Sealers, Adhesives, and Lubricants
| Application | Type of Material | GM Part Number | |
|---|---|---|---|
| United States | Canada | ||
| Camshaft Bearing Hole Plug | Sealant | 12377901 | 10953504 |
| Crankshaft Position (CKP) Sensor Bolt | Thread Adhesive | 12345493 | 10953488 |
| Crankshaft Rear Bearing Cap | Sealant | 1052942 | 10953466 |
| Cylinder Head Bolts | Sealant | 12346004 | 10953480 |
| Cylinder Head Coolant Hole Plug | Sealant | 12346004 | 10953480 |
| Engine Block Coolant Drain Hole Plug | Sealant | 12346004 | 10953480 |
| Engine Block Coolant Heater | Sealant | 12346004 | 10953480 |
| Engine Block Oil Gallery Plug | Sealant | 12346004 | 10953480 |
| Engine Coolant Temperature (ECT) Sensor | Sealant | 12346004 | 10953480 |
| Engine Front Cover | Sealant | 12346286 | 10953472 |
| Engine Oil Supplement | Lubricant | 1052367 | 992869 |
| Evaporative Emission Purge Valve Bolt | Thread Adhesive | 12345493 | 10953488 |
| Intake Manifold | Sealant | 12346141 | 10953433 |
| Intake Manifold Bolts | Thread Adhesive | 12345382 | 10953489 |
| Intake Manifold Engine Block/Cylinder Head | Sealant | 12346141 | 10953433 |
| Knock Sensors | Sealant | 12346004 | 10953480 |
| Oil Cooler Hose Fittings | Sealant | 12346004 | 10953480 |
| Oil Fill Tube | Sealant | 9985409 | 9985409 |
| Oil Pan - At Corners | Sealant | 12346286 | 10953472 |
| Oil Pressure Sensor | Sealant | 12346004 | 10953480 |
| Valve Rocker Arm Studs | Sealant | 12346004 | 10953480 |
| Water Pump Bolts | Sealant | 12346004 | 10953480 |
Sealers, Adhesives, and Lubricants
Scheme 70
| Callout | Component Name |
|---|---|
| 412 | Splash Shield |
| 415 | Oil Fill Tube O-ring |
| 416 | Oil Fill Tube |
| 417 | Oil Fill Cap O-ring |
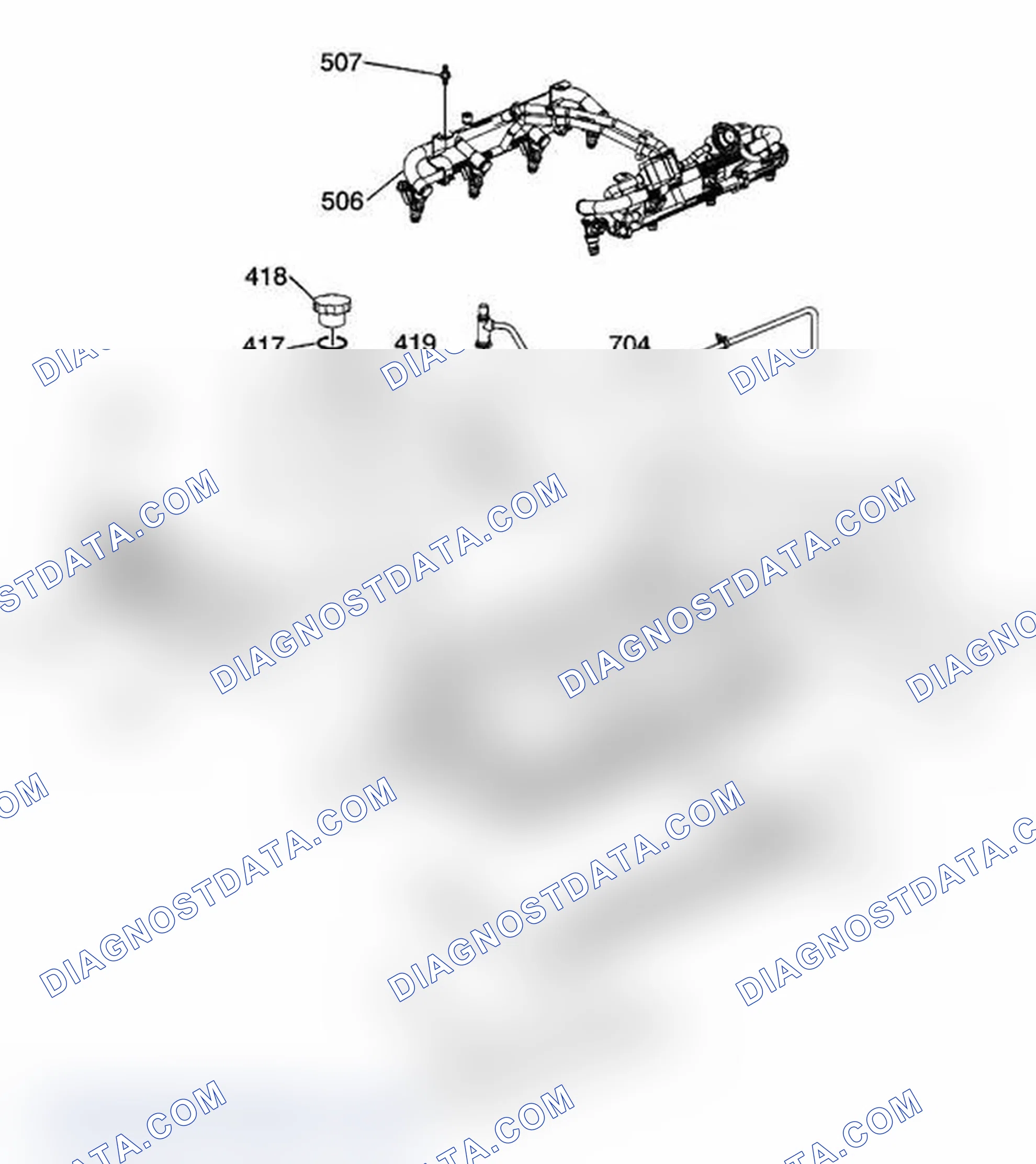
| 418 | Oil Fill Cap |
| 419 | Oil Fill Tube Bolt |
| 500 | Intake Manifold |
| 501 | Throttle Body Gasket |
| 502 | Throttle Body |
| 503 | Throttle Body Nut |
| 504 | Throttle Body Stud |
| 505 | Intake Manifold Bolt |
| 506 | Fuel Rail with Injectors |
| 507 | Fuel Rail Bolt/Stud |
| 508 | Intake Manifold Plug |
| 509 | Exhaust Gas Recirculation (EGR) Cover Nut |
| 510 | EGR Cover |
| 511 | EGR Cover Gasket |
| 512 | EGR Cover Stud |
| 513 | Vacuum Fitting Plug |
| 515 | Intake Gasket - End Seal |
| 516 | Intake Gasket - Side |
| 700 | Evaporative Emission (EVAP) Valve Bolt |
| 701 | Manifold Absolute Pressure (MAP) Sensor |
| 702 | EVAP Valve |
| 703 | EVAP Valve O-ring |
| 704 | EVAP Tube |
| 729 | MAP Sensor Grommet |
| 730 | MAP Sensor Bolt |
Scheme 71
| Callout | Component Name |
|---|---|
| 209 | Valve Lifter |
| 210 | Valve Lifter Guide |
| 211 | Valve Lifter Retainer |
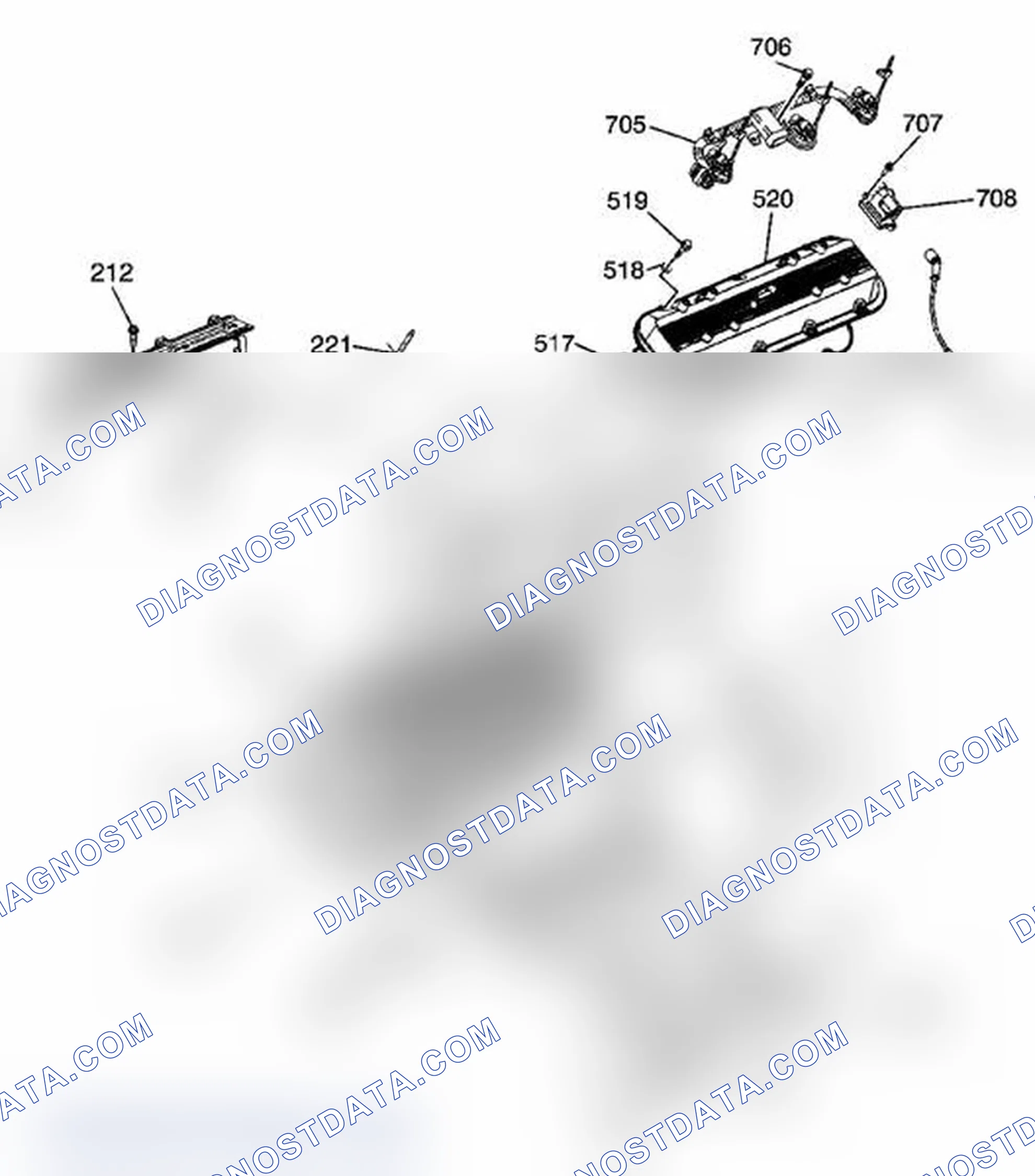
| 212 | Valve Lifter Retainer Bolt |
| 213 | Cylinder Head Locating Pin |
| 214 | Cylinder Head Gasket |
| 215 | Cylinder Head |
| 216 | Valve Rotator |
| 217 | Valve Stem Oil Seal |
| 218 | Valve Spring |
| 219 | Valve Spring Cap |
| 220 | Valve Stem Keys |
| 221 | Pushrod |
| 222 | Rocker Arm Nut |
| 223 | Rocker Arm Ball |
| 224 | Rocker Arm |
| 225 | Rocker Arm Bolt/Stud |
| 226 | Pushrod Guide |
| 227 | Cylinder Head Bolt - Long |
| 228 | Cylinder Head Bolt - Medium |
| 229 | Cylinder Head Bolt - Short |
| 230 | Cylinder Head Coolant Plug |
| 232 | Valve |
| 517 | Valve Cover Gasket |
| 518 | Valve Cover Bolt Grommet |
| 519 | Valve Cover Bolt |
| 520 | Valve Cover |
| 600 | Exhaust Manifold |
| 601 | Exhaust Manifold Heat Shield |
| 602 | Exhaust Manifold Nut |
| 602 | Exhaust Manifold Nut |
| 603 | Exhaust Manifold Heat Shield Bolt |
| 604 | Exhaust Manifold Bolt |
| 605 | Exhaust Manifold Gasket |
| 606 | Exhaust Manifold Stud |
| 705 | Ignition Coil Wire Harness |
| 706 | Ignition Coil Wire Harness Bolt |
| 707 | Ignition Coil Bolt |
| 708 | Ignition Coil |
| 709 | Spark Plug Wire |
| 710 | Spark Plug |
| 711 | Engine Coolant Temperature (ECT) Sensor |
| 712 | ECT Sensor Bracket |
| 713 | ECT Sensor Bracket Bolt |
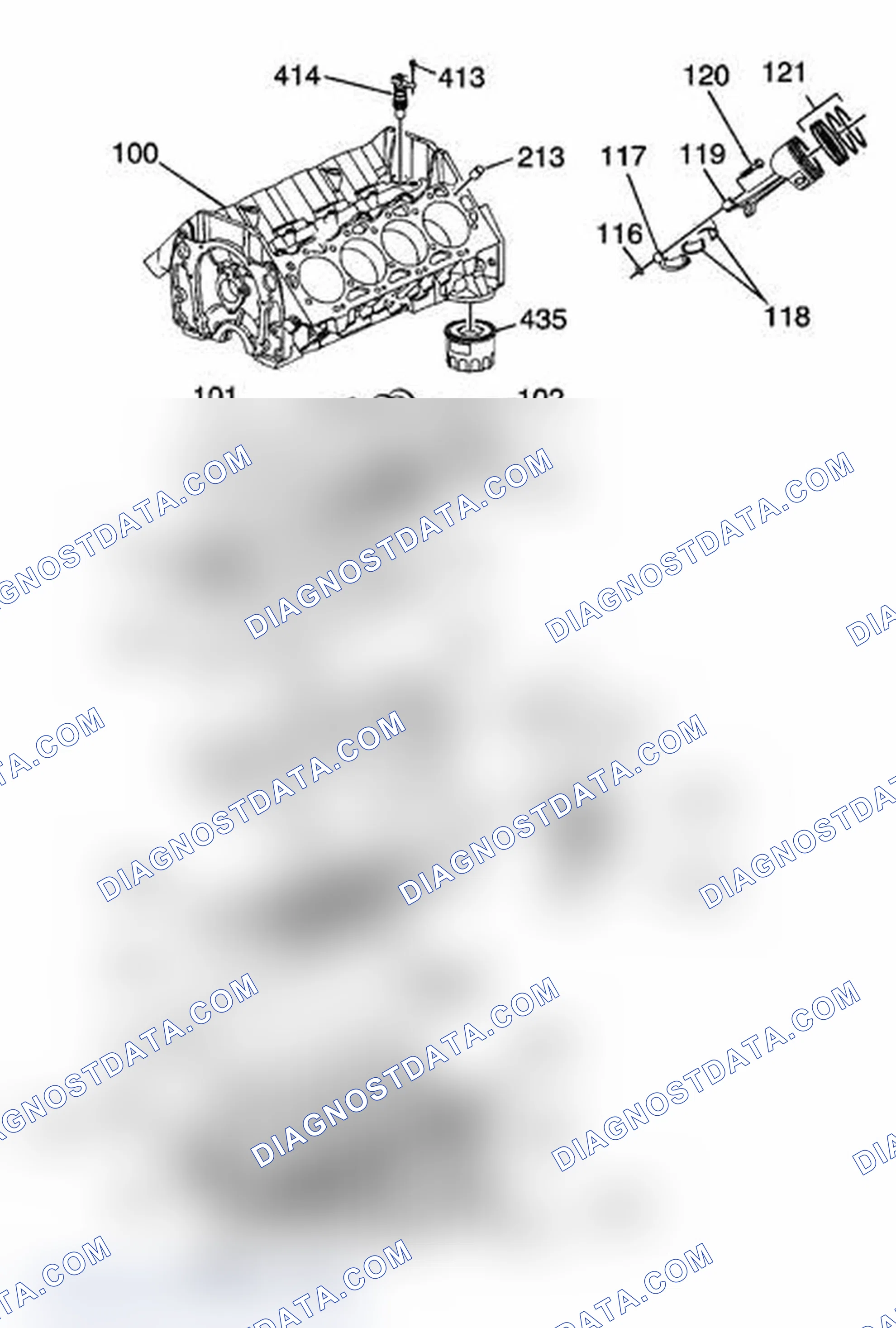
Scheme 72
| Callout | Component Name |
|---|---|
| 100 | Engine Block |
| 122 | Crankshaft Balancer |
| 123 | Crankshaft Balancer Bolt Washer |
| 124 | Crankshaft Balancer Bolt |
| 125 | Crankshaft Front Oil Seal |
| 129 | Front Cover Locating Pin |
| 200 | Timing Chain |
| 201 | Camshaft Sprocket Bolt |
| 202 | Camshaft Sprocket |
| 203 | Crankshaft Sprocket |
| 204 | Camshaft Retainer Bolt |
| 205 | Camshaft Retainer |
| 206 | Camshaft Sprocket Locating Pin |
| 207 | Camshaft |
| 208 | Camshaft Bearings |
| 300 | Water Pump |
| 301 | Water Pump Bolt |
| 302 | Water Pump Pulley Bolt |
| 303 | Water Pump Pulley |
| 304 | Thermostat Bypass Hose Clamp |
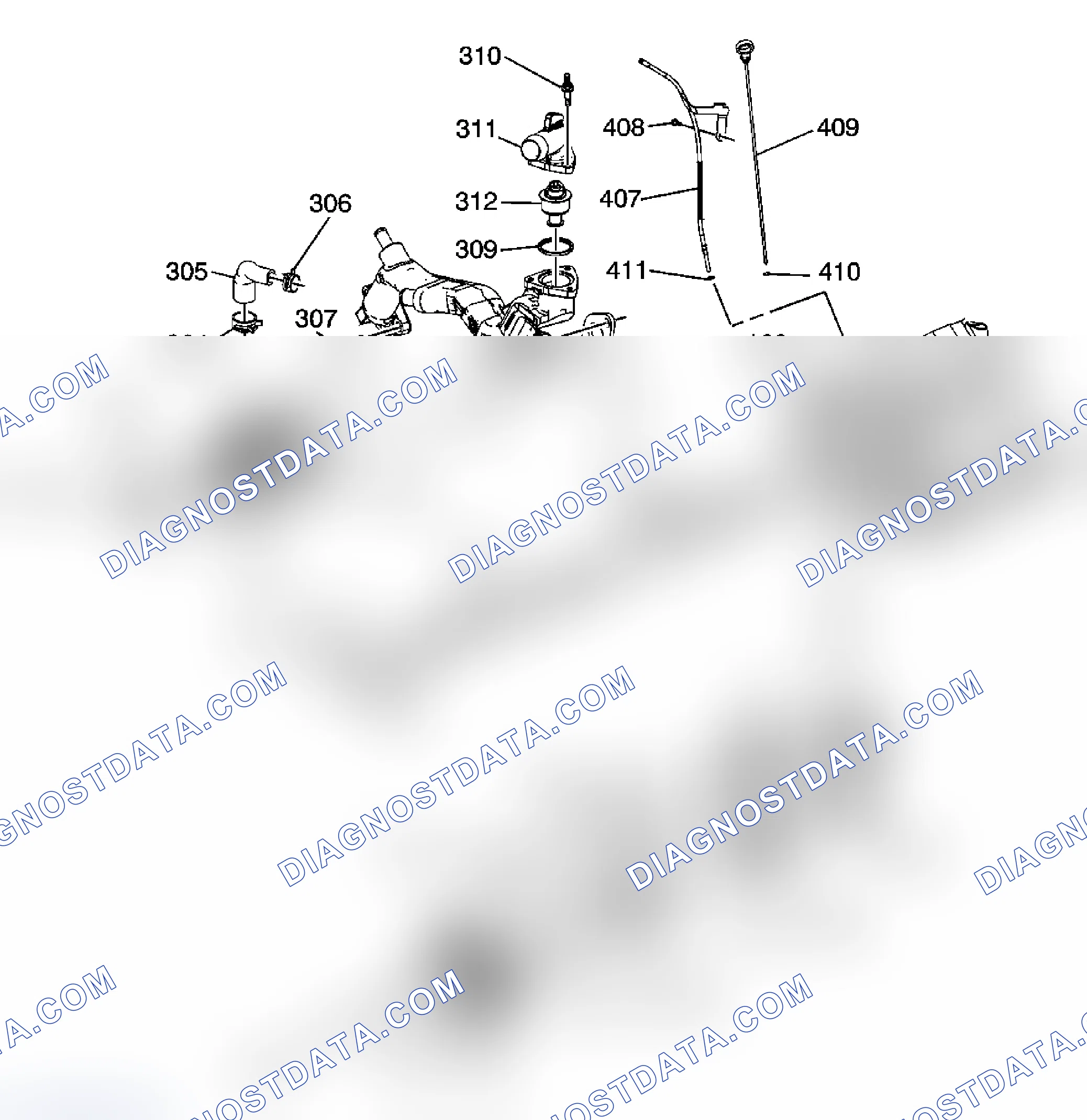
| 305 | Thermostat Bypass Hose |
| 306 | Thermostat Bypass Hose Clamp |
| 307 | Engine Coolant Crossover Bolt |
| 308 | Engine Coolant Crossover |
| 309 | Thermostat O-ring |
| 310 | Water Outlet Bolt/Stud |
| 311 | Water Outlet |
| 312 | Thermostat |
| 313 | Engine Coolant Crossover Gasket |
| 314 | Water Pump Gasket |
| 407 | Oil Level Indicator Tube |
| 408 | Oil Level Indicator Tube Bolt |
| 409 | Oil Level Indicator |
| 410 | Oil Level Indicator O-ring |
| 411 | Oil Level Indicator Tube O-ring |
| 521 | Front Cover Bolt |
| 522 | Front Cover |
| 523 | Front Cover Gasket |
| 716 | Camshaft Position (CMP) Sensor Bolt |
| 717 | CMP Sensor |
| 718 | CMP Sensor O-ring |
Scheme 73
| Callout | Component Name |
|---|---|
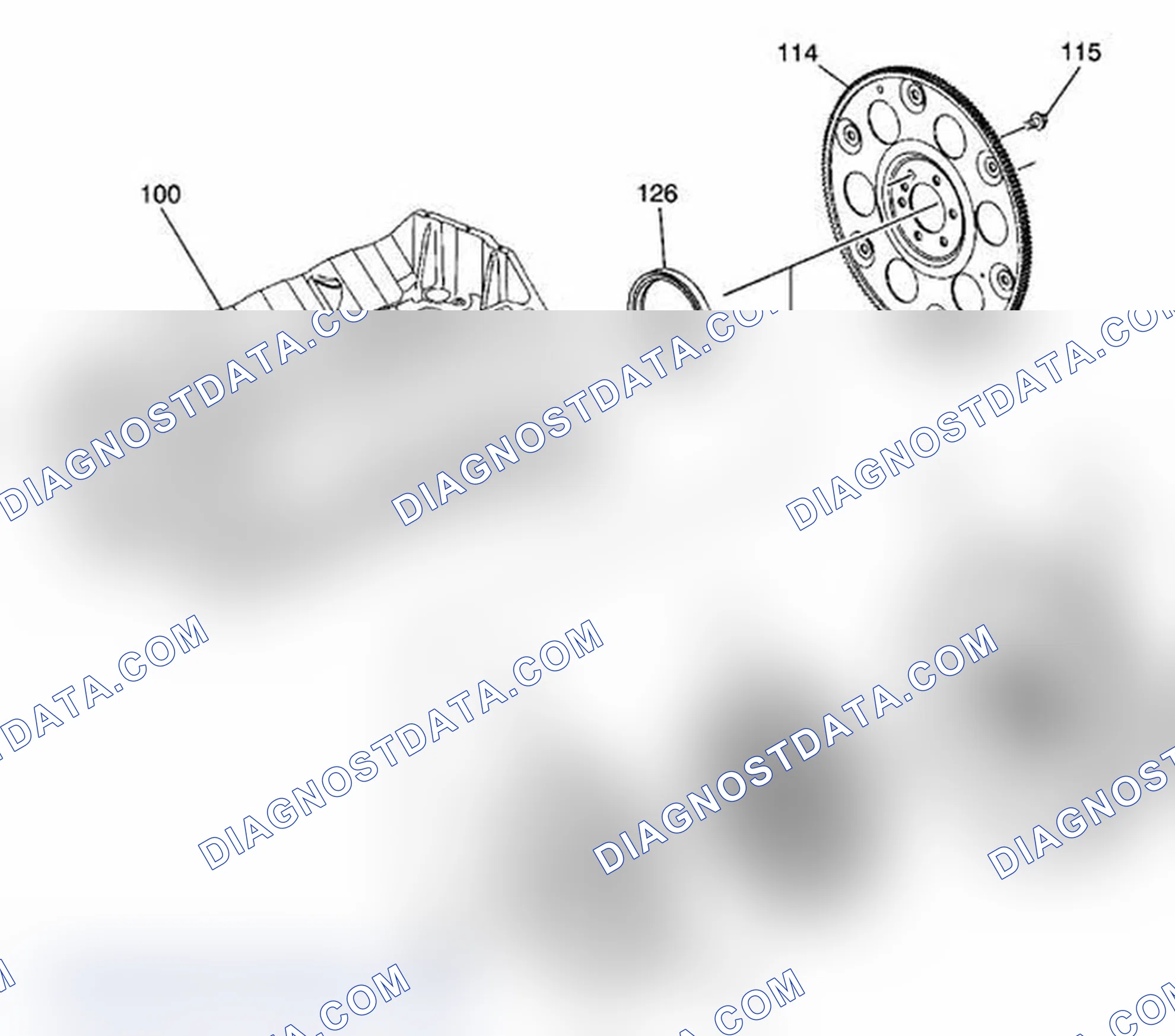
| 100 | Engine Block |
| 114 | Flywheel - Automatic Transmission |
| 115 | Flywheel Bolt |
| 126 | Crankshaft Rear Oil Seal |
| 139 | Flywheel - Manual Transmission |
| 140 | Clutch Pressure Plate Locating Pin - Manual Transmission |
| 141 | Clutch Driven Plate - Manual Transmission |
| 142 | Clutch Pressure Plate - Manual Transmission |
| 143 | Clutch Pressure Plate Bolt - Manual Transmission |
Scheme 74
| Callout | Component Name |
|---|---|
| 100 | Engine Block |
| 101 | Crankshaft Main Bearings - Upper |
| 102 | Crankshaft Thrust Bearing - Upper |
| 103 | Crankshaft |
| 104 | Crankshaft Main Bearing - Lower |
| 105 | Crankshaft Thrust Bearing - Lower |
| 106 | Crankshaft Bearing Cap |
| 107 | Crankshaft Bearing Cap Bolt |
| 108 | Crankshaft Bearing Cap Bolt/Stud |
| 109 | Crankshaft Bearing Cap - Thrust |
| 116 | Connecting Rod Nut |
| 117 | Connecting Rod Cap |
| 118 | Connecting Rod Bearings |
| 119 | Piston and Connecting Rod Assembly |
| 120 | Connecting Rod Bolt |
| 121 | Piston Rings |
| 126 | Crankshaft Rear Oil Seal |
| 213 | Cylinder Head Locating Pin |
| 233 | Crankshaft Sprocket Locating Pin |
| 400 | Oil Pan |
| 401 | Oil Pan Drain Plug |
| 402 | Oil Pan Drain Plug O-ring |
| 403 | Oil Pan Bolt |
| 404 | Oil Pan Gasket |
| 405 | Crankshaft Oil Deflector Nut |
| 406 | Crankshaft Oil Deflector |
| 413 | Oil Pump Drive Bolt |
| 414 | Oil Pump Drive |
| 420 | Oil Pump Driveshaft |
| 421 | Oil Pump Locating Pin |
| 422 | Oil Pump |
| 423 | Oil Pump Bolt |
| 424 | Oil Pump Driveshaft Retainer |
| 435 | Oil Filter |
| 714 | Oil Level Sensor O-ring |
| 715 | Oil Level Sensor |
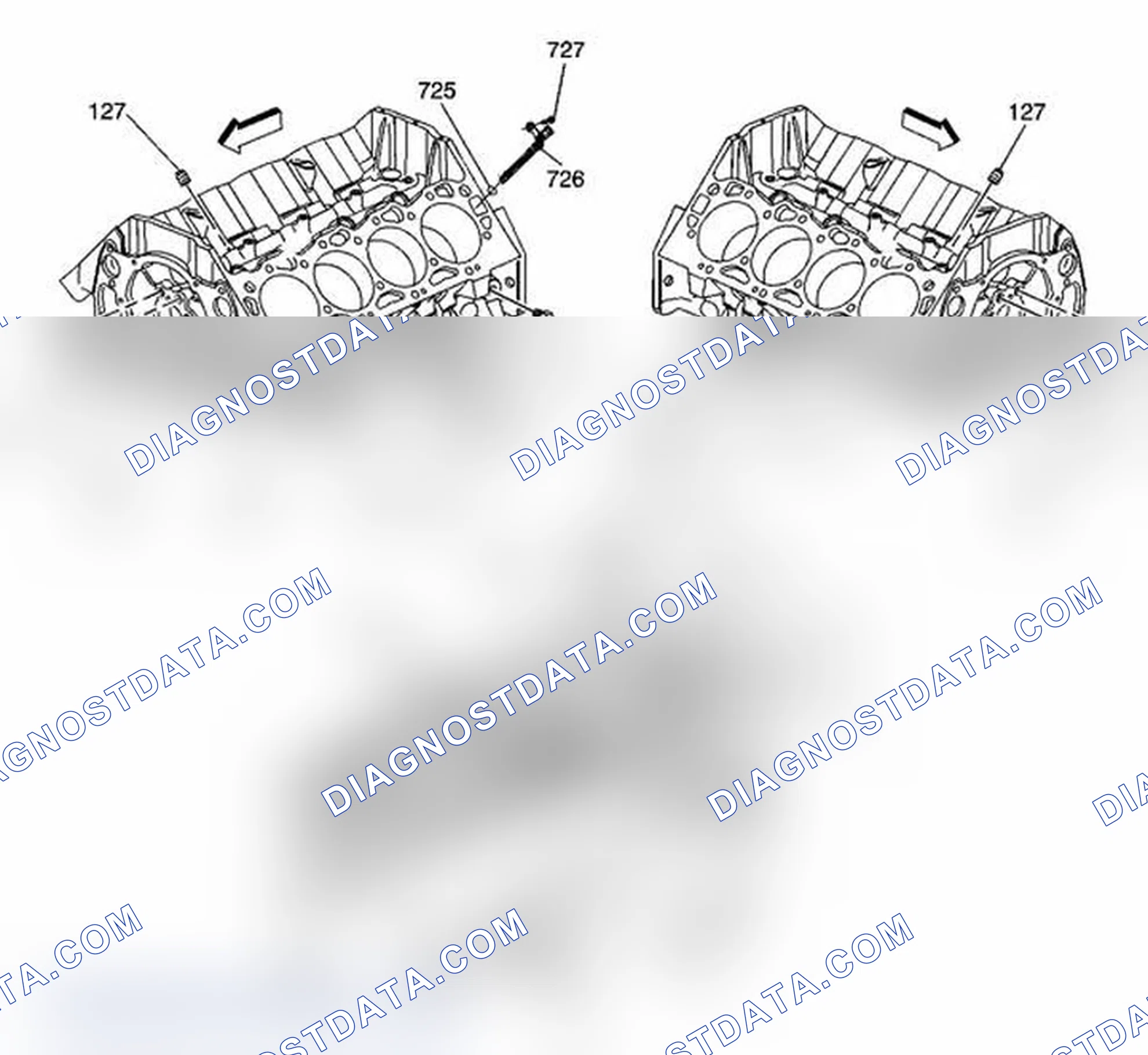
Scheme 75
| Callout | Component Name |
|---|---|
| 127 | Oil Gallery Plug - Top |
| 127 | Oil Gallery Plug - Top |
| 128 | Oil Gallery Plug - Front |
| 128 | Oil Gallery Plug - Front |
| 129 | Front Cover Locating Pin |
| 129 | Front Cover Locating Pin |
| 130 | Coolant Drain Hole Plug |
| 130 | Coolant Drain Hole Plug |
| 131 | Oil Gallery Plug - Side |
| 131 | Oil Gallery Plug - Side |
| 132 | Oil Gallery Plug - Left Side Rear |
| 132 | Oil Gallery Plug - Left Side Rear |
| 133 | Oil Gallery Plug - Rear |
| 134 | Oil Gallery Plug - Rear |
| 135 | Camshaft Bearing Hole Plug |
| 136 | Oil Gallery Plug - Rear |
| 425 | Oil Filter Bypass Valve |
| 426 | Oil Cooler Fitting |
| 434 | Oil Filter Fitting |
| 719 | Knock Sensor |
| 719 | Knock Sensor |
| 720 | Knock Sensor Heat Shield - Right |
| 721 | Knock Sensor Heat Shield Bolt |
| 722 | Knock Sensor Heat Shield - Left |
| 723 | Knock Sensor Heat Shield Bolt |
| 724 | Engine Block Coolant Heater |
| 725 | Crankshaft Position (CKP) Sensor O-ring |
| 726 | CKP Sensor |
| 727 | CKP Sensor Bolt |
| 728 | Oil Pressure Sensor |
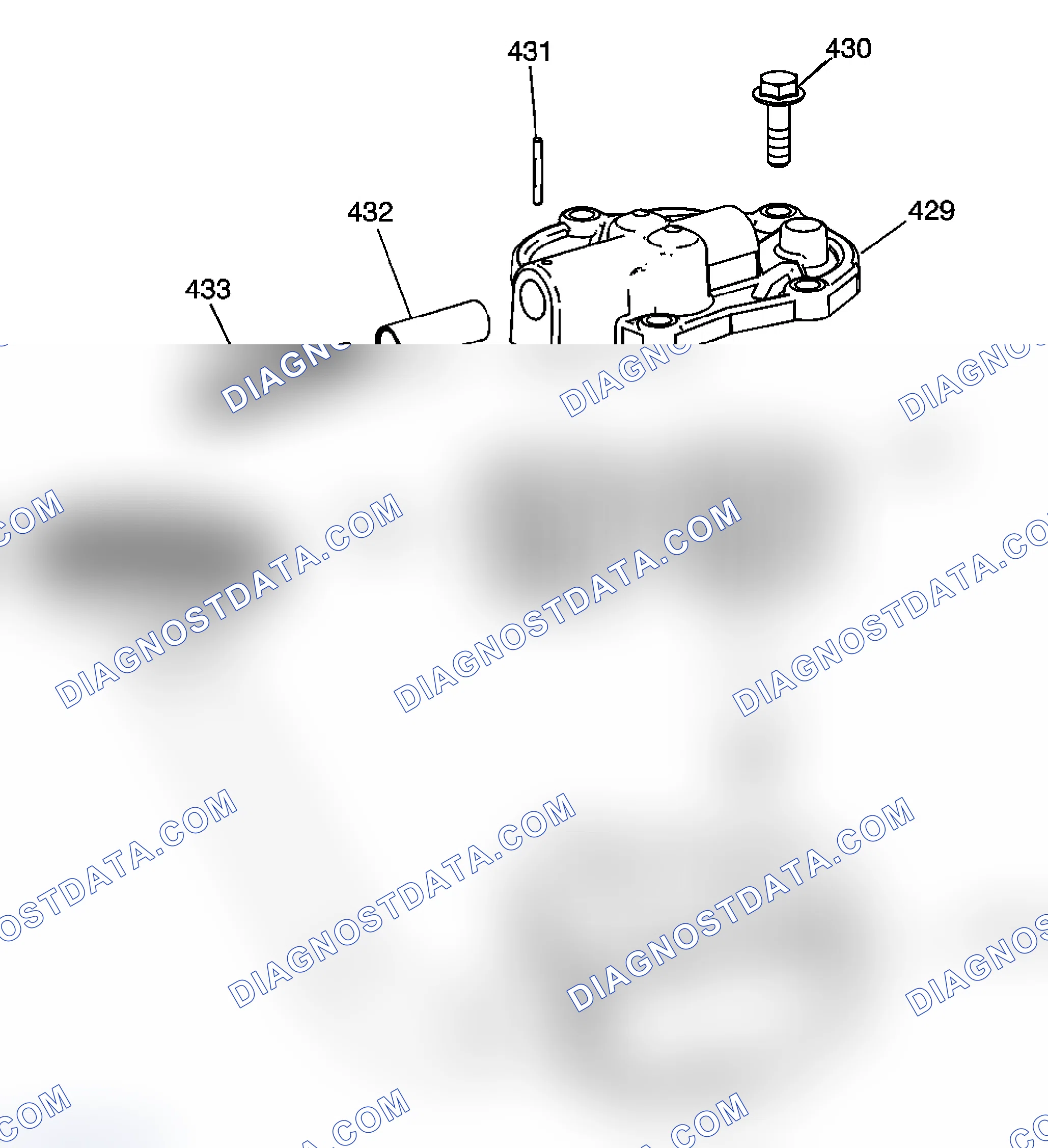
Scheme 76
| Callout | Component Name |
|---|---|
| 422 | Oil Pump with Pickup Screen |
| 427 | Drive Gear |
| 428 | Driven Gear |
| 429 | Oil Pump Cover |
| 430 | Oil Pump Cover Bolt |
| 431 | Pressure Relief Valve Spring Pin |
| 432 | Pressure Relief Valve |
| 433 | Pressure Relief Valve Spring |
Scheme 77
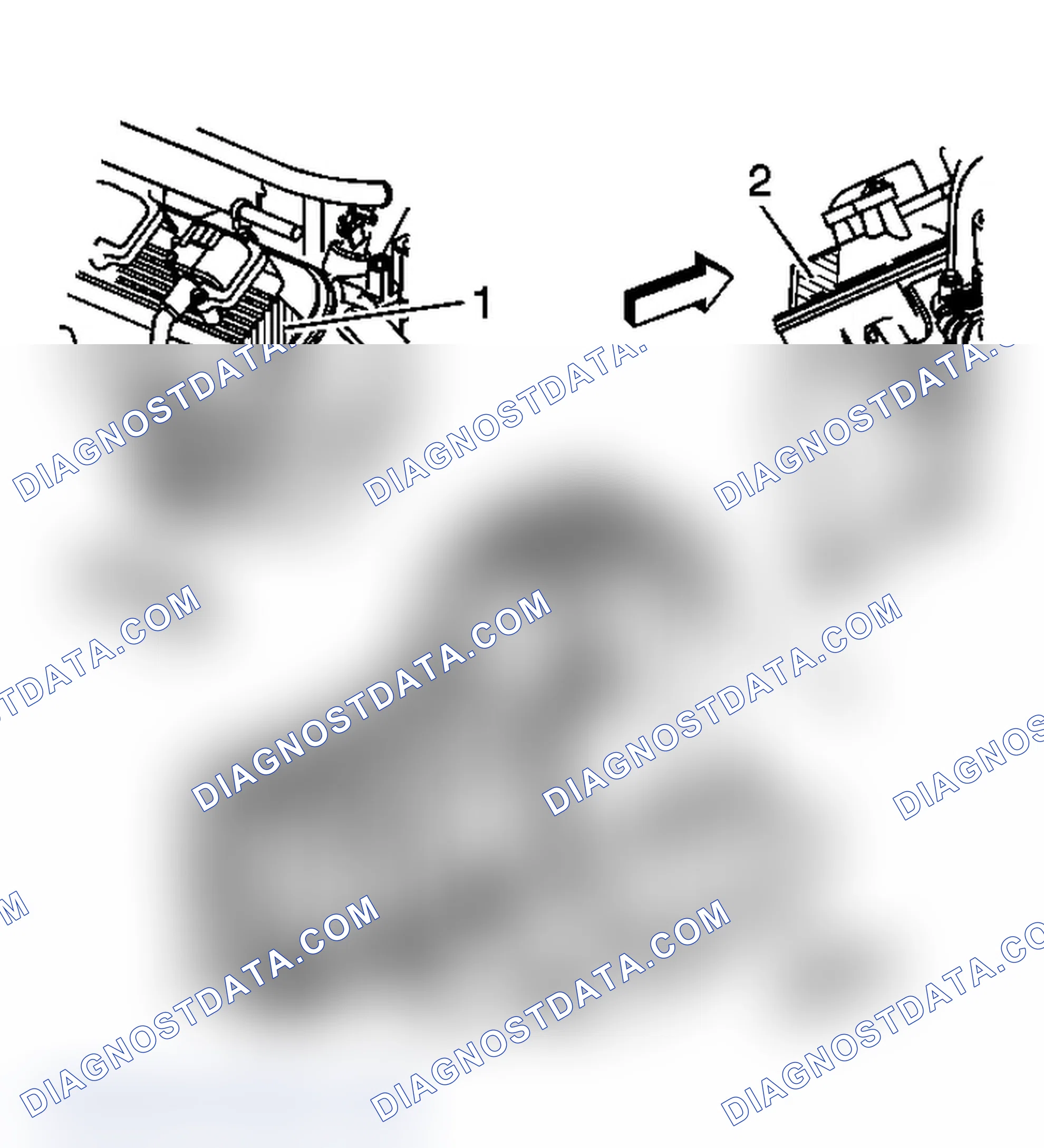
The engine identification number is located in three locations. There are labels on the front of the right rocker arm cover (1), the rear of the left rocker arm cover (2), and the right side of the engine oil pan (3). The engine identification number is used to track and identify the engine prior to installation in a vehicle.
The Vehicle Identification Number (VIN) Derivative is located on the left rear side of the engine block and is a nine digit number stamped or laser etched onto the engine at the vehicle assembly plant. If reading the identification number from the left, the following information can be obtained
- The first digit identifies the division.
- The second digit identifies the model year.
- The third digit identifies the assembly plant.
- The fourth through ninth digits are the last six digits of the Vehicle Identification Number (VIN).
Intermittent
Test the vehicle under the same conditions that the customer reported in order to verify the system is operating properly.
Base Engine Misfire without Internal Engine Noises
| Cause | Correction |
|---|---|
| Abnormalities such as severe cracking, bumps, or missing areas in the accessory drive belt Abnormalities in the accessory drive system and/or components may cause engine RPM variations and lead to a misfire DTC. A misfire code may be present without an actual misfire condition. | Replace the drive belt. Refer to Drive Belt Replacement - Accessory . |
| Worn, damaged, or mis-aligned accessory drive components or excessive pulley runout A misfire code may be present without an actual misfire condition. | Inspect the components, repair or replace as required. |
| Loose or improperly installed engine flywheel or crankshaft balancer A misfire code may be present without an actual misfire condition. | Repair or replace the flywheel and/or balancer as required. Refer to Engine Flywheel Replacement or Crankshaft Balancer Replacement . |
| Restricted exhaust system A severe restriction in the exhaust flow can cause significant loss of engine performance and may set a DTC. Possible causes of restrictions include collapsed or dented pipes or plugged mufflers and/or catalytic converters. | Repair or replace as required. |
| Improperly installed or damaged vacuum hoses | Repair or replace as required. |
| Improper sealing between the intake manifold and cylinder heads or throttle body | Replace the intake manifold, gaskets, cylinder heads and/or throttle body as required. |
| Improperly installed or damaged MAP sensor The sealing grommet of the MAP sensor should not be torn or damaged. | Repair or replace the MAP sensor as required. |
| Worn or loose rocker arms | Repair or replace the valve rocker arms as required. |
| Worn or bent push rods | Replace the push rods. |
| Sticking valves Carbon buildup on the valve stem and/or seat can cause the valve not to close properly. | Repair or replace as required. |
| Excessively worn or mis-aligned timing chain | Repair or replace the timing chain, camshaft retainer and sprockets as required. |
| Worn camshaft lobes | Replace the camshaft and valve lifters. |
| Excessive oil pressure A lubrication system with excessive oil pressure may lead to excessive valve lifter pump-up and loss of compression. | Perform an oil pressure test. Refer to Oil Pressure Diagnosis and Testing . Repair or replace the oil pump as required. |
| Faulty cylinder head gaskets and/or cracking or other damage to the cylinder heads and engine block cooling system passages. Coolant consumption may or may not cause the engine to overheat. | Inspect for spark plugs saturated by coolant. Refer to Spark Plug Inspection in Engine Controls - 8.1L. Perform a pressure test to the cooling system. Refer to Loss of Coolant in Engine Cooling. Inspect the cylinder heads, engine block, and/or head gaskets. Refer to Coolant in Combustion Chamber . Repair or replace as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Refer to Spark Plug Inspection in Engine Controls - 8.1L. Inspect the cylinders for a loss of compression. Refer to Engine Compression Test . Perform cylinder leak down and compression testing to identify the cause. Refer to Cylinder Leakage Test . Repair or replace as required. |
| A damaged crankshaft reluctor wheel A damaged crankshaft reluctor wheel can result in different symptoms depending on the severity and location of the damage. Systems with electronic communications, DIS or coil per cylinder, and SEVERE reluctor ring damage may exhibit periodic loss of crankshaft position, stop delivering a signal, and then re-sync the crankshaft position. Systems with electronic communication, DIS or coil per cylinder, and SLIGHT reluctor ring damage may exhibit no loss of crankshaft position and no misfire may occur. However, a P0300 DTC may be set. Systems with mechanical communications and SEVERE reluctor ring damage may cause additional pulses and effect fuel and spark delivery to the point of generating a P0300 DTC or P0336. | Replace the sensor and/or crankshaft reluctor wheel as required. |
Base Engine Misfire without Internal Engine Noises
Base Engine Misfire with Abnormal Internal Lower Engine Noises
| Cause | Correction |
|---|---|
| Abnormalities such as severe cracking, bumps or missing areas in the accessory drive belt Abnormalities in the accessory drive system and/or components may cause engine RPM variations, noises similar to a faulty lower engine and also lead to a misfire condition. A misfire code may be present without an actual misfire condition. | Replace the drive belt. Refer to Drive Belt Replacement - Accessory . |
| Worn, damaged, or mis-aligned accessory drive components or excessive pulley runout A misfire code may be present without an actual misfire condition. | Inspect the components, repair or replace as required. |
| Loose or improperly installed engine flywheel or crankshaft balancer A misfire code may be present without an actual misfire condition. | Repair or replace the flywheel and/or balancer as required. Refer to Engine Flywheel Replacement or Crankshaft Balancer Replacement . |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Refer to Spark Plug Inspection in Engine Controls - 8.1L. Inspect the cylinders for a loss of compression. Refer to Engine Compression Test . Perform cylinder leak down and compression testing to determine the cause. Refer to Cylinder Leakage Test . Repair or replace as required. |
| Worn Crankshaft Thrust Bearings Severely worn thrust surfaces on the crankshaft and/or thrust bearing may permit fore and aft movement of the crankshaft and create a DTC without an actual misfire condition. | Check the crankshaft endplay. Replace the crankshaft and/or bearings as required. |
Base Engine Misfire with Abnormal Internal Lower Engine Noises
Base Engine Misfire with Coolant Consumption
| Cause | Correction |
|---|---|
| Faulty cylinder head gaskets and/or cracking or other damage to the cylinder heads and engine block cooling system passages. Coolant consumption may or may not cause the engine to overheat. | Inspect for spark plugs saturated by coolant. Refer to Spark Plug Inspection in Engine Controls - 8.1L. Perform a pressure test to the cooling system. Refer to Loss of Coolant in Engine Cooling. Perform a cylinder leak down test. Refer to Cylinder Leakage Test . Inspect the cylinder heads and engine block for damage to the coolant passages and/or a faulty head gasket. Refer to Coolant in Combustion Chamber . Repair or replace as required. |
Base Engine Misfire with Coolant Consumption
Base Engine Misfire with Excessive Oil Consumption
| Cause | Correction |
|---|---|
| Leaking intake gaskets | Repair or replace the intake manifold bolts and/or gaskets as required. |
| Worn valves, valve guides and/or valve stem oil seals | Inspect the spark plugs for oil deposits. Refer to Spark Plug Inspection in Engine Controls - 8.1L. Inspect the cylinders for loss of compression. Refer to Engine Compression Test . Repair or replace as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Refer to Spark Plug Inspection in Engine Controls - 8.1L. Inspect the cylinders for a loss of compression. Refer to Engine Compression Test . Perform cylinder leak down and compression testing to determine the cause. Refer to Cylinder Leakage Test . Repair or replace as required. |
Base Engine Misfire with Excessive Oil Consumption
Engine Will Not Crank - Crankshaft Will Not Rotate
| Cause | Correction |
|---|---|
| Seized accessory drive system component or starter motor | Remove accessory drive belt or belts and/or starter motor. Rotate crankshaft by hand at the balancer or flywheel location. |
| Broken timing chain | Inspect timing chain, gears and crankshaft sprocket locating pin. Repair as required. |
| Seized camshaft | Inspect camshaft and camshaft bearings. Repair as required. |
| Bent valve in cylinder head | Inspect valves and cylinder heads. Repair as required. |
| Hydraulically locked cylinder: Coolant/antifreeze in cylinder Oil in cylinder Fuel in cylinder | Remove spark plugs and check for fluid. Inspect for a sticking fuel injector. Inspect for broken head gasket or gaskets. Inspect for cracked engine block or cylinder head. |
| Seized automatic transmission torque converter | Remove the torque converter bolts. Rotate crankshaft by hand at the balancer or flywheel location. |
| Seized manual transmission | Disengage the clutch. Rotate crankshaft by hand at the balancer or flywheel location. |
| Material in cylinder: Broken valve Piston material Foreign material | Inspect cylinder and cylinder head for damaged components and/or foreign materials. Repair or replace as required. |
| Seized crankshaft or connecting rod bearings | Inspect crankshaft and connecting rod bearings. Repair as required. |
| Bent or broken connecting rod | Inspect connecting rods. Repair as required. |
| Broken crankshaft | Inspect crankshaft. Repair as required. |
Engine Will Not Crank - Crankshaft Will Not Rotate
Coolant in Combustion Chamber
| Cause | Correction |
|---|---|
| DEFINITION: Excessive white smoke and/or coolant type odor coming from the exhaust pipe may indicate coolant in the combustion chamber. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an "overtemperature" condition which may cause engine component damage. A slower than normal cranking speed may indicate coolant entering the combustion chamber. Refer to Engine Will Not Crank - Crankshaft Will Not Rotate . Remove the spark plugs and inspect for spark plugs saturated by coolant or coolant in the cylinder bore. Inspect by performing a cylinder leak-down test. During this test, excessive air bubbles within the coolant may indicate a faulty gasket or damaged component. Refer to Cylinder Leakage Test . Inspect by performing a cylinder compression test. Two cylinders "side-by-side" on the engine block, with low compression, may indicate a failed cylinder head gasket. Refer to Engine Compression Test . | |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Cleaning and Inspection and Cylinder Head Replacement - Left or Cylinder Head Replacement - Right . |
| Cracked cylinder head | Replace the cylinder head and gasket. |
| Improper sealing of exhaust valve guide-to-cylinder head | Replace the cylinder head and gasket. |
| Cracked engine block | Replace the components as required. |
| Cylinder head or engine block porosity | Replace the components as required. |
| Warped cylinder head | Machine the cylinder head to the proper flatness, if applicable and replace the cylinder head gasket. Refer to Cylinder Head Cleaning and Inspection . |
| Defective external oil cooler | Replace the components as required. |
Coolant in Combustion Chamber
Coolant in Engine Oil
| Cause | Correction |
|---|---|
| DEFINITION: Foamy or discolored oil or an engine oil "overfill" condition may indicate coolant entering the engine crankcase. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an "overtemperature" condition which may cause engine component damage. Contaminated engine oil and oil filter should be changed. Inspect the oil for excessive foaming or an overfill condition. Oil diluted by coolant may not properly lubricate the crankshaft bearings and may lead to component damage. Refer to Lower Engine Noise, Regardless of Engine Speed . Inspect by performing a cylinder leak-down test. During this test, excessive air bubbles within the cooling system may indicate a faulty gasket or damaged component. Refer to Cylinder Leakage Test . Inspect by performing a cylinder compression test. Two cylinders "side-by-side" on the engine block with low compression may indicate a failed cylinder head gasket. Refer to Engine Compression Test . | |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Cleaning and Inspection and Cylinder Head Replacement - Left or Cylinder Head Replacement - Right . |
| Cracked cylinder head | Replace the cylinder head and gasket. |
| Improper sealing of exhaust valve guide-to-cylinder head | Replace the cylinder head and gasket. |
| Cracked cylinder liner or engine block | Replace the components as required. |
| Cylinder head, block, or manifold porosity | Replace the components as required. |
| Warped cylinder head | Machine the cylinder head to proper flatness, if applicable, and replace the cylinder head gasket. Refer to Cylinder Head Cleaning and Inspection . |
| Faulty external engine oil cooler | Replace the components as required. |
Coolant in Engine Oil
Tools Required
J 3049-A Valve Lifter Remover
J 45059 Angle Meter
J 45059 Angle Meter
J 42851 Front Cover Oil Seal Installer. See Special Tools and Equipment .
J 42851 Front Cover Oil Seal Installer. See Special Tools and Equipment .
J 41712 Oil Pressure Sensor Socket
J 36857 Engine Lift Brackets
Tool Required
J 41240 Fan Clutch Remover and Installer
- Use the J 41240 to retain the water pump pulley.
- Remove the water pump pulley bolts (302) and pulley (303).
- Remove the water pump bolts.
- Remove the water pump.
- Remove the water pump gaskets.
Boring Procedure
- Before you use any type of boring bar, clean the top of the cylinder block in order to remove any dirt or burrs.
- Carefully follow the instructions furnished by the manufacturer regarding use of equipment.
- When you rebore cylinders, make sure all crankshaft bearing caps are in place. Tighten the bearing caps to the proper torque in order to avoid distortion of the bores in the final assembly. The crankshaft must be removed prior to cylinder boring.
- When you take the final cut with a boring bar, leave 0.03 mm (0.001 in) on the diameter for finish honing. This gives the required position to the cylinder clearance specifications. (Carefully perform the honing and boring operation in order to maintain the specified clearances between pistons, rings, and cylinder bores).
Honing Procedure
- When honing the cylinders, follow the manufacturer's recommendations for equipment use, cleaning, and lubrication. Use only clean, sharp stones of the proper grade for the amount of material you remove. Dull, dirty stones cut unevenly and generate excessive heat. Do not hone to a final grade with a coarse or medium-grade stone. Leave sufficient metal so that all stone marks may be removed with fine grade stones. The re-honed surface finish should be 0.25-0.50 micrometer (10-20 microinch). Perform final honing with a fine-grade stone and hone the cylinder in a cross hatch pattern at 20 to 30 degrees to obtain the proper clearance.
- During the honing operation, thoroughly clean the cylinder bore. Repeatedly check the cylinder bore for fit with the selected oversized piston. All measurements of the cylinder bore should be made with the components at normal room temperature.
- To eliminate taper in the cylinder, when honing, make full strokes of the hone in the cylinder. Repeatedly check the measurement at the top, the middle, and the bottom of the bore. The finish marks should be clean but not sharp. The finish marks should be free from embedded particles and torn or folded metal.
- When finished, the reconditioned cylinder bores should have less than or meet the specified out-of-round or taper requirements.
- After final honing and before the piston is checked for fit, clean the bores with hot water and detergent. Scrub the bores with a stiff bristle brush and rinse the bores thoroughly with hot water. Do not allow any abrasive material to remain in the cylinder bores. Abrasive material may cause premature wear of new piston rings and cylinder bores. Abrasive material will contaminate the engine oil and may cause premature wear of the bearings. After washing the cylinder bore, dry the bore with a clean shop towel.
- Perform final measurements of the cylinder bore.
- Permanently mark the piston for the specific cylinder to which it has been fitted.
- Apply clean engine oil to each cylinder bore in order to prevent rusting.
Crankshaft and Connecting Rod Bearing Clearance Measurement
The crankshaft and connecting rod bearings are of the precision insert type and do not use shims for adjustment.
Crankshafts with journals that measure less than minimum specifications must be replaced.
Micrometer Method for Crankshaft Bearings
- Measure the crankshaft main journal diameter with a micrometer in several places along the length approximately 90 degrees apart, minimum of 4 places, and average the measurements.
- Determine the taper and the out-of-round. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- Install the NEW crankshaft bearings into the crankshaft bearing caps and the engine block.
- Install the bearing cap bolts and studs. Tighten: Tighten the bearing cap 1-5 bolts a first pass to 30 N.m (22 lb ft). Tighten the bearing cap 1-5 studs a first pass to 30 N.m (22 lb ft). Tighten the bearing cap 1-5 bolts a final pass an additional 90 degrees using the J 45059 . Tighten the bearing cap 1-5 studs a final pass an additional 80 degrees using the J 45059 .
- Measure the crankshaft bearing inside diameter (ID) using an inside micrometer. Measure at a minimum of four places and average the measurements.
- In order to determine the crankshaft bearing clearance, subtract the crankshaft journal diameter from the crankshaft bearing ID.
- Compare the crankshaft bearing clearance to the specifications. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- If the crankshaft bearing clearances exceeds specifications, install undersize crankshaft bearings to achieve the correct clearance.
- Measure the new crankshaft bearing inside diameter (ID) using an inside micrometer.
- Replace the crankshaft if the proper clearances cannot be obtained with standard size bearings.
Micrometer Method for Connecting Rod Bearings
- Measure the crankpin diameter with a micrometer in several places along the length, approximately 90 degrees apart, minimum of 4 places, and average the measurements.
- Determine the taper and the out-of-round. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- Install the NEW connecting rod bearings into the connecting rod cap and the connecting rod.
- Install the connecting rod cap and the original, used, nuts. Tighten: Tighten the connecting rod nuts a first pass to 30 N.m (22 lb ft). Tighten the connecting rod nuts a final pass an additional 90 degrees using the J 45059 .
- Measure the connecting rod bearing inside diameter (ID) using an inside micrometer.
- Compare the connecting rod bearing clearance specifications. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- If the connecting rod bearing clearances exceed specifications, replace components as required.
Plastic Gage Method for Crankshaft Bearings
- Install the crankshaft and the new crankshaft bearings into the block, making sure not to damage the reluctor rings of the crankshaft.
- Install the gaging plastic the full width of the crankshaft journal.
- Install the bearing cap bolts and studs. Tighten: Tighten the bearing cap 1-5 bolts a first pass to 30 N.m (22 lb ft). Tighten the bearing cap 1-5 studs a first pass to 30 N.m (22 lb ft). Tighten the bearing cap 1-5 bolts a final pass an additional 90 degrees using the J 45059 . Tighten the bearing cap 1-5 studs a final pass an additional 80 degrees using the J 45059 .
- Remove the crankshaft bearing cap bolts and the crankshaft bearing caps. The gaging plastic may adhere to either the crankshaft journal or the crankshaft bearing surfaces.
- On the edge of the gaging plastic envelope there is a graduated scale. Without removing the gaging plastic, measure the compressed width at the widest point.
- If the flattened gaging plastic tapers toward the middle or the ends, there may be a difference in clearance indicating taper, low spot or other irregularity of the crankshaft bearing or the crankshaft journal. Normally the crankshaft journals wear evenly and are not out-of-round. However, if a crankshaft bearing is being fitted to an out-of-round 0.0254 mm (0.001 in maximum) crankshaft journal, be sure to fit to the maximum diameter of the crankshaft journal. If the crankshaft bearing is fitted to the minimum diameter and the crankshaft journal is excessively out-of-round, the interference between the crankshaft bearing and the crankshaft journal will result in rapid crankshaft bearing failure.
- Compare the crankshaft bearing clearance to the specifications. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- If the crankshaft bearing clearances exceeds specifications, replace components as required.
- Measure the new crankshaft bearing inside diameter (ID) using the same method.
- Replace the crankshaft if the proper clearances cannot be obtained with standard size bearings.
- Remove the flattened gaging plastic.
- Measure the remaining crankshaft journals.
Plastic Gage Method for Connecting Rod Bearings
- Install the connecting rod bearings (118) into the connecting rod (119) and the connecting rod cap (117).
- Using rubber fuel line over the connecting rod bolts, install the piston and connecting rod assembly onto the crankpin journal.
- Install the gaging plastic the full width of the crankpin journal.
- Install the connecting rod cap and the original, used, nuts. Tighten: Tighten the connecting rod nuts a first pass to 30 N.m (22 lb ft). Tighten the connecting rod nuts a final pass an additional 90 degrees using the J 45059 .
- Remove the connecting rod nuts and cap. The gaging plastic may adhere to either the crankpin journal or the connecting rod bearing surface.
- On the edge of the gaging plastic envelope there is a graduated scale. Without removing the gaging plastic, measure the compressed width at the widest point. If the flattened gaging plastic tapers toward the middle or the ends, there may be a difference in clearance indicating taper, low spot or other irregularity of the crankshaft bearing or the crankpin journal.
- Normally the crankpin journals wear evenly and are not out-of-round. However, if a connecting rod bearing is being fitted to an out-of-round 0.0254 mm (0.001 in maximum) crankpin journal, be sure to fit to the maximum diameter of the crankpin journal. If the connecting rod bearing is fitted to the minimum diameter and the crankpin journal is excessively out-of-round, the interference between the connecting rod bearing and the crankpin journal will result in rapid connecting rod bearing failure.
- Compare the connecting rod bearing clearance to the specifications. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- If the connecting rod bearing clearances exceed specifications, replace components as required.
- Remove the flattened gaging plastic.
- Measure the remaining crankpin journals.
Measuring Crankshaft End Play
- Install the J 7872 or equivalent to the cylinder block, with the dial indicator plunger against one of the counterweights of the crankshaft.
- Firmly thrust the end of the crankshaft first rearward then forward. This will line up the rear crankshaft bearing and the crankshaft thrust surfaces.
- With the crankshaft pushed forward, zero the dial indicator. Move the crankshaft rearward and read the endplay measurement on the dial indicator. An optional method is to insert a feeler gage between the crankshaft and the bearing surface and measure the clearance. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- If the correct end play cannot be obtained, inspect the crankshaft thrust wall surface or surfaces for wear and/or excessive runout.
- Inspect the crankshaft for binding. Turn the crankshaft to check for binding. If the crankshaft does not turn freely, loosen the crankshaft bearing bolts and studs, one cap at a time, until the tight bearing is located. The following condition or conditions could cause a lack of clearance at the bearing: Burrs on the crankshaft bearing cap Foreign matter between the crankshaft bearing and the block or the crankshaft bearing cap A faulty crankshaft bearing
Measuring Connecting Rod Side Clearance
- Install the J 7872 or equivalent to the cylinder block, with the dial indicator plunger against the side of the pair of connecting rods.
- With the connecting rods pushed forward, zero the dial indicator. Firmly move the pair of connecting rods side to side and read the measurement on the dial indicator. An optional method is to insert a feeler gage between the connecting rod caps and measure the connecting rod side clearance. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
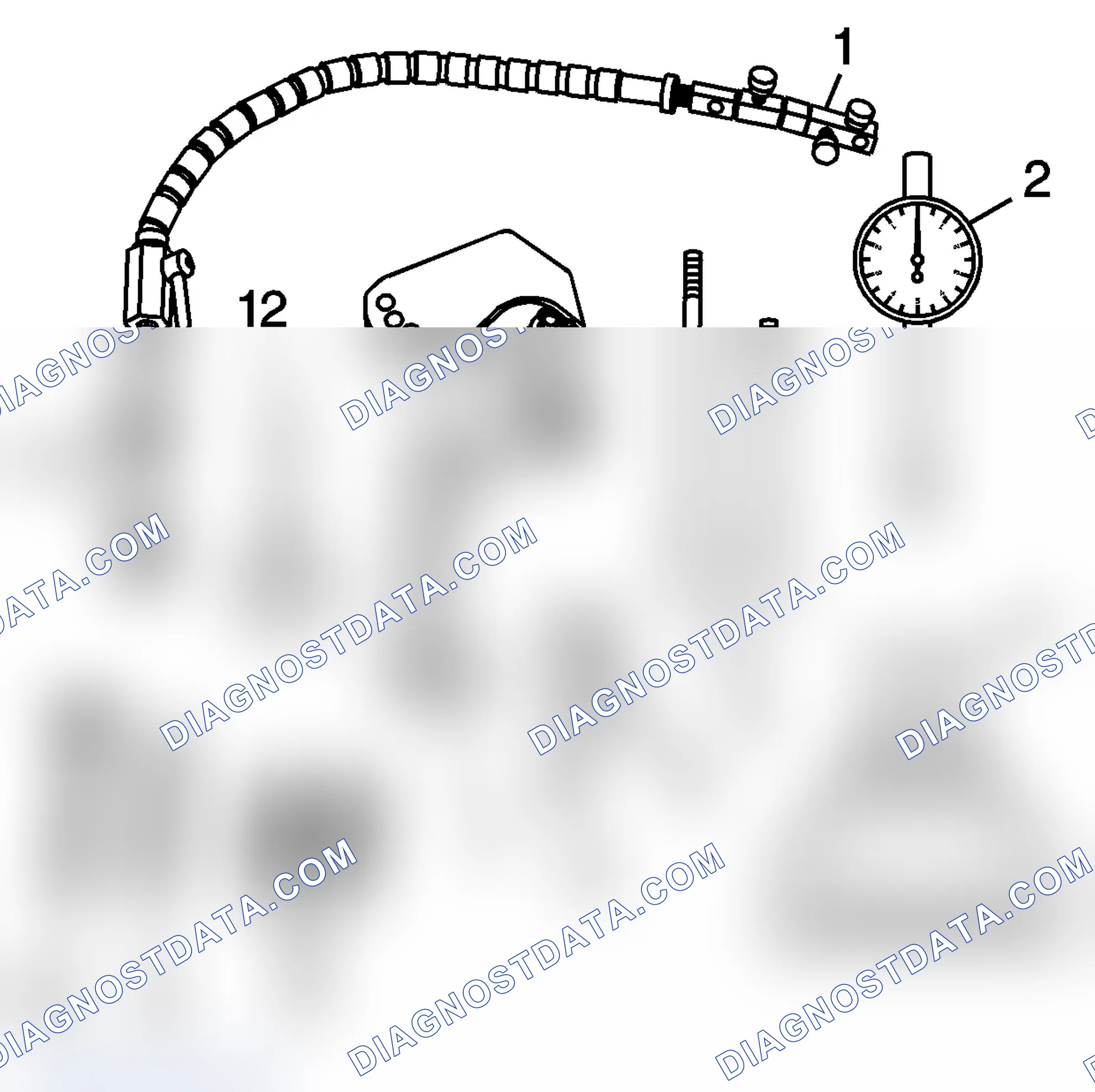
Measuring Connecting Rod Bearing Clearance - Using J 43690/J 43690-100
Tools J 43690 and adapter kit J 43690-100 have been developed as a more accurate method to measure connecting rod bearing clearances. The instructions below provide an overview of tool set-up and usage. For more detailed information, refer to the tool instruction sheets as supplied by the tool manufacturer.
J 43690 Rod Bearing Clearance Checking Tool
- J 43690-20 Swivel Base (1)
- J 43690-19 Dial Indicator (2)
- J 43690-2 Base (3)
- J 43690-5, -6 Handle (4)
- J 43690-10, -11 Foot (5)
- 280307 Screw (6)
- J 43690-1 Pivot Arm Assembly (7)
- J 43690-3, -7, -8 Screws (8)
- 280319 Screw (9)
- 280311 Screw (10)
- J 43690-17, -18 Adapter (11)
- 280310 Pin (12)
Scheme 78
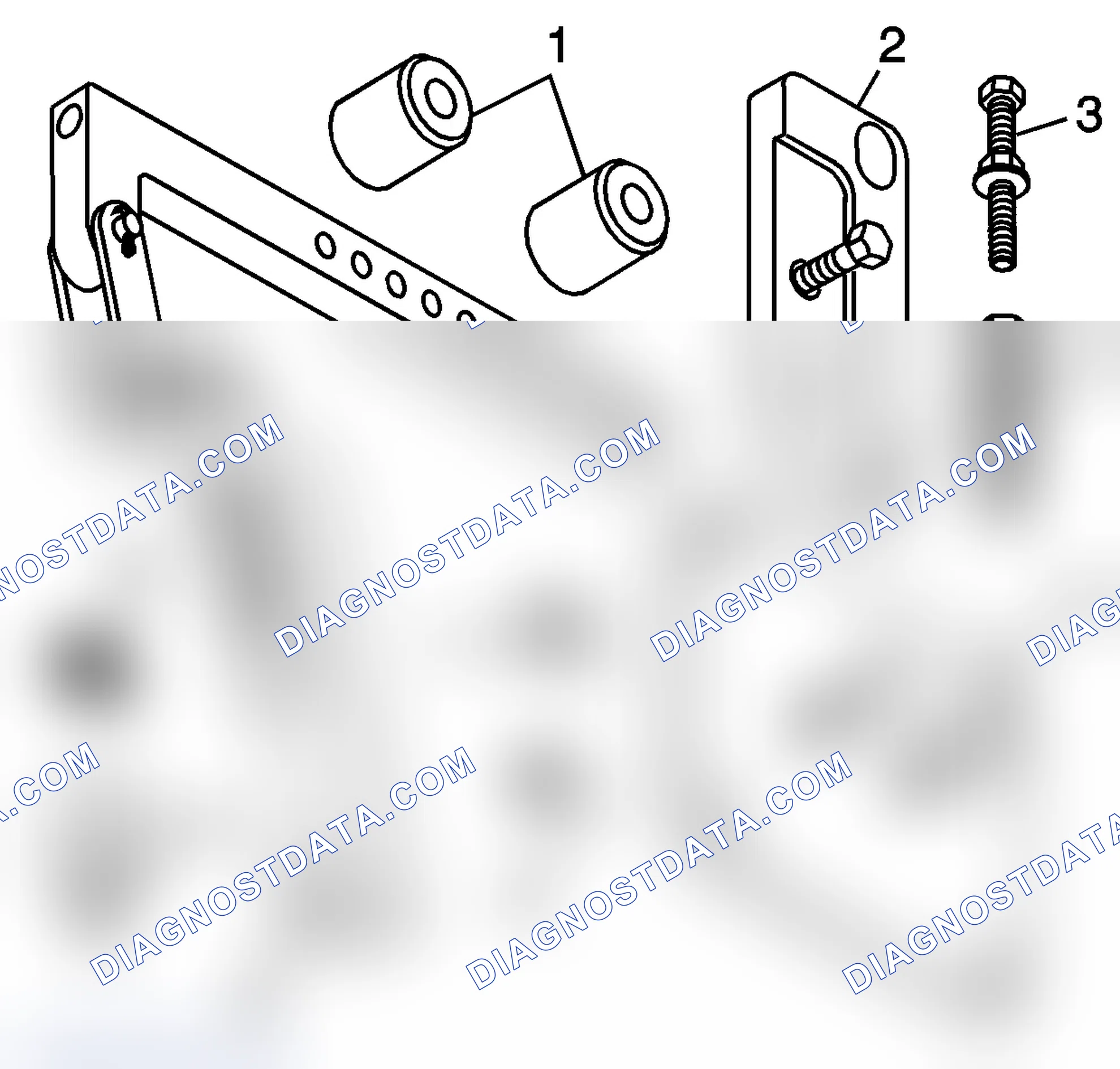
J 43690-100 Rod Bearing Clearance Checking Tool - Adapter Kit
- J 43690-104 Spacer (1)
- J 43690-105 Retainer Plate (2)
- 505478 Bolt (3)
- 511341 Bolt (4)
- J 43690-106 Retainer Plate (5)
- J 43690-107 Cap (6)
- J 43690-102 Foot (7)
- J 43690-101 Pivot Arm Assembly (8)
- J 43690-103 Adapter (9)
- 505439 Adapter (10)
Scheme 79
- Rotate the crankshaft until the journal/connecting rod to be measured is in the 12 o'clock position.
- Remove a bearing cap bolts (1).
- Remove the bearing half and bearing cap (2).
- Insert a piece of paper card stock onto the crankshaft journal.
- Install the bearing half and cap (2) and bolts (1). Refer to «Fastener Tightening Specifications»(ref-184189-S39133340662005082200000) .
- Install the following: J 43690-2 (5) J 43690-8 (4) J 43690-1 (2) 280310 (3) J 43690-5 (1)
- Install the swivel base (1) and dial indicator (2).
- Adjust per the manufacturers instructions and measure the connecting rod bearing clearance. A connecting rod with a clearance in excess of 0.081 mm (0.0032 in) is considered excessive. Service components as required.
Cleaning Procedure
- Clean the valve stems and heads on a buffing wheel.
- Clean the following components in solvent: Valve stem keys (220) Valve spring cap (219) Valve spring (218) Valve Rotators (216) Valve (232) Cylinder head
- Dry the components with compressed air.
- Use the J 8089 in order to clean the carbon from the combustion chambers.
Flatness Measurement Procedure
- Measure the cylinder head for warpage with a straight edge and feeler gage. A cylinder head block deck with warpage in excess of 0.050 mm (0.002 in) within a 150.0 mm (6.0 in) area must be repaired or replaced. A cylinder head exhaust manifold deck with an overall warpage in excess of 0.102 mm (0.004 in) must be repaired or replaced. A cylinder head intake manifold deck with warpage in excess of 0.080 mm (0.003 in) must be repaired or replaced.
- A cylinder head block deck can be resurfaced up to 0.305 mm (0.012 in) maximum removal.
- A cylinder head that requires excessive resurfacing must be replaced.
Valve Guide Measurement Procedure
- Measure the valve stem-to-guide clearance. Clamp the J 8001 on the exhaust port side of the cylinder head. IMPORTANT: The indicator stem must contract the side of the valve stem just above the valve guide. Locate the indicator so that the movement of the valve stem from side to side, crosswise to the cylinder head, will cause a direct movement of the indicator stem. Drop the valve head about 1.6 mm (0.064 in) off the valve seat. Use light pressure when moving the valve stem from side to side in order to obtain a clearance reading. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) .
- Valve guide (2) with excessive clearance must be repaired. Refer to «Valve Guide Reaming/Valve and Seat Grinding»(ref-184189-S29692815392005082200000) .
- Replace the cylinder head if the valve guide cannot be repaired or reamed to accept an oversize valve stem.
Valve Guide Reaming Procedure for Oversized Valve Stems
- Ream the valve guide as necessary to achieve proper valve stem-to-guide clearance with the new, oversized valve stems.
- Always recondition the valve seat after reaming the valve guide bores or installing new valves.
- Replace the cylinder head if the valve guide cannot be repaired or reamed to accept an oversize valve stem.
Valve Reconditioning Procedure
- Replace the valve if the valve stem shows excessive wear or is warped.
- Reface pitted valves on a valve refacing machine in order to insure the correct relationship between the head and the stem.
- Replace the valve if the edge of the head is less than 0.79 mm (0.031 in) thick after grinding.
Valve Seat Reconditioning Procedure
- Recondition the valve seats.
- The valves must seat perfectly for the engine to deliver optimum power and performance.
- Correct contact (1) between each valve and its seat in the cylinder head is also essential to ensure that the heat in the valve head is properly carried away.
- The valve seats should be concentric to within 0.050 mm (0.002 in) total indicator runout.
Checking Valve Spring Installed Height
- Install the valve rotator (3), the valve (4), the valve spring cap (1) and the valve stem keys (5) into the cylinder head.
- Using a snap gage or inside micrometer, measure the distance from the top of the valve rotator to the bottom of the valve spring cap. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) for proper valve spring installed height specifications.
- Install a valve spring seat shim if the valve spring installed height measurement is above the specification.
- Recheck the valve spring installed height, replace the cylinder head if the valve spring installed height cannot be obtained.
- Clean the engine coolant crossover (308) and water outlet (311) in solvent.
- Dry the components with compressed air.
Thread Repair
Tools Required
J 39345 Thread Repair Kit. See Special Tools and Equipment .
The following procedure is used to accomplish proper and durable thread repairs in the cylinder head and the cylinder block, using the J 39345 .
- Select the proper size drill as indicated in the schematic charts found in Thread Repair Specifications for the hole being repaired.
- Drill out the damaged threads to the original depth or completely through for through holes.
- Apply compressed air with a shop towel wrapped around the air spout, in order to retain the chips forced out of the hole.
- Select the correct size tap, using the appropriate chart for the hole being repaired.
- Coat the tap and the hole with spray machining oil.
- Tap the hole to the original depth. In order to clean the threads, reverse the rotation of the tap periodically.
- Use solvent to clean out all of the chips.
- Apply compressed air with a shop towel wrapped around the air spout, in order to retain the chips forced out of the hole.
- Tap the hole again to clean the threads. The tap should thread in with little resistance.
- Use solvent to clean out all of the chips.
- Apply compressed air with a shop towel wrapped around the air spout, in order to retain the chips forced out of the hole.
- Use a flashlight to confirm that all of the chips are removed from the hole.
- Continue to clean the hole until all of the chips are cleared.
- Install the heli-coil insert as follows: In order to determine the correct size installation tool and length insert, refer to the appropriate picture and chart. Screw the insert on the mandrel of the installation tool until the driving tang is fully engaged in the driving contour. Coat the insert with spray machining oil. Install the insert as follows: Slide the prewinder over the mandrel and insert. Rotate the mandrel clockwise until 1 or 2 threads of the insert are threaded into the prewinder. Place the insert in position on the threaded hole being repaired. Rotate the mandrel clockwise until the insert is flush with the top surface of the threaded hole. Remove the prewinder except when repairing cylinder head bolts. Continue to install the insert until reaching the original thread depth. Remove the mandrel.
- Remove the driving tang from the thread insert as follows. The tang must be removed in order to allow passage of the fastener through the insert. Place the square end of the punch, no chamfer, on the tang after installation. Strike the punch sharply with the hammer. The tang will break off at the notch.
- Clean the hole using compressed air. Take appropriate steps to assure that chips are not blown into the engine.
Engine Prelubing
Tools Required
J 45299 Engine Preluber
- Remove the engine oil filter, fill with clean engine oil.
- Install the oil filter. Tighten: Tighten the oil filter to 38 N.m (28 lb ft).
- Locate the oil gallery plug on the left side of the engine block above the oil filter housing.
- Install the 1/4 - 18 adapter P/N 509373.
- Install the flexible hose to the adapter and open the valve.
- Pump the handle on the J 45299 in order to flow a minimum of 1-1.9 liters (1-2 quarts) of engine oil. Observe the flow of engine oil through the flexible hose and into the engine assembly.
- Close the valve and remove the flexible hose and adapter from the engine.
- Install the gallery plug to the engine. Tighten: Tighten the oil gallery plug to 30 N.m (22 lb ft).
- Top-off the engine oil to the proper level.
Piston Selection
| IMPORTANT | The coating on the piston allows for an interference fit between the cylinder and the bore. The piston diameter can NOT be measured accurately because the piston coating is not a consistent thickness. Do NOT measure the piston diameter. To select the correct piston for installation, the cylinder bore must be measured. If the cylinder bore diameter is within service specifications, install the original piston/connecting rod assembly or a new, standard size piston/connecting rod assembly. A used piston/connecting rod assembly may be reinstalled if, after cleaning and inspection, the piston is not damaged. If the cylinder bore is NOT within specifications, the cylinder must be resized to accept a new, oversized piston. For proper piston fit, the engine block cylinder bores should not have excessive wear or taper. |
- Inspect the engine block cylinder bore. Refer to «Engine Block Cleaning and Inspection»(ref-184189-S23523057292005082200000) .
- Inspect the piston/connecting rod assembly for damage. Refer to «Piston, Connecting Rod, and Bearings Cleaning and Inspection»(ref-184189-S30007146272005082200000) .
- Use the J 8087 and measure the cylinder bore diameter. Refer to «Engine Block Cleaning and Inspection»(ref-184189-S23523057292005082200000) .
- Measure the J 8087 with a micrometer and record the reading.
- Compare the cylinder bore measurement to the specifications. Refer to «Engine Mechanical Specifications»(ref-184189-S21754514192005082200000) . If the cylinder bore is within specifications, select the original piston or a new, original size piston. If the cylinder bore is not within specifications, select the next oversized piston/connecting rod assembly, then bore and hone the cylinder bore to fit the oversize piston.
Cylinder Block
The engine block is made of cast iron and it has eight cylinders arranged in a 90 degree V shape with four cylinders in each bank. The engine block is a one piece casting with the cylinders encircled by coolant jackets.
Cylinder Head
The cylinder heads are made of cast iron and have parent metal intake valve guides and intake valve seats. The cast iron exhaust valve guides and powdered metal valve seats are pressed into the exhaust ports. A spark plug is located between the valves in the side of the cylinder head. The water crossover pipe attaches to the front of each cylinder head.
Camshaft
A steel camshaft is supported by five bearings pressed into the engine block. The camshaft sprocket is mounted to the front of the camshaft and is driven by the crankshaft sprocket through a camshaft timing chain.
Motion from the camshaft is transmitted to the valves by hydraulic roller valve lifters, valve push rods, and ball-pivot type rocker arms. Gear teeth are machined into the camshaft near the rear journal in order to drive a shaft assembly which operates the oil pump driveshaft. Ignition synchronization with the camshaft is provided by a physical feature integral with the camshaft sprocket.
Crankshaft
The crankshaft is made of cast nodular iron. The crankshaft is supported by five crankshaft bearings. The crankshaft bearings are retained by the crankshaft bearing caps. The crankshaft bearing caps are machined with the engine block for proper alignment and clearance. The crankshaft bearing caps are retained by two bolts and two studs each. The number five crankshaft bearing at the rear of the engine block is the end thrust bearing. The four connecting rod journals, two rods per journal, are spaced 90 degrees apart. The crankshaft position sensor reluctor ring is pushed onto the rear of the crankshaft. The crankshaft position sensor reluctor is constructed of powdered metal. The reluctor ring has an interference fit onto the crankshaft and an internal keyway for correct positioning.
Pistons and Connecting Rods
The pistons are cast aluminum alloy that use two compression rings and one oil control ring assembly. The piston pins are a floating fit in the pistons and the piston pins are retained by a press fit in the connecting rod assembly. The pistons are coated in order to create an interference fit into the cylinder. The connecting rods are forged steel and have precision insert type crankpin bearings. The piston and connecting rod is only serviced as an assembly.
Valve Train
The valve train is a ball pivot type. Motion is transmitted from the camshaft through the hydraulic roller valve lifters and tubular valve push rods to the valve rocker arms. The valve rocker arm pivots on a ball in order to open the valve. The hydraulic roller valve lifters keep all parts of the valve train in constant contact. Each valve lifter acts as an automatic adjuster and maintains zero lash in the valve train. This eliminates the need for periodic valve adjustment. The valve rocker arm stud and nut retains the valve rocker arm and ball seat. The valve rocker arm stud is threaded into the cylinder head. The valve stem seal is pressed over the valve guide of the cylinder head.
Intake Manifold
The intake manifold is a one-piece design. The intake manifold is made of cast aluminum. The throttle body is attached to the front of the intake manifold. The fuel rail assembly with eight separate fuel injectors is retained to the intake manifold by four studs. The fuel injectors are seated in their individual manifold bores with O-ring seals to provide sealing. A Manifold Absolute Pressure (MAP) sensor is mounted on the top of the intake manifold and sealed by an O-ring seal. The MAP sensor is held in place with a retainer bolt. The evaporative emission canister solenoid is located in the front of the intake manifold. The positive crankcase ventilation (PCV) system is internally cast into the intake manifold. There is not a PCV valve. A splash shield is installed under the intake manifold. The shield prevents hot oil from contacting the bottom of the intake manifold, maintaining air inlet charge density.
Exhaust Manifold
The two exhaust manifolds are constructed of cast stainless steel. The exhaust manifolds direct exhaust gases from the combustion chambers to the exhaust system.
New Product Information
The purpose of New Product Information is to highlight important technical changes from the previous model year.
Changes may include one or more of the following items
- Torque values and/or fastener tightening strategies
- Changed engine specifications
- New sealants and/or adhesives
- Disassembly and assembly procedure revisions
- Engine mechanical diagnostic procedure revisions
- New special tools required
- A component comparison from the previous year
New Sealants and/or Adhesives
No sealant or adhesive changes from the previous year. Refer to Sealers, Adhesives, and Lubricants .
A Component Comparison from the Previous Year
- The exhaust gas recirculation system (EGR) has been removed. Refer to «Disassembled Views»(ref-184189-S02332990722005082200000) .
- The front cover is now aligned to the engine block with 2 front cover locating pins.
- All applications use a full-floating design piston and pin assembly.
Cleanliness and Care
- Throughout this section, it should be understood that proper cleaning and protection of machined surfaces and friction areas is part of the repair procedure. This is considered standard shop practice even if not specifically stated.
- When any internal engine parts are serviced, care and cleanliness is important.
- When components are removed for service, they should be marked, organized or retained in a specific order for reassembly.
- At the time of installation, components should be installed in the same location and with the same mating surface as when removed.
- An automobile engine is a combination of many machined, honed, polished and lapped surfaces with tolerances that are measured in millimeters or thousandths of an inch. These surfaces should be covered or protected to avoid component damage.
- A liberal coating of clean engine oil should be applied to friction areas during assembly.
- Proper lubrication will protect and lubricate friction surfaces during initial operation.
Separating Parts
| IMPORTANT | Many internal engine components will develop specific wear patterns on their friction surfaces. When disassembling the engine, internal components MUST be separated, marked or organized in a way to ensure reinstallation to original location and position. |
Separate, mark, or organize the following components
- Piston to the specific cylinder bore
- Piston rings to the piston
- Connecting rod to the crankshaft journal
- Connecting rod to the bearing cap
- Crankshaft and connecting rod bearings
- Camshaft and valve lifters
- Valve lifters, guides, pushrods, pivot supports and rocker arms
- Valve to the valve guide
- Valve spring and shim to the cylinder head location
- Engine block crankshaft bearing cap location and direction
- Oil pump drive and driven gears
Gasket Reuse and Applying Sealant
- Do not reuse any gasket unless specified.
- Gaskets that can be reused will be identified in the service procedure.
- Do not apply sealant to any gasket or sealing surface unless specified in the service procedure.
Separating Components
- Use a rubber mallet in order to separate the components.
- Bump the part sideways in order to loosen the components.
- Bumping of the component should be done at bends or reinforced areas of the component to prevent distortion of the components.
Cleaning Gasket Surfaces
- Use care to avoid gouging or scraping the sealing surfaces.
- Use a plastic or wood scraper in order to remove all the sealant from the components. Do not use any other method or technique to remove the sealant or the gasket material from a part.
- Do not use abrasive pads, sand paper, or power tools to clean the gasket surfaces. These methods of cleaning can cause damage to the component sealing surfaces. Abrasive pads also produce a fine grit that the oil filter cannot remove from the engine oil. This fine grit is an abrasive and can cause internal engine damage.
Sealant Types
| IMPORTANT | The correct sealant and amount of sealant must be used in the proper location to prevent oil leaks, coolant leaks, or the loosening of the fasteners. DO NOT interchange the sealants. Use only the sealant (or equivalent) as specified in the service procedure. |
The following 2 major types of sealant are commonly used in engines
- Aerobic sealant (Room Temperature Vulcanizing (RTV))
- Anaerobic sealant, which include the following: Gasket eliminator Pipe Threadlock
Aerobic Type Room Temperature Vulcanizing (RTV) Sealant
Aerobic type Room Temperature Vulcanizing (RTV) sealant cures when exposed to air. This type of sealant is used where 2 components (such as the intake manifold and the engine block) are assembled together.
Use the following information when using RTV sealant
- Do not use RTV sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Any other surfaces where a different type of sealant is specified in the service procedure
- Always follow all the safety recommendations and the directions that are on the RTV sealant container.
- Use a plastic or wood scraper in order to remove all the RTV sealant from the plastic and aluminum components.
- The surfaces to be sealed must be clean and dry.
- Use a RTV sealant bead size as specified in the service procedure.
- Apply the RTV sealant bead to the inside of any bolt holes areas.
- Assemble the components while the RTV sealant is still wet to the touch (within 3 minutes). Do not wait for the RTV sealant to skin over.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Anaerobic Type Gasket Eliminator Sealant
Anaerobic type gasket eliminator sealant cures in the absence of air. This type of sealant is used where 2 rigid parts (such as castings) are assembled together. When 2 rigid parts are disassembled and no sealant or gasket is readily noticeable, then the 2 parts were probably assembled using an anaerobic type gasket eliminator sealant.
Use the following information when using gasket eliminator sealant
- Always follow all the safety recommendations and directions that are on the gasket eliminator sealant container.
- Apply a continuous bead of gasket eliminator sealant to one flange. The surfaces to be sealed must be clean and dry.
- Apply the gasket eliminator sealant evenly to get a uniform thickness of the gasket eliminator sealant on the sealing surface.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
- After properly tightening the fasteners, remove the excess gasket eliminator sealant from the outside of the joint.
Anaerobic Type Threadlock Sealant
Anaerobic type threadlock sealant cures in the absence of air. This type of sealant is used for threadlocking and sealing of bolts, fittings, nuts, and studs. This type of sealant cures only when confined between 2 close fitting metal surfaces.
Use the following information when using threadlock sealant
- Always follow all safety recommendations and directions that are on the threadlock sealant container.
- The threaded surfaces to be sealed must be clean and dry.
- Apply the threadlock sealant as specified on the threadlock sealant container.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Anaerobic Type Pipe Sealant
Anaerobic type pipe sealant cures in the absence of air and remains pliable when cured. This type of sealant is used where 2 parts are assembled together and require a leak proof joint.
Use the following information when using pipe sealant
- Do not use pipe sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Surfaces where a different sealant is specified
- Always follow all the safety recommendations and the directions that are on the pipe sealant container.
- The surfaces to be sealed must be clean and dry.
- Use a pipe sealant bead of the size or quantity as specified in the service procedure.
- Apply the pipe sealant bead to the inside of any bolt hole areas.
- Apply a continuous bead of pipe sealant to 1 sealing surface.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Tools and Equipment
- Special tools are listed and illustrated throughout this section with a complete listing at the end of the section. These tools (or their equivalents) are specially designed to quickly and safely accomplish the operations for which they are intended. The use of these special tools will also minimize possible damage to engine components. Some precision measuring tools are required for inspection of certain critical components. Torque wrenches and a torque angle meter are necessary for the proper tightening of various fasteners.
- To properly service the engine assembly, the following items should be readily available: Approved eye protection and safety gloves A clean, well-lit, work area A suitable parts cleaning tank A compressed air supply Trays or storage containers to keep parts and fasteners organized An adequate set of hand tools Approved engine repair stand An approved engine lifting device that will adequately support the weight of the components