Sealers, Adhesives, and Lubricants
| Application | Type of Material | GM Part Number | |
|---|---|---|---|
| United States | Canada | ||
| Balancer Shaft Driven Gear Bolt | Threadlock | 12345382 | 10953489 |
| Camshaft Retainer Bolt | Threadlock | 12345382 | 10953489 |
| Crankshaft Balancer Keyway | Adhesive | 12346141 | 10953433 |
| Cylinder Head Bolt | Sealant | 12346004 | 10953480 |
| Engine Block to the Crankshaft Rear Oil Seal Housing Junction at the Oil Pan Sealing Surfaces | Adhesive | 12346141 | 10953433 |
| Engine Block to the Engine Front Cover Junction at the Oil Pan Sealing Surfaces | Adhesive | 12346141 | 10953433 |
| Engine Block at the Lower Intake Manifold Sealing Surfaces | Adhesive | 12346141 | 10953433 |
| Engine Block Coolant Drain Hole Plug | Sealant | 12346004 | 10953480 |
| Engine Block Core Hole Plug | Threadlock | 12345382 | 10953489 |
| Engine Block Oil Gallery Plug | Sealant | 12346004 | 10953480 |
| Engine Coolant Temperature (ECT) Gage Sensor | Sealant | 12346004 | 10953480 |
| Engine Coolant Temperature (ECT) Sensor | Sealant | 12346004 | 10953480 |
| Engine Oil | SAE 5W-30 Oil | 12345610 | 993193 |
| Engine Oil Pressure Sensor | Sealant | 12346004 | 10953480 |
| Engine Oil Pressure Sensor Fitting | Sealant | 12346004 | 10953480 |
| Engine Oil Supplement | Lubricant | 1052367 | 992367 |
| Evaporative Emission (EVAP) Canister Purge Solenoid Valve Stud | Threadlock | 12345382 | 10953489 |
| Exhaust Manifold Bolt/Stud | Threadlock | 12345493 | 10953488 |
| Expansion Cup Plug - Balance Shaft Rear Bearing Hole | Sealant | 12346004 | 10953480 |
| Expansion Cup Plug - Camshaft Rear Bearing Hole | Sealant | 12346004 | 10953480 |
| Fuel Meter Body Bracket Bolt | Threadlock | 12345382 | 10953489 |
| Fuel Pipe Bolt | Threadlock | 12345382 | 10953489 |
| Lower Intake Manifold Bolt | Threadlock | 12345382 | 10953489 |
| Oil Level Indicator Tube | Sealant | 12346004 | 10953480 |
| Oil Pump Screen Tube | Sealant | 12346004 | 10953480 |
| Throttle Body Stud | Threadlock | 12345382 | 10953489 |
| Upper Intake Manifold Stud | Threadlock | 12345382 | 10953489 |
| Valve Train Component Prelube | Lubricant | 12345501 | 992704 |
| Water Pump Bolt | Sealant | 12346004 | 10953480 |
Sealers, Adhesives, and Lubricants
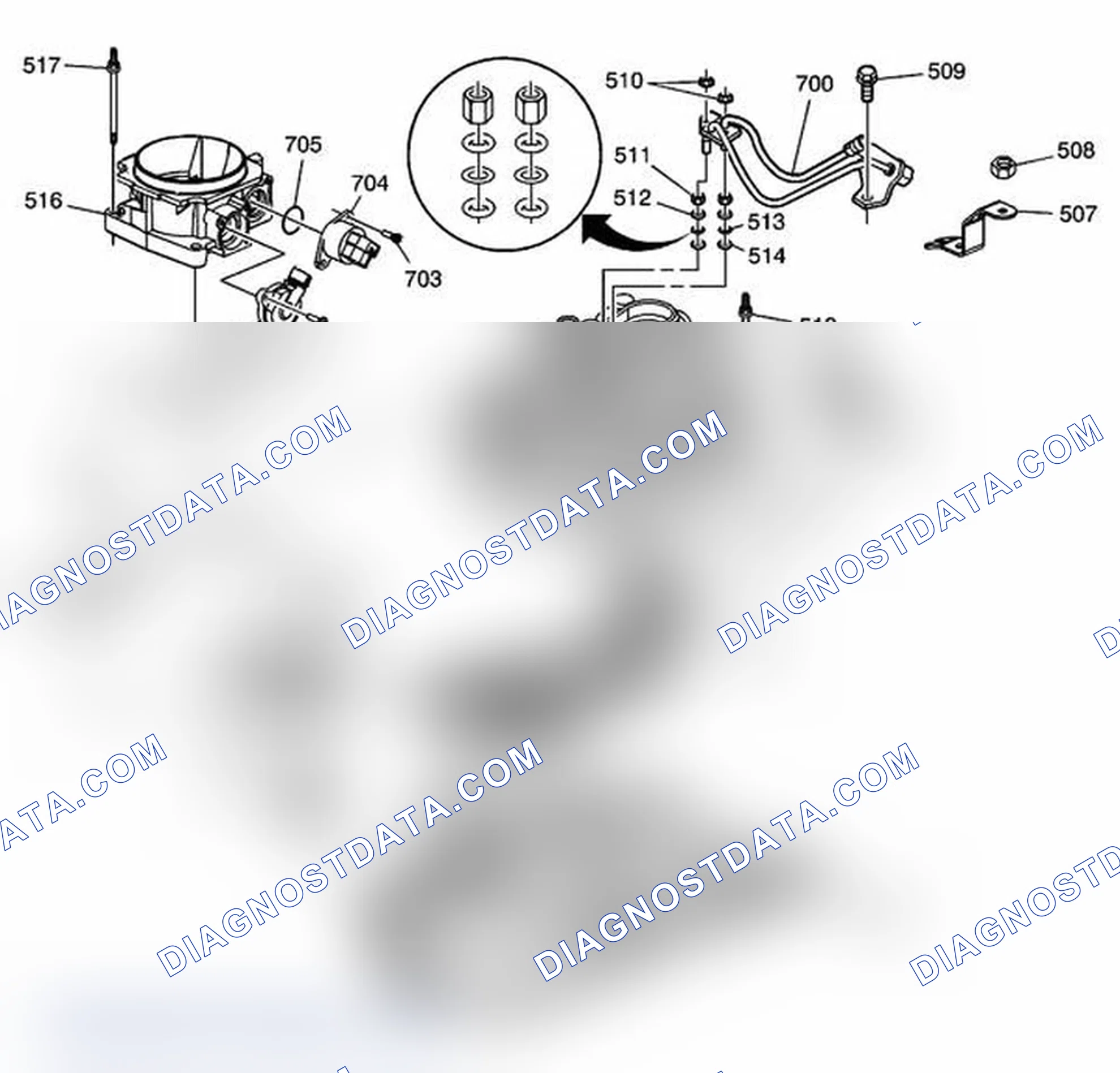
Scheme 30
| Callout | Component Name |
|---|---|
| 307 | Thermostat |
| 308 | Thermostat Seal |
| 309a | Thermostat Housing - S/T/C/K |
| 309b | Thermostat Housing - M/L/G/H |
| 310 | Thermostat Housing Stud |
| 503 | Lower Intake Manifold |
| 504 | Fuel Meter Body |
| 505 | PVC Valve Cover Seal |
| 506 | PVC Valve Cover |
| 507 | Wire Harness Bracket |
| 508 | Wire Harness Bracket Nut |
| 509 | Fuel Pipe Bolt |
| 510 | Fuel Pipe Nut |
| 511 | Fuel Pipe Seal Retainer |
| 512 | Upper Fuel Pipe Seal |
| 513 | Fuel Pipe Spacer |
| 514 | Lower Fuel Pipe Seal |
| 515 | Throttle Body Gasket |
| 516 | Throttle Body |
| 517 | Throttle Body Stud |
| 518 | Upper Intake Manifold Stud |
| 519 | Fuel Meter Body Seal |
| 533 | Upper Intake Manifold |
| 534 | Upper Intake Manifold Gasket |
| 700 | Fuel Pipes |
| 701 | Throttle Position (TP) Sensor Bolt |
| 702 | Throttle Position Sensor |
| 703 | Idle Air Control (IAC) Sensor Bolt |
| 704 | Idle Air Control Sensor |
| 705 | Idle Air Control Sensor Seal |
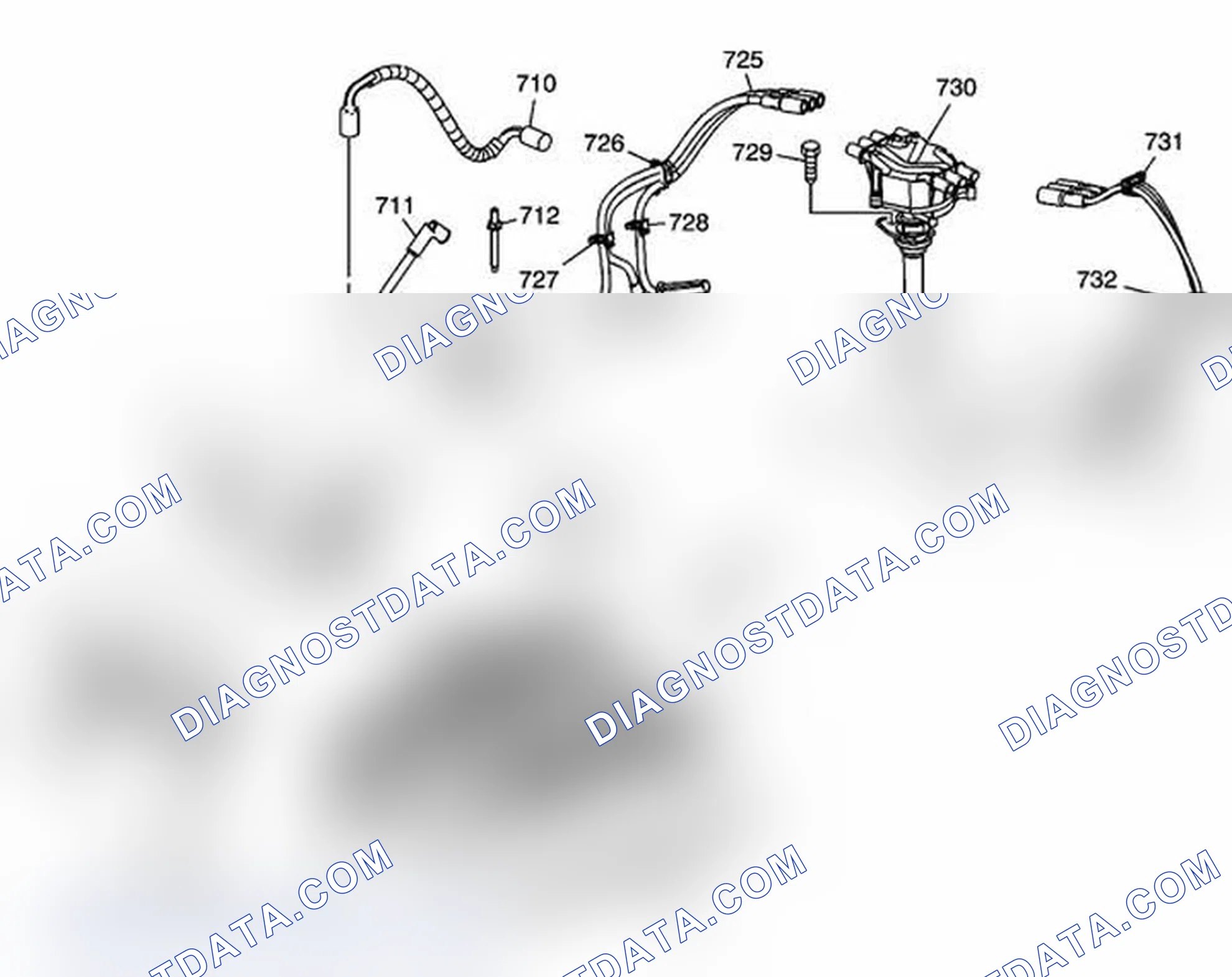
Scheme 31
| Callout | Component Name |
|---|---|
| 500 | Intake Manifold Assembly |
| 501 | Lower Intake Manifold Gasket |
| 502 | Lower Intake Manifold Bolt |
| 710 | Ignition Coil Wire |
| 711 | Evaporative Emission (EVAP) Purge Valve Hose |
| 712 | Evaporative Emission (EVAP) Purge Valve Bolt |
| 713 | Evaporative Emission (EVAP) Purge Valve |
| 714 | MAP Sensor |
| 715 | Evaporative Emission (EVAP) Purge Valve Seal |
| 716 | MAP Sensor Seal |
| 717 | Ignition Coil Module Bolt |
| 718 | Ignition Coil Module |
| 719 | Ignition Coil Bolt |
| 720 | Ignition Coil |
| 721 | Throttle Cable Bracket Nut |
| 722 | Throttle Cable Bracket |
| 723 | Throttle Cable Bracket Bolt |
| 724 | Throttle Cable Bracket Stud |
| 725 | Ignition Wire Harness - Right |
| 726 | Ignition Wire Harness Retainer |
| 727 | Ignition Wire Harness Retainer |
| 728 | Ignition Wire Harness Retainer |
| 729 | Distributor Bolt |
| 730 | Distributor |
| 731 | Ignition Wire Harness - Left |
| 732 | Ignition Wire Harness Retainer |
| 733 | Ignition Wire Harness Retainer |
| 734 | Ignition Wire Harness Retainer |
| 735 | Distributor Gasket |
| 740 | Spark Plug |
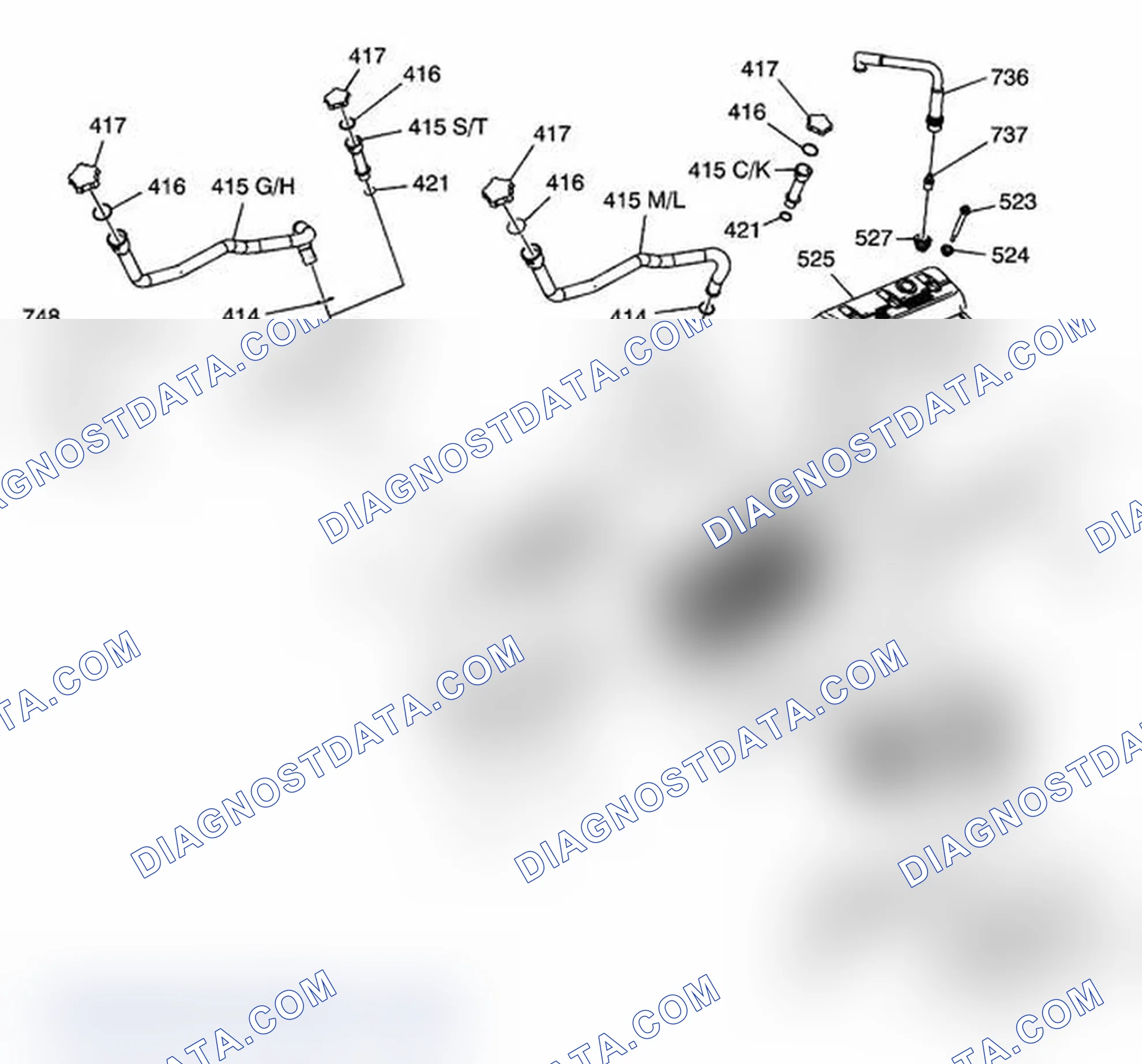
Scheme 32
| Callout | Component Name |
|---|---|
| 200 | Cylinder Head |
| 201 | Valve Lifter |
| 202 | Valve Pushrod |
| 203 | Valve Lifter Retainer Bolt |
| 204 | Valve Lifter Retainer |
| 205 | Valve Stem Oil Seal |
| 206 | Valve Spring |
| 207 | Valve Spring Cap |
| 208 | Valve Spring Key |
| 209 | Valve Rocker Arm Support |
| 210 | Valve Rocker Arm |
| 211 | Valve Rocker Arm Bolt |
| 212 | Cylinder Head Bolt - Long |
| 213 | Cylinder Head Bolt - Medium |
| 214 | Cylinder Head Bolt - Short |
| 215 | Valve |
| 216 | Cylinder Head Gasket |
| 217 | Cylinder Head Locating Pin |
| 414 | Oil Fill Tube Grommet |
| 415 | Oil Fill Tube - G/H |
| 415 | Oil Fill Tube - S/T |
| 415 | Oil Fill Tube - M/L |
| 415 | Oil Fill Tube - C/K |
| 416 | Oil Fill Cap Seal |
| 416 | Oil Fill Cap Seal |
| 416 | Oil Fill Cap Seal |
| 416 | Oil Fill Cap Seal |
| 417 | Oil Fill Cap |
| 417 | Oil Fill Cap |
| 417 | Oil Fill Cap |
| 417 | Oil Fill Cap |
| 421 | Oil Fill Tube Seal |
| 421 | Oil Fill Tube Seal |
| 523 | Valve Rocker Arm Cover Bolt |
| 524 | Valve Rocker Arm Cover Bolt Grommet |
| 525 | Valve Rocker Arm Cover - Left |
| 526 | Valve Rocker Arm Cover Gasket |
| 527 | PCV Valve Grommet |
| 528 | Valve Rocker Arm Cover - Right |
| 529 | Fresh Air Tube Grommet |
| 600 | Exhaust Manifold |
| 601 | Exhaust Manifold Gasket - Large |
| 602 | Exhaust Manifold Gasket - Small |
| 603 | Exhaust Manifold Heat Shield |
| 604 | Exhaust Manifold Heat Shield Bolt |
| 605 | Spark Plug Wire Heat Shield - Large |
| 606 | Exhaust Manifold Bolt |
| 607 | Exhaust Manifold Stud |
| 608 | Spark Plug Wire Heat Shield - Small |
| 736 | PCV Hose |
| 737 | PCV Valve |
| 738 | Ignition Wire Bracket |
| 739 | Ignition Wire Bracket Bolt |
| 741 | Engine Coolant Temperature Sensor |
| 748 | Fresh Air Tube |
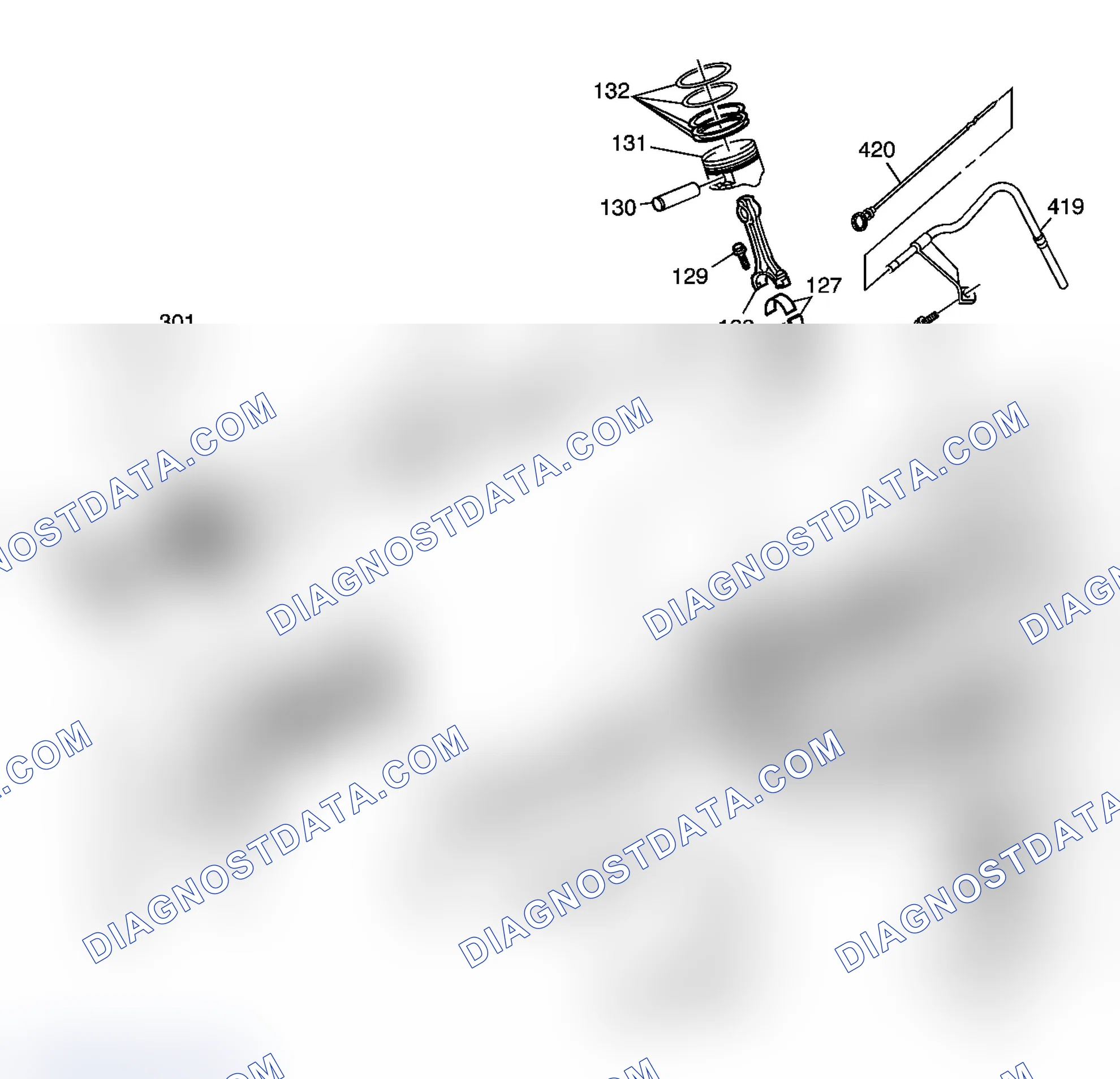
Scheme 33
| Callout | Component Name |
|---|---|
| 100 | Engine Block |
| 116 | Balance Shaft Bearing - Rear |
| 117 | Camshaft Bearing |
| 118 | Balance Shaft |
| 119 | Balance Shaft Bearing - Front |
| 121 | Balance Shaft Retainer Plate |
| 122 | Balance Shaft Retainer Plate Bolt |
| 123 | Balance Shaft Driven Gear |
| 124 | Balance Shaft Driven Gear Bolt |
| 125 | Connecting Rod Nut |
| 126 | Connecting Rod Cap |
| 127 | Connecting Rod Bearing |
| 128 | Connecting Rod |
| 129 | Connecting Rod Bolt |
| 130 | Piston Pin |
| 131 | Piston |
| 132 | Piston Ring Set |
| 144 | Front Oil Gallery Plug - Left |
| 145 | Front Oil Gallery Plug - Right |
| 146 | Side Oil Gallery Plug - Left |
| 147 | Engine Block Coolant Drain Plug - Left |
| 148 | Engine Block Core Plug |
| 151 | Balance Shaft Rear Bearing Hole Plug |
| 152 | Camshaft Rear Bearing Hole Plug |
| 153 | Rear Oil Gallery Plug - Left |
| 154 | Transmission Locating Pin |
| 155 | Rear Oil Gallery Plug - Right |
| 217 | Cylinder Head Locating Pin |
| 218 | Camshaft |
| 219 | Camshaft Retainer Plate |
| 220 | Camshaft Retaining Plate Bolt |
| 221 | Camshaft Drive Gear Locating Pin |
| 222 | Camshaft Drive Gear |
| 223 | Camshaft Timing Gear |
| 225 | Timing Chain |
| 226 | Camshaft Timing Gear Bolt |
| 227 | Timing Chain Tensioner Bracket |
| 228 | Timing Chain Tensioner Bracket Bolt |
| 229 | Timing Chain Tensioner Shoe |
| 300 | Water Pump |
| 301 | Water Pump Bypass Hose Clamp |
| 302 | Water Pump Bypass Hose |
| 303 | Water Pump Gasket |
| 304 | Water Pump Bolt |
| 305 | Water Pump Pulley |
| 306 | Water Pump Pulley Bolt |
| 413 | Oil Filter |
| 418 | Oil Level Indicator Tube Bolt |
| 419 | Oil Level Indicator Tube |
| 420 | Oil Level Indicator |
| 424 | Oil Pressure Relief Valve O-Ring Seal |
| 430 | Oil Filter Bypass Valve |
| 431 | Oil Cooler Adapter Bolt |
| 432 | Oil Cooler Adapter |
| 433 | Oil Cooler Adapter Seal |
| 434 | Oil Cooler Adapter Gasket |
| 706 | Oil Pressure Sensor Fitting |
| 707 | Oil Pressure Sensor |
| 708 | Knock Sensor |
| 709 | Knock Sensor Bolt |
| 745 | Engine Lift Bracket - Front |
| 746 | Engine Lift Bracket Stud - Front |
| 747 | Engine Lift Bracket Bolt - Front |
Scheme 34
| Callout | Component Name |
|---|---|
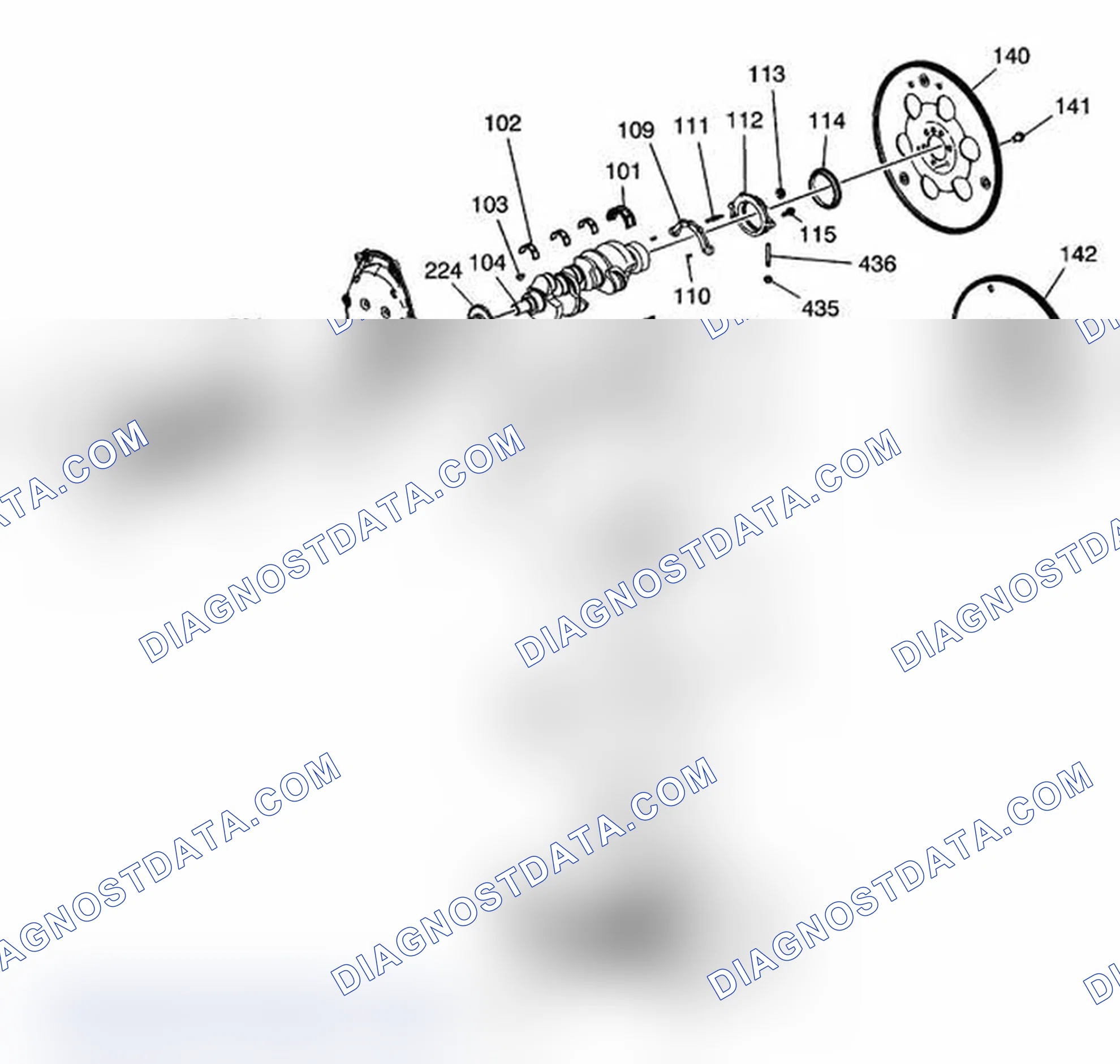
| 101 | Crankshaft Main Bearing - Thrust |
| 101 | Crankshaft Main Bearing - Thrust |
| 102 | Crankshaft Main Bearing |
| 102 | Crankshaft Main Bearing |
| 103 | Crankshaft Balancer Key |
| 104 | Crankshaft |
| 106 | Crankshaft Main Bearing Cap |
| 107 | Crankshaft Main Bearing Cap - Thrust |
| 108 | Crankshaft Main Bearing Cap Bolt |
| 109 | Crankshaft Rear Oil Seal Housing Gasket |
| 110 | Crankshaft Rear Oil Seal Housing Locating Pin |
| 111 | Crankshaft Rear Oil Seal Housing Stud |
| 112 | Crankshaft Rear Oil Seal Housing |
| 113 | Crankshaft Rear Oil Seal Housing Nut |
| 114 | Crankshaft Rear Oil Seal |
| 115 | Crankshaft Rear Oil Seal Housing Bolt |
| 133 | Crankshaft Position Sensor Reluctor Ring |
| 134 | Crankshaft Balancer |
| 135 | Crankshaft Balancer Weight |
| 136 | Crankshaft Drive Belt Pulley |
| 137 | Crankshaft Drive Belt Pulley Bolt |
| 138 | Crankshaft Balancer Washer |
| 139 | Crankshaft Balancer Bolt |
| 140 | Flywheel - Auto Transmission |
| 141 | Flywheel Bolt |
| 142 | Flywheel - Manual Transmission |
| 143 | Flywheel Weight - Manual Transmission |
| 224 | Crankshaft Timing Sprocket |
| 400 | Oil Pan |
| 401 | Oil Pan Drain Plug Seal |
| 402 | Oil Pan Drain Plug |
| 403 | Oil Pan Bolt |
| 404 | Oil Pan Baffel |
| 405 | Oil Pan Baffel Bolt |
| 406 | Oil Pan Gasket |
| 407 | Oil Pump Bolt |
| 408 | Oil Pump Pick Up Screen |
| 409 | Oil Pump |
| 410 | Oil Pump Drive Retainer |
| 411 | Oil Pump Drive Shaft |
| 412 | Oil Pump Locating Pin |
| 435 | Oil Pan Nut |
| 436 | Crankshaft Rear Oil Seal Housing Stud |
| 521 | Crankshaft Front Oil Seal |
| 742 | Crankshaft Position Sensor Seal |
| 743 | Crankshaft Position Sensor |
| 744 | Crankshaft Position Sensor Bolt |
Scheme 35
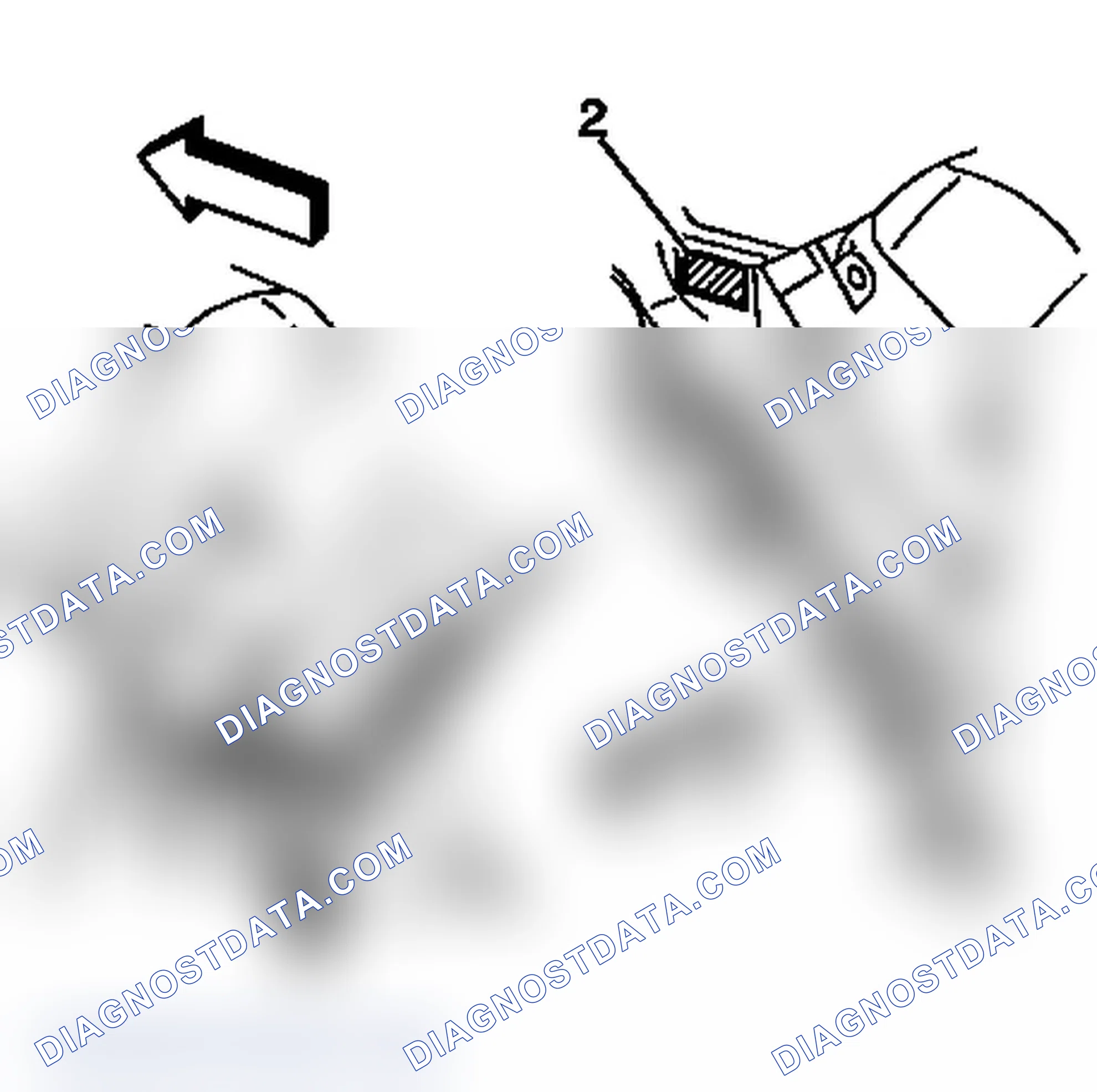
- The Vehicle Identification Number (VIN) Derivative is located on the left side rear of the engine block (1) or on the right side rear (2) and typically is a 9 digit number stamped or laser etched onto the engine at the vehicle assembly plant. The first digit identifies the division. The second digit identifies the model year. The third digit identifies the assembly plant. The fourth through ninth digits are the last six digits of the VIN.
- Engines built at the Romulus engine plant have the engine identification number located at the right front top of the engine block. The first digit (1) is the source code. The second and third digits (2) are the month of build. The fourth digit (3) is the hour of the build. The fifth and sixth digits (4) are the date of build. The seventh, eighth, and ninth digits (5) are the broadcast code.
Intermittent
Test the vehicle under the same conditions that the customer reported in order to verify the system is operating properly.
Base Engine Misfire without Internal Engine Noises
| Cause | Correction |
|---|---|
| High oil pressure | Verify oil pressure. Refer to Oil Pressure Diagnosis and Testing . Repair or replace damaged components as required. |
| Worn, damaged, or improperly installed accessory drive belt - severe cracking, bumps or missing segments A misfire DTC may be present without an actual misfire condition. | Inspect the accessory drive system components. Repair or replace damaged components as required. Refer to Drive Belt Replacement . |
| Worn, damaged, or improperly installed accessory drive system components A misfire DTC may be present without an actual misfire condition. | Inspect the accessory drive system components. Repair or replace damaged components as required. |
| Damaged, loose or improperly installed crankshaft balancer A misfire DTC may be present without an actual misfire condition. | Inspect the crankshaft balancer. Repair or replace damaged components as required. Refer to Crankshaft Balancer Replacement . |
| Worn, damaged, or improperly installed crankshaft reluctor wheel A worn or damaged crankshaft reluctor wheel can result in different symptoms depending on the severity and location of the wear or damage. Systems with electronic communications, DIS or coil per cylinder, and severe reluctor ring damage may exhibit periodic loss of crankshaft position, stop delivering a signal, and then re-sync the crankshaft position. Systems with electronic communication, DIS or coil per cylinder, and slight reluctor ring damage may exhibit no loss of crankshaft position and no misfire may occur. However, a DTC P0300 may be set. Systems with mechanical communications, high voltage switch, and severe reluctor ring damage may cause additional pulses and effect fuel and spark delivery. A DTC P0300 or P0336 may be set. | Inspect the crankshaft position sensor. Inspect the crankshaft reluctor wheel. Inspect the crankshaft. Repair or replace damaged components as required. |
| Damaged, loose or improperly installed engine flywheel A misfire DTC may be present without an actual misfire condition. | Inspect the flywheel. Repair or replace damaged components as required. Refer to Engine Flywheel Replacement . |
| Damaged, improperly installed or restricted exhaust system, collapsed or dented pipes, plugged mufflers or malfunctioning catalytic converters A DTC may be present without an actual fault condition. | Inspect the exhaust system components. Repair or replace damaged components as required. |
| Worn, damaged or improperly installed vacuum hoses | Inspect the vacuum system components. Repair or replace damaged components as required. |
| Damaged or improperly installed MAP sensor, sealing grommet nicked, torn or missing | Inspect the MAP sensor. Repair or replace damaged components as required. |
| Damaged or improperly installed throttle body | Inspect the throttle body. Repair or replace damaged components as required. |
| Damaged or improperly installed intake manifold | Inspect the intake manifold. Repair or replace damaged components as required. |
| Damaged or improperly installed cylinder head Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs. Refer to Spark Plug Inspection in Engine Controls. Verify engine compression. Refer to Engine Compression Test . Inspect the cylinder heads. Inspect the engine block. Repair or replace damaged components as required. |
| Worn, damaged or loose valve rocker arm | Inspect the valve rocker arms. Repair or replace damaged components as required. |
| Worn, damaged or loose valve rotator | Inspect the valve rotators. Repair or replace damaged components as required. |
| Worn, damaged, loose or broken valve spring | Inspect the valve springs. Repair or replace damaged components as required. |
| Worn, damaged or stuck valve, carbon on the valve stem or valve seat | Inspect the valves. Inspect the valve guides. Repair or replace damaged components as required. |
| Worn or damaged valve guide | Inspect the valve guides. Inspect the valves. Repair or replace damaged components as required. |
| Worn, damaged, loose or bent valve push rod | Inspect the valve push rods. Repair or replace damaged components as required. |
| Worn, damaged or dirty valve lifter | Inspect the valve lifters. Inspect the camshaft. Repair or replace damaged components as required. |
| Worn or damaged camshaft lobe | Inspect the camshaft. Inspect the valve lifters. Repair or replace damaged components as required. |
| Worn, damaged or loose timing chain and sprockets | Inspect the timing chain and sprockets. Repair or replace damaged components as required. |
| Worn, damaged or improperly installed piston Pistons must be installed with the mark, or dimple, on the top of the piston, facing the front of the engine; piston pins must be centered in the connecting rod pin bore. Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs. Refer to Spark Plug Inspection in Engine Controls. Verify engine compression. Refer to Engine Compression Test . Inspect the cylinder bores. Inspect the pistons. Inspect the piston pins. Inspect the connecting rods. Repair or replace damaged components as required. |
Base Engine Misfire without Internal Engine Noises
Base Engine Misfire with Abnormal Internal Lower Engine Noises
| Cause | Correction |
|---|---|
| Worn, damaged, or improperly installed accessory drive belt - severe cracking, bumps or missing segments A misfire DTC may be present without an actual misfire condition. | Inspect the accessory drive system components. Repair or replace damaged components as required. Refer to Drive Belt Replacement . |
| Worn, damaged, or improperly installed accessory drive system components A misfire DTC may be present without an actual misfire condition. | Inspect the accessory drive system components. Repair or replace damaged components as required. |
| Worn, damaged, improperly installed or loose crankshaft balancer A misfire code may be present without an actual misfire condition. | Inspect the crankshaft balancer. Repair or replace damaged components as required. Refer to Crankshaft Balancer Replacement . |
| Worn, damaged, improperly installed or loose engine flywheel A misfire code may be present without an actual misfire condition. | Inspect the engine flywheel. Repair or replace damaged components as required. Refer to Engine Flywheel Replacement . |
| Worn, damaged or improperly installed piston Pistons must be installed with the mark, or dimple, on the top of the piston, facing the front of the engine; piston pins must be centered in the connecting rod pin bore. Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs. Refer to Spark Plug Inspection in Engine Controls. Verify engine compression. Refer to Engine Compression Test . Inspect the cylinder bores. Inspect the pistons. Inspect the piston pins. Inspect the connecting rods. Repair or replace damaged components as required. |
| Worn, damaged or improperly installed crankshaft thrust bearing A misfire code may be present without an actual misfire condition. | Inspect the crankshaft. Inspect the crankshaft thrust bearing. Repair or replace damaged components as required. |
Base Engine Misfire with Abnormal Internal Lower Engine Noises
Base Engine Misfire with Coolant Consumption
| Cause | Correction |
|---|---|
| Damaged or improperly installed cylinder head Coolant consumption may or may not cause the engine to misfire. | Inspect the spark plugs. Refer to Spark Plug Inspection in Engine Controls. Verify engine compression. Refer to Engine Compression Test . Inspect the cylinder heads. Inspect the engine block. Repair or replace damaged components as required. |
Base Engine Misfire with Coolant Consumption
Base Engine Misfire with Excessive Oil Consumption
| Cause | Correction |
|---|---|
| Worn or damaged valve | Inspect the valves. Inspect the valve guides. Repair or replace damaged components as required. |
| Worn, damaged or improperly installed piston rings Piston rings must be installed with the mark, or dimple, on the top of the piston ring, facing up. | Inspect the spark plugs. Refer to Spark Plug Inspection in Engine Controls. Verify engine compression. Refer to Engine Compression Test . Inspect the cylinder bores. Inspect the pistons. Inspect the piston pins. Inspect the connecting rods. Repair or replace damaged components as required. |
Base Engine Misfire with Excessive Oil Consumption
Engine Will Not Crank - Crankshaft Will Not Rotate
| Cause | Correction |
|---|---|
| Seized accessory drive system component | Remove accessory drive belts. Rotate crankshaft by hand at the balancer or flywheel location. |
| Hydraulically locked cylinder Coolant/antifreeze in cylinder Oil in cylinder Fuel in cylinder | Remove spark plugs and check for fluid. Inspect for broken head gasket. Inspect for cracked engine block or cylinder head. Inspect for a sticking fuel injector. |
| Seized automatic transmission torque converter | Remove the torque converter bolts. Rotate crankshaft by hand at the balancer or flywheel location. |
| Seized manual transmission | Disengage the clutch. Rotate crankshaft by hand at the balancer or flywheel location. Refer to Unit Repair Manual - Manual Transmission. |
| Broken timing chain and/or gears | Inspect timing chain and gears. Repair as required. |
| Seized balance shaft | Inspect balance shaft. Repair as required. |
| Material in cylinder Broken valve Piston material Foreign material | Inspect cylinder for damaged components and/or foreign materials. Repair or replace as required. |
| Seized crankshaft or connecting rod bearings | Inspect crankshaft and connecting rod bearings. Repair as required. |
| Bent or broken connecting rod | Inspect connecting rods. Repair as required. |
| Broken crankshaft | Inspect crankshaft. Repair as required. |
Engine Will Not Crank - Crankshaft Will Not Rotate
Coolant in Combustion Chamber
| Cause | Correction |
|---|---|
| DEFINITION: Excessive white smoke and/or coolant type odor coming from the exhaust pipe may indicate coolant in the combustion chamber. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an "overtemperature" condition which may cause engine component damage. A slower than normal cranking speed may indicate coolant entering the combustion chamber. Refer to Engine Will Not Crank - Crankshaft Will Not Rotate . Remove the spark plugs and inspect for spark plugs saturated by coolant or coolant in the cylinder bore. Inspect by performing a cylinder leak-down test. During this test, excessive air bubbles within the coolant may indicate a faulty gasket or damaged component. Inspect by performing a cylinder compression test. Two cylinders "side-by-side" on the engine block, with low compression, may indicate a failed cylinder head gasket. Refer to Engine Compression Test . | |
| Cracked intake manifold or failed gasket | Replace the components as required. |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Cleaning and Inspection and Cylinder Head Replacement - Left or Cylinder Head Replacement - Right . |
| Warped cylinder head | Machine the cylinder head to the proper flatness, if applicable and replace the cylinder head gasket. Refer to Cylinder Head Cleaning and Inspection . |
| Cracked cylinder head | Replace the cylinder head and gasket. |
| Cracked cylinder liner or engine block | Replace the components as required. |
| Cylinder head or engine block porosity | Replace the components as required. |
Coolant in Combustion Chamber
Coolant in Engine Oil
| Cause | Correction |
|---|---|
| DEFINITION: Foamy or discolored oil or an engine oil "overfill" condition may indicate coolant entering the engine crankcase. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an "overtemperature" condition which may cause engine component damage. Contaminated engine oil and oil filter should be changed. Inspect the oil for excessive foaming or an overfill condition. Oil diluted by coolant may not properly lubricate the crankshaft bearings and may lead to component damage. Refer to Lower Engine Noise, Regardless of Engine Speed . Inspect by performing a cylinder leak-down test. During this test, excessive air bubbles within the cooling system may indicate a faulty gasket or damaged component. Inspect by performing a cylinder compression test. Two cylinders "side-by-side" on the engine block with low compression may indicate a failed cylinder head gasket. Refer to Engine Compression Test . | |
| Faulty external engine oil cooler | Replace the components as required. |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Cleaning and Inspection and Cylinder Head Replacement - Left or Cylinder Head Replacement - Right . |
| Warped cylinder head | Machine the cylinder head to proper flatness, if applicable, and replace the cylinder head gasket. Refer to Cylinder Head Cleaning and Inspection . |
| Cracked cylinder head | Replace the cylinder head and gasket. |
| Cracked cylinder liner or engine block | Replace the components as required. |
| Cylinder head, block, or manifold porosity | Replace the components as required. |
Coolant in Engine Oil
Functional Check
With these systems, any blow-by in excess of the system capacity, from a badly worn engine, sustained heavy load, etc., is exhausted into the air cleaner and is drawn into the engine.
Proper operation of the crankcase ventilation system depends upon a sealed engine. If oil slugging or dilution is noted and the crankcase ventilation system is functioning properly, check the engine for a possible cause. Correct any problems.
If an engine is idling rough, check for a clogged crankcase ventilation valve, a dirty vent filter, air cleaner element, or plugged hose. Replace as required. Use the following procedure
- Remove the crankcase ventilation valve from the rocker arm cover.
- Operate the engine at idle.
- Place your thumb over the end of the valve in order to check for a vacuum. If there is no vacuum at the valve, check for the following items: Plugged hoses The manifold port The crankcase ventilation valve
- Turn OFF the engine. Remove the crankcase ventilation valve. Shake the valve. Listen for the rattle of the check needle inside of the valve. If valve does not rattle, replace the valve.
Tools Required
J 3049-A Valve Lifter Remover. See Special Tools and Equipment .
J 45059 Angle Meter
J 45059 Angle Meter. See Special Tools and Equipment .
J 23523-F Crankshaft Balancer Remover and Installer. See Special Tools and Equipment .
J 35468 Cover Aligner and Seal Installer. See Special Tools and Equipment .
J 5590 Rear Pinion Bearing Race Installer
J 41712 Oil Pressure Switch Socket. See Special Tools and Equipment .
J 35621-B Rear Main Seal Installer. See Special Tools and Equipment .
J 41427 Engine Lift Brackets
Honing Procedure
- When honing the cylinder bores, follow the manufacturer's recommendations for equipment use, cleaning, and lubrication. Use only clean sharp stones of the proper grade for the amount of material to be removed. Dull, dirty stones cut unevenly and generate excessive heat. DO NOT hone to a final grade with a coarse or medium-grade stone. Leave sufficient metal so that all the stone marks will be removed with the fine grade stones. Perform the final honing with a fine-grade stone and hone the cylinder bore in a cross hatch pattern at 45-65 degrees to obtain the proper clearance.
- During the honing operation, thoroughly check the cylinder bore. Repeatedly check the cylinder bore fit with the selected piston. All measurements of the piston or cylinder bore should be made with the components at normal room temperature.
- When honing to eliminate taper in the cylinder bore, use full strokes the complete length of the cylinder bore. Repeatedly check the measurement at the top, the middle, and the bottom of the cylinder bore. The finish marks should be clean but not sharp. The finish marks should be free from imbedded particles or torn or folded metal.
- When finished, the reconditioned cylinder bores should have less than or meet the specified out-of-round and taper requirements.
- After the final honing and before the piston is checked for fit, clean the cylinder bore with hot water and detergent. Scrub the cylinder bores with a stiff bristle brush. Rinse the cylinder bores thoroughly with clean hot water. Dry the cylinder bores with a clean rag. Do not allow any abrasive material to remain in the cylinder bores. Abrasive material may cause premature wear of the new piston rings and the cylinder bores. Abrasive material will contaminate the engine oil and may cause premature wear of the bearings.
- Perform final measurements of the piston and the cylinder bore.
- Permanently mark the top of the piston for the specified cylinder to which it has been fitted.
- Apply clean engine oil to each cylinder bore in order to prevent rusting.
Boring Procedure
- Before starting the honing or reboring operation, measure all the new pistons with the micrometer contacting at points exactly 90 degrees from the piston pin centerline.
- File the top of the cylinder block in order to remove any dirt or burrs before using any type of boring bar.
- Follow the instructions furnished by the manufacturer regarding use of the boring equipment.
- When reboring the cylinders, make sure all the crankshaft bearing caps are installed in the original position and direction.
- Tighten the crankshaft bearing caps to the proper torque specifications in order to avoid distortion of the cylinder bores in the final assembly.
- When making the final cut with the boring bar, leave 0.03 mm (0.001 in) on the cylinder bore diameter for finish honing. This gives the required position to the cylinder clearance specifications. Carefully perform the honing and boring operation in order to maintain the specified clearances between the pistons, the piston rings, and the cylinder bores.
Measuring Crankshaft Bearing Clearances
- The crankshaft bearings are of the precision insert type and do not use shims for adjustment. If the clearances are excessive, then new upper and lower crankshaft bearings will be required. The service crankshaft bearings are available in the standard size and an undersize.
- The selective fitting of the crankshaft bearings are necessary in production in order to obtain close tolerances. For this reason, in one journal bore you may use one-half of a standard crankshaft bearing with one-half of an undersize crankshaft bearing.
- In order to determine the correct replacement bearing size, the bearing clearance must be measured accurately. When checking main bearing clearances, either the micrometer or plastic gage method may be used; however, the micrometer method gives more reliable results and is preferred. When checking connecting rod bearing clearances, the plastic gage method will result in unreliable measurements. The use of J 43690 is preferred.
- Normally the crankshaft bearing journals wear evenly and are not out-of-round. However, if a crankshaft bearing is being fitted to an out-of-round crankshaft bearing journal, be sure to fit to the maximum diameter of the crankshaft bearing journal. If the crankshaft bearing is fitted to the minimum diameter and the crankshaft bearing journal is excessively out-of-round, the interference between the crankshaft bearing and the crankshaft bearing journal will result in rapid crankshaft bearing failure.
- If the crankshaft bearing clearance is within specifications, the crankshaft bearing is satisfactory. If the clearance is not within specifications, replace the crankshaft bearing. Always replace both the upper and lower crankshaft bearings as a set.
- A standard or undersize crankshaft bearing combination may result in the proper clearance. If the proper crankshaft bearing clearance cannot be achieved using the standard or the undersize crankshaft bearings, it may be necessary to repair or replace the crankshaft.
Measuring Crankshaft Bearing Clearances - Micrometer Method
- Measure the crankshaft journal diameter with a micrometer in several places, approximately 90 degrees apart. Average the measurements.
- Determine the taper and out-of-round of the journal. Refer to «Engine Mechanical Specifications»(ref-184186-S05590881492005082200000) .
- Install the bearings into the engine block or connecting rod assembly.
- Install the bearing cap bolts and tighten to specifications. Refer to «Fastener Tightening Specifications»(ref-184186-S34638384942005082200000) .
- Measure the bearing inside diameter (ID) at two points 90 degrees apart. Average the measurements.
- In order to determine the bearing clearance, subtract the average journal diameter from the average bearing inside diameter.
- Compare the readings to specifications. Refer to «Engine Mechanical Specifications»(ref-184186-S05590881492005082200000) .
- Replace bearing halves as required to obtain the proper bearing clearances.
Scheme 36
- Remove the oil pan and other necessary components to gain access to the connecting rods. Remove the oil pump assembly.
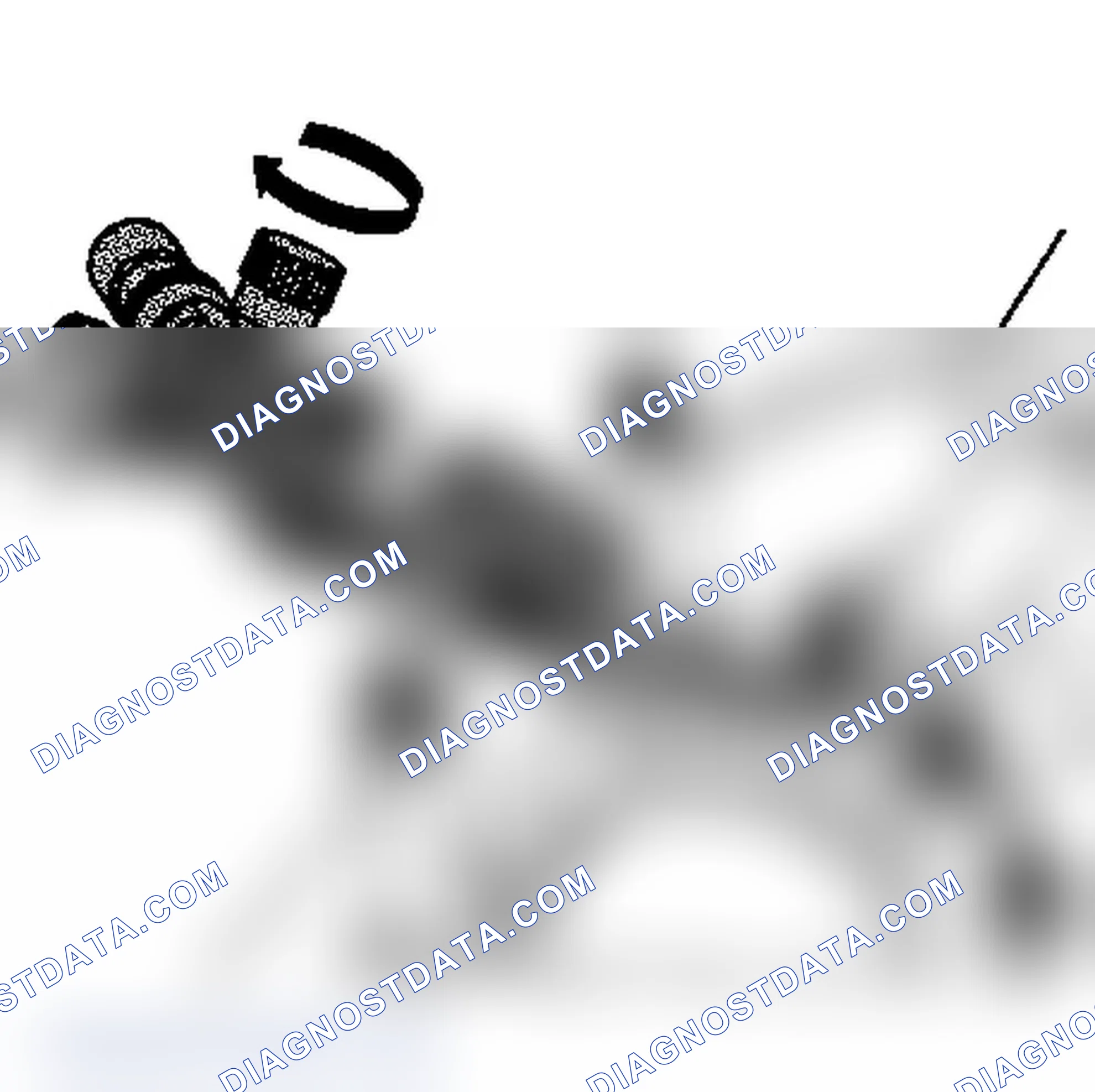
- Rotate the crankshaft until the crankshaft journal/connecting rod to be measured is in the 10 o'clock position.
- Remove the bearing cap bolts, cap and bearing half.
- Insert a piece of paper card stock onto the crankshaft journal. Install the bearing half, bearing cap, and bolts. Refer to «Fastener Tightening Specifications»(ref-184186-S34638384942005082200000) .
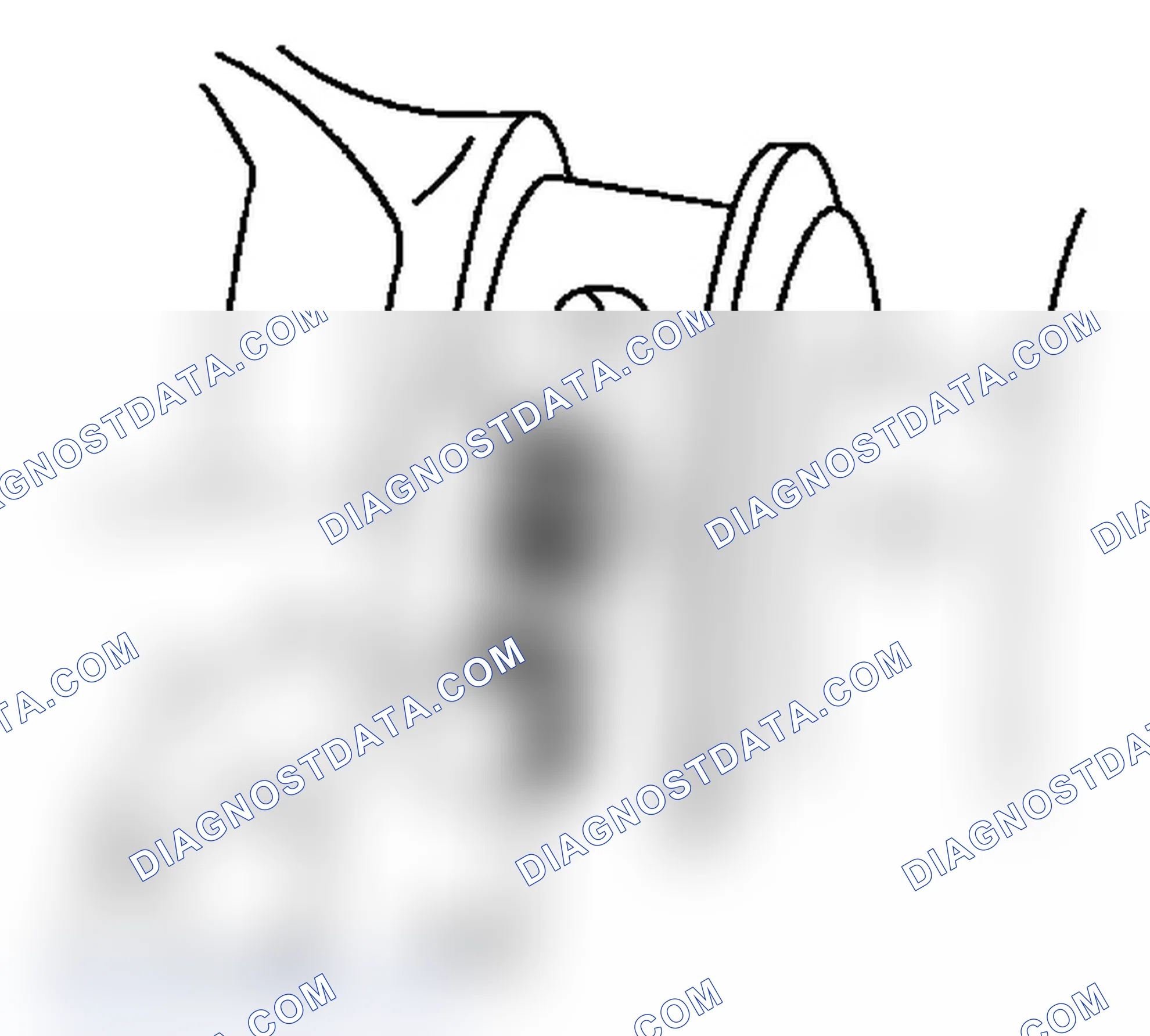
- Install the foot (1) and bolt (2) to the pivot arm assembly (3). Tighten the bolt until snug.
- Install the screw (1 or 3) to the pivot arm assembly (2).
- Install the pivot arm assembly (1) onto the connecting rod.
- Position the foot of the pivot arm assembly over the large end of the connecting rod bolt.
- Position the screw (1) onto the small end of the connecting rod bolt and tighten securely.
- Install the base (1) and bolt (2) to the oil pan rail.
- Align the center of the base (1) with the screw (3) of the pivot arm assembly. Tighten the bolt (2) until snug.
- Align the link (1) of the pivot arm assembly on a plane (3) equal to that of the connecting rod beam (2).
- With the link of the pivot arm assembly aligned to the beam of the connecting rod, position the pivot arm to the base and insert the pin (1).
- Insert the handle (1) to the pivot arm assembly.
- Select the adapter (2), as required, and install to the swivel base (1). Tighten until snug.
- Install the indicator (2) to the swivel base (1). Tighten the clamp of the base until snug.
- Install the swivel base (1) to the oil pan rail of the engine block. Tighten until snug.
- Adjust the swivel base as required and position the indicator tip slightly above the connecting rod cap. Lock the swivel base in position by rotating the locking lever (1). Do not allow the tip of the indicator to contact the connecting rod at this time.
- The tip of the indicator should be positioned above and NOT in contact with the cap end of the connecting rod.
- Rotate the fine adjustment knobs on the dial indicator end of the swivel base to position the tip of the indicator in contact with the connecting rod.
- Lightly actuate the handle of the pivot arm assembly, multiple times in both directions, to ensure the oil film is removed from the journal.
- Load the handle in the forward position and zero the dial indicator. Load the handle multiple times in both directions and record the reading.
- Remove the bearing cap bolts, cap, and paper stock.
- Replace bearing halves as required to obtain the proper bearing clearances.
- Install the bearings, cap, and bolts. Refer to «Fastener Tightening Specifications»(ref-184186-S34638384942005082200000) .
Scheme 37
- Install the crankshaft bearings into the engine block.
- Install the crankshaft.
- Install the gaging plastic the full width of the journal.
- Install the crankshaft bearings into the crankshaft bearing caps.
- Install the crankshaft bearing caps in the original positions and with the arrow on the crankshaft bearing caps in the direction of the front of the engine block.
- Install the crankshaft bearing cap bolts. Tighten: Tighten the crankshaft bearing caps to 105 N.m (77 lb ft).
- Remove the crankshaft bearing cap bolts.
- Remove the crankshaft bearing caps. The gaging plastic may adhere to either the crankshaft bearing journal or the crankshaft bearing surface.
- Without removing the gaging plastic, measure the compressed width at the widest point using the graduated scale on the edge of the gaging plastic envelope. If the flattened gaging plastic tapers toward the middle or the ends, there may be a difference in clearance indicating taper, low spot or other irregularity of the crankshaft bearing or the crankshaft bearing journal.
- Remove the flattened gaging plastic.
- Measure the remaining crankshaft bearing journals.
Measuring Connecting Rod Bearing Side Clearance
- Insert a feeler gage between the connecting rod caps and measure the connecting rod side clearance. The proper connecting rod side clearance specification is 0.15-0.44 mm (0.006-0.017 in).
- Connecting rod side clearances may also be measured with a dial indicator set.
Valve Guide Reaming/Valve and Seat Grinding
Tools Required
J 5830-02 Valve Guide Reamer Set. See Special Tools and Equipment .
- Measure the valve stem-to-guide clearance. Refer to «Cylinder Head Cleaning and Inspection»(ref-184186-S14659438772005082200000) .
- Improper valve stem (1) to valve guide (2) clearance may cause excessive oil consumption.
- Use the J 5830-3 in order to ream the exhaust valve guide in order to achieve the correct valve stem-to-guide clearance.
- Always recondition the exhaust valve seat after reaming the exhaust valve guide bores and installing new exhaust valves.
- Inspect the valves for the following: Burnt or damaged areas (1) Undersized margin (2) Bent stem (3) Scoring or other damage to the stem (4) Worn key groove (5) Worn stem tip (6)
- Inspect the valve contact surface for the following: Undersized margin (1) Pitted surface (2) Burnt or eroded areas (3) Acceptable edge margin (4) Valves with excessive damage must be replaced. Minor imperfections of the valve or valve seat may be repaired.
- Reconditioning of the valves and valve seats: The valves must seat perfectly for the engine to deliver optimum power and performance. Cooling the valve heads is another important factor. Good contact between each valve and valve seat in the cylinder head is necessary to insure that the heat in the valve head is properly carried away. Regardless of what type of equipment is used, it is essential that the valve guide bores are free from carbon or dirt in order to ensure the proper centering of the pilot in the valve guide. The valve seats should be concentric to within 0.05 mm (0.002 in) total indicator reading. Reface pitted valves on a valve refacing machine in order to ensure the correct relationship between the valve head and the valve stem. Replace the valve if the valve stem is excessively worn or warped. Replace the valve if the edge margin (4) of the valve head is less than 0.79 mm (0.031 in) thick after grinding. Several different types of equipment are available for reconditioning valves and valve seats. Follow the equipment manufacturer's recommendations for equipment use to attain the proper results.
Thread Repair
General purpose thread repair kits are available commercially.
- Determine the size, the pitch, and the depth of the damaged thread.
- Adjust the stop collars on the cutting tool as needed. Tap the stop collars to the required depth.
- Drill out the damaged thread.
- Remove the chips.
- Apply clean engine oil to the top thread.
- Use the tap in order to cut new thread.
- Clean the thread.
- Screw the thread insert onto the mandrel of the thread insert installer. Engage the tang of the thread insert onto the end of the mandrel.
- Lubricate the thread insert with clean engine oil - except when installing in aluminum - and install the thread insert.
- If the tang of the thread insert does not break off when backing out the thread insert installer, break off the tang using a drift punch.
Engine Prelubing
Tools Required
J 45299 Engine Preluber. See Special Tools and Equipment .
- Remove the engine oil filter and fill with clean engine oil.
- Install the oil filter. Tighten: Tighten the oil filter to 30 N.m (22 lb ft).
- Locate the engine block left oil gallery plug and remove.
- Install the M16 x 1.5 adapter P/N 509375.
- Install the flexible hose to the adapter and open the valve.
- Pump the handle on the J 45299 in order to flow a minimum of 1-1.9 liters (1-2 quarts) engine oil. Observe the flow of engine oil through the flexible hose and into the engine assembly.
- Close the valve and remove the flexible hose and adapter from the engine.
- Install the gallery plug to the engine. Tighten: Tighten the oil gallery plug to 60 N.m (44 lb ft).
- Top-off the engine oil to the proper level.
Piston Selection
- Use the J 8087 in order to measure the cylinder bore diameter. Measure at a point 64 mm (2.5 in) from the top of the cylinder bore and 90 degrees to the crankshaft centerline.
- Measure the J 8087 with a micrometer and record the reading.
- With a micrometer or caliper at a right angle to the piston pin bore, measure the piston 11 mm (0.433 in) from the bottom of the skirt.
- Subtract the piston diameter from the cylinder bore diameter in order to determine piston-to-bore clearance. Refer to «Engine Mechanical Specifications»(ref-184186-S05590881492005082200000) .
- If the proper clearance cannot be obtained, then select another piston and measure the clearances. If the proper fit cannot be obtained, the cylinder bore may require honing or boring.
- When the piston-to-cylinder bore clearance is within specifications, permanently mark the top of the piston for installation into the proper cylinder.
Balance Shaft
The cast iron balance shaft is mounted in the crankcase above and in-line with the camshaft. A camshaft gear drives the gear attached to the balance shaft. The front end of the balance shaft is supported by a ball-type bearing. The rear end of the balance shaft uses a sleeve-type bearing.
Camshaft
The steel camshaft is supported by four bearings pressed into the engine block. The camshaft timing chain sprocket mounted to the front of the camshaft is driven by the crankshaft sprocket through a camshaft timing chain.
Crankshaft
The cast nodular iron crankshaft is supported by four crankshaft bearings. The number four crankshaft bearing at the rear of the engine is the end thrust bearing. The crankshaft bearings are retained by bearing caps that are machined with the engine block for proper alignment and clearances. The crankshaft position sensor reluctor ring has three lugs used for crankshaft timing and is constructed of powdered metal. The crankshaft position sensor reluctor ring has a slight interference fit onto the crankshaft and an internal keyway for correct positioning.
Cylinder Heads
The cast iron cylinder heads have one intake and one exhaust valve for each cylinder. A spark plug is located between the valves in the side of the cylinder head. The valve guides and seats are integral to the cylinder head. The 4.3L heavy duty applications have pressed in exhaust valve seats. The valve rocker arms are positioned on the valve rocker arm supports and retained by a bolt.
Engine Block
The cast iron engine block has six cylinders arranged in a V shape with three cylinders in each bank. Starting at the front side of the engine block, the cylinders in the left bank are numbered 1-3-5 and cylinders in the right bank are numbered 2-4-6 (when viewed from the rear). The firing order of the cylinders is 1-6-5-4-3-2. The cylinders are encircled by coolant jackets.
Exhaust Manifolds
The cast iron exhaust manifolds direct exhaust gases from the combustion chambers to the exhaust system.
Intake Manifold
The intake manifold is a two-piece design. The upper portion is made from a composite material and the lower portion is cast aluminum. The throttle body attaches to the upper manifold. The Central Multipoint Flexible Injection system uses multiple fuel injectors to meter and distribute fuel to each engine cylinder. The Central (MFI) is retained by a bracket bolted to the lower intake manifold. The fuel meter body also houses the pressure regulator. Metal inlet and outlet fuel lines and nylon delivery tubes connect to the Central (MFI) unit. The delivery tubes independently distribute fuel to each cylinder through injectors located at the port entrance of each manifold runner where the fuel is atomized.
Valve Train
Motion is transmitted from the camshaft through the hydraulic roller valve lifters and the tubular valve pushrods to the roller type valve rocker arms. The roller type valve rocker arm pivots on a needle type bearing in order to open the valve. The valve rocker arms for each bank of cylinders are mounted to a one piece valve rocker arm support. Each valve rocker arm is retained on the valve rocker arm support and the cylinder head by a bolt. The hydraulic valve lifters keep all the parts of the valve train in constant contact. Each hydraulic valve lifter acts as an automatic adjuster and maintains zero lash in the valve train. This eliminates the need for periodic valve adjustment.
New Product Information
The purpose of New Product Information is to highlight or indicate important product changes from the previous model year.
Changes may include one or more of the following items
- A component comparison from the previous year
- Fastener changes
- Torque values and/or fastener tightening strategies
- Changed engine specifications
- New sealants and/or adhesives
- Disassembly and assembly procedure revisions
- Engine mechanical diagnostic procedure revisions
- New special tools required
Component Comparison
- Engine Oil Level Sensor has been deleted completely in 2004
- Timing Chain Tensioner has been added
New Sealants and/or Adhesives
No new sealants or adhesives for 2004.
Cleanliness and Care
- Throughout this section, it should be understood that proper cleaning and protection of machined surfaces and friction areas is part of the repair procedure. This is considered standard shop practice even if not specifically stated.
- When any internal engine parts are serviced, care and cleanliness is important.
- When components are removed for service, the components should be marked, organized or retained in a specific order for re-assembly.
- At the time of installation, the components should be installed in the same location and with the same mating surface as when removed.
- An automobile engine is a combination of many machined, honed, polished and lapped surfaces with tolerances that are measured in millimeters or thousandths of an inch. The surfaces should be protected to avoid component damage.
- Apply a liberal amount of clean engine oil to friction areas during assembly.
- Proper lubrication will protect and lubricate friction areas during initial operation.
Separating Parts
| IMPORTANT | Many internal engine components will develop specific wear patterns on their friction surfaces. When disassembling the engine, internal components MUST be separated, marked and organized in a way to ensure reinstallation to original location and position. |
Mark or identify the following components
- Piston and the piston pin
- Piston to the specific cylinder bore
- Piston rings to the specific cylinder bore
- Connecting rod to the crankshaft journal
- Connecting rod to connecting rod cap
- Crankshaft bearings and connecting rod bearings
- Engine camshaft and valve lifters
- Valve lifters, valve rocker arms, and valve rocker arm supports
- Valve to the valve guide
- Valve spring to cylinder head location
- Engine block bearing cap location and direction
- Oil pump drive and driven gears
Gasket Reuse and Applying Sealant
- Do not reuse any gasket unless specified.
- Gaskets that can be reused will be identified in the service procedure.
- Do not apply sealant to any gasket or sealing surface unless specified in the service procedure.
Separating Components
- Use a rubber mallet in order to separate the components.
- Bump the part sideways in order to loosen the components.
- Bumping of the component should be done at bends or reinforced areas of the component to prevent distortion of the components.
Cleaning Gasket Surfaces
- Use care to avoid gouging or scraping the sealing surfaces.
- Use a plastic or wood scraper in order to remove all the sealant from the components. Do not use any other method or technique to remove the sealant or the gasket material from a part.
- Do not use abrasive pads, sand paper, or power tools to clean the gasket surfaces. These methods of cleaning can cause damage to the component sealing surfaces. Abrasive pads also produce a fine grit that the oil filter cannot remove from the engine oil. This fine grit is an abrasive and can cause internal engine damage.
Sealant Types
| IMPORTANT | The correct sealant and amount of sealant must be used in the proper location to prevent oil leaks, coolant leaks, or the loosening of the fasteners. DO NOT interchange the sealants. Use only the sealant, or equivalent, as specified in the service procedure. |
The following 2 major types of sealant are commonly used in engines
- Anaerobic sealant room temperature vulcanizing (RTV)
- Anaerobic sealant, which include the following: Gasket eliminator Pipe Threadlock
Anaerobic Type Room Temperature Vulcanizing (RTV) Sealant
Anaerobic type room temperature vulcanizing (RTV) sealant cures when exposed to air. This type of sealant is used where 2 components, such as the intake manifold and the engine block, are assembled together.
Use the following information when using RTV sealant
- Do not use RTV sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Any other surfaces where a different type of sealant is specified in the service procedure
- Always follow all the safety recommendations and the directions that are on the RTV sealant container.
- Use a plastic or wood scraper in order to remove all the RTV sealant from the components.
- The surfaces to be sealed must be clean and dry.
- Use a RTV sealant bead size as specified in the service procedure.
- Apply the RTV sealant bead to the inside of any bolt holes areas.
- Assemble the components while the RTV sealant is still wet to the touch, within 3 minutes.
- Tighten the fasteners in sequence, if specified, and to the proper torque specifications.
Anaerobic Type Gasket Eliminator Sealant
Anaerobic type gasket eliminator sealant cures in the absence of air. This type of sealant is used where 2 rigid parts, such as castings, are assembled together. When 2 rigid parts are disassembled and no sealant or gasket is readily noticeable, then the 2 parts were probably assembled using an anaerobic type gasket eliminator sealant.
Use the following information when using gasket eliminator sealant
- Always follow all the safety recommendations and directions that are on the gasket eliminator sealant container.
- Apply a continuous bead of gasket eliminator sealant to one flange. The surfaces to be sealed must be clean and dry.
Note. Do not allow the sealant to enter a blind hole. The sealant may prevent the fastener from achieving proper clamp load, cause component damage when the fastener is tightened, or lead to component failure.
| IMPORTANT | Gasket eliminator sealed joint fasteners that are partially torqued and the gasket eliminator sealant allowed to cure more than 5 minutes, may result in incorrect shimming and sealing of the joint. Do not overtighten the fasteners. Apply the gasket eliminator sealant evenly to get a uniform thickness of the gasket eliminator sealant on the sealing surface. Tighten the fasteners in sequence, if specified, and to the proper torque specifications. After properly tightening the fasteners, remove the excess gasket eliminator sealant from the outside of the joint. |
Anaerobic Type Threadlock Sealant
Anaerobic type threadlock sealant cures in the absence of air. This type of sealant is used for threadlocking and sealing of bolts, fittings, nuts, and studs. This type of sealant cures only when confined between 2 close fitting metal surfaces.
Use the following information when using threadlock sealant
- Always follow all safety recommendations and directions that are on the threadlock sealant container.
- The threaded surfaces to be sealed must be clean and dry.
- Apply the threadlock sealant as specified on the threadlock sealant container.
- Tighten the fasteners in sequence, if specified, and to the proper torque specifications.
Anaerobic Type Pipe Sealant
Anaerobic type pipe sealant cures in the absence of air and remains pliable when cured. This type of sealant is used where 2 parts are assembled together and require a leak proof joint.
Use the following information when using pipe sealant
- Do not use pipe sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Surfaces where a different sealant is specified
- Always follow all the safety recommendations and the directions that are on the pipe sealant container.
- The surfaces to be sealed must be clean and dry.
- Use a pipe sealant bead of the size or quantity as specified in the service procedure.
- Apply the pipe sealant bead to the inside of any bolt hole areas.
- Apply a continuous bead of pipe sealant to one sealing surface.
- Tighten the fasteners in sequence, if specified, and to the proper torque specifications.
Tools and Equipment
Special tools are listed and illustrated throughout this section with a complete listing at the end of the section. The tools (or the equivalents) are specially designed to quickly and safely accomplish the operations for which the tools are intended. The use of special tools will also minimize possible damage to engine components. Some precision measuring tools are required for inspection of certain critical components. Torque wrenches and a torque angle meter are necessary for the proper tightening of various fasteners.
To properly service the engine assembly, the following items should be readily available
- Approved eye protection and safety gloves
- A clean, well-lit, work area
- A suitable parts cleaning tank
- A compressed air supply
- Trays or storage containers to keep parts and fasteners organized
- An adequate set of hand tools
- Approved engine repair stand
- An approved engine lifting device that will adequately support the weight of the components