Scheme 141
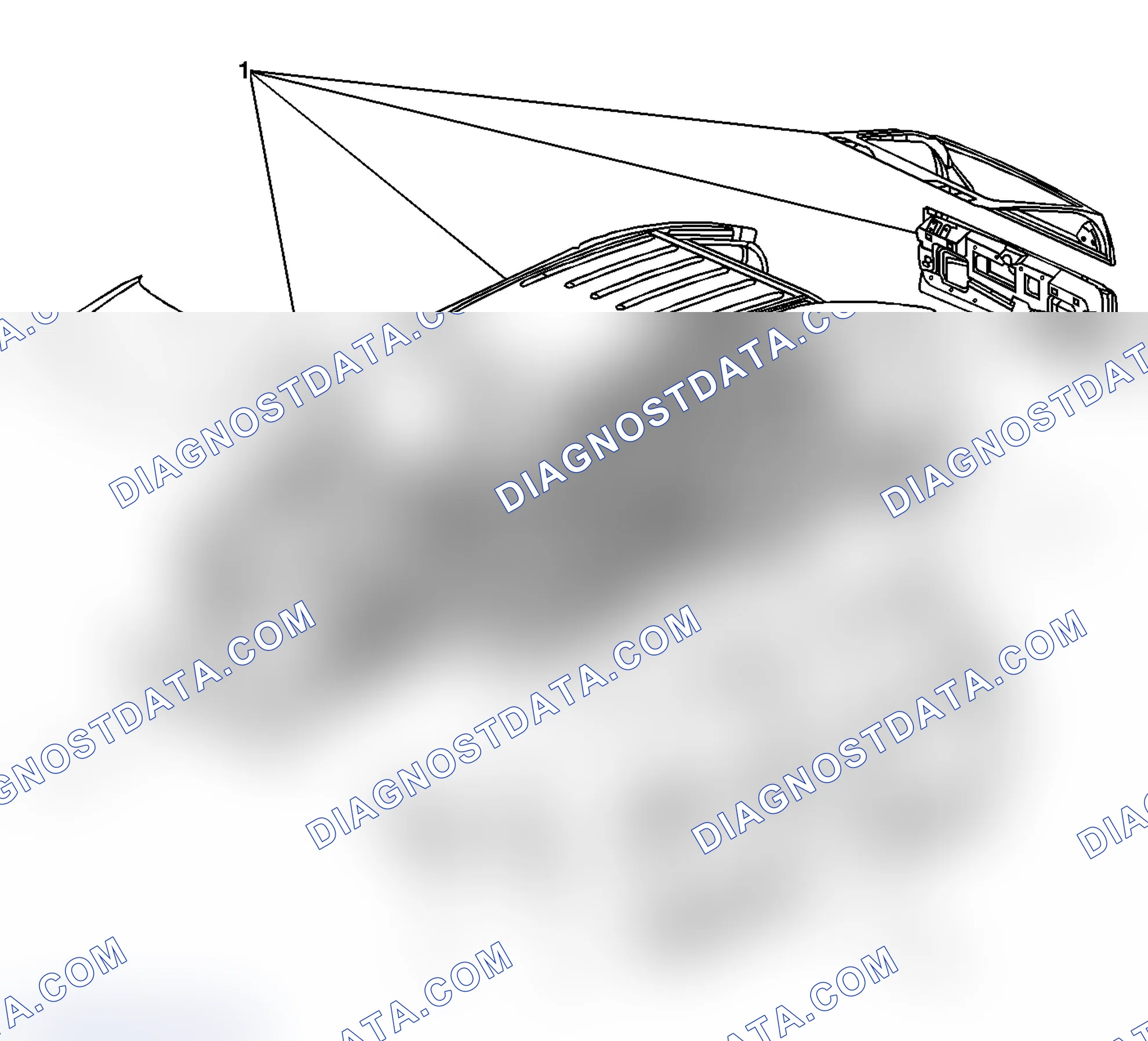
Scheme 141: Panel Identification
| Callout | Component Name |
|---|
| 1 | Two-Sided-Galvanized-Steel |
| 1 | Two-Sided-Galvanized-Steel |
| 1 | Two-Sided-Galvanized-Steel |
| 1 | Two-Sided-Galvanized-Steel |
| 2 | Ultra-High-Strength-Steel |
| 2 | Ultra-High-Strength-Steel |
| 2 | Ultra-High-Strength-Steel |
| 3 | Aluminum |
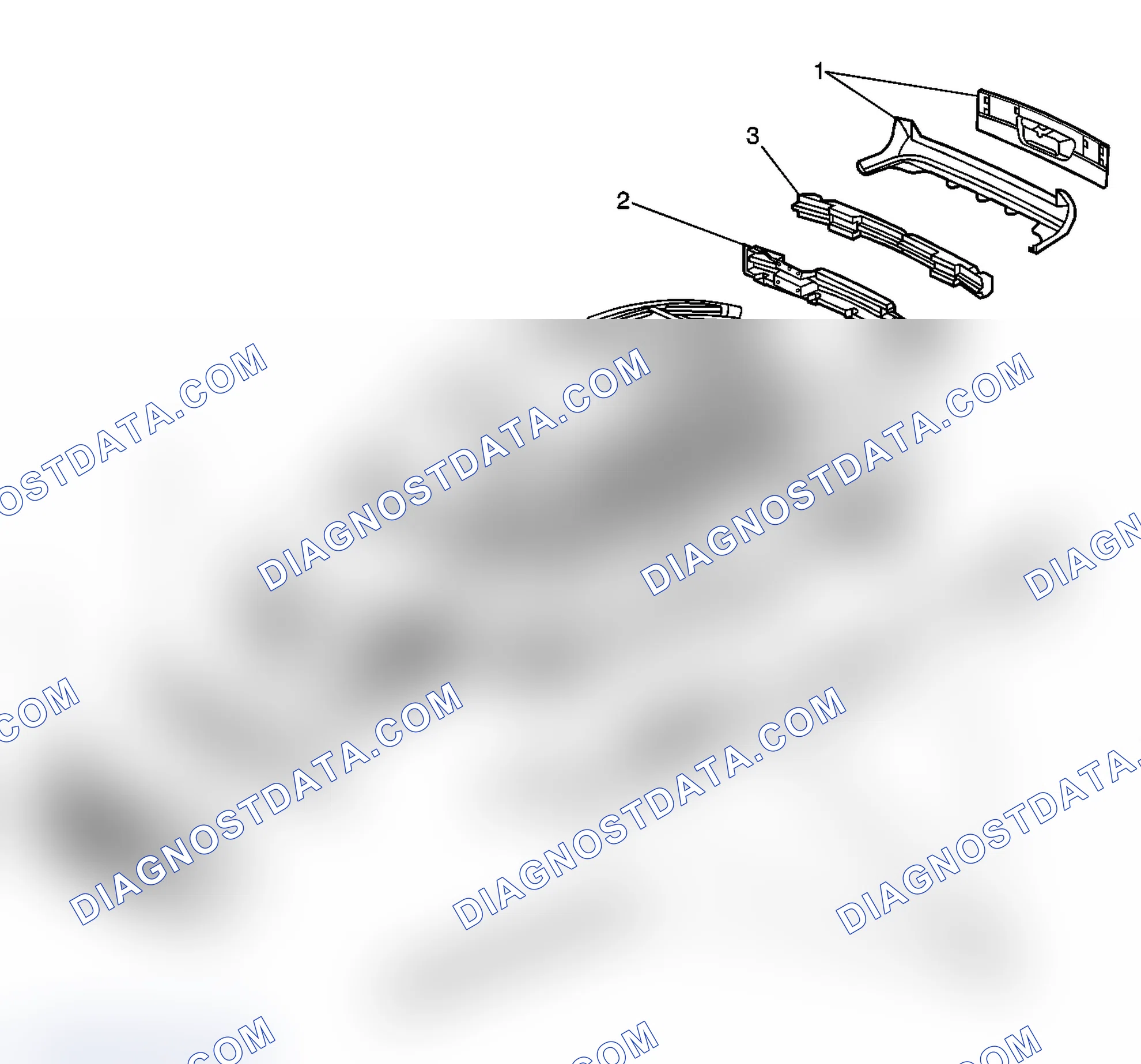
Scheme 142
| Callout | Component Name |
|---|
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 2 | Xenoy |
| 3 | Polypropylene Energy Foam |
| 3 | Polypropylene Energy Foam |
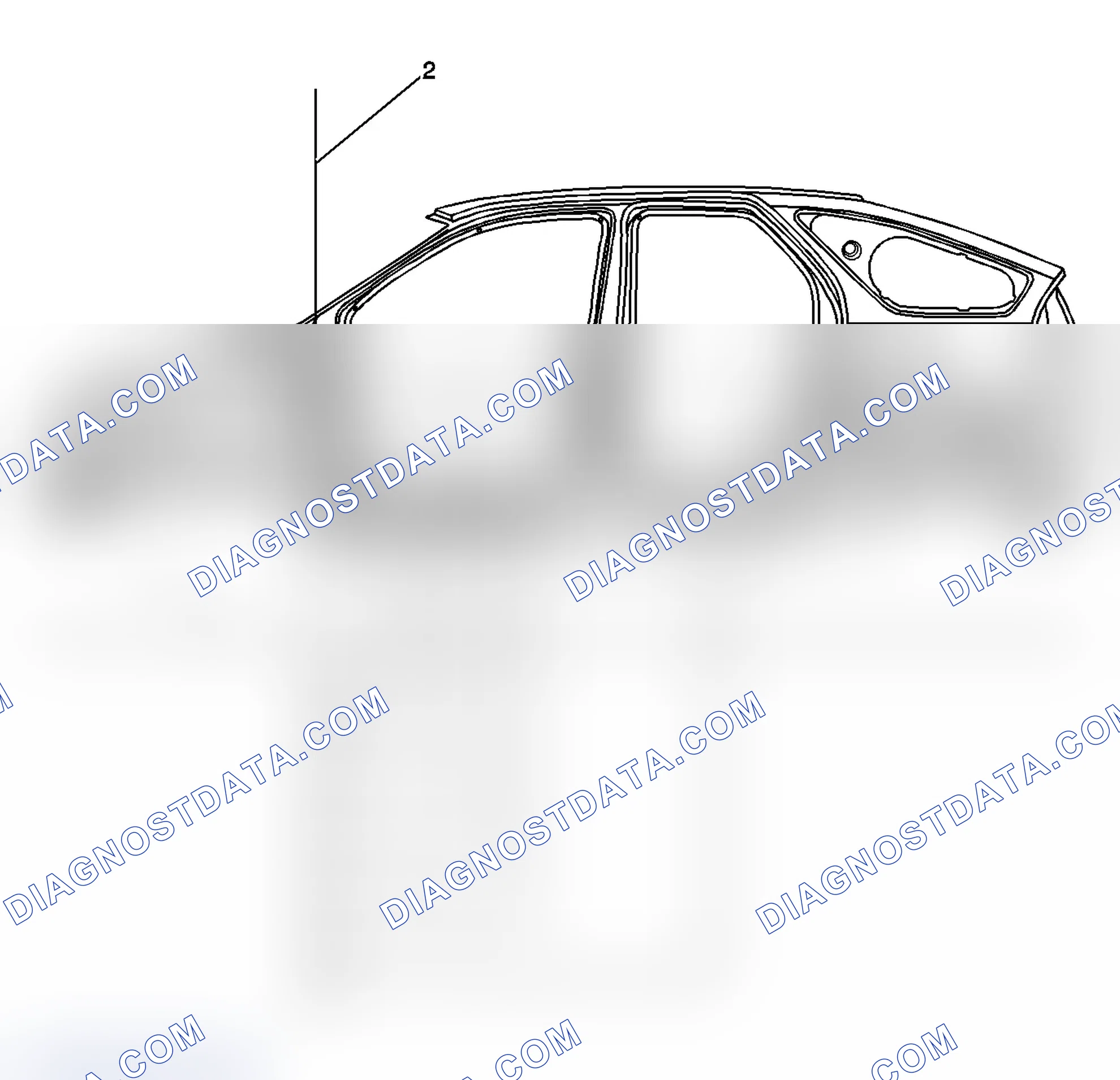
Scheme 143
| Callout | Component Name |
|---|
| 1 | Two Sided Galvanized Steel |
| 1 | Two Sided Galvanized Steel |
| 1 | Two Sided Galvanized Steel |
| 1 | Two Sided Galvanized Steel |
| 1 | Two Sided Galvanized Steel |
| 2 | Ultra High Strength Steel |
| 2 | Two Sided Galvanized Steel |
| 3 | Aluminum |
| 3 | Two Sided Galvanized Steel |
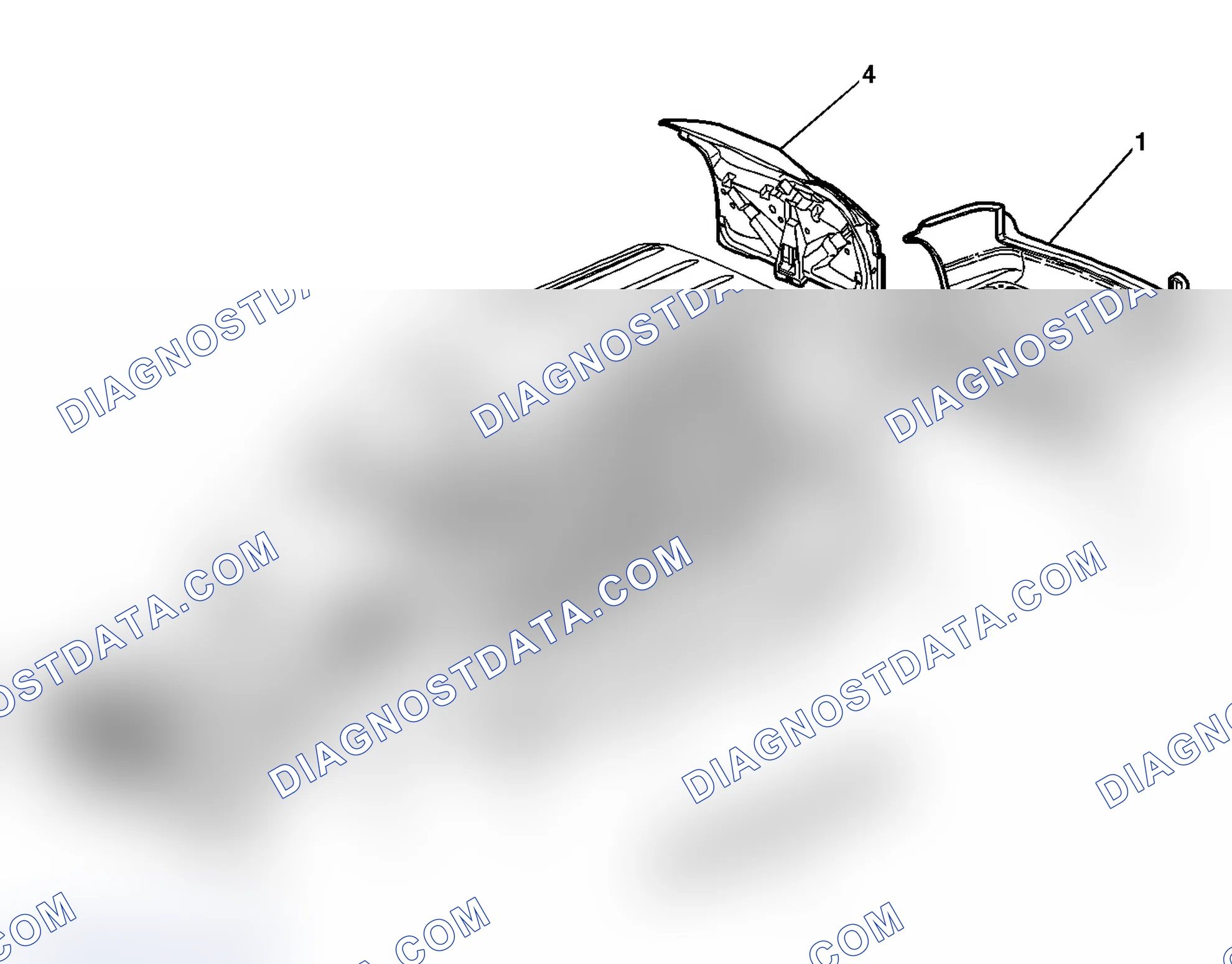
Scheme 144
| Callout | Component Name |
|---|
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 1 | Thermoplastic Olefin |
| 2 | Xenoy |
| 3 | Polypropylene Energy Foam |
| 3 | Polypropylene Energy Foam |
| 4 | Sheet Molded Compound |
Scheme 145
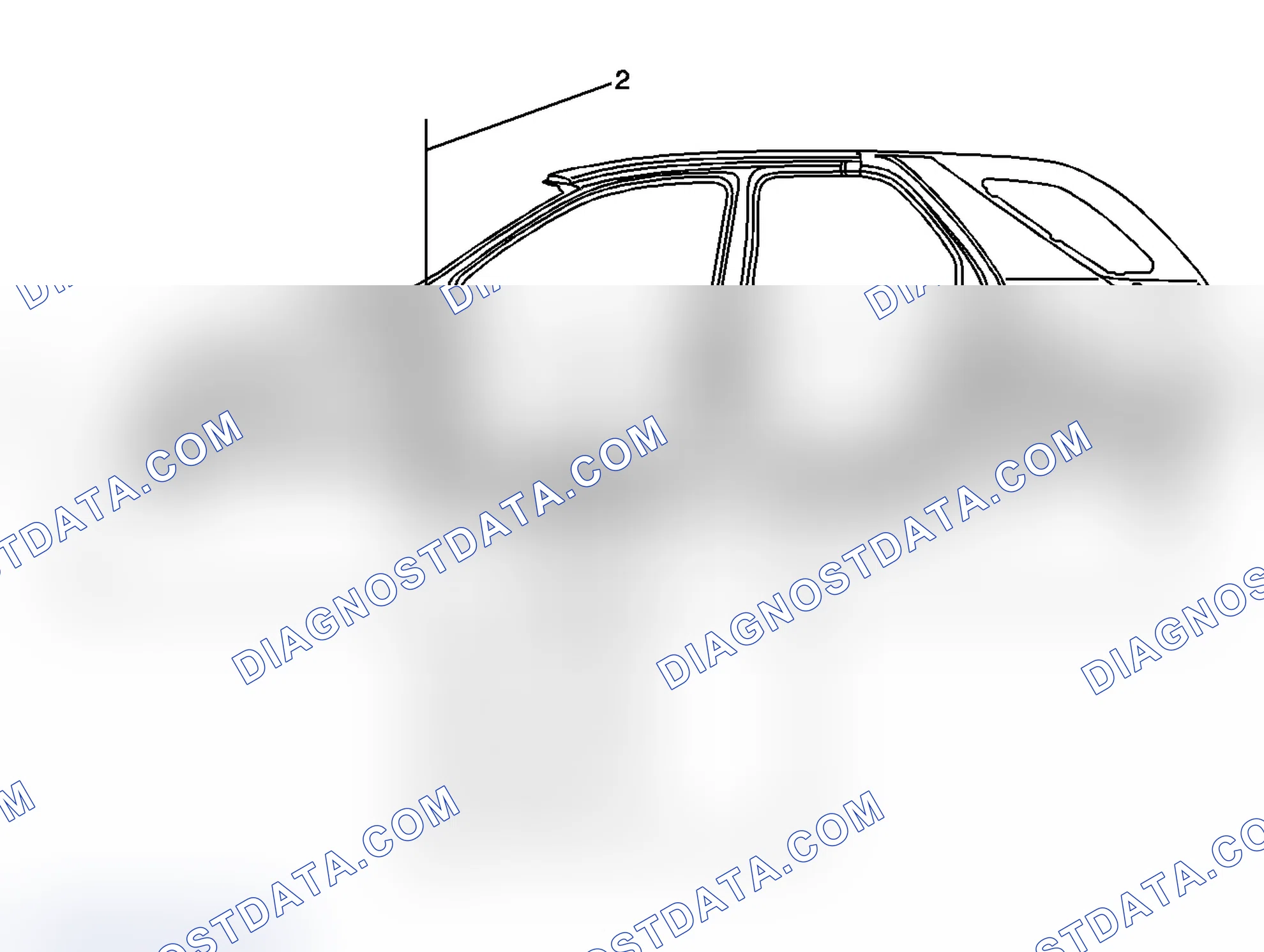
Scheme 145: Dimensions - Body (Aztek)
| Location | Description | Length | Width | Height |
|---|
| 1 | Datum Line | 0 | 0 | 0 |
| 2 | Zero Line | 0 | 259 | 419 |
| A | Door Hinge Attach | 91 | 807 | 744 |
| B | Door Hinge Attach | 18 | 789 | 1117 |
| C | Door Hinge Attach | 1139 | 807 | 1130 |
| D | Door Hinge Attach | 1122 | 801 | 970 |
| E | Door Hinge Attach | 1164 | 808 | 768 |
| F | Door Lock Striker Attach | 2100 | 807 | 1136 |
| All dimensions are measured from a zero line, a center line, and a common datum. All dimensions are symmetrical unless otherwise specified. |
Dimensions - Body (Aztek)
Scheme 146
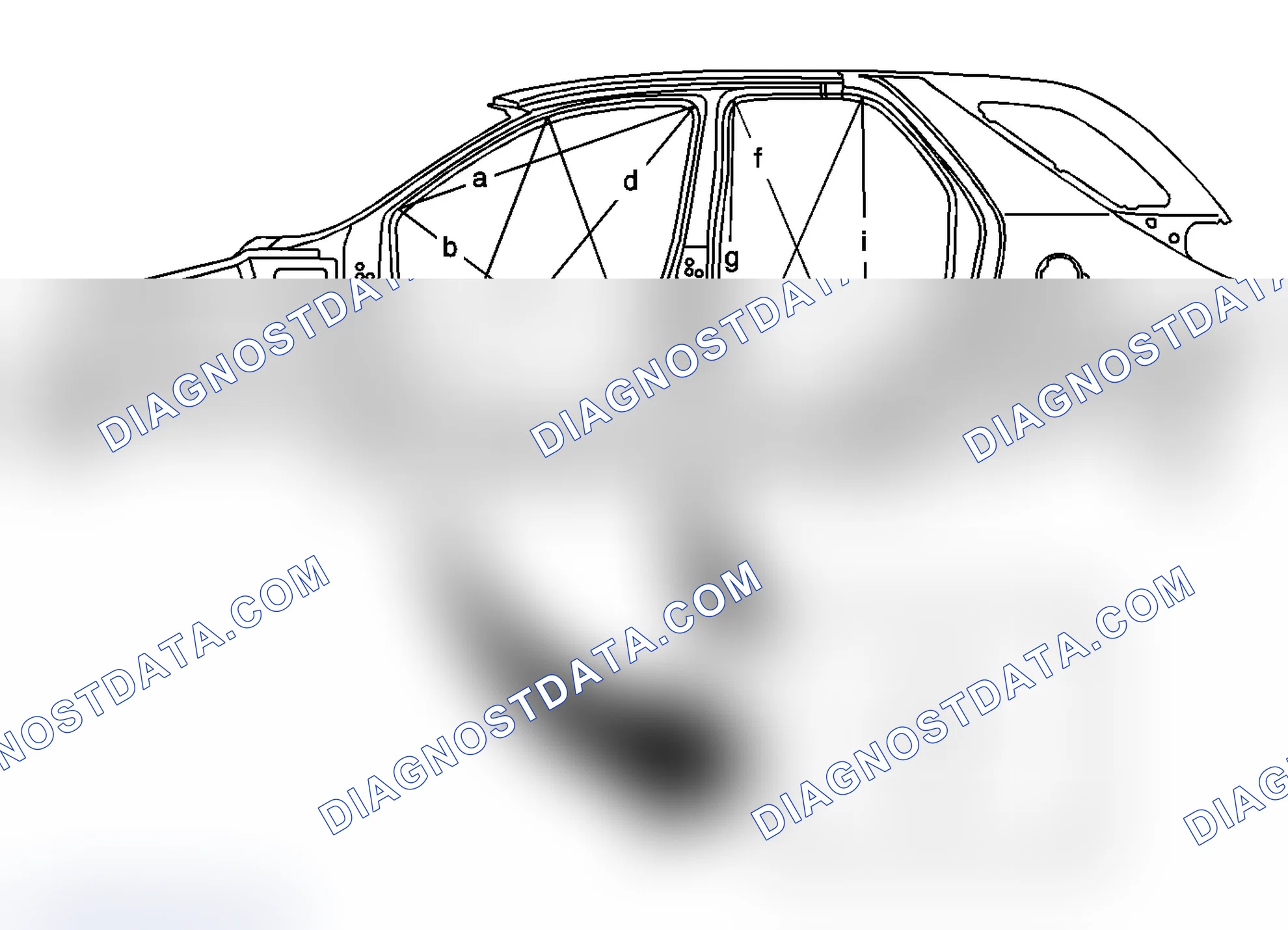
Scheme 146: Point to Point Measurements
| Location | Length |
|---|
| A | 1058 |
| B | 1052 |
| C | 1163 |
| D | 1456 |
| E | 962 |
| F | 994 |
| G | 1061 |
| H | 944 |
| All dimensions are measured from a zero line, a center line, and a common datum. All dimensions are symmetrical unless otherwise specified. |
Dimensions - Body (Aztek)
Scheme 147
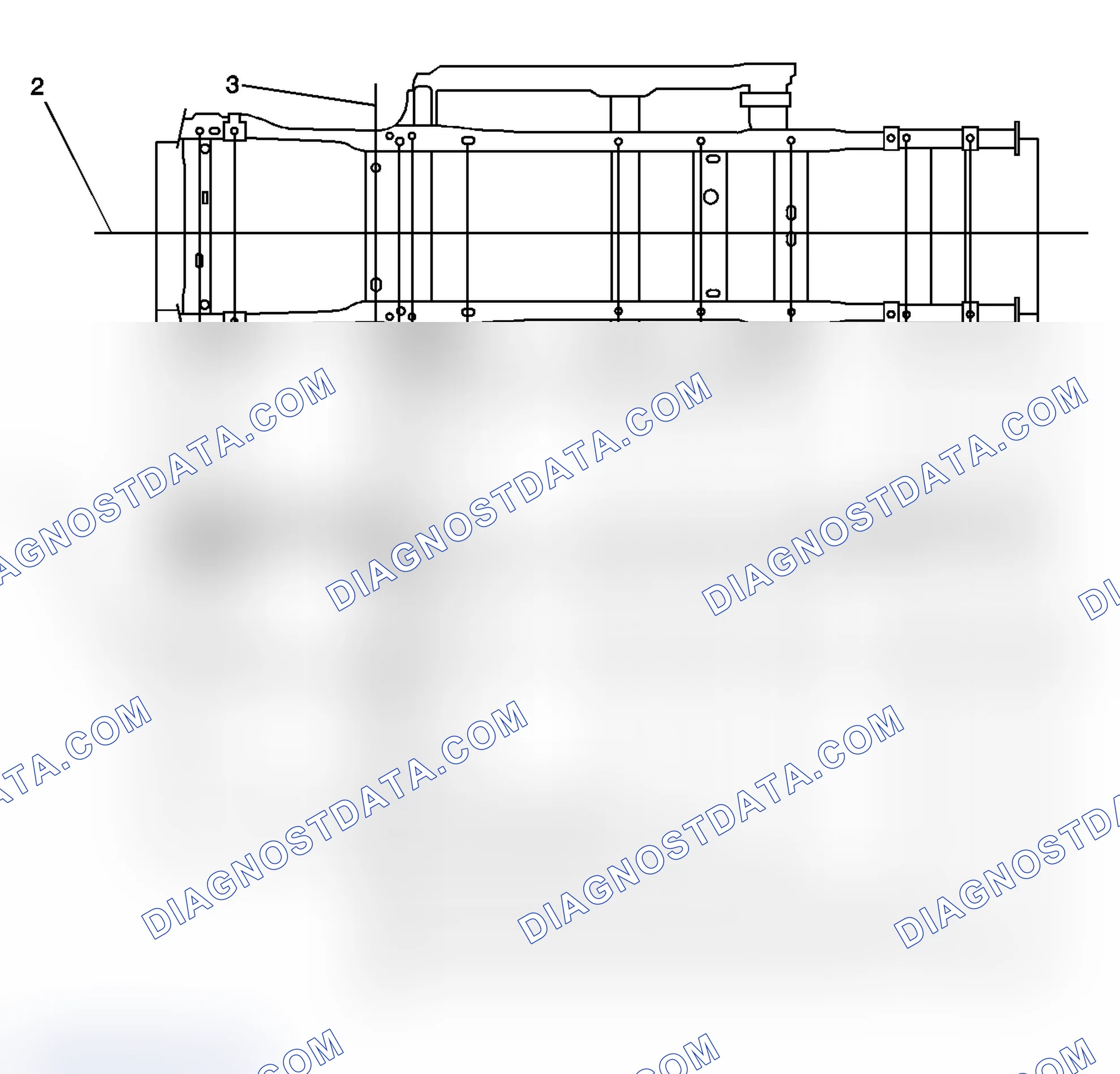
Scheme 147: Dimensions - Underbody
| Location | Description | Length | Width | Height |
|---|
| 1 | Datum Line | 0 | 0 | 0 |
| 2 | Center Line | 0 | 0 | 0 |
| 3 | Zero Line | 0 | 259 | 419 |
| A | 15 mm bumper mounting | 1105 | 450 | 663 |
| B | 12 mm x 24 mm gage hole | 953 | 542 | 584 |
| C | 22 mm x 26 mm cradle attach | 845 | 536 | 580 |
| D | 22 mm x 26 mm cradle attach | 113 | 470 | 411 |
| E | 20 mm gage hole | 175 | 474 | 411 |
| F | 25 mm x 40 mm gage hole | 406 | 450 | 416 |
| G | 20 mm gage hole | 1071 | 432 | 462 |
| H | 12 mm x 24 mm gage hole | 1425 | 432 | 504 |
| I | 20 mm gage hole | 1929 | 432 | 528 |
| J | 20 mm gage hole | 2555 | 431 | 567 |
| K | 20 mm rear cradle mounting | 2801 | 432 | 572 |
| L | 16 mm bumper top locating center hole | 3062 | 432 | 653 |
| All dimensions are measured from a zero line, a center line, and a common datum. All dimensions are symmetrical unless otherwise specified. |
Dimensions - Body (Aztek)
Scheme 148
Scheme 148: Dimensions - Body (Rendezvous)
| Location | Description | Length | Width | Height |
|---|
| 1 | Datum Line | 0 | 0 | 0 |
| 2 | Zero Line | 0 | 259 | 419 |
| A | Door Hinge Attach | 91 | 807 | 744 |
| B | Door Hinge Attach | 18 | 789 | 1117 |
| C | Door Hinge Attach | 1139 | 813 | 1132 |
| D | Upper Door Lock Striker Attach | 1122 | 801 | 970 |
| E | Door Hinge Attach | 1164 | 814 | 771 |
| F | Upper Door Lock Striker Attach | 2222 | 812 | 1136 |
| All dimensions are measured from a zero line, a center line, and a common datum. All dimensions are symmetrical unless otherwise specified. |
Dimensions - Body (Rendezvous)
Scheme 149
Scheme 149: Point to Point Measurements
| Location | Length |
|---|
| A | 1059 |
| B | 1055 |
| C | 1196 |
| D | 1487 |
| E | 1006 |
| F | 1235 |
| G | 1096 |
| H | 1226 |
| I | 1131 |
| All dimensions are measured from a zero line, a center line, and a common datum. All dimensions are symmetrical unless otherwise specified. |
Dimensions - Body (Rendezvous)
Dimensions-Body
| Location | Description | Length | Width | Height |
|---|
| 1 | Datum Line | 0 | 0 | 0 |
| 2 | Center Line | 0 | 0 | 0 |
| 3 | Zero Line | 0 | 259 | 419 |
| A | 15 mm bumper mounting | 1105 | 450 | 663 |
| B | 12 mm x 24 mm gage hole | 953 | 542 | 584 |
| C | 22 mm x 26 mm cradle attach | 845 | 536 | 580 |
| D | 22 mm x 26 mm cradle attach | 113 | 468 | 411 |
| E | 20 mm gage hole | 175 | 474 | 411 |
| F | 25 mm x 40 mm gage hole | 406 | 450 | 416 |
| G | 20 mm gage hole | 1071 | 432 | 467 |
| H | 12 mm x 24 mm gage hole | 1500 | 432 | 511 |
| I | 20 mm gage hole | 1929 | 432 | 533 |
| J | 20 mm gage hole | 2655 | 431 | 570 |
| K | 20 mm rear cradle mounting | 2902 | 432 | 572 |
| L | 16 mm bumper top locating center hole | 3162 | 432 | 657 |
| All dimensions are measured from a zero line, a center line, and a common datum. All dimensions are symmetrical unless otherwise specified. |
Dimensions - Body (Rendezvous)
Scheme 150
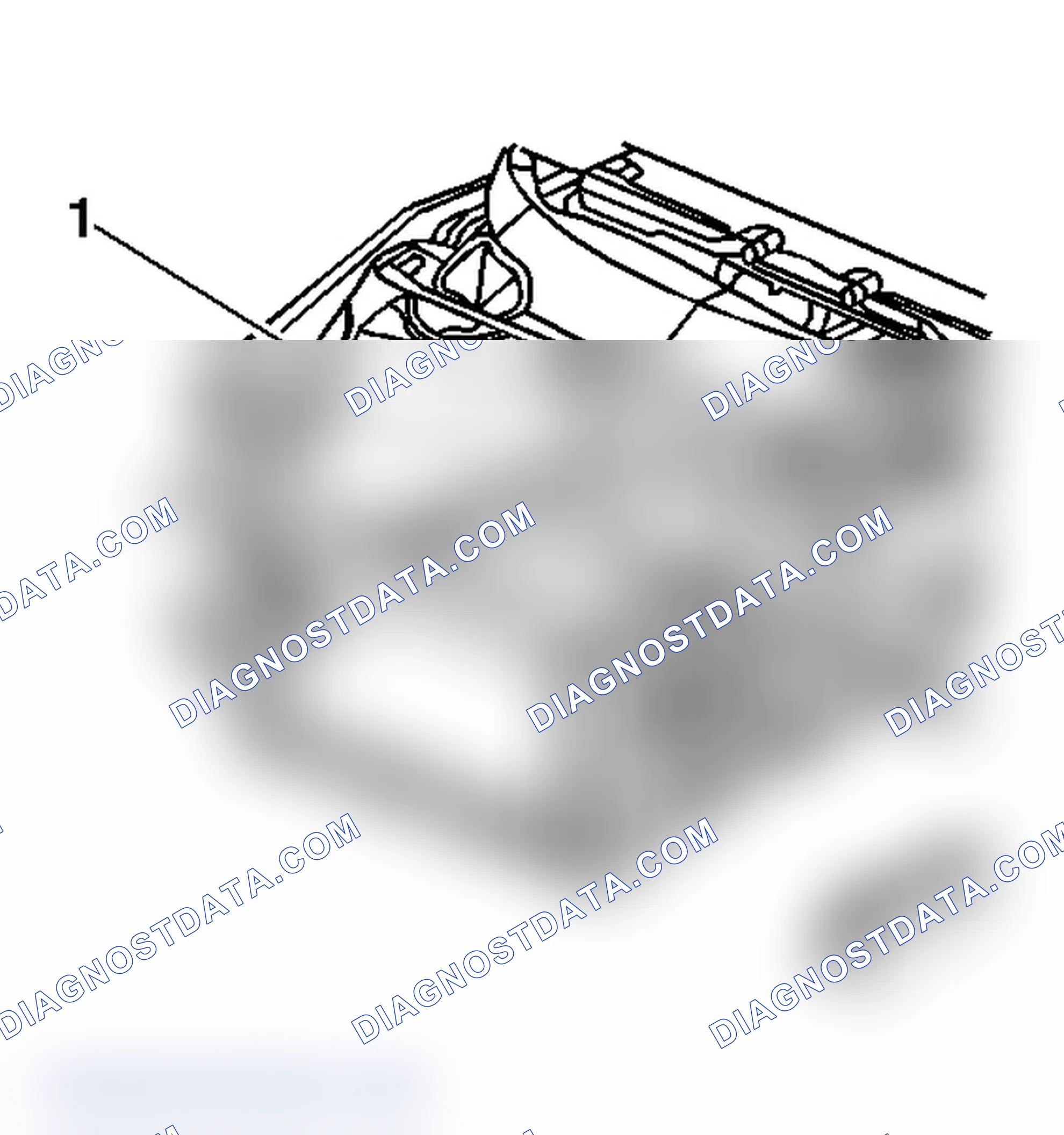
Scheme 150: Removal Procedure
Scheme 151
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Sealers Sound deadeners Anti-corrosion materials (1) IMPORTANT: Do not damage any inner panels or reinforcements.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the service part.
- Remove the damaged apron extension.
Installation Procedure
| IMPORTANT | In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart. |
Scheme 152
Scheme 153
Scheme 154
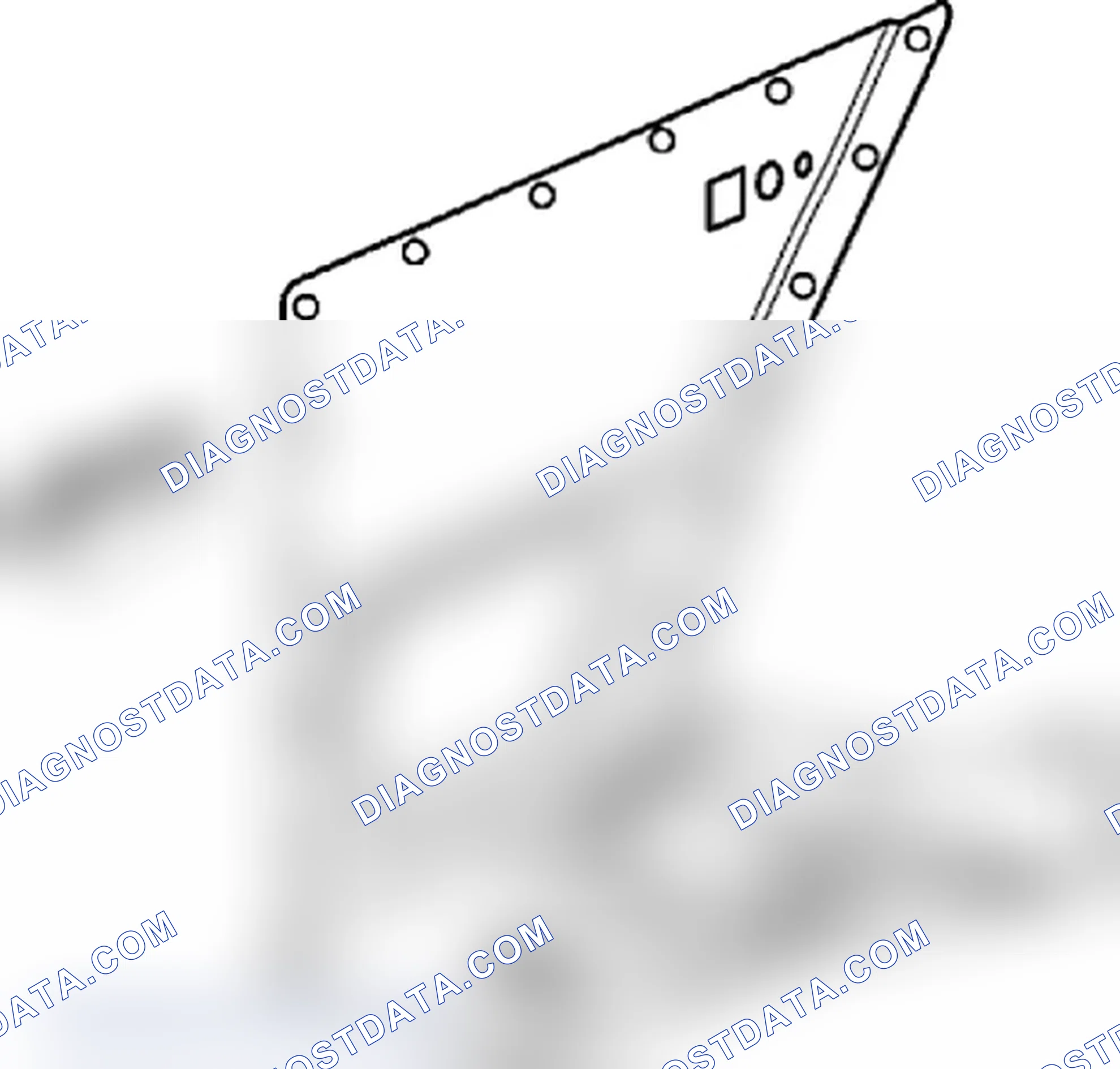
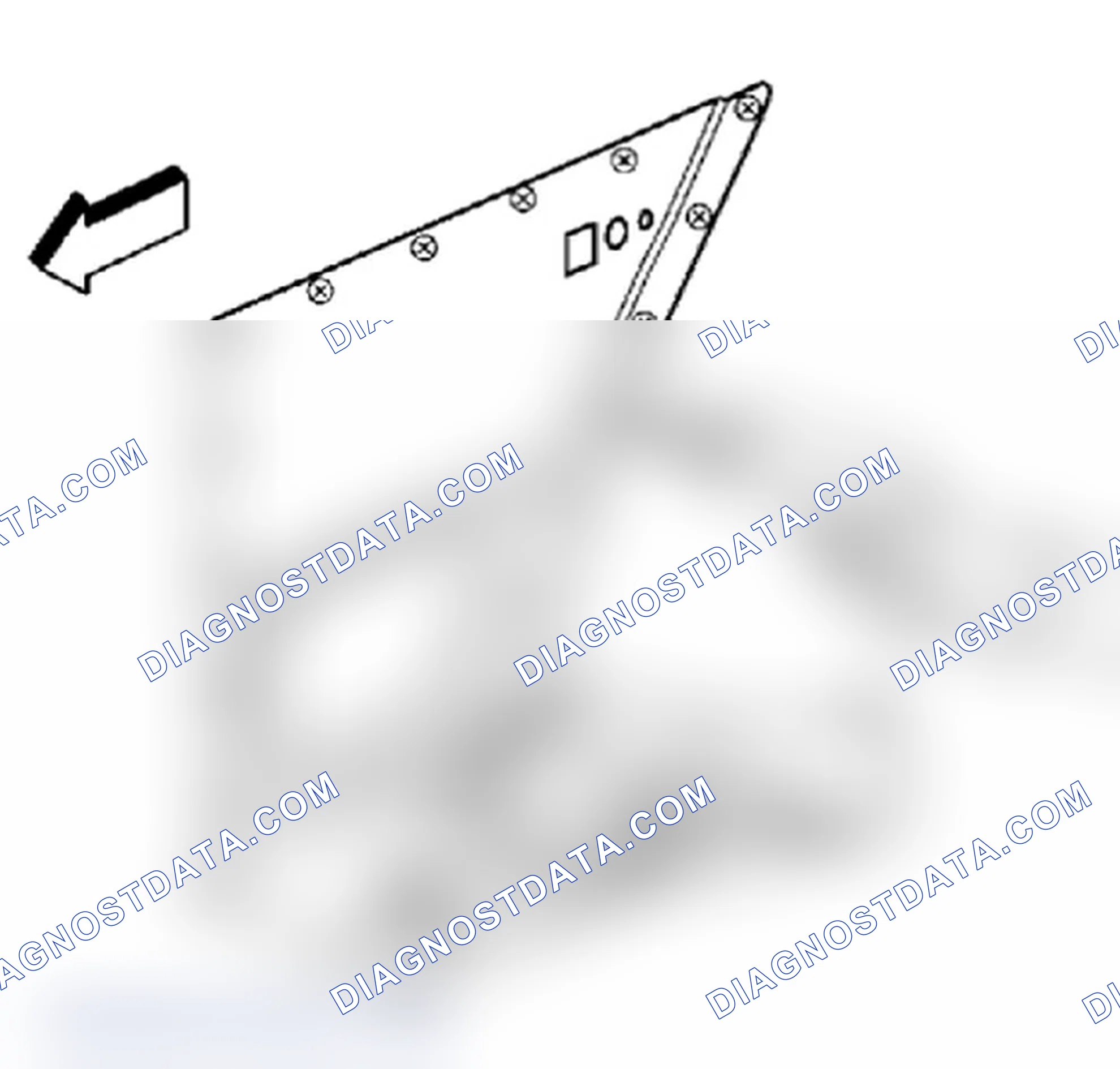
- Drill 8 mm (5/16 in) plug weld holes in the service part as necessary in the locations noted from the original panel and along the sectioning cut.
- Prepare all attachment surfaces as necessary. IMPORTANT: Prior to refinishing, refer to the publication GM4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Apply weld-thru primer to all bare metal surfaces.
- Position the apron extension.
- Plug weld accordingly.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadening materials Sealers
- Refinish as necessary.
- Install all related panels and components.
Scheme 155
Scheme 155: Removal Procedure
Scheme 156
Scheme 157
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers IMPORTANT: Do not damage any inner panels or reinforcements.
- Trim off the damaged rear wheelhouse to gain access to the spot welds.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the rear outer wheelhouse.
- Remove the damaged rear outer wheelhouse.
| IMPORTANT | In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart. |
Scheme 158
Scheme 159
Scheme 160
- Drill 8 mm (5/16) in plug weld holes as necessary in locations noted from the original rear outer wheelhouse.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Position the rear outer wheelhouse.
- Plug weld accordingly. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers
- Install all related panels and components.
Scheme 161
Scheme 161: Removal Procedure
Scheme 162
Scheme 163
- Remove all related panels and components including front fascia support right and left (1).
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Sealers Sound deadeners Anti-corrosion materials IMPORTANT: Do not damage any inner panels or reinforcements.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the radiator support assembly.
- Remove the damaged radiator support assembly.
| IMPORTANT | In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart. |
Scheme 164
Scheme 165
- Drill 8 mm (5/16) plug weld holes as necessary in locations noted from the original panel.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Position the radiator support assembly.
- Plug weld accordingly.
- Clean and prepare all welded surfaces. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Apply the following as necessary: an approved anti-corrosion primer sound deadening materials sealers and refinish materials
- Install all related panels and components.
Scheme 166
Scheme 166: Removal Procedure
Scheme 167
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Sealers Sound deadeners Anti-corrosion materials IMPORTANT: Do not damage any inner panels or reinforcements.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the lower radiator support.
- Remove the damaged lower radiator support.
| IMPORTANT | In any area damaged beyond recognition, space plug weld holes every 40 mm (11/2 in) apart. |
Scheme 168
Scheme 169
- Drill 8 mm (5/16) plug weld holes as necessary in locations noted from the original panel.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Position the lower radiator support.
- Plug weld accordingly.
- Clean and prepare all welded surfaces. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Apply the following as necessary: An approved anti-corrosion primer Sound deadening materials Sealers and refinish materials
- Install all related panels and components.
Scheme 170
Scheme 170: Removal Procedure
Scheme 171
- Disconnect the negative battery cable. Refer to «Battery Negative Cable Disconnect/Connect Procedure (LA1)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) or «Battery Negative Cable Disconnect/Connect Procedure (LY7)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) in Engine Electrical.
- Remove all related panels and components. CAUTION: Refer to «Foam Sound Deadeners Caution»(/buick/rendezvous/i-2001-2007/remont/oem-general-information/#cautions-and-notices__foam-sound-deadeners-caution) in Cautions and Notices.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the sealers and anti-corrosion materials from the repair area, as necessary. Refer to «Anti-Corrosion Treatment and Repair»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__anti-corrosion-treatment-and-repair) in Paint and Coatings.
- Perform the necessary procedures to gain access to the repair. IMPORTANT: Do not damage any inner panels or reinforcements.
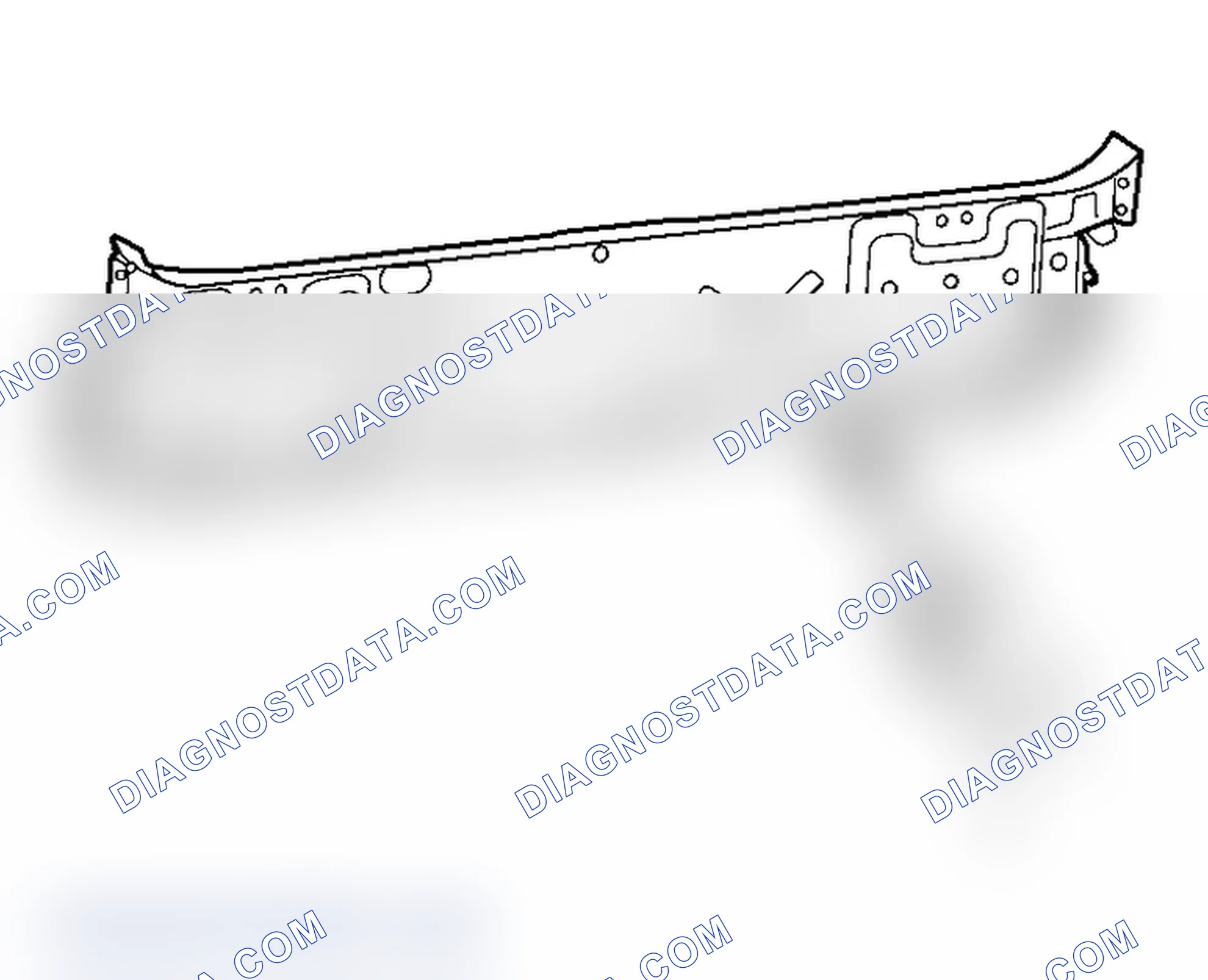
- Locate and drill out all factory welds. Note the number and location of welds for installation of the front upper rail.
- Remove the damaged front upper rail.
| IMPORTANT | In any area damaged beyond recognition, space plug weld holes every 40 mm (1 in) apart. |
Scheme 172
Scheme 173
Scheme 174
- Drill 8 mm (5/16) in plug weld holes as necessary in locations noted from the original front upper rail.
- Prepare all attachment surfaces as necessary.
- Position the upper rail.
- Plug weld accordingly.
- Clean and prepare all welded surfaces.
- Complete the necessary procedures.
- Apply the sealers and anti-corrosion materials to the repair area, as necessary. Refer to «Anti-Corrosion Treatment and Repair»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__anti-corrosion-treatment-and-repair) in Paint and Coatings.
- Paint the repair area. Refer to «Basecoat/Clearcoat Paint Systems»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__basecoatclearcoat-paint-systems) in Paint and Coatings.
- Install all related panels and components.
- Connect the negative battery cable. Refer to «Battery Negative Cable Disconnect/Connect Procedure (LA1)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) or «Battery Negative Cable Disconnect/Connect Procedure (LY7)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) in Engine Electrical.
Removal Procedure
| IMPORTANT | If the damage exceeds the recommended area for sectioning and the rail cannot be straightened, the complete rail must be replaced. |
Sectioning procedures have been developed to simplify repair of the lower rails, providing the majority of the damage can be returned to factory specifications. This allows the damaged front section to be replaced without performing a full rail replacement. The rails come as a complete assembly. The front portion of the rail and bumper brackets are also serviced separately.
| IMPORTANT | Failure to follow the instructions included with the service rail may lead to improper rail sectioning, which may compromise the structural integrity of the vehicle. |
Scheme 175
Scheme 176
Scheme 177
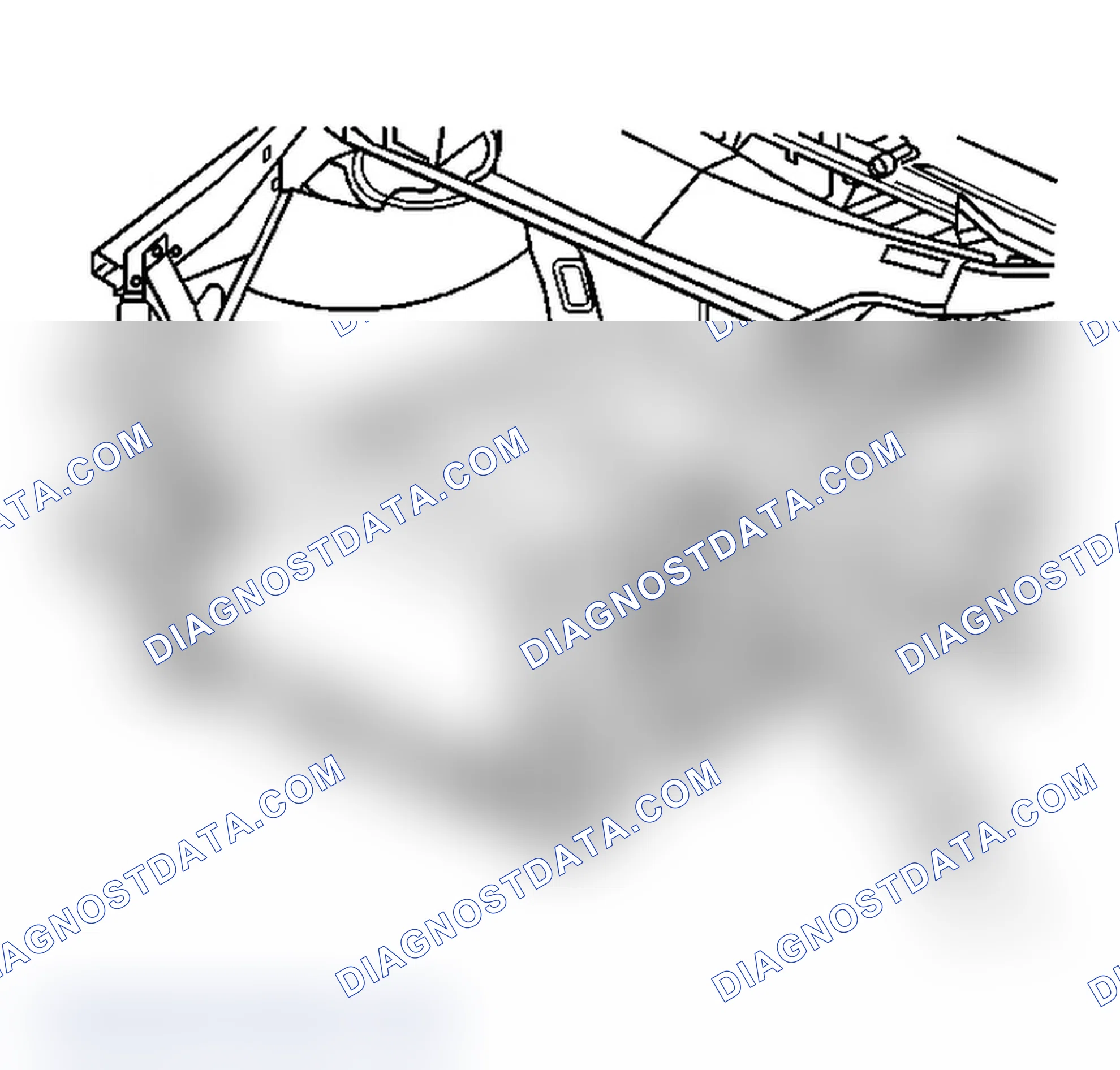
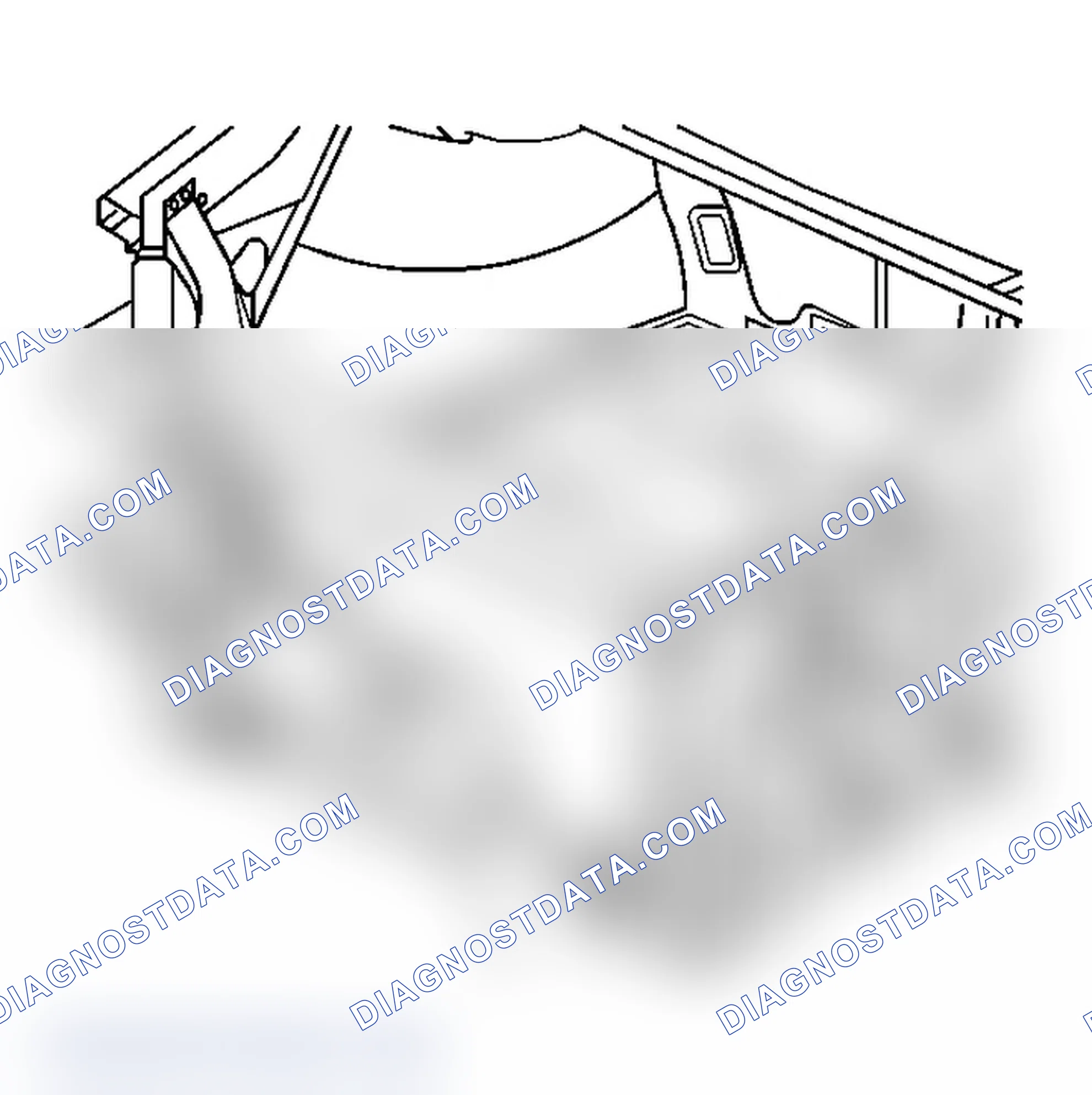
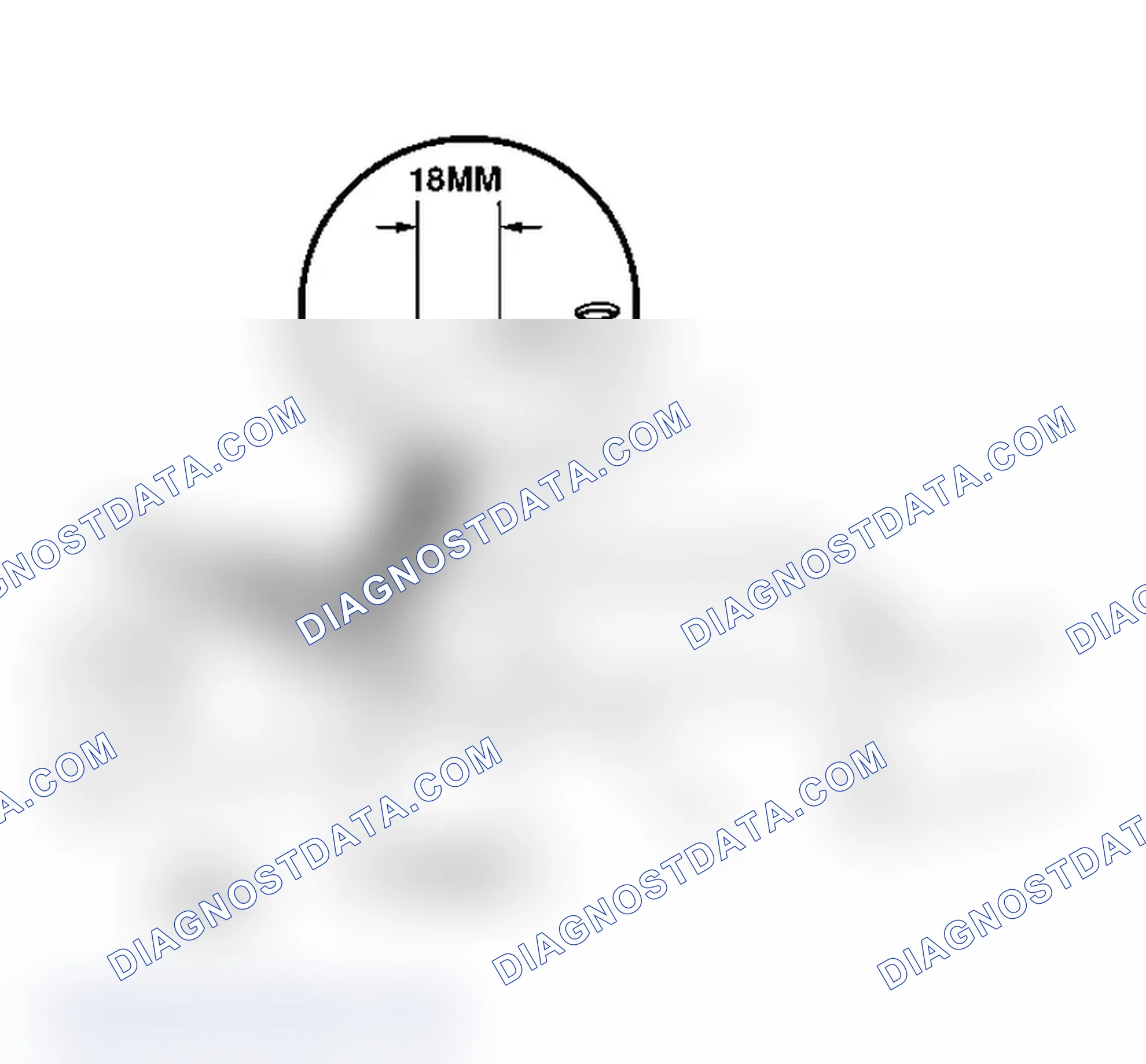
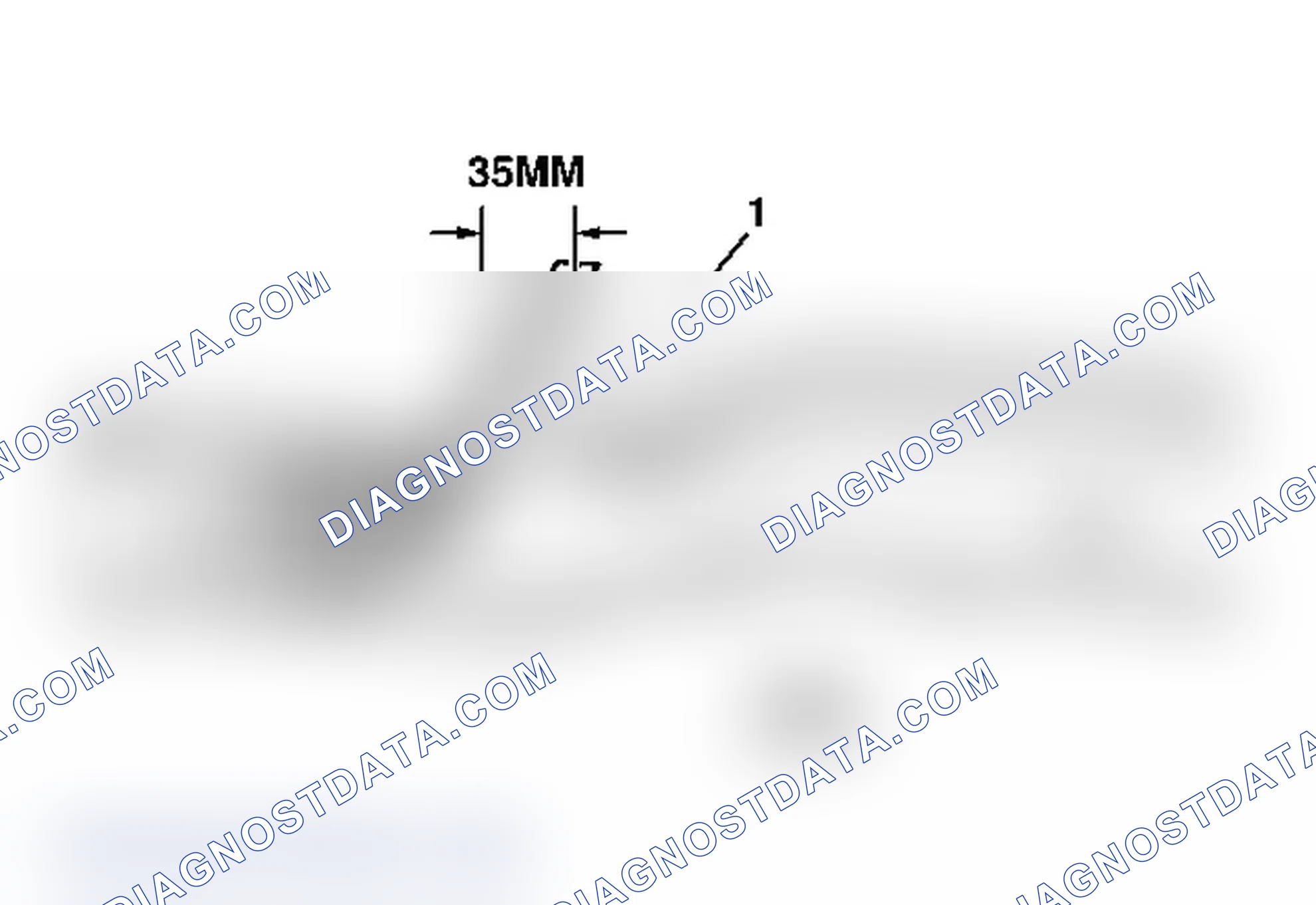
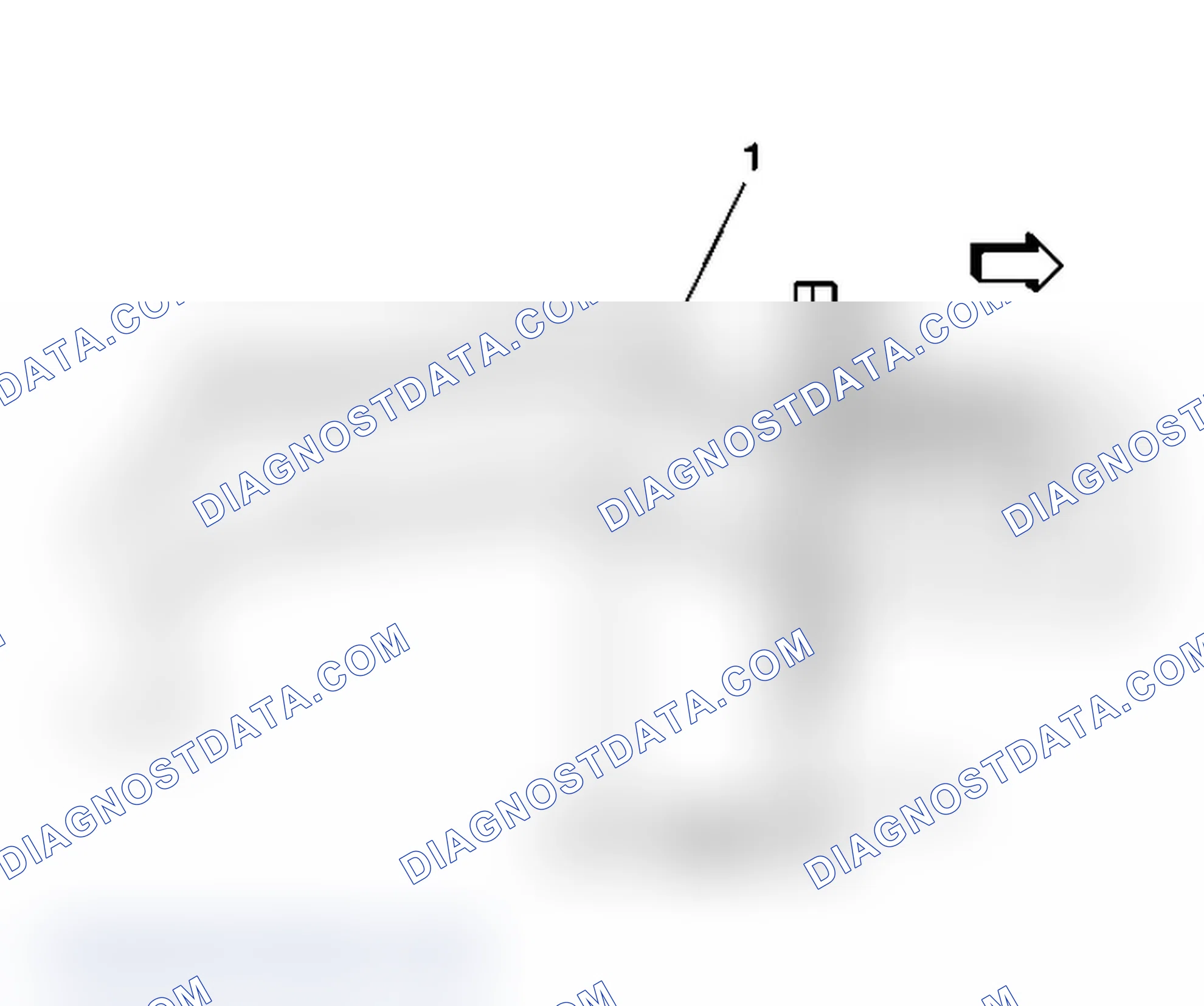
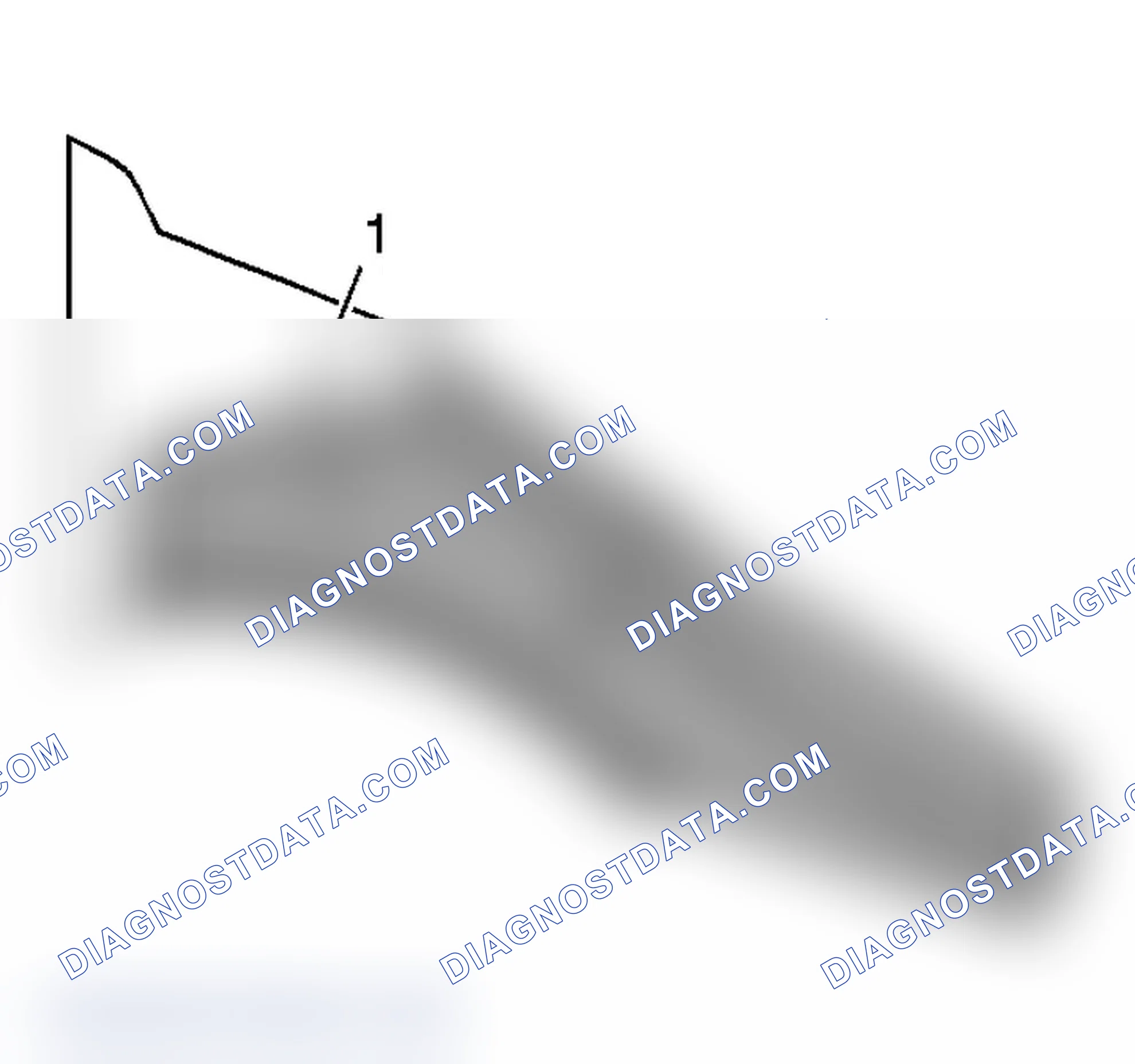
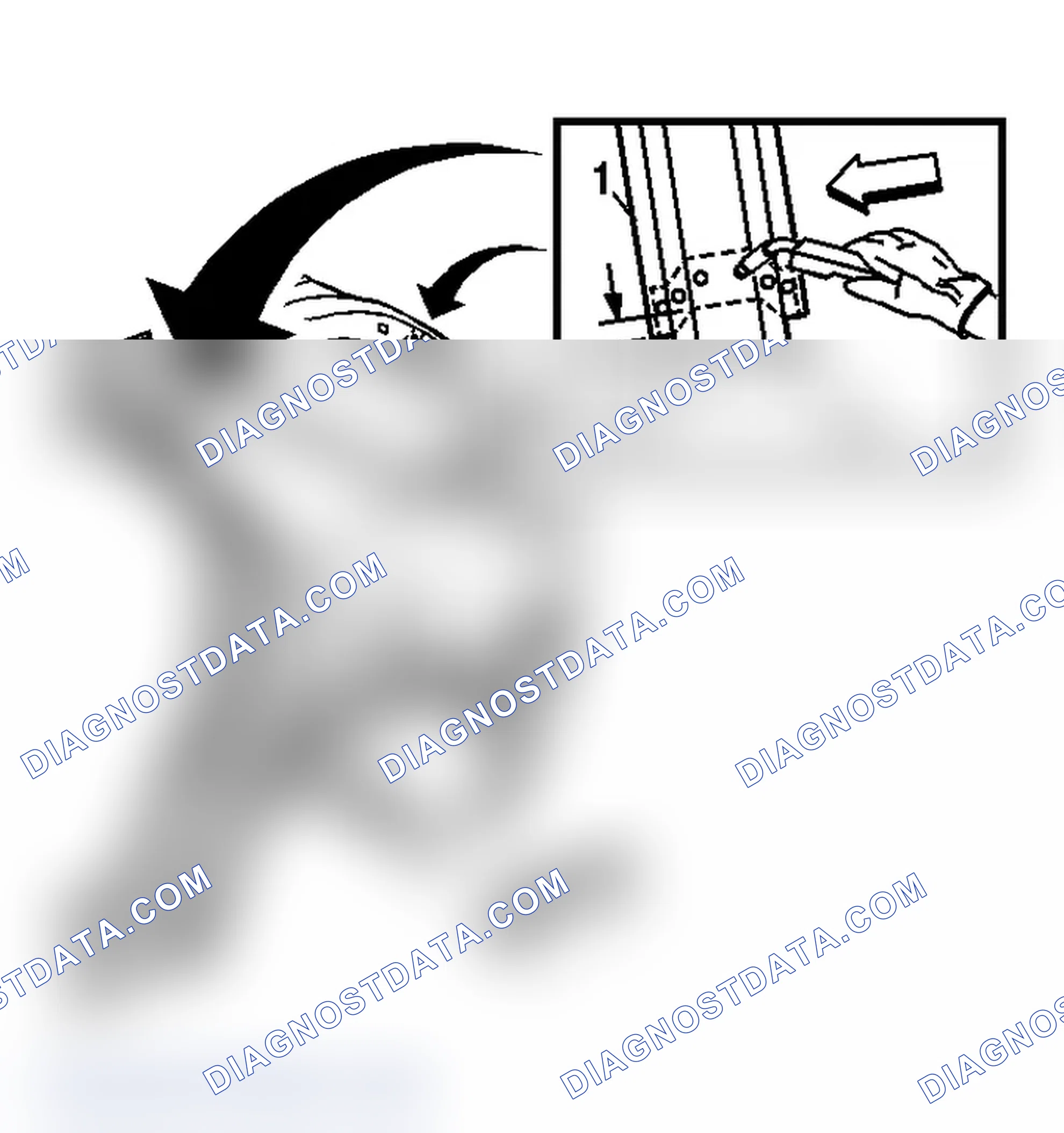
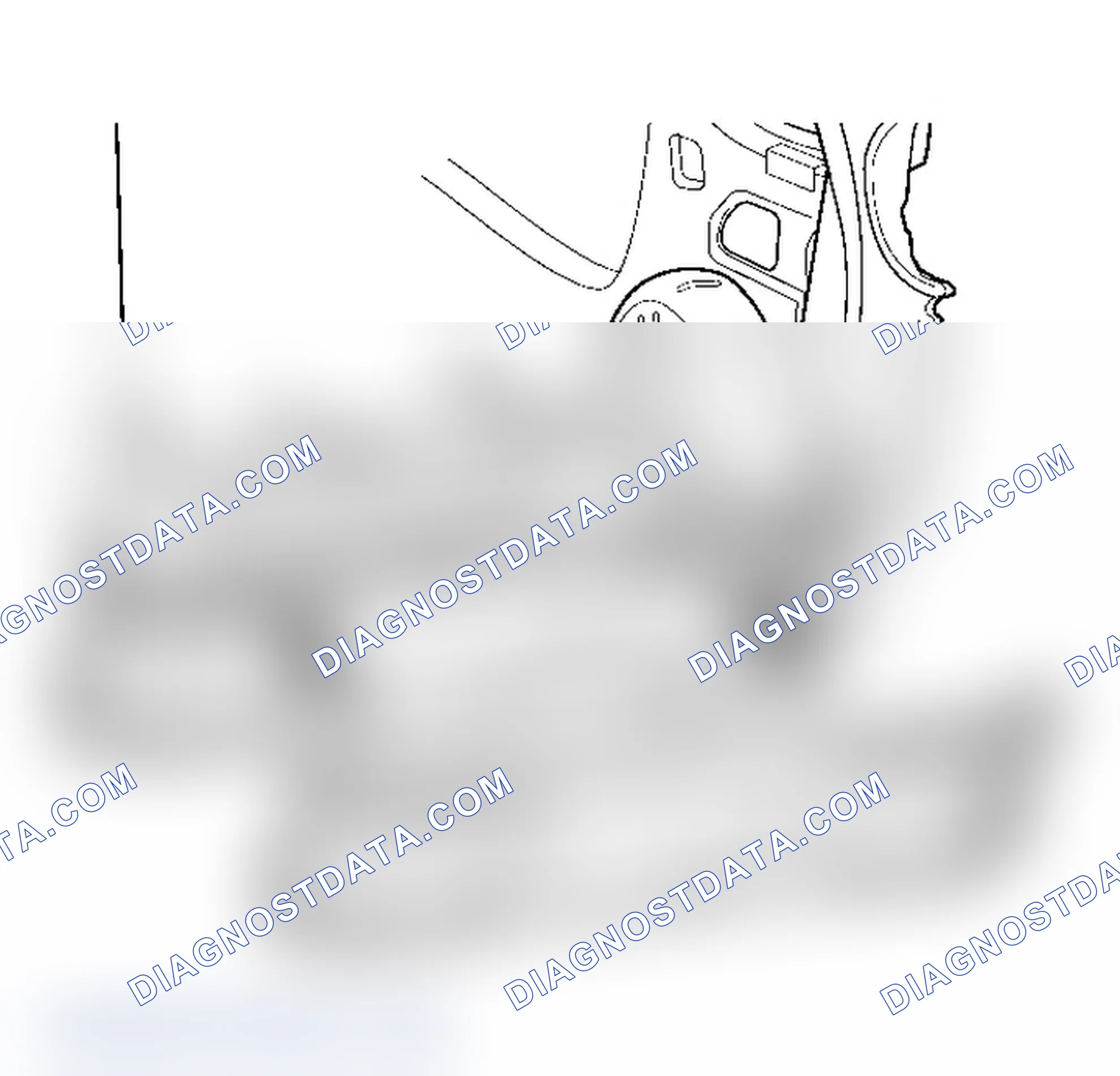
- On top of the rail, locate the last cut-out square (1). Measure forward 8 mm (5/16 in) and scribe a line.
- Add 10 mm (13/32 in) and scribe a second line. The second line 35 mm (1 3/8 in) is the cut location. The additional 10 mm (13/32 in) will be used to create a flange for welding the new service part to the vehicle.
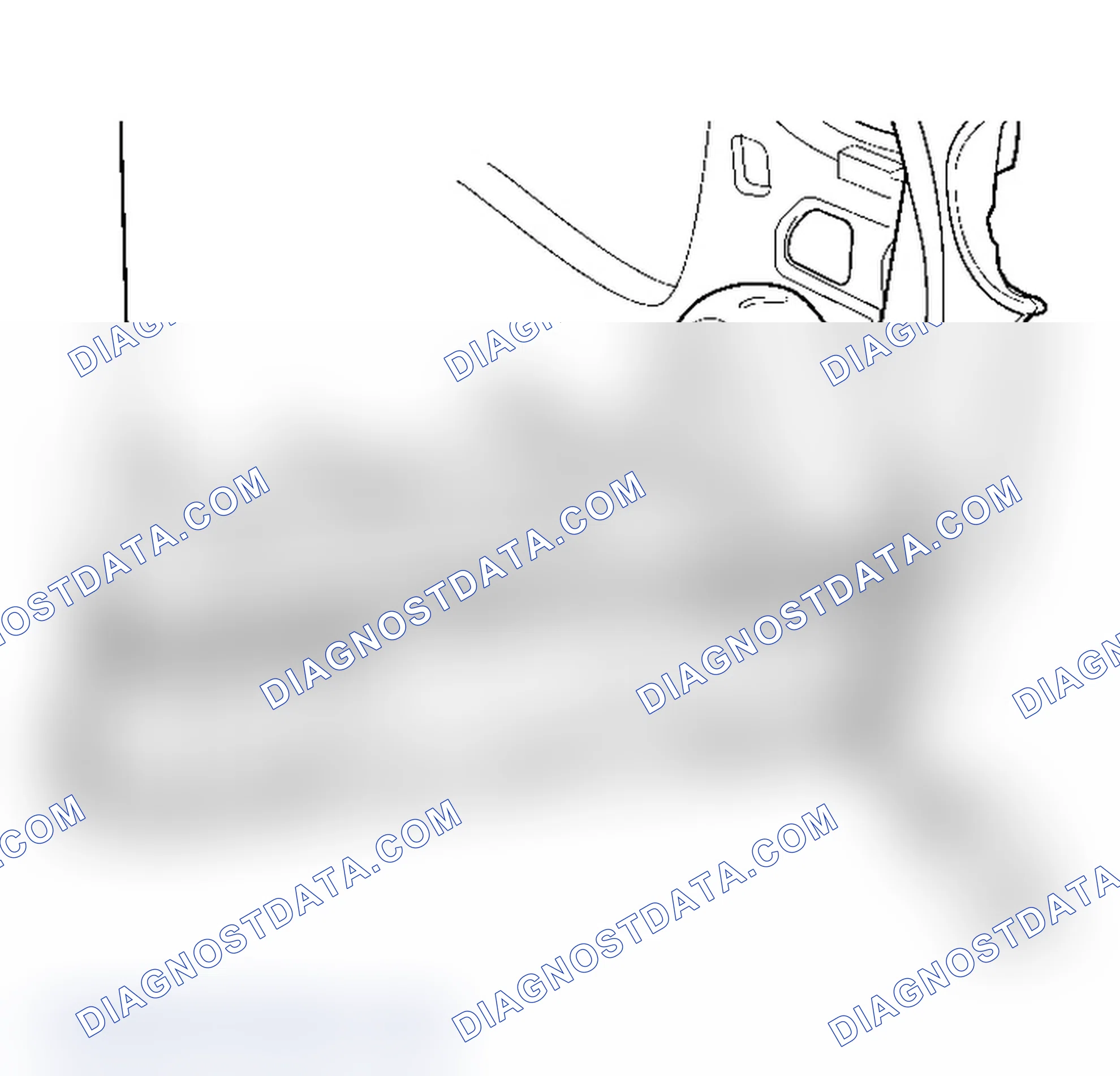
- On the outboard side of the rail, locate the fixturing hole (2). Measure forward 150 mm (5-29/32 in) and mark the location. Scribe a straight line on the rail.
- Measure forward 10 mm (13/32 in) and scribe a second line. The second line 160 mm (6 5/16 in) is the cut location.
- On the inboard side of the rail, locate the brake line pass-thru hole (1). At the larger hole, pull the tape measure from the forward edge of the hole and mark a line at 376 mm (14-1/4 in). Scribe a line with a straight edge, making sure it is square to inboard and top rail markings.
- Measure forward 10 mm (13/32 in) and scribe a second line. The second line 386 mm (15 1/8 in) is the cut location.
- Cut through the three sides of the rail.
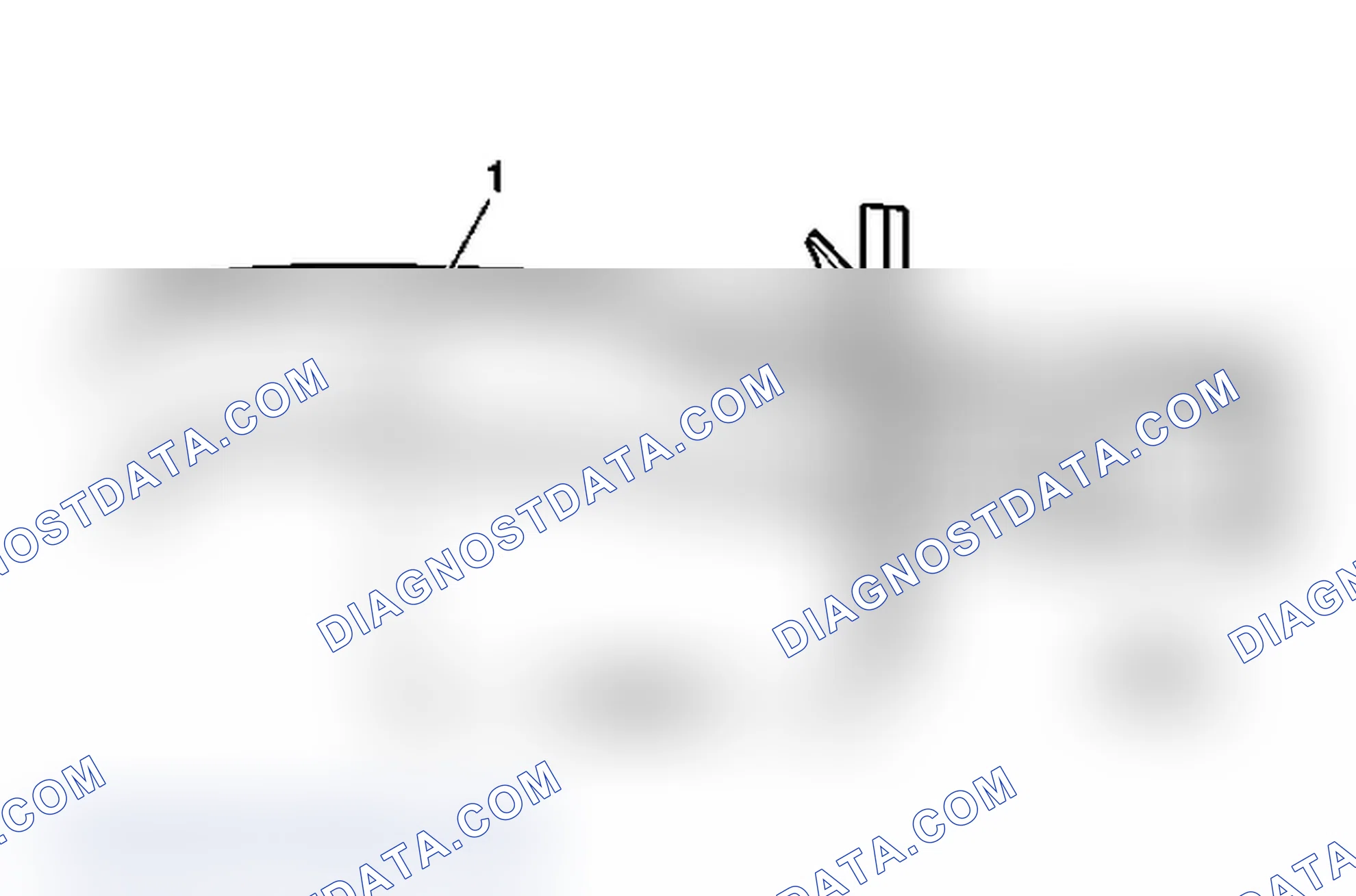
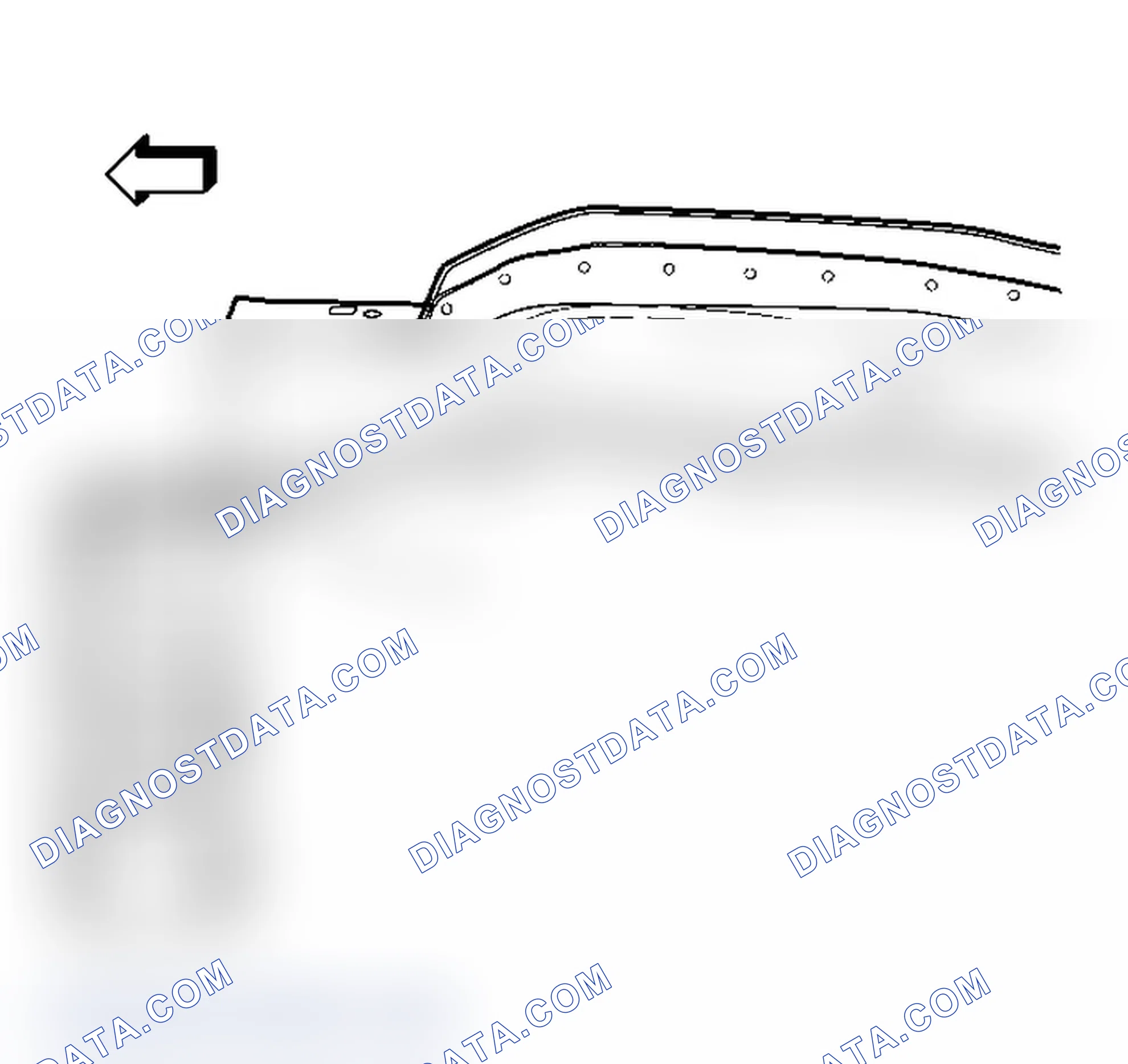
- On the bottom of the damaged rail, scribe a line from the outboard to the inboard cut locations and cut the remainder of the rail (1) from the vehicle.
- Remove the damaged section of the rail.
Scheme 178
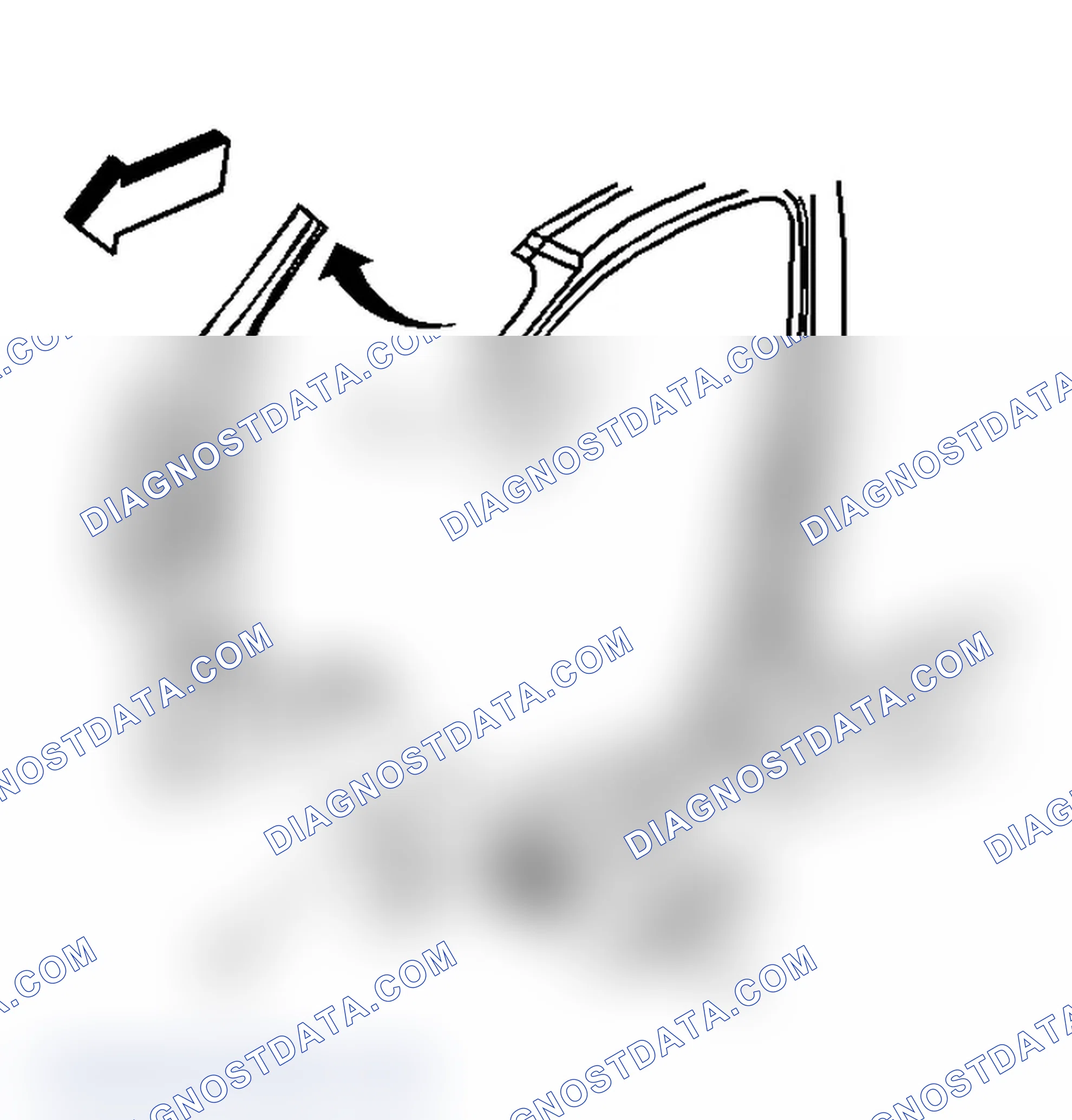
Scheme 178: Installation Procedure
Scheme 179
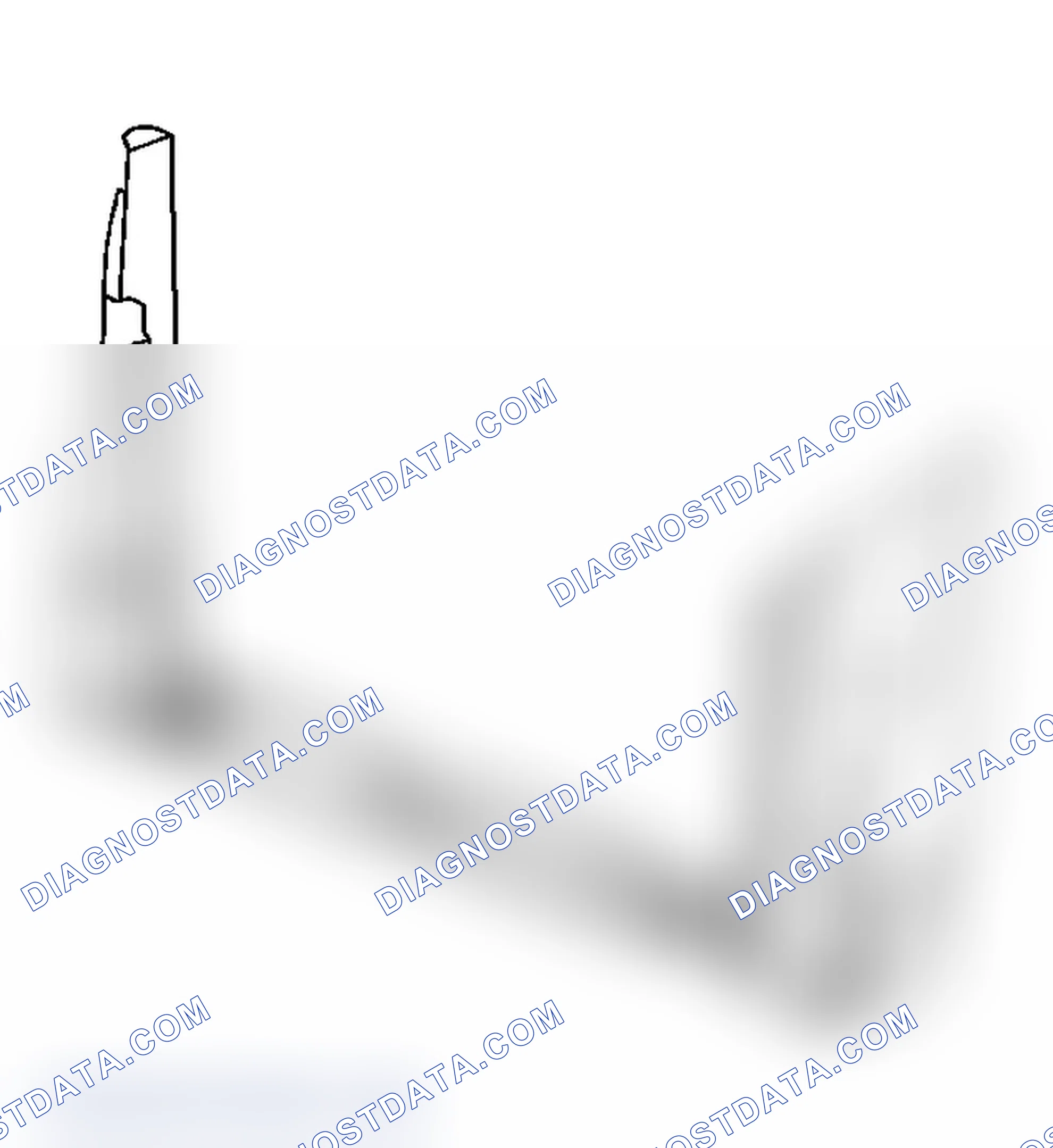
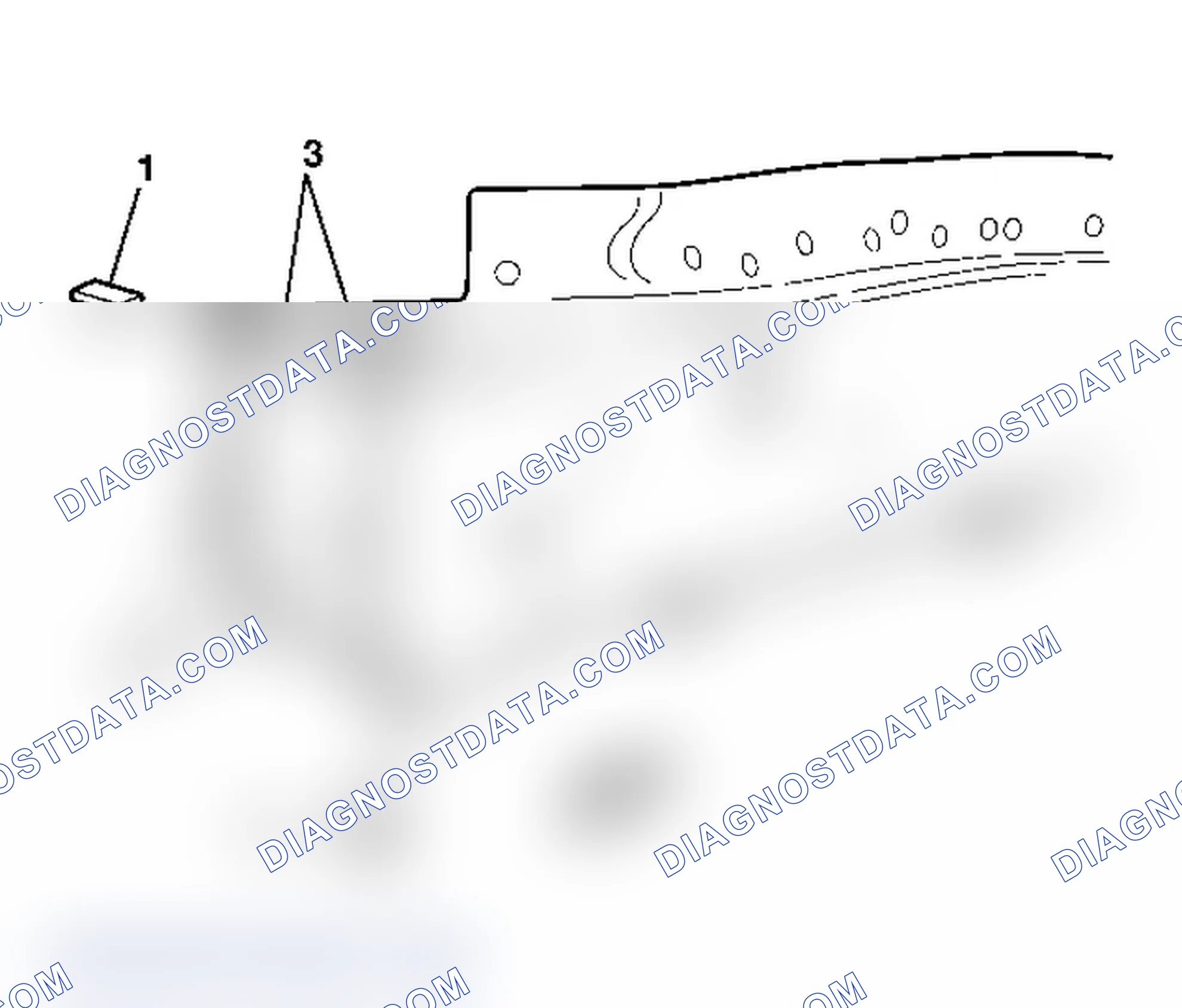
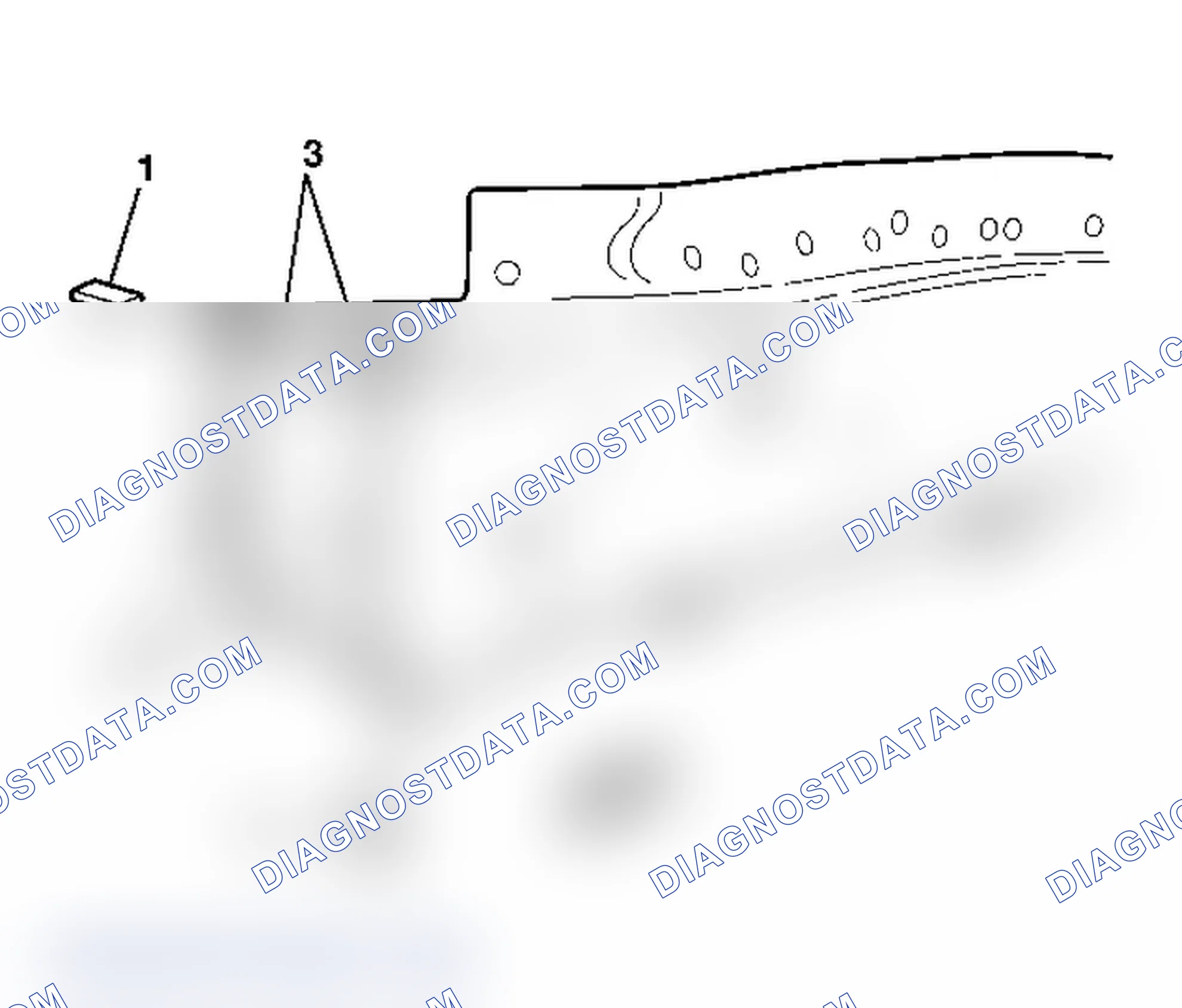
- On the original rail, cut and remove 10 mm (13/32 in) of the outboard (1) and downward (2) turned flanges of the rail. Cut 10 mm (13/32 in) gaps along the corners of the original rail.
- Step the top, bottom and side tabs inward (3) to allow the service part to fit over the original rail.
- Clean and prepare mating surfaces as necessary.
- Position the service part over the original rail. Align and check fit using three-dimensional measuring equipment.
- Stitch weld along the entire sectioning joint. Make 25 mm (1 in) welds along the seam with 25 mm (1 in) gaps between them.
- Go back and complete the stitch weld. This will create a solid weld joint with minimal heat distortion.
- Clean and prepare all welded surfaces. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-01 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Prime with two-part catalyzed primer.
- Apply sealers and anti-corrosion materials as necessary.
- Install all related panels and components.
| IMPORTANT | If the damage exceeds the recommended area for sectioning and the rail cannot be straightened, the complete rail must be replaced. |
Sectioning procedures have been developed to simplify repair of the lower rails, providing the majority of the damage can be returned to factory specifications. This allows the damaged front section to be replaced without performing a full rail replacement. The rails come as a complete assembly. The front portion of the rail and bumper brackets are also serviced separately.
| IMPORTANT | Failure to follow the instructions included with the service rail may lead to improper rail sectioning, which may compromise the structural integrity of the vehicle. |
Scheme 180
Scheme 181
Scheme 182
Scheme 183
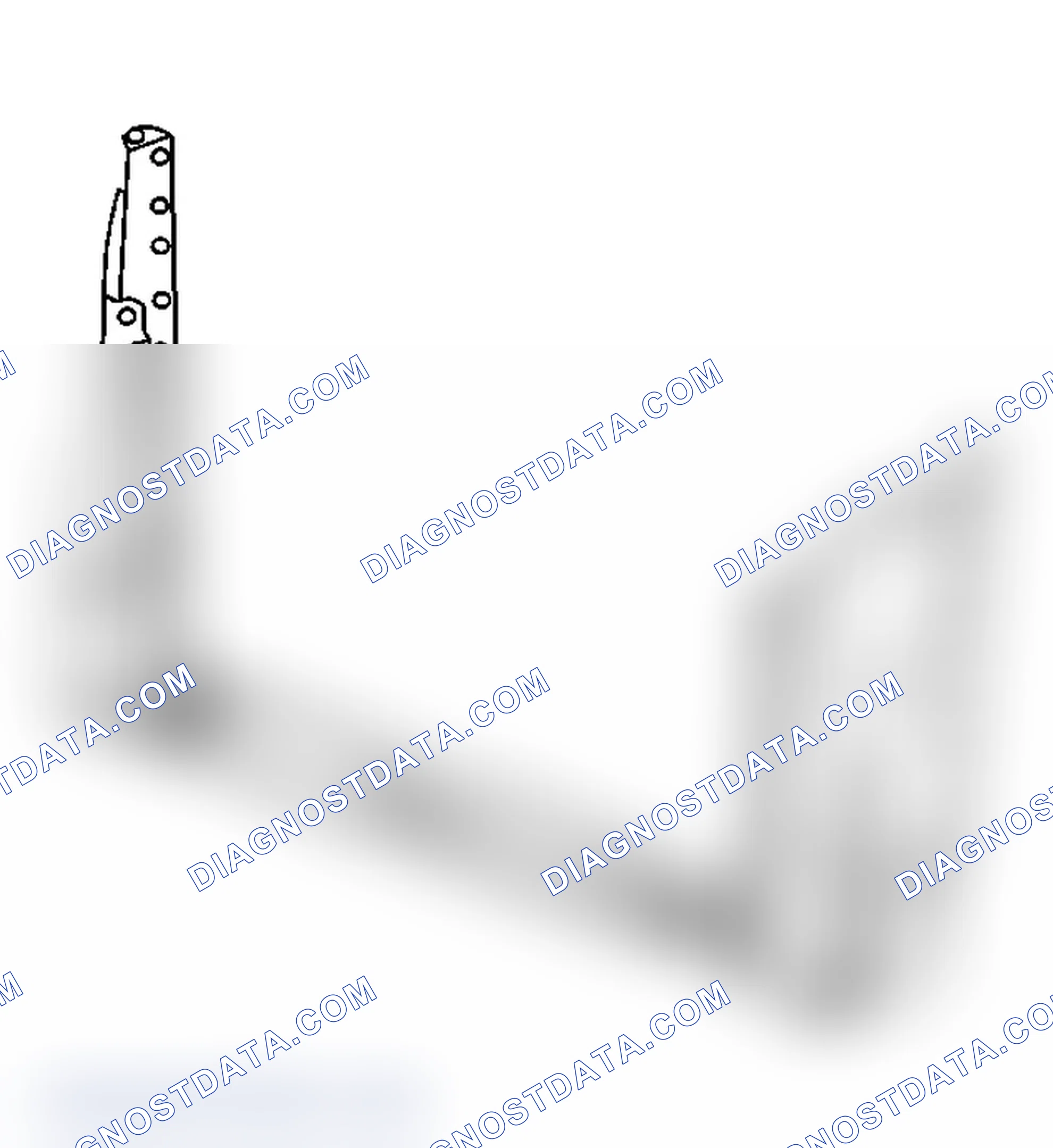
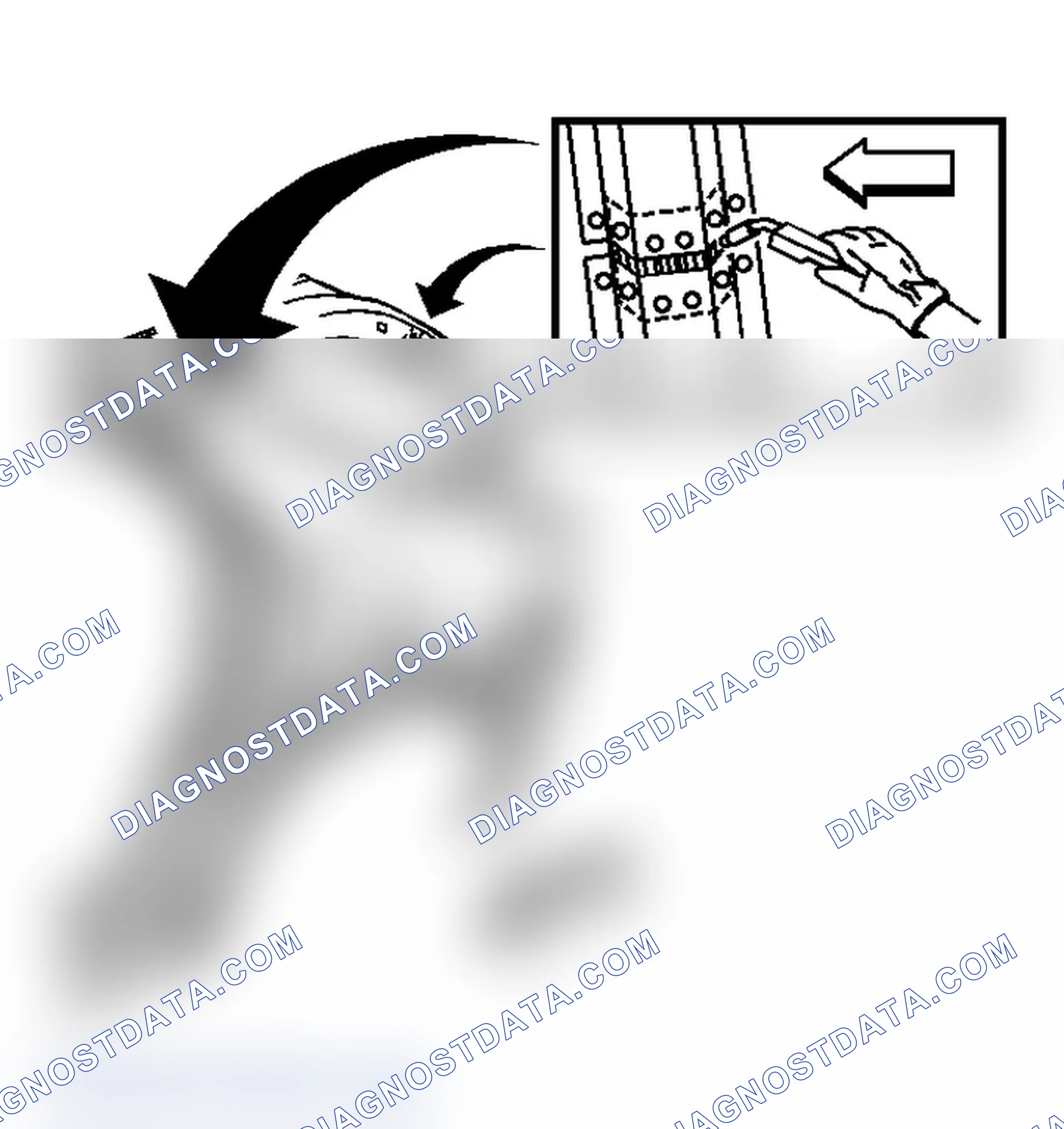
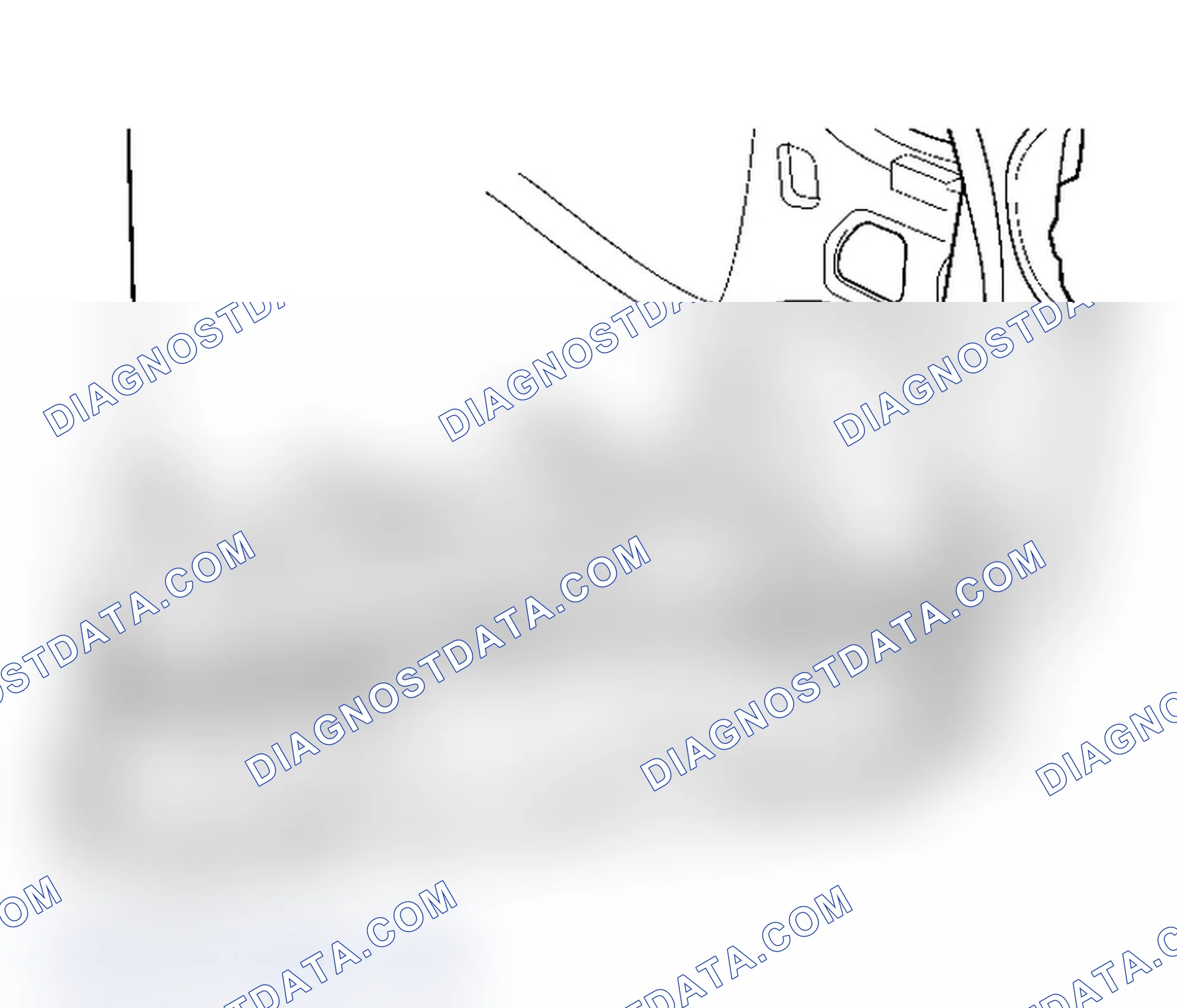
- On top of the rail, locate the cut-out square (1). From the top edge of the square, measure forward 25 mm (1 in) and scribe a line.
- Add 10 mm (13/32 in) and scribe a second line. The second line 35 mm (1 3/8 in) is the cut location. The additional 10 mm (13/32 in) will be used to create a flange for welding the new service part to the vehicle.
- On the outboard side of the rail, locate the brake line pass-thru hole (1). At the larger hole, pull the tape measure from the forward edge of the hole and mark a line at 392 mm (15 7/16 in). Scribe a line with a straight edge, making sure it is square to inboard and top rail markings.
- Locate hole (1), on the inboard side of the rail. Measure forward 140 mm (5 1/2 in) and mark the location. Scribe a straight line on the rail.
- Measure forward 10 mm (13/32 in) and scribe a second line. The second line 150 mm (5 29/32 in) is the cut location (2).
- Cut through three sides of the rail.
- On the bottom of the damaged rail, scribe a line from the outboard to the inboard cut locations and cut the remainder of the rail (1) from the vehicle.
- Remove the damaged section of the rail.
Scheme 184
Scheme 184: Installation Procedure
- On the original rail, cut and remove 10 mm (13/32 in) of the outboard (1) and downward (2) turned flanges of the rail. Cut 10 mm (13/32 in) gaps along the corners of the original rail (3).
- Step the top, bottom, and side tabs inward (4) to allow the service part to fit over the original rail.
- Clean and prepare mating surfaces as necessary.
- Position the service part (1) over the original rail. Align and check fit using three-dimensional measuring equipment.
- Stitch weld along the entire sectioning joint. Make 25 mm (1 in) welds along the seam with 25 mm (1 in) gaps between them.
- Go back and complete the stitch weld. This will create a solid weld joint with minimal heat distortion.
- Clean and prepare all welded surfaces. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-01 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Prime with a two-part catalyzed primer.
- Apply sealers and anti-corrosion materials as necessary.
- Install all related panels and components.
Scheme 185
Scheme 185: Removal Procedure
Scheme 186
Scheme 187
Scheme 188
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Sealers Sound deadeners Anti-corrosion materials
- Perform the necessary procedures to gain access to repair. Refer to «Radiator Support Replacement - Upper»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) «Rail Replacement - Upper»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) , «Radiator Support Replacement - Lower»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) , or to «Wheelhouse Sectioning - Front»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) .
- Locate and drill out all factory welds. Note the number and location of welds for installation of the service part. IMPORTANT: Do not damage any inner panels or reinforcements.
- Cut the inner-upper rail.
- Remove the damaged front inner upper rail.
Scheme 189
Scheme 189: Installation Procedure
Scheme 190
Scheme 191
Scheme 192
Scheme 193
Scheme 194
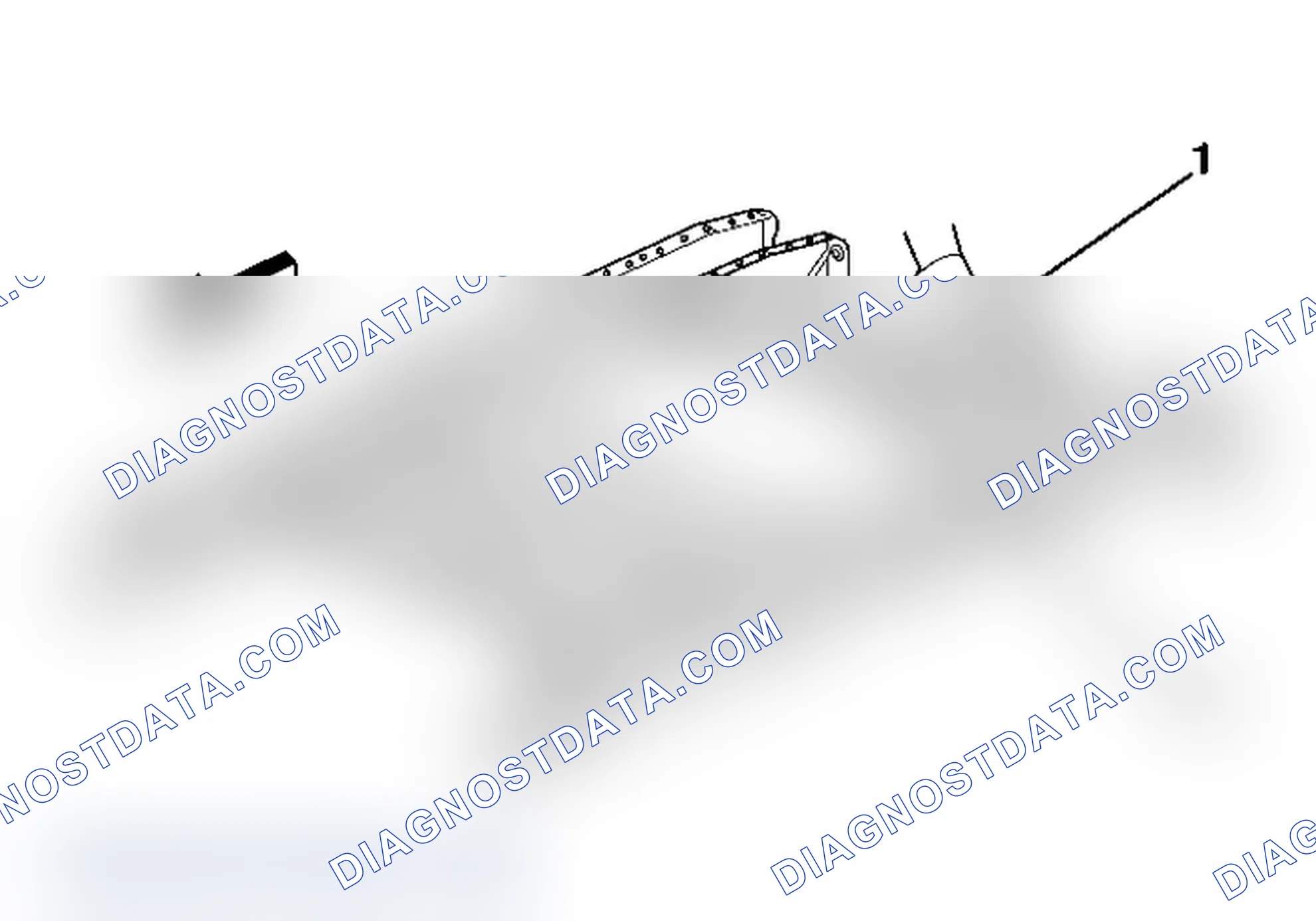
- Mark the service part at the inboard contour (1) to create a weld flange.
- Cut the service part. IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16 in) plug weld holes in the service part as necessary in the locations noted from the original panel.
- Drill 8 mm (5/16 in) plug weld holes along the sectioning cut on the service part. Locate these holes 40 mm (1 1/2 in) apart.
- Prepare all attachment surfaces as necessary.
- Apply weld-through primer to all bare metal surfaces.
- Align the service part over the stepped tab using dimensional measuring equipment.
- Plug weld accordingly.
- Clean and prepare all welded surfaces. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-01 GM Approved Refinish Materials, for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Apply an approved anti-corrosion primer.
- Apply sealers and refinish as necessary.
- Complete the necessary procedures. Refer to «Radiator Support Replacement - Upper»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) «Rail Replacement - Upper»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) , «Radiator Support Replacement - Lower»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) , or to «Wheelhouse Sectioning - Front»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) .
- Install all other related components.
Scheme 195
Scheme 195: Removal Procedure
Scheme 196
Scheme 197
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Sealers Sound deadeners Anti-corrosion materials
- Separate the floor pan reinforcement (1) weld flanges from the inside of the lower rail. Care must be taken not to damage the weld flanges. IMPORTANT: Do not damage any inner panels or reinforcements
- Locate and drill out all factory welds. Note the number and location of the welds for installation of the front lower rail.
- Remove the damaged rail.
Scheme 198
Scheme 198: Installation Procedure
Scheme 199
Scheme 200
- Prepare the mating surface of the floor pan reinforcement (1).
- Turn the weld flanges outward (2) to be welded to the front lower rail.
- Drill 8 mm (5/16 in) plug weld holes as necessary in the locations noted from the removal.
- Position the front rail inner reinforcement (1).
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Position the service part.
- Plug weld accordingly.
- Clean and prepare all of the welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners Sealers
- Refinish as necessary.
- Install all related panels and components.
Scheme 201
Scheme 202
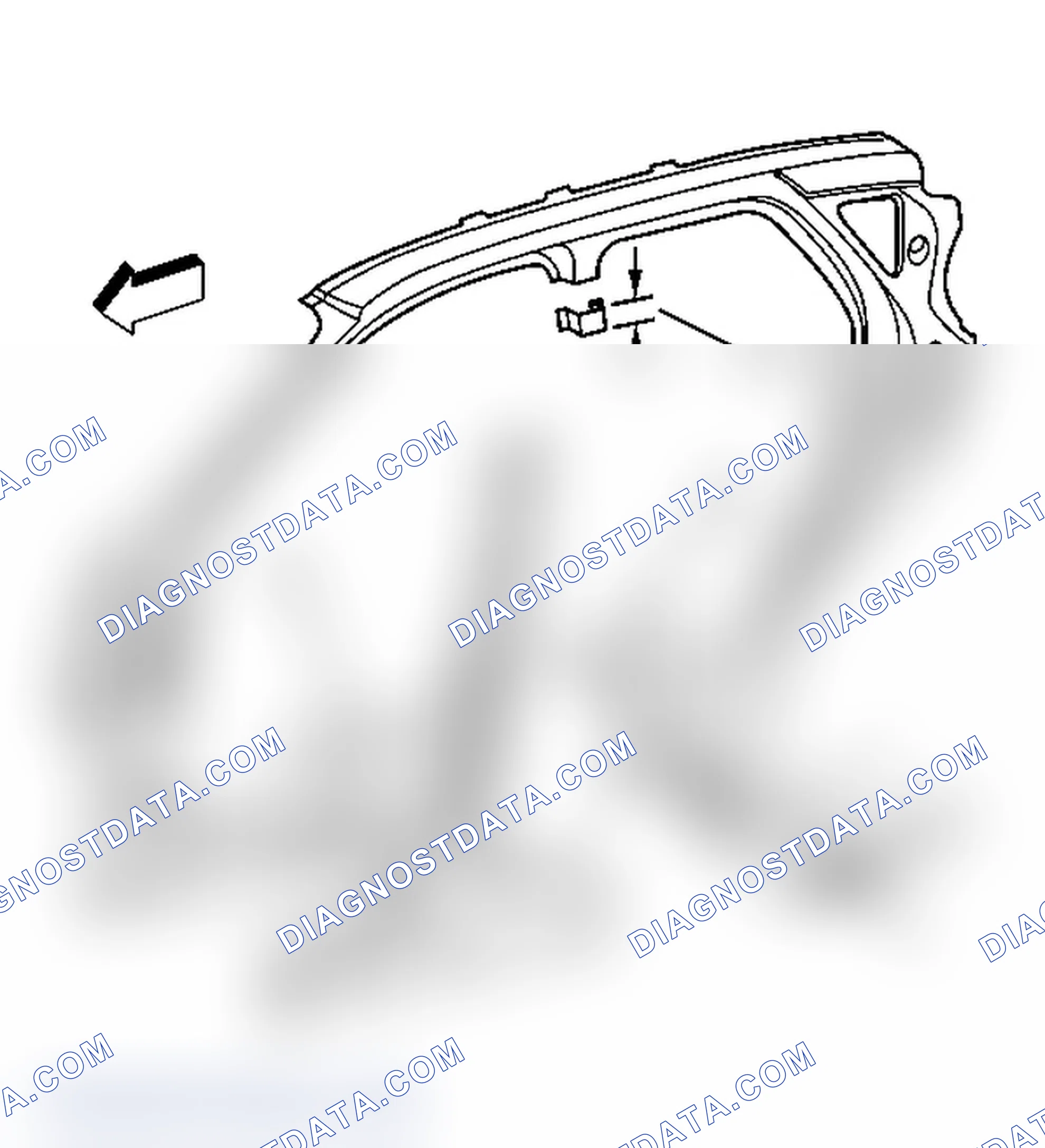
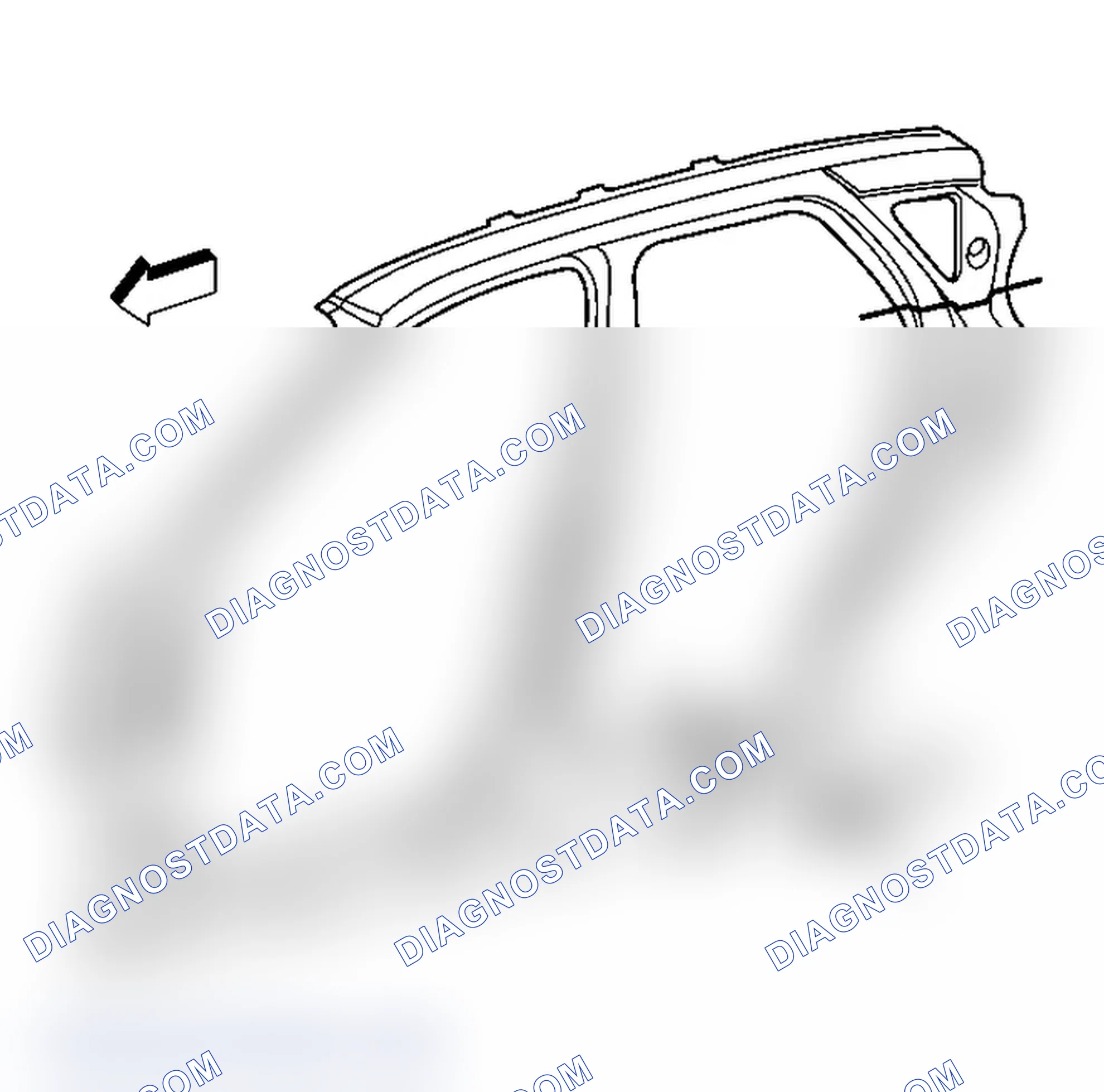
Scheme 202: Removal Procedure
Scheme 203
Scheme 204
Scheme 205
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers
- Locate and mark for sectioning of the front hinge pillar and the center pillar. By measuring from the lower edge of the guide holes (1) downward 30 mm (1 3/8 in).
- Locate and mark for sectioning of the rear lock pillar with quarter panel removed (2).
- Scribe a line horizontally to the rocker. IMPORTANT: Do not damage any inner panels or reinforcements.
- Cut the panel where sectioning is to be performed.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the rocker panel.
- Remove the damaged rocker panel.
Scheme 206
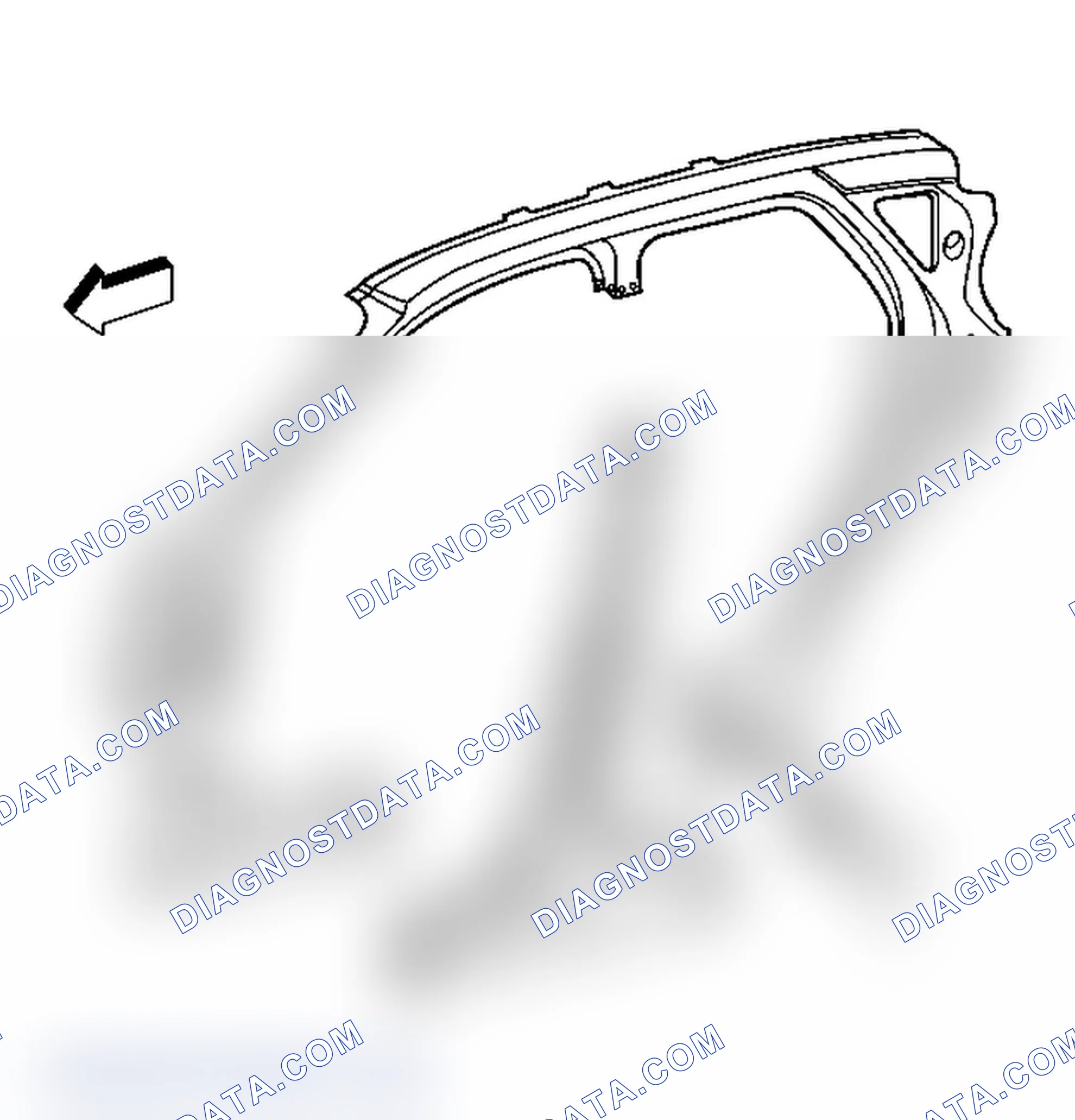
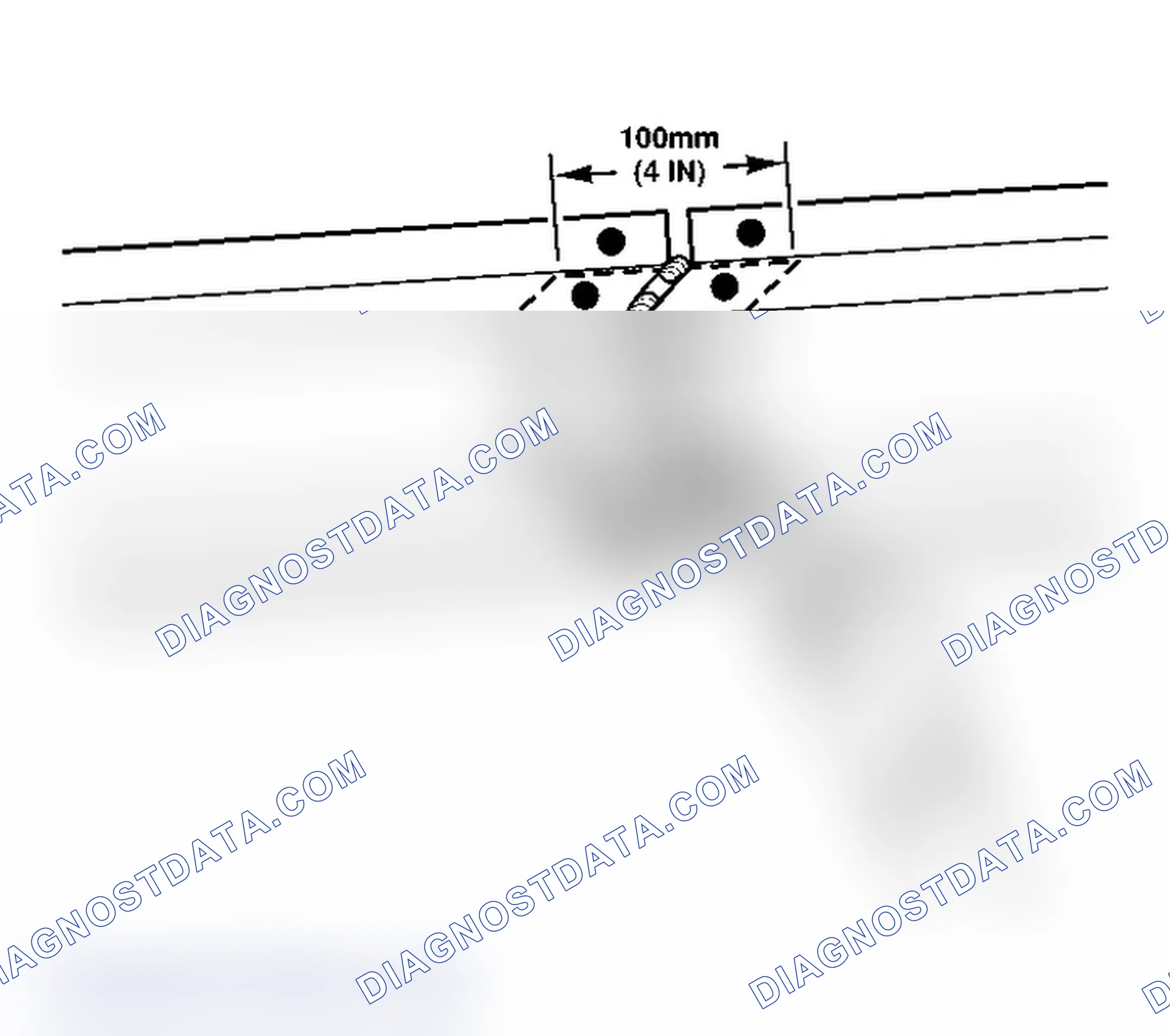
Scheme 206: Installation Procedure
Scheme 207
Scheme 208
Scheme 209
Scheme 210
- Cut the replacement service part in corresponding locations to fit the remaining original panel. The sectioning joint should be trimmed to allow a gap of one-and-one half times the metal (1) thickness at the sectioning joint.
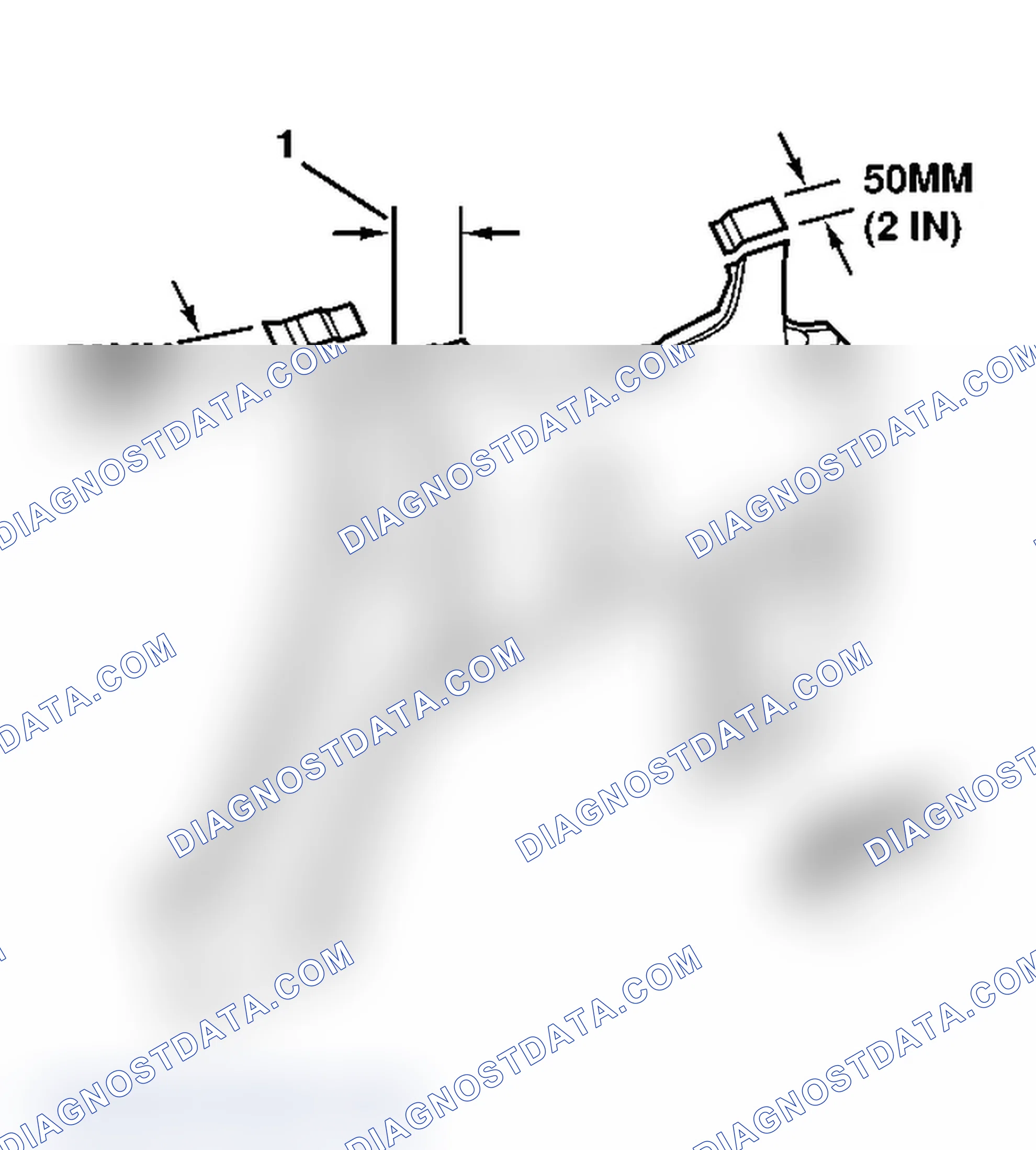
- In the rear lock pillar create a 50 mm (2 in) backing plate (1) from the unused portion of the door frame opening. Trim the backing plate as necessary to fit behind the sectioning joint.
- Use the lower hinge reinforcement (2) as the backing plate in the front hinge pillar and the center hinge pillar.
- Drill 8 mm (5/16) plug weld holes along the sectioning cut on the remaining original part. IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16) plug weld holes as necessary in locations noted from the original panel and along the sectioning cut.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Fit the backing plate (3) halfway into the sectioning joint (1) clamp and plug weld to the vehicle (2).
- Align the rocker panel using three-dimensional measuring equipment.
- Plug weld accordingly.
- To create a solid weld with minimum distortion, make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between them. Then complete the stitch weld. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers
Scheme 211
Scheme 212
Scheme 213
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers IMPORTANT: Do not damage any inner panels or reinforcements.
- Cut the panel where sectioning is to be performed.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the service part.
- Remove the damaged center pillar.
Scheme 214
Scheme 214: Installation Procedure
Scheme 215
Scheme 216
Scheme 217
Scheme 218
- Cut the replacement center pillar in corresponding locations to fit the remaining original panel. The sectioning joint should be trimmed to allow a gap of one-and-one-half times the metal (1) thickness at the sectioning joint.
- In the center pillar, create a 50 mm (2 in) backing plate (1) from the unused portion of the door frame opening. Trim the backing plate as necessary to fit behind the sectioning joint.
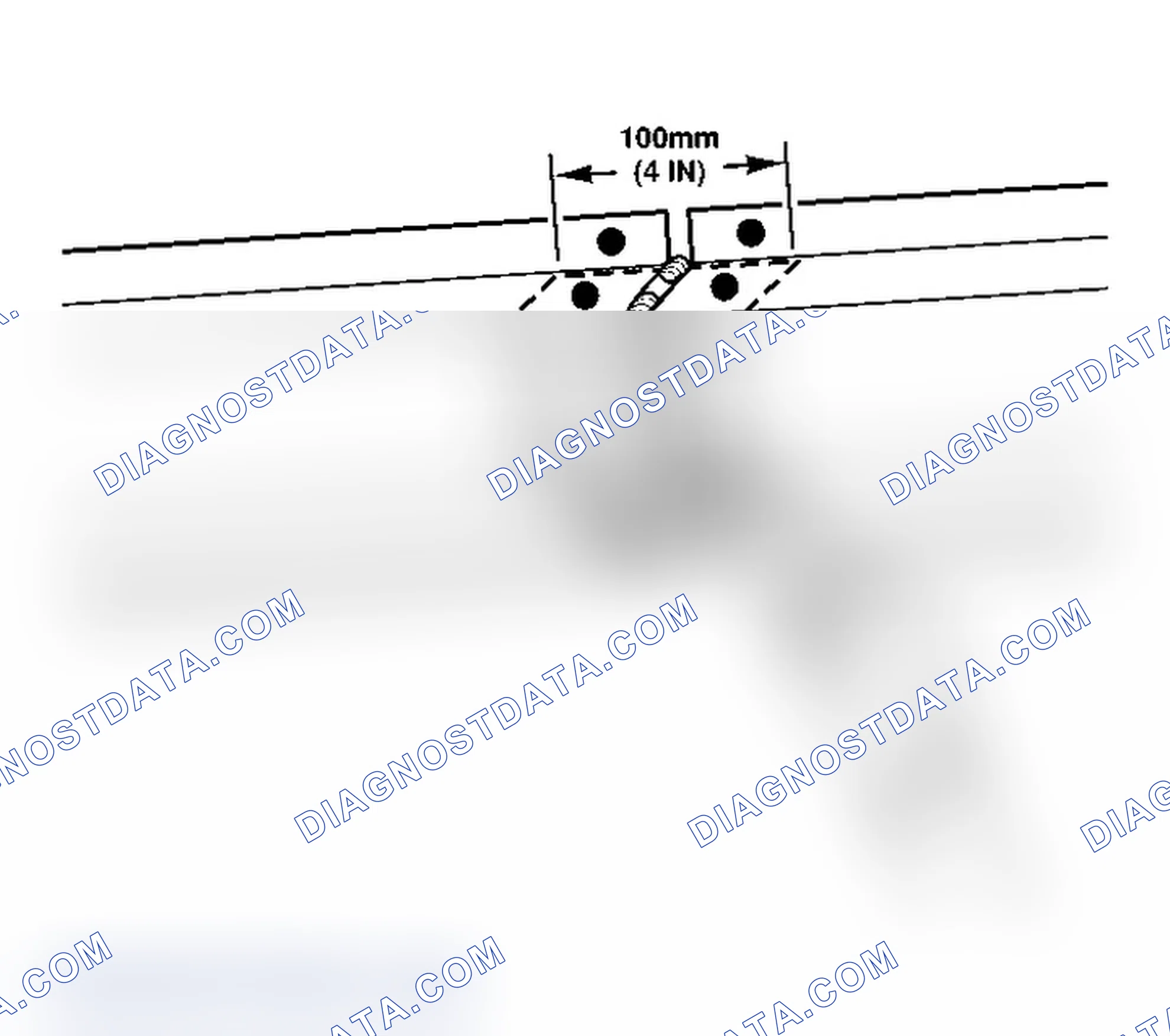
- In the rocker locations, create a 100 mm (4 in) backing plate (2) from the unused portion of the door frame opening. Trim the backing plate as necessary to fit behind the sectioning joint.
- Drill 8 mm (5/16 in) plug weld holes along the sectioning cut on the remaining original part. IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16) plug weld holes as necessary in locations noted from the original panel.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Fit the backing plate (1) halfway into the sectioning joint (2) clamp and plug weld to the vehicle (3).
- Align the center pillar using three-dimensional measuring equipment.
- Plug weld accordingly.
- To create a solid weld with minimum heat distortion, make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between them. Then go back and complete the stitch weld. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers
- Install all related panels and components.
Scheme 219
Scheme 220
Scheme 221
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers IMPORTANT: Do not damage any inner panels or reinforcements.
- Cut the panel where sectioning is to be performed.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the service part.
- Remove the damaged rear lock pillar.
Scheme 222
Scheme 222: Installation Procedure
Scheme 223
Scheme 224
Scheme 225
Scheme 226
- Cut the replacement rear lock pillar in corresponding locations to fit the remaining original panel. The sectioning joint should be trimmed to allow a gap of one-and-one-half times the metal (1) thickness at the sectioning joint.
- In the rear lock pillar, create a 50 mm (2 in) backing plate (1) from the unused portion of the door frame opening panel. Trim the backing plate as necessary to fit behind the sectioning joint.
- In the rocker locations, create a 100 mm (4 in) backing plate (2) from the unused portion of the door frame opening. Trim the backing plate as necessary to fit behind the sectioning joint.
- Drill 8 mm (5/16 in) plug weld holes along the sectioning cut on the remaining original part. IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16 in) plug weld holes as necessary in locations noted from the original panel and along the sectioning cut.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Fit the backing plate (1) halfway into the sectioning joint (2) clamp and plug weld to the vehicle (3).
- Align the rear lock pillar using three-dimensional measuring equipment.
- Plug weld accordingly.
- To create a solid weld with minimum heat distortion, make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between them. Then go back and complete the stitch weld. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers
- Install all related panels and components.
Scheme 227
Scheme 227: Removal Procedure
Scheme 228
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers IMPORTANT: Do not damage any inner panels or reinforcements.
- Cut the panel where sectioning is to be performed.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the service part.
- Remove the damaged front hinge pillar.
Scheme 229
Scheme 229: Installation Procedure
Scheme 230
Scheme 231
Scheme 232
- Cut the replacement service part in corresponding locations to fit the remaining original panel. The sectioning joint should be trimmed to allow a gap of one-and-one-half times the metal (1) thickness at the sectioning joint.
- In the front hinge pillar, create a 50 mm (2 in) backing plate (1) from the unused portion of the door frame opening. Trim the backing plate as necessary to fit behind the sectioning joint.
- In the rocker locations, create a 100 mm (4 in) backing plate (2) the unused portion of the door frame opening. Trim the backing plate as necessary to fit behind the sectioning joint.
- Drill 8 mm (5/16 in) plug weld holes along the sectioning cut on the remaining original part. IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16) plug weld holes as necessary in locations noted from the original panel.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Fit the backing plate (1) halfway into the sectioning joint (2) clamp and plug weld to the vehicle (3).
- Align the front hinge pillar using three-dimensional measuring equipment.
- Plug weld accordingly.
- To create a solid weld with minimum heat distortion, make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between them. Then go back and complete the stitch weld. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners (1) Sealers
| IMPORTANT | Before beginning the repair, refer to Metal Panel Bonding for proper adhesive applicator preparations and general information. |
Scheme 233
Scheme 234
Scheme 235
Scheme 236
- Disconnect the negative battery cable. Refer to «Battery Negative Cable Disconnect/Connect Procedure (LA1)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) or «Battery Negative Cable Disconnect/Connect Procedure (LY7)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) in Engine Electrical.
- Disable the SIR system. Refer to «SIR Disabling and Enabling Zones»(/buick/rendezvous/i-2001-2007/remont/airbag/#supplemental-inflatable-restraint-system__sir-disabling-and-enabling-zones) in SIR.
- Remove the door from the vehicle. Refer to «Door Replacement - Front»(/buick/rendezvous/i-2001-2007/remont/door-locks-anti-theft-systems/#door-system-mirror-system-window-system) in Doors.
- Remove the outer door handle. Refer to «Door Handle Replacement - Front Outside»(/buick/rendezvous/i-2001-2007/remont/door-locks-anti-theft-systems/#door-system-mirror-system-window-system) in Doors.
- Remove the outside rear view mirror. Refer to «Mirror Replacement - Power»(/buick/rendezvous/i-2001-2007/remont/door-locks-anti-theft-systems/#door-system-mirror-system-window-system) in Doors.
- Locate and drill out all factory welds. Note the number and location of welds at the upper window frame and mirror locations.
- Grind the edges of the door outer panel to separate the outer door panel from the door shell.
- Remove the outer door panel.
- Remove the sealers and anti-corrosion materials from the repair area, as necessary. Refer to «Anti-Corrosion Treatment and Repair»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__anti-corrosion-treatment-and-repair) in Paint/Coatings.
- Straighten the edges of the door shell.
Scheme 237
Scheme 237: Installation Procedure
Scheme 238
Scheme 239
Scheme 240
Scheme 241
Scheme 242
Scheme 243
- Grind the surface of the door shell mating flanges to bare steel.
- Scuff the opposing mating surfaces of the door outer panel to remove the gloss of the E-Coat.
- Drill plug weld holes 8 mm (5/16 in) deep as necessary in locations noted from the original panel. IMPORTANT: If the location of the original plug weld holes can not be determined, or if structural weld-thru adhesive is present, space the plug weld holes every 25.4 mm (1 in) apart.
- Prepare all mating surfaces as necessary.
- Apply 3M® Weld-Thru coating P/N 05916 or equivalent to all mating surfaces IMPORTANT: The adhesive has a 40-50 minute working time. Do not allow the door to totally cure off the vehicle, or proper alignment of the door outer panel to the door shell will be difficult.
- Apply a 3-6 mm (1/8 to 1/4 in) bead of metal panel bonding adhesive GM P/N 12378566/7 (Canadian P/N 88901674/5) or equivalent to both of the mating surfaces.
- Using a small acid brush, spread a coat of adhesive to cover all the bare metal surfaces to ensure corrosion protection.
- Apply a 9-13 mm (3/8 to 1/2 in) bead of metal panel bonding adhesive GM P/N 12378566/7 (Canadian P/N 88901674/5) or equivalent to the service part mating surfaces. IMPORTANT: DO NOT pull the panels apart after being joined together. Slide the panels against each other to realign the panels.
- Install the door outer panel to the door shell.
- Clamp the door outer panel into position as required.
- Using a hammer re-hem the hem flanges around the door shell. Continue to hammer in stages along the hem flanges.
- Using lacquer thinner remove the excess adhesive from the door panel area.
- Install the door to the vehicle. Inspect the door outer panel for proper alignment and adjust the alignment as required. Refer to «Door Replacement - Front»(/buick/rendezvous/i-2001-2007/remont/door-locks-anti-theft-systems/#door-system-mirror-system-window-system) in Doors.
- Remove the door from the vehicle to complete the repair.
- Metal-inert gas (MIG) weld the door outer panel to the door frame in the locations noted at the upper door frame.
- Clean and prepare all welded surfaces.
- Apply Fusor super flexible anti-flutter foam - fast set, Fusor P/N 121/124 or equivalent in 4-5 evenly spaced locations between the door outer panel and the inner safety beam.
- Apply sealers and anti-corrosion materials to the repair area as necessary. Refer to «Anti-Corrosion Treatment and Repair»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__anti-corrosion-treatment-and-repair) in Paint/Coatings.
- Paint the repaired area. Refer to «Basecoat/Clearcoat Paint Systems»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__basecoatclearcoat-paint-systems) in Paint/Coatings.
- Install the door to the vehicle. Inspect the door outer panel for proper alignment and adjust the alignment as required. Refer to «Door Replacement - Front»(/buick/rendezvous/i-2001-2007/remont/door-locks-anti-theft-systems/#door-system-mirror-system-window-system) in Doors.
- Install the outer door handle. Refer to «Door Handle Replacement - Front Outside»(/buick/rendezvous/i-2001-2007/remont/door-locks-anti-theft-systems/#door-system-mirror-system-window-system) in Doors.
- Install the outside rear view mirror. Refer to «Mirror Replacement - Power»(/buick/rendezvous/i-2001-2007/remont/door-locks-anti-theft-systems/#door-system-mirror-system-window-system) in Doors.
- Enable the SIR system. Refer to «SIR Disabling and Enabling Zones»(/buick/rendezvous/i-2001-2007/remont/airbag/#supplemental-inflatable-restraint-system__sir-disabling-and-enabling-zones) in SIR.
- Connect the negative battery cable. Refer to «Battery Negative Cable Disconnect/Connect Procedure (LA1)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) or «Battery Negative Cable Disconnect/Connect Procedure (LY7)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) in Engine Electrical.
Description
This repair procedure gives you the option of using an installation procedure for either metal-inert gas (MIG) welding or adhesive bonding. The choice of installation depends on the type of application requirements. The adhesive bonding procedure may also require MIG welding in some areas of the repair.
| IMPORTANT | Before beginning the repair, refer to Metal Panel Bonding for proper adhesive preparations and general information. |
Scheme 244
Scheme 245
Scheme 246
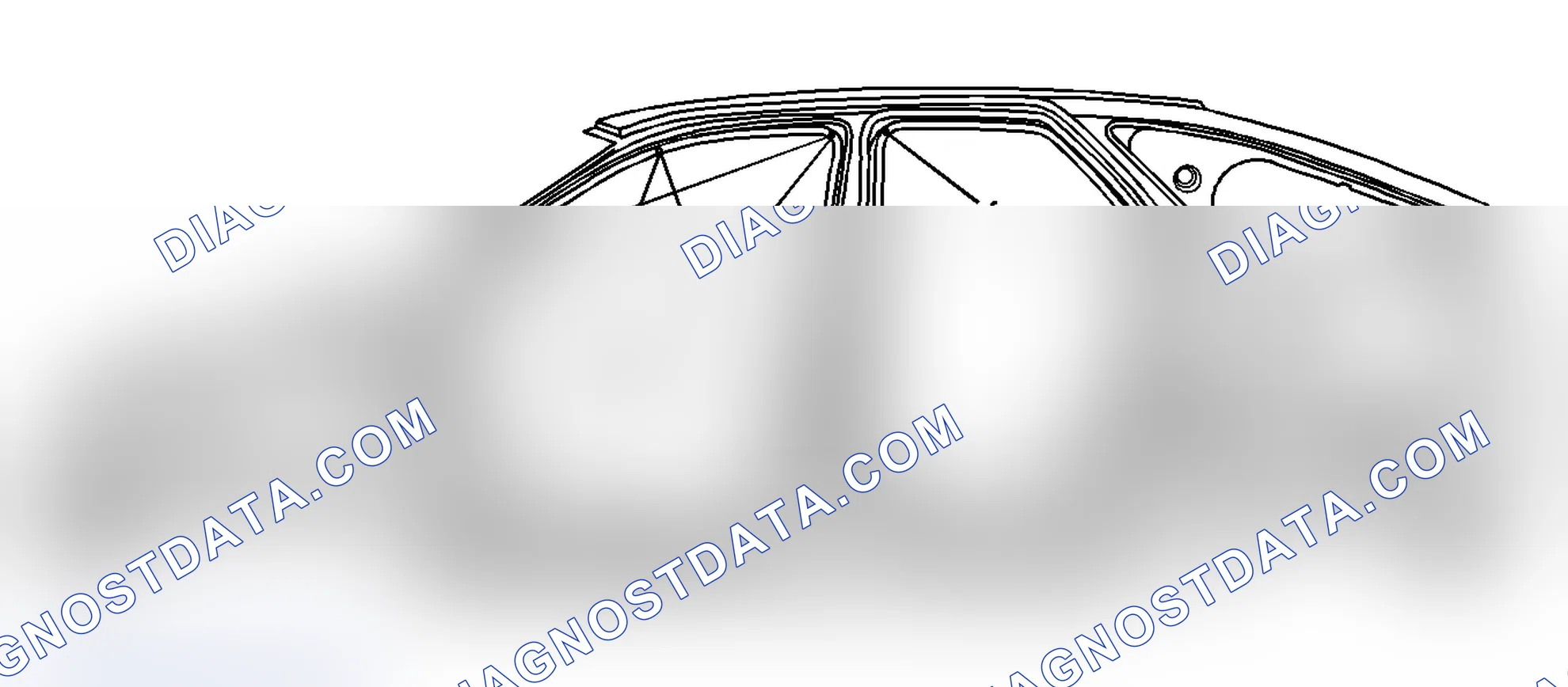
- Disable the SIR system. Refer to «SIR Disabling and Enabling Zones»(/buick/rendezvous/i-2001-2007/remont/airbag/#supplemental-inflatable-restraint-system__sir-disabling-and-enabling-zones) in SIR.
- Disconnect the negative battery cable. Refer to «Battery Negative Cable Disconnect/Connect Procedure (LA1)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) or «Battery Negative Cable Disconnect/Connect Procedure (LY7)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) in Engine Electrical.
- Remove all related panels and components.
- Repair as much of the damage as possible to factory specifications. Refer to «Dimensions - Body (Aztek)»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) or «Dimensions - Body (Rendezvous)»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair) . CAUTION: Refer to «Foam Sound Deadeners Caution»(/buick/rendezvous/i-2001-2007/remont/oem-general-information/#cautions-and-notices__foam-sound-deadeners-caution) in Cautions and Notices.
- Note the location and remove the sealers and anti-corrosion materials from the repair area, as necessary. Refer to «Anti-Corrosion Treatment and Repair»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__anti-corrosion-treatment-and-repair) in Paint/Coatings.
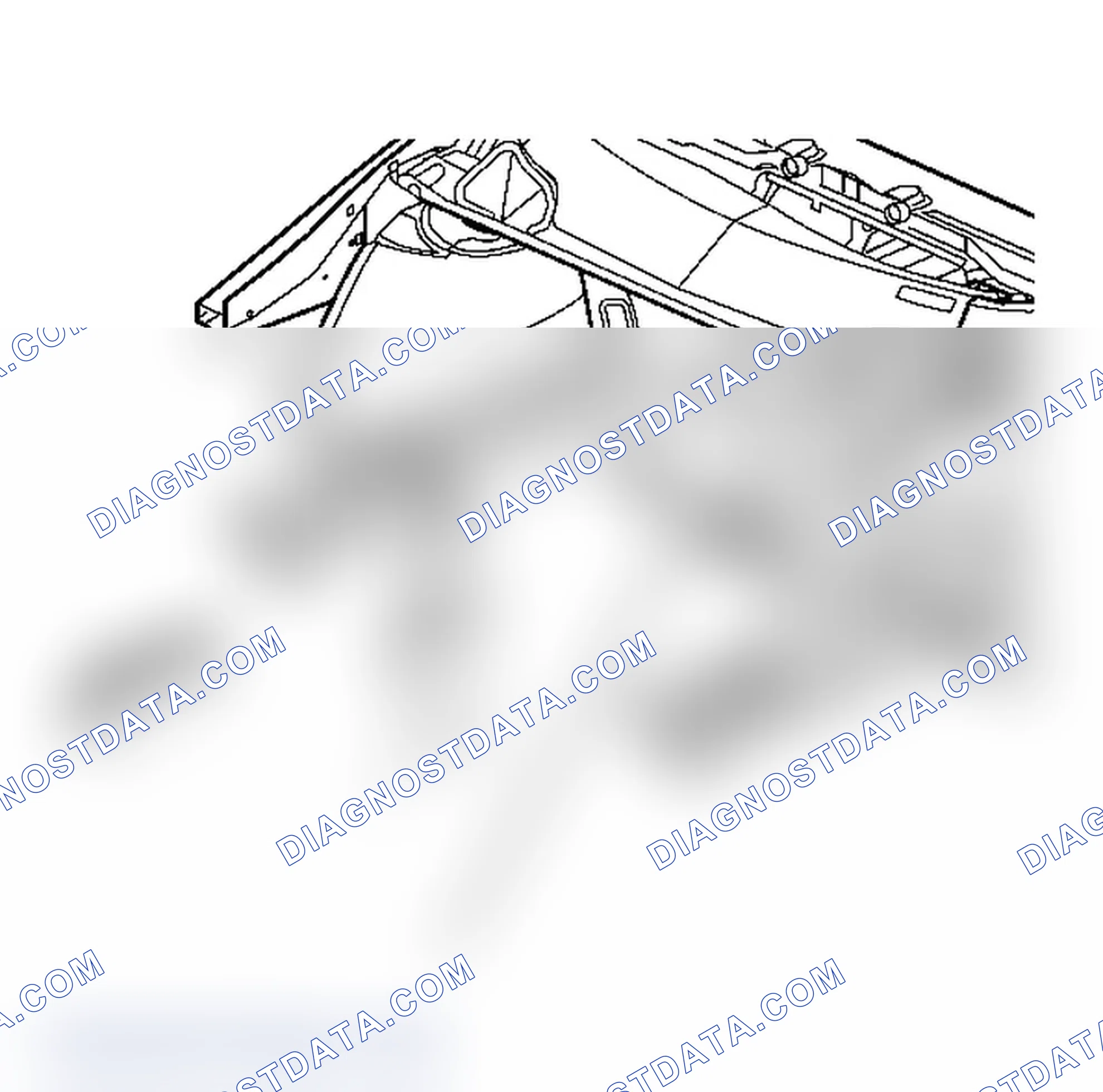
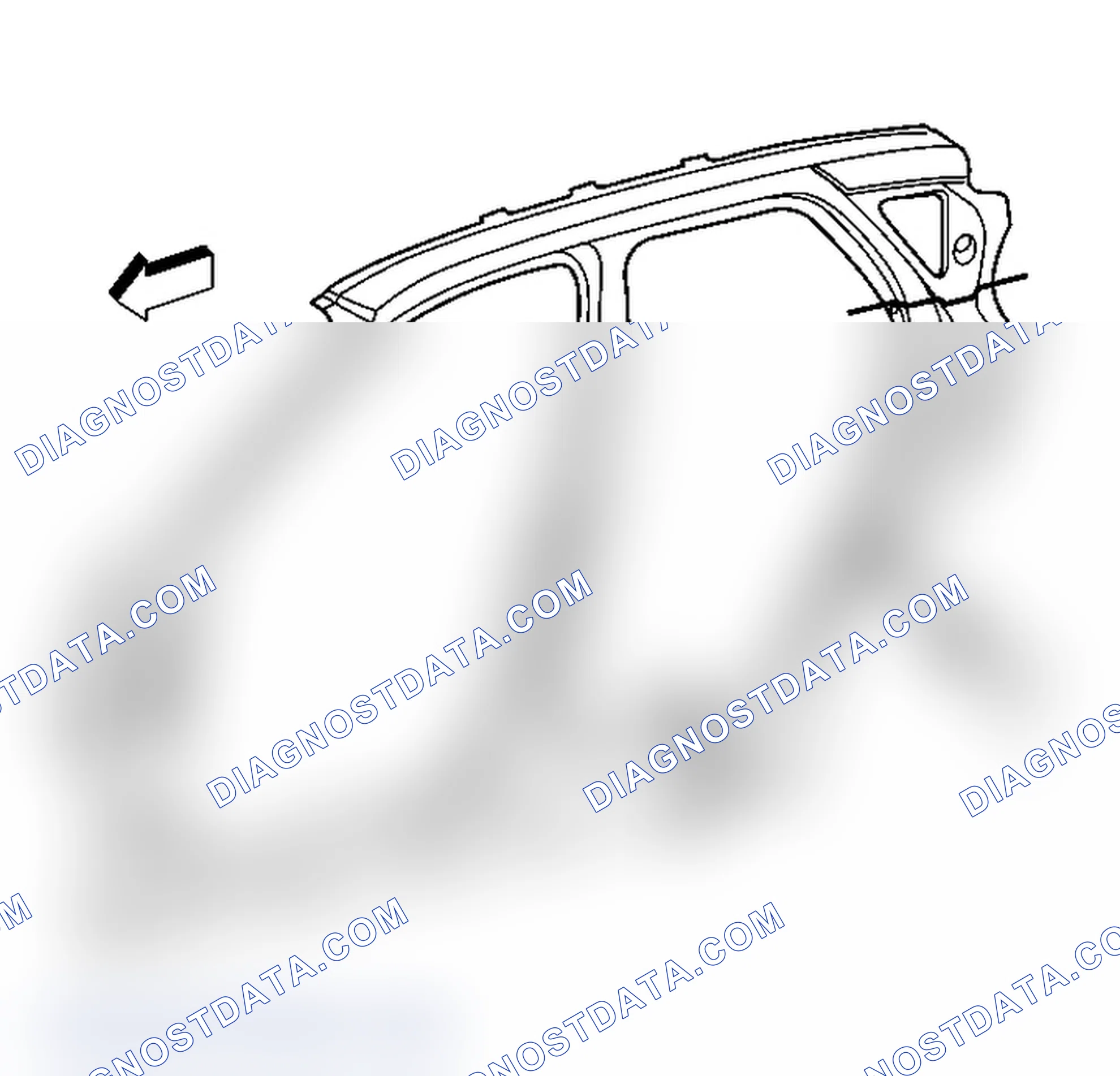
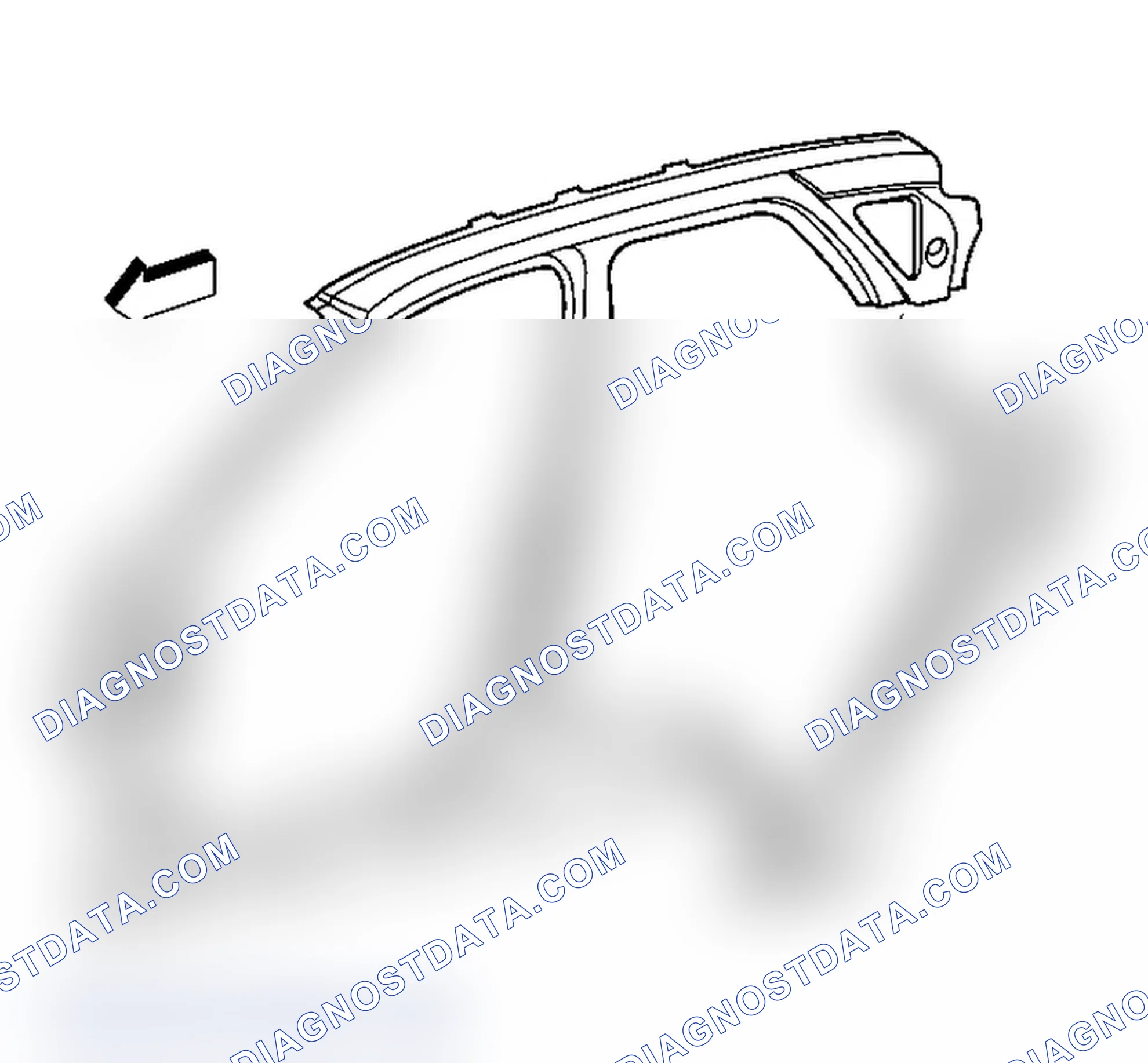
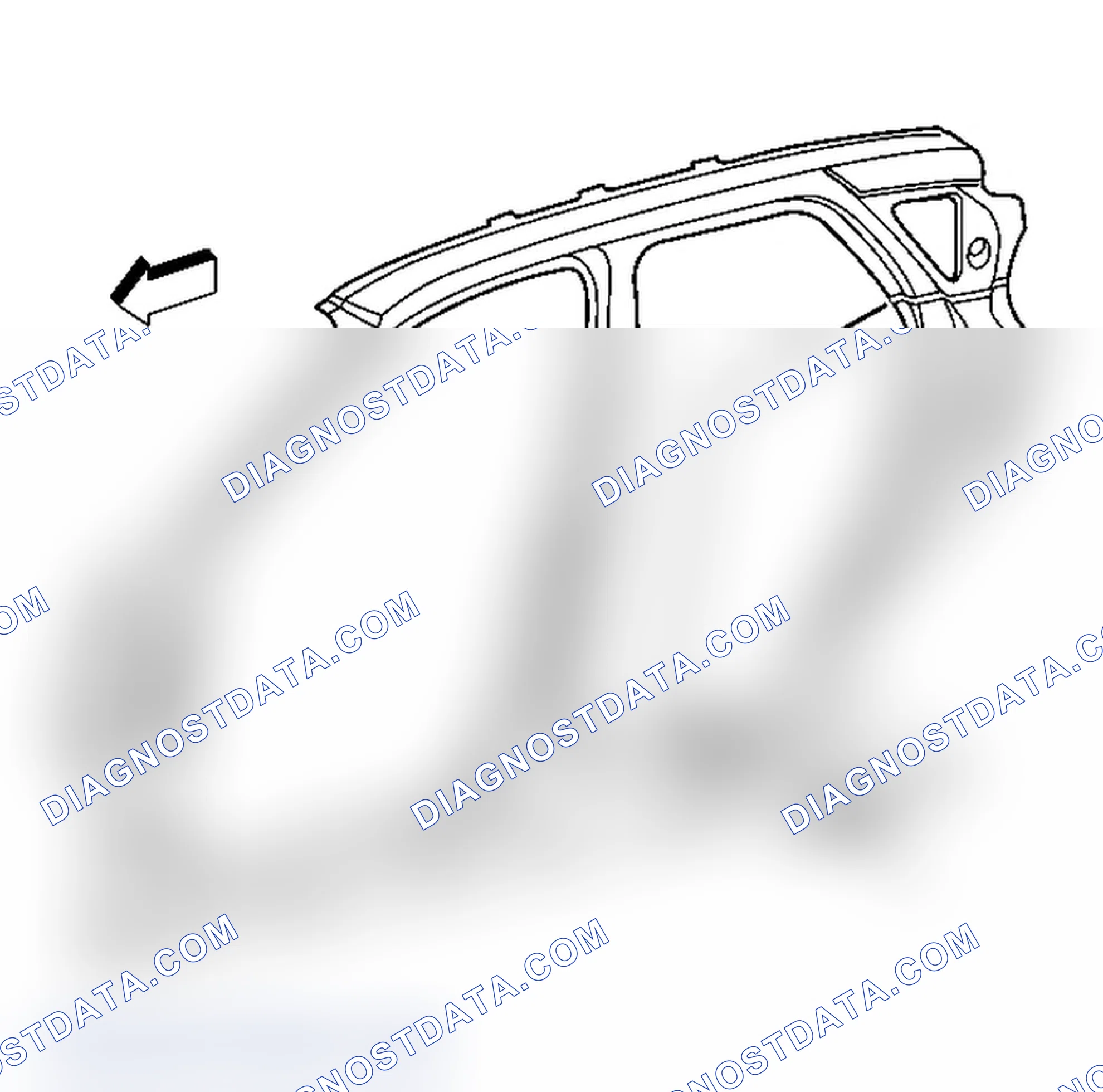
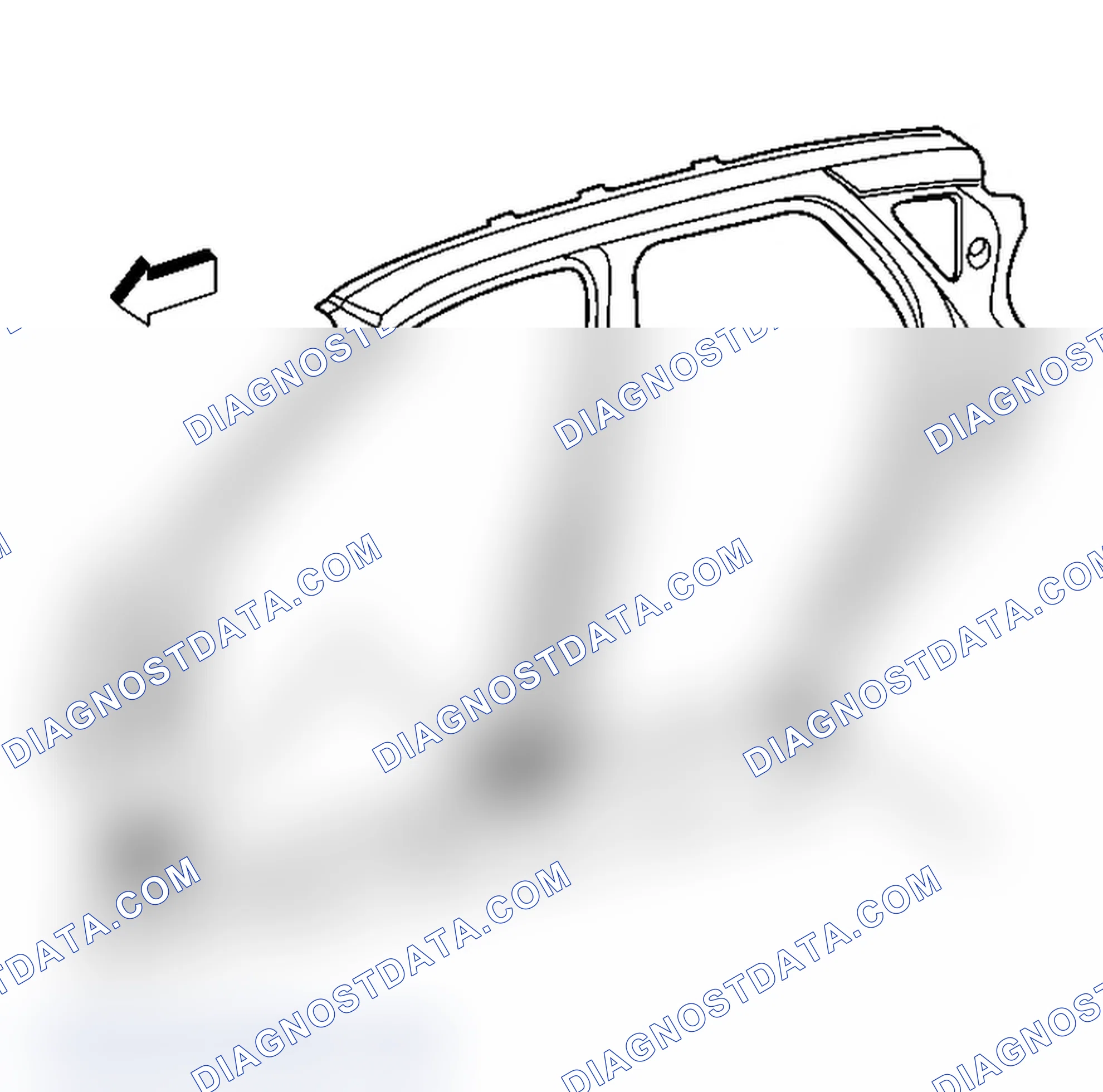
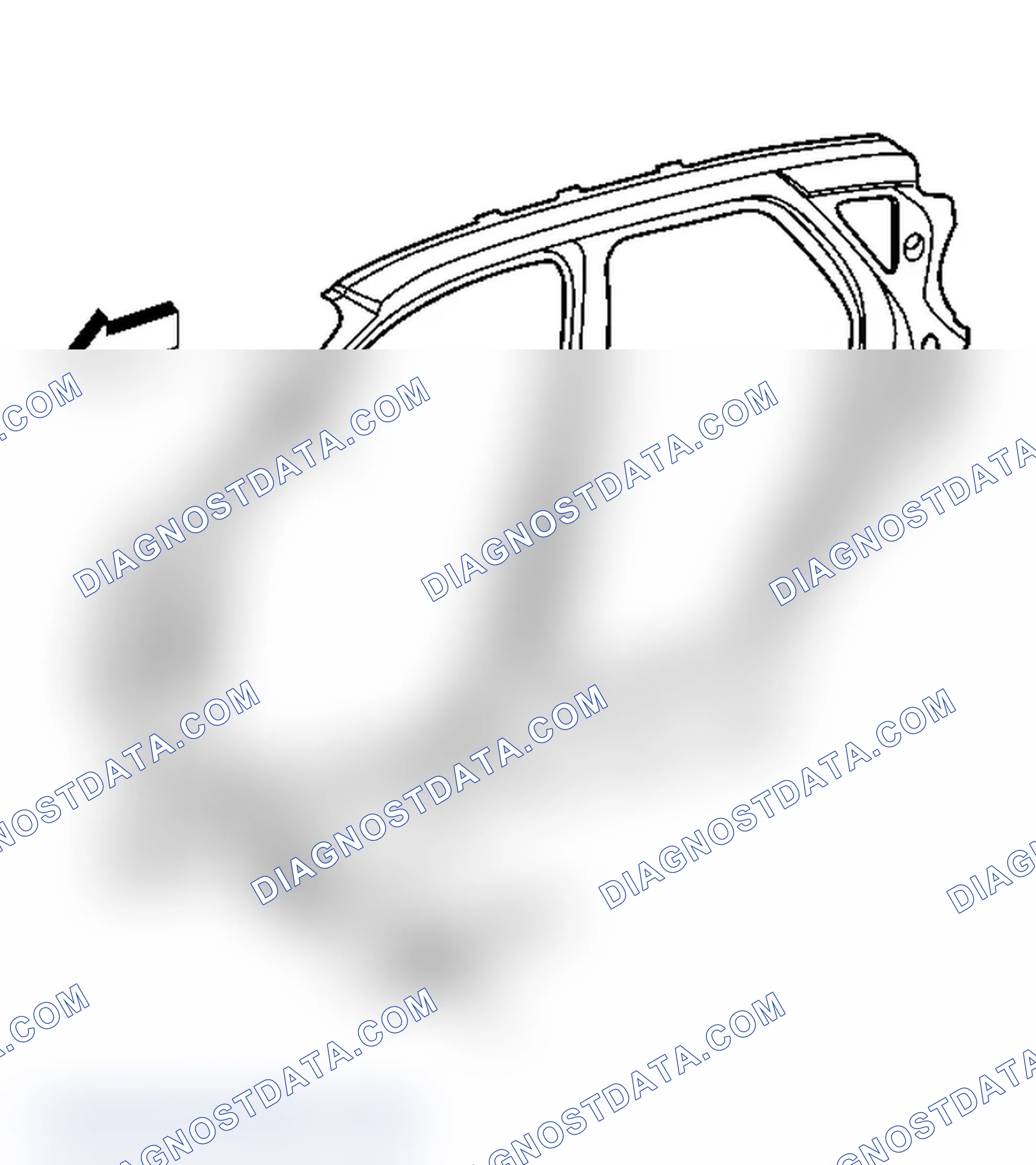
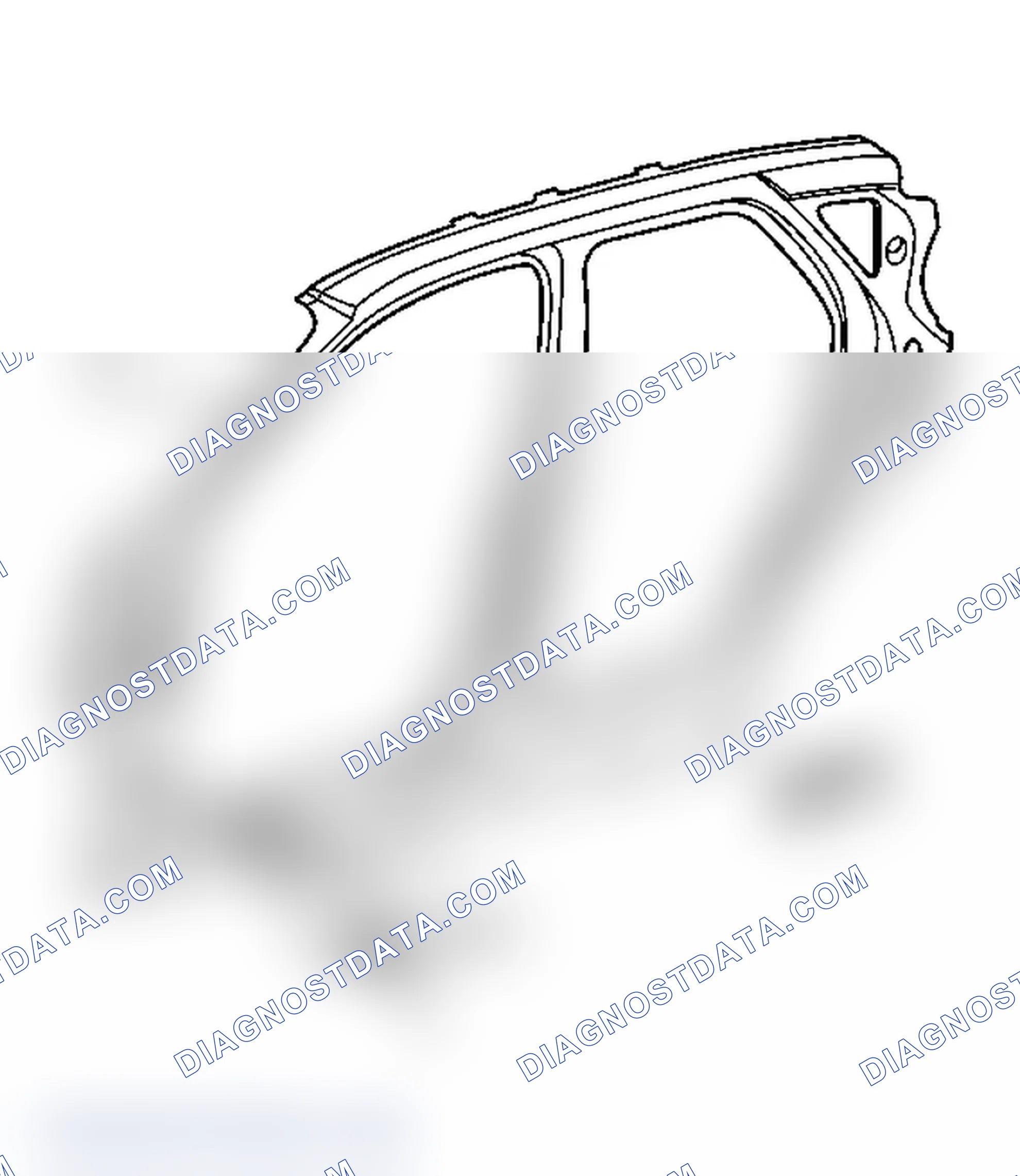
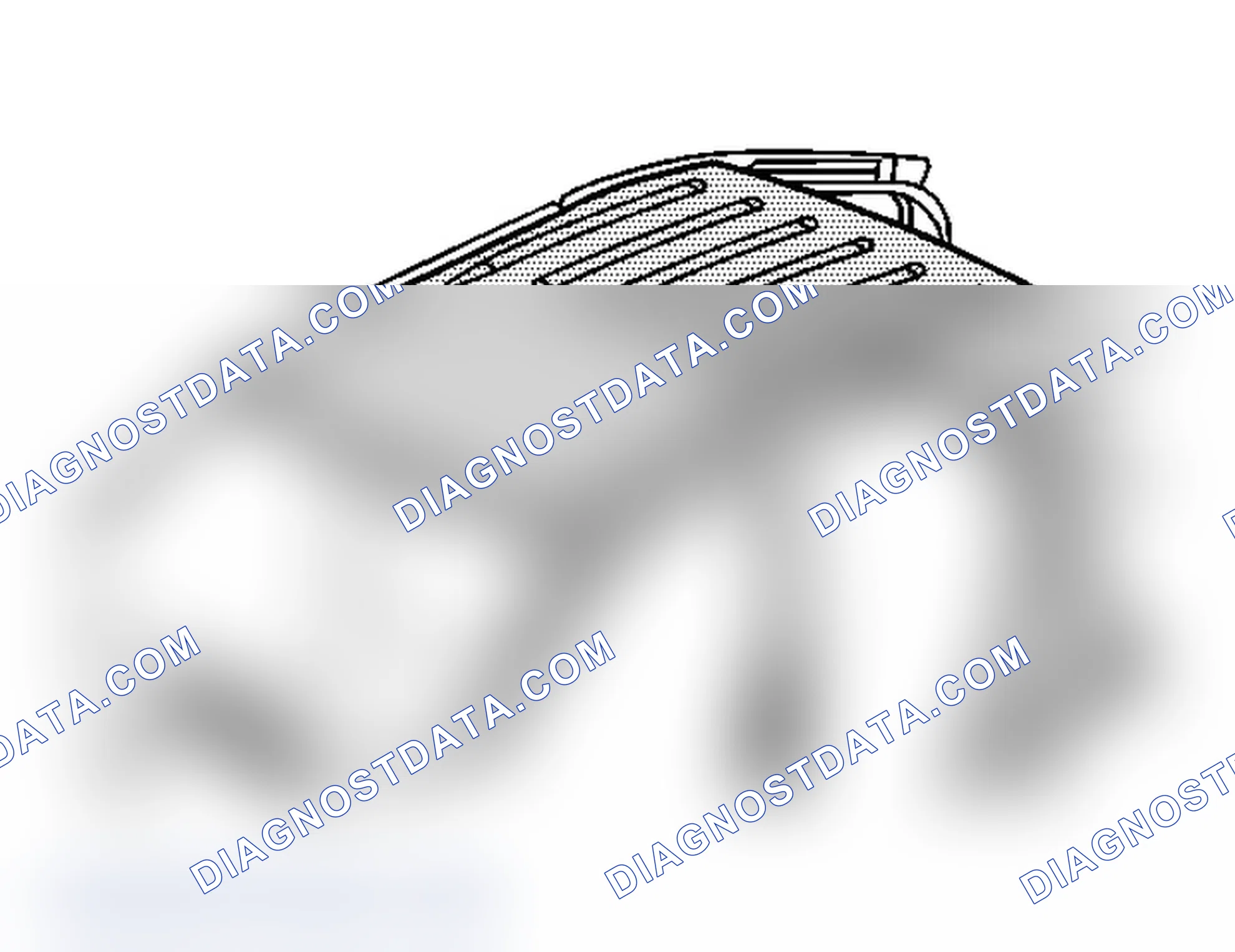
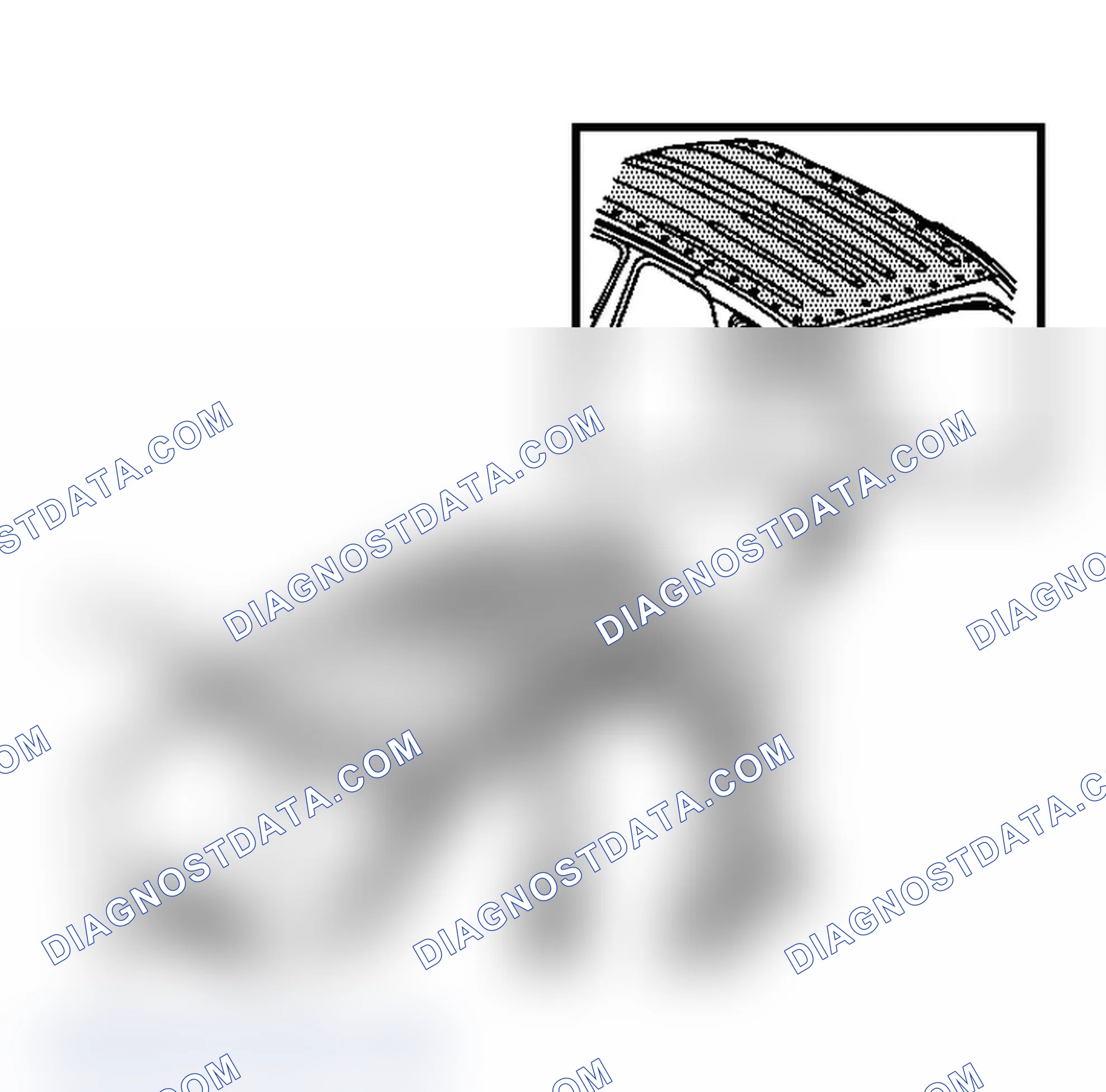
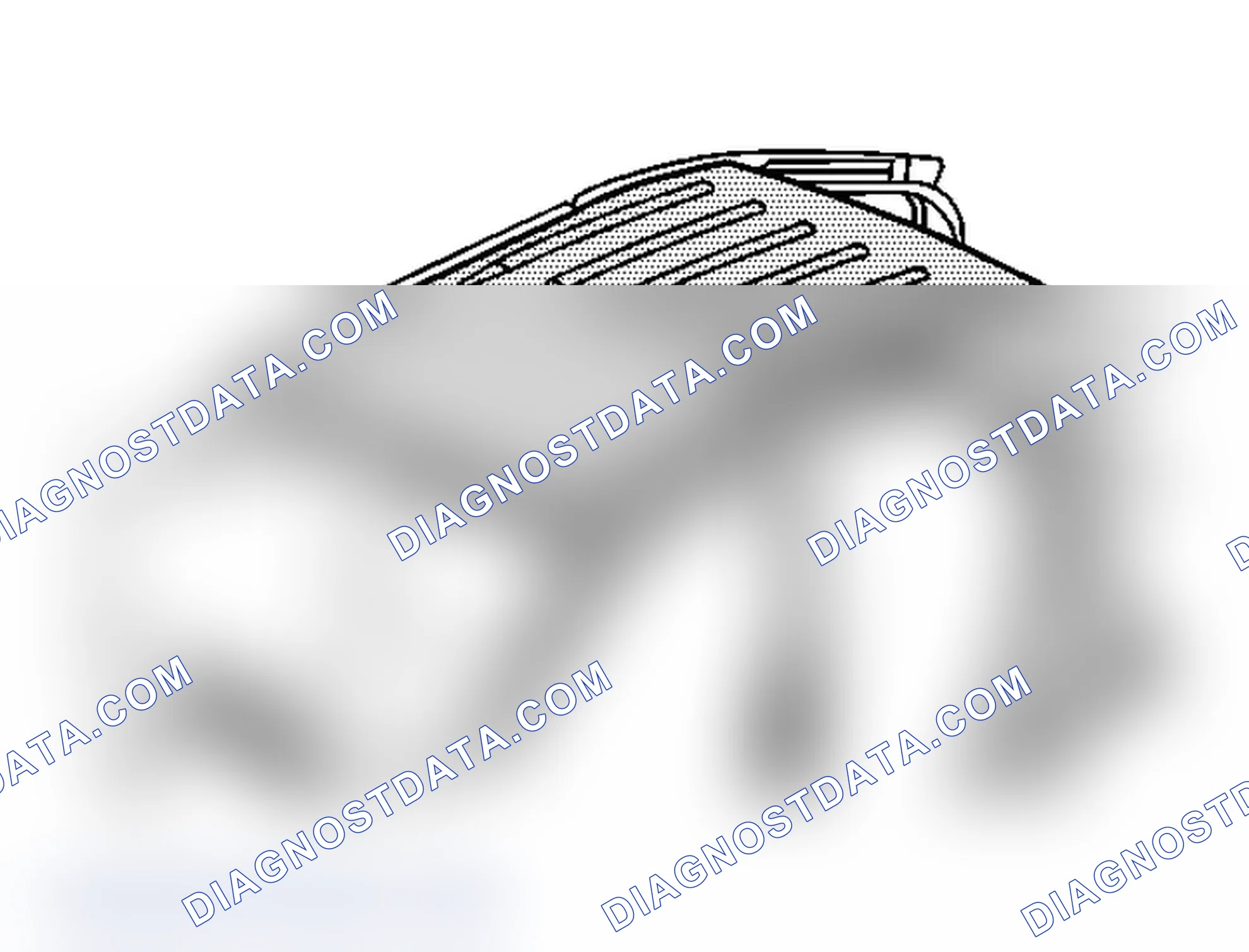
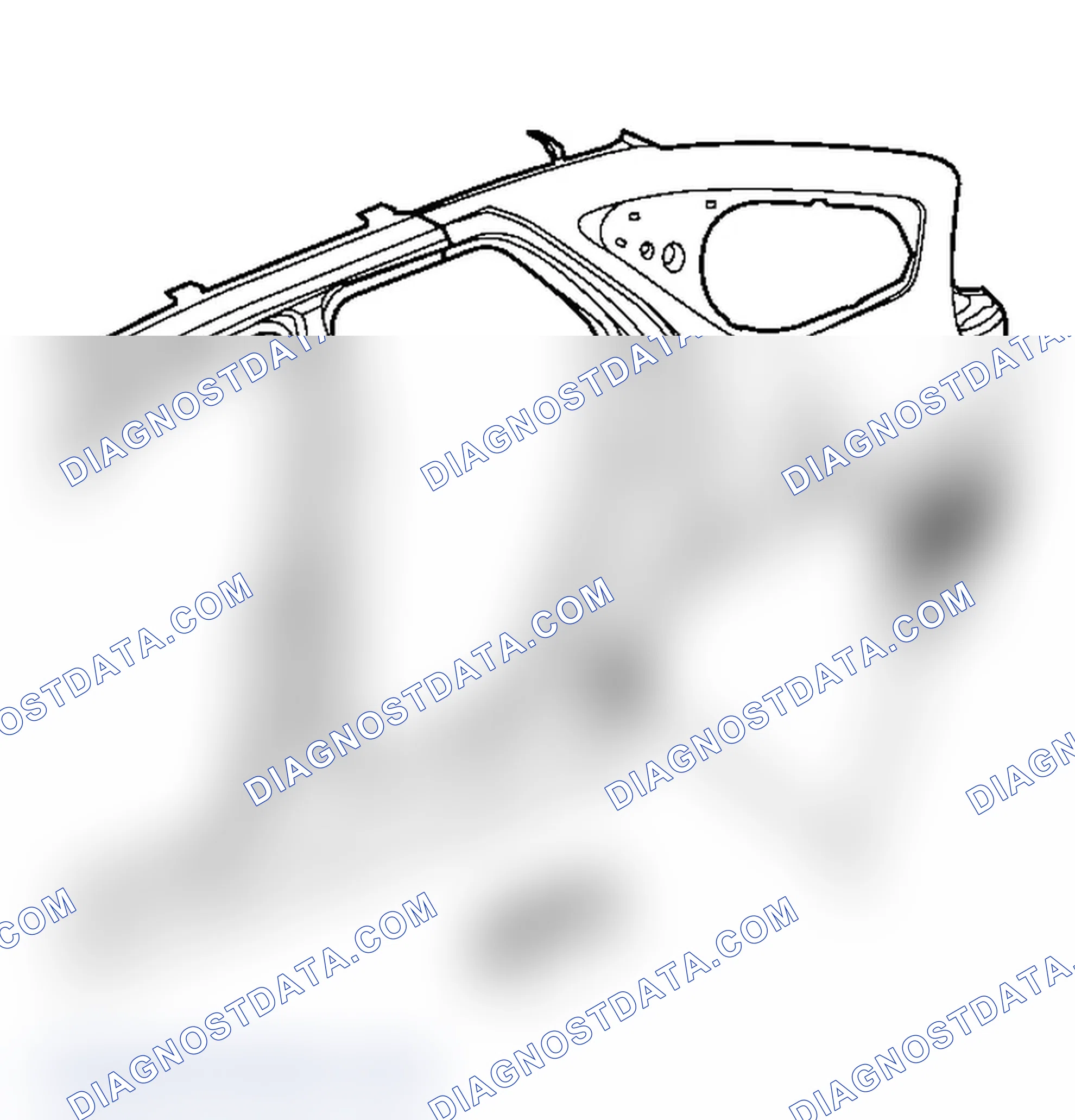
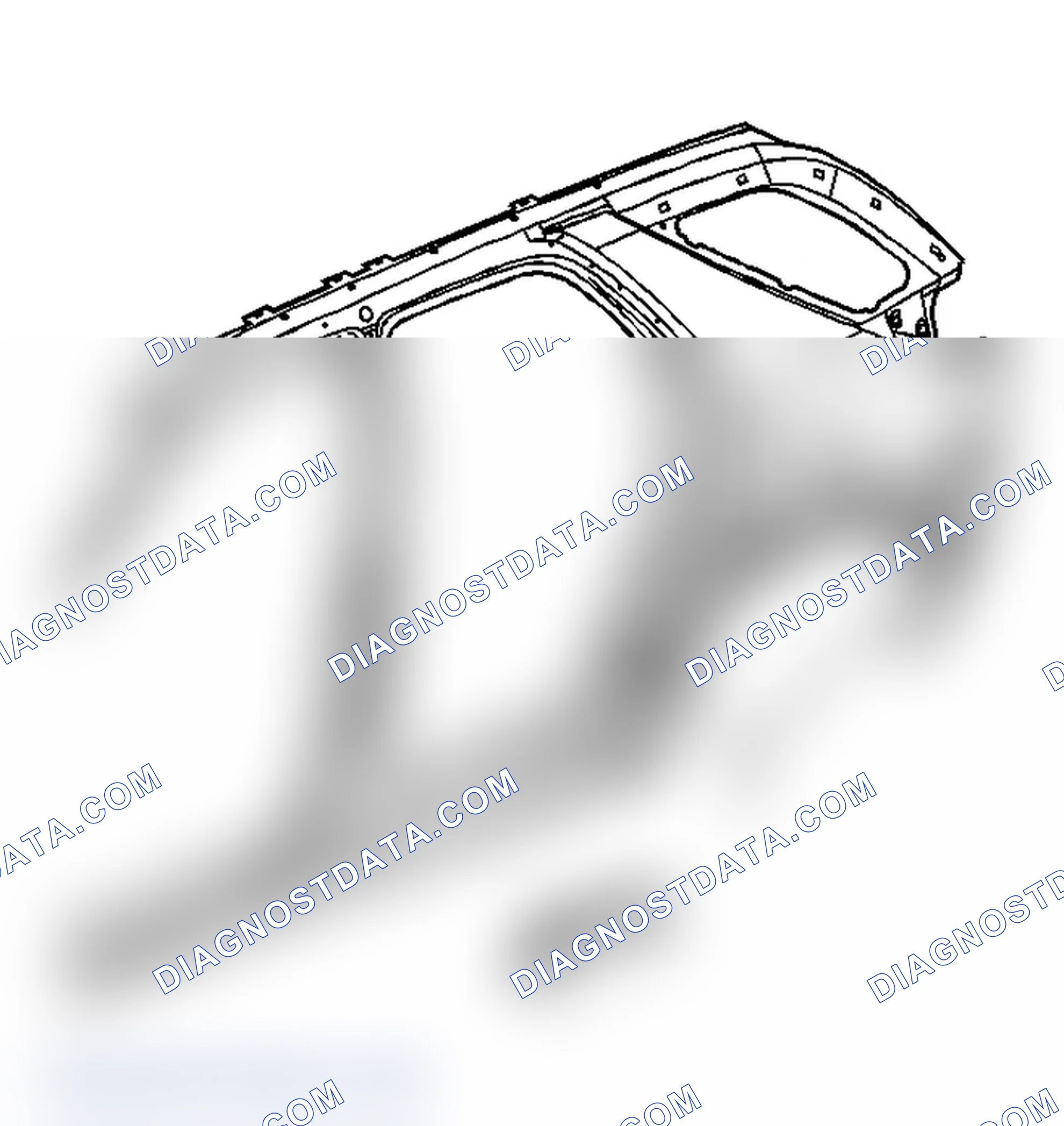
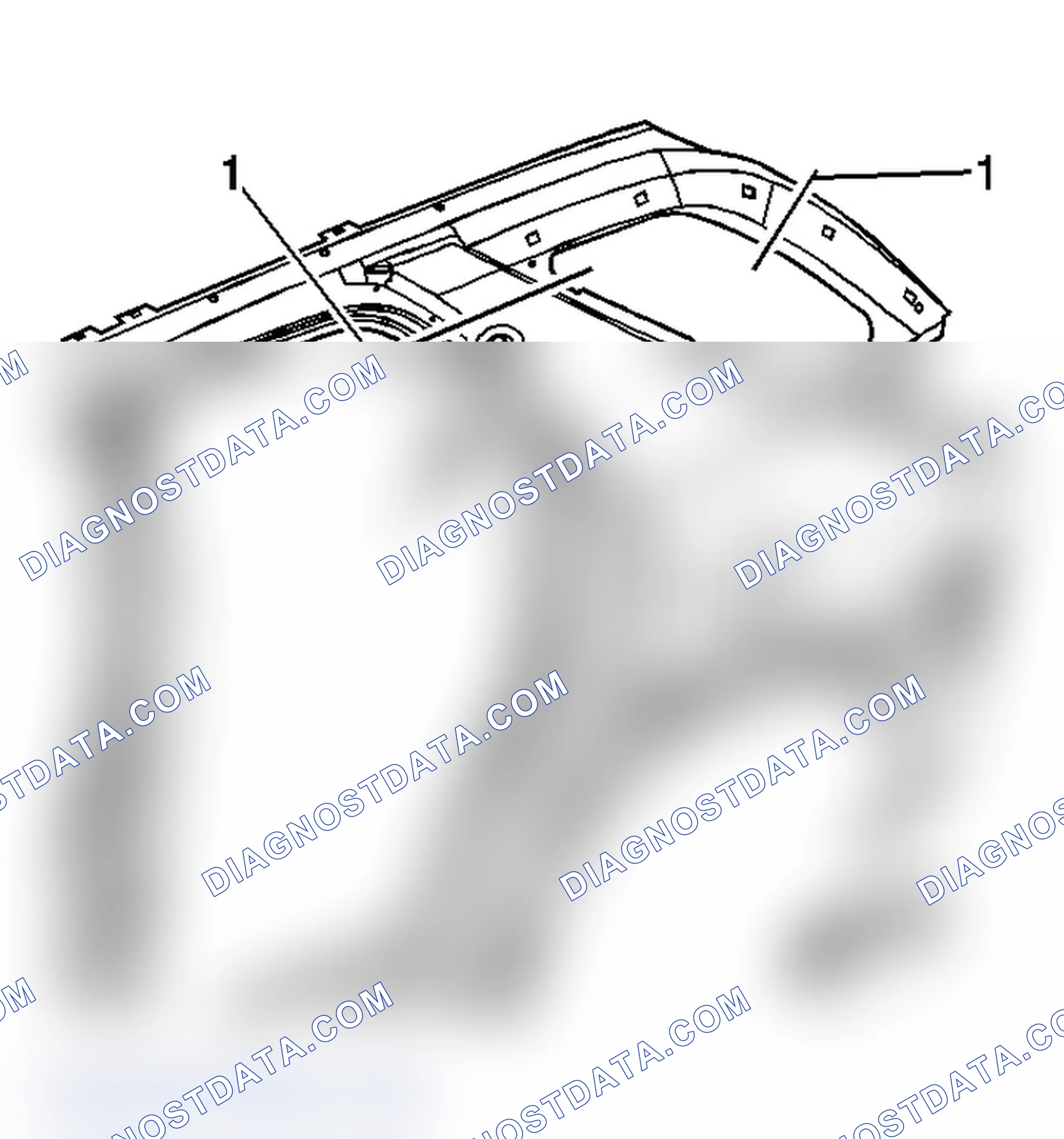
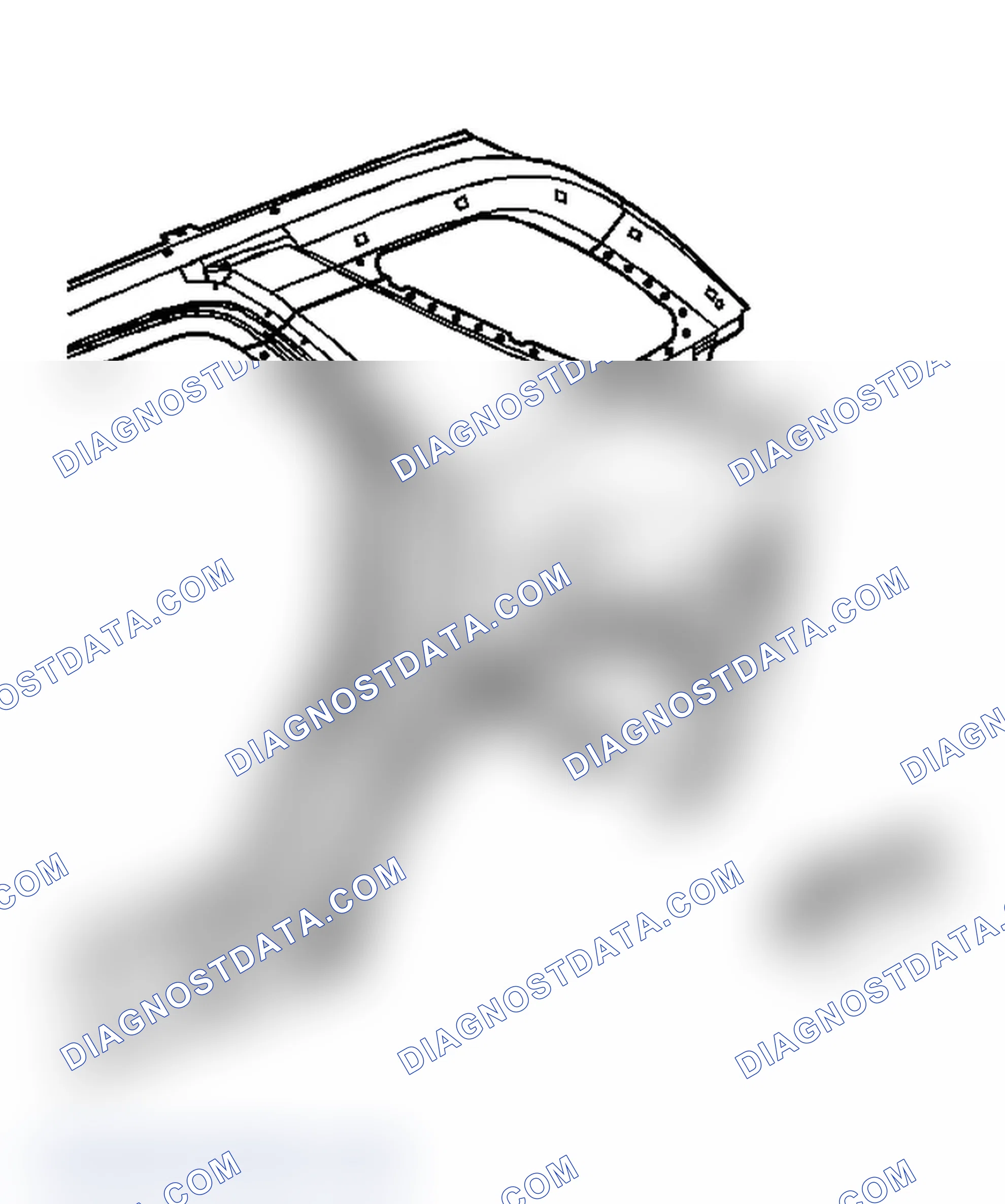
- Remove the windshield. Refer to «Windshield Replacement»(/buick/rendezvous/i-2001-2007/remont/heated-glassdefoggers/#stationary-window-system__windshield-replacement) in Stationary Windows. IMPORTANT: Do NOT damage the interior panels or reinforcements.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the roof panel.
- With an assistant remove the roof panel.
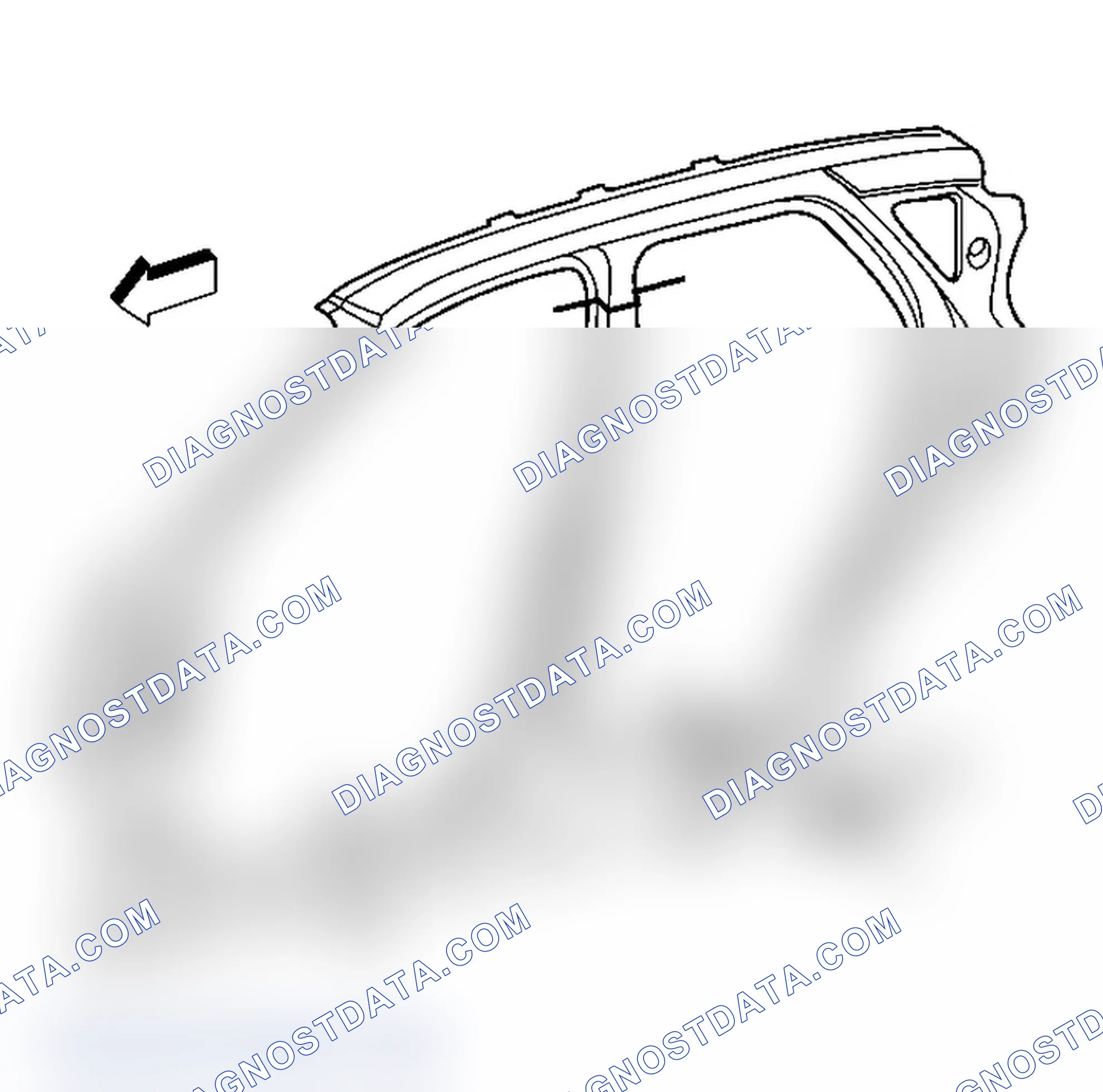
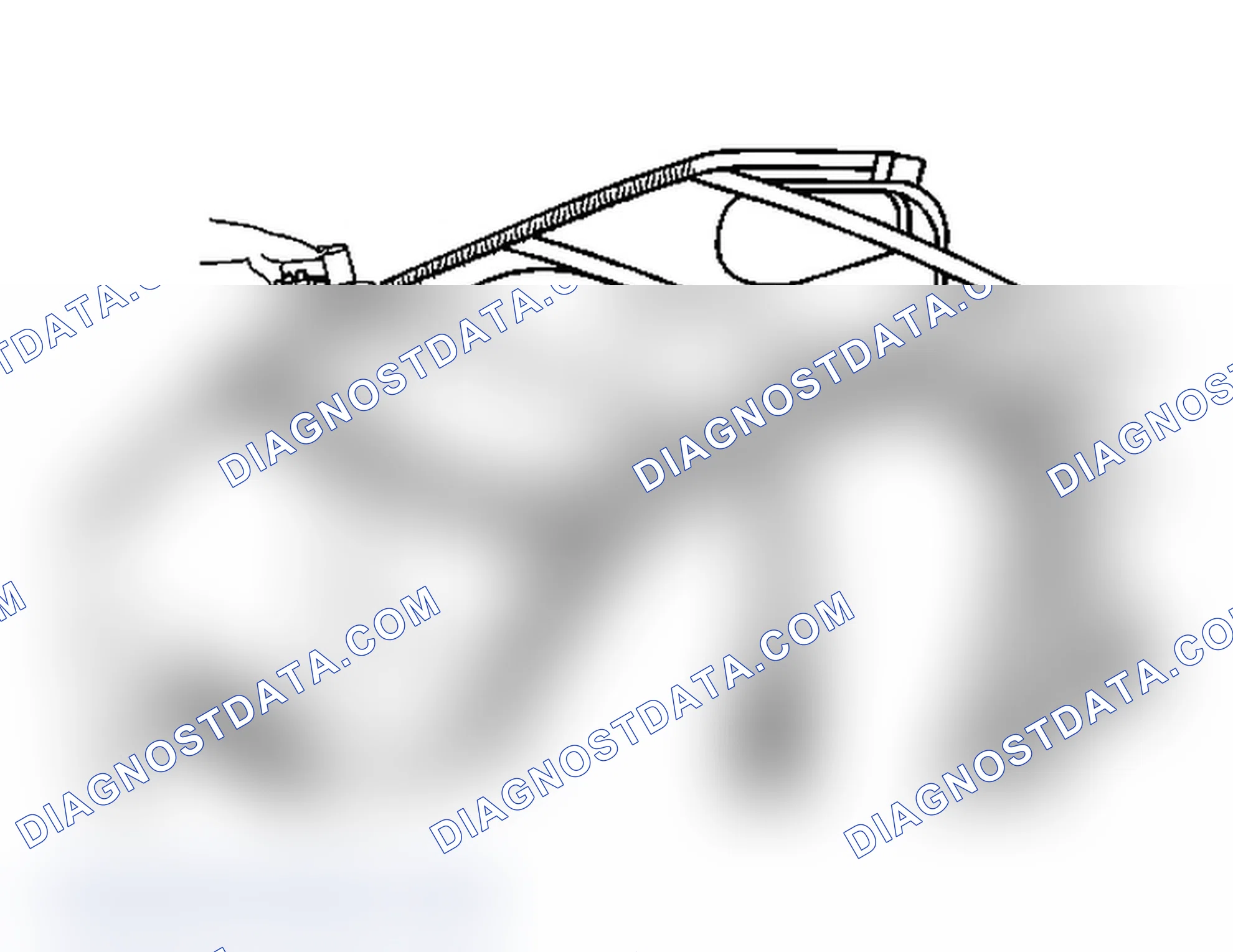
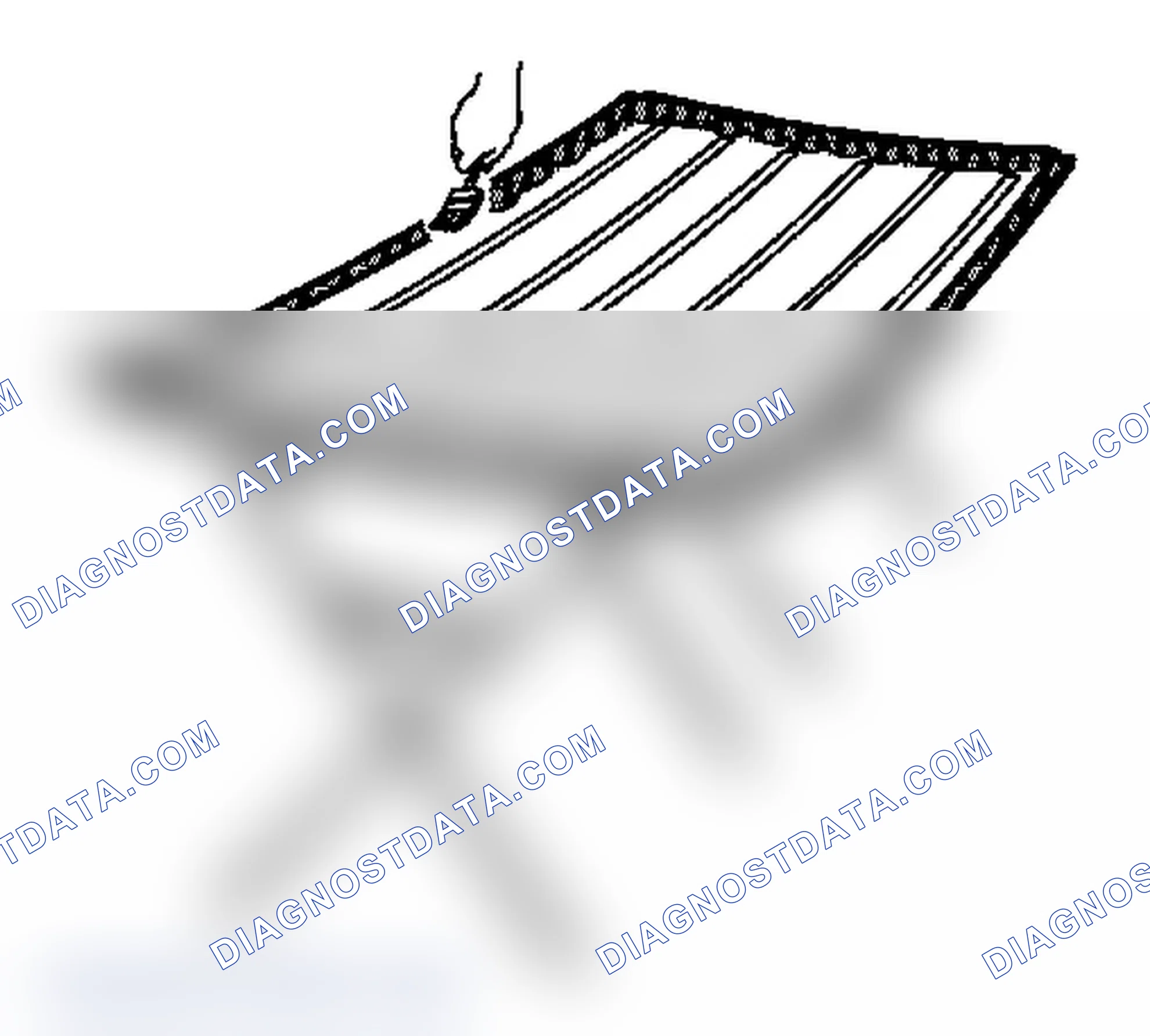
Scheme 247
Scheme 247: Installation Procedure - Metal-Inert Gas (MIG) Welding
Scheme 248
Scheme 249
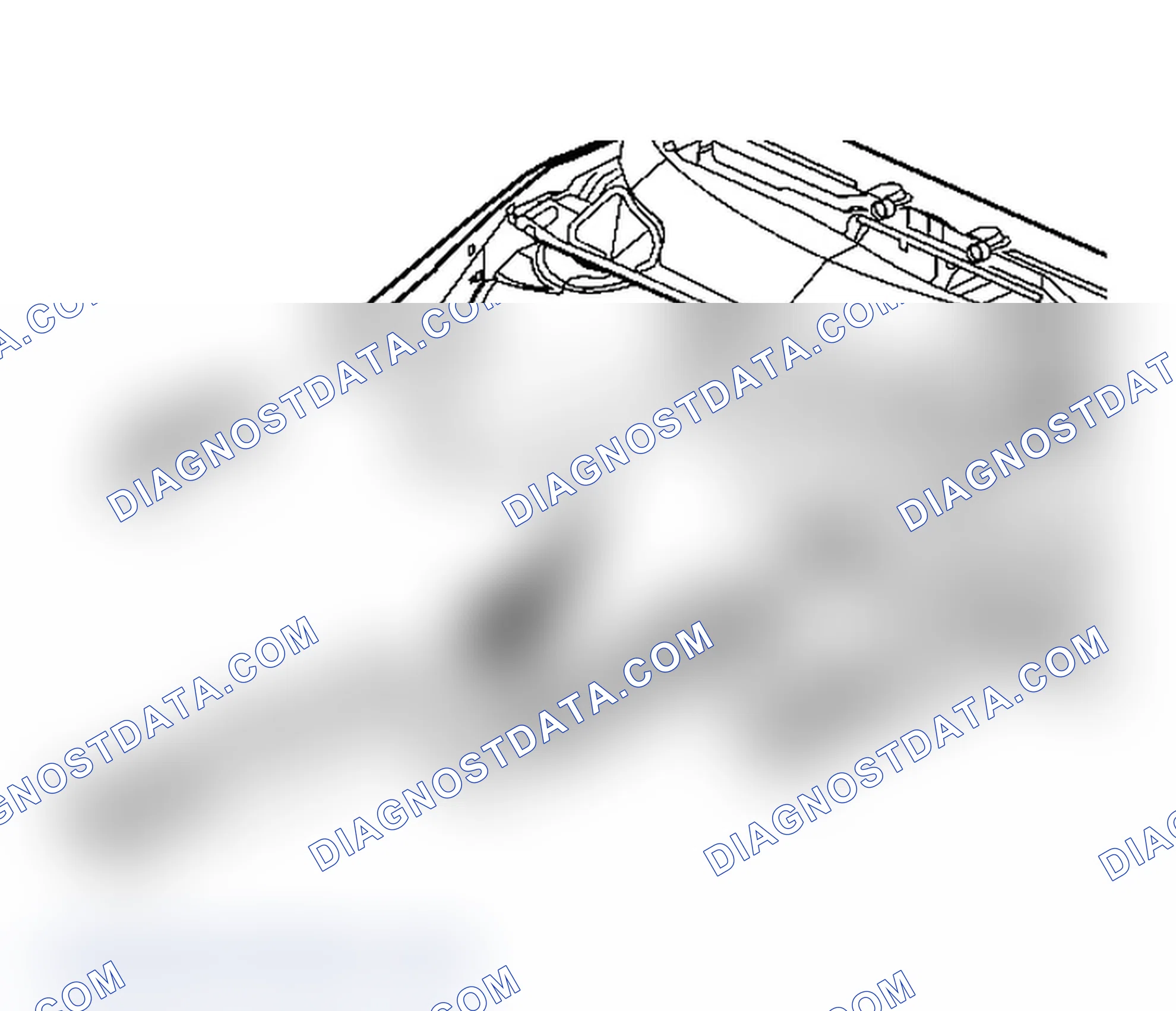
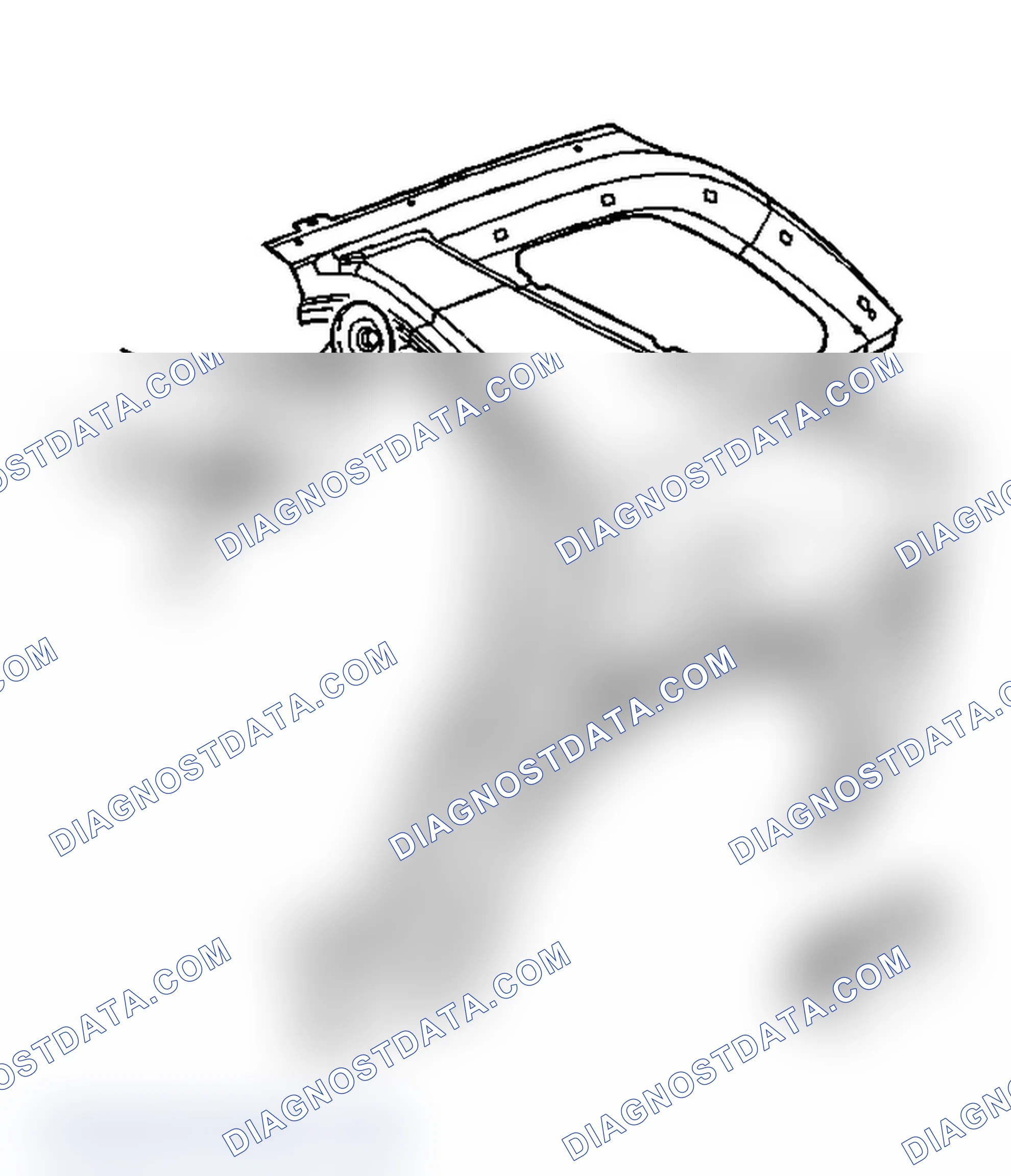
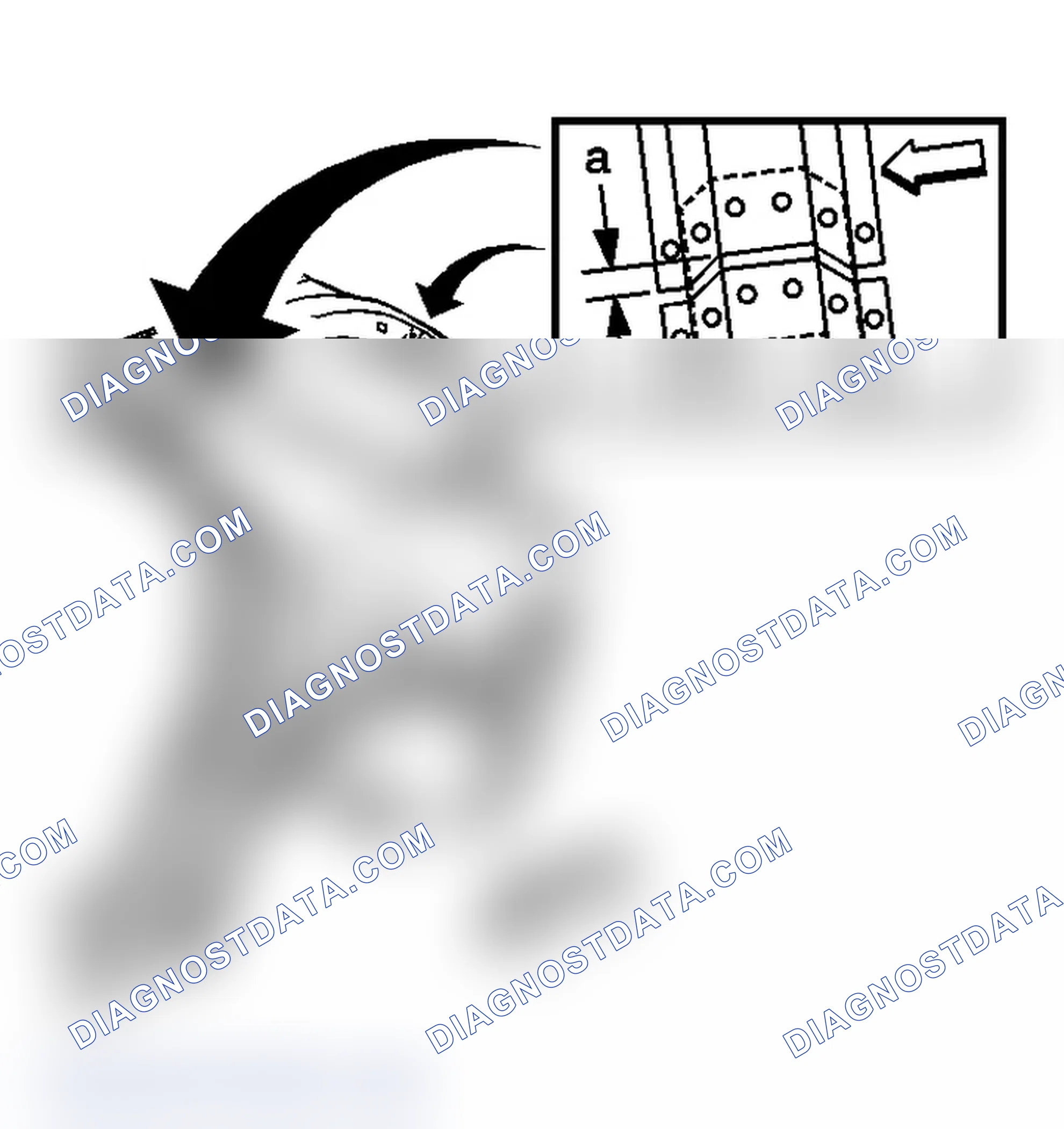
- If you are MIG welding the roof panel, perform the following steps
- Drill 8 mm (5/16 in) plug weld holes as necessary in locations noted from the original panel. IMPORTANT: If the location of the original plug weld holes can not be determined, or if structural weld-thru adhesive is present, space the plug weld holes every 40 mm (11/2 in) apart.
- Prepare all mating surfaces as necessary.
- Apply 3M® Weld-Thru coating P/N 05916 or equivalent to all mating surfaces
- Position the roof panel to the body with an assistant.
- Plug weld accordingly.
- Clean and prepare all welded surfaces.
- Apply the sealers and anti-corrosion materials to the repair area, as necessary. Refer to «Anti-Corrosion Treatment and Repair»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__anti-corrosion-treatment-and-repair) in Paint/Coatings.
- Paint the repair area. Refer to «Basecoat/Clearcoat Paint Systems»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__basecoatclearcoat-paint-systems) in Paint/Coatings.
- Install the windshield. Refer to «Windshield Replacement»(/buick/rendezvous/i-2001-2007/remont/heated-glassdefoggers/#stationary-window-system__windshield-replacement) in Stationary Windows.
- Install all related panels and components.
- Connect the negative battery cable. Refer to «Battery Negative Cable Disconnect/Connect Procedure (LA1)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) or «Battery Negative Cable Disconnect/Connect Procedure (LY7)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) in Engine Electrical.
- Enable the SIR system. Refer to «SIR Disabling and Enabling Zones»(/buick/rendezvous/i-2001-2007/remont/airbag/#supplemental-inflatable-restraint-system__sir-disabling-and-enabling-zones) in SIR.
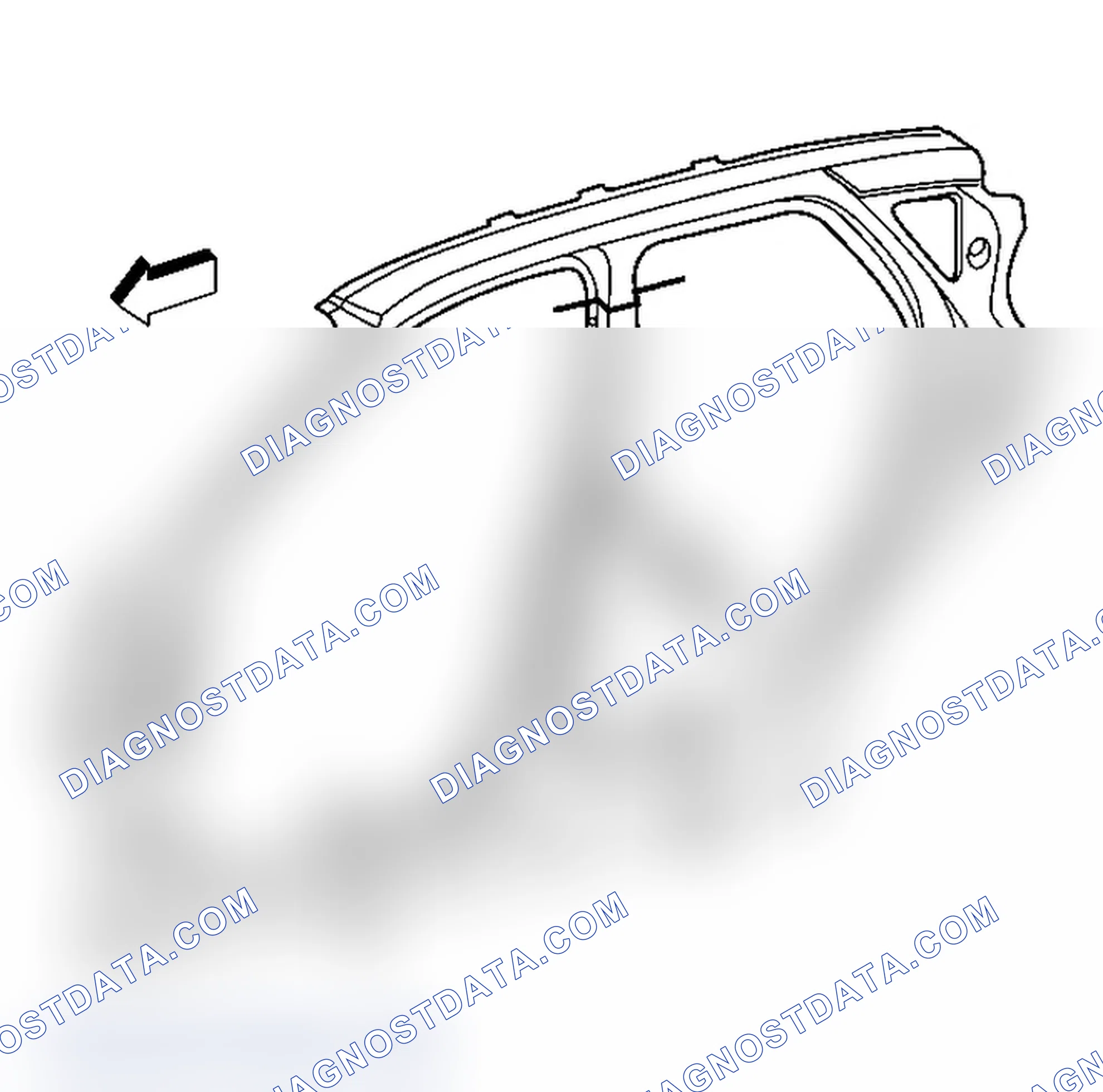
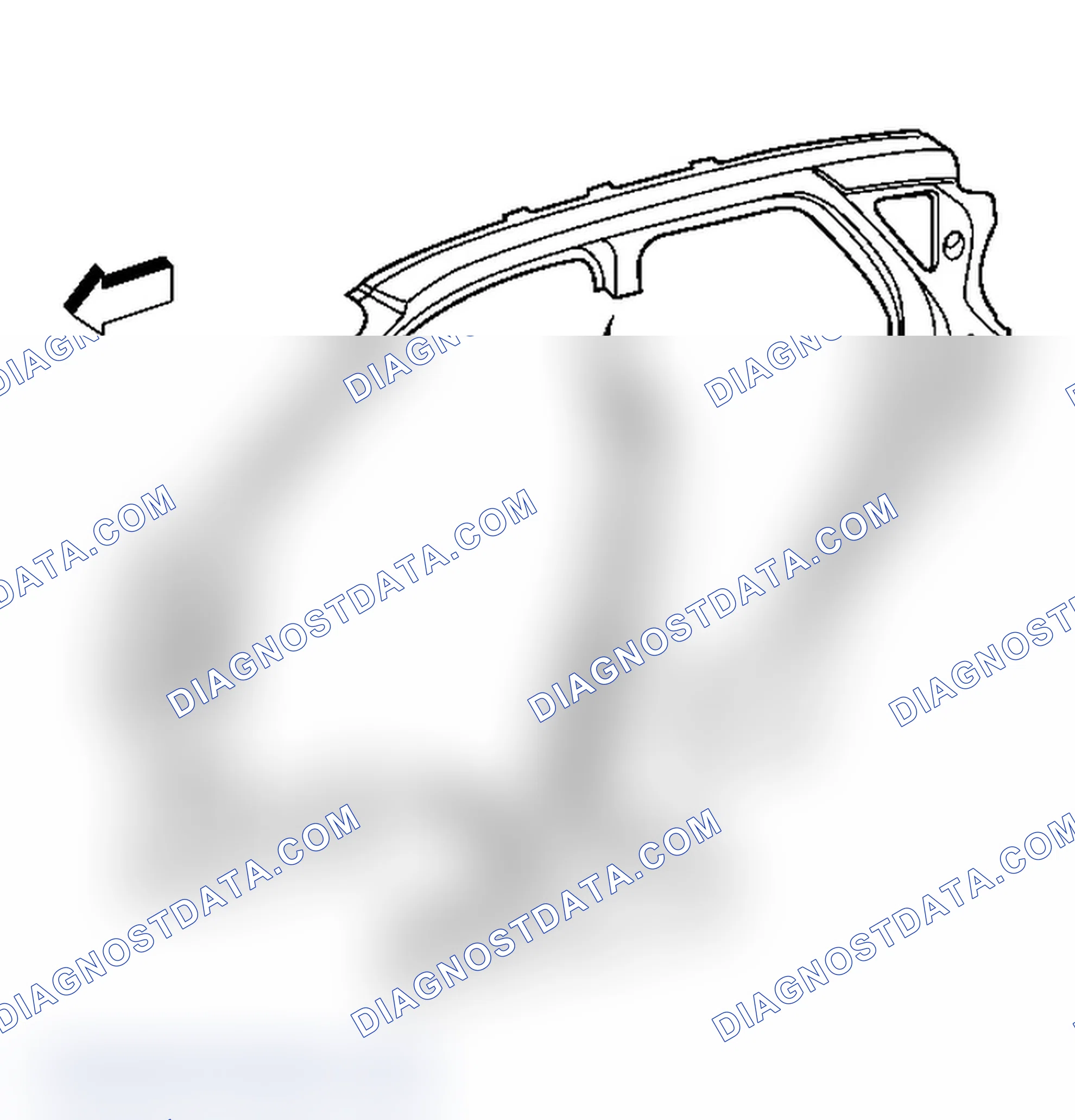
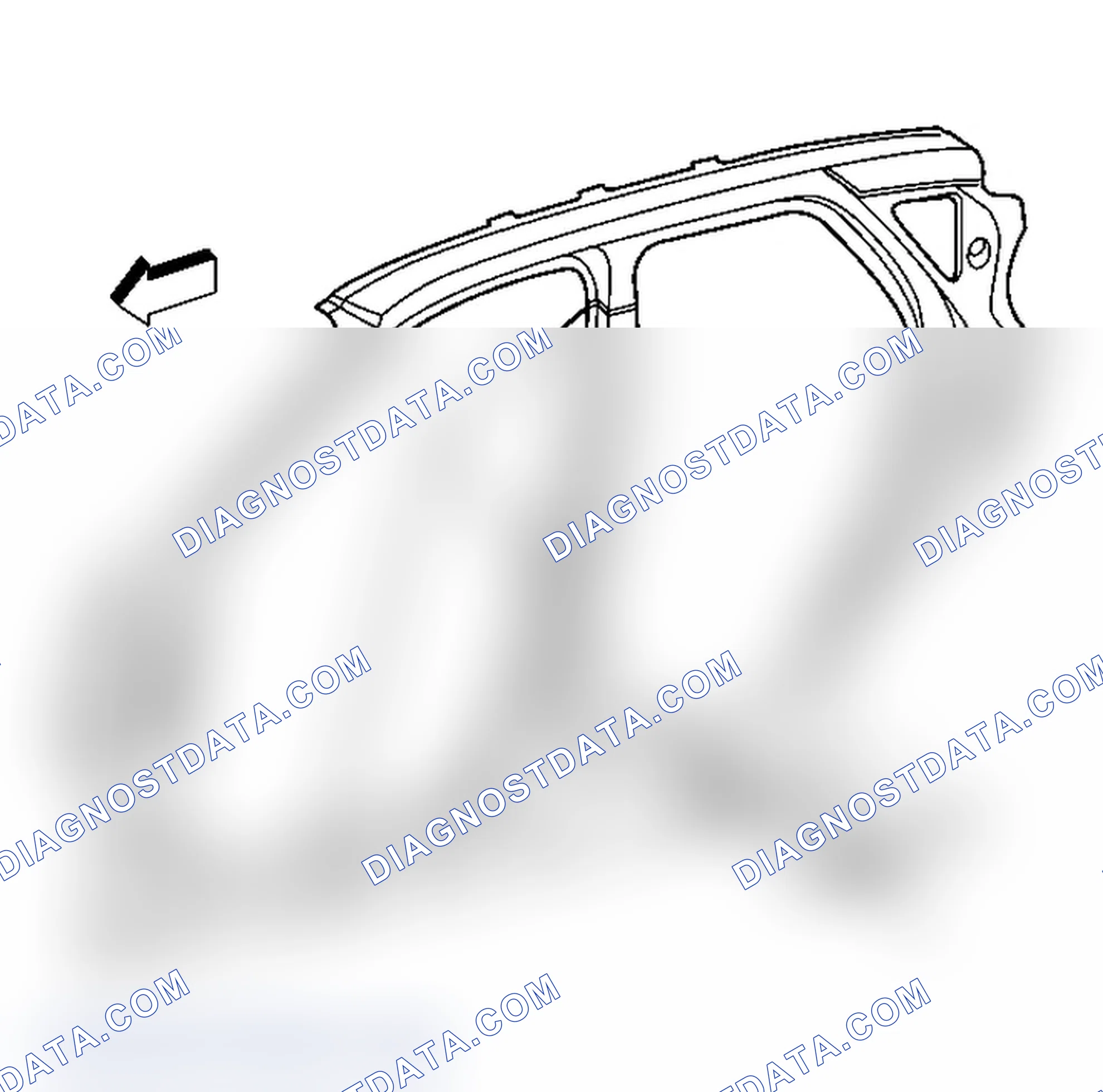
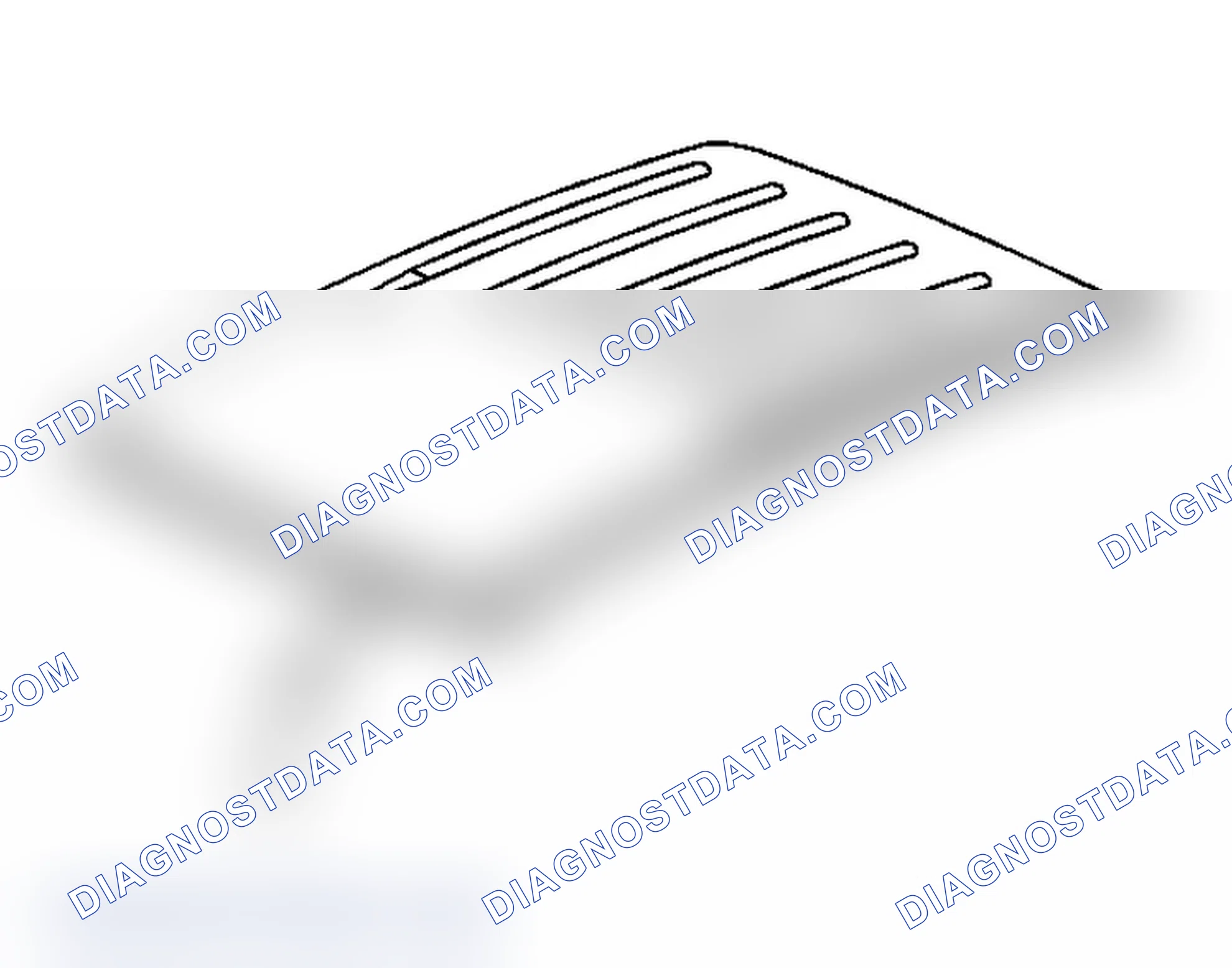
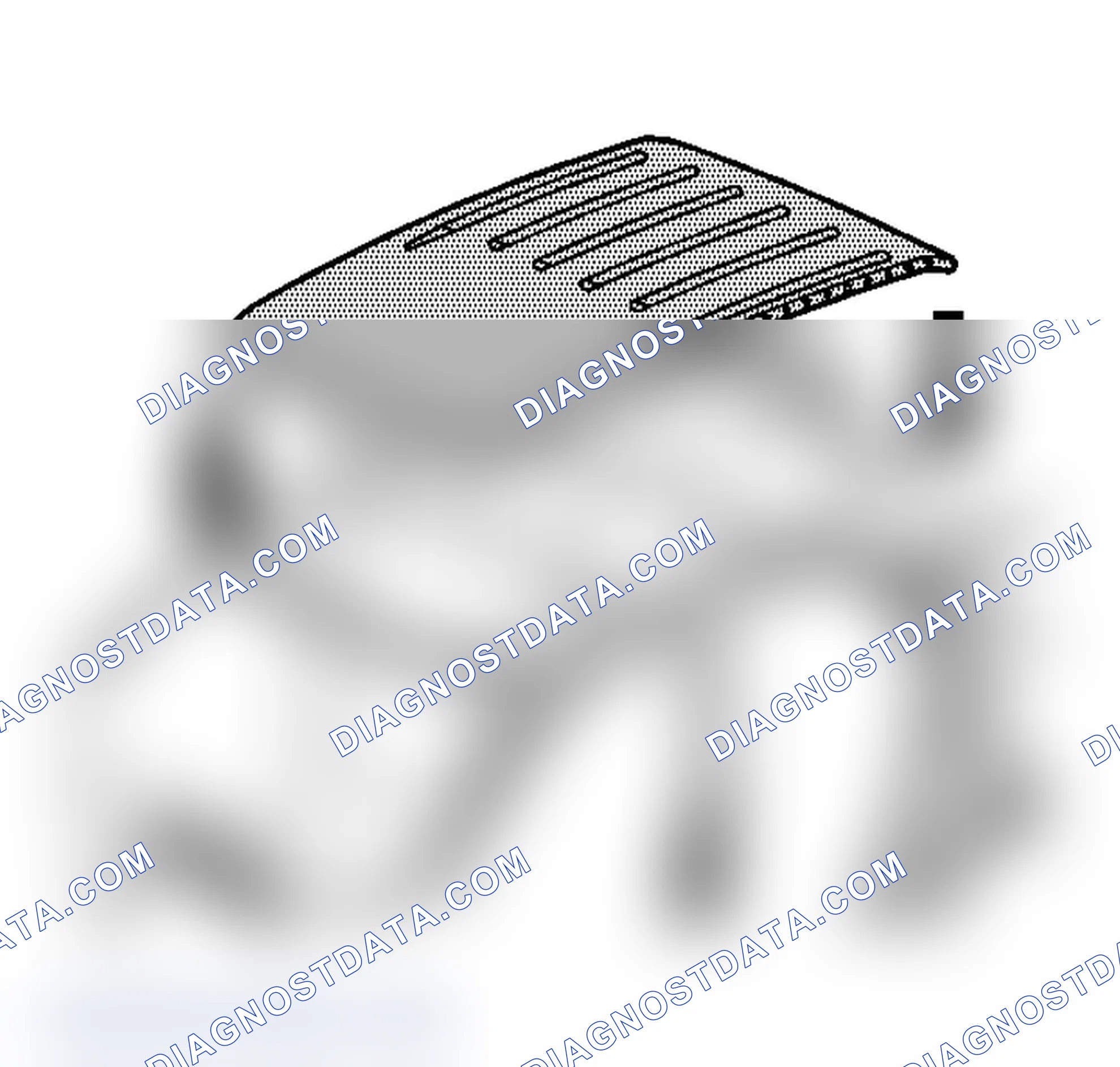
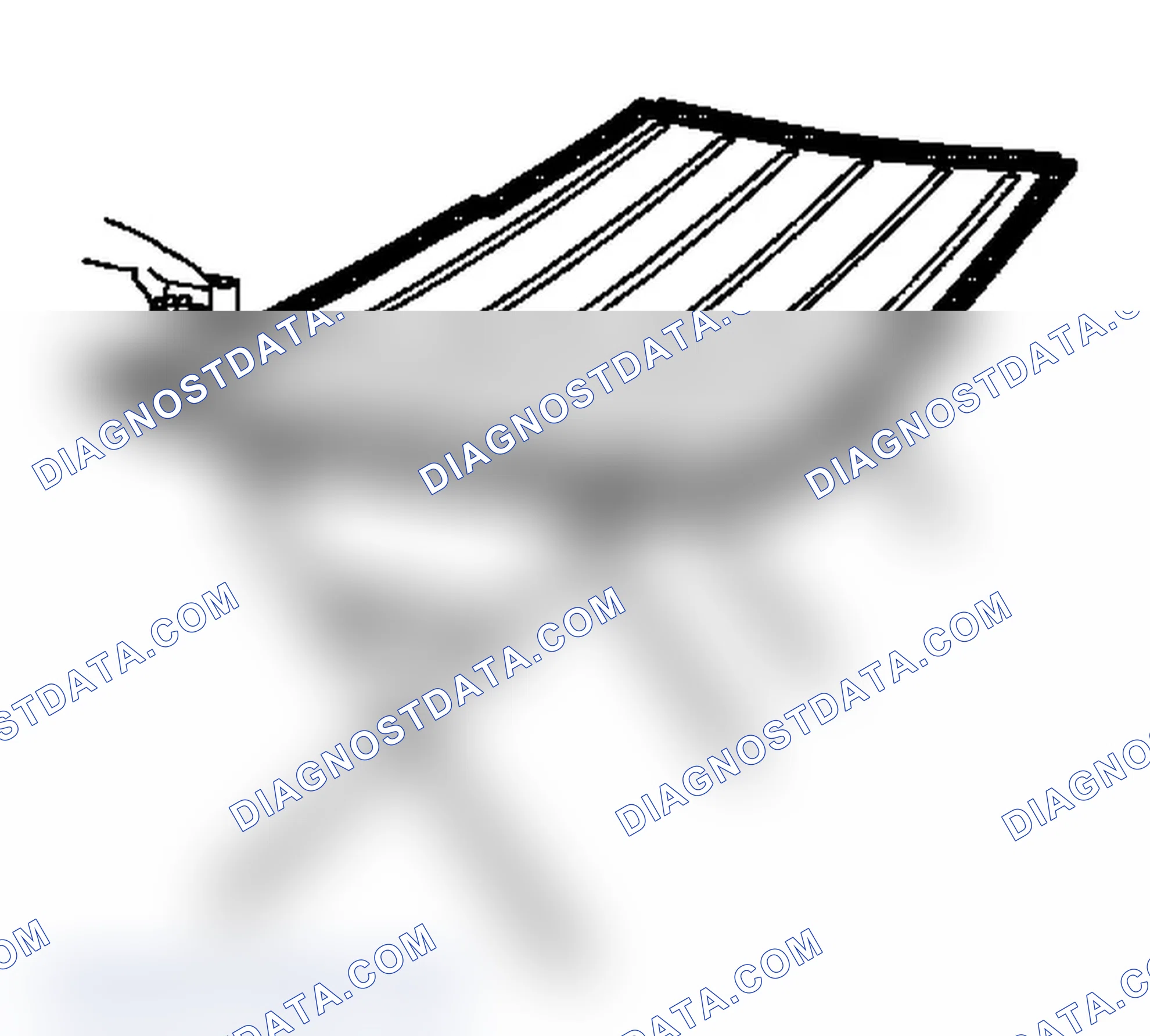
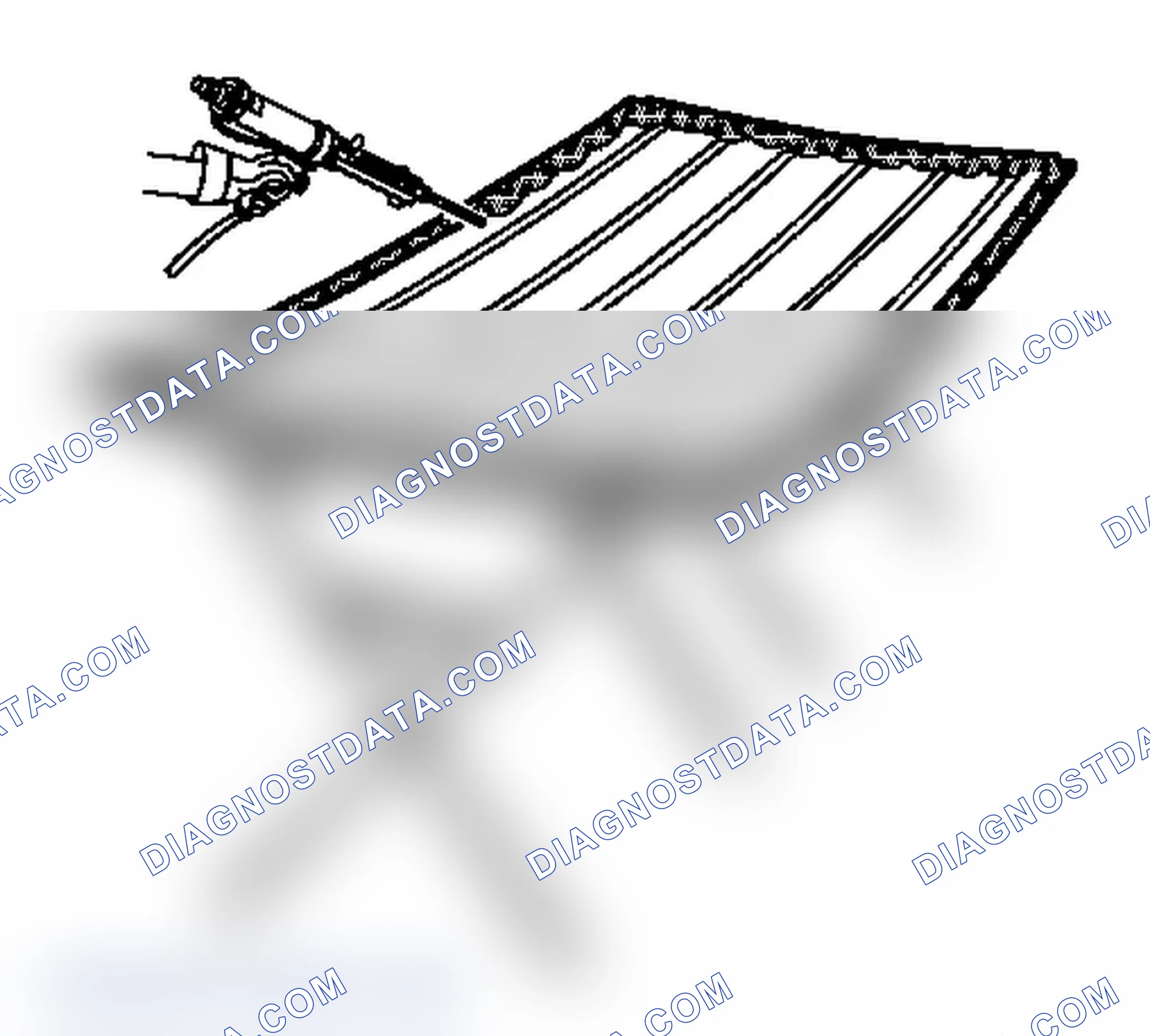
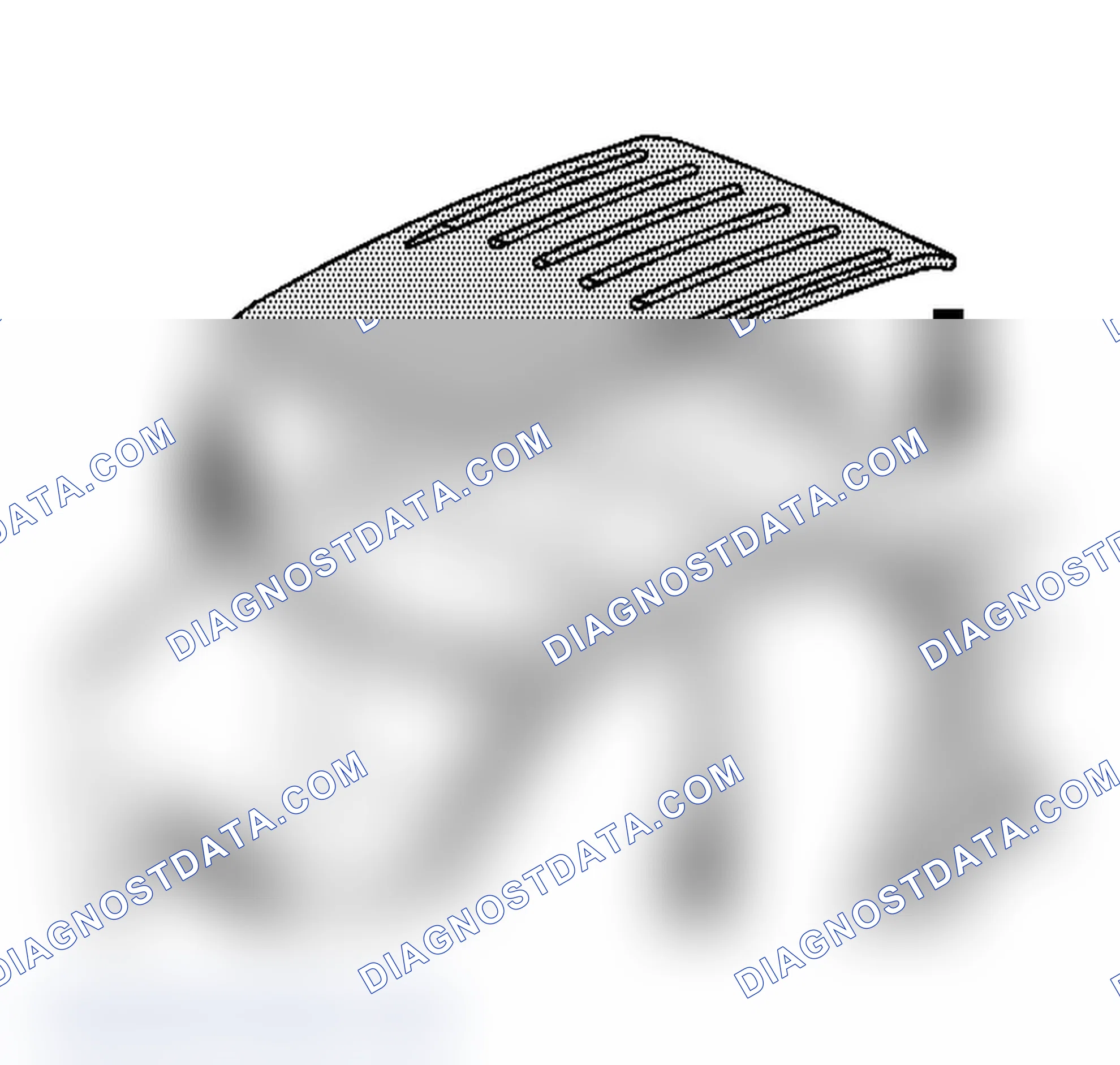
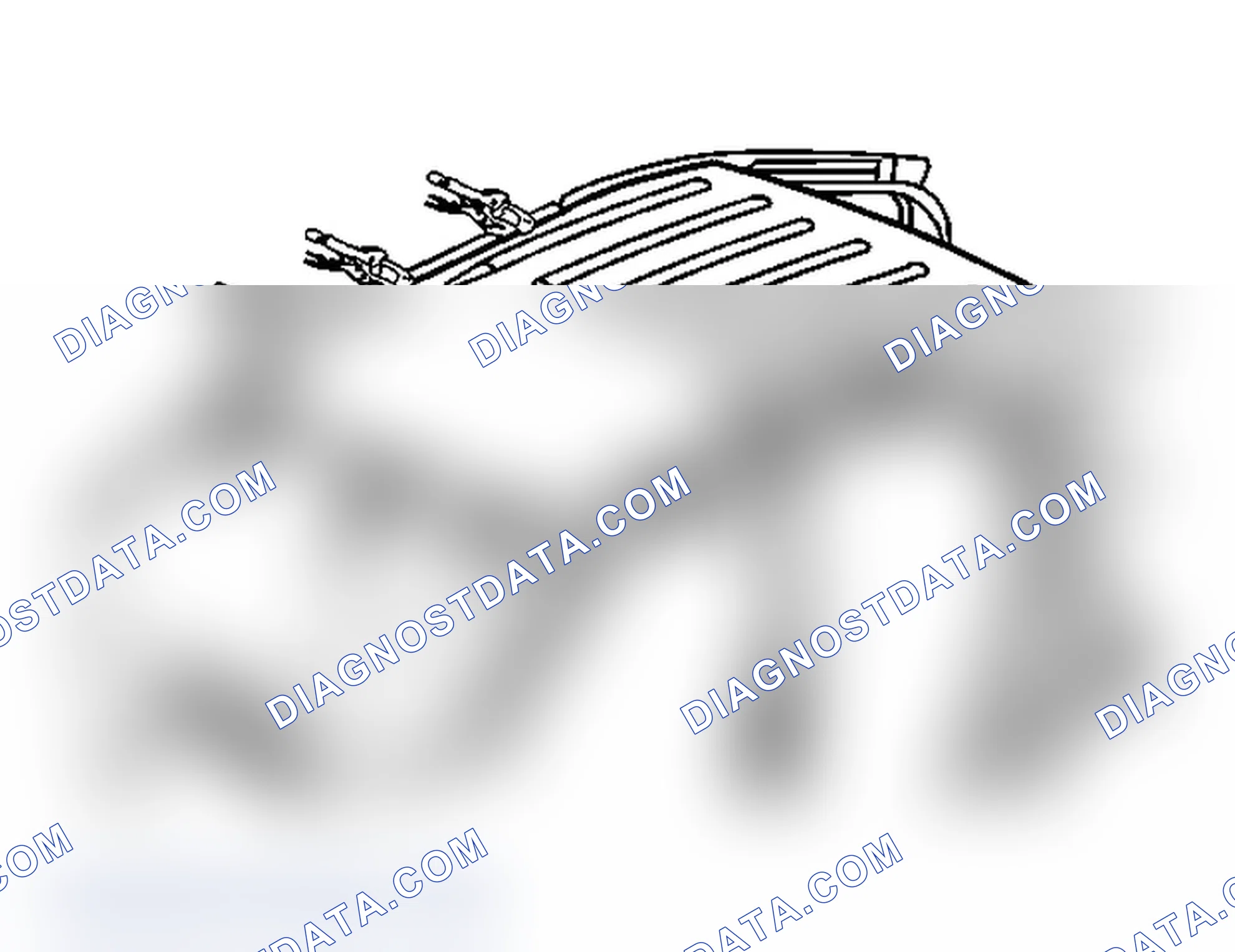
Scheme 250
Scheme 250: Installation Procedure - Adhesive Bonding
Scheme 251
Scheme 252
Scheme 253
Scheme 254
Scheme 255
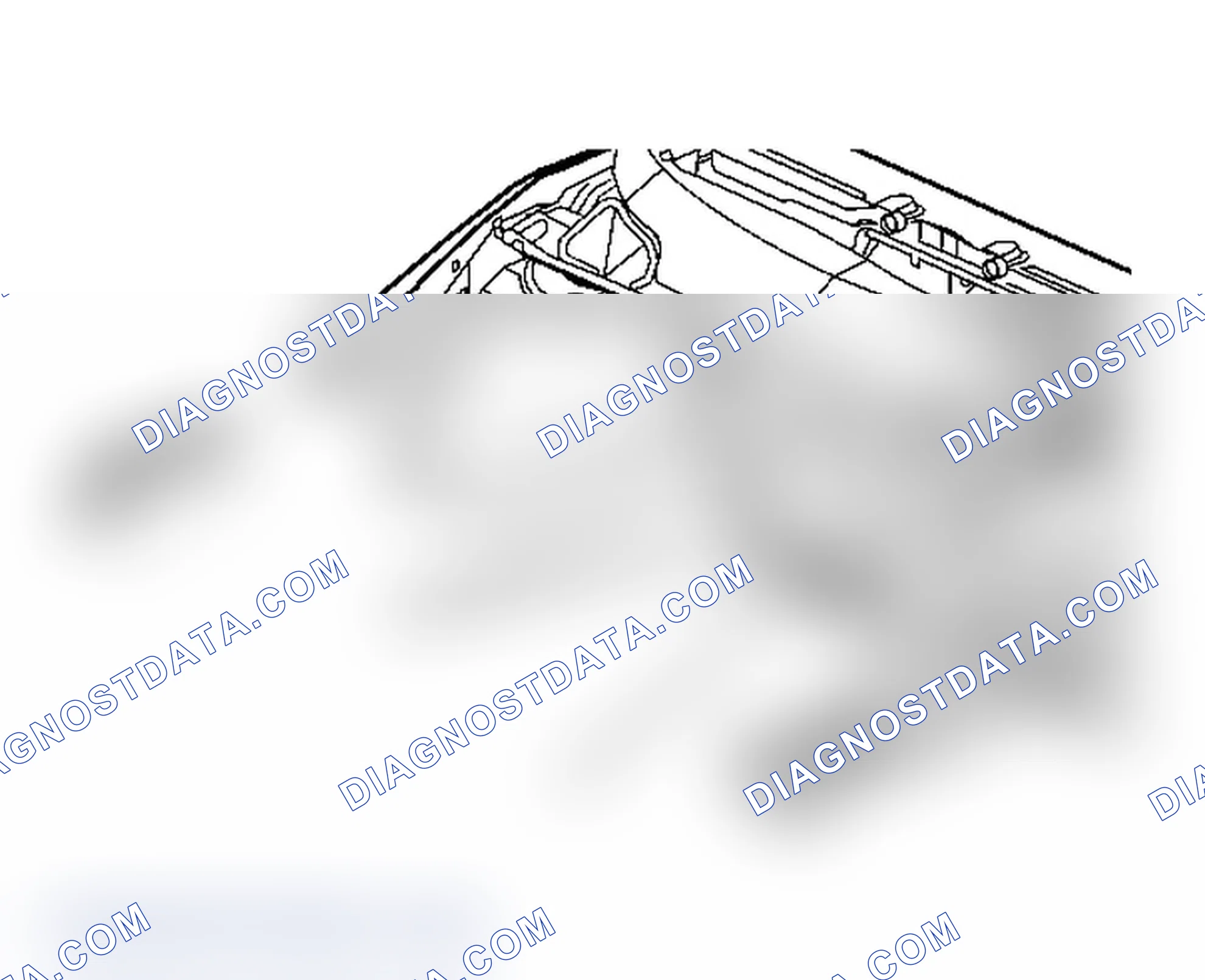
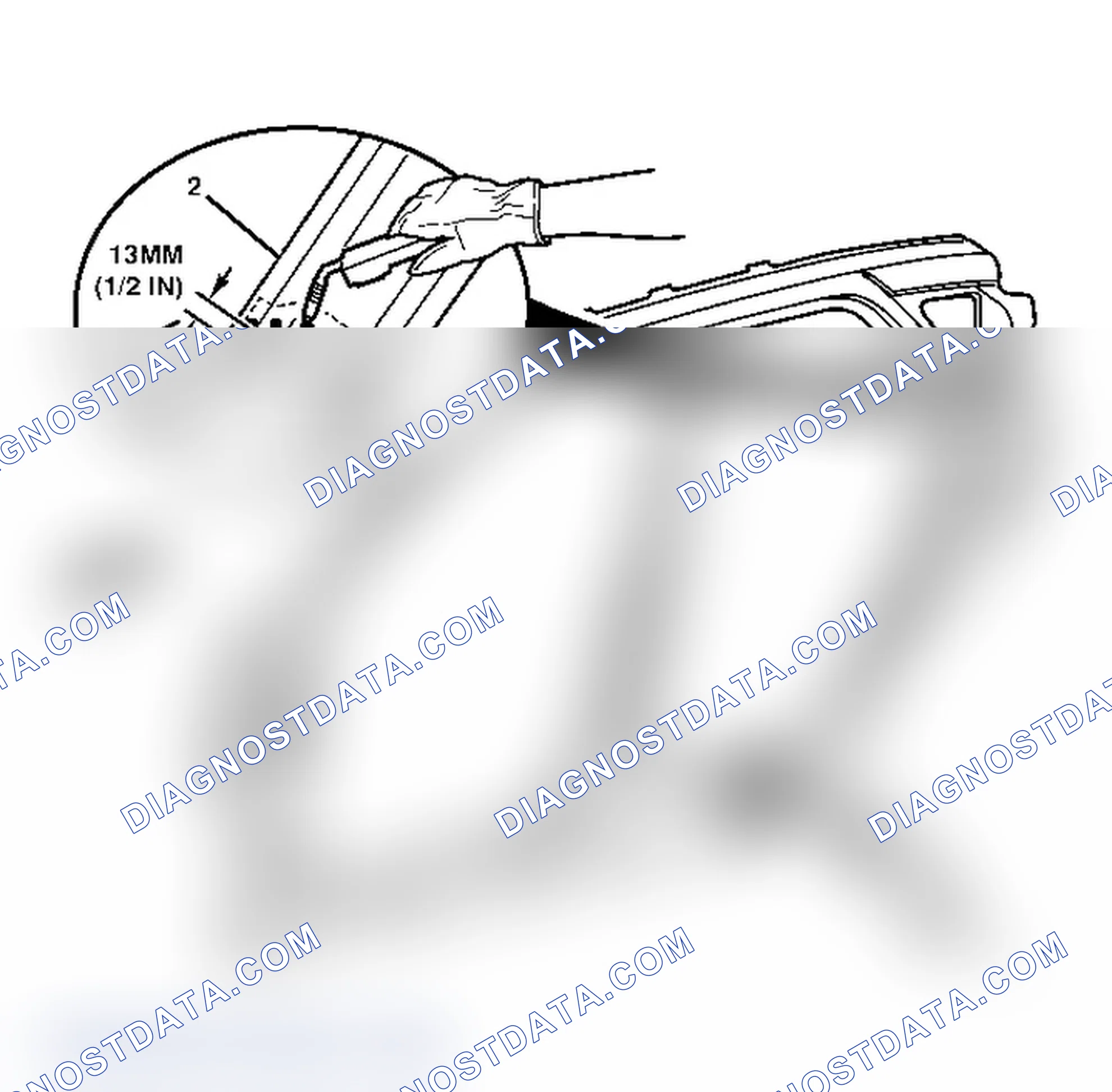
- Grind the surface of the body mating flanges to bare steel.
- Grind the roof panel mating flanges to remove the E-coating. Take care not to damage the corners or thin the metal during the grinding operation.
- Clean the mating surfaces. IMPORTANT: The adhesive has a 40-50 minute working time. Do not allow the adhesive to totally cure off the vehicle, as proper alignment of the roof panel to the body will be difficult.
- Apply a 3-6 mm (1/8-1/4 in) bead of metal panel bonding adhesive GM P/N 12378566/7 (Canadian P/N 88901674/5) or equivalent to both of the mating surfaces.
- Using a small acid brush, spread a coat of adhesive to cover all the bare metal surfaces to ensure corrosion protection.
- Apply a 9-13 mm (3/8-1/2 in) bead of metal panel bonding adhesive GM P/N 12378566/7 (Canadian P/N 88901674/5) or equivalent to the service panel mating surfaces. IMPORTANT: Do NOT pull the panels apart after being joined together. Slide the panels against each other to realign the panels.
- Install the roof panel to the body with two or more assistants.
- Clamp the roof panel into position as required.
- Using lacquer thinner remove the excess adhesive from the roof panel area.
- Apply the sealers and anti-corrosion materials to the repair area, as necessary. Refer to «Anti-Corrosion Treatment and Repair»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__anti-corrosion-treatment-and-repair) in Paint/Coatings.
- Paint the repair area. Refer to «Basecoat/Clearcoat Paint Systems»(/buick/rendezvous/i-2001-2007/remont/paintcoatings/#paint-coatings__basecoatclearcoat-paint-systems) in Paint/Coatings.
- Install the windshield. Refer to «Windshield Replacement»(/buick/rendezvous/i-2001-2007/remont/heated-glassdefoggers/#stationary-window-system__windshield-replacement) in Stationary Windows.
- Install all related panels and components.
- Connect the negative battery cable. Refer to «Battery Negative Cable Disconnect/Connect Procedure (LA1)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) or «Battery Negative Cable Disconnect/Connect Procedure (LY7)»(/buick/rendezvous/i-2001-2007/remont/charging-system/#battery-charging-system-and-starting-system) in Engine Electrical.
- Enable the SIR system. Refer to «SIR Disabling and Enabling Zones»(/buick/rendezvous/i-2001-2007/remont/airbag/#supplemental-inflatable-restraint-system__sir-disabling-and-enabling-zones) in SIR.
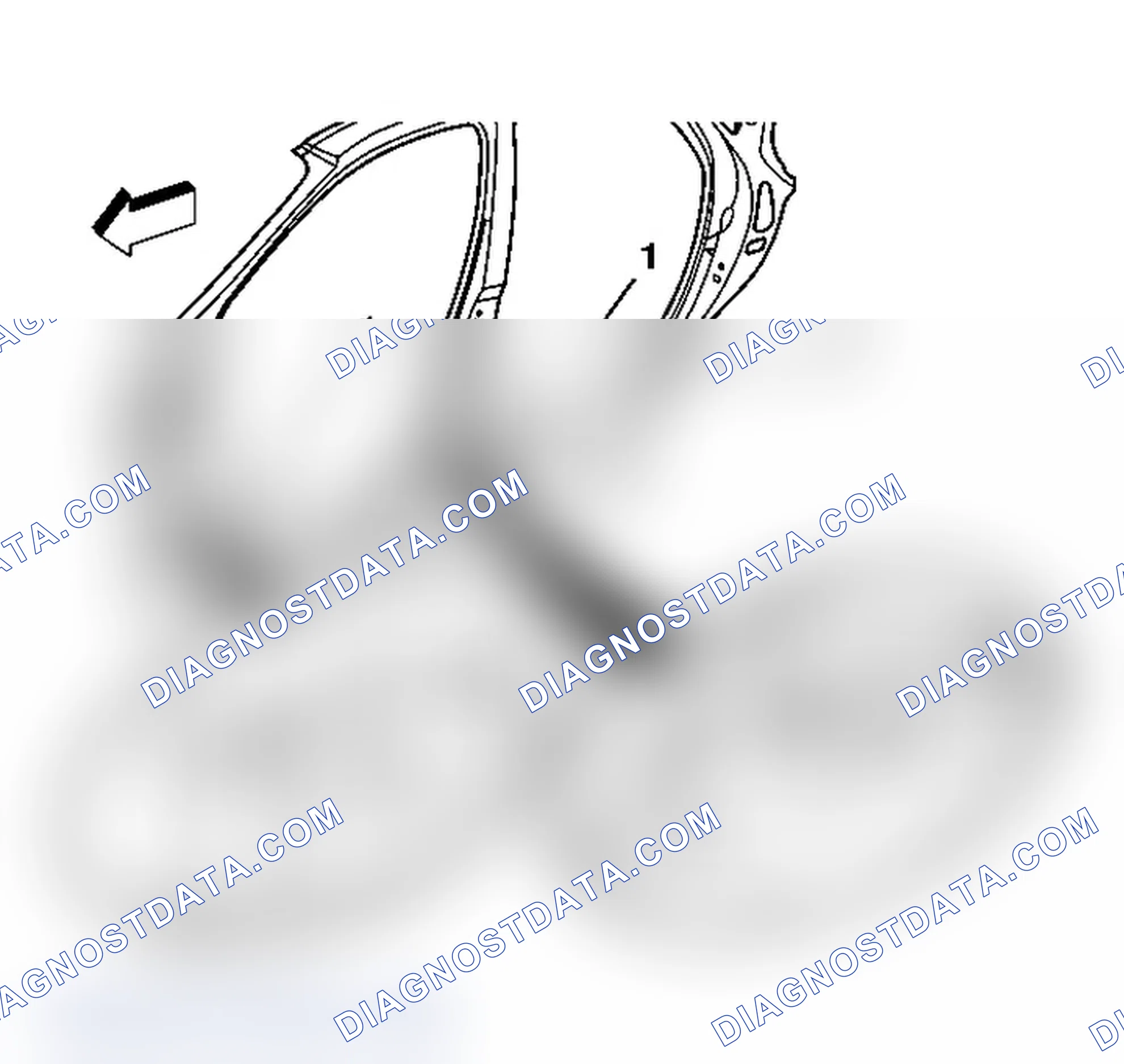
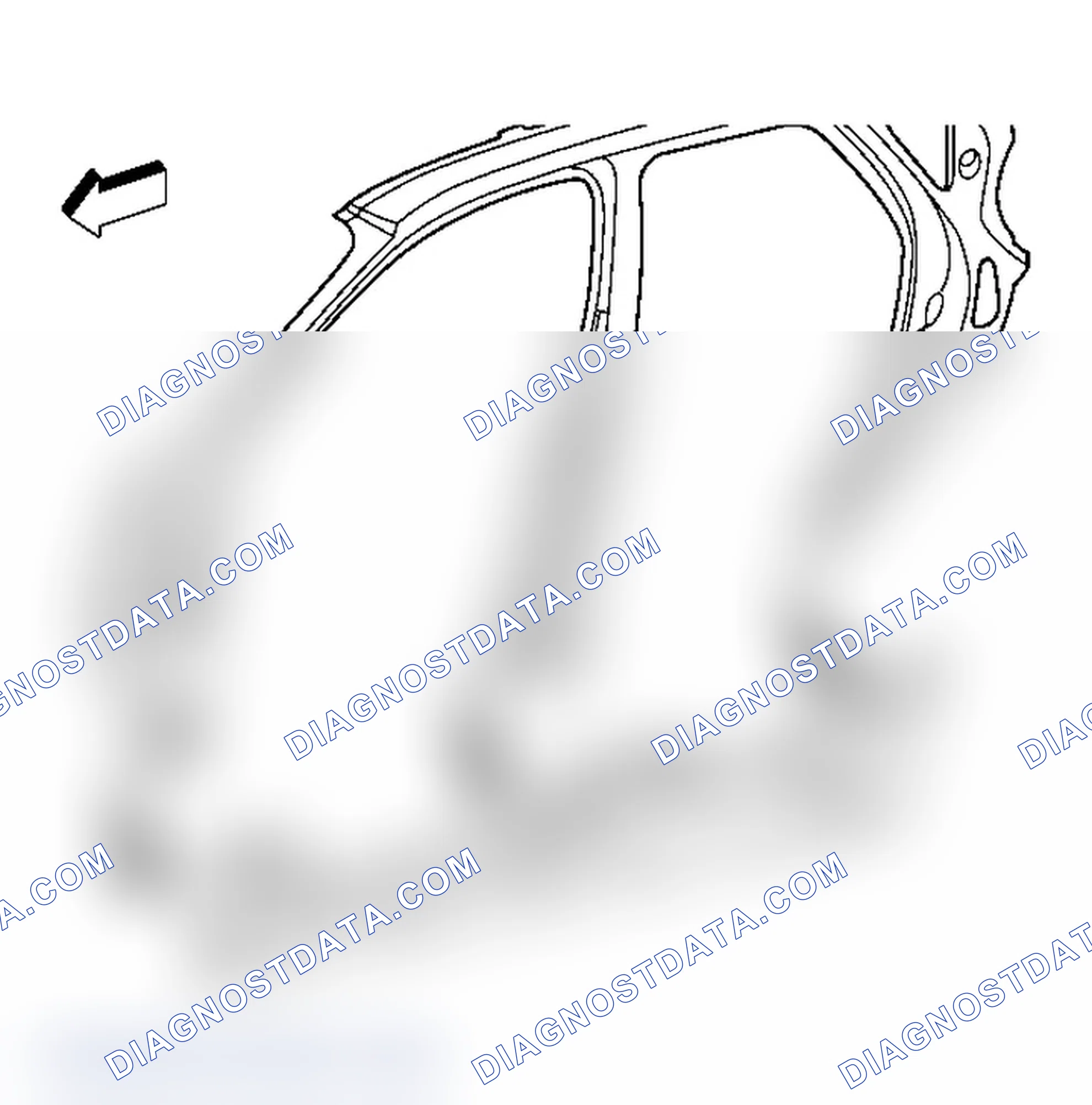
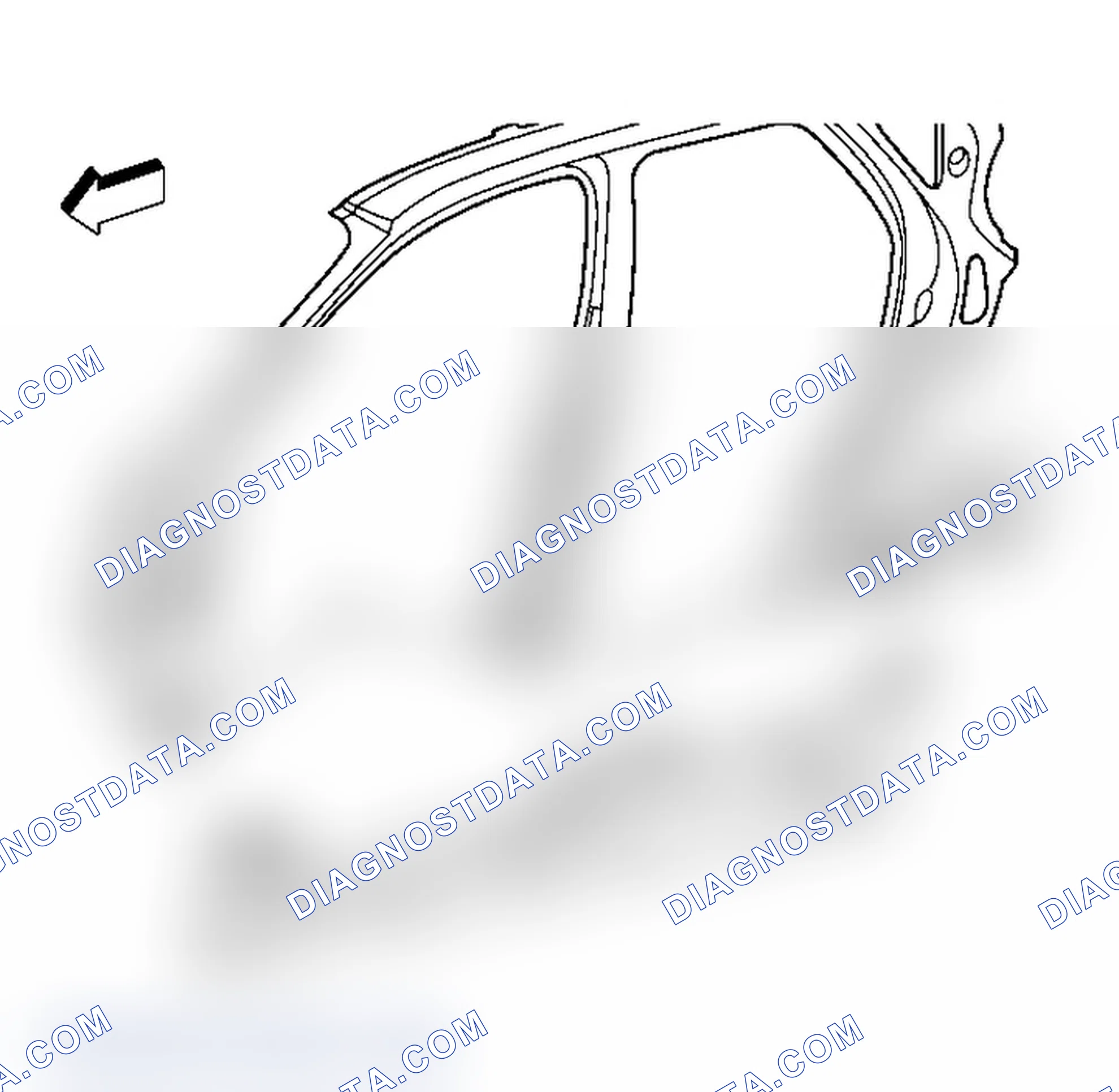
| IMPORTANT | For full quarter panel replacement the roof panel must be removed. |
Scheme 256
Scheme 257
Scheme 258
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Sealers Sound deadeners (1) Anti-corrosion materials IMPORTANT: Do not damage any inner panels or reinforcements.
- Cut the panel where sectioning is to be performed (1).
- Locate and drill out all factory welds. Note the number and location of welds for installation of the service part.
- Remove the damaged section.
Scheme 259
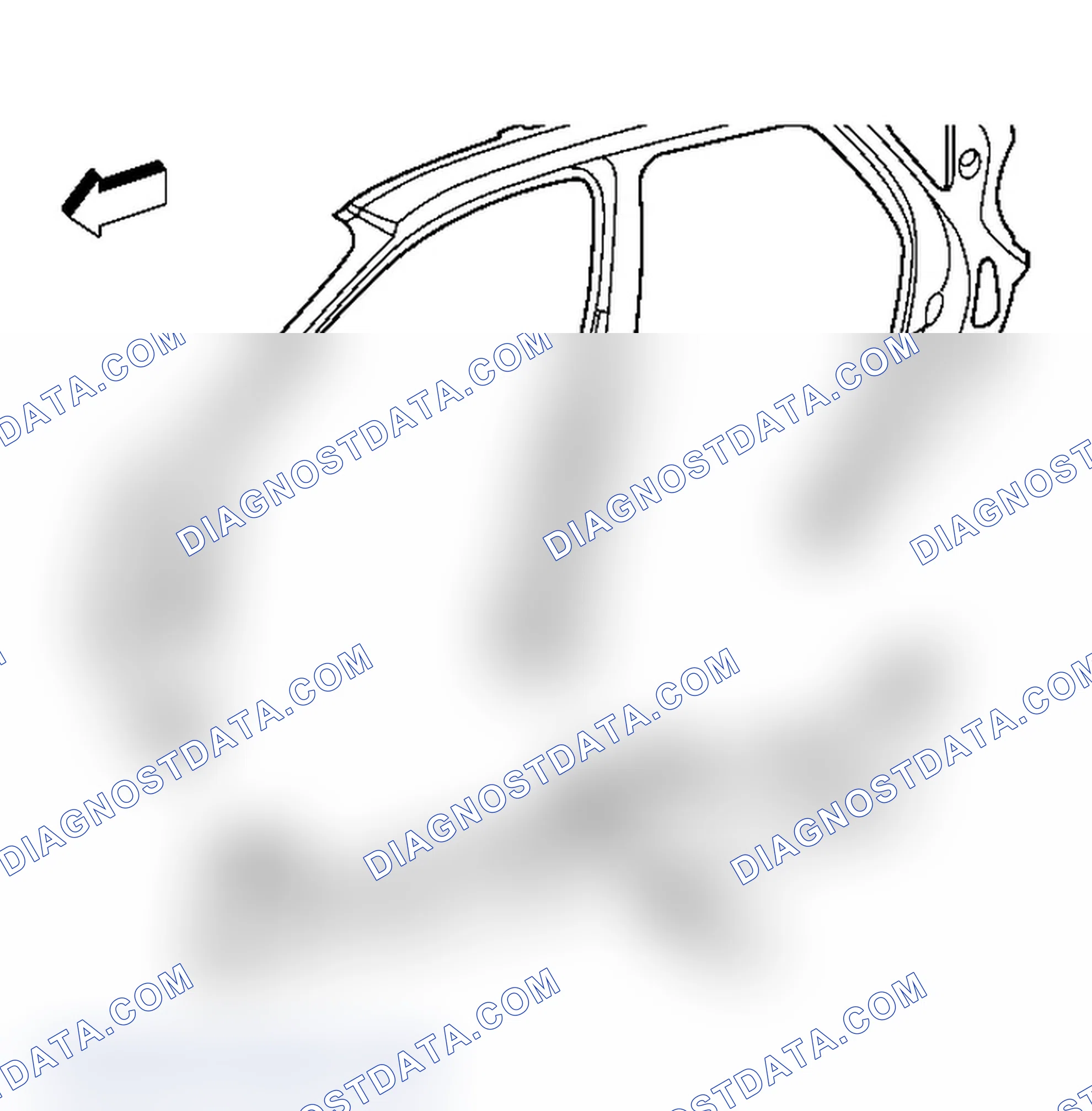
Scheme 259: Installation Procedure
Scheme 260
Scheme 261
Scheme 262
Scheme 263
- Cut the replacement quarter panel in corresponding locations to fit the remaining original panel (1). The sectioning joint should be trimmed to allow a gap of one-and-one-half times the metal thickness at the sectioning joint. IMPORTANT: A backing plate is not needed in this specified location (1). Use the reinforcement as the backing plate.
- Create a 50 mm (2 in) backing plate from the unused portion of the service part. Trim the backing plate as necessary to fit behind the sectioning joint.
- Drill 8 mm (5/16 in) plug weld holes (1) along the sectioning cut on the remaining original part (2). IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16 in) (1) plug weld holes in the service part as necessary in the locations noted from the original panel and along the sectioning cut.
- Prepare all attachment surfaces as necessary. IMPORTANT: Prior to refinishing, refer to the publication GM4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Apply weld-thru primer to all bare metal surfaces.
- Fit the backing plate halfway into the sectioning joint clamp and plug weld to the vehicle.
- Install service quarter panel leaving a gap of one and one half times the thickness of the metal.
- Plug weld accordingly.
- To create a solid weld with minimum heat distortion, make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between them. Then go back and complete the stitch weld.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadening materials Sealers
- Refinish as necessary.
- Install all related panels and components.
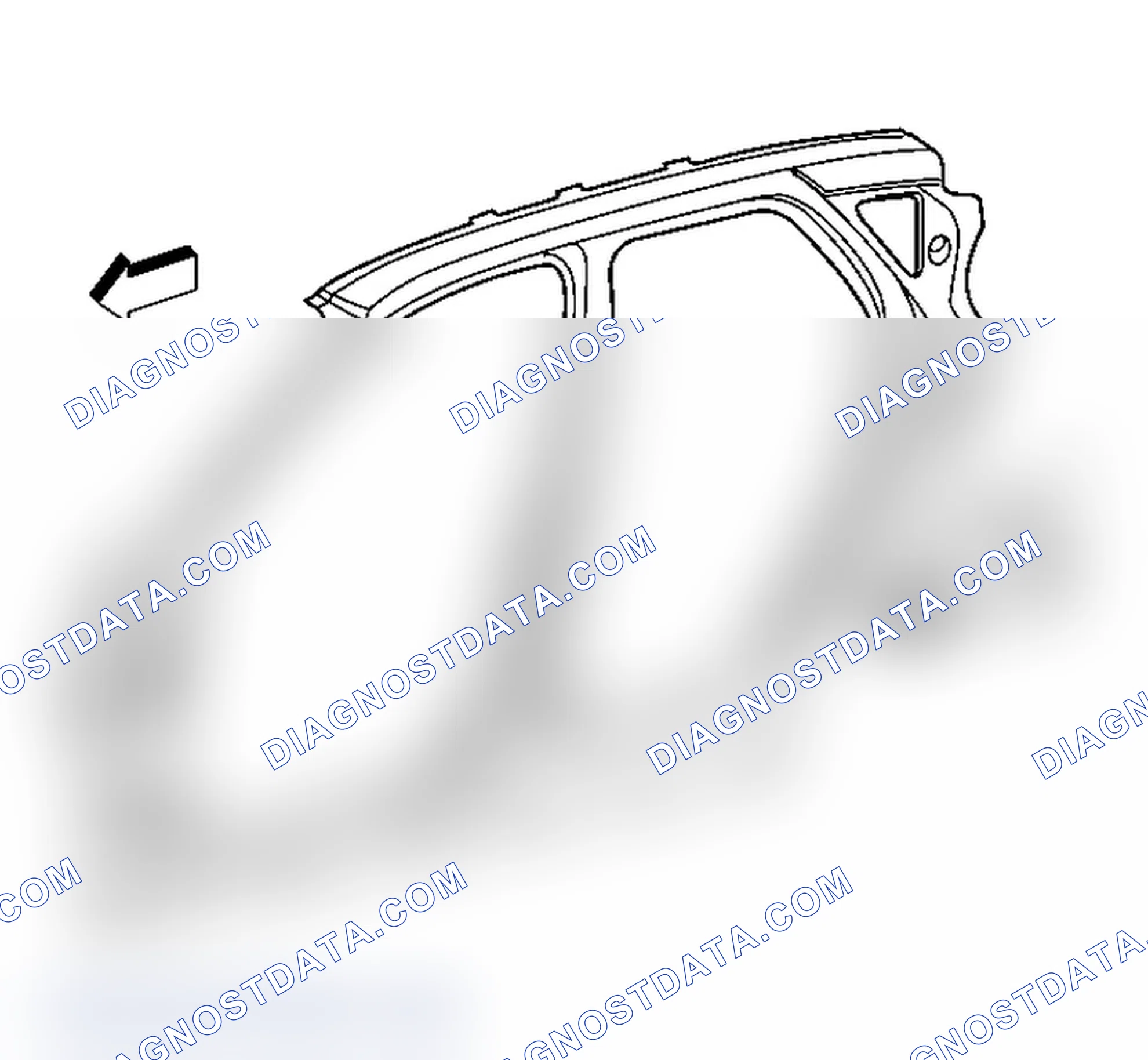
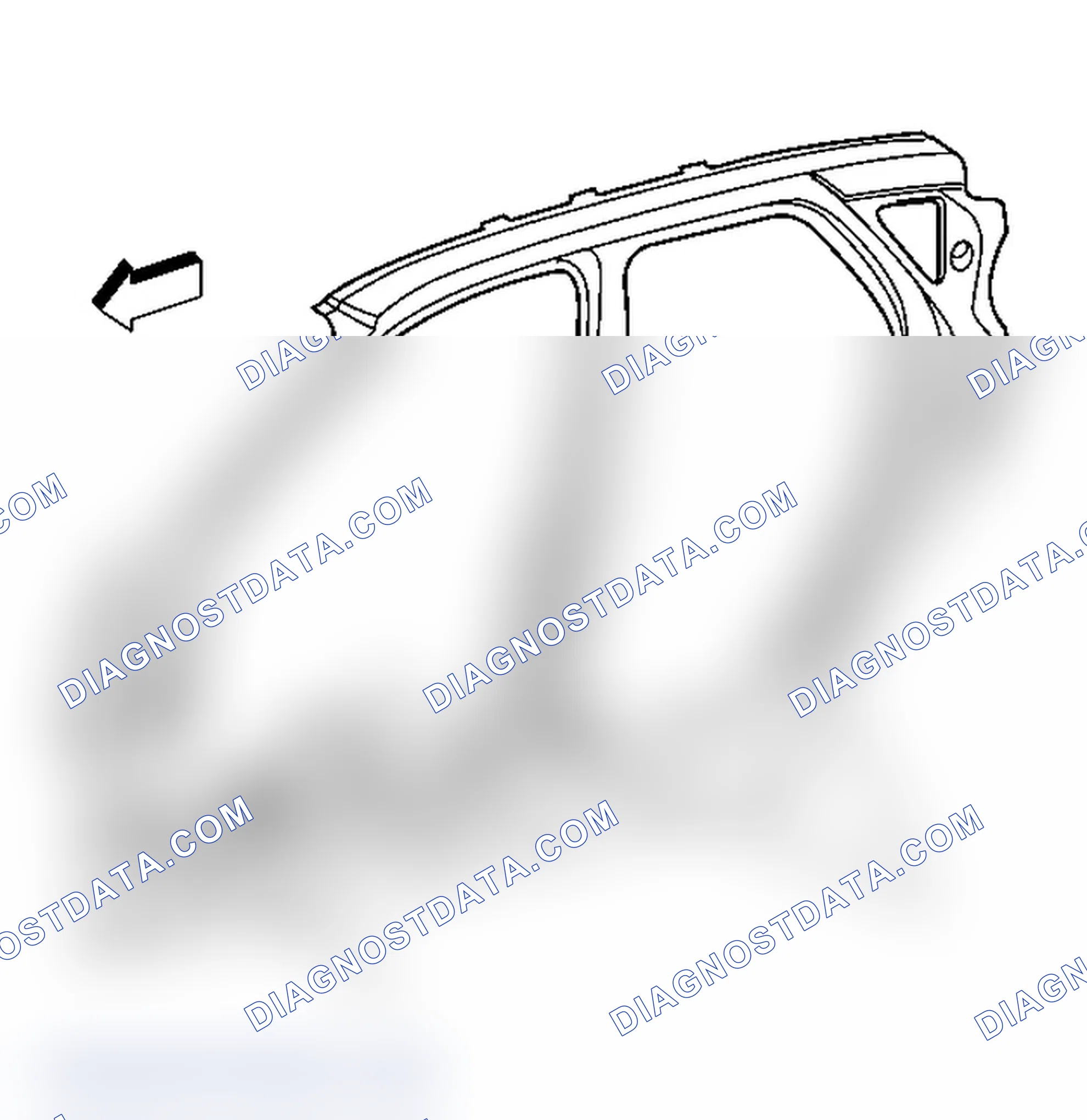
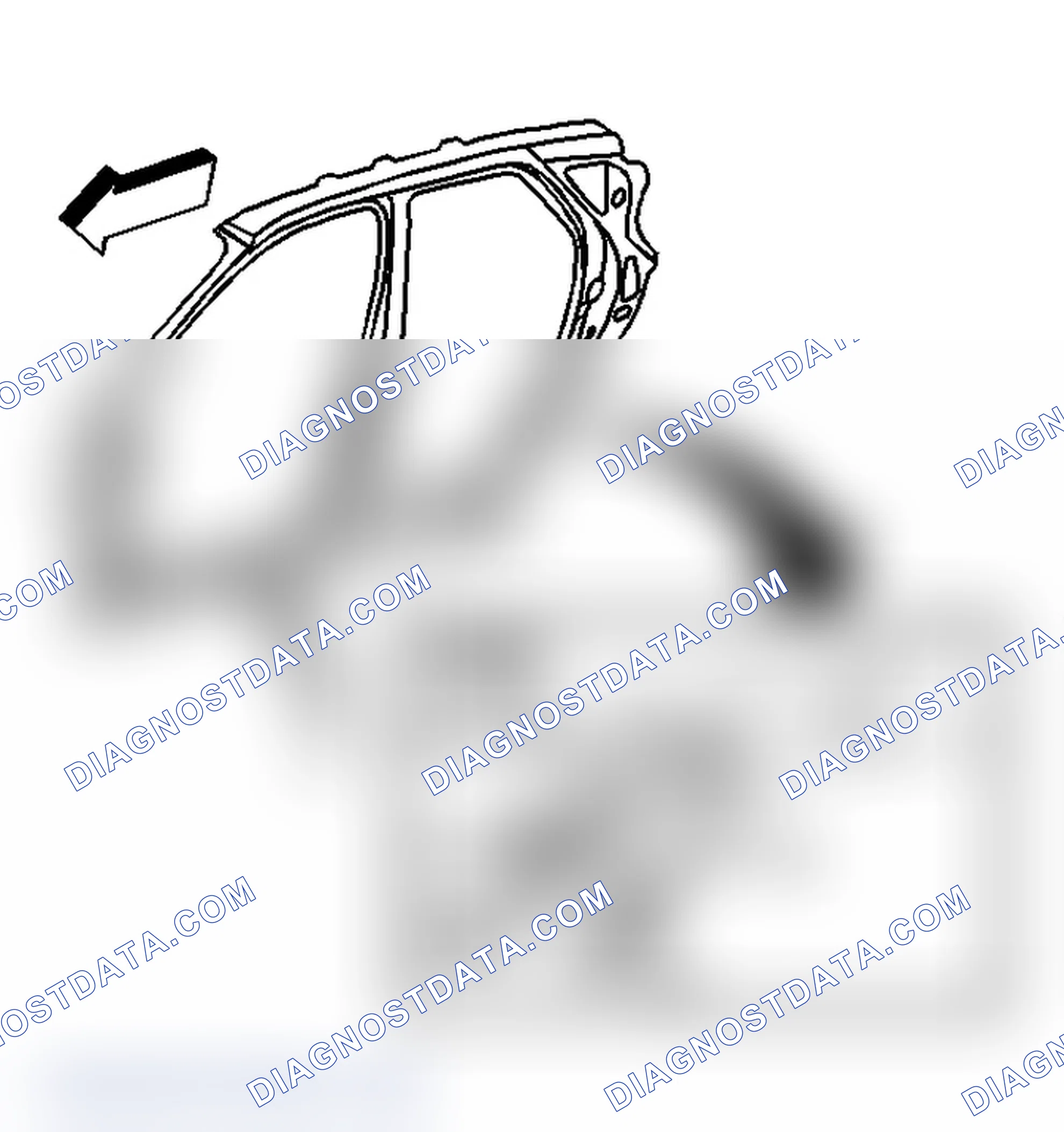
| IMPORTANT | For full quarter panel replacement the roof panel must be removed. |
Scheme 264
Scheme 265
Scheme 266
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Sealers Sound deadeners (1) Anti-corrosion materials IMPORTANT: Do not damage any inner panels or reinforcements.
- Cut the panel where sectioning is to be performed (1).
- Locate and drill out all factory welds. Note the number and location of welds for installation of the service part.
- Remove the damaged section.
Scheme 267
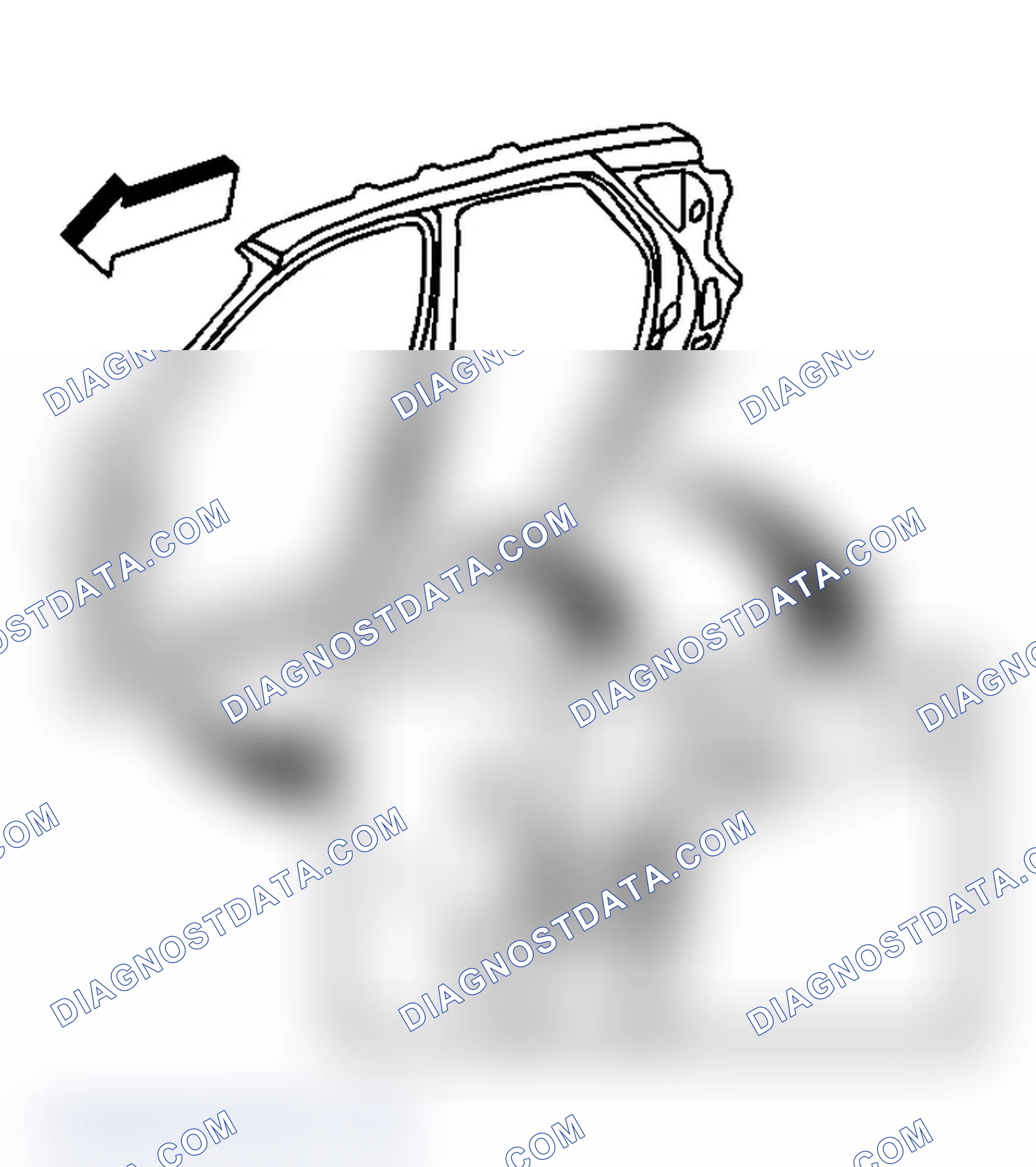
Scheme 267: Installation Procedure
Scheme 268
Scheme 269
Scheme 270
Scheme 271
- Cut the replacement quarter panel in corresponding locations to fit the remaining original panel (1). The sectioning joint should be trimmed to allow a gap of one-and-one-half times the metal thickness at the sectioning joint.
- Create a 50 mm (2 in) backing plate from the unused portion of the service part. Trim the backing plate as necessary to fit behind the sectioning joint.
- Drill 8 mm (5/16 in) plug weld holes (1) along the sectioning cut on the remaining original part (2). IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16 in) (1) plug weld holes in the service part as necessary in the locations noted from the original panel and along the sectioning cut.
- Prepare all attachment surfaces as necessary. IMPORTANT: Prior to refinishing, refer to the publication GM4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Apply weld-thru primer to all bare metal surfaces.
- Fit the backing plate halfway into the sectioning joint clamp and plug weld to the vehicle.
- Install service quarter panel leaving a gap of one and one half times the thickness of the metal.
- Plug weld accordingly.
- To create a solid weld with minimum heat distortion, make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between them. Then go back and complete the stitch weld.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadening materials Sealers
- Refinish as necessary.
- Install all related panels and components.
Scheme 272
Scheme 272: Removal Procedure
Scheme 273
Scheme 274
Scheme 275
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners Sealers IMPORTANT: Do not damage any inner panels or reinforcements.
- Perform the necessary procedures to gain access to the rear rail.
- Locate (2) and drill out all factory welds (1). Note the number and location of welds for installation of the Rear Rail.
- Mark the cut location, by measuring from the rear edge of the hole rearward.
- Cut the rear rail section.
- Remove the damaged rear rail section.
Scheme 276
Scheme 276: Installation Procedure
Scheme 277
Scheme 278
Scheme 279
Scheme 280
Scheme 281
Scheme 282
Scheme 283
Scheme 284
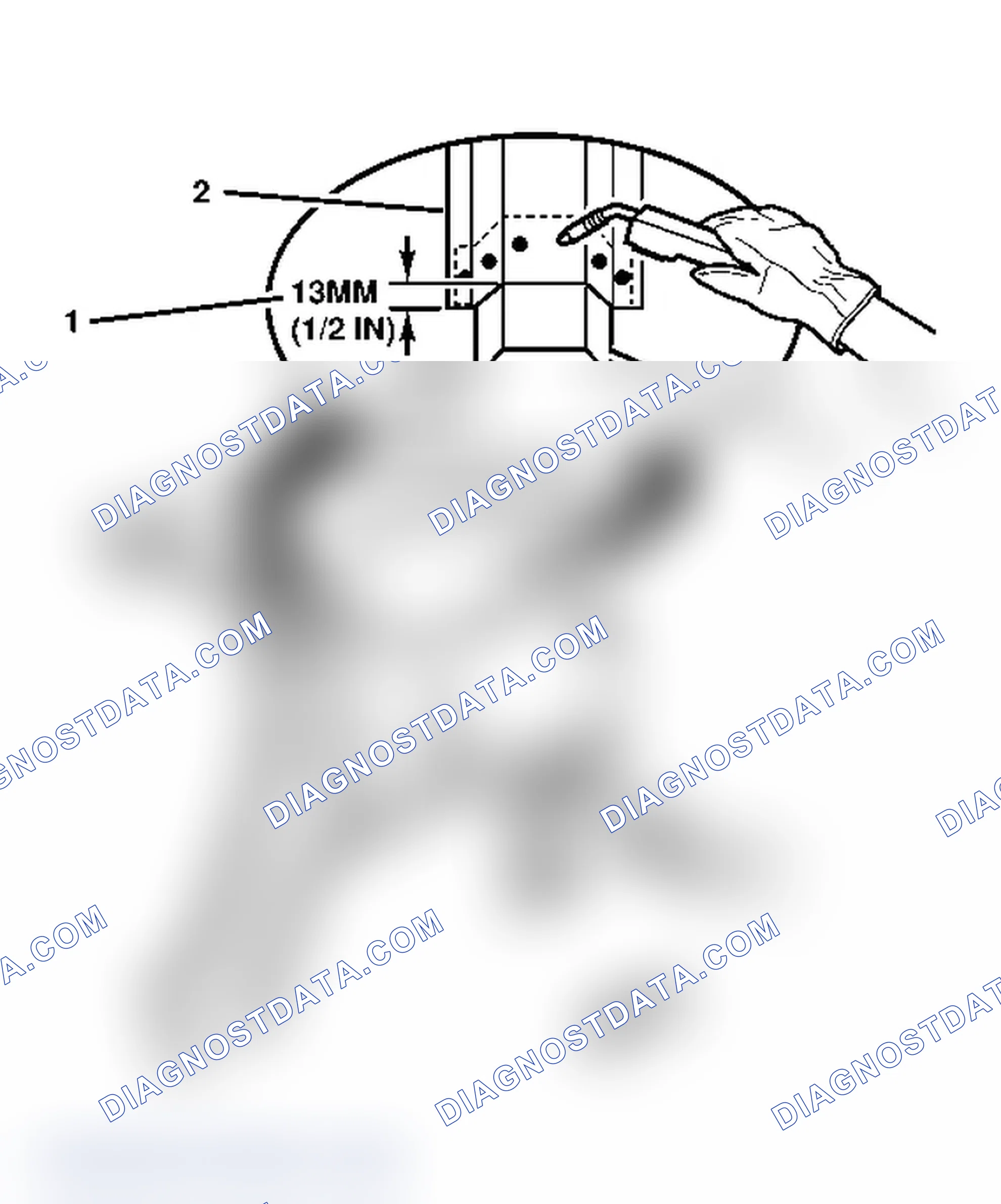
- Mark the cut location on the service rail by measuring 5 mm (1/4 in) from the front edge of the hole forward.
- Cut the rear rail service part.
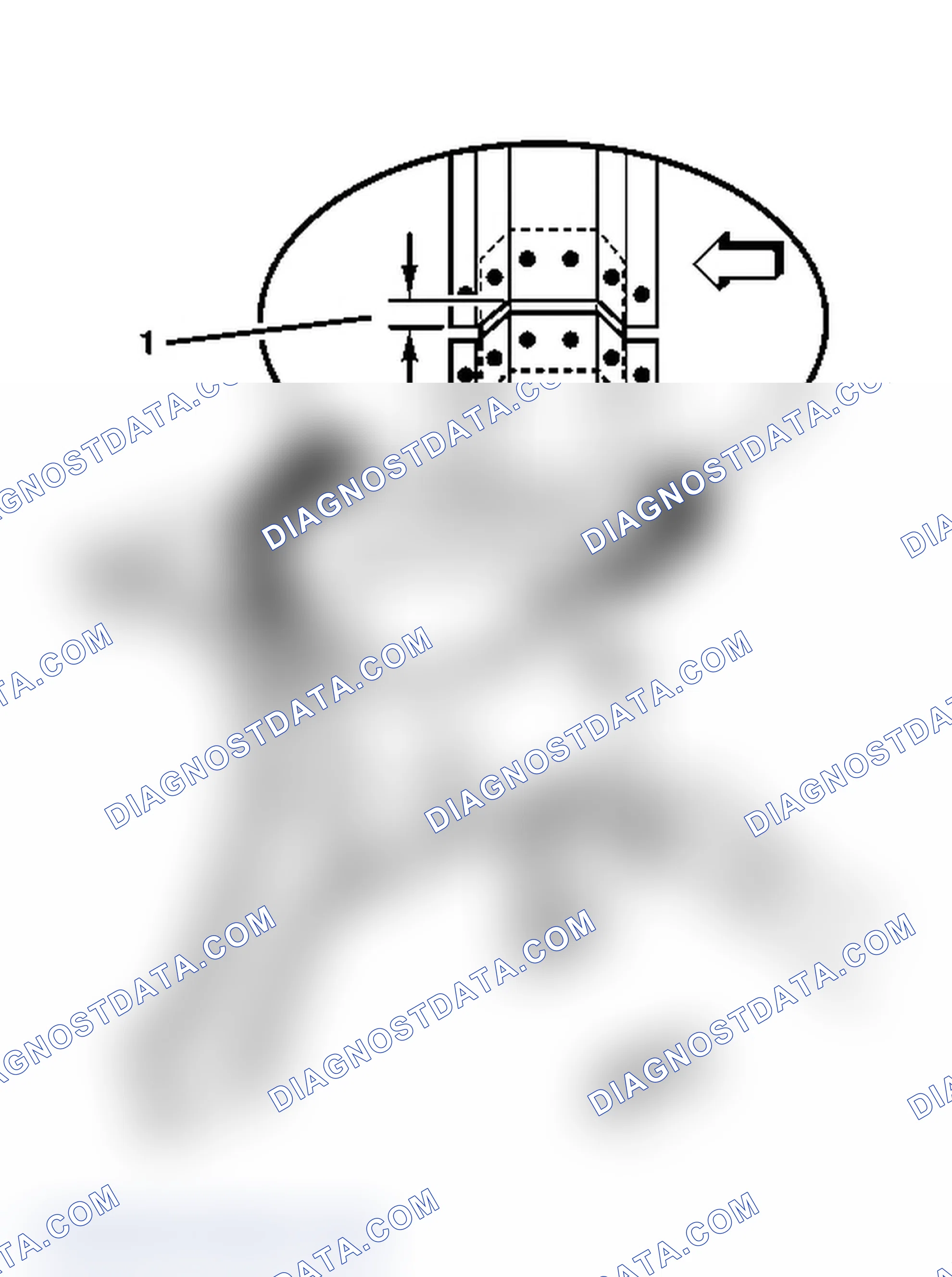
- Cut and remove 30 mm (1 3/16 in) from the flanges on either side of the service section rail to create 30 mm (1 3/16 in) tabs (1).
- Cut 5 mm (1/4 in) wide gaps in the bottom corners (2).
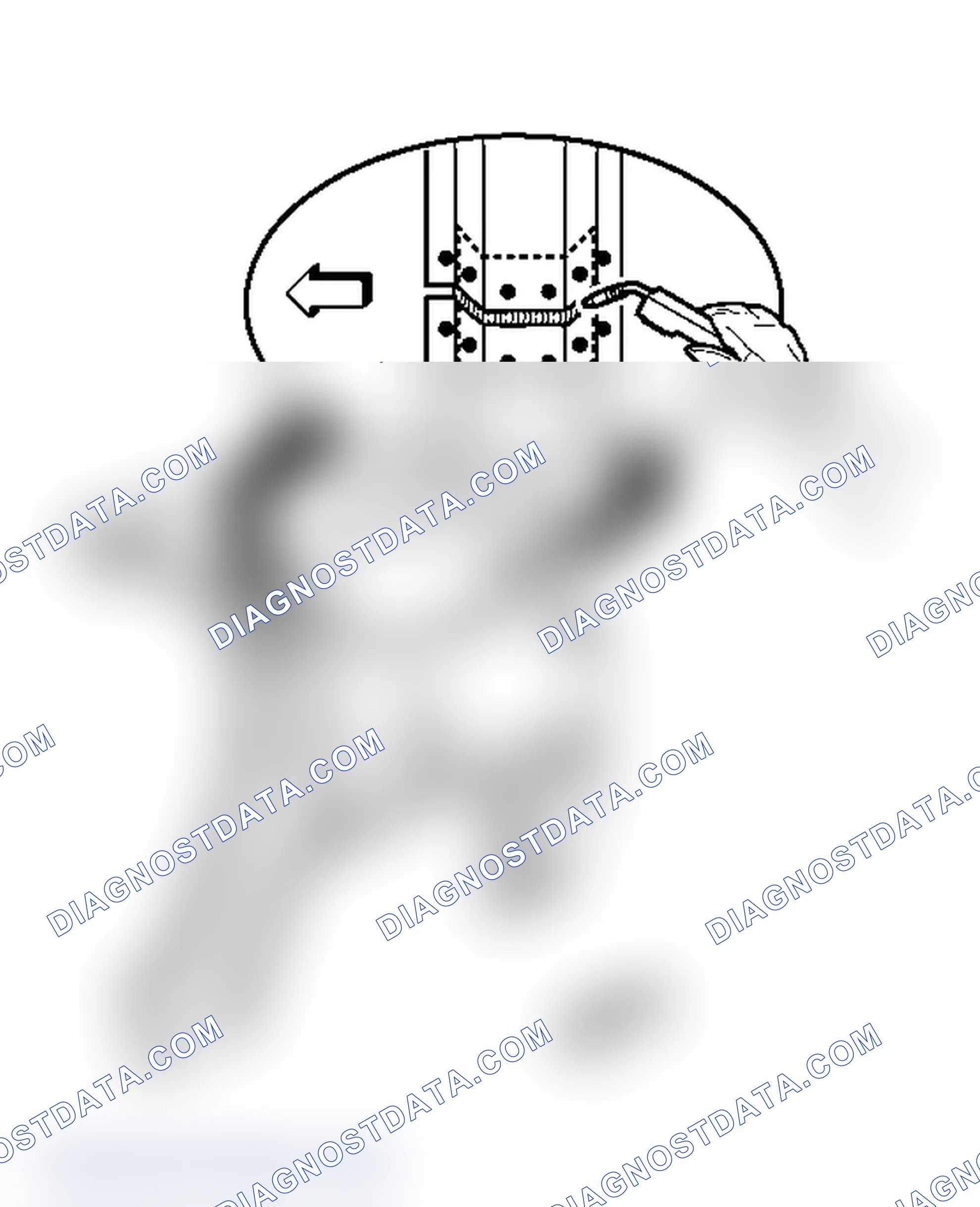
- Step the tabs inward (1) to allow the service rail section to fit inside of the original rear rail. IMPORTANT: The metal of the rear rail is of a heavy gage. However, the tabs can be created using the appropriate tools.
- Weld the tabs together along the lower edges (2). IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart.
- Drill 8 mm (5/16 in) plug weld holes along the sectioning cut on the original rail. Locate these holes 13 mm (1/2 in) from the edge and spaced 40 mm (1 1/2 in) apart.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Align the service part over the stepped tab using three-dimensional measuring equipment.
- Plug weld accordingly.
- To create a solid weld with minimum heat distortion, make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between them. Then go back and complete the stitch weld. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners Sealers
- Install all related panels and components.
Scheme 285
Scheme 286
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners Sealers
- Locate and drill out all factory welds. Note the number and location of welds for installation of the rear body opening right and left lower reinforcements, gaining access to the rear floor panel. IMPORTANT: Do not damage any inner panels or reinforcements.
- Locate rear floor panel to mid-floor overlap seam.
- Cut rearward of the mid-floor. Use a straight line to cut rear floor panel.
- Locate and drill out all factory welds. Note the number and location of the welds for installation of the rear floor panel.
- Remove the damaged rear floor panel.
| IMPORTANT | In any area damaged beyond recognition, space plug weld holes every 40 mm (1 1/2 in) apart. |
Scheme 287
Scheme 288
Scheme 289
Scheme 290
- Drill 8 mm (5/16 in) plug weld holes as necessary in locations noted from the original rear outer wheelhouse.
- Drill 8 mm (5/16 in) plug weld holes at the forward edge of the rear floor panel.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Position the rear floor panel to overlap the mid-floor panel.
- Plug weld accordingly.
- Drill 8 mm (5/16 in) plug weld holes in the service part as necessary in the locations noted from the original panel.
- Position right and left lower reinforcements to the rear body opening.
- Plug weld accordingly. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners Sealers
- Install all related panels and components.
Scheme 291
Scheme 291: Removal Procedure
Scheme 292
Scheme 293
Scheme 294
- Remove all related panels and components. Refer to «Panel Replacement - Rear End»(/buick/rendezvous/i-2001-2007/remont/exterior-body-panels/#collision-repair)
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners Sealers
- Locate and drill out all factory welds. Note the number and location of welds for installation of the rear body opening right and left lower reinforcements, gaining access to the rear floor panel. IMPORTANT: Do not damage any inner panels or reinforcements.
- Locate rear floor panel to mid-floor overlap seam.
- Cut rearward of the mid-floor. Use a straight line to cut rear floor panel.
- Locate and drill out all factory welds. Note the number and location of the welds for installation of the rear floor panel.
- Remove the damaged rear floor panel.
| IMPORTANT | The rear seat anchor plates (1) require 6 8 mm (5/16 in) holes drilled completely through all metals, to weld the anchor plate to the rail weld flanges. In order to insure the structural integrity of the seat anchoring system. In any area damaged beyond recognition, space plug weld holes every 40 mm (11/2 in) apart. Drill 8 mm (5/16 in) plug weld holes as necessary in locations noted from the original rear floor pan. |
Scheme 295
Scheme 296
Scheme 297
Scheme 298
- Drill 8 mm (5/16 in) plug weld holes spaced every 40 mm (11/2 in) at the forward edge (20 of the rear floor panel.
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces. IMPORTANT: The rear seat anchor plates (1) require six welds to secure the anchor plate (2) to the rail weld flange (3). These welds must be installed using mig puddle weld in order to insure the structural integrity of the seat anchoring system.
- Position the rear floor panel to overlap the mid-floor panel.
- Plug weld accordingly.
- Drill 8 mm (5/16 in) plug weld holes in the service part as necessary in the locations noted from the original panel.
- Position right and left lower reinforcements to the rear body opening.
- Plug weld accordingly. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners Sealers
- Install all related panels and components.
Scheme 299
Scheme 299: Removal Procedure
Scheme 300
- Remove all related panels and components.
- Restore as much of the damage as possible to factory specifications.
- Note the location and remove the following as necessary: Anti-corrosion materials Sound deadeners Sealers IMPORTANT: Do not damage any inner panels or reinforcements.
- Locate and drill out all factory welds. Note the number and location of welds for installation of the rear body opening right and left lower reinforcements, gaining access to the rear floor panel.
- Remove the rear end panel.
| IMPORTANT | In any area damaged beyond recognition, space plug weld holes every 40 mm (1-1/2 in) apart. |
Scheme 301
Scheme 302
Scheme 303
Scheme 304
- Drill 8 mm (5/16 in) plug weld holes in the service part as necessary in locations noted from the original panel
- Prepare all attachment surfaces as necessary.
- Apply weld-thru primer to all bare-metal surfaces.
- Position the rear end panel.
- Plug weld accordingly. IMPORTANT: Prior to refinishing, refer to publication GM 4901M-D-2000 GM Approved Refinish Materials for recommended products. Do not combine paint systems. Refer to paint manufacturer's recommendations.
- Clean and prepare all welded surfaces.
- Apply the following as necessary: Anti-corrosion materials Sound deadeners Sealers
- Install all related panels and components.
Metal Panel Bonding
This is intended to provide general guidelines for adhesive bonding of exterior panels as an alternative to Metal-Inert Gas (MIG) welding. Panel bonding may be seen as an alternative to MIG welding to provide full panel replacement in regards to collision repair procedures. The benefits of panel bonding is
- No heat or burn damage when additional welding is not required
- Corrosion protection
- Can act as a sealant
- Improved process for complicated shapes (wheelhouse area)
The General Motors specification for metal bonding adhesives is GM 6449G. The scope of this specification is intended to provide the performance guidelines of structural adhesive systems used to repair (metallic) automotive bodies in the aftermarket. These types of adhesives are intended for use when bonding replacement body panels as an option to welding as the attachment means. GM information outlines the use of room temperature cure acrylic adhesives that contain glass bead technology.
Bonding procedures in general are applicable only to a factory seams type approach.
Sectioning or partial paneling of full panels is not supported by General Motors unless specifically documented in a Service Bulletin or Manual.
Applicable components for this technology are EXTERIOR PANELS ONLY, including door skins, tail panels, roof outer panels and quarter panels.
| IMPORTANT | Do not use adhesives for vehicle underbody or upper body structure type repairs such as structural rails, shock/strut towers, floor pans, upper fender rails, body side pillars, door rings-side or rear, rocker panels, unless specifically documented in a GM Service Bulletin or Manual. If in doubt, use only the procedures referenced in the Service Manual for the specific vehicle being repaired. Always follow the system manufacturer's instructions for application, handling, and curing. |
Adhesives currently meeting the performance requirements include General Motors materials and products manufactured by Lord Adhesives. At this time, ONLY the adhesive products listed below meet this guideline
| GM Goodwrench® | GMSPO of Canada | Lord Fusor | Product Type |
|---|
| 12378567 | 88901675 | 108B/109B | Medium Set |
| 12378566 | 88901674 | 110B/111B | Fast Set |
| Canadian applications may use U.S. part numbers. Refer to your GM Dealer Parts Department for the correct part number applications. |