Scheme 65

Visible seal with high requirements for the finish.
The material must have been applied liberally but evenly. There must be no areas where excess sealant has gathered.
Use a rubber putty knife to smooth the surface.
See panel section A for the appearance of the bead.
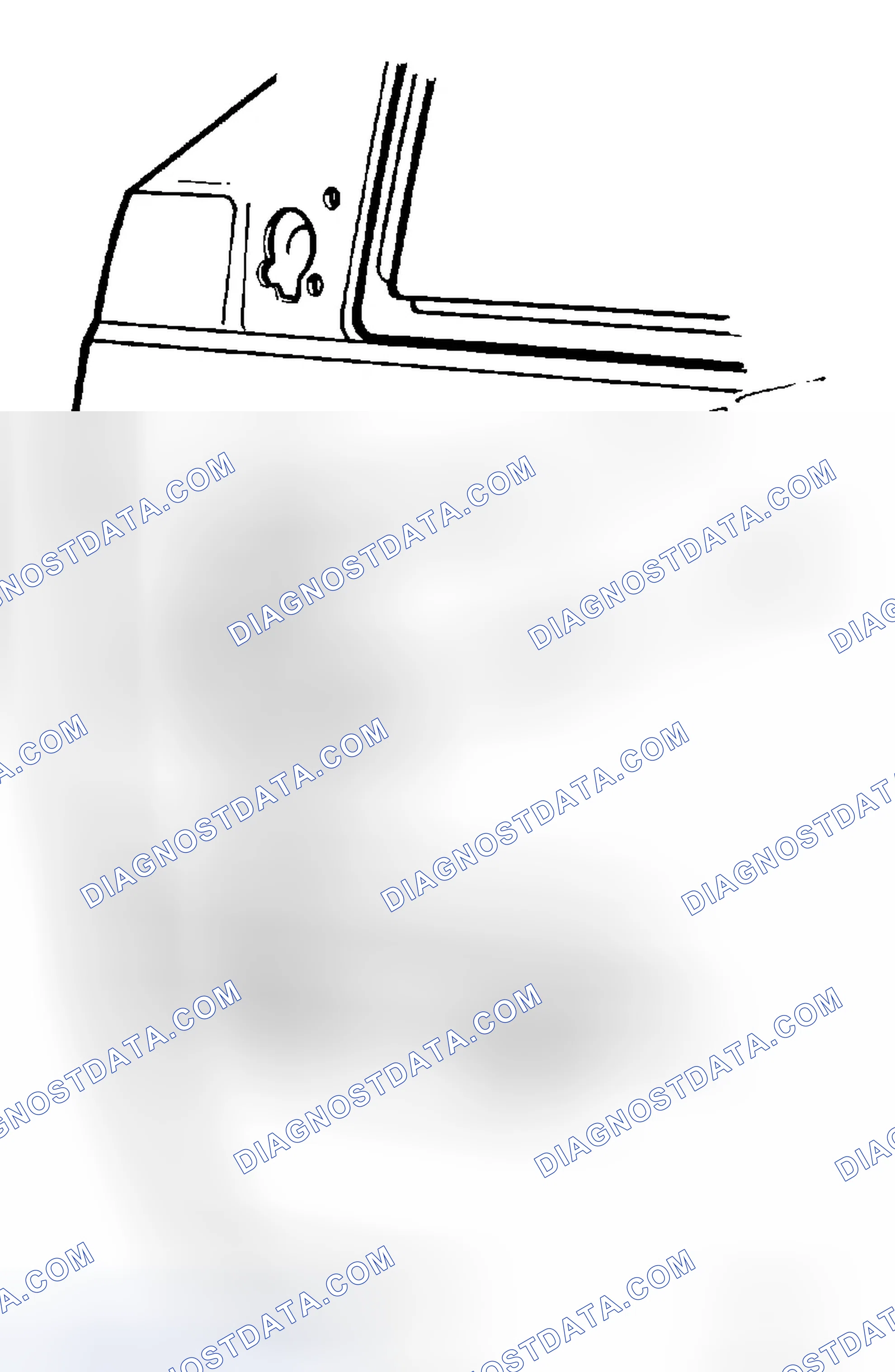
Scheme 66

Visible seal with lower requirements for the finish.
The material should be liberally but evenly applied.
Lines and minor pitting is acceptable.
The sealant must not have been applied too thickly.
The dimension of the bead must be as in panel section B.
B1 = minimum 0.5 mm, maximum 2.0 mm.
B2 = minimum 4.0 mm, maximum 10.0 mm.
B3 = minimum 2.0 mm.
B4 = minimum 2.0 mm, maximum 4.0 mm.
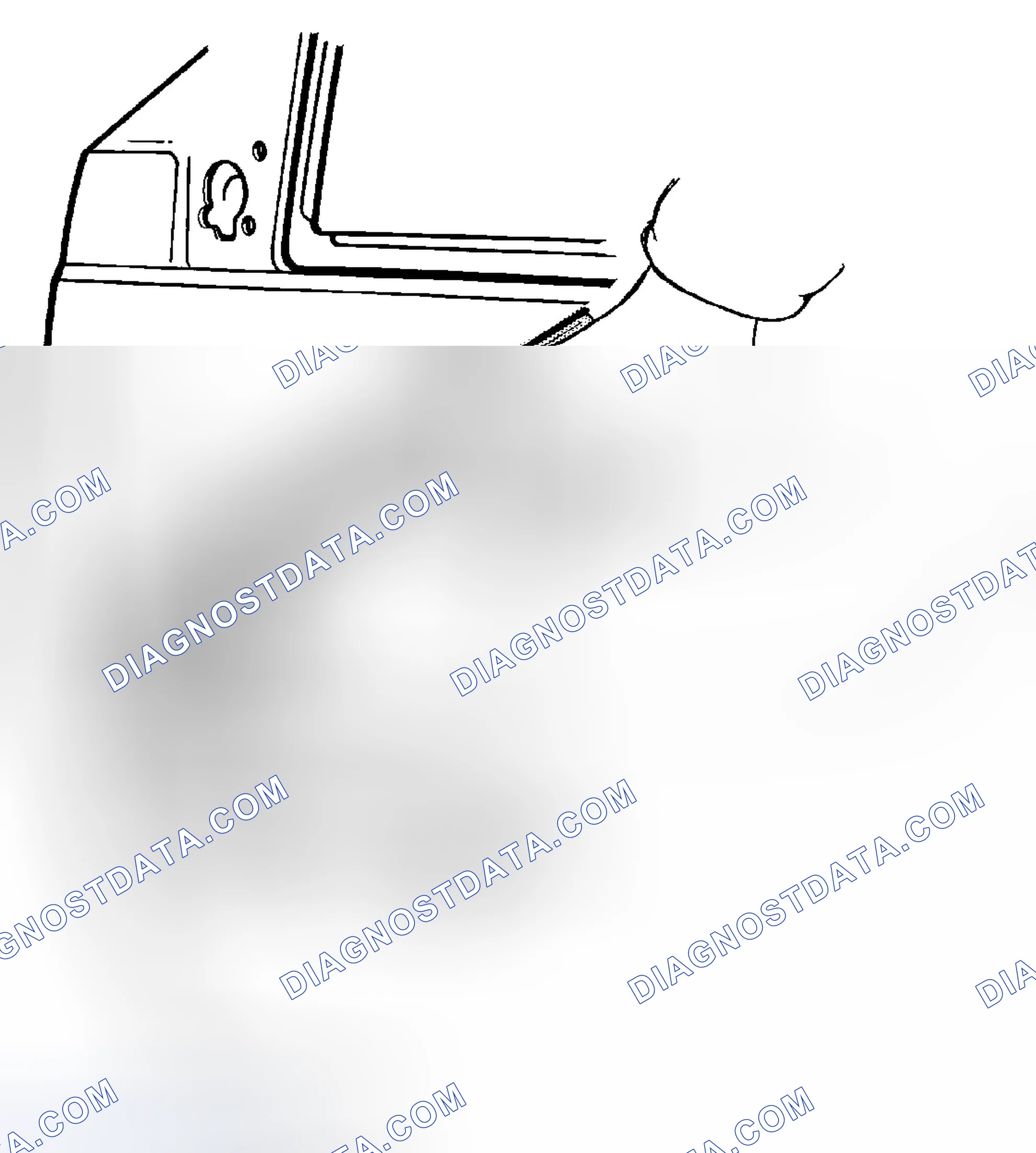
Scheme 67
Seal with no requirements for the finish.
The sealant must be liberally applied.
Minimum material thickness = 0.5 mm.
Lines, lumps and pools of up to 5 mm are acceptable.
The dimension of the bead must be as in panel section D.
D1 = minimum 0.5 mm, maximum 5.0 mm.
D2 = minimum 7.0 mm, maximum 50 mm.
Scheme 68
Aligning
- Galvanized body components can be aligned in the usual way, but avoid using a body file. Use a sanding block or grinding disc with 80-grade paper instead
- Apply soldering paste in the usual way
- The soldering paste removes the galvanizing and adheres to the bare metal
- Always finish with 120-grain paper to prepare for spray painting.
Note. Protect the galvanized layer as much as possible, as it is part of the rust protection.
Scheme 69

Welding
- Galvanized body components can be welded using MAG and resistance spot welding
- Protect the galvanized layer when preparing to weld.
Note. Use welding primer between the joins. Use point extraction .
- When resistance spot welding , the electrodes must be pressed together for a longer period than for untreated metal
- Voltage must also be increased slightly.
Note. Check welds carefully. Surfaces must be clean when resistance spot welding. Clean the surfaces using Scotch-Brite or similar. This protects the zinc coating and phosphate coating on the metal.
Scheme 70
Base filling
- After aligning galvanized panels use plastic filler in the same way as on ordinary body panels
- Not all types of filler can be used directly on galvanized metal
- Volvo has developed a special filler . This filler can be used on both aluminum and conventional body panels. No primer is necessary .
When applying plastic filler
- Apply filler
- Do not damage the galvanized layer
- Filler thickness max 1 mm
- Sand off the old paint
- Old paint need not be sanded off if damage is superficial. Matt using 120-grain paper
- Limit the area being sanded. Remember that it will need to be spray painted later
- Always finish with 120-grain paper to prepare for spray painting.