Note. Refer to the Exploded View in the Countershaft Reassembly, as needed, when removing components pressed onto the countershaft (see COUNTERSHAFT REASSEMBLY ).
Scheme 138
Scheme 139
Scheme 140
- Securely clamp the countershaft assembly in a bench vise with wood blocks.
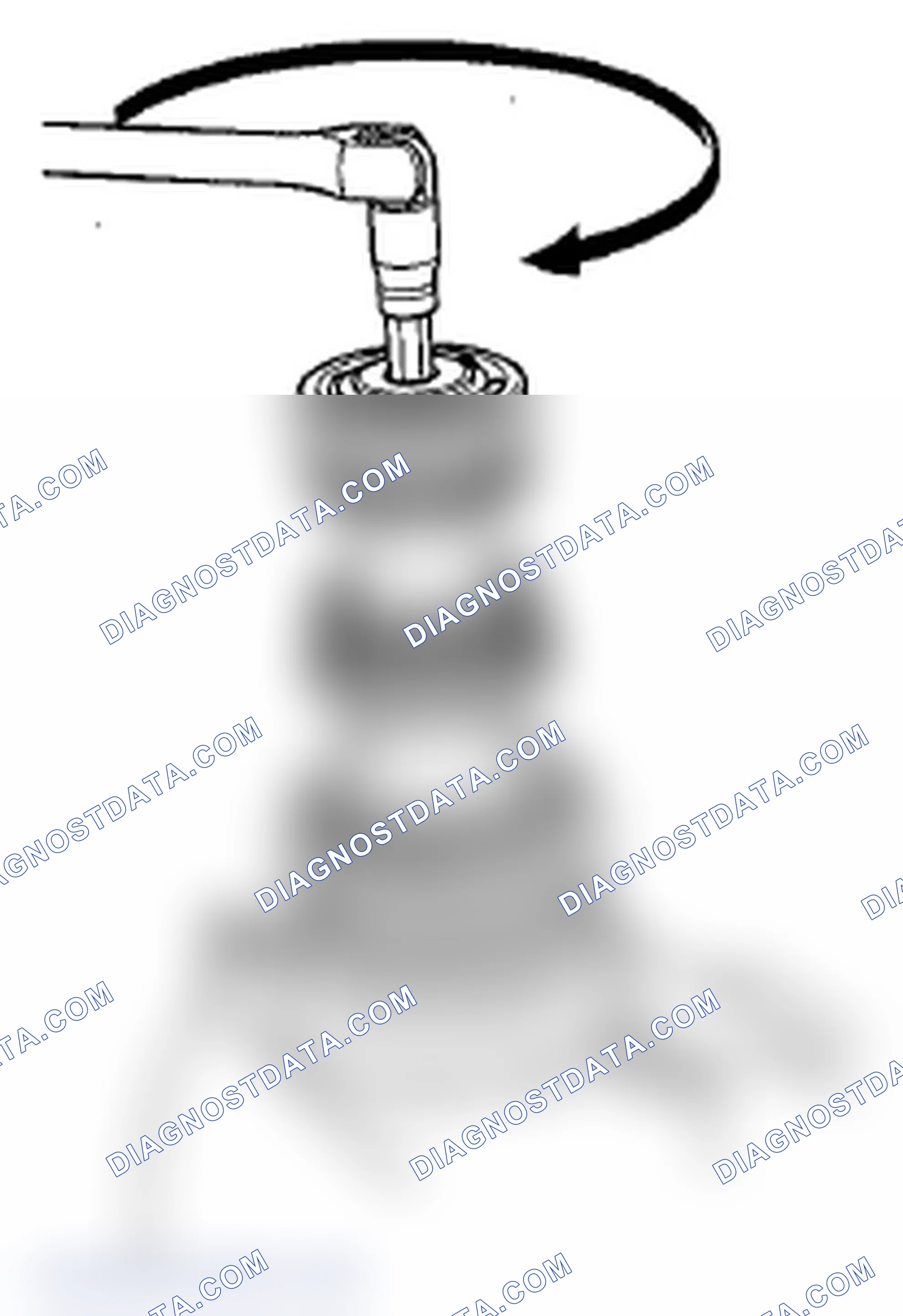
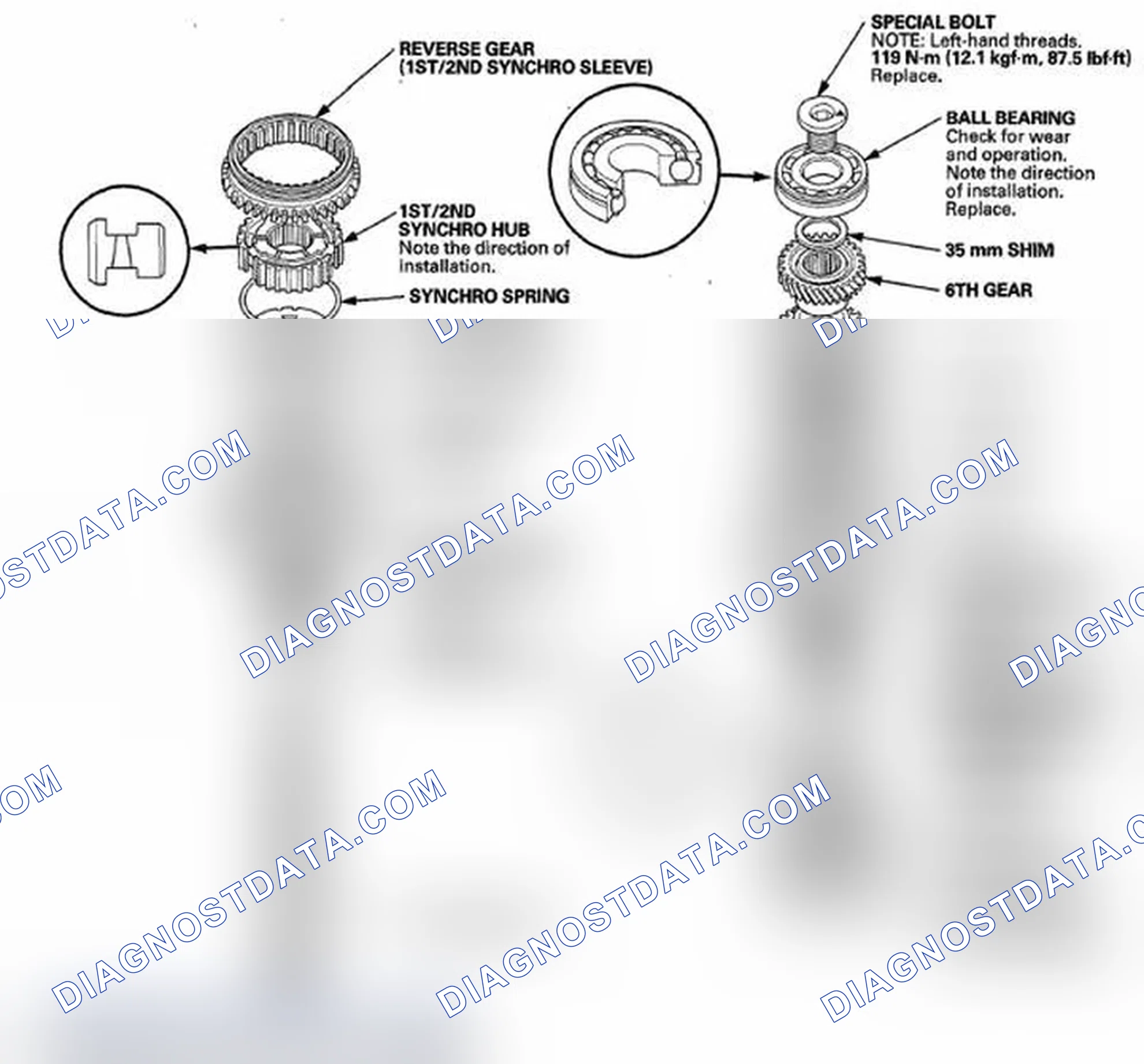
- Remove the special bolt (left-hand threads).
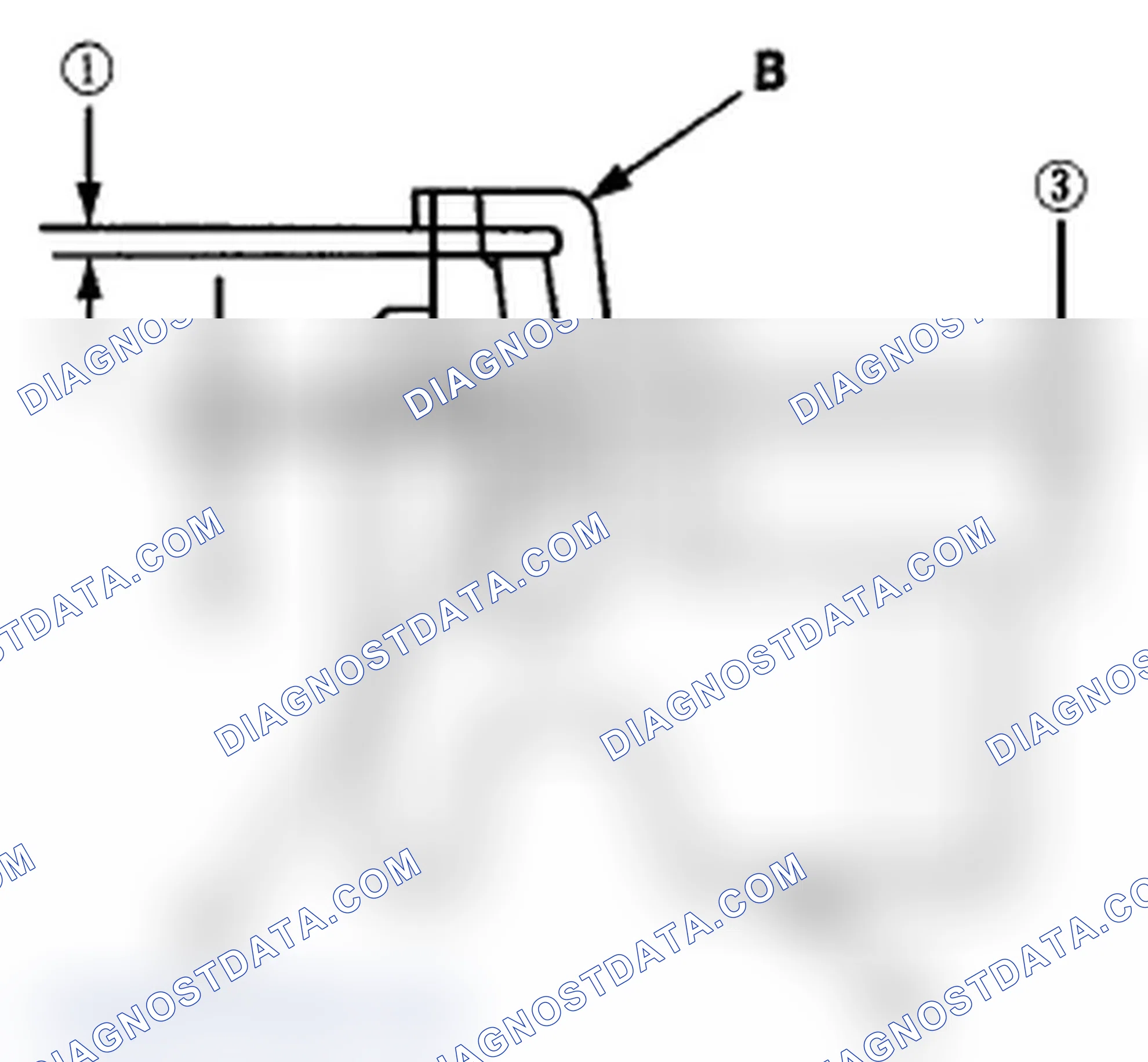
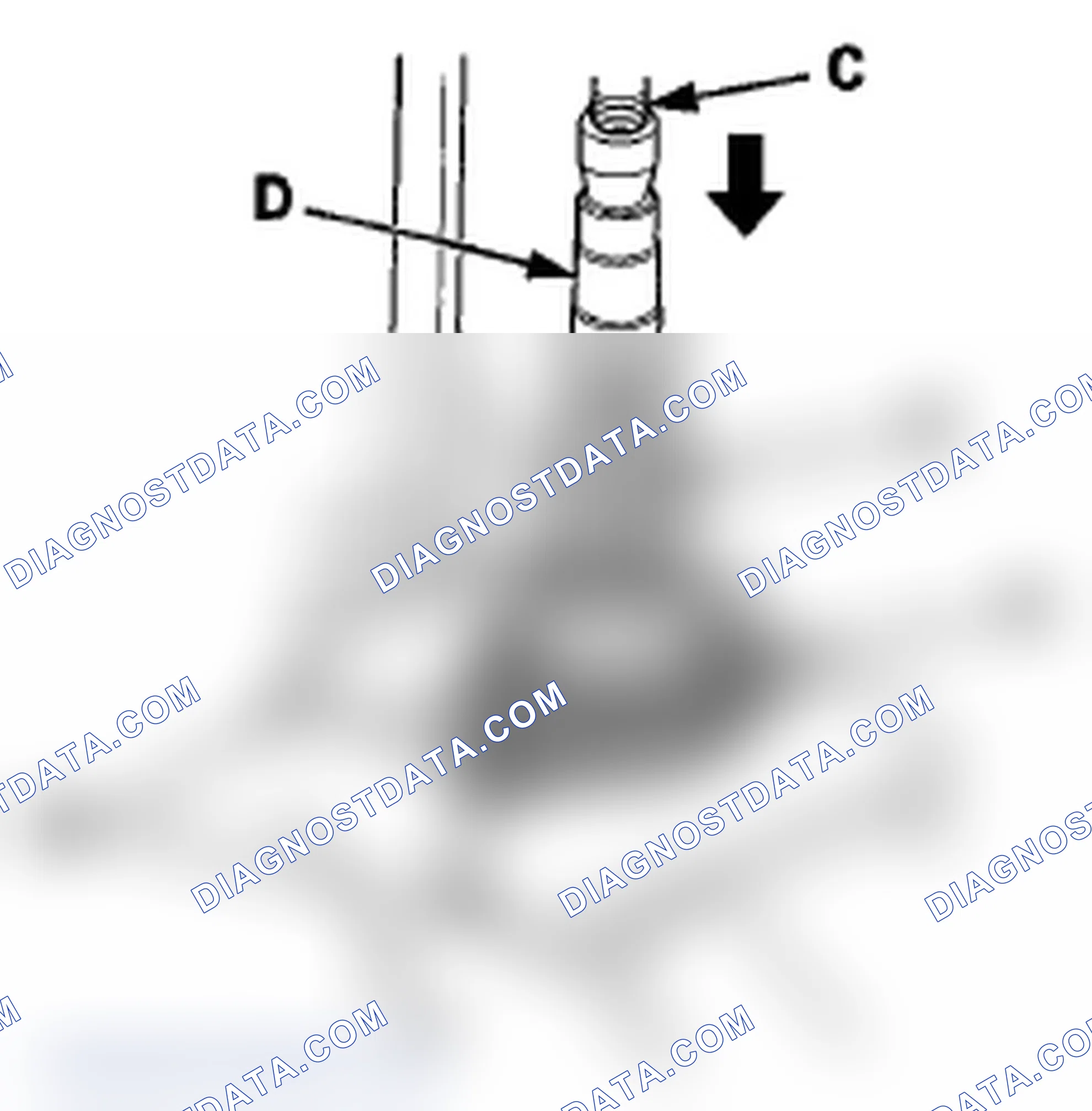
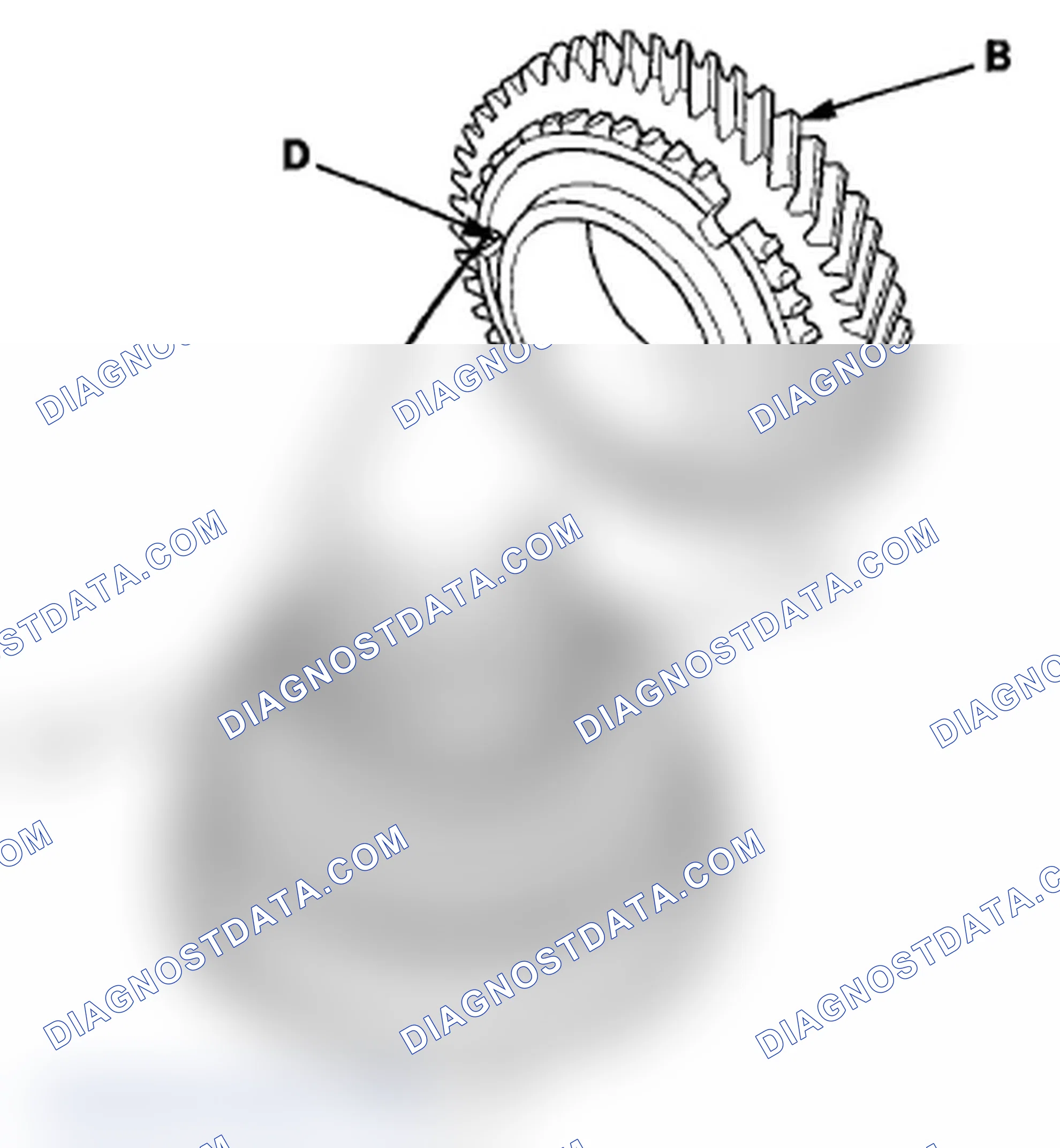
- Support 6th gear (A) on steel blocks (B), then use a press (C) and an attachment (D) to press the countershaft out of the ball bearing and 6th gear.
- Remove the 35 mm shim.
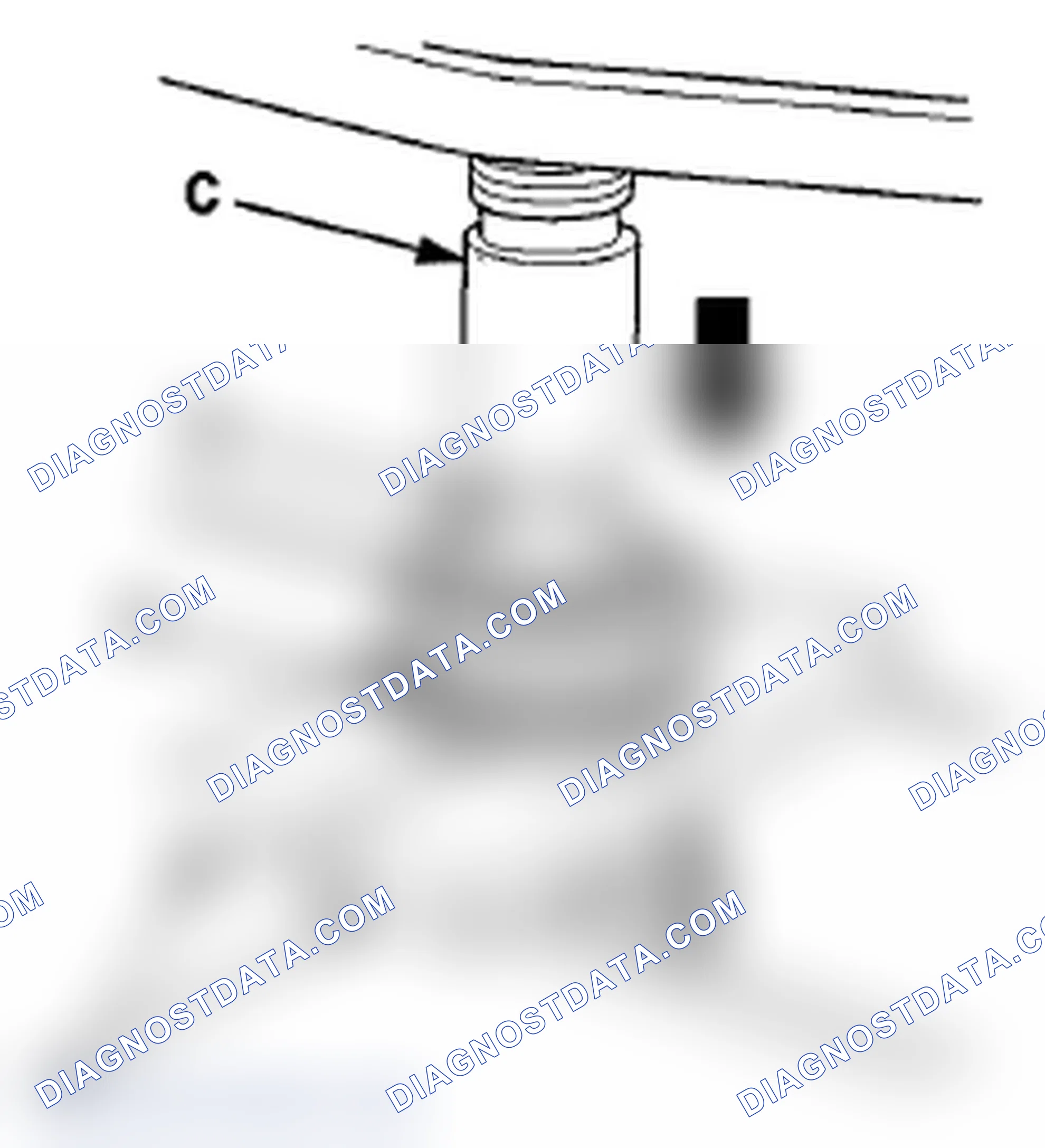
- Support 4th gear (A) on steel blocks (B), then use a press (C) and an attachment (D) to press the countershaft (E) out of 4th gear and 5th gear.
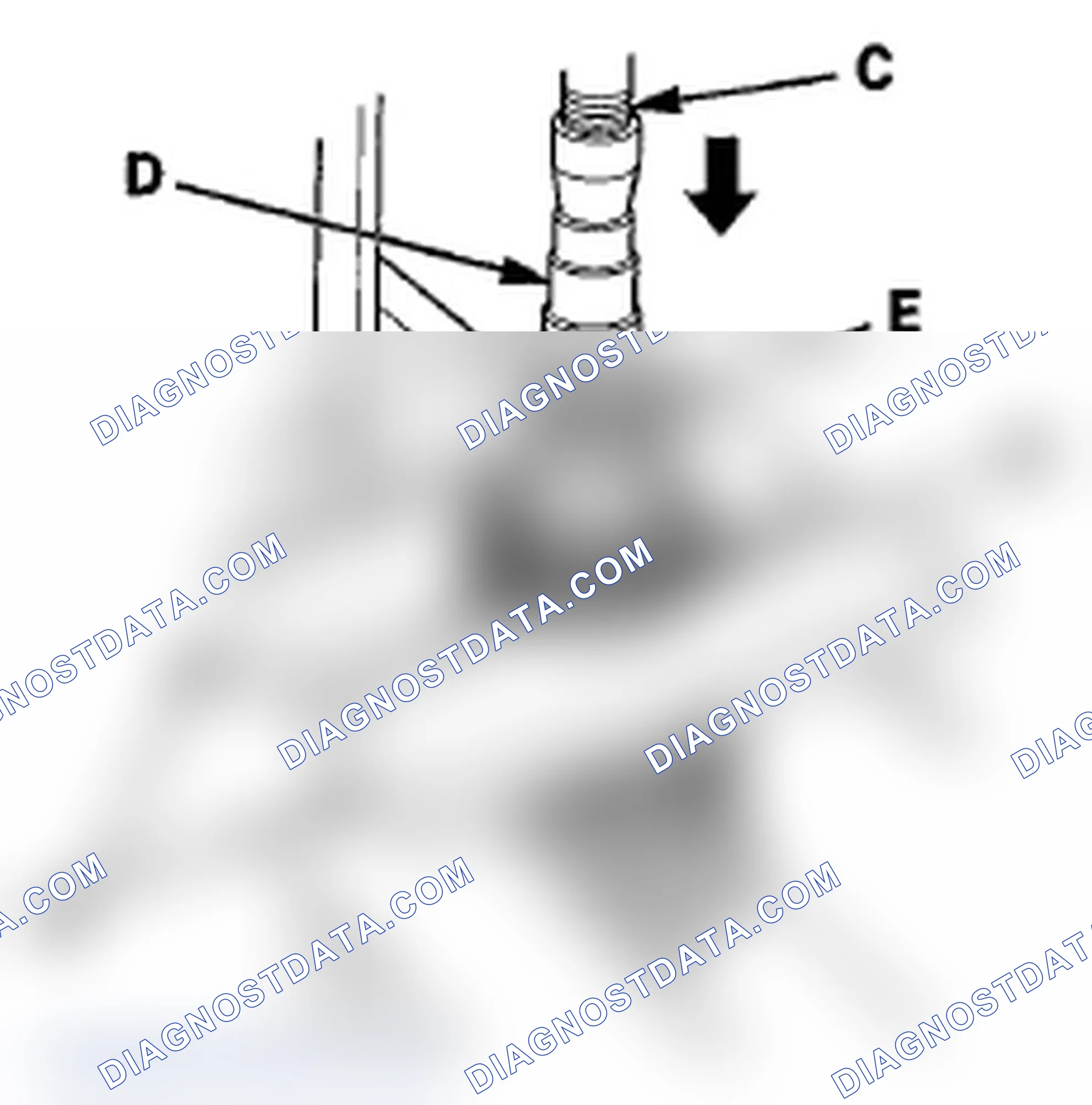
- Support 2nd gear (A) on steel blocks (B), then use a press (C) and an attachment (D) to press the countershaft (E) out of 2nd gear and 3rd gear.
Scheme 141
Scheme 142
- Inspect the gear and bearing contact areas for wear and damage, then measure the countershaft at points A, B, and C. If any part of the countershaft is less than the service limit, replace it. Standard: A Ball Bearing Contact Area (Transmission Housing Side): 30.020-30.033 mm (1.18189-1.18240 in) B 1st Gear Distance Collar Contact Area: 39.937-39.950 mm (1.57232-1.57283 in) C Needle Bearing Contact Area (Clutch Housing Side): 35.000-35.015 mm (1.37795-1.37854 in) Service Limit: A: 29.97 mm (1.1799 in) B: 39.883 mm (1.57019 in) C: 34.95 mm (1.3760 in)
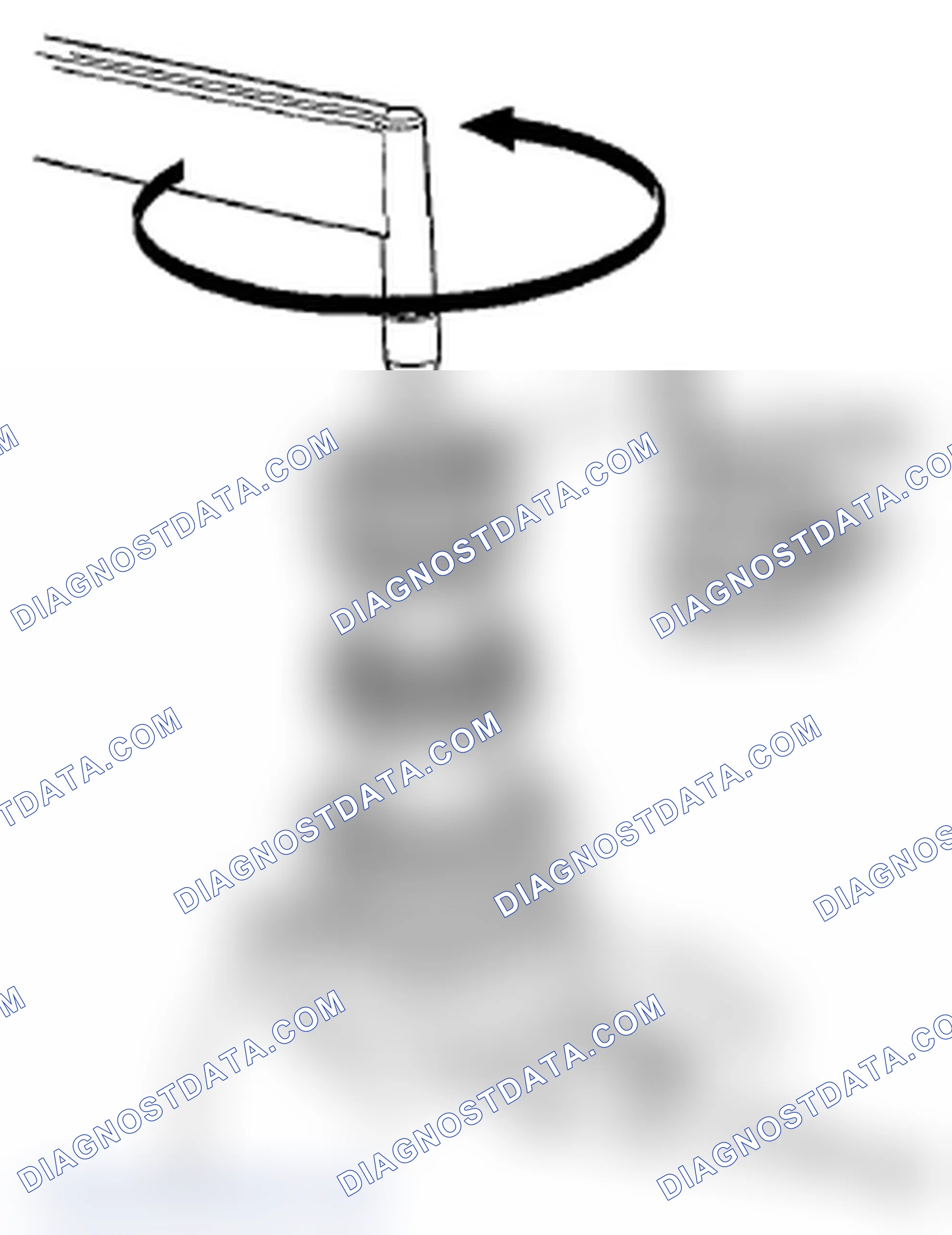
- Inspect the runout by supporting both ends of the countershaft. Then rotate the countershaft two complete turns while measuring with a dial gauge. If the runout exceeds the service limit, replace the countershaft. Standard: 0.02 mm (0.0008 in) max. Service Limit: 0.05 mm (0.0020 in)
Scheme 143
Scheme 144
Special Tools Required
- Driver Handle, 40 mm I.D. 07746-0030100
- Bearing Driver Attachment, 30 mm I.D. 07746-0030300
Note. Refer to the Exploded View, as needed, during this procedure.
Scheme 145

Scheme 146
Scheme 147
Scheme 148

Scheme 149
Scheme 150
Scheme 151
Scheme 152
Scheme 153
Scheme 154
Scheme 155
Scheme 156
Scheme 157
Scheme 158
Scheme 159
- Clean all parts in solvent, dry them, and apply MTF to all contact surfaces.
- Install the 1st gear distance collar (A) with the needle bearing (B)and 1st gear (C) onto the countershaft (D).
- Install the triple cone synchro assembly (A) with the synchro spring (B) by aligning the synchro cone fingers (C) with the grooves (D) in 1st gear.
- Install the 1st/2nd synchro hub (A) by aligning the synchro ring fingers (B) with the grooves (C) in the 1st/2nd synchro hub.
- Install the reverse gear (A) by aligning the slots of the reverse gear and the 1st/2nd synchro hub (B). After installing, check the operation of the 1st/2nd synchro hub set. NOTE: Make sure to align the slots in the 1st/2nd synchro hub as shown.
- Install the triple cone synchro assembly (A) with the synchro spring (B) by aligning the synchro ring fingers (C) with the grooves (D) in the 1st/2nd synchro hub.
- Install the 2nd gear distance collar (A) and the friction damper (B) by aligning the friction damper fingers (C) with the grooves (D) in the 1st/2nd synchro hub.
- Install the needle bearing (A).
- Install 2nd gear (B) by aligning the synchro cone fingers (C) with the grooves (D) in 2nd gear.
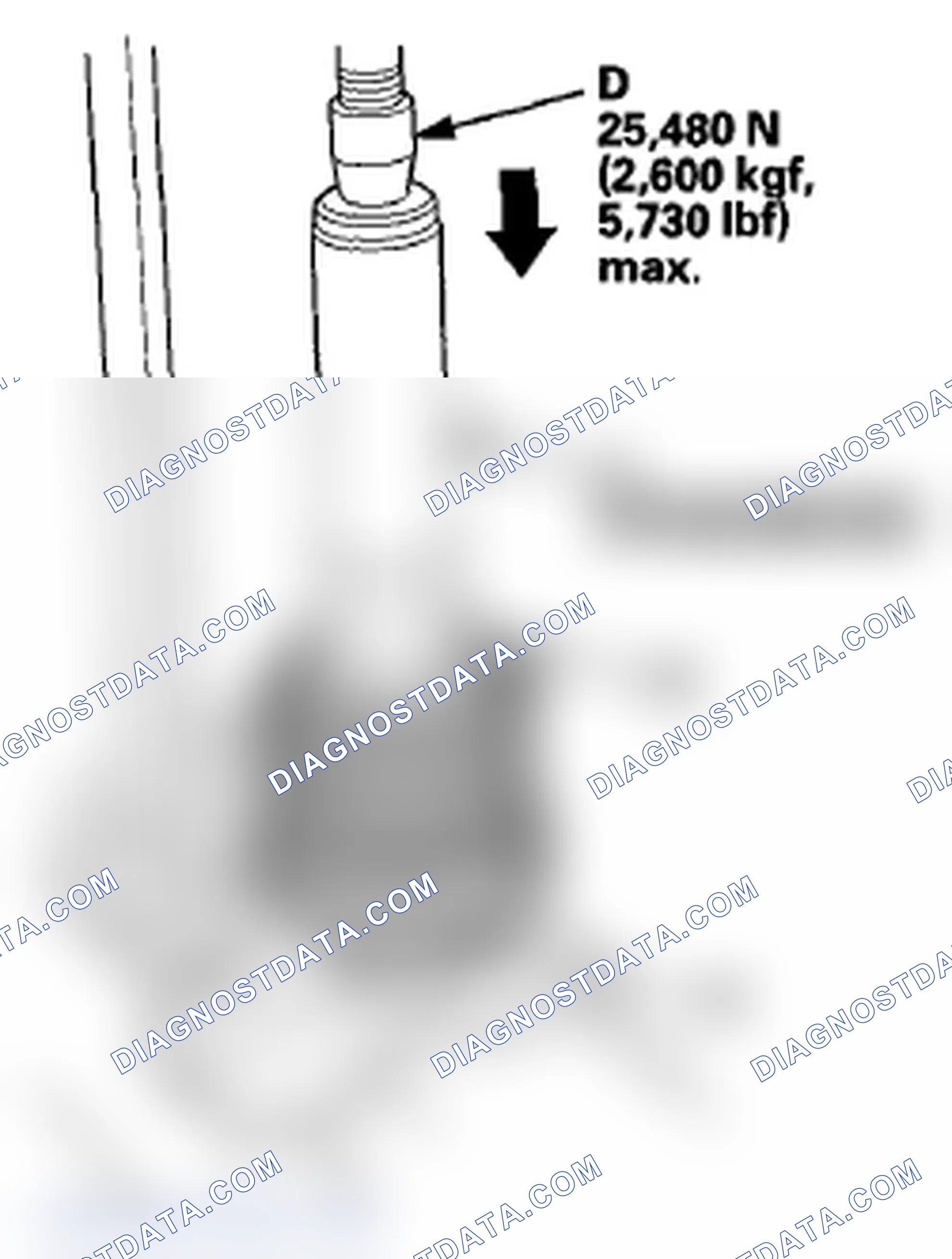
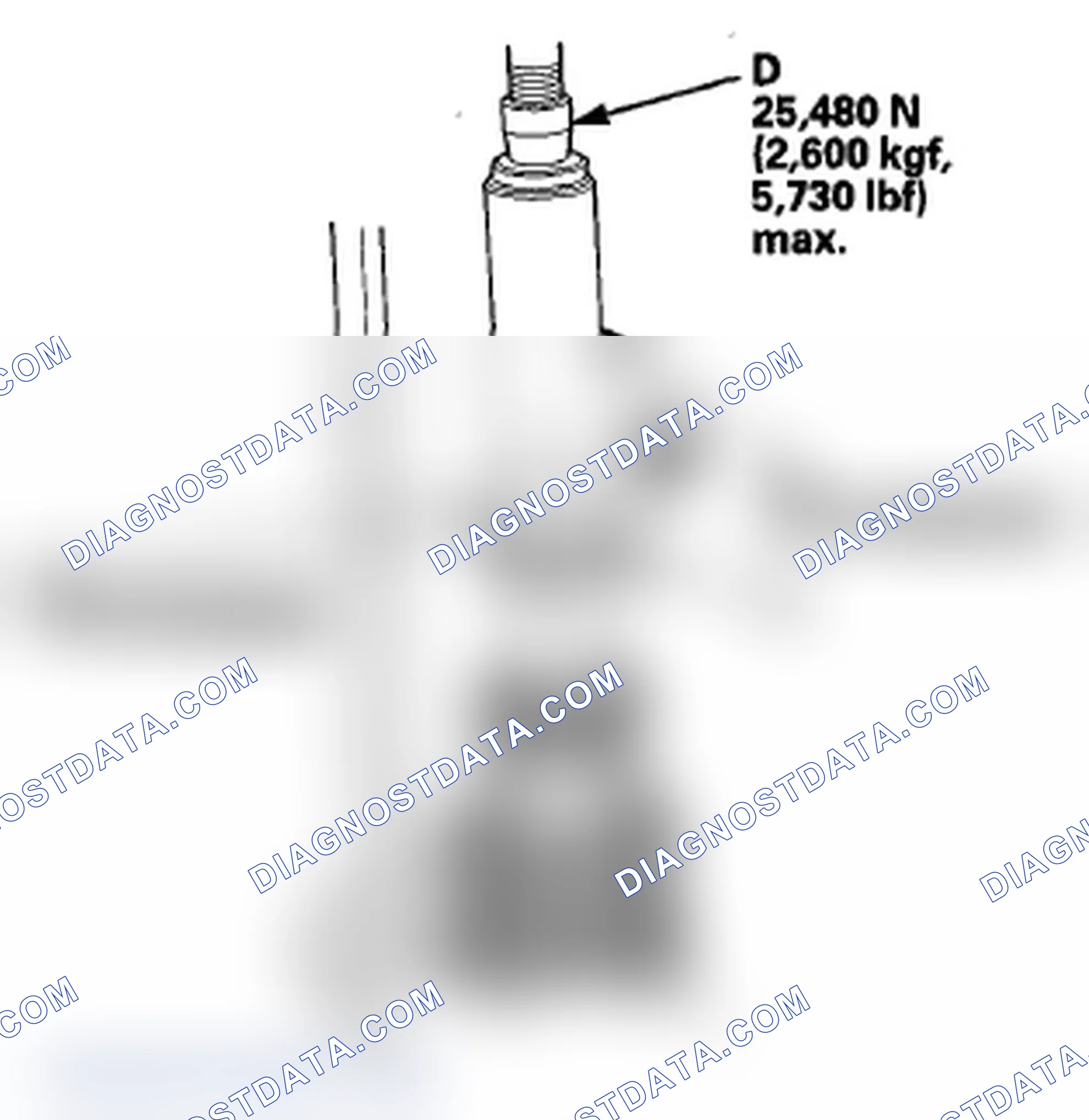
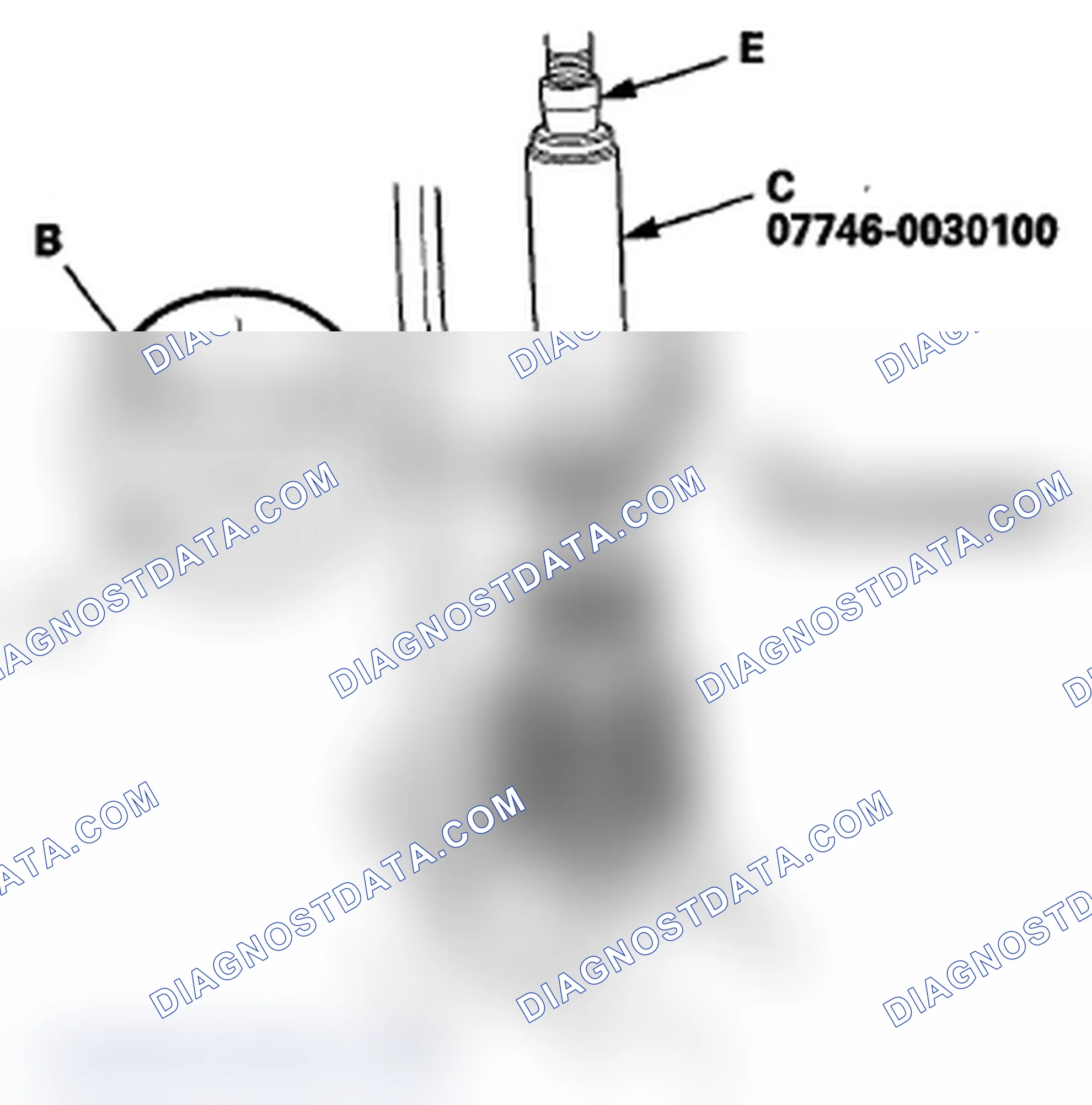
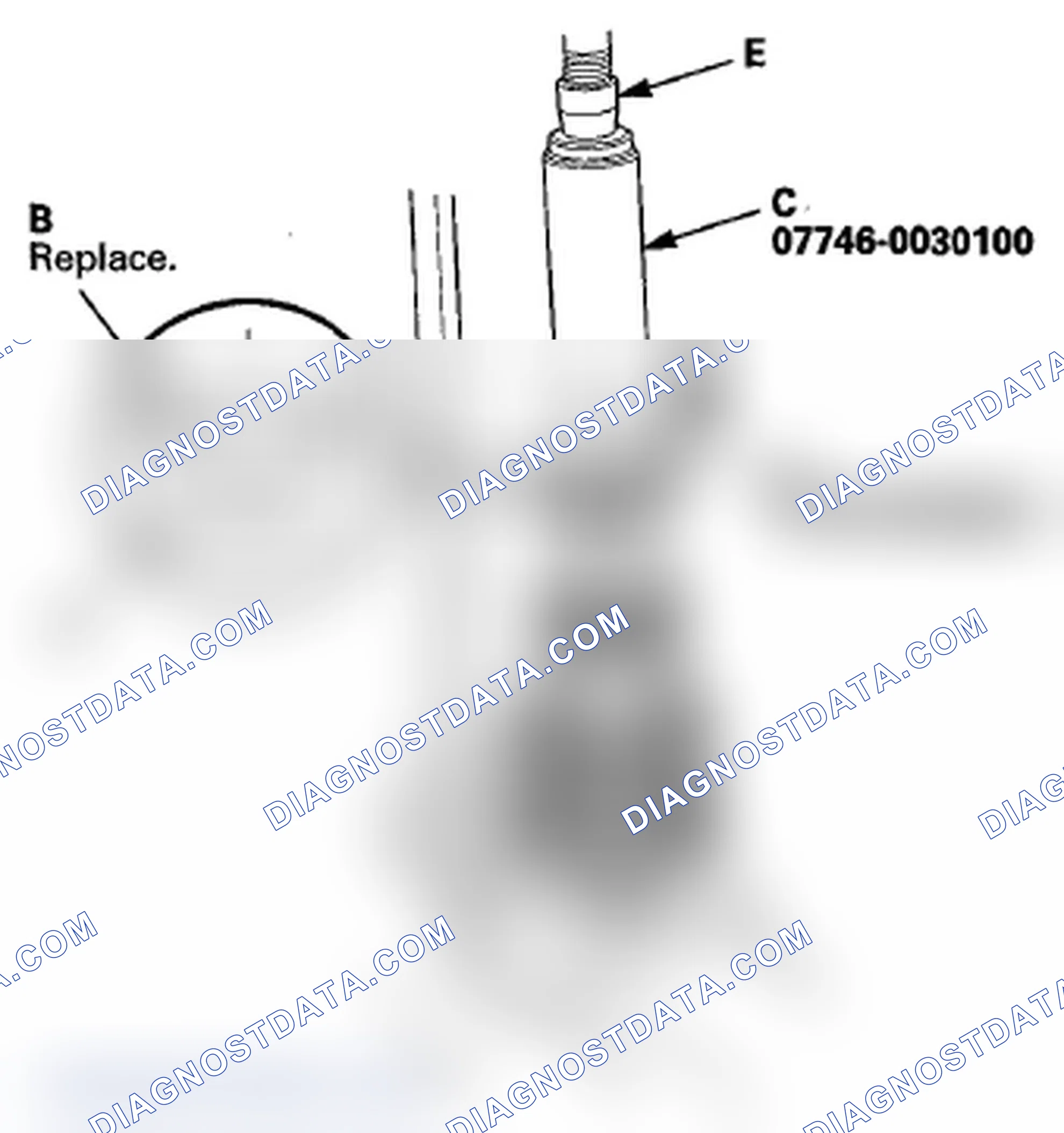
- Support the countershaft (A) on steel blocks, then press on 3rd gear (B) using the 40 mm I.D. driver handle (C) and a press (D). NOTE: Do not exceed the maximum pressure.
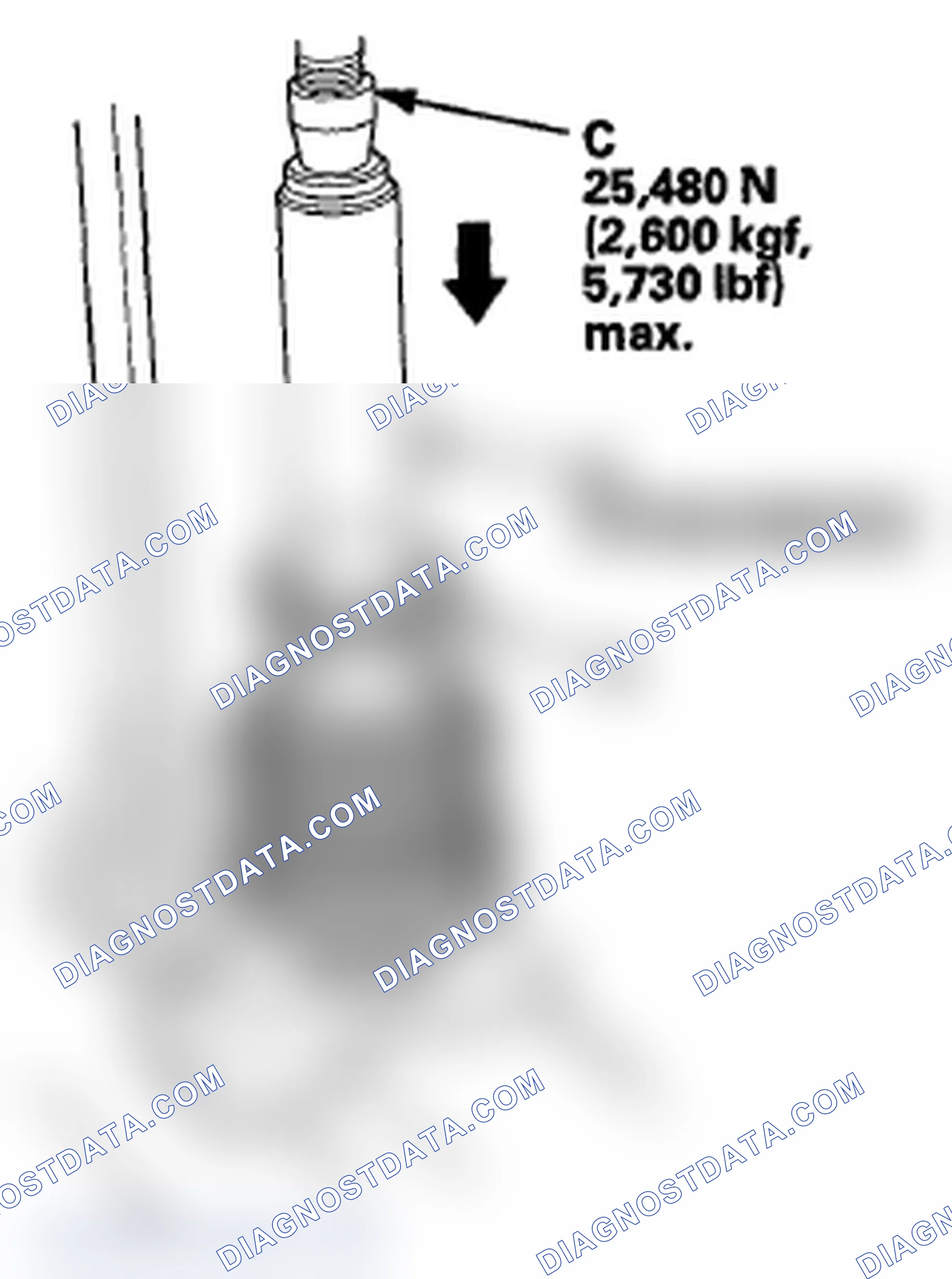
- Press on 4th gear (A) using the 40 mm I.D. driver handle (B) and a press (C). NOTE: Do not exceed the maximum pressure.
- Press on 5th gear (A) using the 40 mm I.D. driver handle (B) and a press (C). NOTE: Do not exceed the maximum pressure.
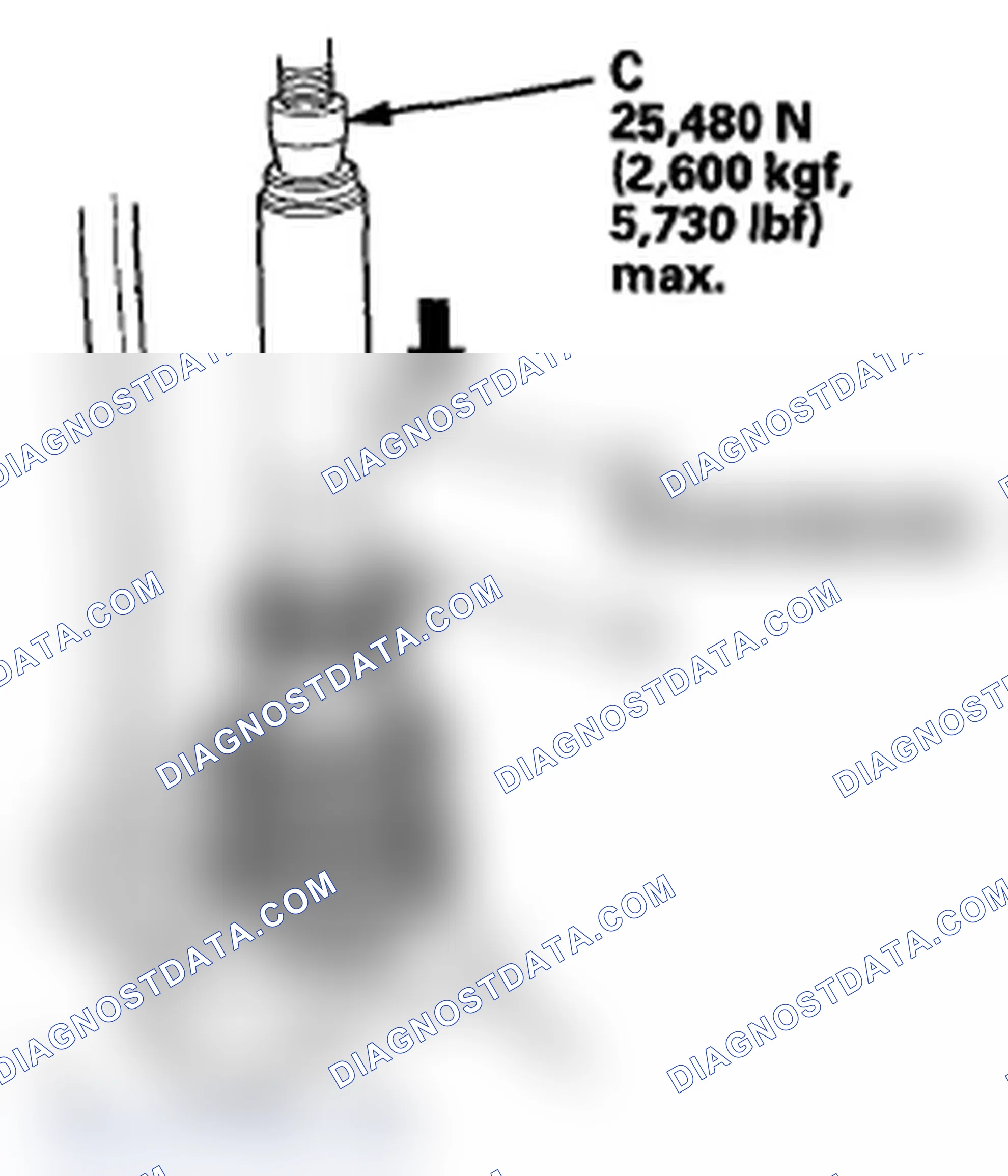
- Press on 6th gear (A) using the 40 mm I.D. driver handle (B), the 30 mm I.D. bearing driver attachment (C), and a press (D). NOTE: Do not exceed the maximum pressure.
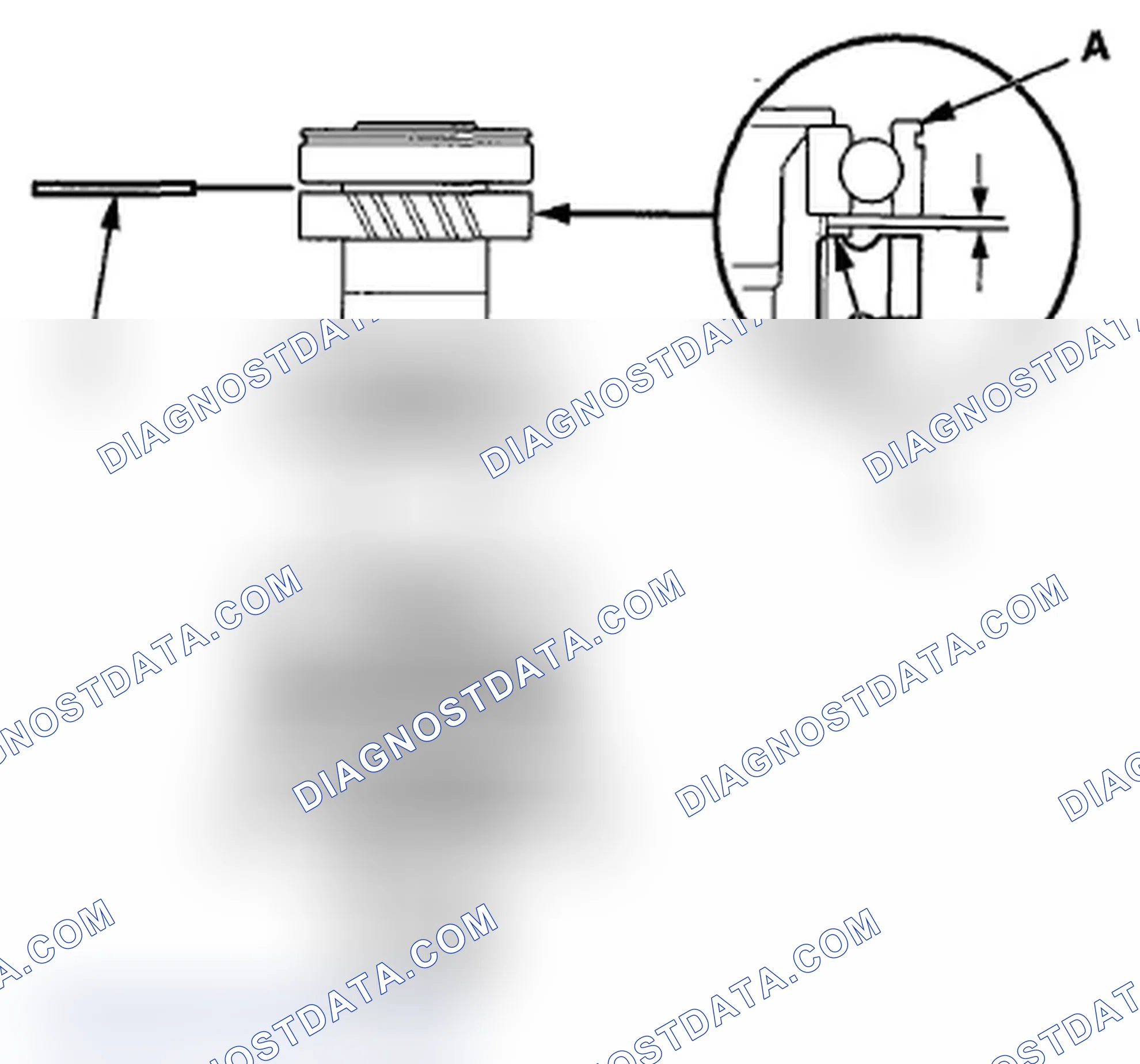
- Install the 35 mm shim (A), and temporarily press on the used ball bearing (B) using the 40 mm I.D. driver handle (C), the 30 mm I.D. bearing driver attachment (D), and a press (E). NOTE: Use any size of 35 mm shim, and note size you used. Measurements taken in the following steps will determine the correct shim to use for final assembly. Make sure the ball bearing is installed in the correct direction.
- Measure the clearance between the ball bearing (A) and the 35 mm shim (B) with a feeler gauge (C). Standard: 0.04-0.10 mm (0.0016-0.0039 in)
- If the measured clearance in step 15 is not within the standard, select another suitable 35 mm shim from the table, then go to next step to replace the 35 mm shim and the ball bearing with new ones. If the measured clearance in step 15 is within the standard, go to the next step to replace only the ball bearing with a new one. 35 MM SHIM THICKNESS CHART Type Thickness A 0.87 mm (0.034 in) AA 0.91 mm (0.036 in) B 0.95 mm (0.037 in) AB 0.99 mm (0.039 in) C 1.03 mm (0.041 in) AC 1.07 mm (0.042 in) D 1.11 mm (0.044 in) AD 1.15 mm (0.045 in) hi 1.19 mm (0.047 in) AE 1.23 mm (0.048 in) F 1.27 mm (0.050 in) AF 1.31 mm (0.052 in) G 1.35 mm (0.053 in) AG 1.39 mm (0.055 in) H 1.43 mm (0.056 in) AH 1.47 mm (0.058 in) J 1.51 mm (0.059 in) AJ 1.55 mm (0.061 in) K 1.59 mm (0.063 in) AK 1.63 mm (0.064 in) L 1.67 mm (0.066 in) AL 1.71 mm (0.067 in) M 1.75 mm (0.069 in) AM 1.79 mm (0.070 in) N 1.83 mm (0.072 in) AN 1.87 mm (0.074 in) P 1.91 mm (0.075 in) AP 1.95 mm (0.077 in) Q 1.99 mm (0.078 in)
- Remove 6th gear with the ball bearing and the 35 mm shim using a press (see step 3 on «COUNTERSHAFT DISASSEMBLY»(ref-475400-S13759076422012052300000) ).
- Repeat step 13 to install 6th gear.
- Install the correct 35 mm shim (A) and a new ball bearing (B) using the 40 mm I.D. driver handle (C), the 30 mm I.D. bearing driver attachment (D), and a press (E). NOTE: If necessary, replace the 35 mm shim with the correct one selected in step 16 . Make sure the ball bearing is installed in the correct direction.
- Recheck the clearance between the ball bearing and the 35 mm shim with a feeler gauge.
- Securely clamp the countershaft assembly in a bench vise with wood blocks (A).
- Tighten a new special bolt (B) (left-hand threads).
Note. Apply new MTF to the bolt threads and flange.
Scheme 160
- Inspect the gear teeth on all synchro hubs and synchro sleeves for wear (rounded off corners).
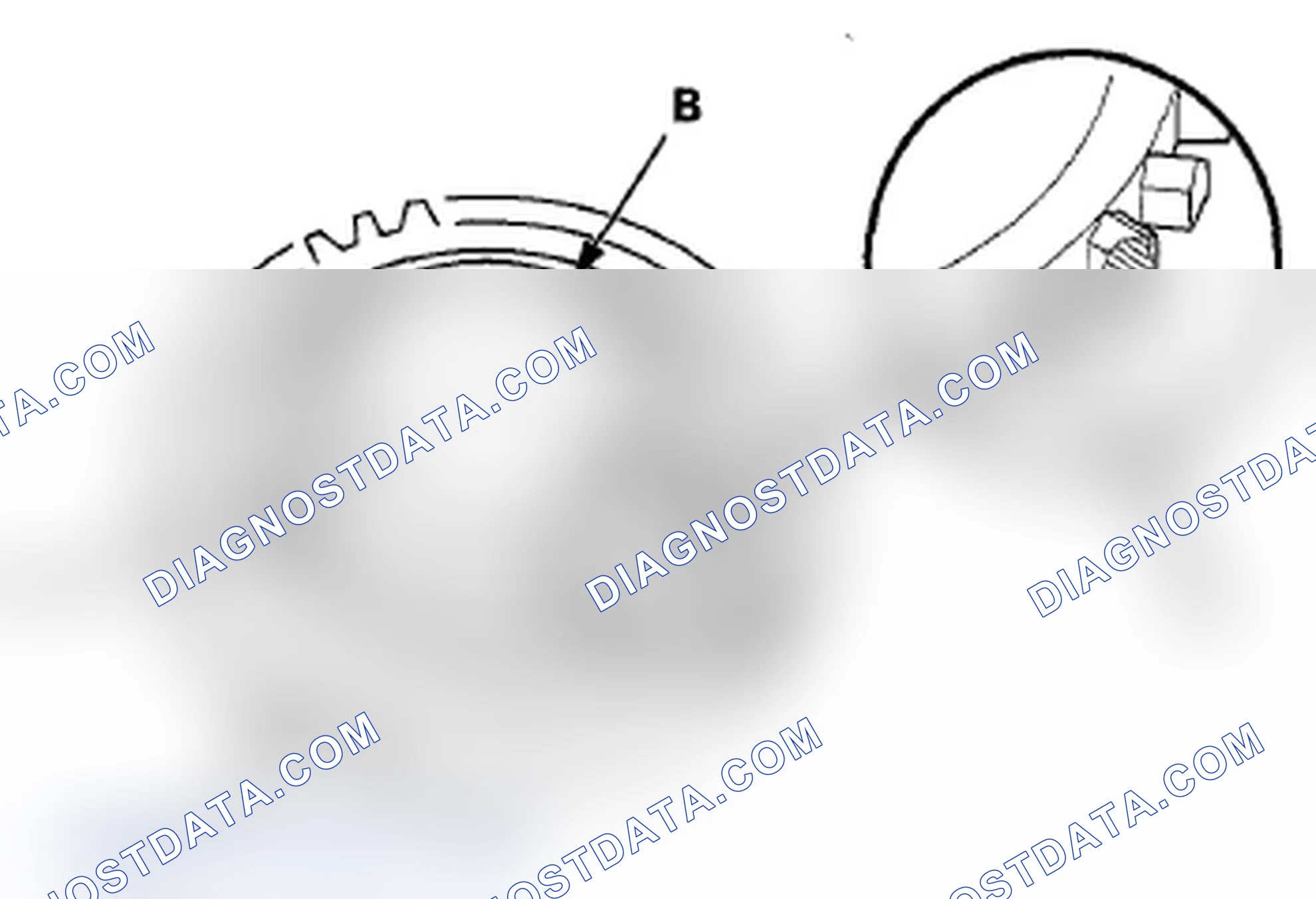
- Install each synchro hub (A) in its mating synchro sleeve (B), and check for free movement. Make sure to match the three sets of longer teeth (C) (120 degrees apart) on the synchro sleeve with the three sets of deeper grooves (D) in the synchro hub. NOTE: Do not install the synchro sleeve with its longer teeth in the 1st/2nd and 5th/6th synchro hub slots (E) because it will damage the spring ring. If replacement is required, always replace the synchro sleeve and the synchro hub as a set.
Scheme 161
Scheme 162
Scheme 163
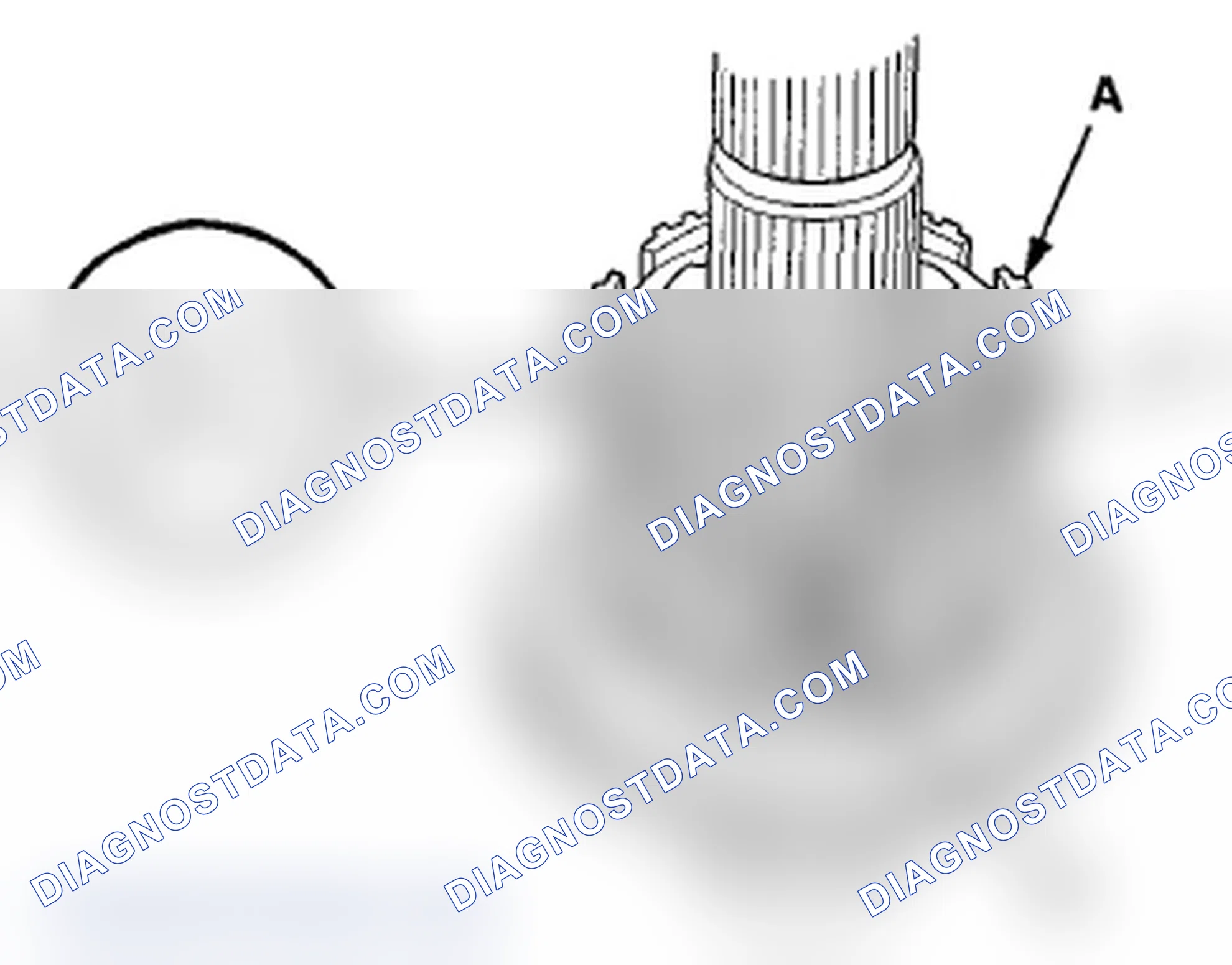
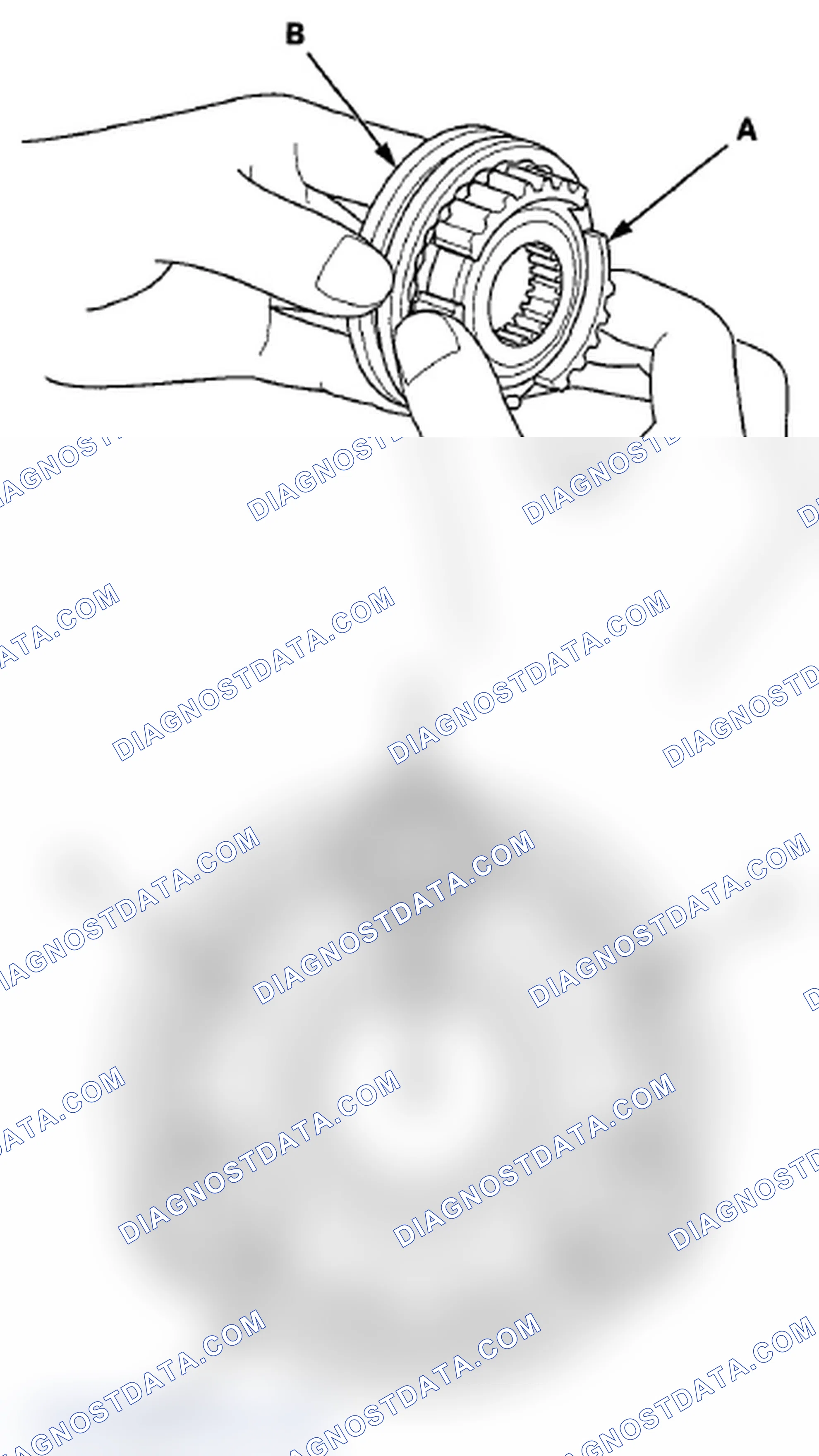
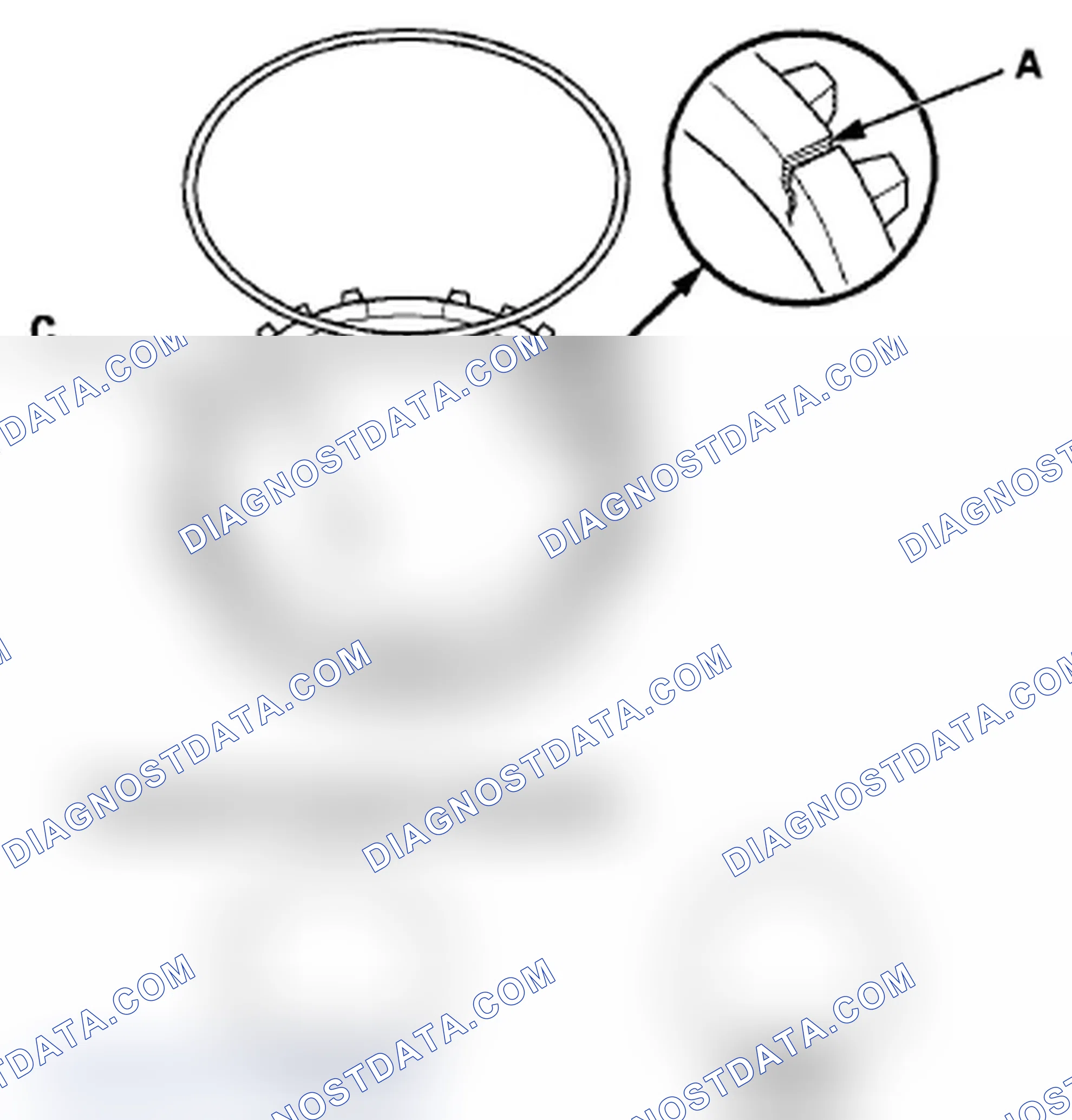
- Inspect the synchro rings for scoring, cracks, and damage (A).
- Inspect the inside of each synchro ring (B) for wear. Inspect the teeth (C) on each synchro ring for wear (rounded off).
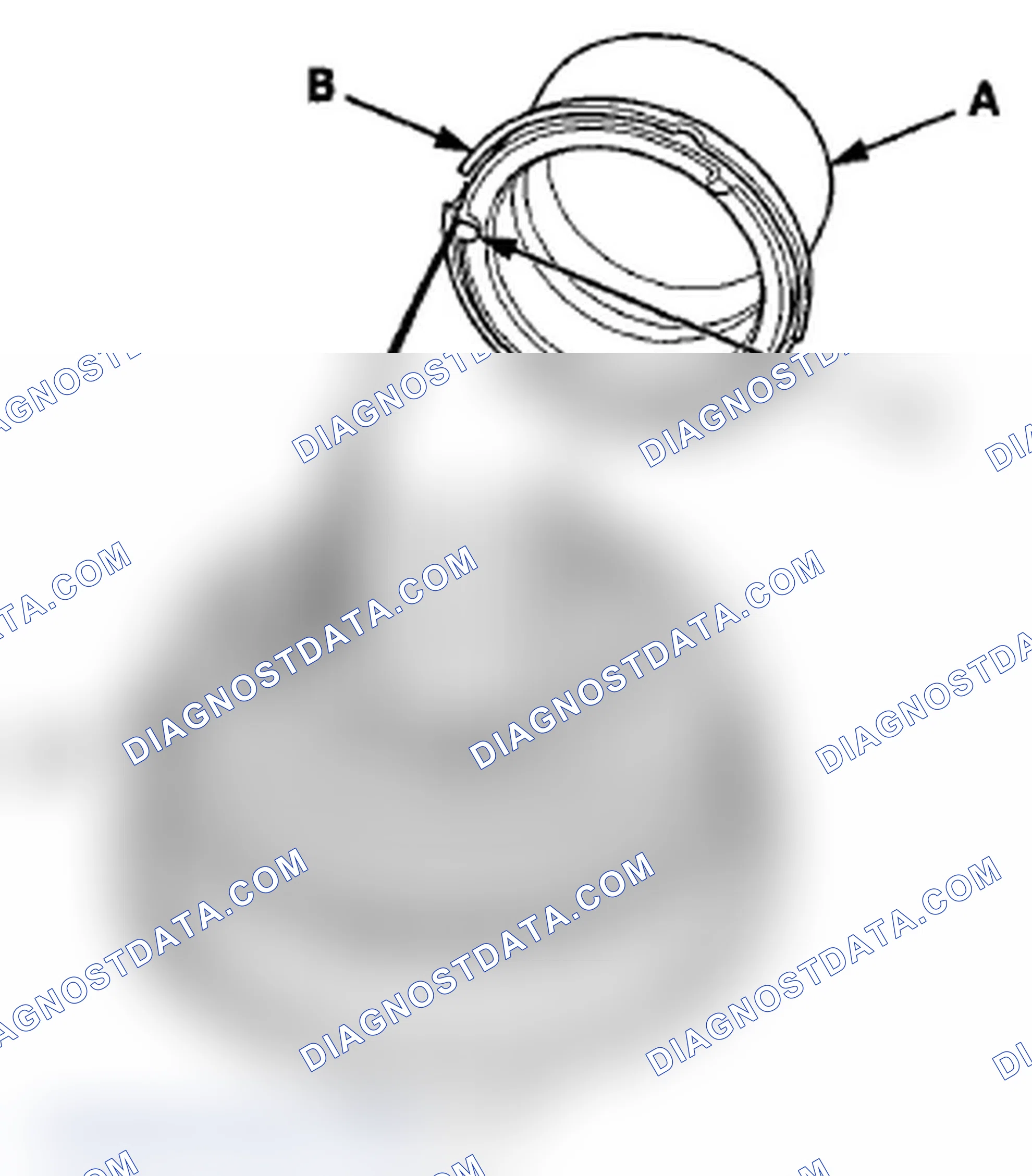
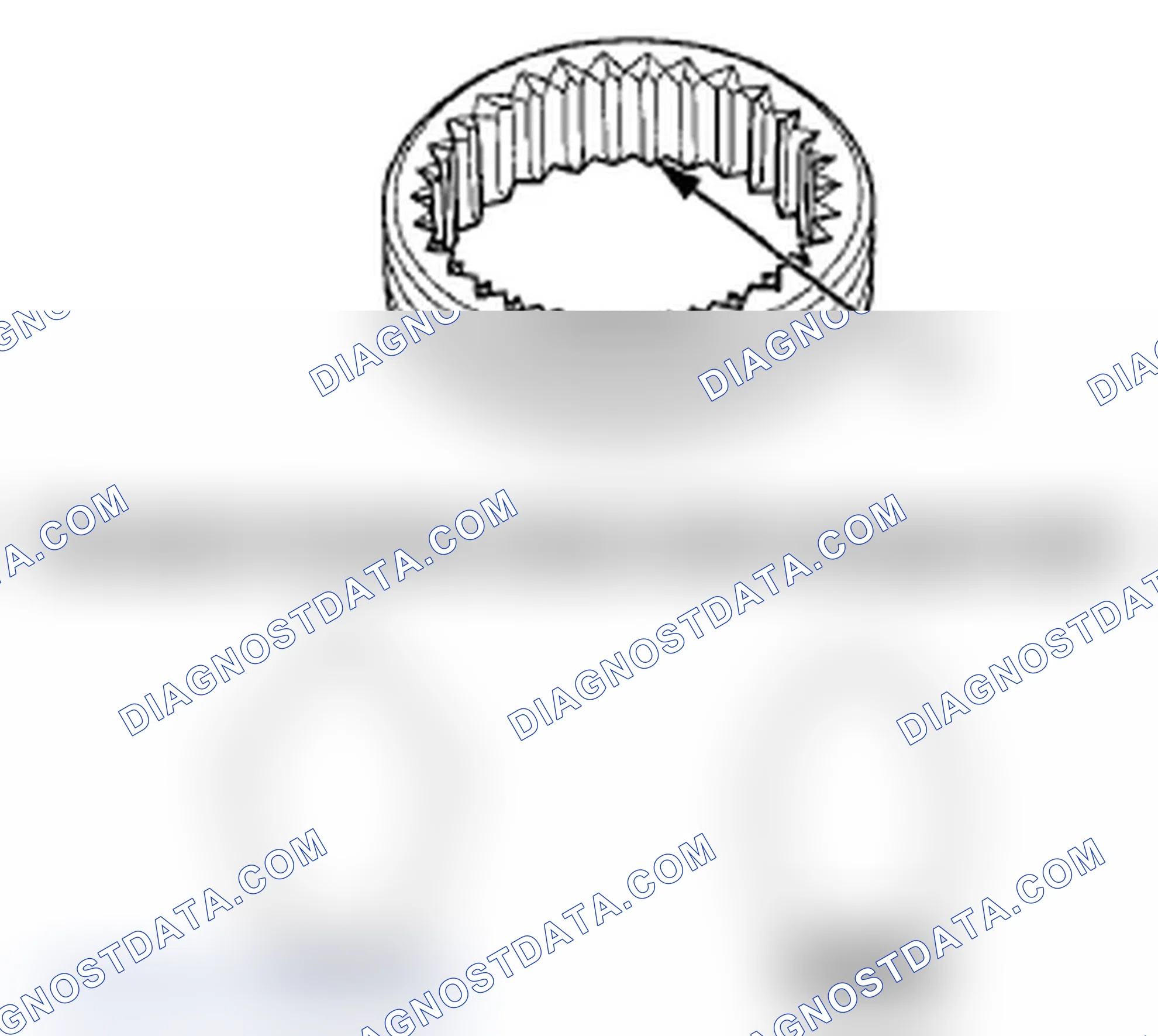
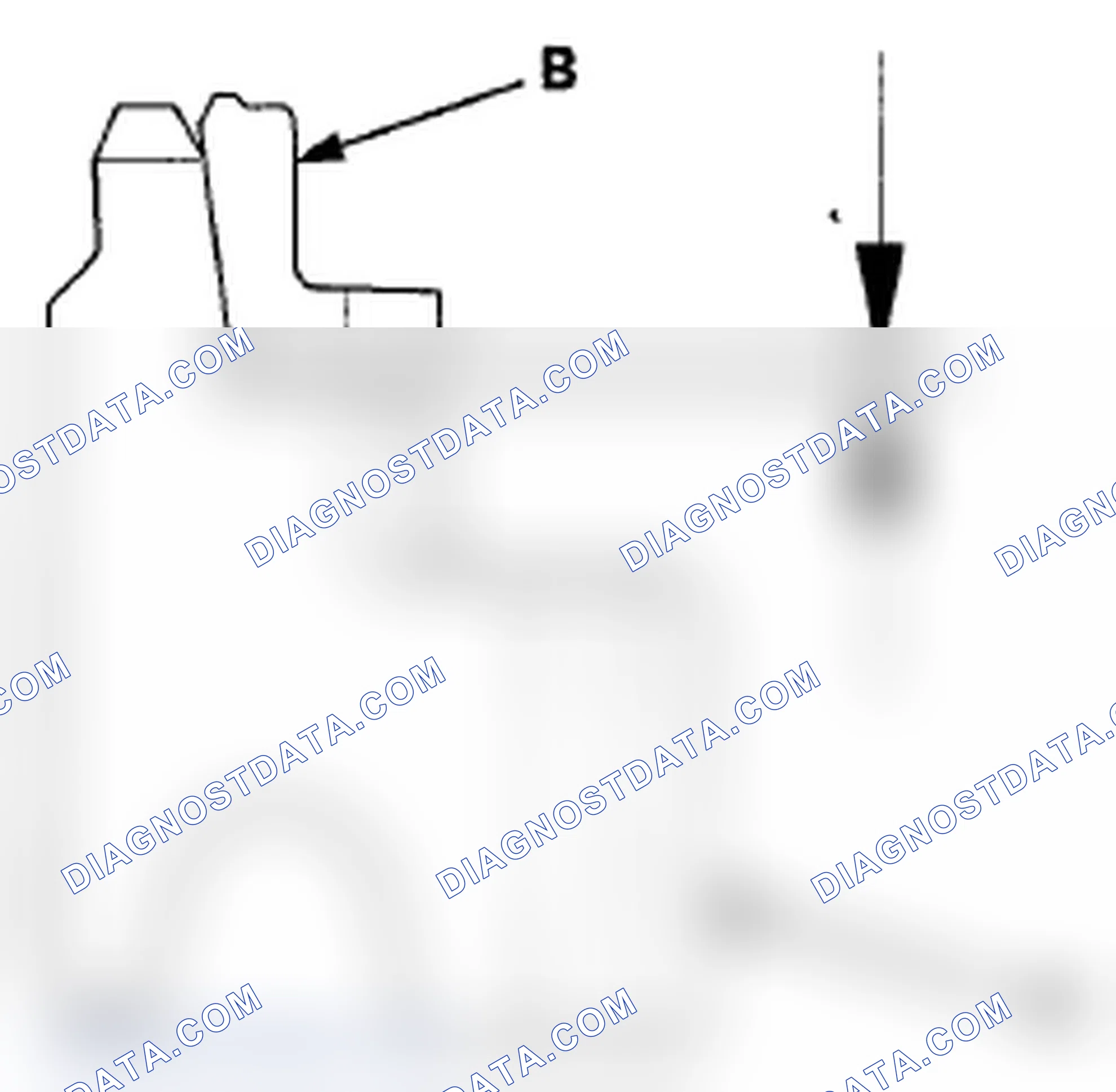
- Inspect the teeth (A) on each synchro sleeve and matching teeth on each gear for wear (rounded off). Example of synchro sleeve teeth and gear teeth
- Inspect the synchro teeth on gear for scoring, cracks, and damage (A).
- Inspect the thrust surface (B) on each gear hub for wear.
- Inspect the cone surface (C) on each gear hub for wear and roughness.
- Inspect the teeth on all gears (D) for uneven wear, scoring, and cracks.
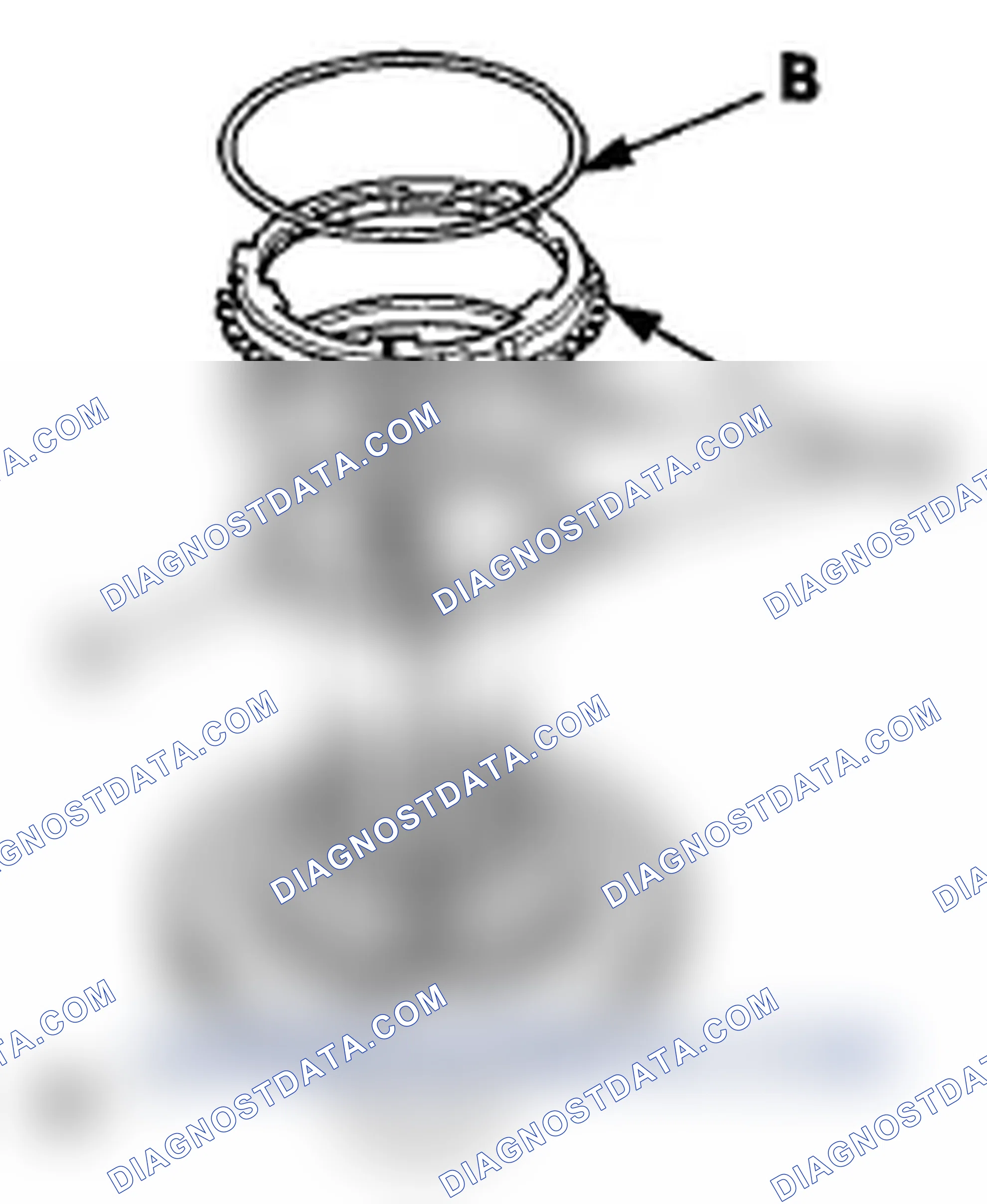
- Coat the cone surface of each gear with MTF, and place its synchro ring on it. Rotate the synchro ring, making sure that it does not slip.
- Measure the clearance between each gear (A) and its synchro ring (B) all around the gear. Hold the synchro ring against the gear evenly while measuring the clearance. If the clearance is less than the service limit, replace the synchro ring and gear.
Synchro Ring-to-Gear Clearance
Standard: 0.70-1.49 mm (0.0276-0.0587 in)
Service Limit: 0.4 mm (0.016 in)
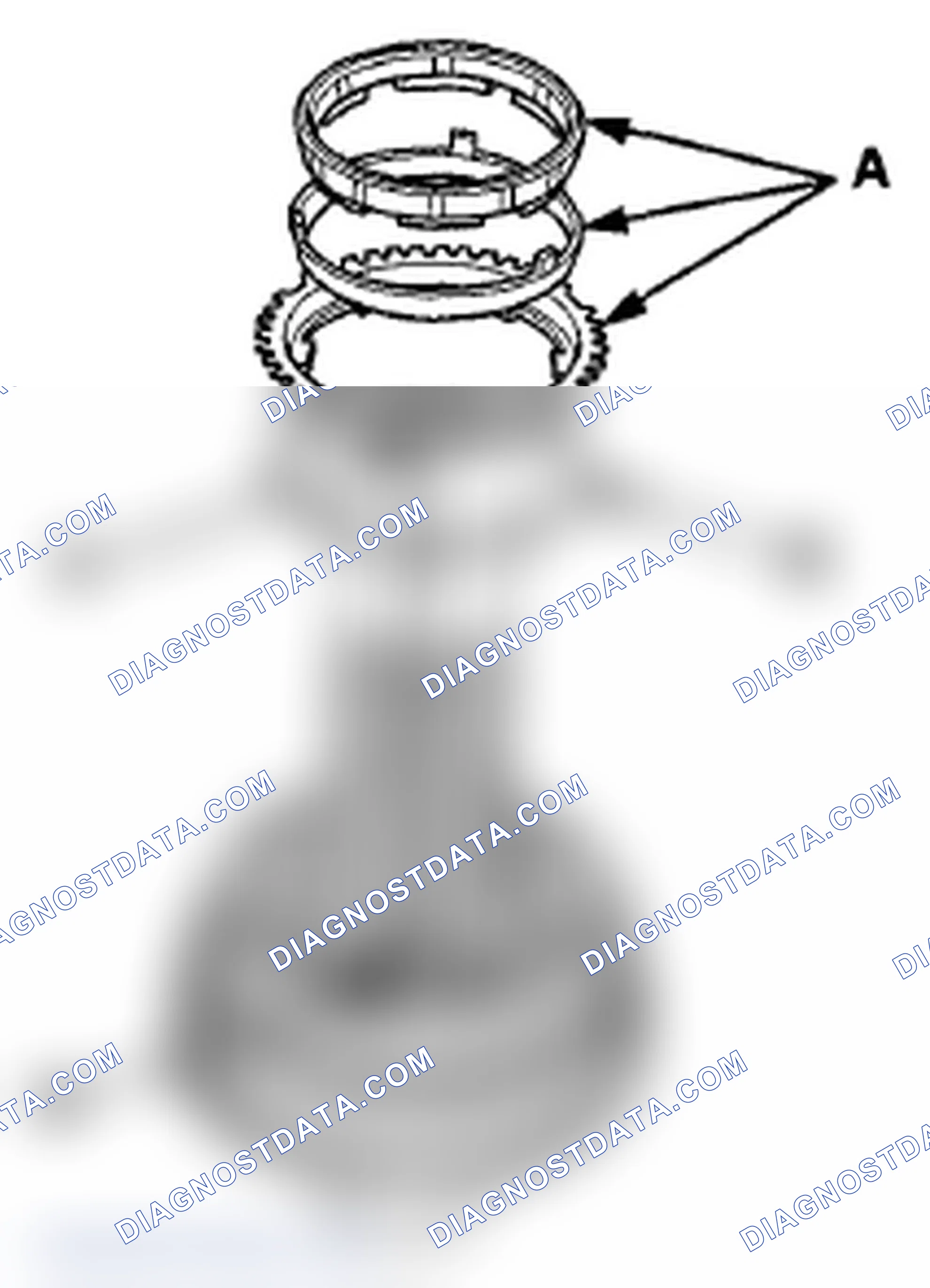
Double Cone Synchro and Triple Cone Synchro-to-Gear Clearance
Standard
(1): Outer Synchro Ring (B) to Synchro Cone (C) 0.70-1.19 mm (0.0276-0.0469 in)
(2): Synchro Cone (C) to Gear (A) 0.50-1.04 mm (0.0197-0.0409 in)
(3): Outer Synchro Ring (B) to Gear (A) 0.95-1.68 mm (0.0374-0.0661 in)
Service Limit
(1): 0.3 mm (0.012 in)
(2): 0.3 mm (0.012 in)
(3): 0.6 mm (0.024 in)
Scheme 164

Synchro ring-to-gear
Scheme 165
Double cone synchro and triple cone synchro-to-gear