean hot water. 5.3. Dry the cylinder bores with a clean rag. 5.4. Do not allow any abrasive material to remain in the cylinder bores. Abrasive material may cause premature wear of the new piston rings and the cylinder bores. Abrasive material will contaminate the engine oil and may cause premature wear of the bearings.
- Perform final measurements of the piston and the cylinder bore.
- Permanently mark the top of the piston for the specified cylinder to which it has been fitted.
- Apply clean engine oil to each cylinder bore in order to prevent rusting.
Boring Procedure
| CAUTION | Refer to SAFETY GLASSES CAUTION in Cautions and Notices. |
Scheme 1273

- Before starting the honing or reboring operation, measure all the new pistons with the micrometer contacting at points exactly 90 degrees from the piston pin centerline.
- File the top of the cylinder block in order to remove any dirt or burrs before using any type of boring bar.
- Follow the instructions furnished by the manufacturer regarding use of the boring equipment.
- When reboring the cylinders, make sure all the crankshaft bearing caps are installed in the original position and direction.
- Tighten the crankshaft bearing caps to the proper torque specifications in order to avoid distortion of the cylinder bores in the final assembly.
- When making the final cut with the boring bar, leave 0.03 mm (0.001 in) on the cylinder bore diameter for finish honing. This gives the required position to the cylinder clearance specifications. Carefully perform the honing and boring operation in order to maintain the specified clearances between the pistons, the piston rings, and the cylinder bores.
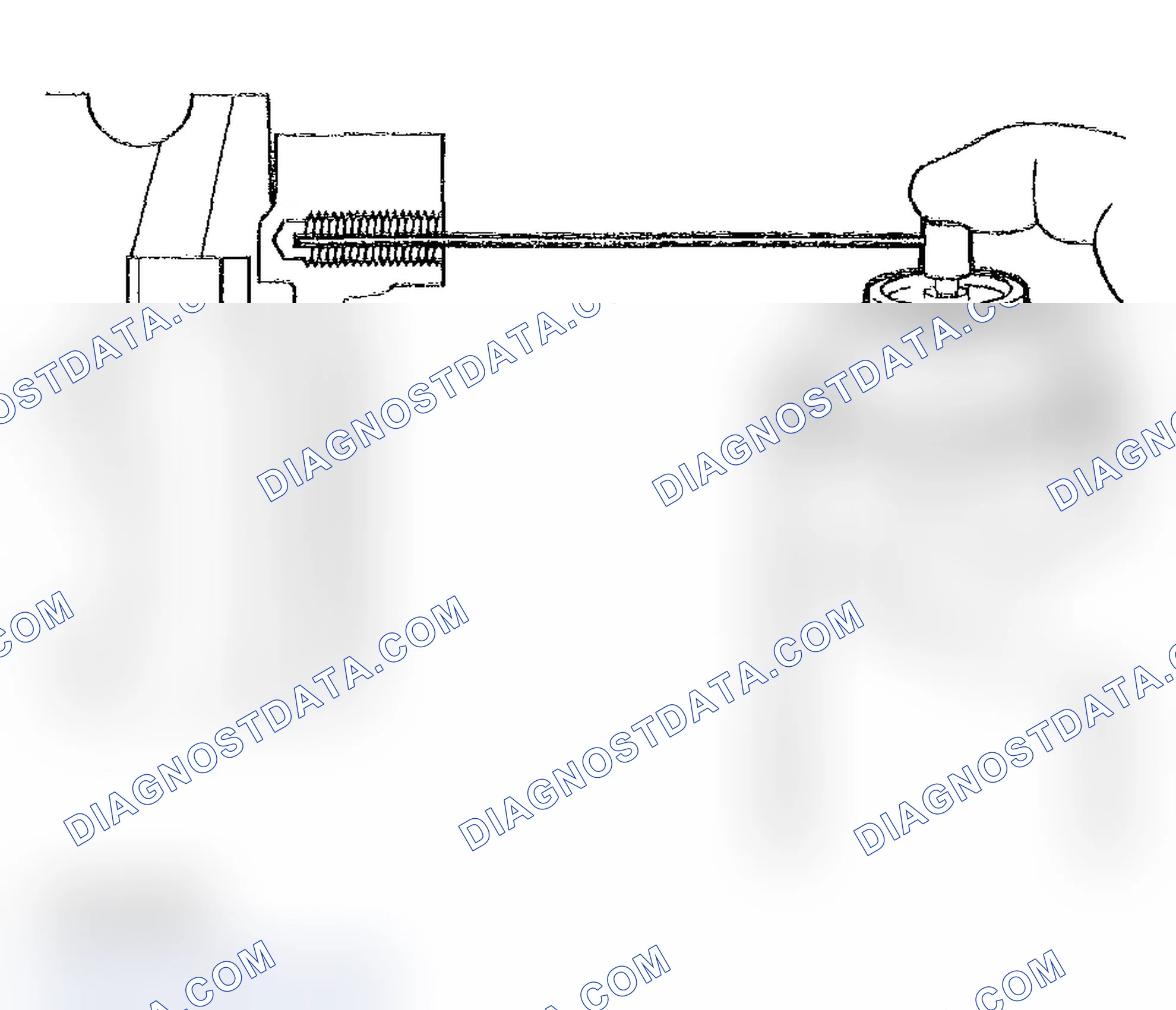
Thread Repair
Tools Required
- J 42385-400 Thread Repair Kit
- J 43965 Extension Kit
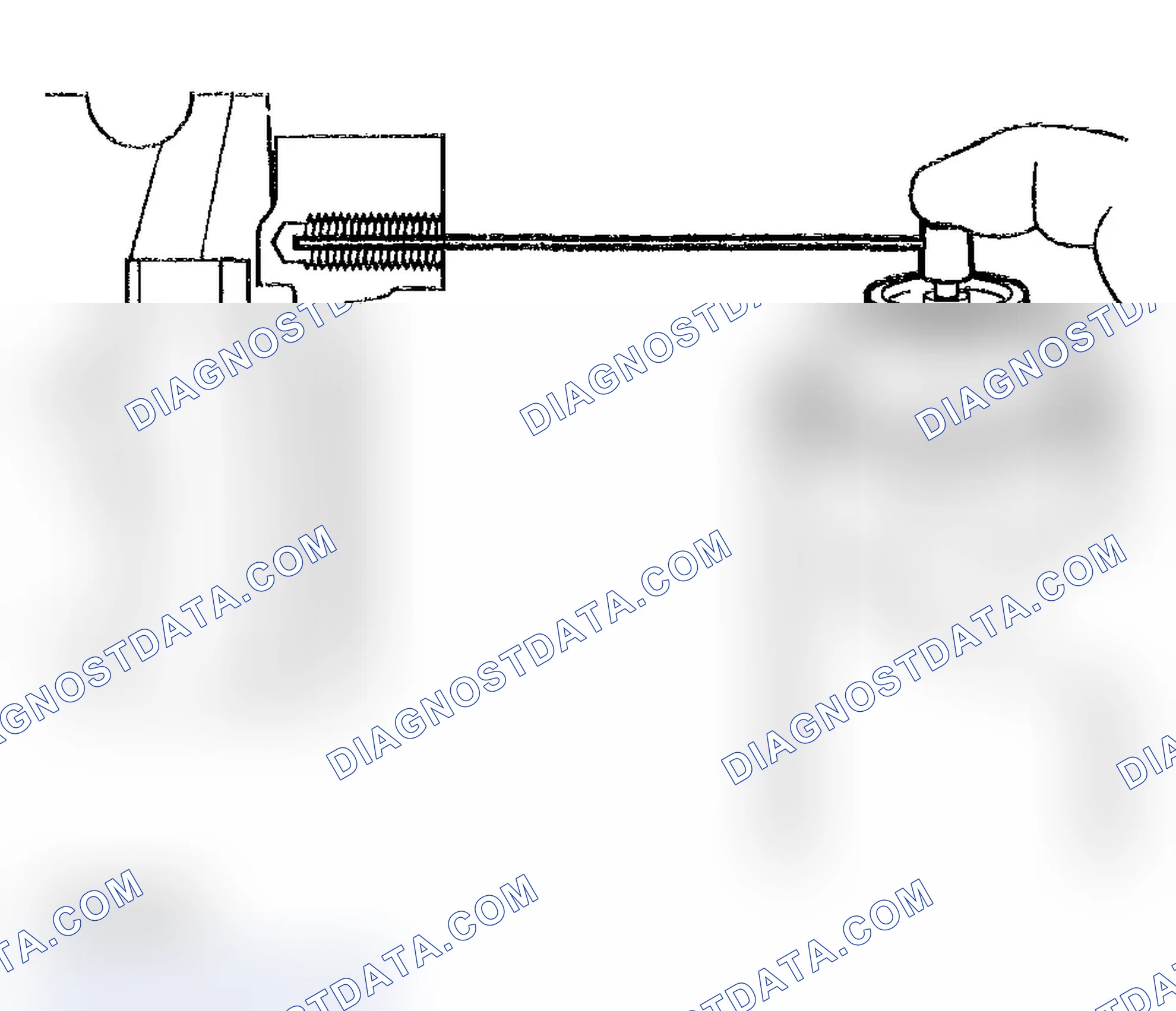
The thread repair process involves a solid, thin walled, self-locking, carbon steel, bushing type insert. During the insert installation process, the installation driver tool cold-rolls the bottom internal threads and expands the bottom external threads of the insert into the base material. This action mechanically locks the insert into place.
The tool kit J 42385-400 is designed for use with either a suitable tap wrench or drill motor. Limited access and larger hole repair may process better using a tap wrench. An extension J 43965 may also be necessary to drive the thread repair tooling dependent on access to the hole being repaired.
Scheme 1274
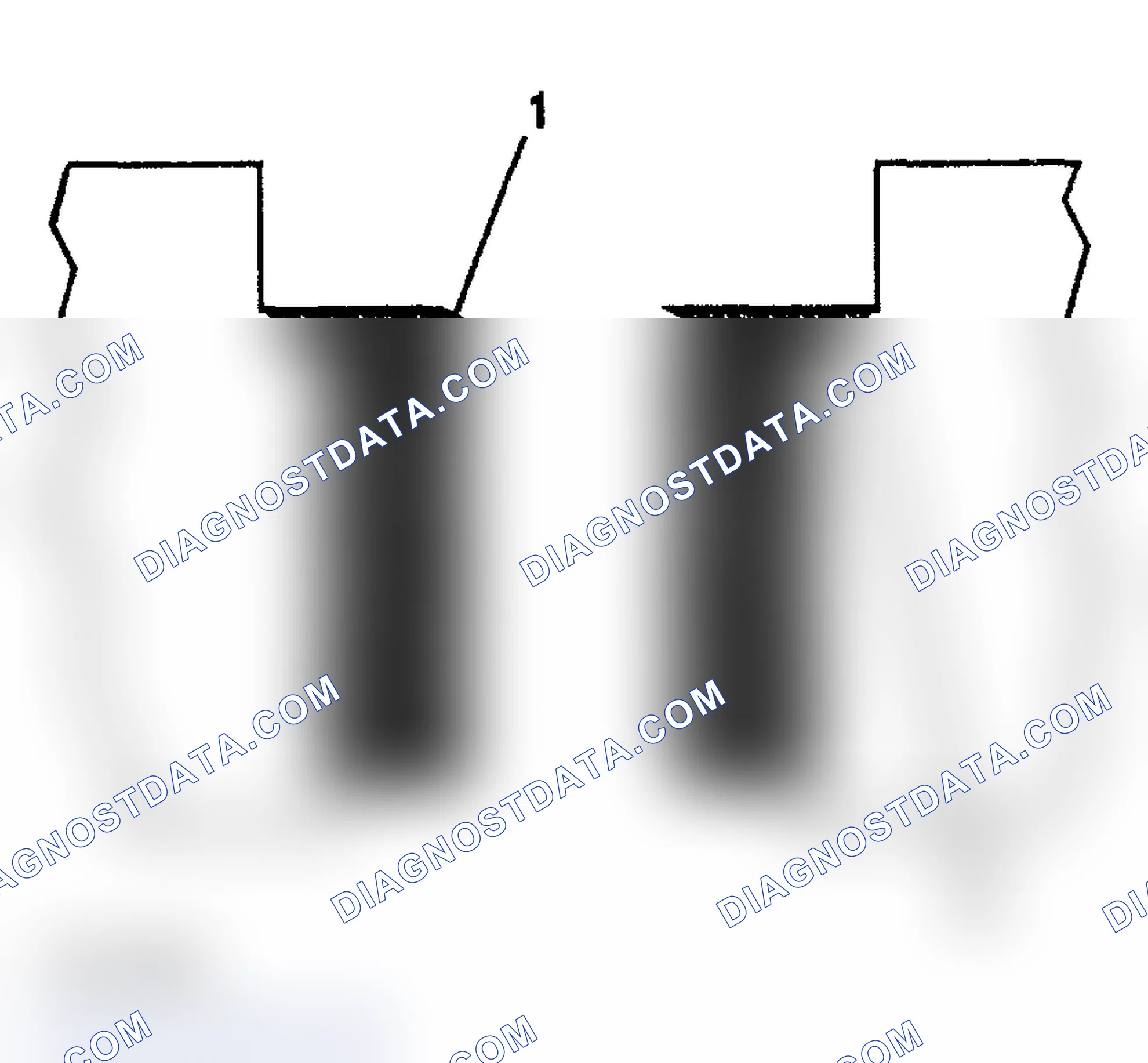
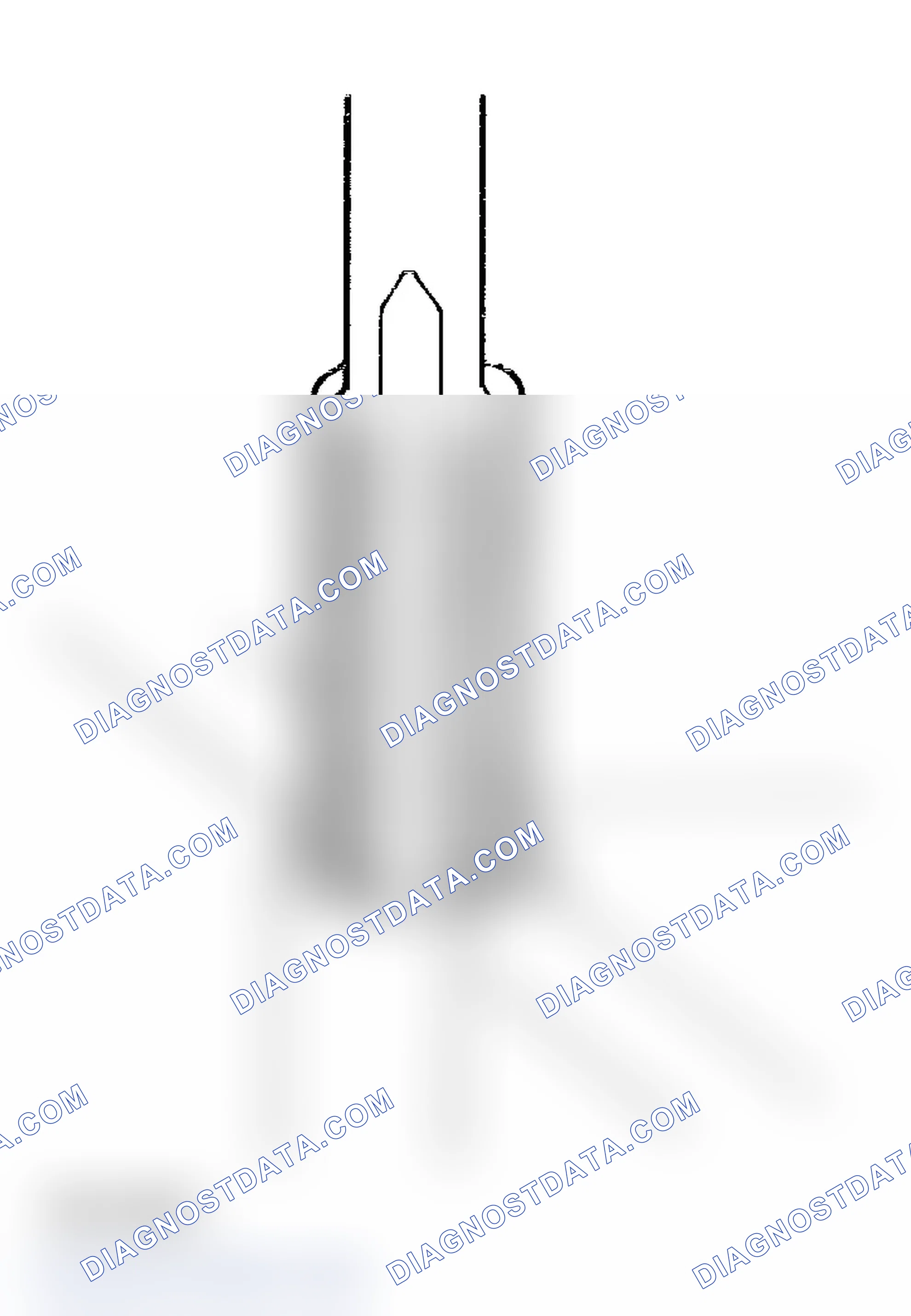
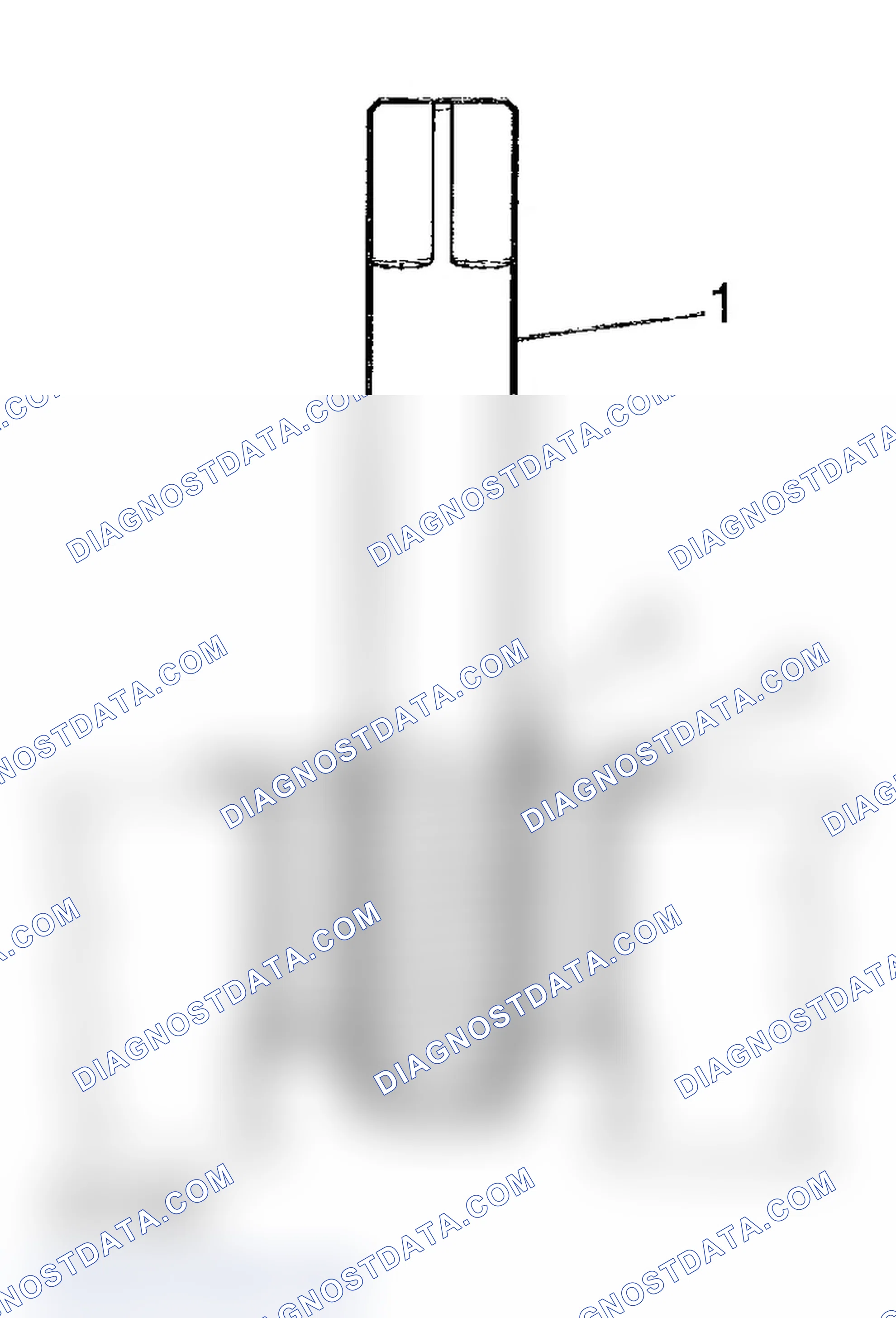
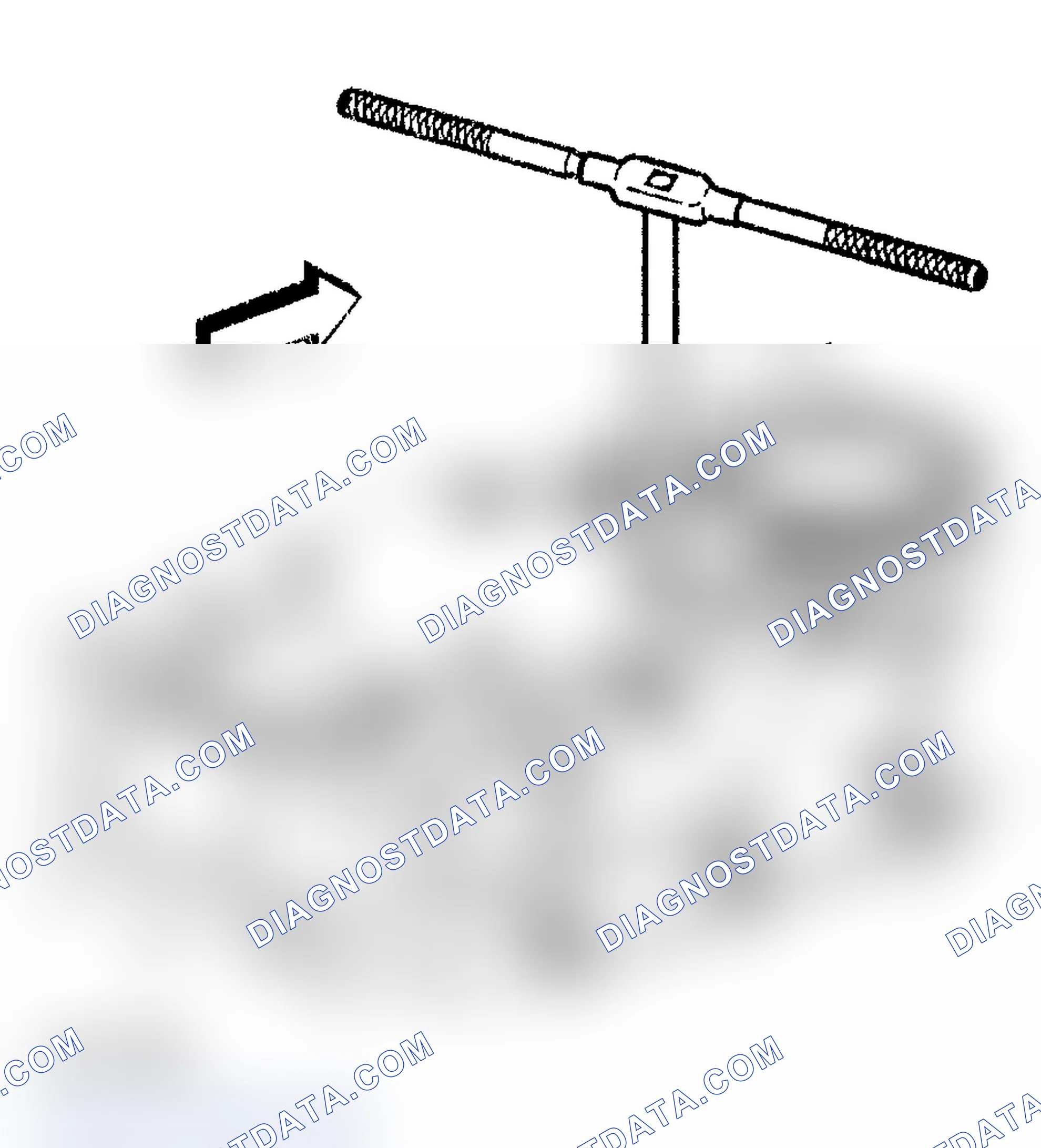
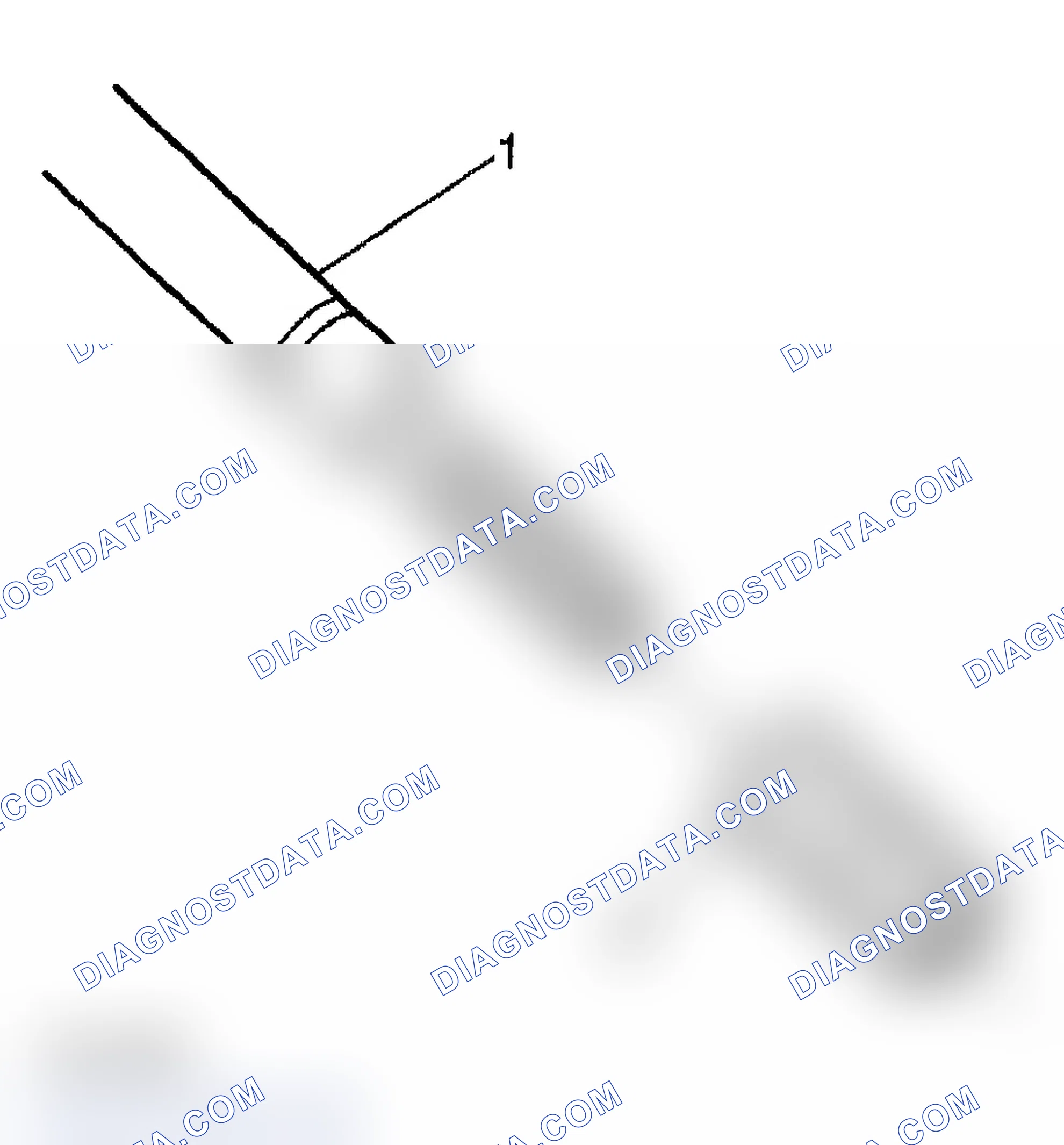
It is critical that the drilling, counterboring and tapping of the hole to be repaired follows the same centerline as the original hole.
Scheme 1275

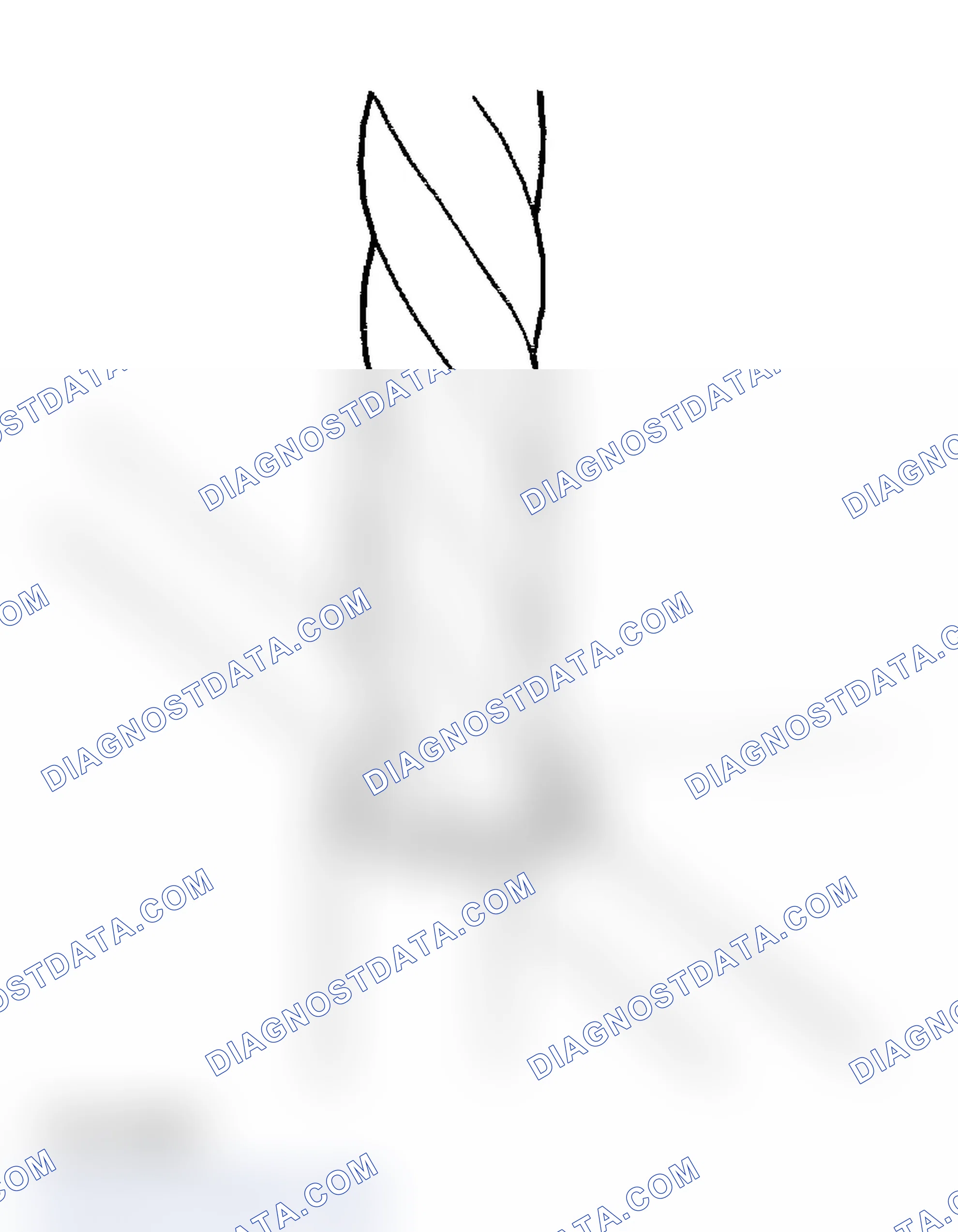
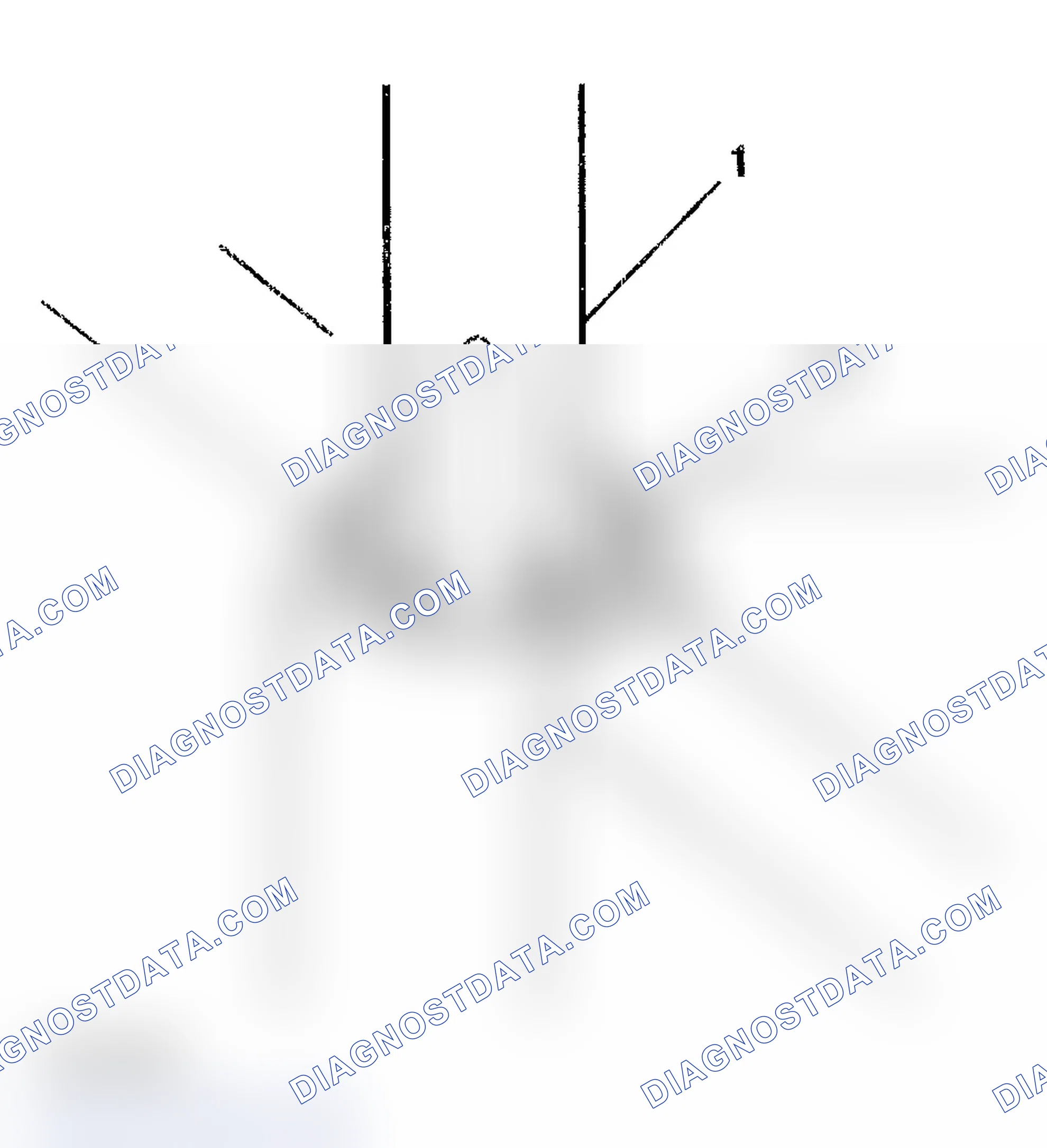
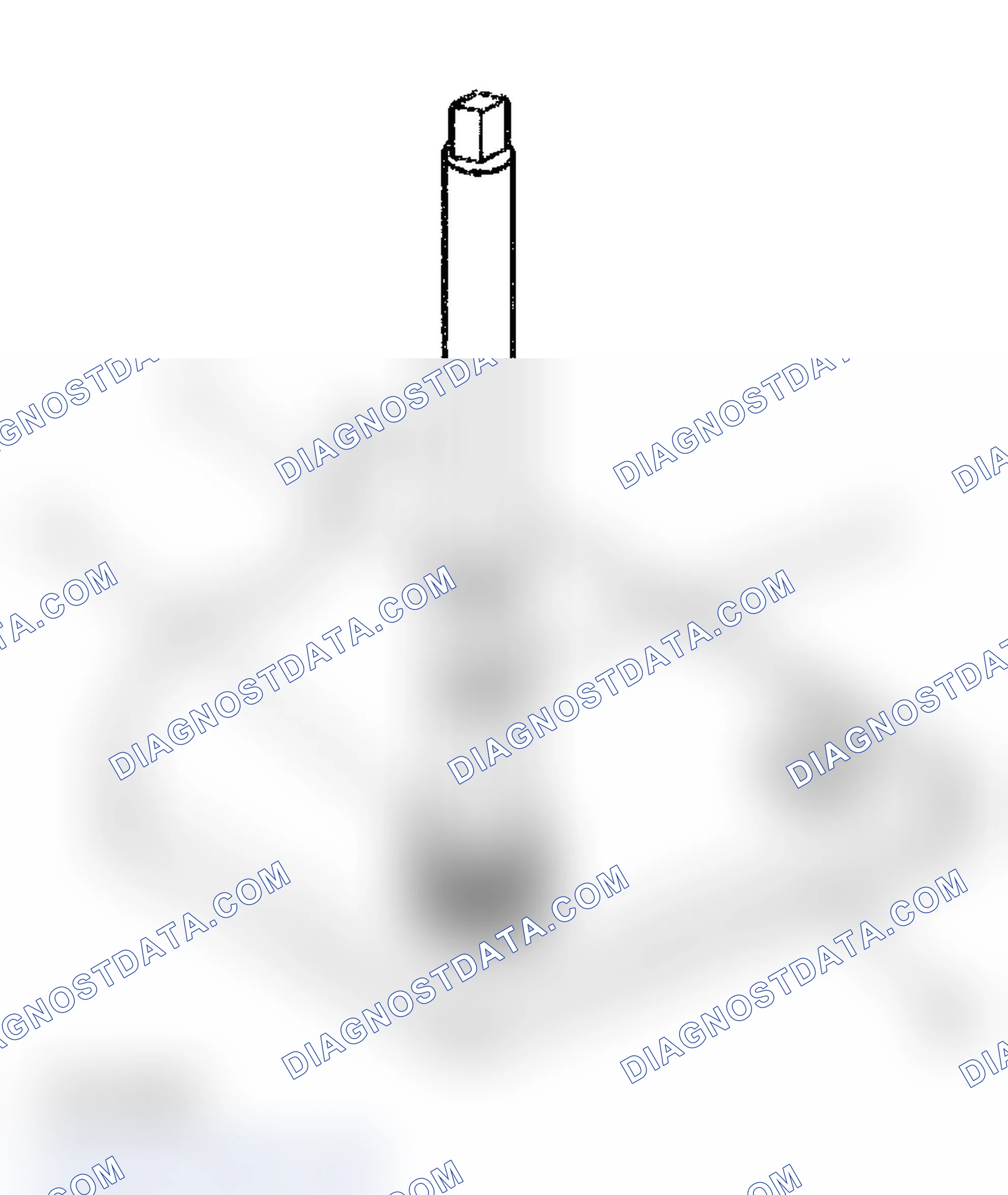
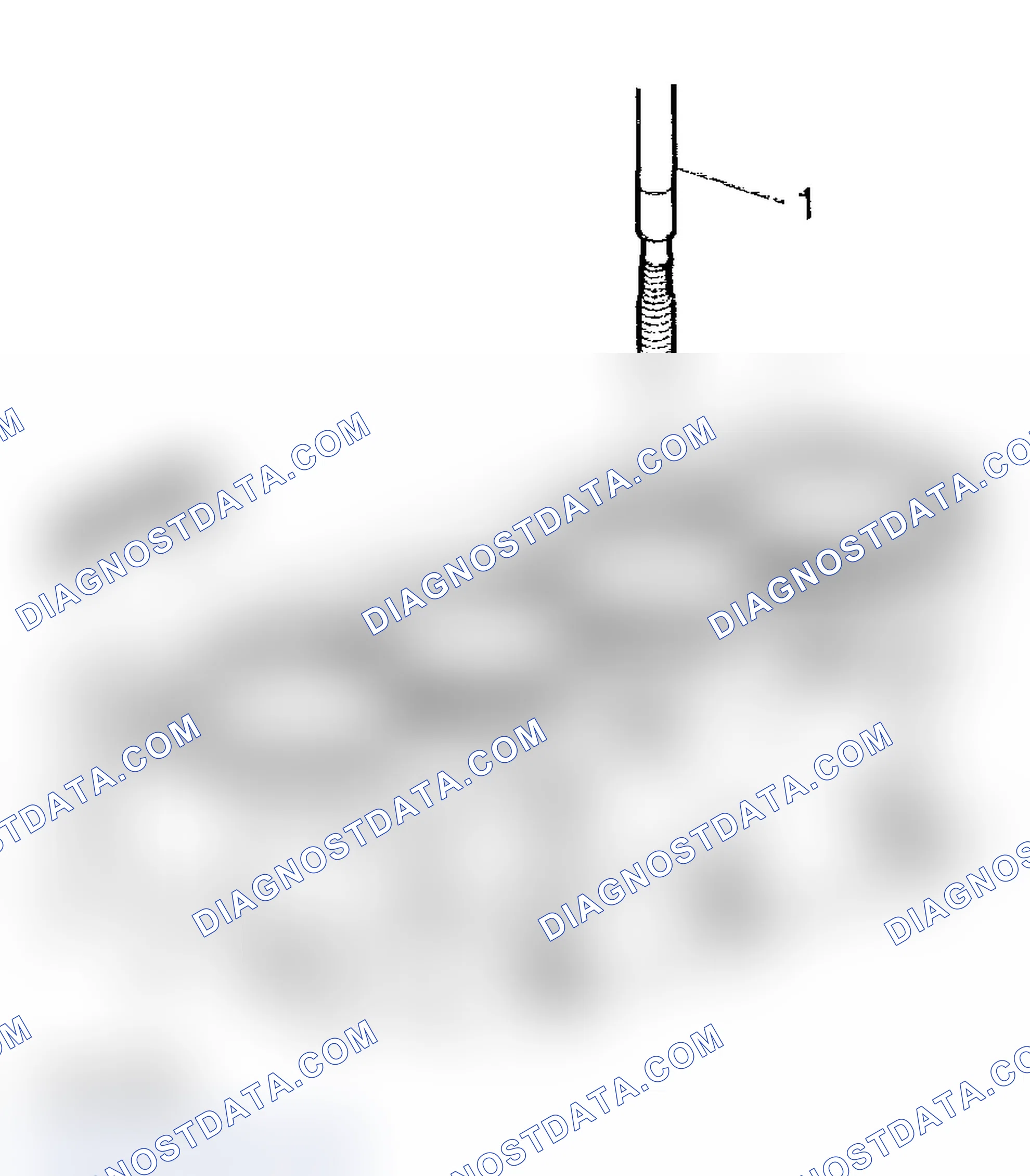
During the drilling and tapping of the hole being repaired ensure the tooling is consistently machining perpendicular to the surface of the base material.
Scheme 1276
Recessed Thread Repair
| CAUTION | Refer to SAFETY GLASSES CAUTION in Cautions and Notices. |
| IMPORTANT | The use of a cutting type fluid GM P/N United States 1052864, GM P/N Canada 992881, WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. Do NOT remove the original stop collar from a counterbore drill. |
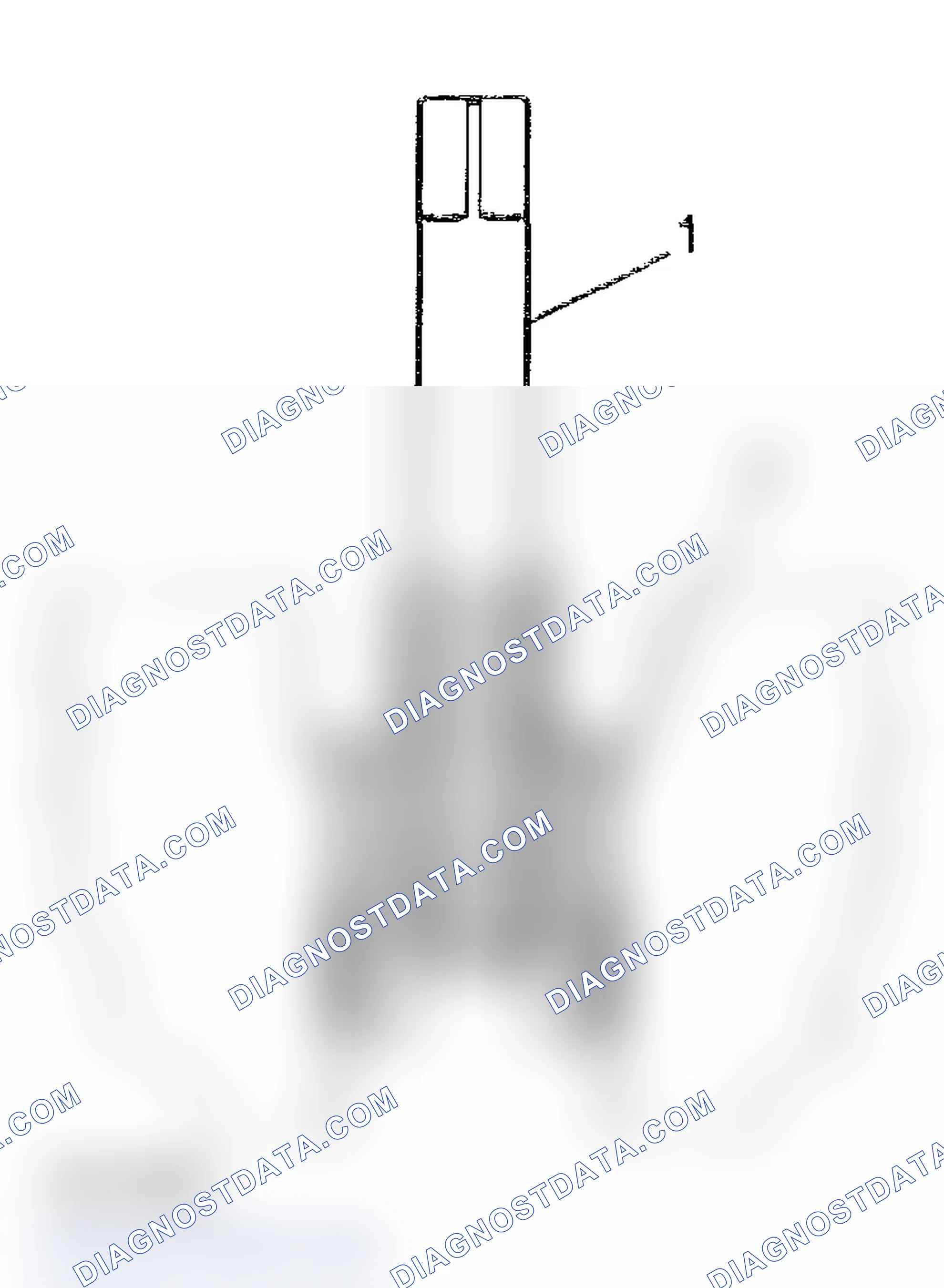
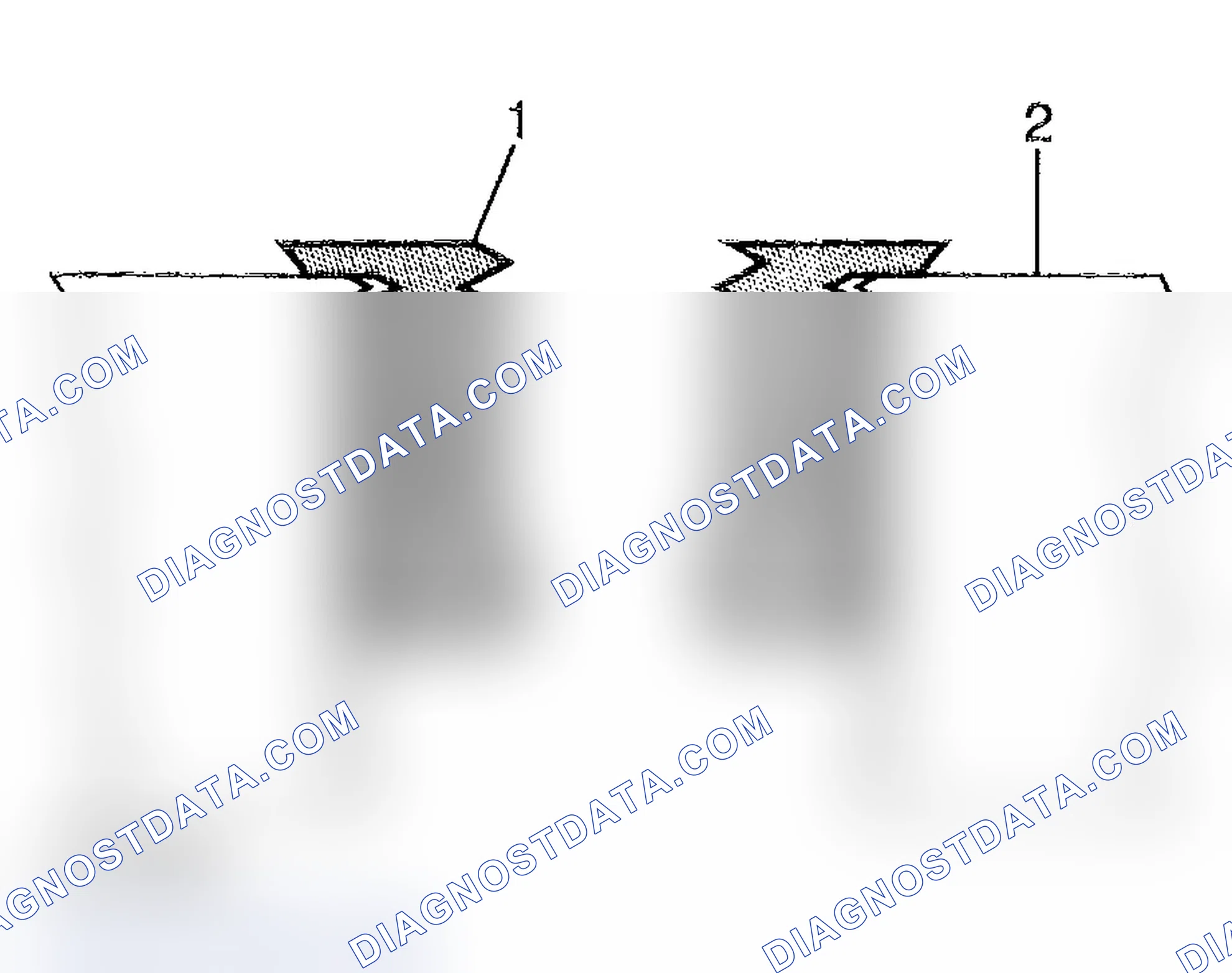
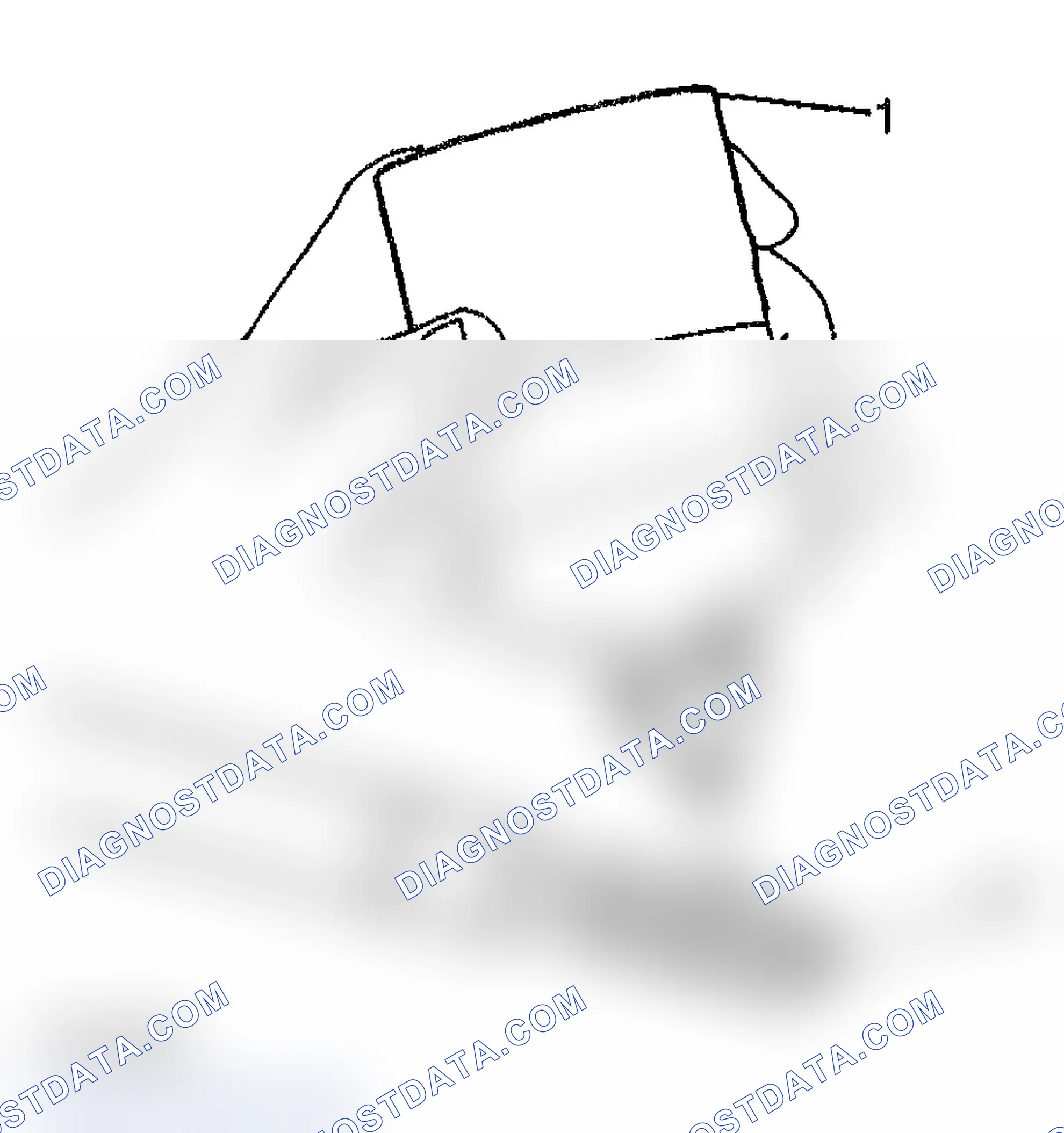
When installed to the proper depth, the flange of the insert (1) will be seated against the counterbore (2) of the drilled/tapped hole.
Scheme 1277

Scheme 1278

Scheme 1279
Scheme 1280

Scheme 1281
Scheme 1282
Scheme 1283
Scheme 1284
Scheme 1285
Scheme 1286

Scheme 1287

Scheme 1288
Scheme 1289
Scheme 1290
Scheme 1291
Scheme 1292

- Install a stop collar (2) on the counterbore drill (1), if required. IMPORTANT: During the drilling process, it is necessary to repeatedly remove the drill and clean chips from the hole and the flutes of the drill. Drill the hole until the stop collar contacts the surface of the base material.
- Drill out the threads of the damaged hole. IMPORTANT: All chips must be removed from the drilled hole prior to tapping.
- Using compressed air, clean out any chips. IMPORTANT: During the tapping process, it is necessary to repeatedly remove the tap and clean chips from the hole and the flutes of the tap. Ensure the tap has created full threads at least to the depth equal to the insert length.
- Using a suitable tapping wrench, tap the threads of the drilled hole. IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N United States 12377981, GM P/N Canada 10953463 or equivalent into the tapped hole. IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips. IMPORTANT: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert.
- Lubricate the threads of the driver installation tool (2) with the driver oil (1) J 42385-110.
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N United States 12345493, GM P/N Canada 10953488, J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert (2) into the tapped hole. IMPORTANT: If the insert will not thread down until the flange contacts the counterbored surface remove the insert immediately with a screw extracting tool and inspect the tapped hole for any remaining chips and/or improper tapping.
- Install the insert until the flange (2) of the insert contacts the counterbored surface. IMPORTANT: The driver installation tool will tighten up before screwing completely through the insert. This is acceptable. The threads at the bottom of the insert are being formed and the insert is mechanically locking the insert into the base material threads.
- Continue to rotate the driver installation tool (1) through the insert (2).
- Inspect the insert (1) for proper installation (2) into the tapped hole.
- Any installed insert that restricts or blocks an oil or engine coolant passage (3) will need to have the oil or engine coolant passage drilled out (4) to the original size of the oil or engine coolant passage. After drilling the restriction or blockage, clean out any chips and thread the installation driver tool through the insert again to remove any burrs caused by the drilling of the oil or engine coolant passage.
Tapered Pipe Thread Repair
The thread repair insert for tapered pipe threads is coated with a clear silver zinc coating.
| CAUTION | Refer to SAFETY GLASSES CAUTION in Cautions and Notices. |
| IMPORTANT | The use of a cutting type fluid GM P/N United States 1052864, GM P/N Canada 992881, WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
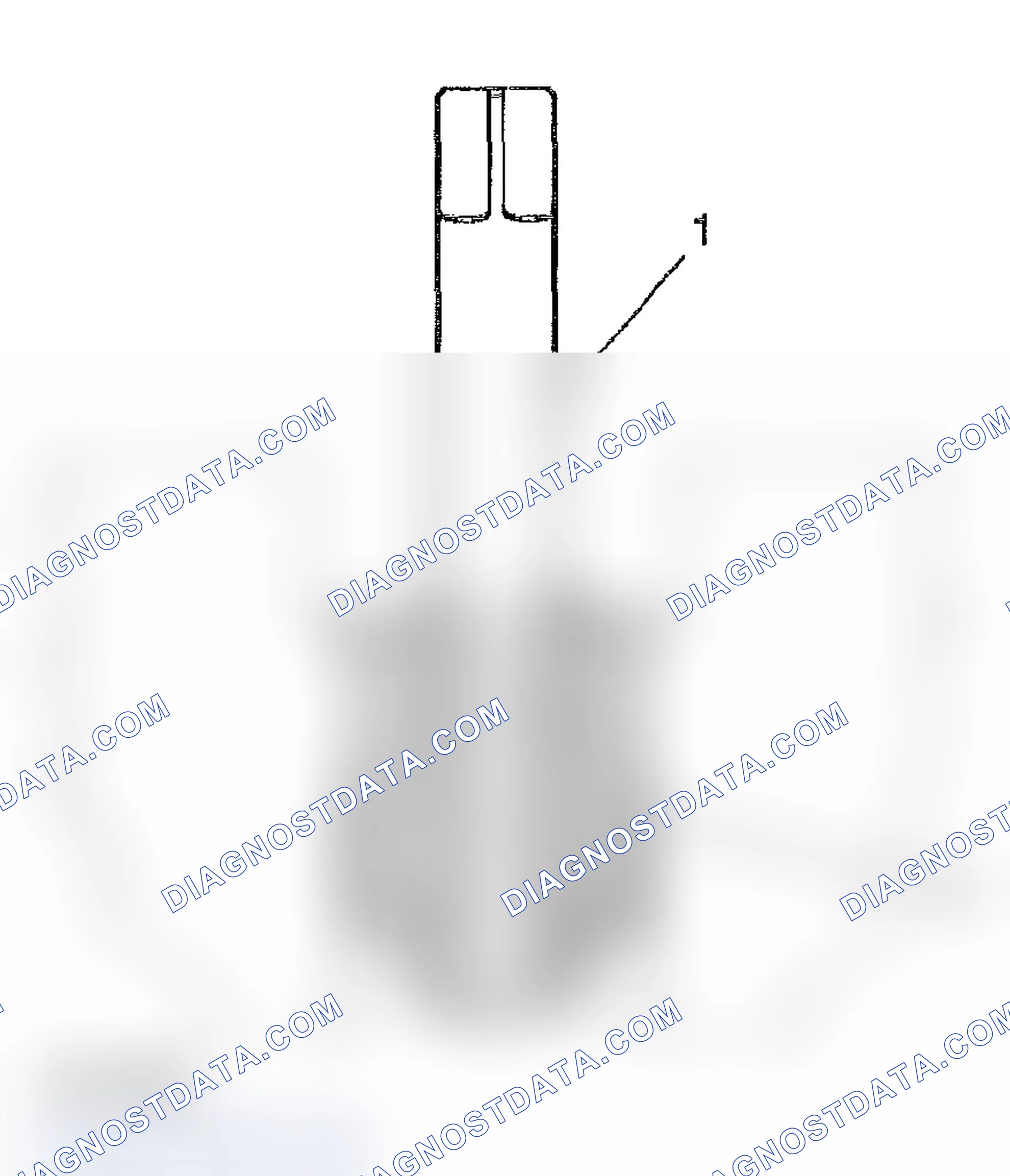
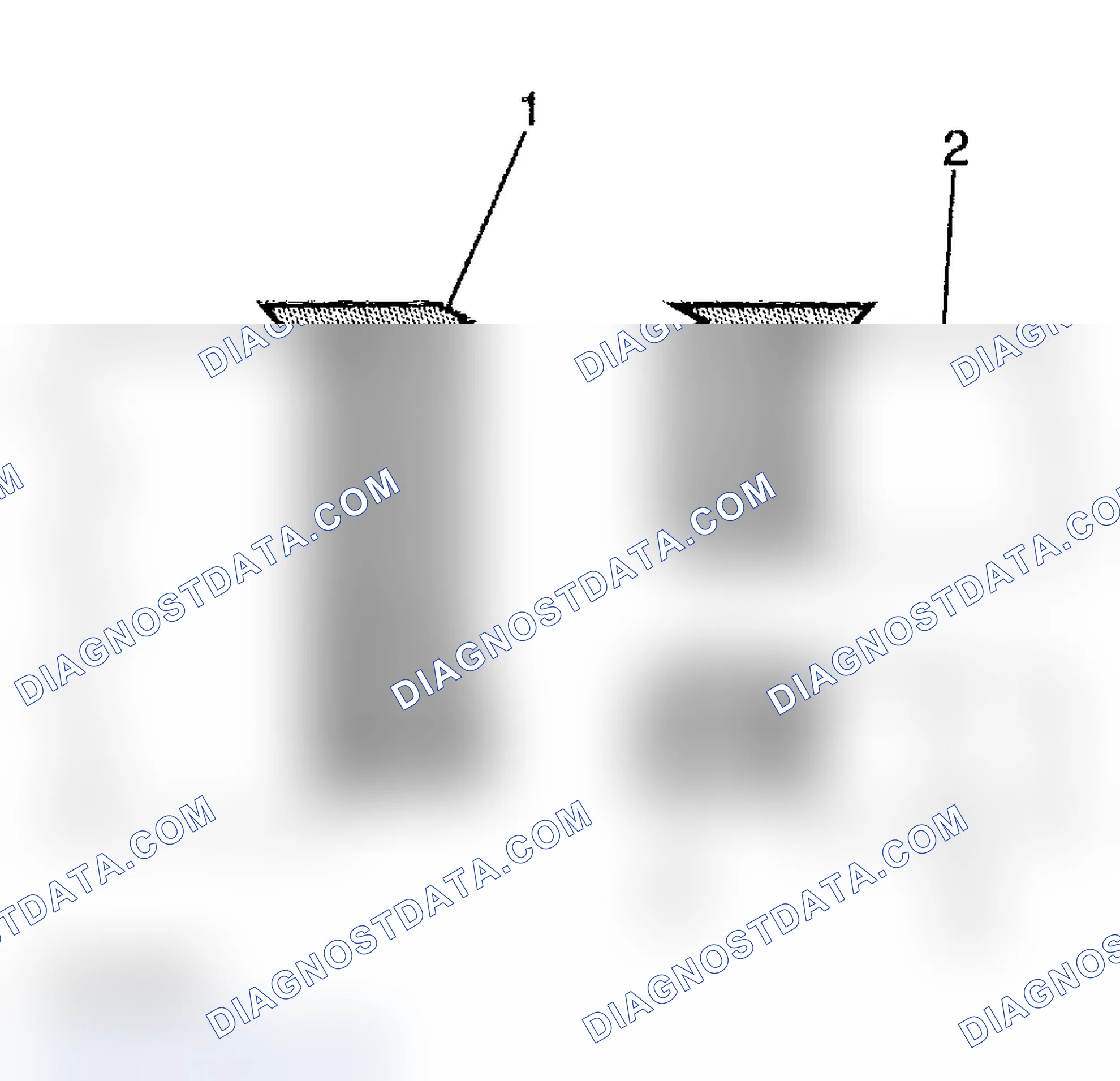
When installed to the proper depth, the flange (1) of the insert will be seated against surface (2) of the base material of the drilled/tapped hole.
Scheme 1293

| IMPORTANT | During the drilling process, it is necessary to repeatedly remove the drill and clean chips from the hole and the flutes of the drill. Drill the hole until the stop collar contacts the surface of the base material. |
Scheme 1294
Scheme 1295

Scheme 1296
Scheme 1297
Scheme 1298
Scheme 1299
Scheme 1300
Scheme 1301
Scheme 1302

Scheme 1303

Scheme 1304
Scheme 1305
Scheme 1306
Scheme 1307
Scheme 1308
- Drill out the threads of the damaged hole. IMPORTANT: All chips must be removed from the drilled hole prior to tapping.
- Using compressed air, clean out any chips. IMPORTANT: During the tapping process, it is necessary to repeatedly remove the tap and clean chips from the hole and the flutes of the tap. Ensure the tap has created full threads at least to the depth equal to the insert length.
- Using a suitable tapping wrench, tap the threads of the drilled hole.
- Tap the drilled hole until the threads at the top of the tap (2) are down to the surface of the base material. IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N United States 12377981, GM P/N Canada 10953463 or equivalent into the tapped hole. IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips. IMPORTANT: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert.
- Lubricate the threads of the driver installation tool (2) with the driver oil (1) J 42385-110.
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N United States 12345493, GM P/N Canada 10953488, J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert (2) into the tapped hole. IMPORTANT: If the insert will not thread down until the flange contacts the surface of the base material remove the insert immediately with a screw extracting tool and inspect the tapped hole for any remaining chips and/or improper tapping.
- Install the insert until the flange (2) of the insert contacts the surface of the base material. IMPORTANT: The driver installation tool will tighten up before screwing completely through the insert. This is acceptable. The threads at the bottom of the insert are being formed and the insert is mechanically locking the insert into the base material threads.
- Continue to rotate the driver installation tool (1) until the top of the threaded section (2) is level with the top of the insert (3).
- Inspect the insert (1) for proper installation (2) into the tapped hole.
- Any installed insert that restricts or blocks an oil or engine coolant passage (3) will need to have the oil or engine coolant passage drilled out (4) to the original size of the oil or engine coolant passage. After drilling the restriction or blockage, clean out any chips and thread the installation driver tool through the insert again to remove any burrs caused by the drilling of the oil or engine coolant passage.
Cylinder Head Bolt Hole Thread Repair
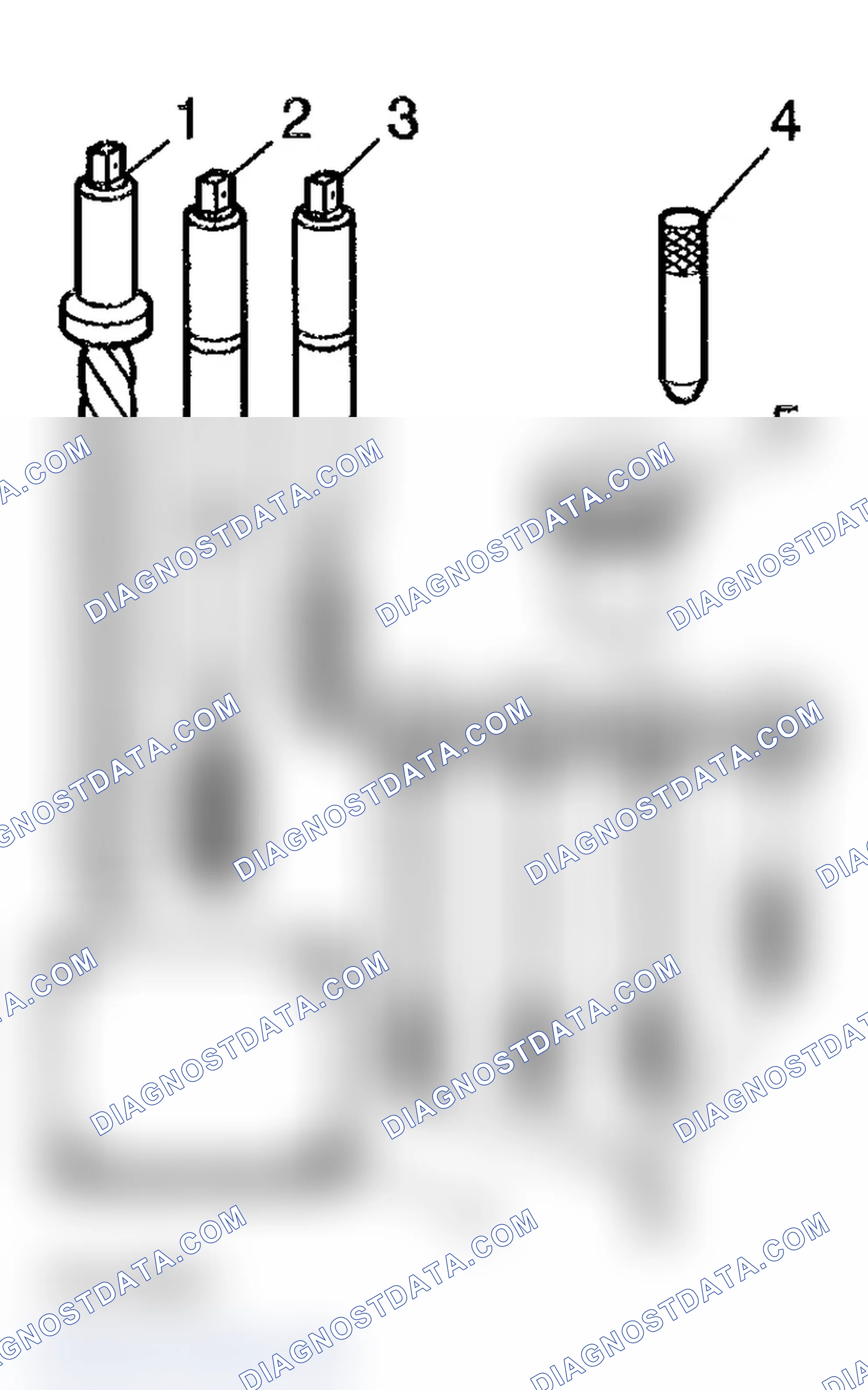
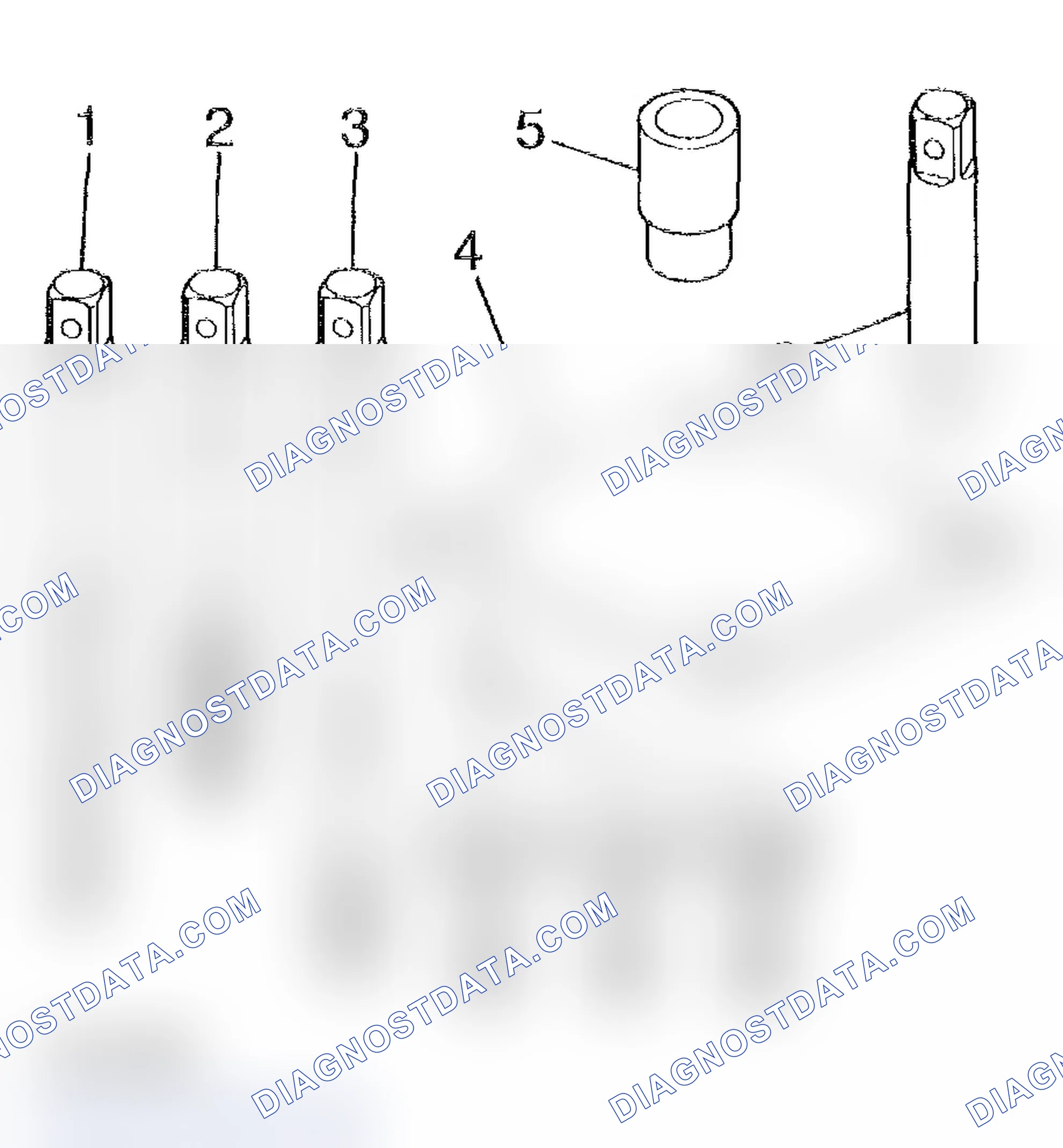
The cylinder head bolt hole required tools consist of the following
- Drill (1) J 42385-402
- Tap (2) J 42385-403
- Installation driver (3) J 42385-404
- Alignment pin (4) J 42385-303
- Bushing (5) J 42385-302
- Bolts (6) J 42385-421
- Fixture plate (7) J 42385-401
| CAUTION | Refer to SAFETY GLASSES CAUTION in Cautions and Notices. |
Scheme 1309
| IMPORTANT | Remove the fixture plate prior to installing the insert with the installer tool. The use of a cutting type fluid GM P/N United States 1052864, GM P/N Canada 992881, WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
When installed to the proper depth, the flange of the insert will be seated against the counterbore of the drilled/tapped hole.
Scheme 1310
Scheme 1311
Scheme 1312
Scheme 1313
Scheme 1314
Scheme 1315
Scheme 1316

Scheme 1317
Scheme 1318

Scheme 1319
Scheme 1320
Scheme 1321
Scheme 1322

Scheme 1323
- Position the fixture plate (3) with the bushing (1) installed over the cylinder head bolt hole to be repaired (4).
- Loosely install the fixture plate bolts (2) into the remaining cylinder head bolt holes.
- Position the alignment pin (1) through the bushing and into the cylinder head bolt hole.
- With the alignment pin in the desired cylinder head bolt hole, tighten the fixture retaining bolts (2).
- Remove the alignment pin (1) from the cylinder head bolt hole. IMPORTANT: During the drilling process, it is necessary to repeatedly remove the drill and clean chips from the hole and the flutes of the drill.
- Drill out the threads of the damaged hole. IMPORTANT: All chips must be removed from the drilled hole prior to tapping.
- Using compressed air, clean out any chips. IMPORTANT: During the tapping process, it is necessary to repeatedly remove the tap and clean chips from the hole and the flutes of the tap. Ensure the tap has created full threads at least to the depth equal to the insert length.
- Using a suitable tapping wrench, tap the threads of the drilled hole.
- In order to tap the new threads for the insert to the proper depth, rotate the tap into the cylinder head bolt hole until the first mark (1) on the tap aligns with the top of the drill bushing (3). IMPORTANT: Remove the fixture plate prior to installing the insert with the installer tool.
- Remove the fixture plate bolts (2).
- Remove the fixture plate (3) and bushing (1). IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N United States 12377981, GM P/N Canada 10953463 or equivalent into the tapped hole. IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips. IMPORTANT: Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert.
- Lubricate the threads of the driver installation tool (2) with the driver oil (1) J 42385-110.
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N United States 12345493, GM P/N Canada 10953488, J 42385-109, LOCTITE 277®, or equivalent (1) to the insert OD threads (2).
- Install the insert and installation driver (1) into the tapped hole.
- Start the insert into the threaded hole. IMPORTANT: If the insert will not thread down until the flange contacts the counterbored surface remove the insert immediately with a screw extracting tool and inspect the tapped hole for any remaining chips and/or improper tapping.
- Install the insert until the flange of the insert contacts the counterbored surface. IMPORTANT: The driver installation tool will tighten up before screwing completely through the insert. This is acceptable. The threads at the bottom of the insert are being formed and the insert is mechanically locking the insert into the base material threads.
- Continue to rotate the driver installation tool through the insert.
- Inspect the insert for proper installation into the tapped hole.
Crankshaft Main Bolt Hole Thread Repair
| IMPORTANT | In order to repair some crankshaft main bolt holes it will be necessary to mount the fixture plate upside down. Do NOT remove the fixture plate prior to installing the insert with the installation driver. The fixture plate remains in position throughout the thread repair process. |
The crankshaft main bearing bolt hole required tools consist of the following
Scheme 1324
- Drill (1) J 42385-417
- Tap (2) J 42385-418
- Installation driver (3) J 42385-419
- Fixture plate (4) J 42385-401
- Bushing (5) J 42385-307
- Alignment pin (6) J 42385-308
- Bolts (7) J 42385-510
| CAUTION | Refer to SAFETY GLASSES CAUTION in Cautions and Notices. |
| IMPORTANT | Ensure the fixture plate is installed during the machining and installation processes of the insert. The use of a cutting type fluid GM P/N United States 1052864, GM P/N Canada 992881, WD 40® or equivalent is recommended when performing the drilling, counterboring and tapping procedures. |
When installed to the proper depth, the flange of the insert will be seated against the counterbore of the drilled/tapped hole.
Scheme 1325

Scheme 1326
Scheme 1327

Scheme 1328

Scheme 1329

Scheme 1330
Scheme 1331
Scheme 1332
Scheme 1333
Scheme 1334
Scheme 1335
Scheme 1336
Scheme 1337

Scheme 1338
Scheme 1339
- Position the fixture plate (3) with the bushing (2), installed over the crankshaft main cap bolt hole to be repaired.
- Loosely install the fixture plate bolts (1) into the remaining crankshaft main cap bolt holes.
- Position the alignment pin (1) through the bushing and into the crankshaft main cap bolt hole.
- With the alignment pin in the desired crankshaft main cap bolt hole, tighten the fixture retaining bolts (2).
- Remove the alignment pin (1) from the crankshaft main cap bolt hole. IMPORTANT: During the drilling process, it is necessary to repeatedly remove the drill and clean chips from the hole and the flutes of the drill. Drill the crankshaft main bolt hole until the mark (1) on the drill aligns with the top of the drill bushing (2).
- Drill out the threads of the damaged hole. IMPORTANT: All chips must be removed from the drilled hole prior to tapping.
- Using compressed air, clean out any chips. IMPORTANT: Do not remove the fixture plate, ensure the fixture plate is installed during the machining and installation processes of the insert. During the tapping process, it is necessary to repeatedly remove the tap and clean chips from the hole and the flutes of the tap. Ensure the tap has created full threads at least to the depth equal to the insert length.
- Using a suitable tapping wrench, tap the threads of the drilled hole.
- In order to tap the new threads for the insert to the proper depth, rotate the tap into the crankshaft main cap bolt hole until the mark (3) on the tap aligns with the top of the drill bushing (2). IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips.
- Spray cleaner GM P/N United States 12377981, GM P/N Canada 10953463 or equivalent into the tapped hole. IMPORTANT: All chips must be removed from the tapped hole prior to insert installation.
- Using compressed air, clean out any chips. IMPORTANT: Do not remove the fixture plate, ensure the fixture plate is installed during the installation process of the insert. Do not allow oil or other foreign material to contact the outside diameter (OD) of the insert.
- Lubricate the threads of the driver installation tool (2) with the driver oil (1) J 42385-110.
- Install the insert (2) onto the driver installation tool (1).
- Apply threadlock sealant GM P/N United States 12345493, GM P/N Canada 10953488, J 42385-109, LOCTITE 277® or equivalent (1) to the insert OD threads (2).
- Install the insert and installation driver (1) into the tapped hole.
- Start the insert into the threaded hole. IMPORTANT: If the insert will not thread down until the flange contacts the counterbored surface remove the insert immediately with a screw extracting tool and inspect the tapped hole for any remaining chips and/or improper tapping.
- Install the insert until the flange of the insert contacts the counterbored surface. IMPORTANT: The driver installation tool will tighten up before screwing completely through the insert. This is acceptable. The threads at the bottom of the insert are being formed and the insert is mechanically locking the insert into the base material threads.
- Continue to rotate the driver installation tool through the insert.
- Rotate the driver installation tool until the mark (3) on the driver installation tool aligns with the top of the drill bushing (2).
- Inspect the insert for proper installation into the tapped hole.
- Remove the fixture plate bolts (1).
- Remove the fixture plate (3) and bushing (2).
Engine Prelubing
Tools Required
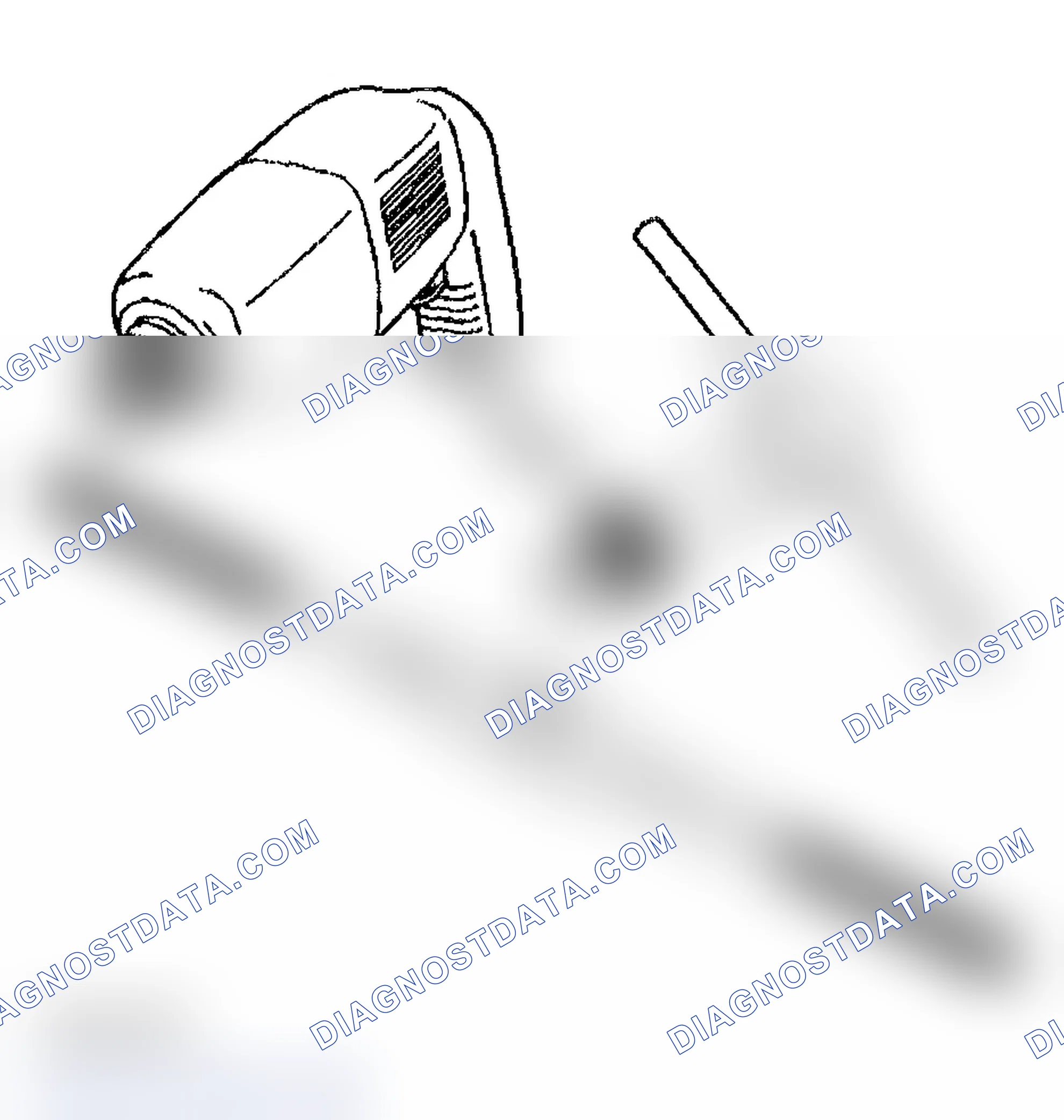
J 45299 Engine Preluber
| IMPORTANT | A constant/continuous flow of clean engine oil is required to properly prime the engine. Be sure to use an approved engine oil as specified in the owners manual. |
Note. Refer to FASTENER NOTICE in Cautions and Notices.
Scheme 1340
Scheme 1341

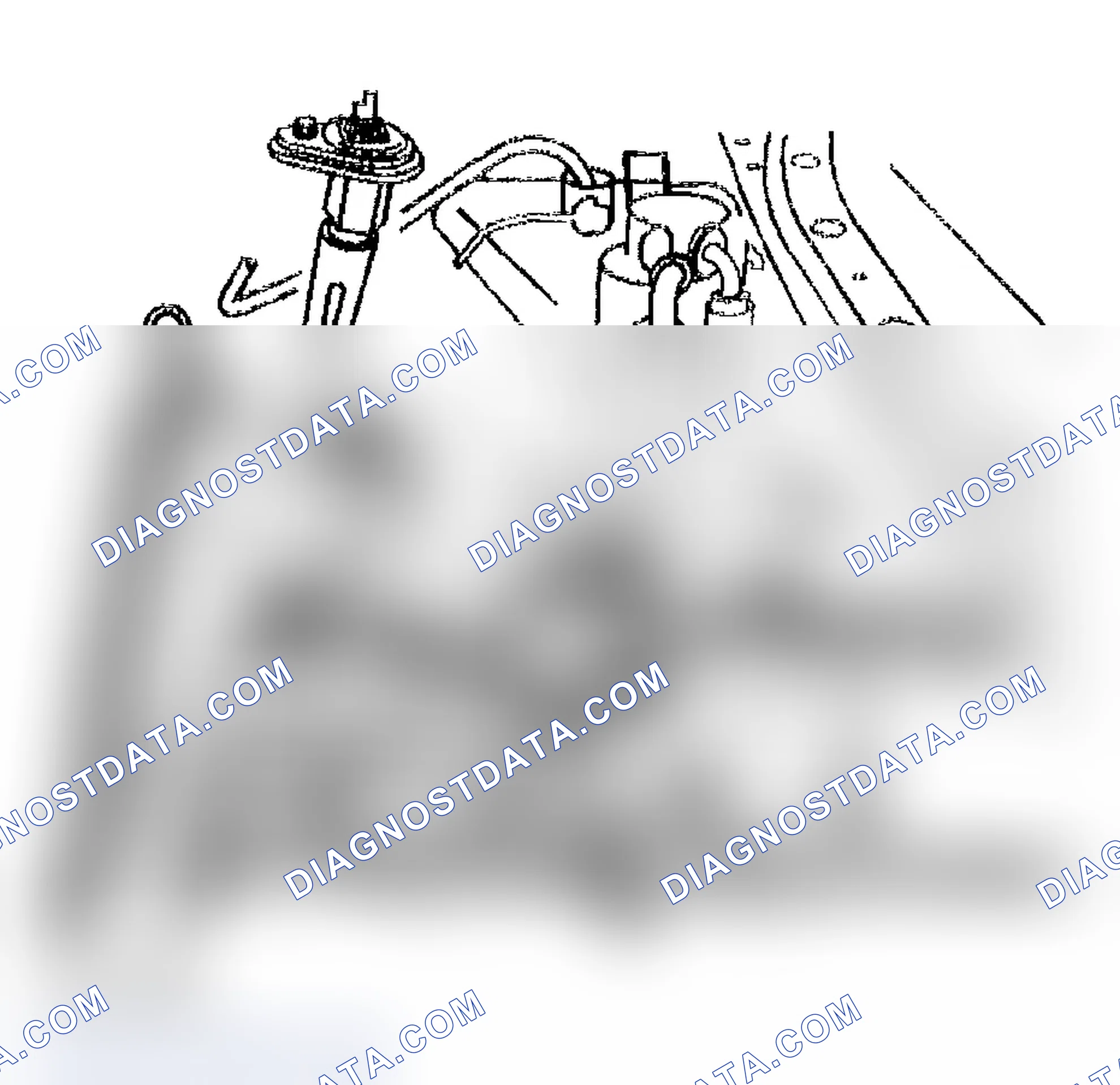
- Remove the engine oil filter, fill with clean engine oil, and reinstall. Tighten Tighten the oil filter to 30 N.m (22 lb ft).
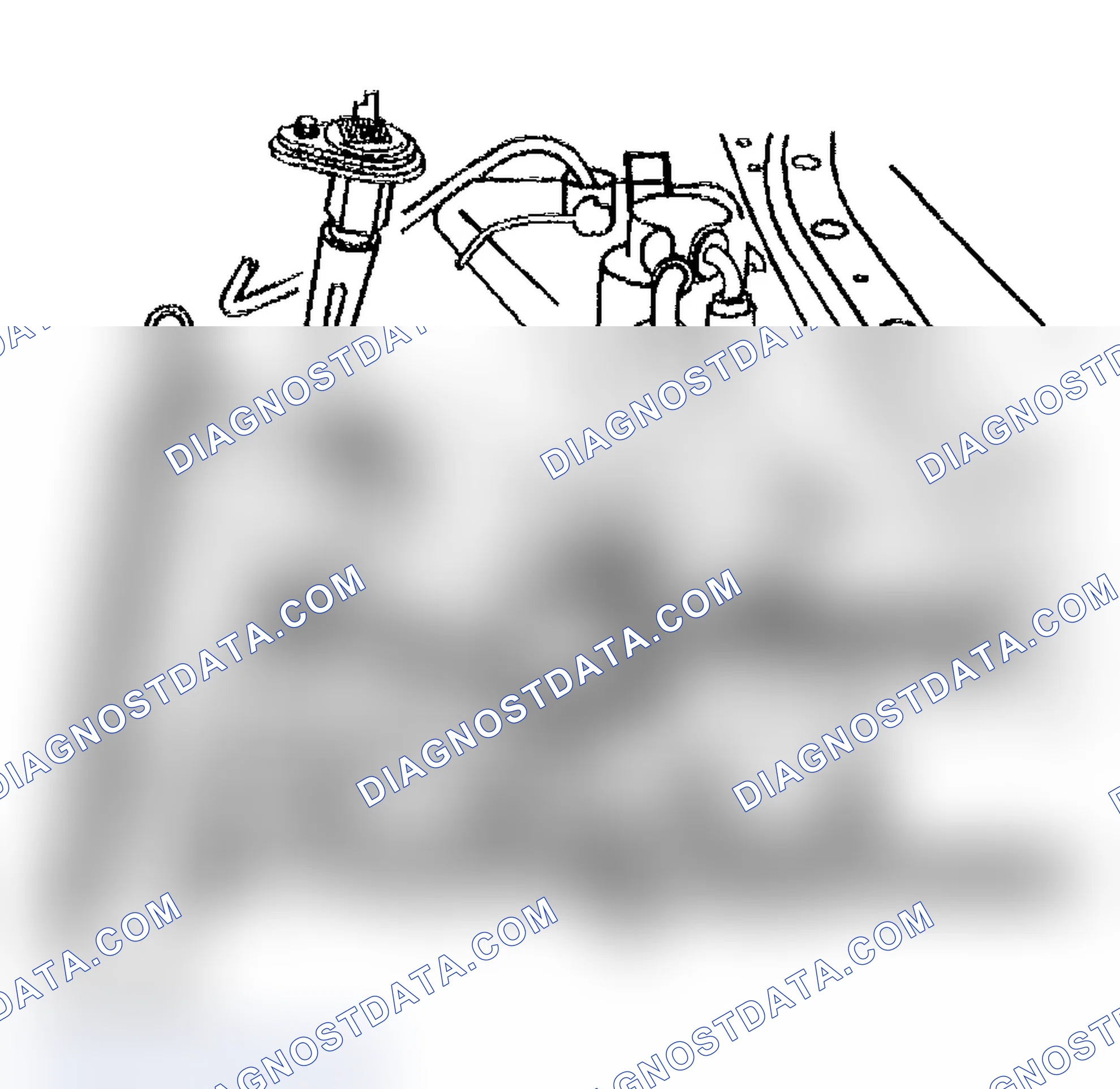
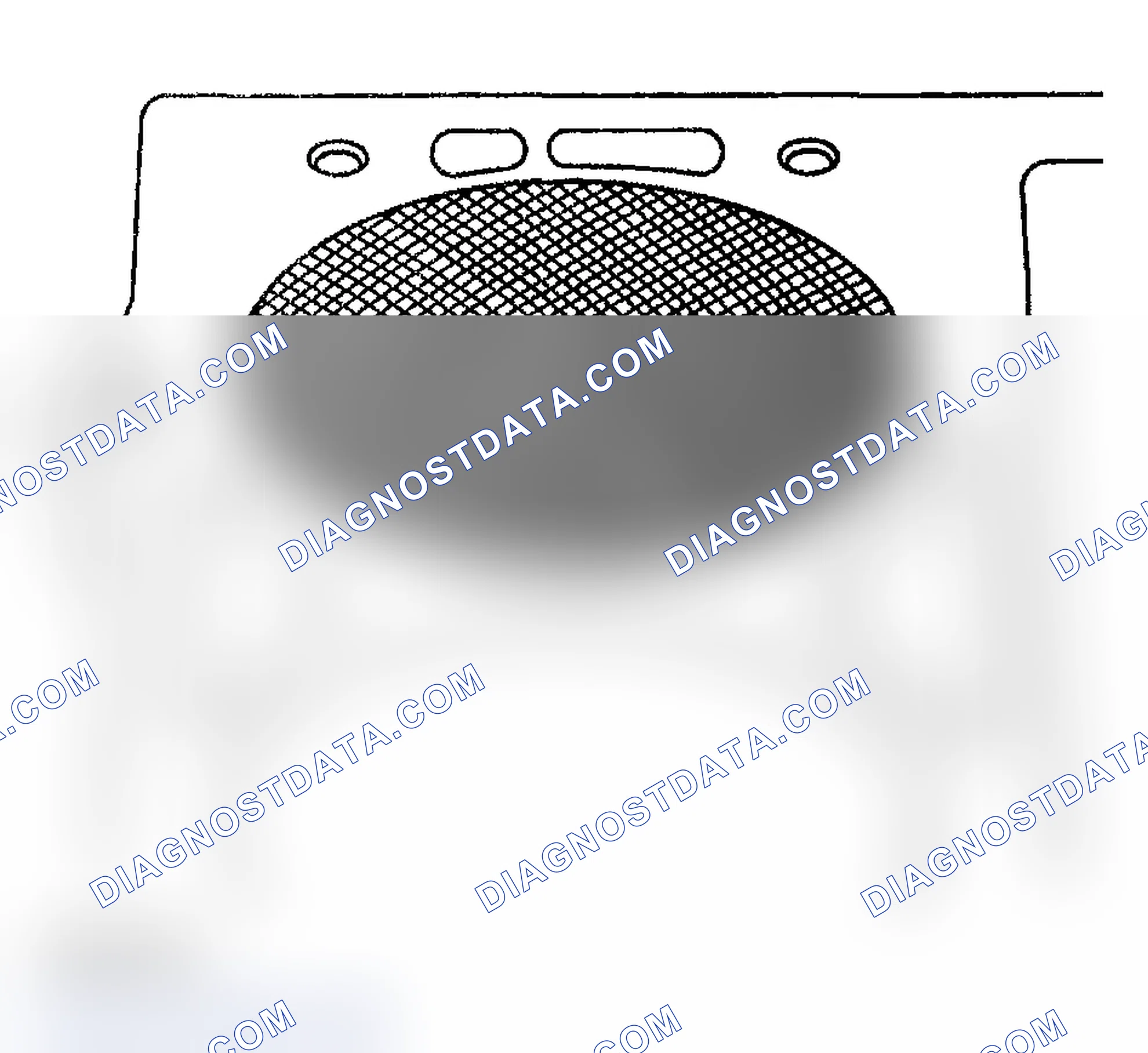
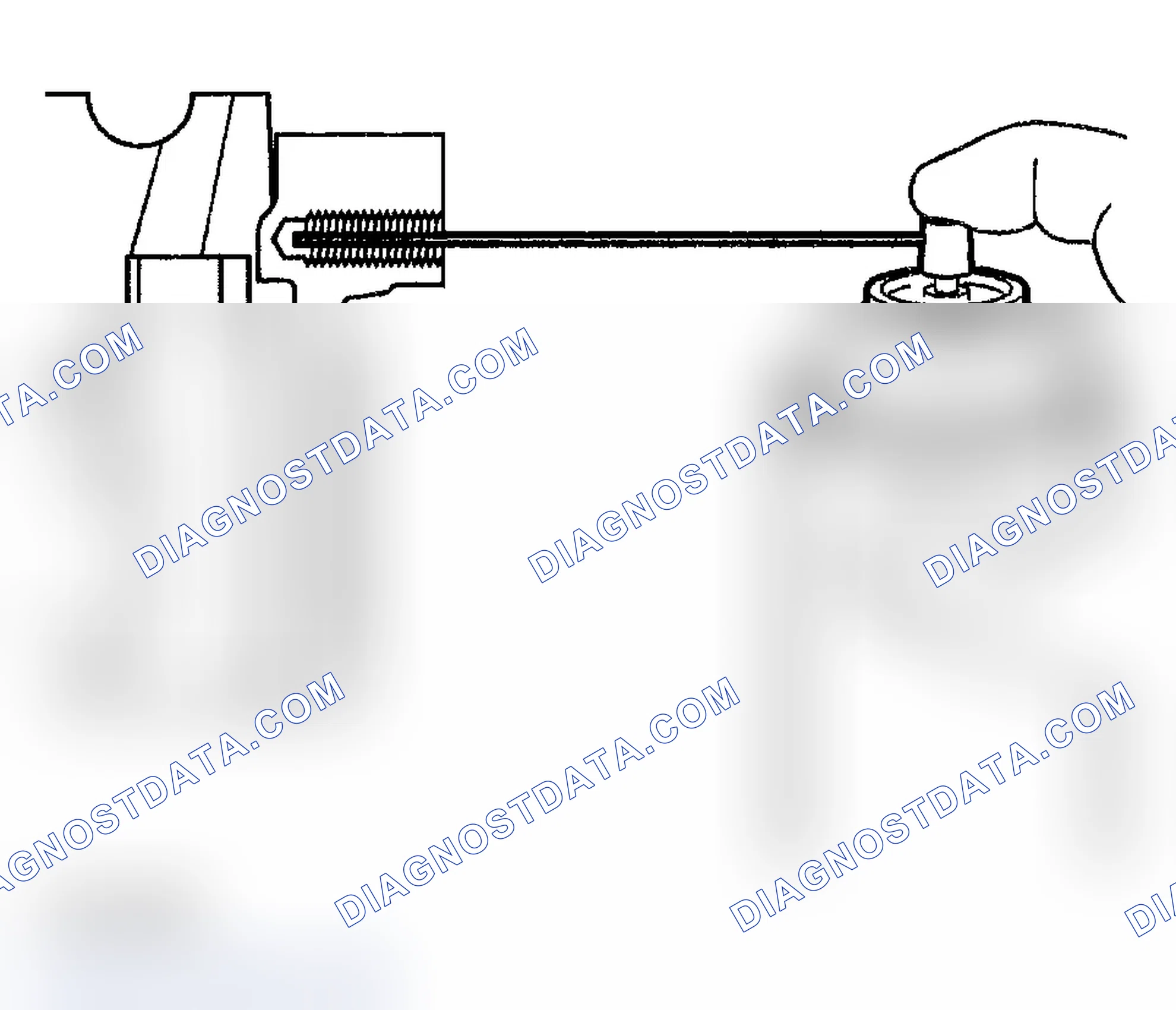
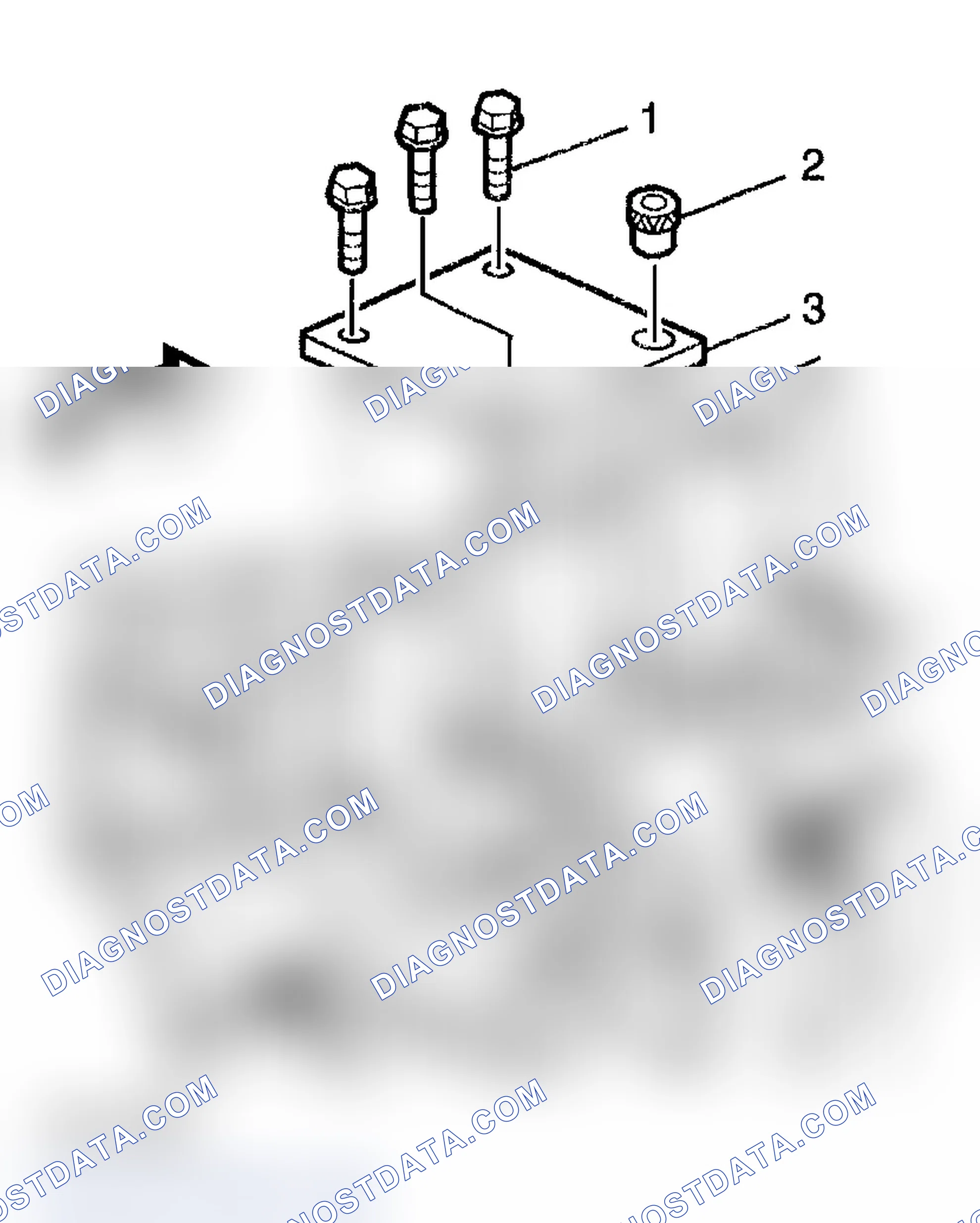
- Remove the engine block oil gallery plug (1).
- Install the M16 x 1.5 adapter P/N 509375.
- Install the flexible hose to the adapter and open the valve.
- Pump the handle on J 45299 to flow a minimum of 1-2 quarts of engine oil. Observe the flow of engine oil through the flexible hose and into the engine assembly.
- Close the valve and remove the flexible hose and adapter from the engine.
- Install the engine block oil gallery plug (1). Tighten Tighten the oil pressure sensor to 35 N.m (26 lb ft).
- Top-off the engine oil to the proper level.
Scheme 1342

Scheme 1343

Scheme 1344
Scheme 1345

Scheme 1346

Scheme 1347

- Add sealer GM P/N United States 12346004, GM P/N Canada 10953480 to the plug threads. NOTE: Refer to «FASTENER NOTICE»(ref-175132-S17785009232005041500000) in Cautions and Notices.
- Install the engine block oil gallery plug to rear of block. Tighten Tighten the engine block oil gallery plug to 80 N.m (40 lb ft).
- Add sealer GM P/N United States 12346004, GM P/N Canada 10953480 to the plug threads.
- Install the engine block oil gallery plugs to front and left of block. Tighten Tighten the side engine block oil gallery plugs to 35 N.m (26 lb ft). Tighten the front (1) engine block oil gallery plug to 80 N.m (40 lb ft).
- Add sealer GM P/N United States 12346004, GM P/N Canada 10953480 to the coolant temperature sensor threads.
- Install the coolant temperature sensor. Tighten Tighten the coolant temperature sensor to 20 N.m (15 lb ft).
- Add sealer GM P/N United States 12346004, GM P/N Canada 10953480 to the EVAP solenoid bolt threads. Tighten Tighten the EVAP solenoid bolt to 10 N.m (89 lb in).
- Install the knock sensors. Tighten Tighten the knock sensors to 25 N.m (18 lb ft).
- Add sealer GM P/N United States 12346004, GM P/N Canada 10953480 to the crankshaft position sensor bolt.
- Install the crankshaft position sensor and bolt. Tighten Tighten the crankshaft position sensor bolt to 10 N.m (89 lb in).
Engine Block
The lost foam all aluminum engine block utilizes a deep skirt design for increased rigidity. The cylinders are positioned in a straight in-line 6 cylinder orientation. The crankshaft bearing caps have a bearing beam or "ladder" for enhanced structural rigidity and vibration reduction.
Oil Pan
A single piece cast aluminum oil pan contributes to crankshaft and block rigidity while reducing overall weight. The oil pan bolts to the bell housing as well as the block. This eliminates points of vibration and makes the complete powertrain act as a single casting. Jack screws are used to remove the oil pan.
Crankshaft
The crankshaft is a nodular iron design with seven main bearings.
Connecting Rods
The connecting rods are forged powdered metal. The connecting rods and caps are of a fractured split design to improve durability and reduce internal friction. Care must be taken to ensure the mating surfaces are not damaged during service procedures.
Pistons
The pistons are a full-floating design. The piston pins are a slip fit in the bronze bushed connecting rod and are retained in the piston by round wire retainers. There are two compression rings and one oil control ring.
Cylinder Head
The cylinder head is also made of the lost foam aluminum for lighter weight and rapid heat dissipation. There are 4 valves per cylinder and the ports are of a high swirl design for improved combustion. The cylinder head gasket consist of a steel laminated construction.
Valve Train
The engine utilizes dual overhead camshafts and roller followers for reduced friction, which results in improved gas mileage.
Fuel System
A new electronic throttle control system is used on the engine. A throttle actuator control or TAC system eliminates cable linkage from the pedal to the throttle control module. All throttle movements are controlled by the PCM.
Oil Pump
The oil pump is gear driven directly from the crankshaft. The oil pump drive gear is a slip fit to the crankshaft.
Engine Covers
There is a front engine cover and a rear engine cover, both are made of aluminum. The front engine cover and rear engine cover have "T" sealing joints and need to be removed after the oil pan. The front and rear covers need to be installed before the oil pan. Jack screws are used to remove the covers. Guide pins are used to aid in the installation of both covers.
New Product Information
The purpose of New Product Information is to highlight or indicate important new features for the service community.
Changes may include one or more of the following items
- Torque values and/or fastener tightening strategies
- Engine specifications
- New sealants and/or adhesives
- Disassembly and assembly procedure revisions
- Engine mechanical diagnostic procedure revisions
- Special tools required
New Sealants and/or Adhesives
- U.S. and Canadian SPO part numbers
- 3-Bond sealant P/N 12378521
New Features on the LL8 Engine
- Pan-axle design oil pan
- Exhaust camshaft position actuator
- Exhaust camshaft position actuator valve
- Jack bolts on the front cover, rear cover, and oil pan
Engine Features
- Powder metal connecting rods
- Full floating piston pins
- Lost foam casted aluminum block and head
- Composite plastic camshaft cover
- Electronic Throttle Control - ETC
- Composite intake manifold
- Bridge/bearing beam - stiffener ladder
- Stainless steel fuel rail
- Coil-on-plug ignition system
- Inlet side thermostat
- No EGR
- No AIR
Cleanliness and Care
An automobile engine is a combination of many of the following surfaces
- Machined
- Honed
- Polished
- Lapped
The tolerances of these surfaces are measured in the ten-thousandths of an inch. When you service any internal engine part, cleanliness and care are important. Apply a liberal coating of engine oil to the friction areas during assembly in order to protect and lubricate the surfaces on initial operation. Throughout this section, practice proper cleaning and protection procedures to the machined surfaces and to the friction areas.
Note. Engine damage may result if an abrasive paper, pad, or motorized wire brush is used to clean any engine gasket surfaces.
Whenever you remove the valve train components, keep the components in order. Follow this procedure in order to install the components in the same locations and with the same mating surfaces as when removed.
| CAUTION | Refer to BATTERY DISCONNECT CAUTION in Cautions and Notices. |
Disconnect the negative battery cables before you perform any major work on the engine. For more information on the disconnection of the battery, refer to Battery in Electrical.
Separating Parts
The components of an internal combustion engine develop wear patterns with their mating components. During disassembly of the engine, parts should be separated and kept in order so they may be reinstalled in the same location from which they were removed.
Replacing Engine Gaskets
- Do not reuse any gasket unless otherwise specified. Reusable gaskets will be identified in the service procedure. Do not apply sealant to any gasket or sealing surface unless called out in the service procedure.
- Use jack screws to separate components. IMPORTANT: Do not use any other method or technique in order to remove the gasket material from a components. Do not use the following items in order to clean the gasket surfaces: Abrasive pads Sand paper Power tools These methods of cleaning may damage the component. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and may cause internal engine damage.
- Remove all of the gasket and the sealing material from the component using a plastic or a wood scraper. Do not gouge or scrape the sealing surfaces. IMPORTANT: Do not allow the sealant to enter any blind threaded holes. The sealant may cause the following conditions: Prevent you from properly seating the bolt Cause damage when you tighten the bolt
- When assembling components, use only the sealant specified in the service procedure. Ensure that the sealing surfaces are clean and free of debris or oil. When applying sealant to a component, apply a bead size as specified in the service procedure.
- Tighten the bolts to the specifications.
Sealant Types
| IMPORTANT | The correct sealant and amount of sealant must be used in the proper location to prevent oil leaks, coolant leaks, or the loosening of the fasteners. DO NOT interchange the sealants. Use only the sealant (or equivalent) as specified in the service procedure. |
The following 2 major types of sealant are commonly used in engines
- Aerobic sealant (Room Temperature Vulcanizing (RTV))
- Anaerobic sealant, which include the following: Gasket eliminator Pipe Threadlock
Aerobic Type Room Temperature Vulcanizing (TRV) Sealant
Aerobic type Room Temperature Vulcanizing (RTV) sealant cures when exposed to air. This type of sealant is used where 2 components (such as the intake manifold and the engine block) are assembled together.
Use the following information when using RTV sealant
- Do not use RTV sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Any other surfaces where a different type of sealant is specified in the service procedure
- Always follow all the safety recommendations and the directions that are on the RTV sealant container.
- Use a plastic or wood scraper in order to remove all the RTV sealant from the components.
| IMPORTANT | Do not allow the RTV sealant to enter any blind threaded holes, as it may prevent the fasteners from clamping properly or cause damage when the fastener is tightened. |
- The surfaces to be sealed must be clean and dry.
- Use a RTV sealant bead size as specified in the service procedure.
- Apply the RTV sealant bead to the inside of any bolt holes areas.
- Assemble the components while the RTV sealant is still wet to the touch. Do not wait for the RTV sealant to skin over.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Anaerobic Type Threadlock Sealant
Anaerobic type threadlock sealant cures in the absence of air. This type of sealant is used for threadlocking and sealing of bolts, fittings, nuts, and studs. This type of sealant cures only when confined between 2 close fitting metal surfaces.
Use the following information when using threadlock sealant
- Always follow all safety recommendations and directions that are on the threadlock sealant container.
- The threaded surfaces to be sealed must be clean and dry.
- Apply the threadlock sealant as specified on the threadlock sealant container.
| IMPORTANT | Fasteners that are partially torqued and then the threadlock sealant allowed to cure more than five minutes, may result in incorrect clamp load of assembled components. |
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Anaerobic Type Pipe Sealant
Anaerobic type pipe sealant cures in the absence of air and remains pliable when cured. This type of sealant is used where 2 parts are assembled together and require a leak proof joint.
Use the following information when using pipe sealant
- Do not use pipe sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Surfaces where a different sealant is specified
- Always follow all the safety recommendations and the directions that are on the pipe sealant container.
- The surfaces to be sealed must be clean and dry.
- Use a pipe sealant bead of the size or quantity as specified in the service procedure.
| IMPORTANT | Do not allow the pipe sealant to enter any of the blind threaded holes, as the pipe sealant may prevent the fastener from clamping properly, or cause component damage when the fastener is tightened. |
- Apply the pipe sealant bead to the inside of any bolt hole areas.
- Apply a continuous bead of pipe sealant to 1 sealing surface.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Tools and Equipment
Work in a clean and well-lit area. Have the following components available before you begin to work
- A suitable parts cleaning tank
- A compressed air supply
- Trays, in order to keep the parts and the fasteners organized
- An adequate set of hand tools
An approved engine repair stand will prevent personal injury or damage to the engine components. The special tools are designed in order to quickly and safely accomplish the operations for which the tools are intended. Using the tools will minimize possible damage to the engine components. Precision measuring tools are required for the inspection of certain critical components. Torque wrenches are needed for the correct assembly of various parts.