PRECAUTIONS FOR DISCONNECTING FUEL PIPING
- Before starting work, make sure no fire or spark producing items are in the work area.
- Release fuel pressure before disconnecting and disassembly.
- After disconnecting pipes, plug openings to stop fuel leakage.
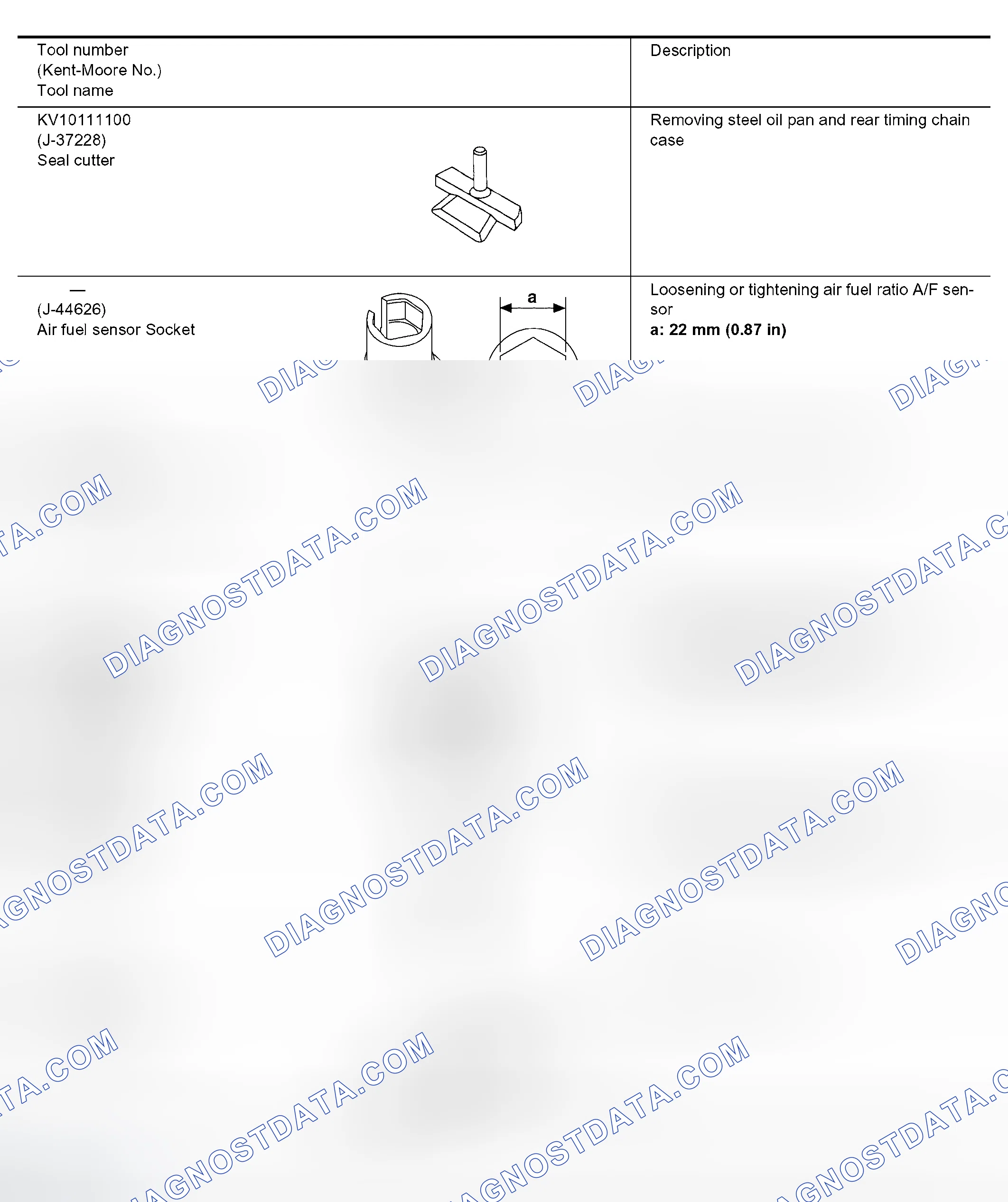
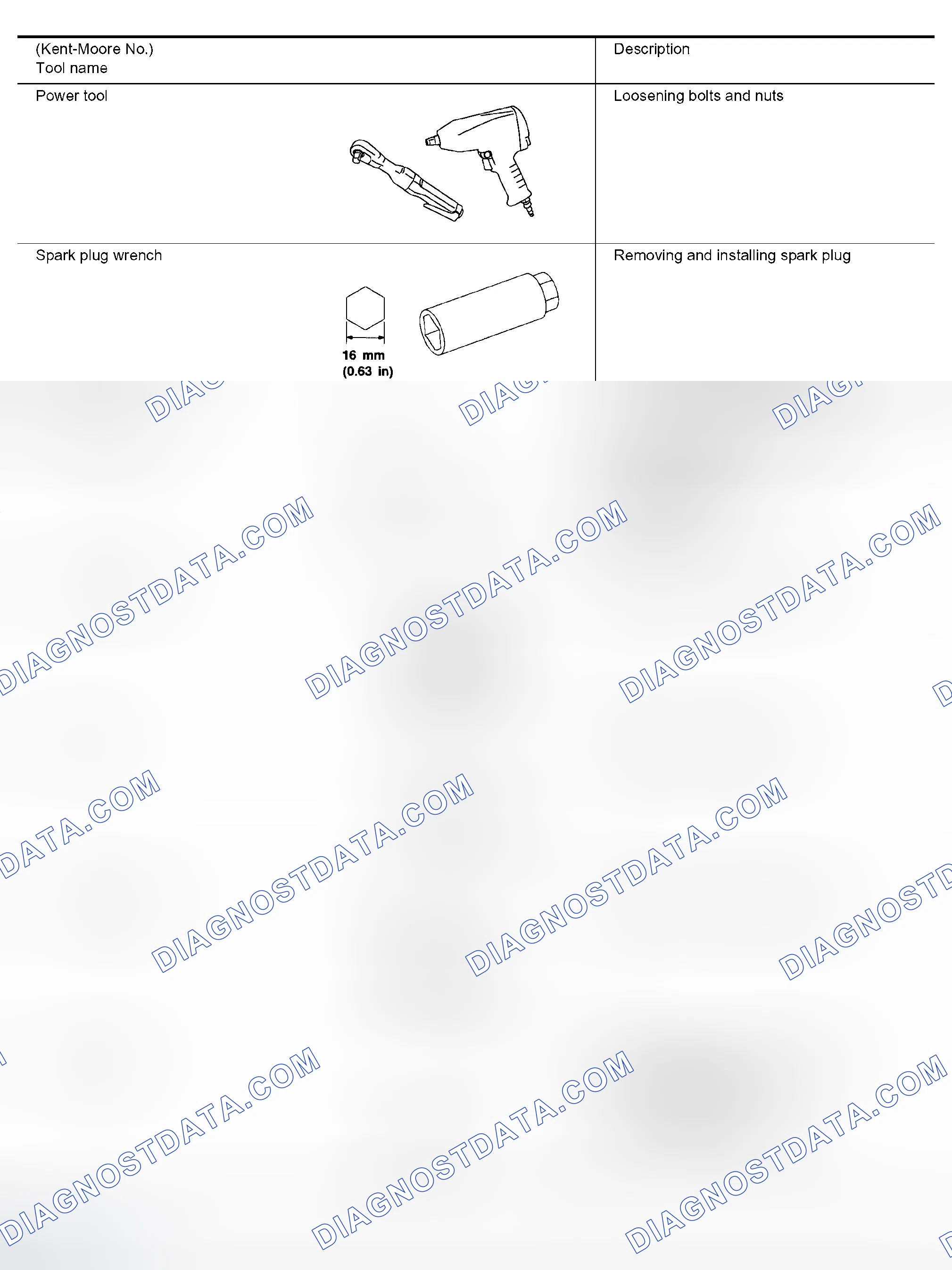
SPECIAL SERVICE TOOLS
The actual shapes of Kent-Moore tools may differ from those of special service tools (Scheme 165).
Scheme 165
Scheme 166

Scheme 167
Scheme 168

Scheme 169
CHANGING AIR CLEANER FILTER
- Remove the air duct and resonator assembly and air cleaner case (upper).
- Remove the air cleaner filter from air cleaner case.
- Installation is in the reverse order of removal.
Scheme 170
Scheme 171

Scheme 172
Scheme 173
Scheme 174

- Partially drain the engine coolant. Refer to «DRAINING ENGINE COOLANT»(ref-233319-S09209346902006052500000). WARNING: To avoid the danger of being scalded, never drain the engine coolant when the engine is hot.
- Remove the engine room cover using power tool. Refer to «REMOVAL»(ref-233240-S39160149112006052500000).
- Release the fuel pressure. Refer to «FUEL PRESSURE RELEASE»(ref-233258-S23412934922006052500000).
- Remove the air duct and resonator assembly. Refer to «REMOVAL»(ref-233240-S11402286492006052500000).
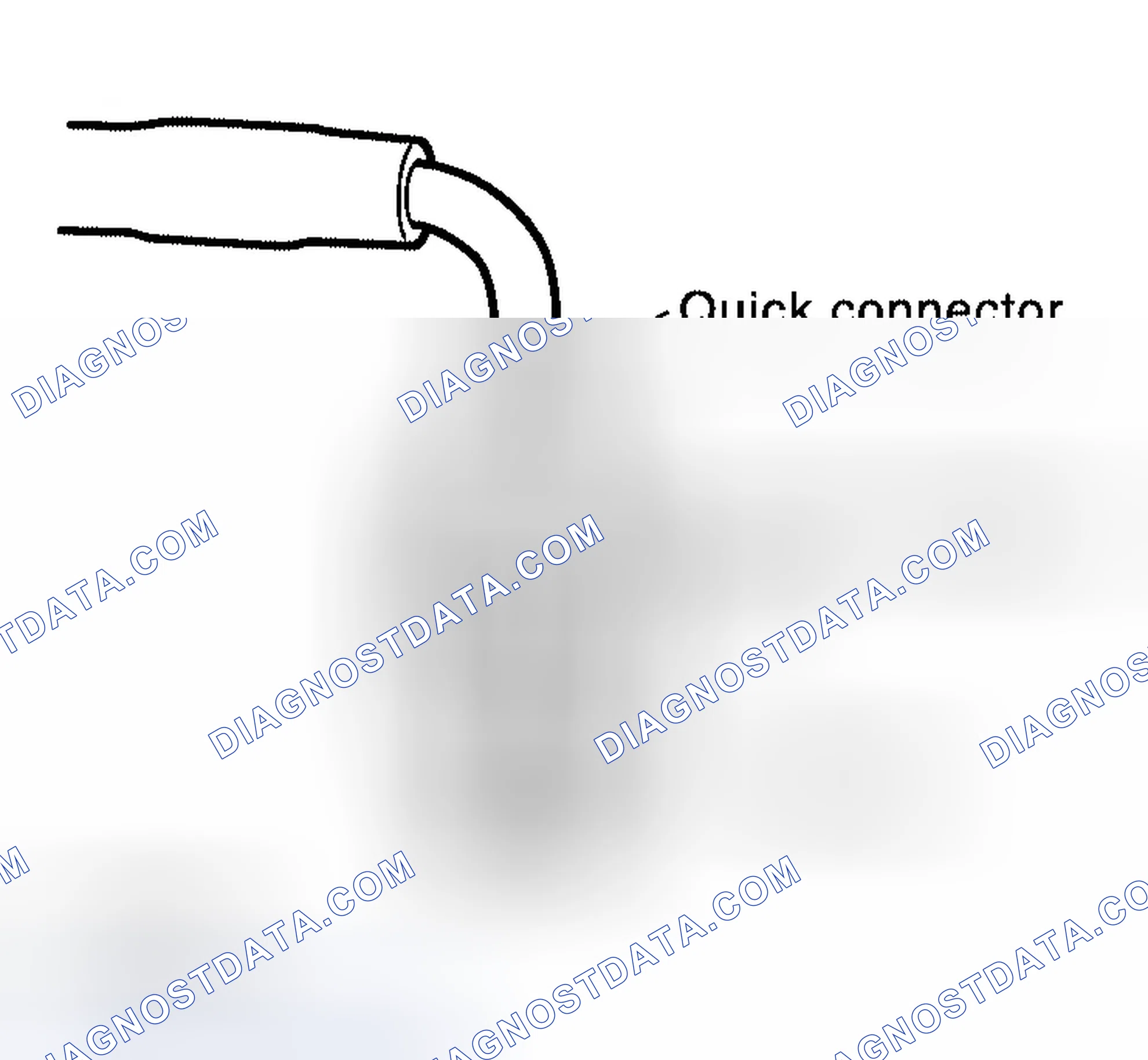
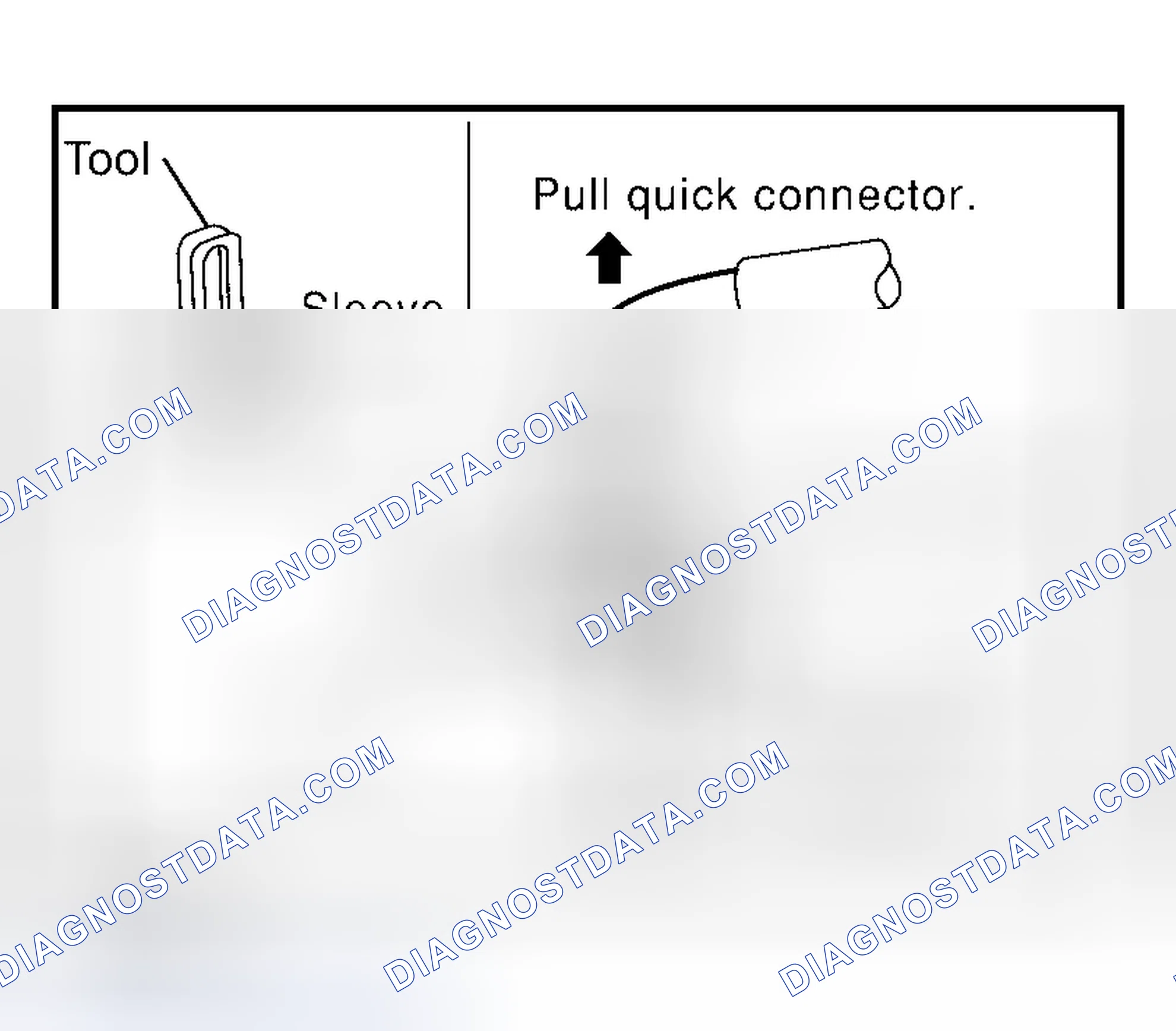
- Disconnect the fuel tube quick connector on the engine side. Perform the following steps to disconnect the quick connector using Tool. Tool number: 16441 6N210 (J-45488) Remove quick connector cap (engine side only). With the sleeve side of Tool facing quick connector, install Tool onto fuel tube. Insert Tool into quick connector until sleeve contacts and goes no further. Hold the Tool in that position. CAUTION: Inserting the Tool hard will not disconnect quick connector. Hold Tool where it contacts and goes no further. Draw and pull out quick connector straight from fuel tube. CAUTION: Pull quick connector holding "A" position in (Scheme 173). Do not pull with lateral force applied. O-ring inside quick connector may be damaged. Prepare container and cloth beforehand as fuel will leak out. Avoid fire and sparks. Be sure to cover openings of disconnected pipes with plug or plastic bag to avoid fuel leakage and entry of foreign materials.
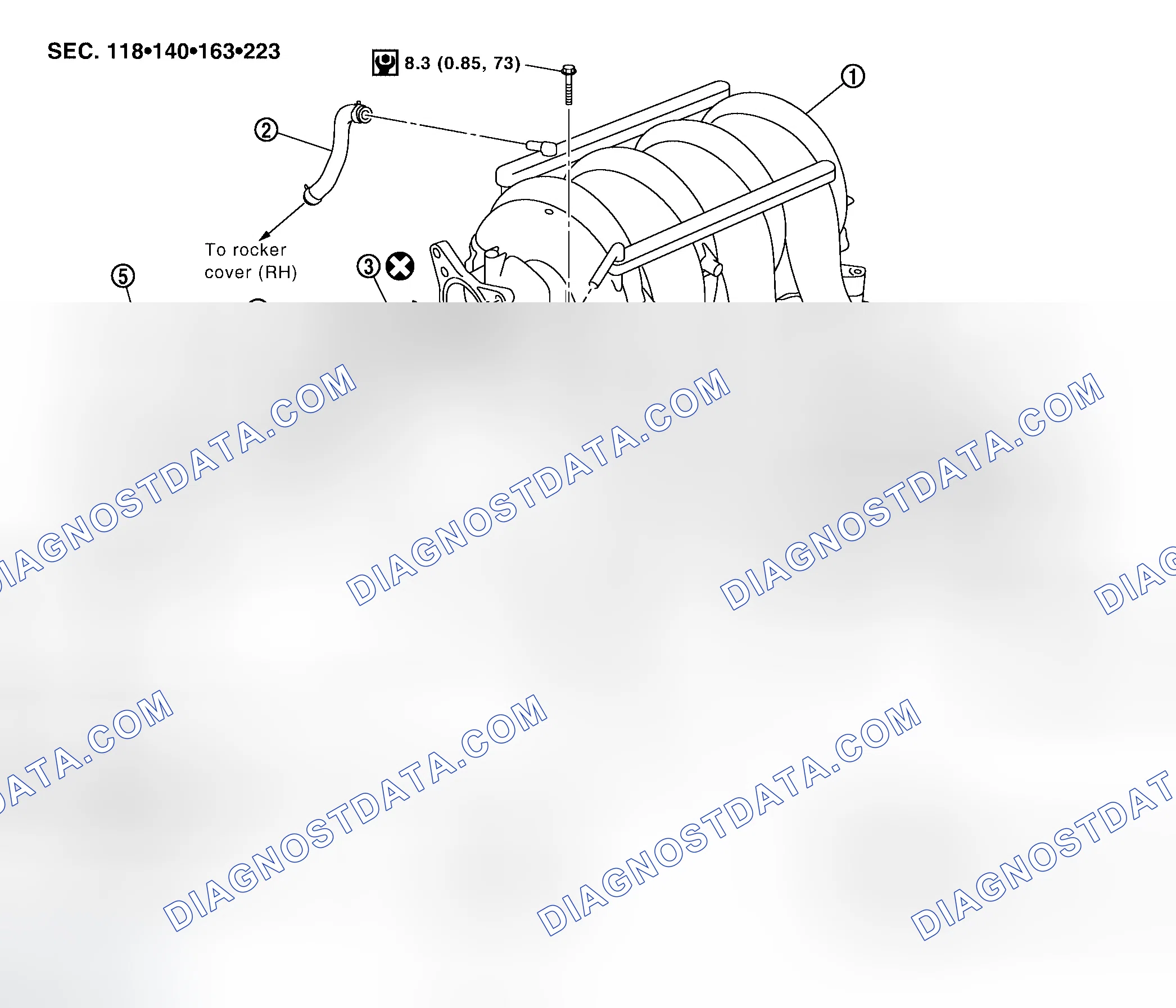
- Remove or disconnect harnesses, brackets, vacuum hose, vacuum gallery and PCV hose and tube from intake manifold.
- Remove electric throttle control actuator by loosening bolts diagonally. CAUTION: Handle carefully to avoid any damage to the electric throttle control actuator. Do not disassemble.
- Remove the fuel injectors and fuel tube assembly. Refer to «REMOVAL»(ref-233240-S15875093782006052500000).
- Loosen the bolts in reverse order (Scheme 174)using power tool.
- Remove the intake manifold. CAUTION: Cover engine openings to avoid entry of foreign materials.
CONNECTING QUICK CONNECTOR OF FUEL TUBE
Install quick connector as follows (the steps are the same for quick connectors on both engine side and vehicle side except for the quick connector cap).
Scheme 175
Scheme 176
Scheme 177

- Make sure no foreign substances are deposited in and around tube and quick connector, and they are not damaged.
- Thinly apply new engine oil around the fuel tube from tip end to the spool end.
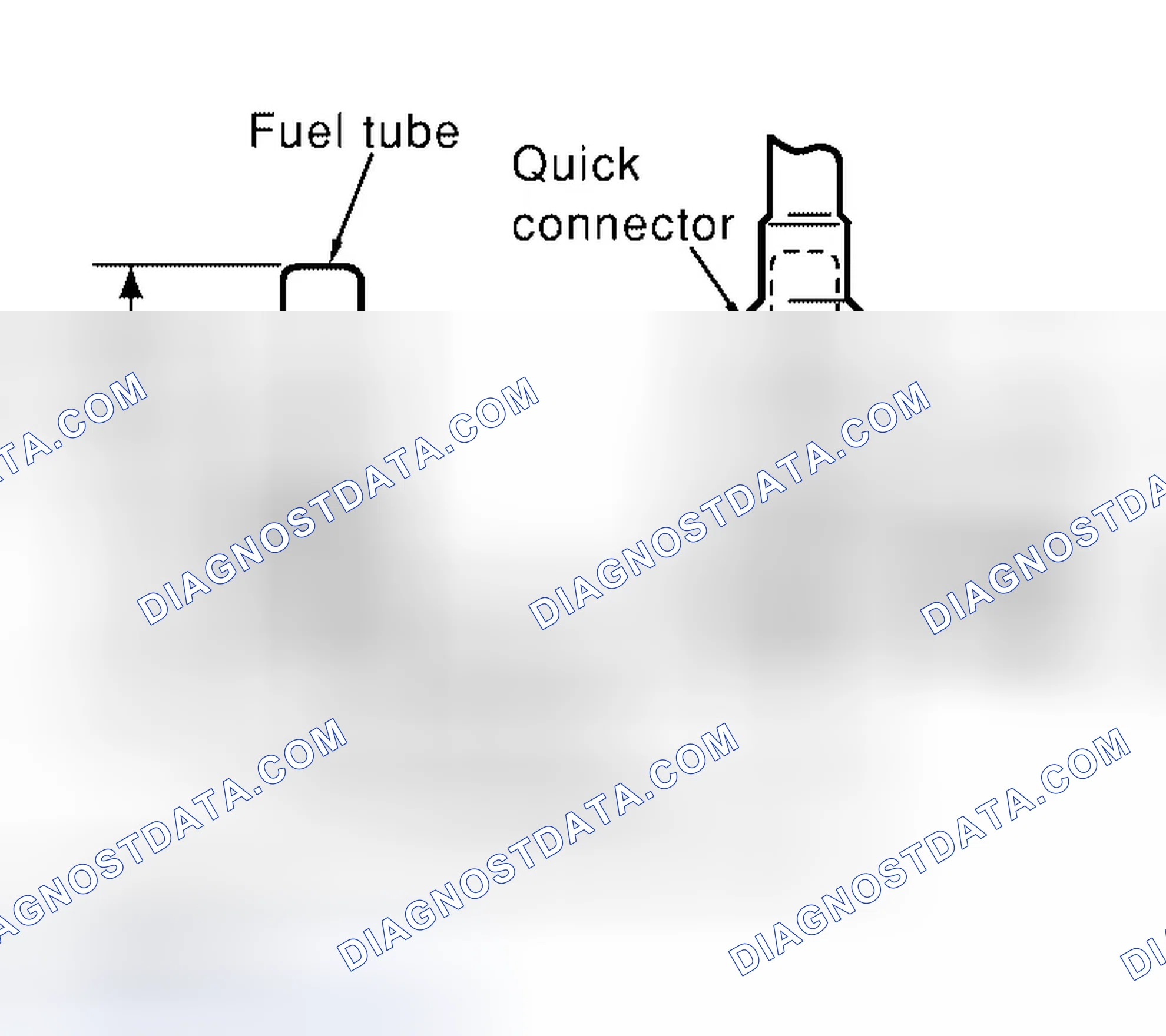
- Align center to insert quick connector straight into fuel tube. Insert until the paint mark for engagement identification (white) goes completely inside quick connector so that you cannot see it from the straight side of the connected part. Use a mirror to check this where it is not possible to view directly from the straight side, such as quick connector on vehicle side. Insert fuel tube into quick connector until top spool is completely inside quick connector, and 2nd level spool exposes right below quick connector on engine side. CAUTION: Hold "A" position in (Scheme 176) when inserting fuel tube into quick connector. Carefully align center to avoid inclined insertion to prevent damage to O-ring inside quick connector. Insert until you hear a "click" sound and actually feel the engagement. To avoid misidentification of engagement with a similar sound, be sure to perform the next step.
- Pull quick connector by hand holding "A" position. Make sure it is completely engaged (connected) so that it does not come out from fuel tube. NOTE: Recommended pulling force is 50 N (5.1 kg, 11.2 lb).
- Install the quick connector cap on the quick connector joint (on engine side only).
- Install the fuel hose and tube to hose clamps.
- Refill the engine coolant. Refer to «REFILLING ENGINE COOLANT»(ref-233257-S05992539362006052500000).
CAMSHAFT BRACKET INNER DIAMETER
- Tighten the camshaft bracket bolt to the specified torque.
- Measure the inner diameter of the camshaft bracket. Standard: 26.000-26.021 mm (1.0236-1.0244 in)
CALCULATION OF CAMSHAFT JOURNAL CLEARANCE
(Journal clearance) = (camshaft bracket inner diameter) - (camshaft journal diameter)
- Standard: 0.030-0.068 mm (0.0012-0.0027 in)
Scheme 178

- If measurement is not within specification, replace either or both camshaft and cylinder head. NOTE: The inner diameter of the camshaft bracket is manufactured together with the cylinder head. Replace the whole cylinder head as an assembly.
Scheme 179

Scheme 180
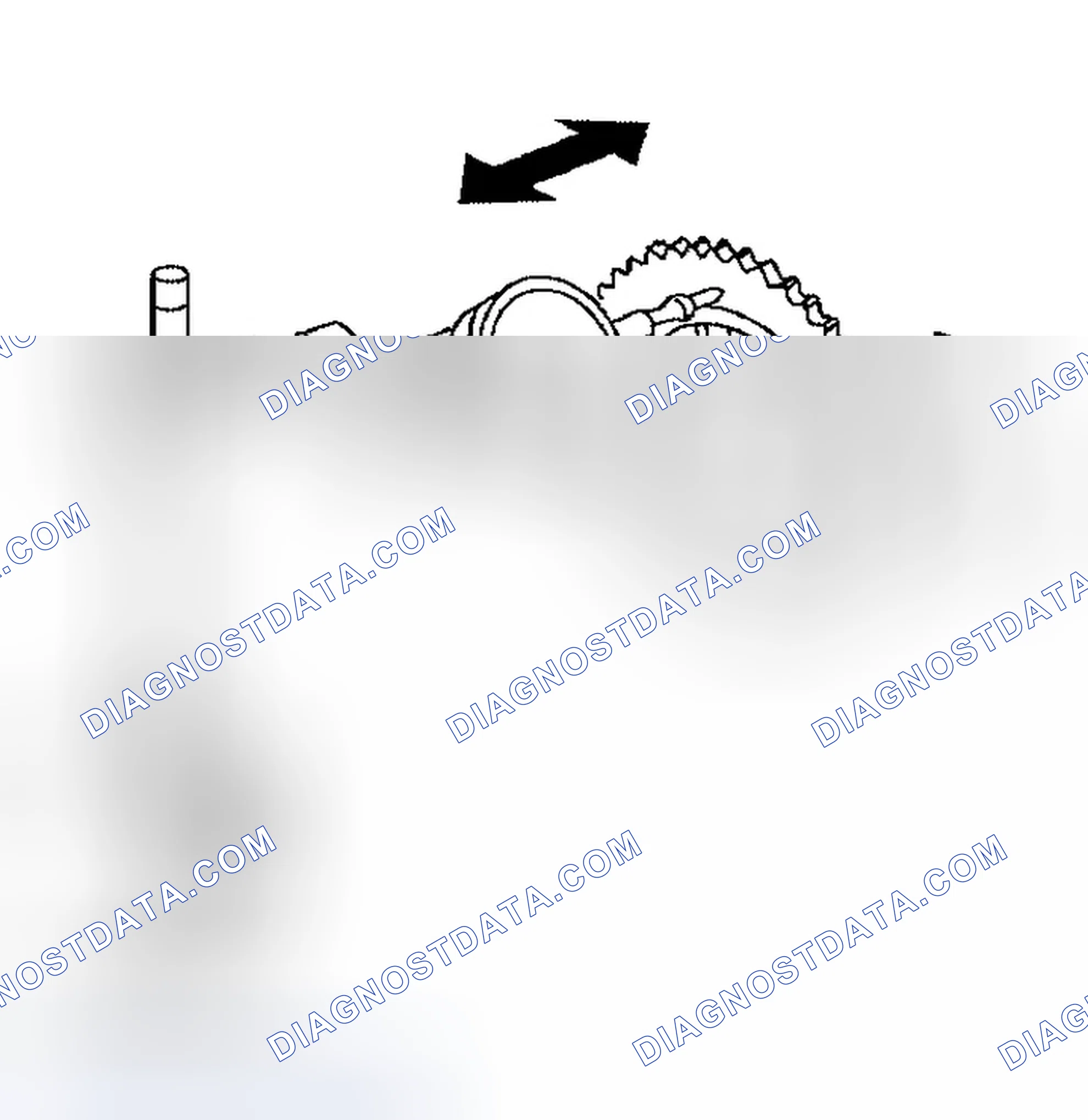
- Install dial gauge in the thrust direction on the front end of the camshaft. Measure the end play when the camshaft is moved forward/backward (in direction to axis). Standard: 0.115-0.188 mm (0.0045-0.0074 in)
- If measurement is out of the specified range, replace the camshaft and measure again.
- If measurement is still out of the specified range, replace the cylinder head.
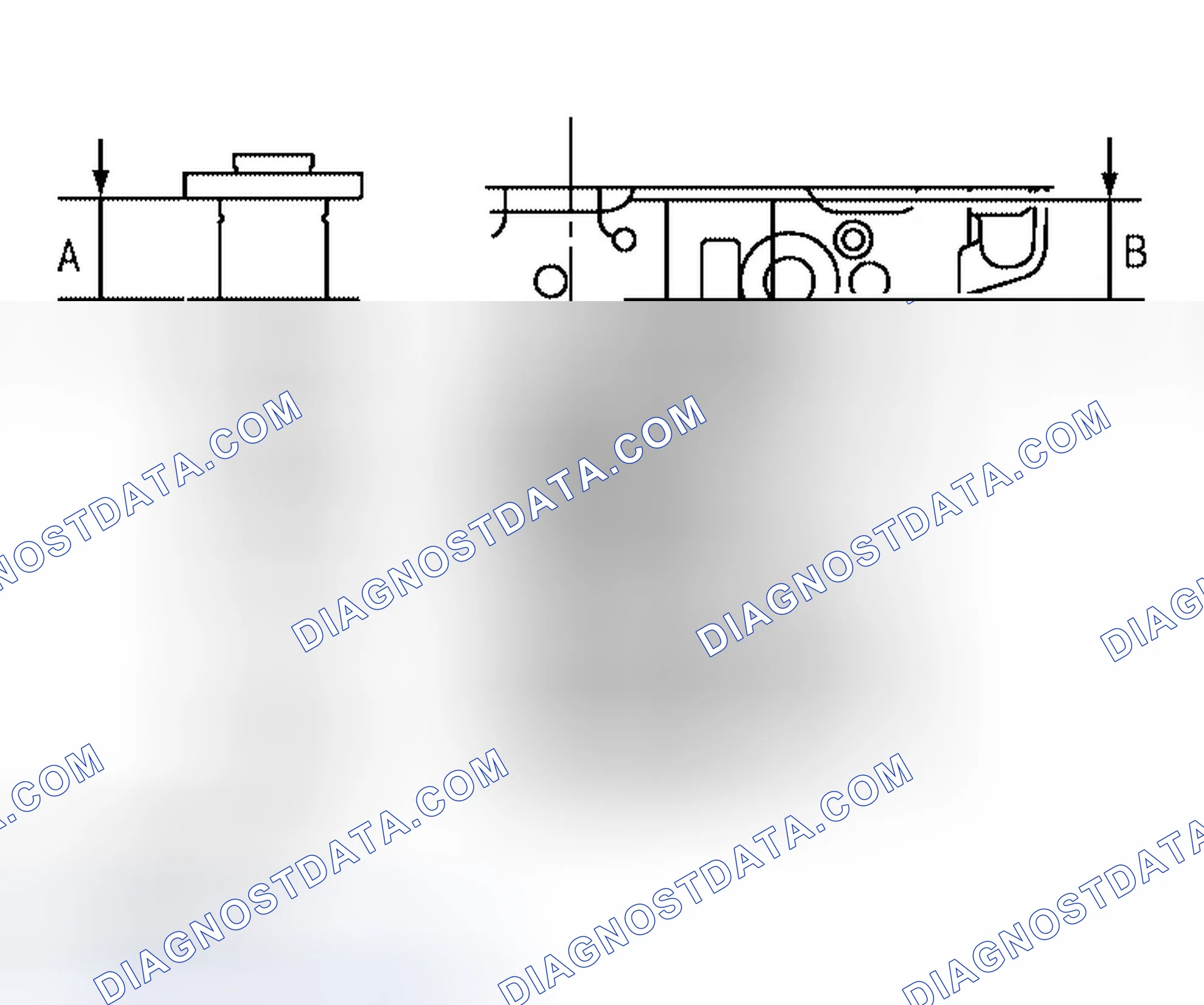
- Measure the following parts if end play is outside the specified value. Dimension "A" for camshaft No. 1 journal Standard: 30.500-30.548 mm (1.2008-1.2027 in) Dimension "B" for cylinder head No. 1 journal Standard: 30.360-30.385 mm (1.1953-1.1963 in)
- If measurements are not within specification, replace the camshaft and/or cylinder head.
Scheme 181
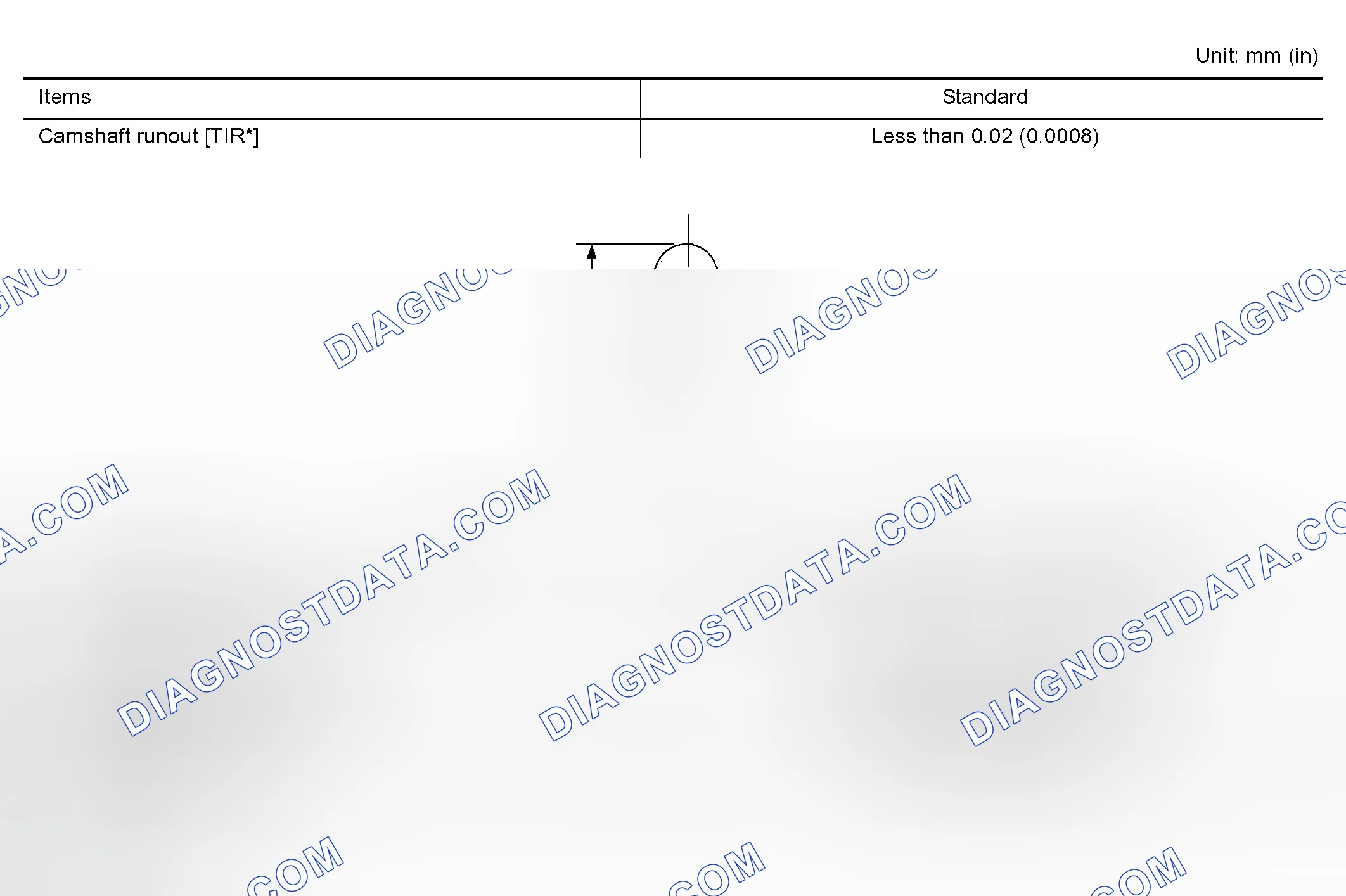
- Install the camshaft in the cylinder head.
- Install the camshaft sprocket to the camshaft.
- Measure the camshaft sprocket runout. Runout: Less than 0.15 mm (0.0059 in) If measurement exceeds the specification, replace the camshaft sprocket.
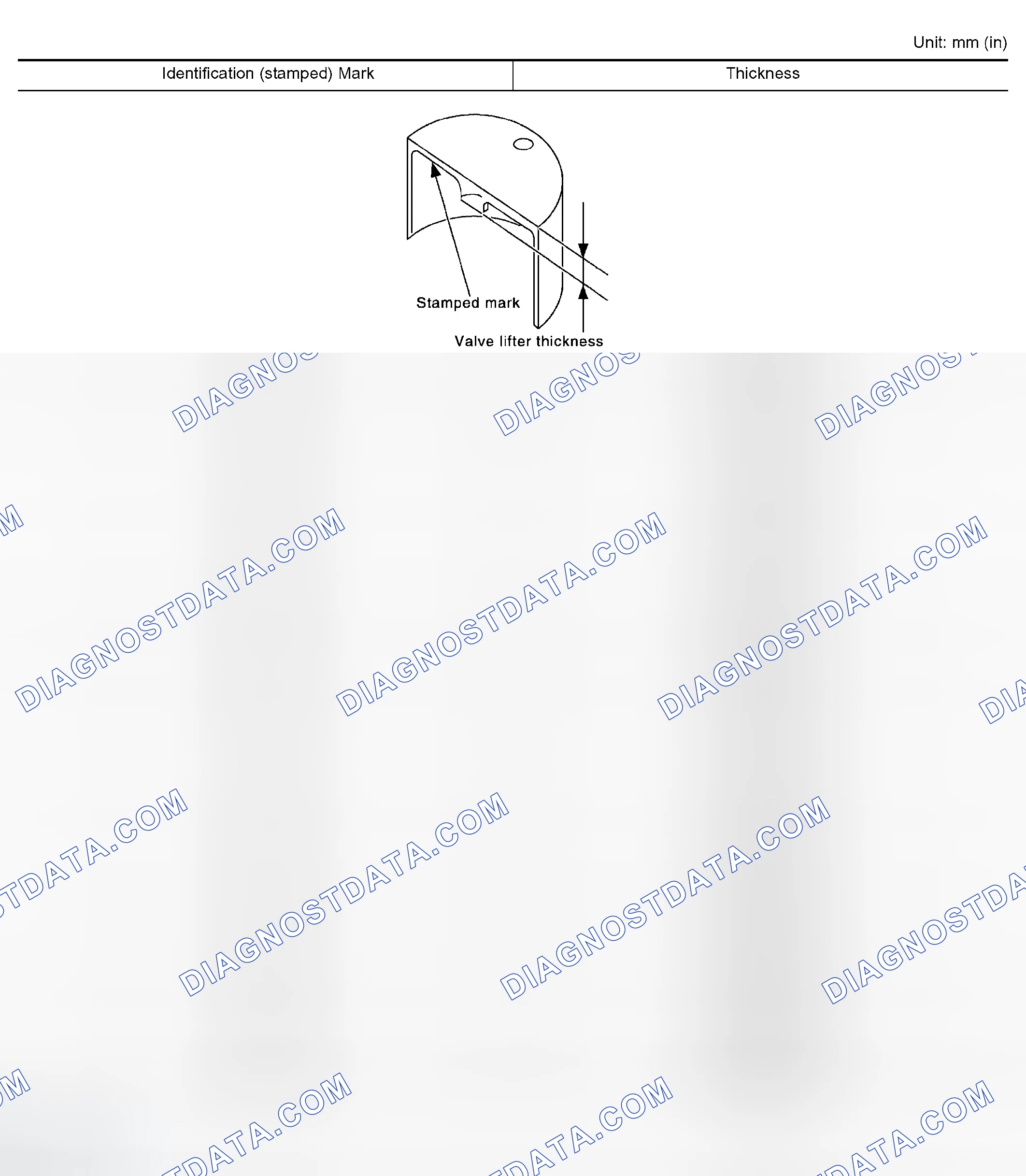
VALVE LIFTER
Check if the surface of the valve lifter has any wear or cracks.
Scheme 182
- If any damage is found, replace the valve lifter.
- Select the thickness of the head so that the valve clearance is within the standard when replacing. Refer to «VALVE CLEARANCE»(ref-233240-S08124944862006052500000) .
Scheme 183

- Measure the diameter of the valve lifter. Standard: 33.977-33.987 mm (1.3377-1.3381 in)
Scheme 184

- Measure the diameter of the valve lifter hole of the cylinder head, using suitable tool. Standard: 34.000-34.016 mm (1.3386-1.3392 in) Calculation of Valve Lifter Clearance (Valve lifter clearance) = (valve lifter hole diameter) - (valve lifter diameter) Standard: 0.013-0.039 mm (0.0005-0.0015 in)
- If the measurement is not within specification, referring to each specification of the valve lifter diameter and hole diameter, replace either or both the valve lifter and cylinder head.
Scheme 185
Scheme 186
Scheme 187

Scheme 188
Scheme 189

Scheme 190
Scheme 191

Scheme 192

Scheme 193

Scheme 194
Scheme 195

Scheme 196
Scheme 197

Scheme 198
- Install the valve lifters if removed. Install removed parts in their original locations.
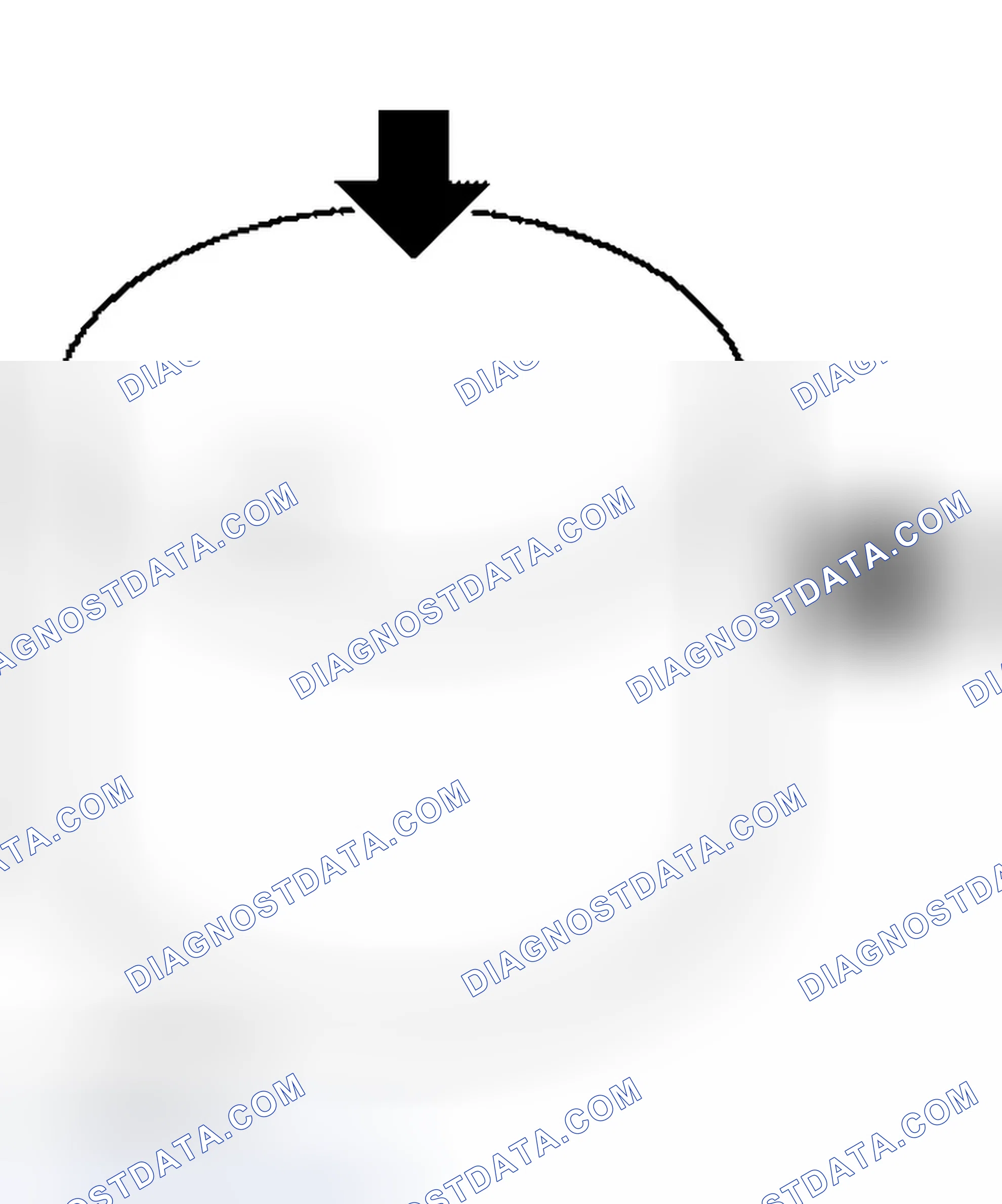
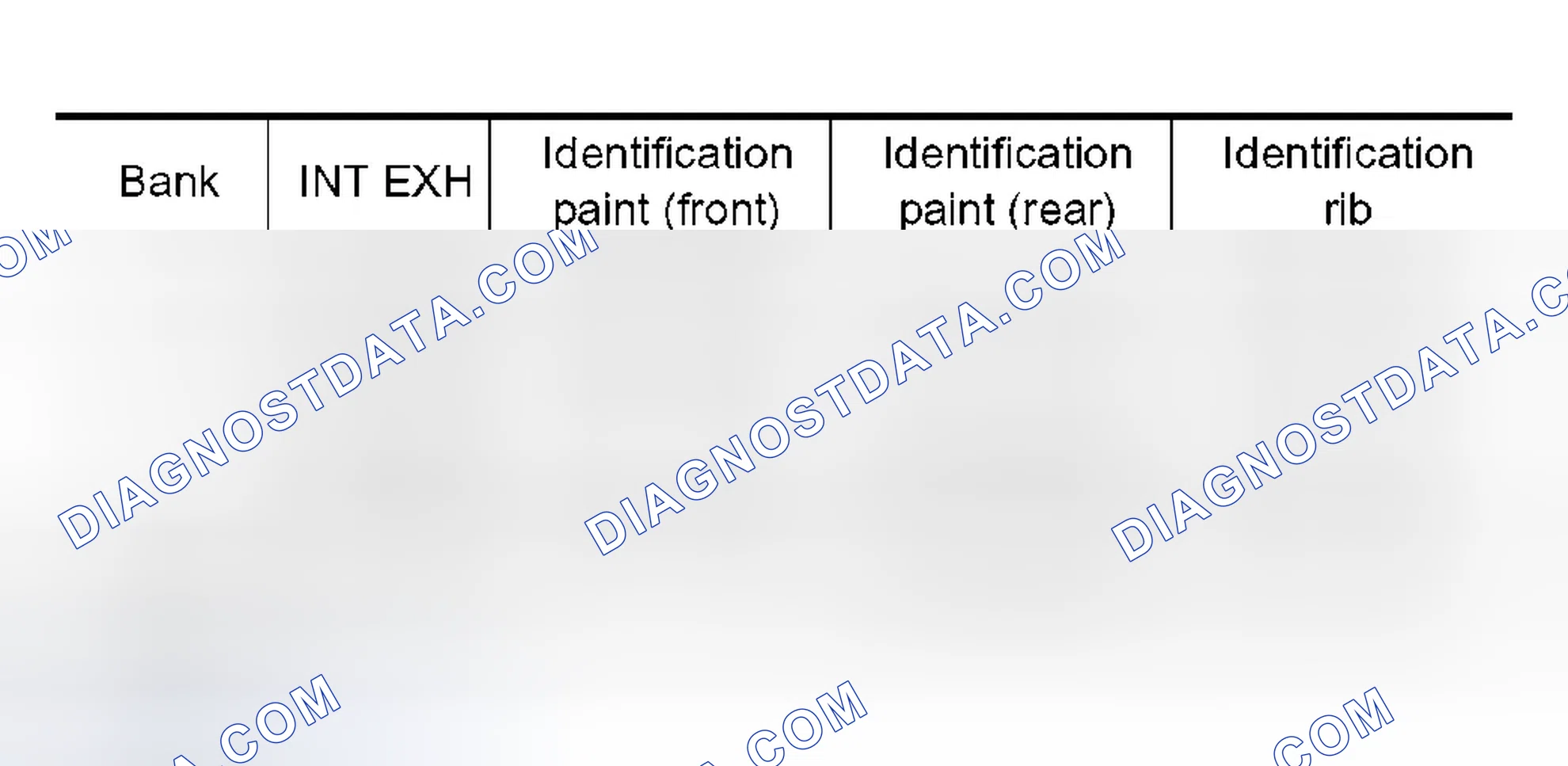
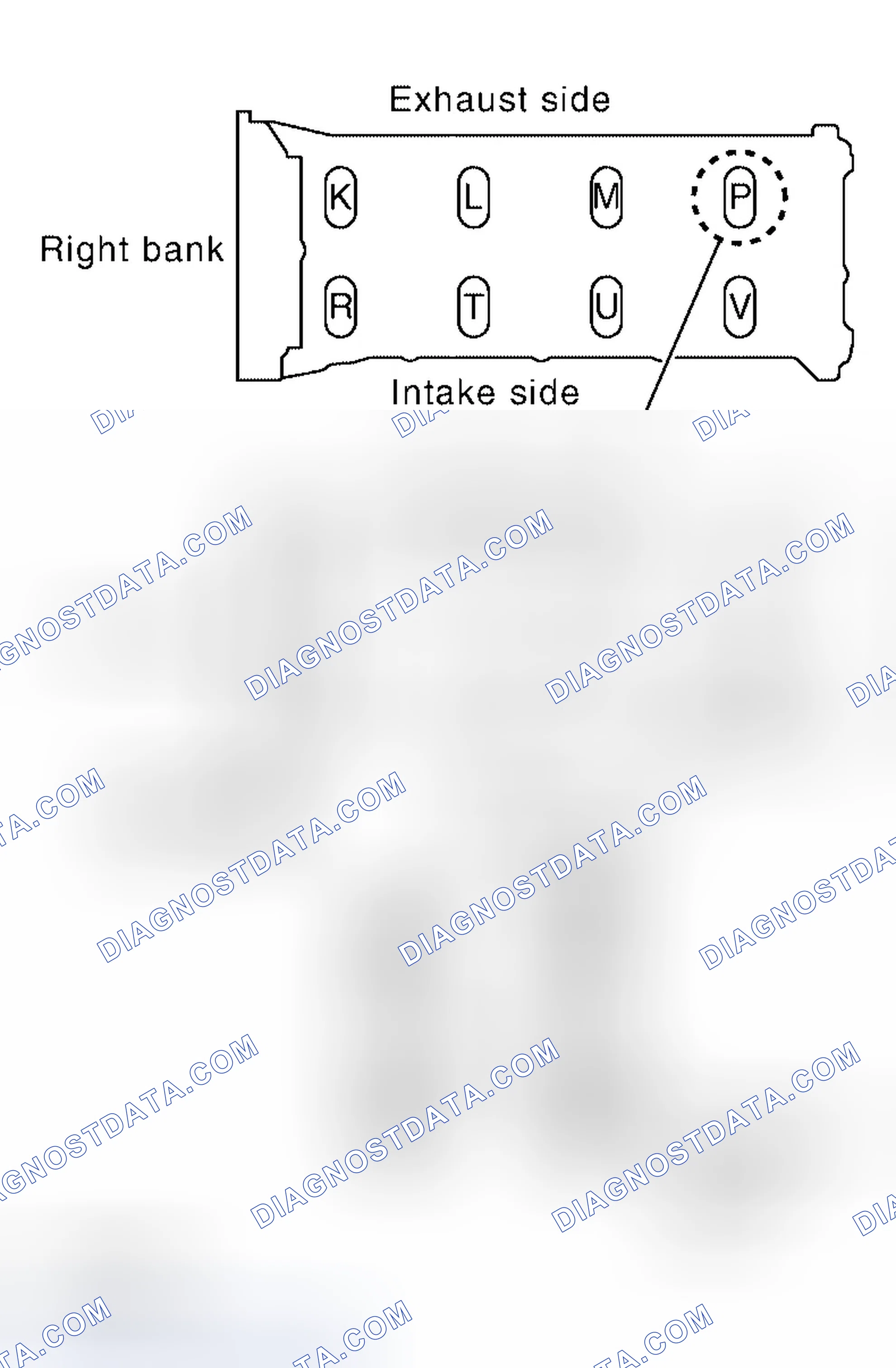
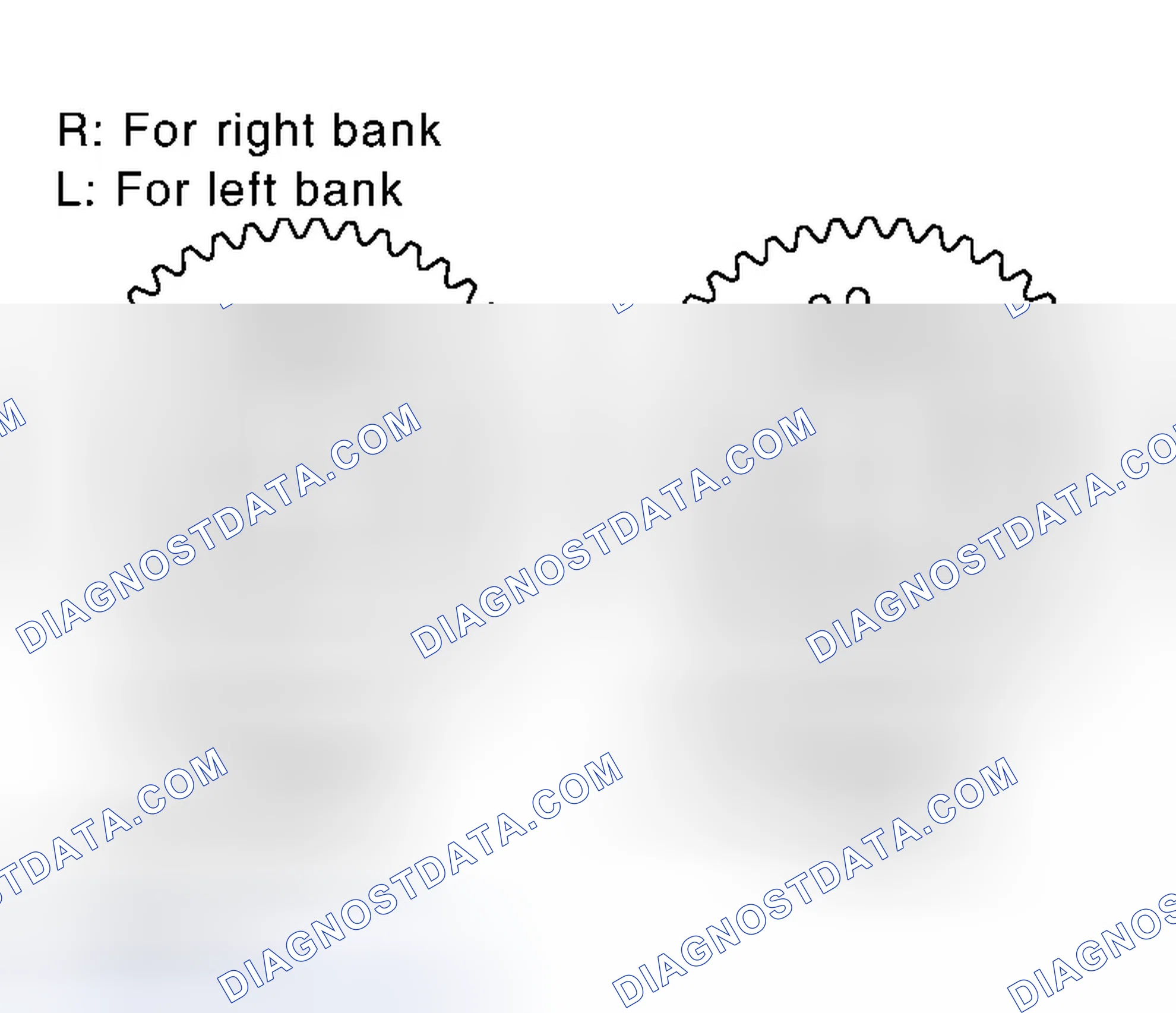
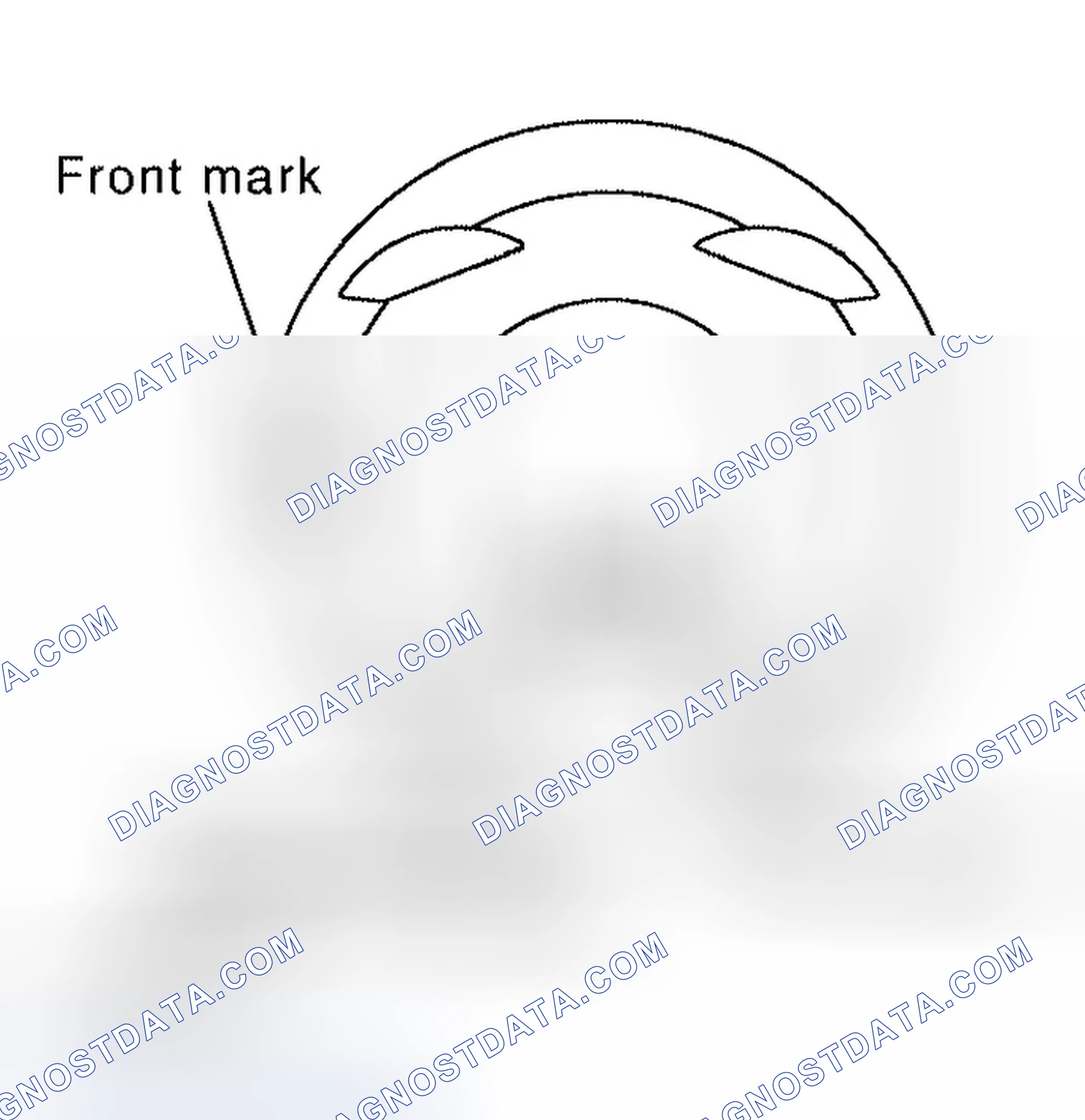
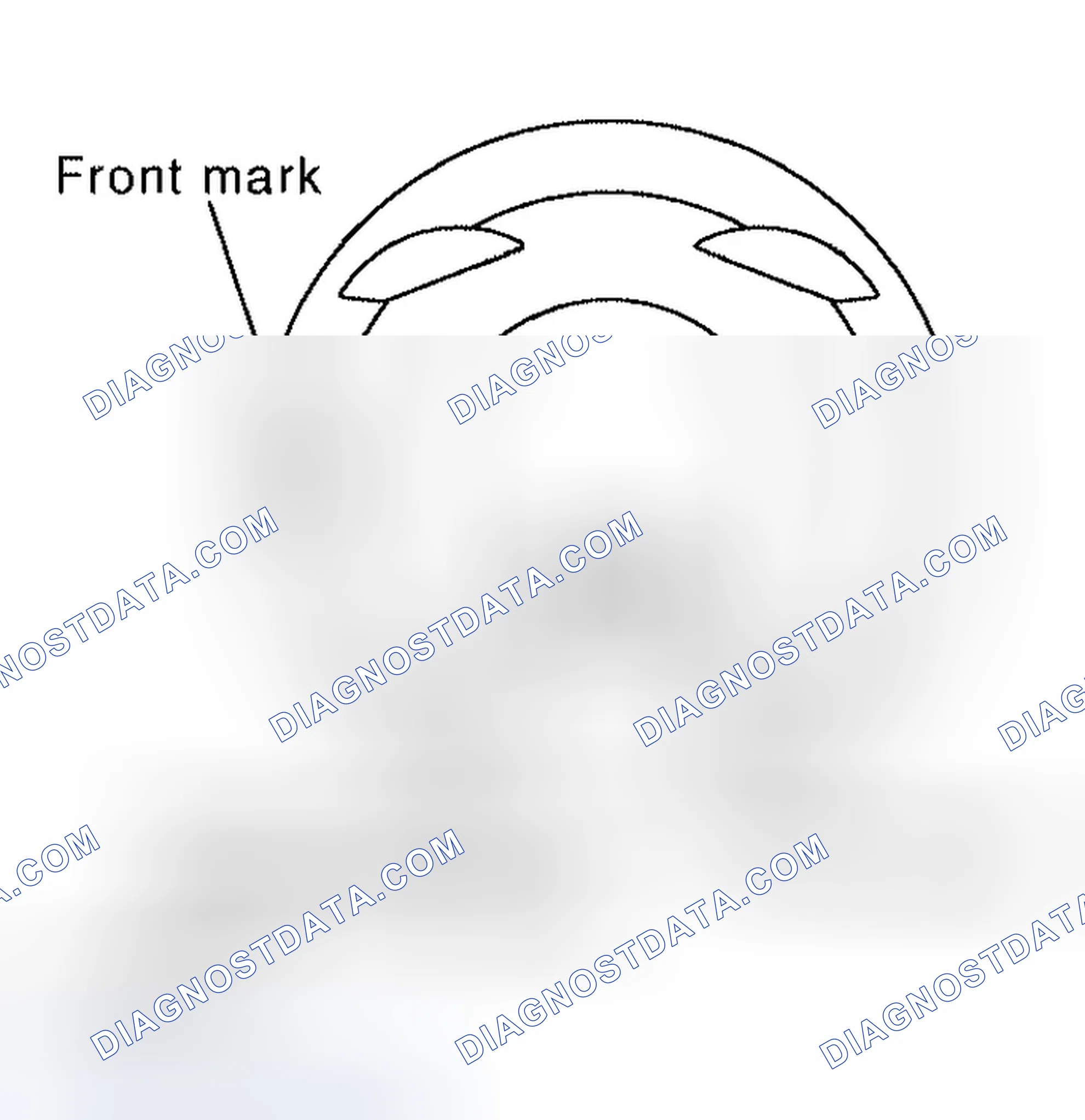
- Install the camshafts. Refer to the (Scheme 185) for identification of the right and left bank, and intake and exhaust. Install so that the dowel pin at the front of the camshaft face is in the direction (Scheme 187)
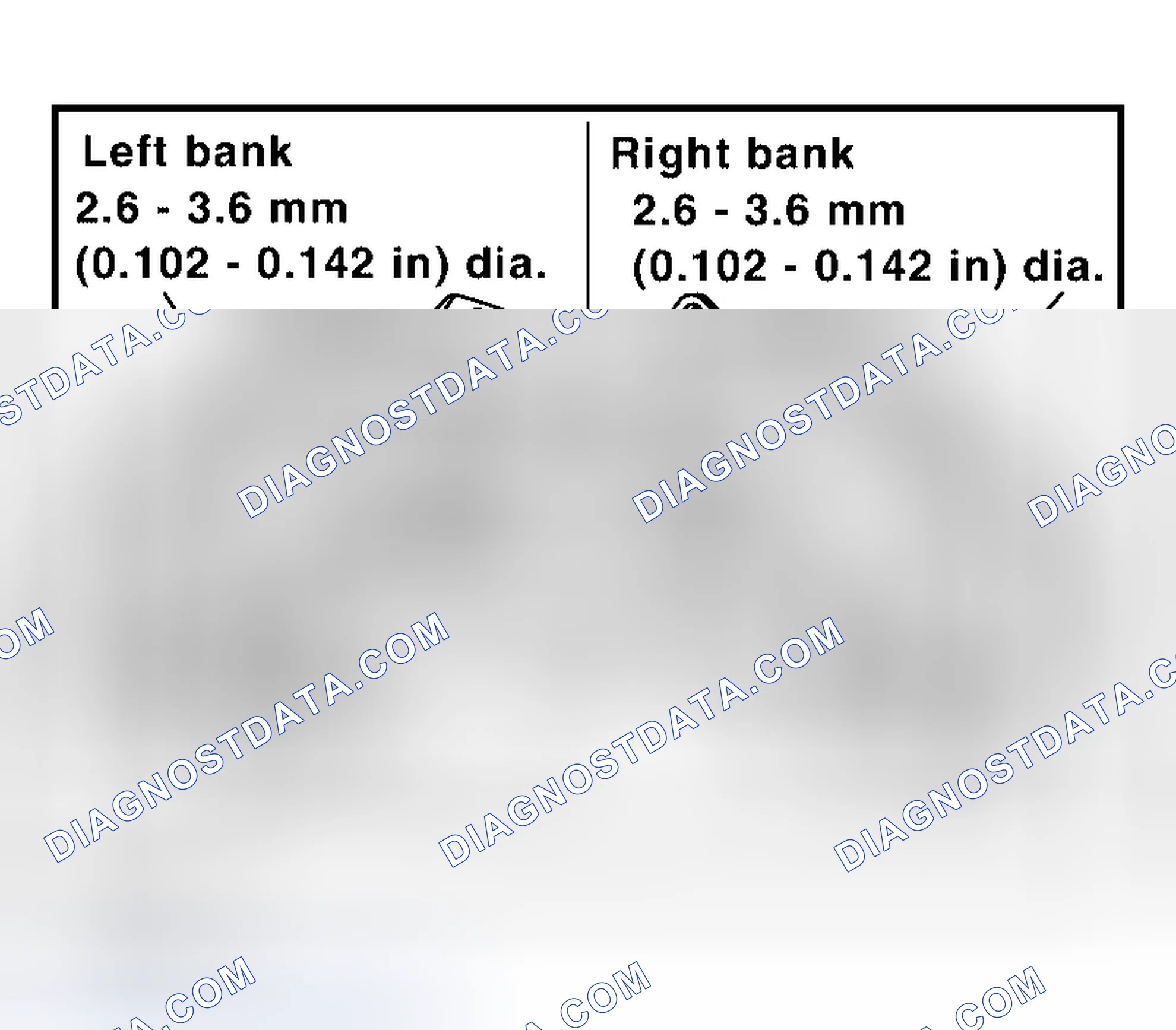
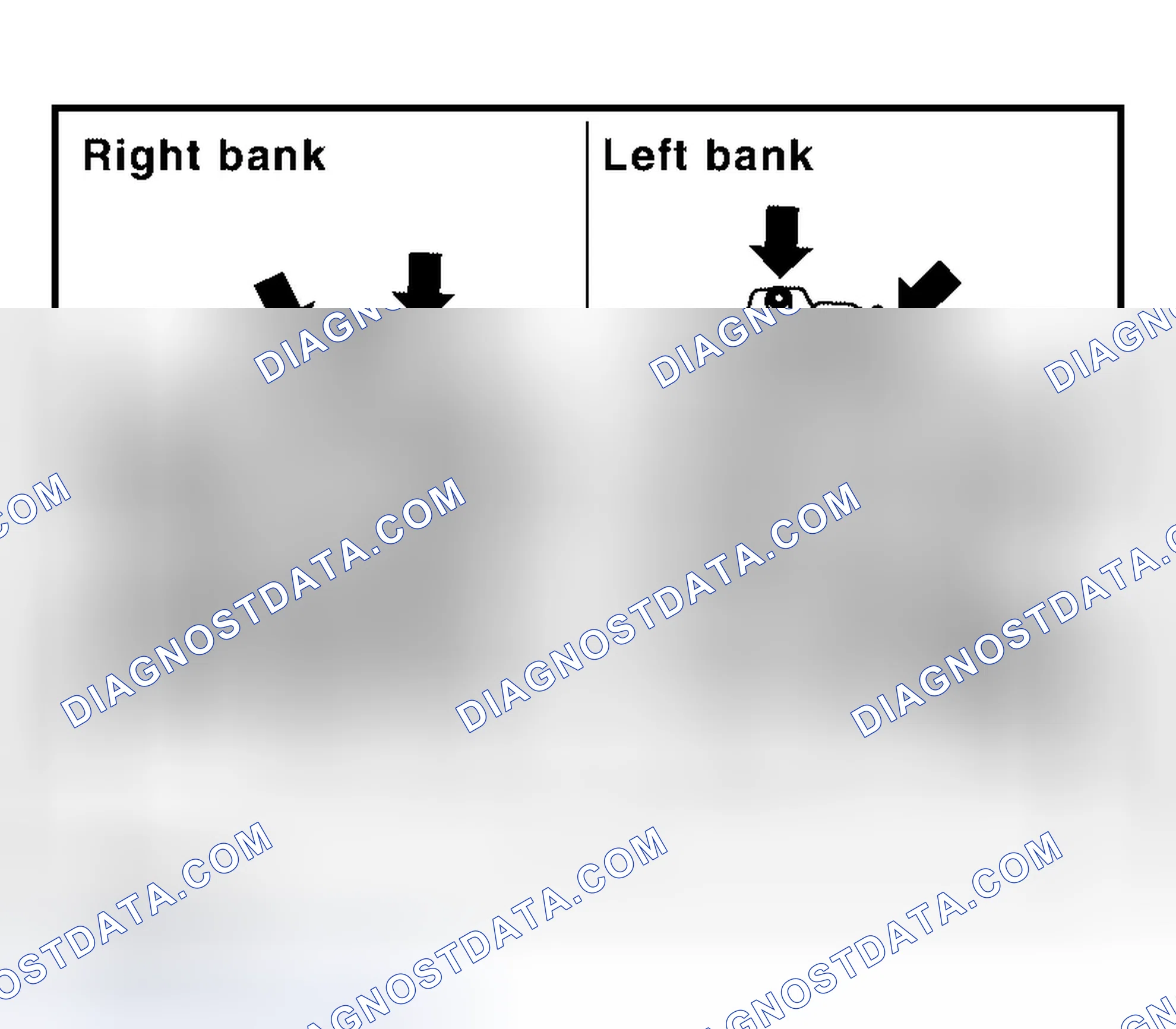
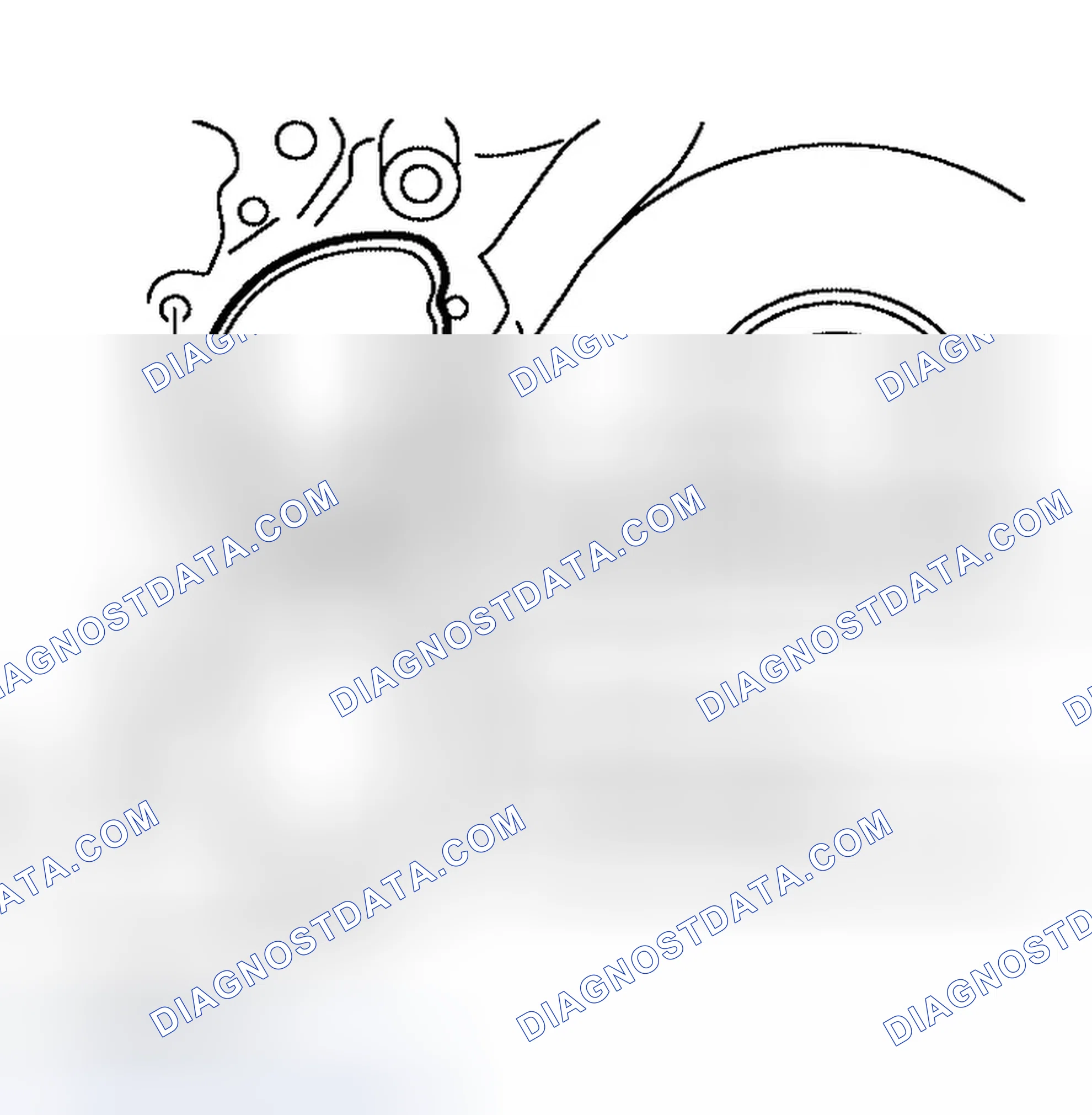
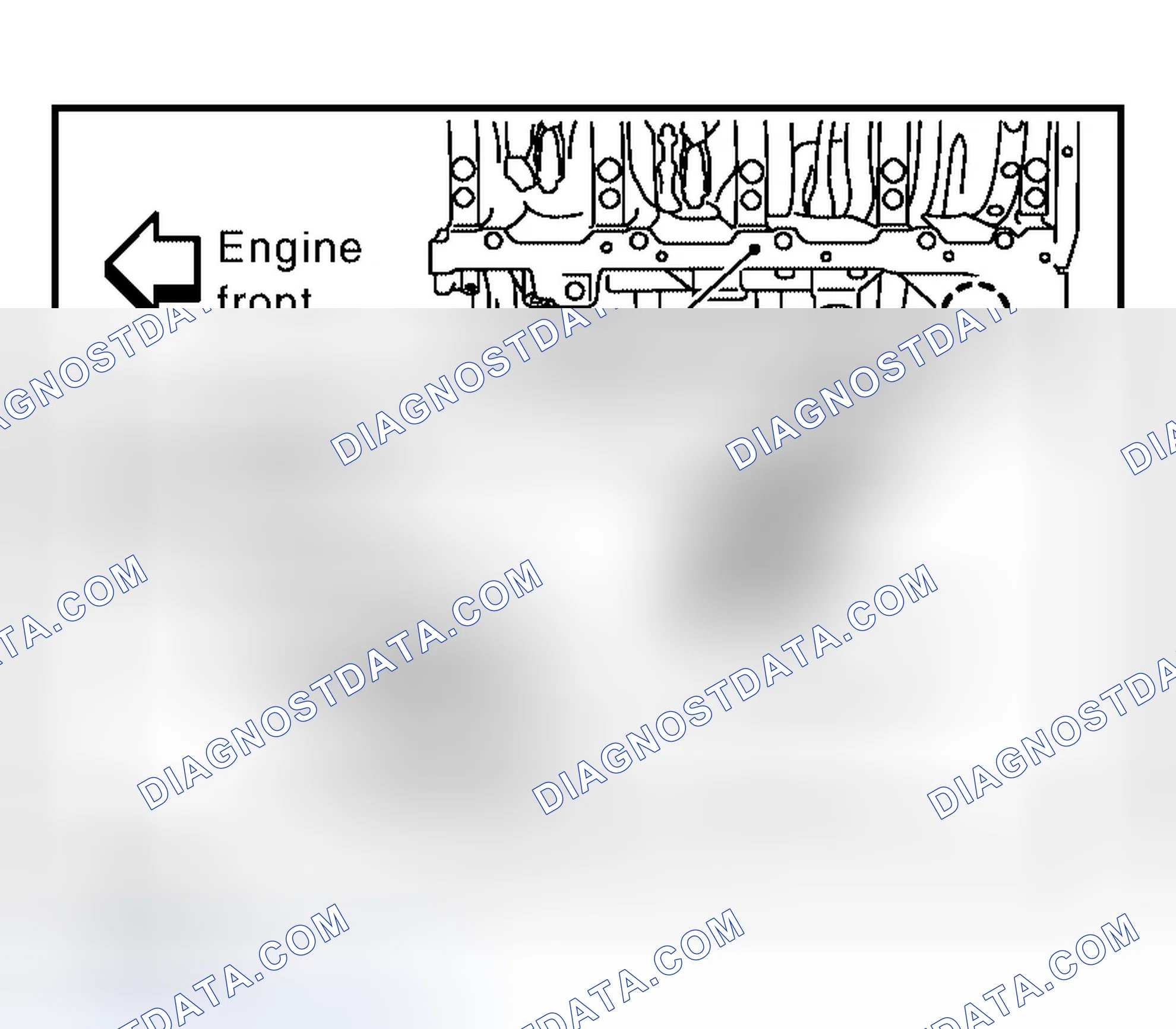
- Install the camshaft brackets. Install by referring to the installation location mark on the upper surface. Install so that the installation location mark can be correctly read when viewed from the intake manifold side. Install No. 1 camshaft bracket using the following procedure: Apply liquid gasket to No. 1 camshaft bracket (Scheme 189) Use Genuine RTV Silicone Sealant or equivalent. Refer to «RECOMMENDED CHEMICAL PRODUCTS AND SEALANTS»(ref-233237-S23907478682006052500000). CAUTION: After installation, be sure to wipe off any excessive liquid gasket leaking from part "A" and "B" (both on right and left sides). Remove completely any excess of liquid gasket inside bracket. Apply liquid gasket to the back side of the front cover (Scheme 190) Use Genuine RTV Silicone Sealant or equivalent. Refer to «RECOMMENDED CHEMICAL PRODUCTS AND SEALANTS»(ref-233237-S23907478682006052500000). Position No. 1 camshaft bracket close to the mounting position, and then install it to prevent from touching liquid gasket applied to each surface. Temporarily tighten the front cover bolts (4 for each bank) (Scheme 192)
- Tighten the camshaft bracket bolts as follows: Camshaft bracket bolts Step 1 (bolts 9 - 12): 2.0 N.m (0.2 kg-m, 17 in-lb) Step 2 (bolts 1-8): 2.0 N.m (0.2 kg-m, 17 in-lb) Step 3 (all bolts): 5.9 N.m (0.6 kg-m, 52 in-lb) Step 4 (all bolts): 10.4 N.m (1.1 kg-m, 92 in-lb) CAUTION: After tightening the camshaft bracket bolts, be sure to wipe off excessive liquid gasket from the parts listed below. Mating surface of rocker cover Mating surface of front cover Tighten the front cover bolts (4 for each bank) (Scheme 194)to the specified torque. Front cover bolts: 11.0 N.m (1.1 kg-m, 8 ft-lb)
- Install the camshaft sprockets using the following procedure: Install the camshaft sprockets aligning them with the matching marks painted on the timing chain when removed. Align the camshaft sprocket key groove with the dowel pin on the camshaft front edge at the same time. Then temporarily tighten bolts. Install the intake and exhaust side camshaft sprockets by selectively using the groove of the dowel pin according to the bank. (Common part used for both banks.) Lock the hexagonal part of the camshaft in the same way as for removal, and tighten the bolts. Check again that the timing mating mark on the timing chain and on each sprocket are aligned.
- Install the chain tensioner using the following procedure: NOTE: Left bank is shown. Install the chain tensioner. Compress the plunger and hold it using a stopper pin when installing. Loosen the slack guide side timing chain by rotating the camshaft hexagonal part if mounting space is small. Chain tensioner bolts: 6.9 N.m (0.70 kg-m, 61 in-lb) Remove the stopper pin and release the plunger, and then apply tension to the timing chain. Install the chain tensioner cover onto the front cover (RH bank). Apply liquid gasket (Scheme 198) Use Genuine RTV Silicone Sealant or equivalent. Refer to «RECOMMENDED CHEMICAL PRODUCTS AND SEALANTS»(ref-233237-S23907478682006052500000) Tensioner cover bolts: 9.0 N.m (0.92 kg-m, 80 in-lb)
- Check and adjust valve clearances. Refer to «VALVE CLEARANCE»(ref-233240-S08124944862006052500000).
- Installation of the remaining components is in the reverse order of removal.
VALVE STEM DIAMETER
Measure the diameter of the valve stem using suitable tool.
- Standard Intake: 5.965-5.980 mm (0.2348-0.2354 in) Exhaust: 5.955-5.970 mm (0.2344-0.2350 in)
Scheme 199

VALVE GUIDE INSIDE DIAMETER
Measure the inside diameter of the valve guide using suitable tool.
- Standard Intake and: 6.000-6.018 mm (0.2362-0.2369 in) Exhaust
VALVE GUIDE CLEARANCE
- (Valve guide clearance) = (Valve guide inside diameter) - (Valve stem diameter). Valve guide clearance: Standard Intake: 0.020-0.053 mm (0.0008-0.0021 in) Exhaust: 0.030-0.063 mm (0.0012-0.0025 in) Limit Intake: 0.08 mm (0.0031 in) Exhaust: 0.09 mm (0.0035 in)
- If the calculated value exceeds the limit, replace valve and/or valve guide. When the valve guide must be replaced, refer to «VALVE GUIDE REPLACEMENT»(ref-233240-S41526387492006052500000) .
HOW TO SELECT PISTON
Piston Selective Fitting When New Cylinder Block is Used
Scheme 200
Scheme 201
- Check the cylinder bore grade on the bottom face of the cylinder block, and select the piston of the same grade.
WHEN CYLINDER BLOCK IS REUSED
- Measure cylinder block bore diameter.
- Determine the bore grade by comparing the measurement with the values under the "Cylinder bore diameter" of the piston selection table. Use oversized piston if the clearance of standard grade piston is outside the specified value.
PISTON SELECTION CHART
| Unit: mm (in) | |||
|---|---|---|---|
| Grade number (Mark) | 1 | 2 | 3 |
| Cylinder bore diameter | 98.000-98.010 (3.8583-3.8587) | 98.010-98.020 (3.8587-3.8590) | 93.020-98.030 (3.8590-3.8594) |
| Piston diameter | 97.980-97.990 (3.8575-3.8579) | 97.990-98.000 (3.8579-3.8583) | 98.000-98.010 (3.8583-3.8587) |
PISTON SELECTION CHART
| CAUTION | Oversize must be used in all cylinders when using oversized parts. Piston oversize (Service): 0.20 mm (0.0079 in) |
Note. The piston is available together with piston pin as an assembly. The piston pin (piston pin bore) grade is provided only for the parts installed at the plant. For service parts, no grades can be selected (only 0 grade is available). Hone the cylinder to obtain specified clearance between the piston and cylinder bore when using an oversized piston. Be sure to use the same oversized piston rings.
Scheme 202

Scheme 203
- Apply the big end inside diameter grade stamped on the connecting rod side face to the row in the "Connecting Rod Bearing Selection Chart".
- Apply the pin diameter grade stamped on the crankshaft front side to the column in the "Connecting Rod Bearing Selection Chart".
- Read the symbol at the cross point of the selected row and column in the "Connecting Rod Bearing Selection Chart".
- Apply the symbol obtained to the "Connecting Rod Bearing Grade Chart" to select.
WHEN CRANKSHAFT AND CONNECTING ROD ARE REUSED
- Measure dimensions of the big end inside diameter of the connecting rod and diameter of the crankshaft pin individually.
- Apply the measured dimension to the "Connecting Rod Bearing Selection Chart".
- The following steps are the same as in "When New Connecting Rod and Crankshaft are Used". Refer to «HOW TO SELECT CONNECTING ROD BEARING»(ref-233240-S30619192262006052500000) .
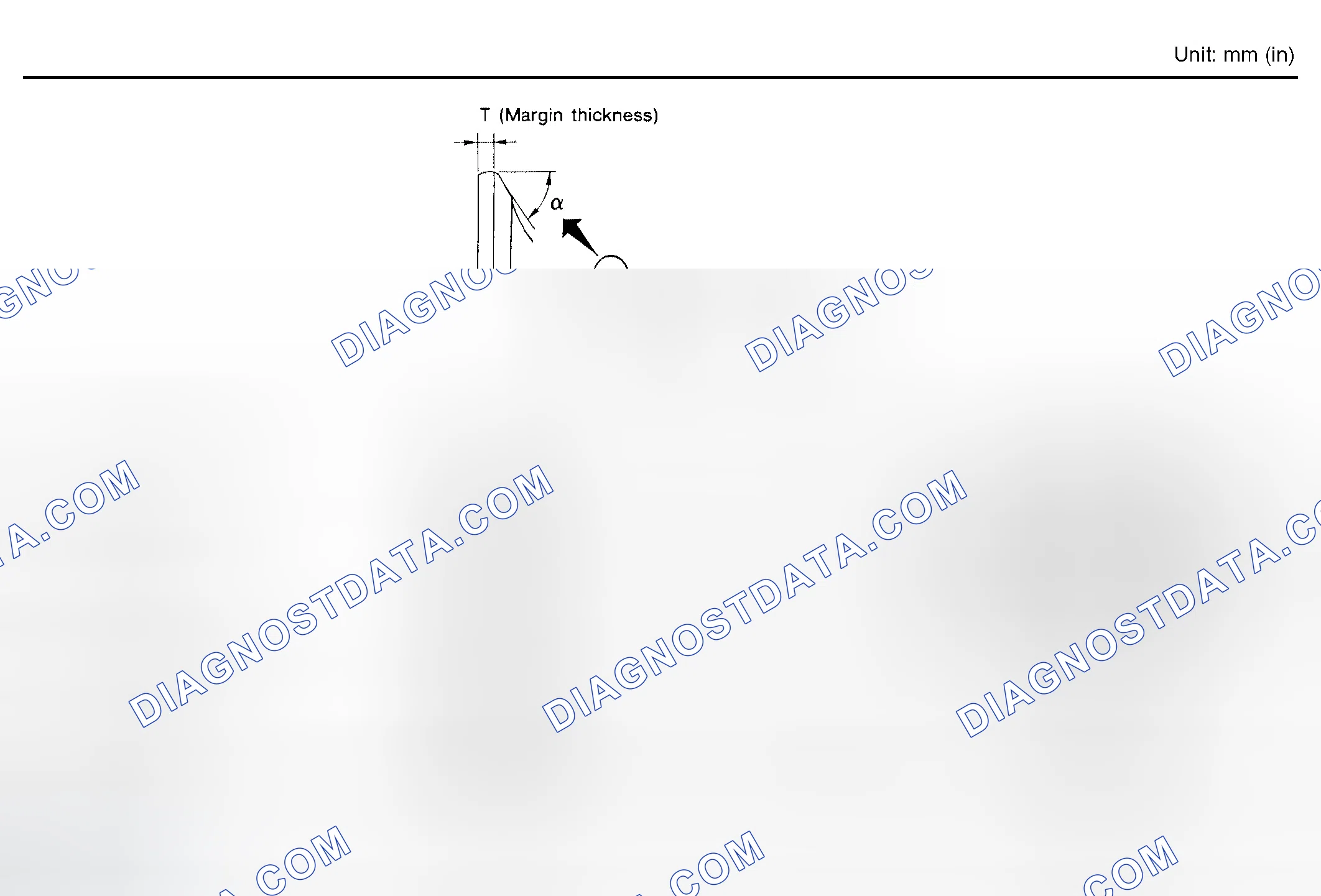
Scheme 204

CONNECTING ROD BEARING GRADE CHART
| Grade number | Thickness "T" mm (in) | Identification color (mark) |
|---|---|---|
| 0 | 1.500-1.503 (0.0591-0.0592) | Black |
| 1 | 1.503-1.506 (0.0592-0.0593) | Brown |
| 2 | 1.506-1.509 (0.0593-0.0594) | Green |
| 3 | 1.509-1.512 (0.0594-0.0595) | Yellow |
CONNECTING ROD BEARING GRADE CHART
UNDERSIZE BEARINGS USAGE GUIDE
- When the specified oil clearance is not obtained with standard size connecting rod bearings, use undersize (US) bearings.
- When using undersize bearing, measure the bearing inside diameter with the bearing installed, and grind the crankshaft pin so that the oil clearance satisfies the standard. Bearing undersize table
| Unit: mm (in) | |
|---|---|
| Undersize | Thickness |
| 0.25 (0.0098) | 1.627-1.635 (0.0641-0.0644) |
BEARING UNDERSIZE TABLE
| CAUTION | In grinding the crankshaft pin to use undersize bearings, keep the fillet R (All crankshaft pins). Fillet R: 1.5-1.7 mm (0.059-0.067 in) |
Scheme 205
Scheme 206

Scheme 207

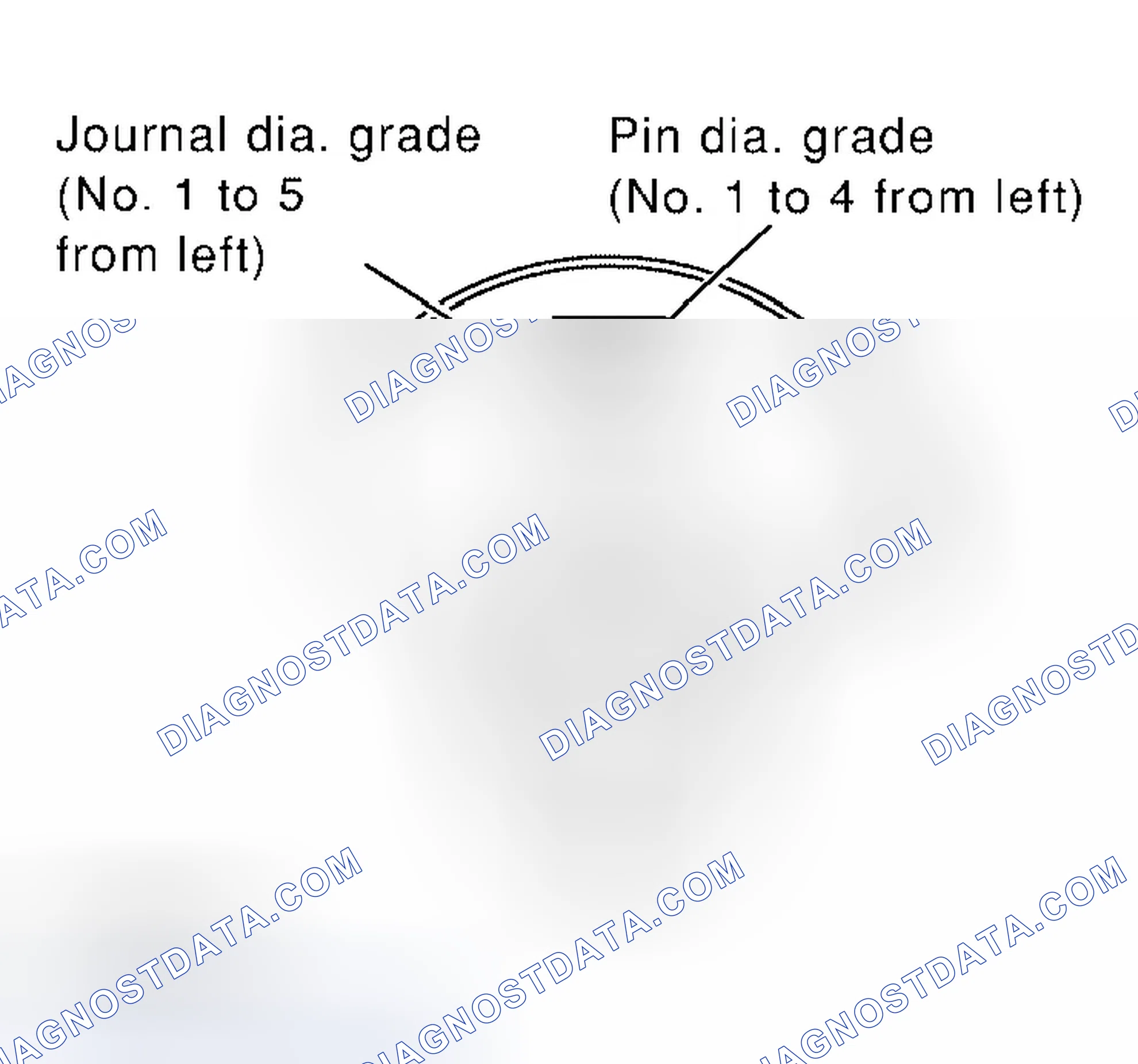
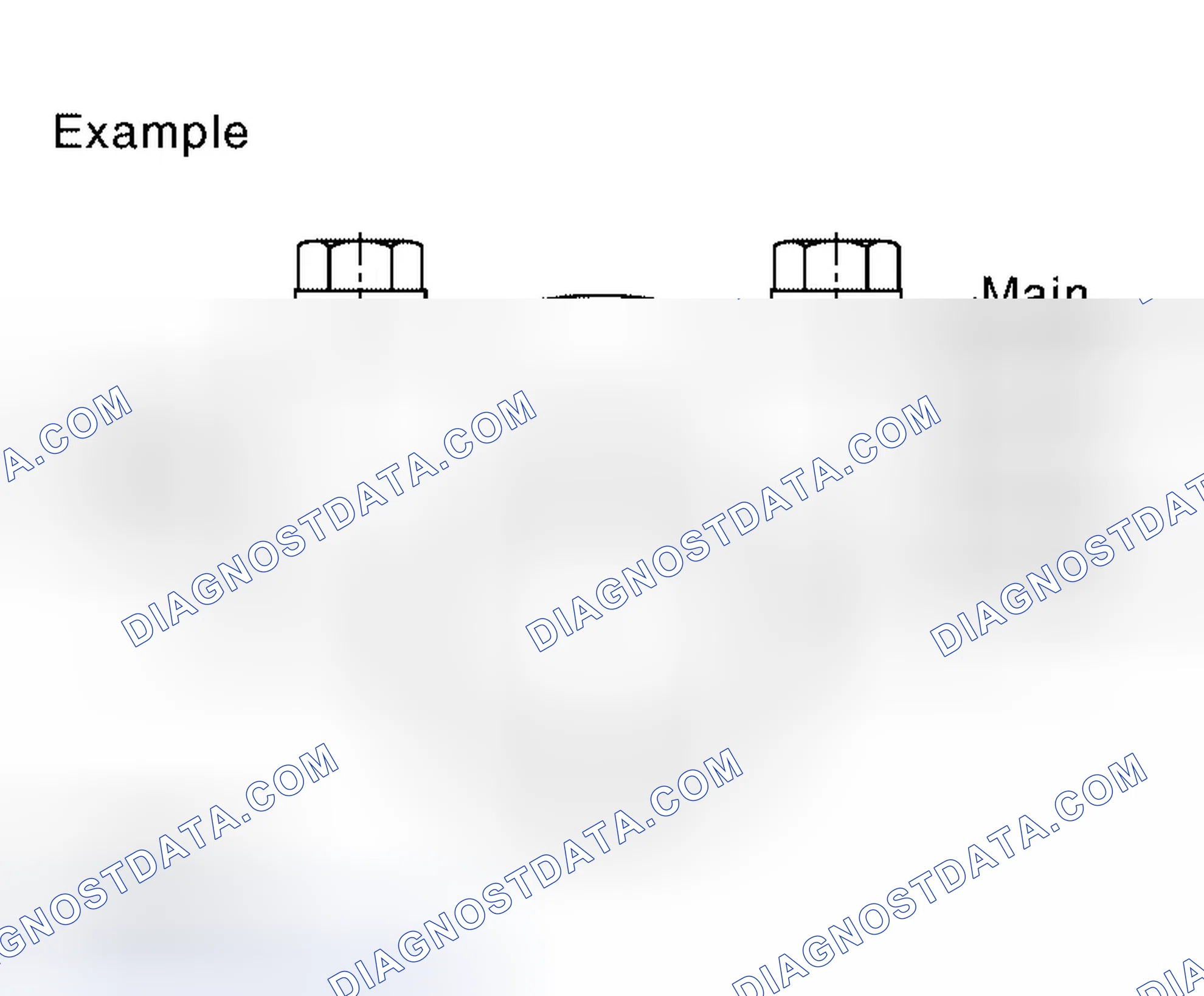
- Apply the main bearing housing grade on the bottom face of the cylinder block to the row in "Main Bearings Selection Chart".
- Apply the journal diameter grade on the crankshaft front to the column in "Main Bearings Selection Chart".
- Read the symbol at the cross point of the selected row and column in the "Main Bearings Selection Chart". CAUTION: Initial clearance for No. 1, 5 journal and No. 2, 3, 4 journal is different. Use two different selection lists for each part. No. 1, 5 journal and No. 2, 3, 4 journal have the same signs but different measures. Do not confuse them.
- Apply the symbol to the "Main Bearings Grade Chart" to select. NOTE: Grade list applies to all journals. Service parts are available as a set of both upper and lower.
WHEN CYLINDER BLOCK AND CRANKSHAFT ARE REUSED
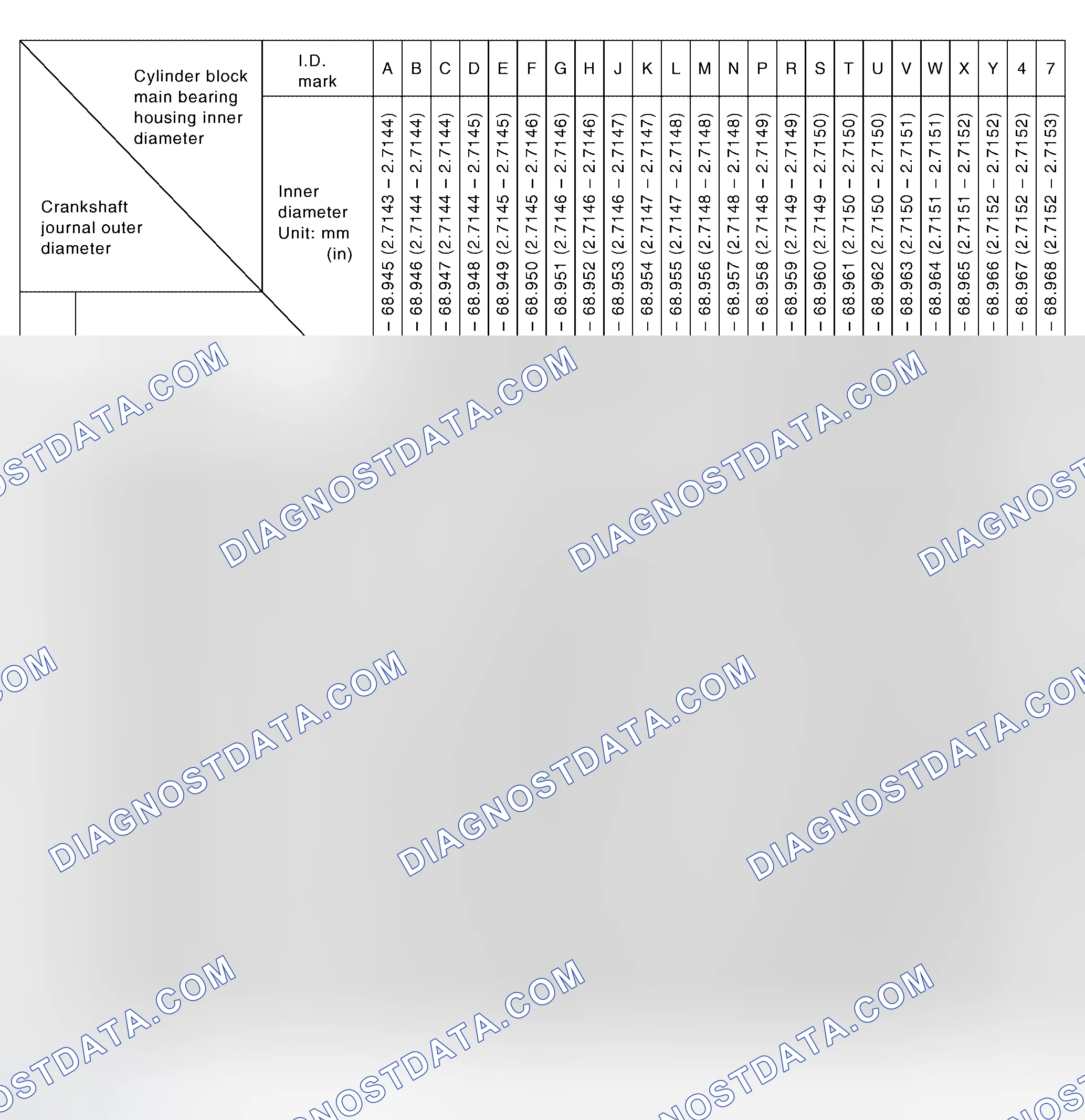
- Measure the inside diameter of the cylinder block main bearings housing and the outside diameter of the crankshaft journal.
- Apply measurement in above step 1 to "Main Bearings Selection Chart".
- The following steps are same as in "When New Cylinder Block and Crankshaft are Used". Refer to «HOW TO SELECT MAIN BEARING»(ref-233240-S21760257282006052500000) .
Scheme 208

Scheme 209
Scheme 210

USE UNDERSIZE BEARING USAGE GUIDE
- Use undersize (US) bearing when the oil clearance with standard size main bearing is not within specification.
- When using undersize (US) bearing, measure the inside diameter of the bearing installed and grind the journal until the oil clearance falls within specification. Bearing undersize table
| Unit: mm (in) | |
|---|---|
| Undersize | Thickness |
| 0.25 (0.0098) | 2.618-2.626 (0.1031-0.1034) |
BEARING UNDERSIZE TABLE
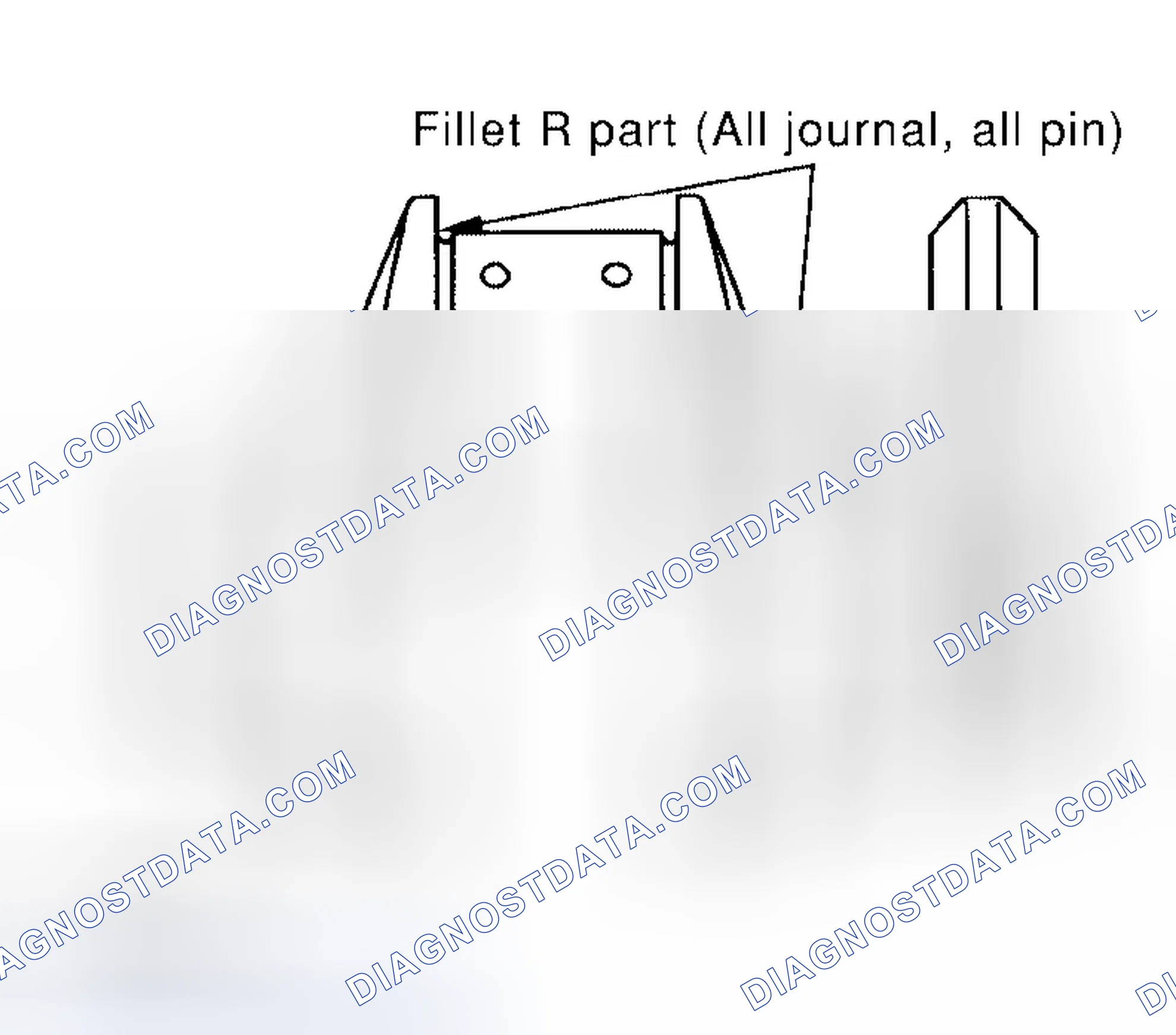
| CAUTION | Do not damage fillet R when grinding crankshaft journal in order to use undersized bearing (All journals). Fillet R: 1.5-1.7 mm (0.059-0.067 in) |
Scheme 211

Scheme 212

- Move the crankshaft fully forward and backward and measure the clearance between the thrust bearings and crankshaft arm using suitable tool. Standard: 0.10-0.26 mm (0.0039-0.0102 in) Limit: 0.30 mm (0.0118 in)
- If measured value exceeds the repair limit, replace the thrust bearings, and measure again. If it still exceeds the repair limit, replace crankshaft also.
Scheme 213

- Measure side clearance between the connecting rod and crankshaft arm using suitable tool. Standard: 0.20-0.40 mm (0.0079-0.0157 in) Limit: 0.40 mm (0.0157 in)
- If measured value exceeds the repair limit, replace the connecting rod bearings, and measure again. If it still exceeds the repair limit, replace the crankshaft also.
Scheme 214

- Measure diameter of piston pin hole using suitable tool. Standard: 21.993-21.999 mm (0.8659-0.8661 in)
Scheme 215

- Measure diameter of piston pin using suitable tool. Standard: 21.989-21.995 mm (0.8657-0.8659 in)
PISTON AND PISTON PIN CLEARANCE
(Piston pin clearance) = (Piston pin hole diameter) - (Piston pin diameter)
- Standard: 0.002-0.006 mm (0.0001-0.0002 in)
Scheme 216

Scheme 217

- If clearance exceeds specification, replace either or both the piston/piston pin assembly and the connecting rod assembly with reference to the specification of each part.
- Refer to the piston selection table to replace piston/piston pin assembly. Refer to «HOW TO SELECT PISTON»(ref-233240-S37785565062006052500000) .
- Refer to the connecting rod bearing selection chart to replace connecting rod. Refer to «HOW TO SELECT CONNECTING ROD BEARING»(ref-233240-S30619192262006052500000) . NOTE: The connecting rod small end grade and piston pin hole (piston pin) grade are provided only for the parts installed at the plant. For service parts, no grades can be selected (only 0 grade is available).
- Refer to «CONNECTING ROD BUSHING OIL CLEARANCE (SMALL END)»(ref-233240-S13391088262006052500000) for the values for each grade at the plant.
Scheme 218
- Measure side clearance of the piston ring and piston ring groove using suitable tool. Standard: Top ring: 0.035-0.085 mm (0.0014-0.0033 in) 2nd ring: 0.030-0.070 mm (0.0012-0.0028 in) Oil ring: 0.015-0.050 mm (0.0006-0.0020 in) Limit: Top ring: 0.11 mm (0.0043 in) 2nd ring: 0.10 mm (0.0039 in)
- If out of specification, replace piston and/or piston ring assembly.
Scheme 219

- Check if the diameter of the cylinder bore is within specification. Refer to «PISTON TO CYLINDER BORE CLEARANCE»(ref-233240-S36413294652006052500000) .
- Insert the piston ring into the middle of the cylinder using the piston, and measure the gap. Standard Top ring: 0.23-0.33 mm (0.0091-0.0130 in) 2nd ring: 0.25-0.40 mm (0.0098-0.0157 in) Oil ring: 0.20-0.60 mm (0.0079-0.0236 in) Limit: Top ring: 0.56 mm (0.0220 in) 2nd ring: 0.52 mm (0.0205 in) Oil ring: 0.96 mm (0.0378 in)
- If out of specification, replace piston ring. If the gap still exceeds the limit even with a new ring, re-bore the cylinder and use oversized piston and piston ring.
Scheme 220

Scheme 221
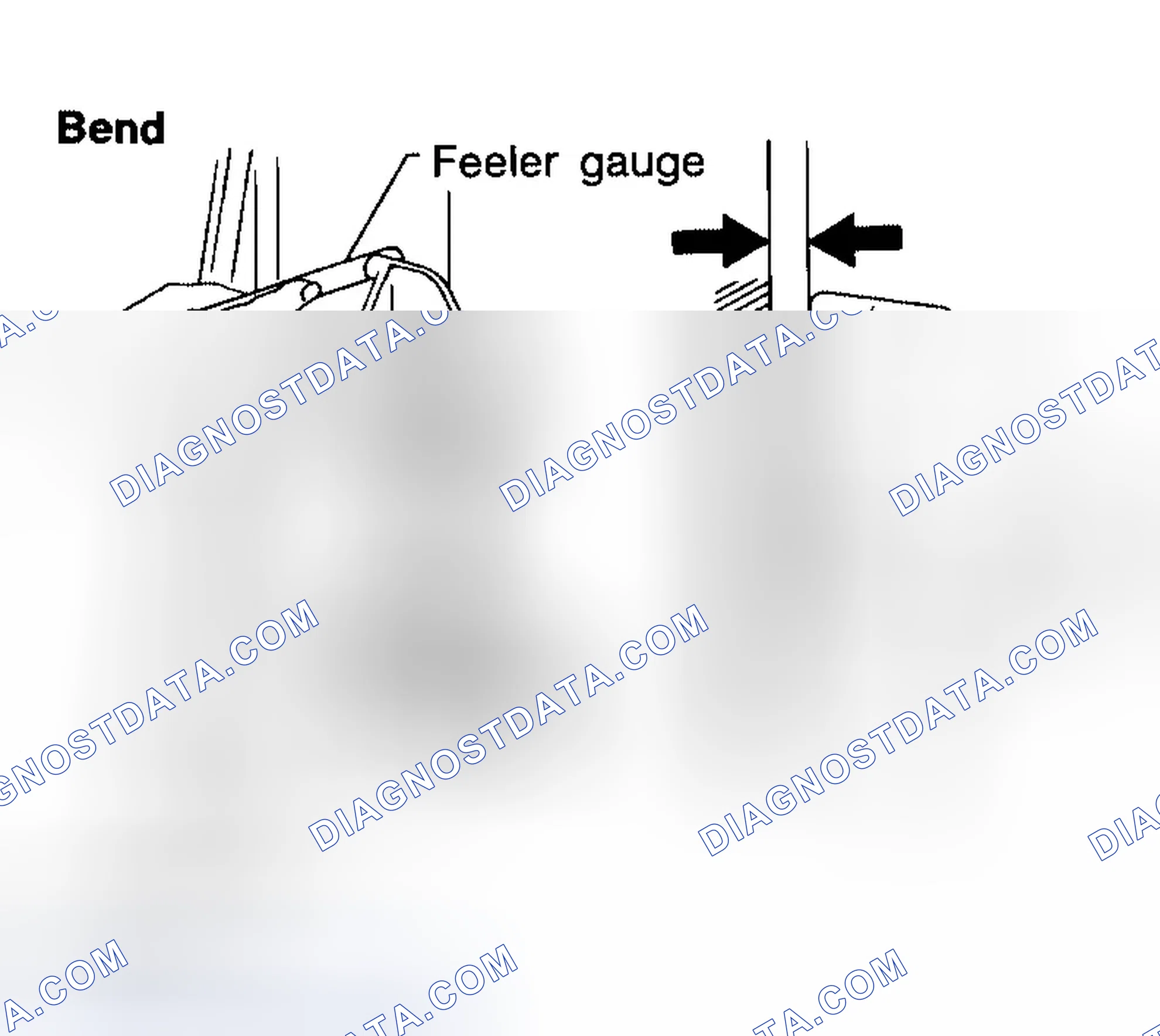
- Check connecting rod alignment using suitable tool. Limit: Bend : 0.15 mm (0.0059 in) per 100 mm (3.94 in) length Torsion : 0.30 mm (0.0118 in) per 100 mm (3.94 in) length
- If measurement exceeds the limit, replace connecting rod assembly.
Scheme 222

- Install the connecting rod cap without the connecting rod bearing installed. After tightening the connecting rod bolt to the specified torque, measure the connecting rod large end inside diameter. Refer to «ASSEMBLY»(ref-233240-S17512287522006052500000) . Standard: 57.000-57.013 mm (2.2441-2.2446 in)
- If measurement exceeds the standard, replace connecting rod.
Scheme 223
- Measure inside diameter of bushing using suitable tool. Standard: 22.000-22.006 mm (0.8661-0.8664 in)
Scheme 224

- Measure diameter of piston pin using suitable tool. Standard: 21.989-21.995 mm (0.8657-0.8659 in)
CONNECTING ROD BUSHING OIL CLEARANCE (SMALL END)
(Connecting rod small end oil clearance) = (Inside diameter of connecting rod small end) - (Piston pin diameter)
- Standard: 0.005-0.017 mm (0.0002-0.0007 in)
Scheme 225

- If measured value exceeds the standard, replace the connecting rod assembly and/or piston and piston pin assembly.
- If replacing the piston and piston pin assembly, refer to the for Selective Fitting for Piston to select the piston corresponding to the applicable bore grade of the cylinder block to be used. Refer to «HOW TO SELECT PISTON»(ref-233240-S37785565062006052500000) .
Factory installed parts grading
- Only grade 0 is available.
| Unit: mm (in) | |
|---|---|
| Grade | 0 |
| Connecting rod bushing inside diameter | 22.000-22.006 (0.8661-0.8664) |
| Piston pin diameter | 21.989-21.995 (0.8657-0.8659) |
| Piston pin hole diameter | 21.993-21.999 (0.8659-0.8661) |
FACTORY INSTALLED PARTS SPECIFICATION
Scheme 226
Scheme 227

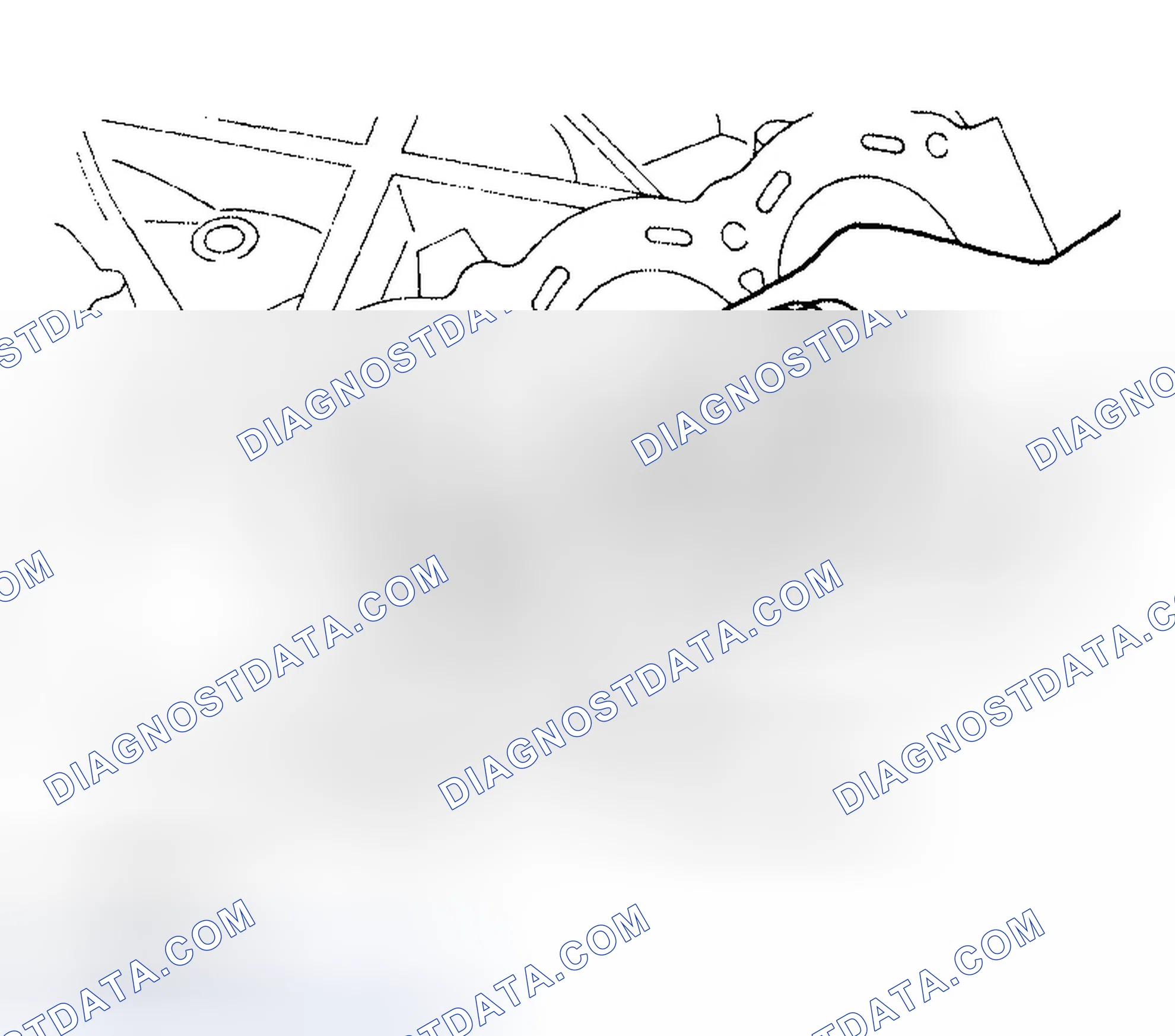
- Remove any oil, scale, gasket, sealant and carbon deposits from the cylinder block surface. CAUTION: Do not allow any debris to enter the oil or coolant passages.
- Measure block upper face for distortion in six directions as shown. Standard: 0.03 mm (0.0012 in) Limit: 0.1 mm (0.004 in)
- If measurement exceeds the limit, replace cylinder block.
Scheme 228

- Install the main bearing caps with the main bearings removed, and tighten the bolts to the specified torque. Refer to «ASSEMBLY»(ref-233240-S17512287522006052500000) .
- Measure inside diameter of main bearing housing. Standard: 68.944-68.968 mm (2.7143-2.7153 in)
- If out of the standard, replace cylinder block and main bearing caps as an assembly. NOTE: These components must be replaced as a single unit, because they were processed together.
Scheme 229
Scheme 230
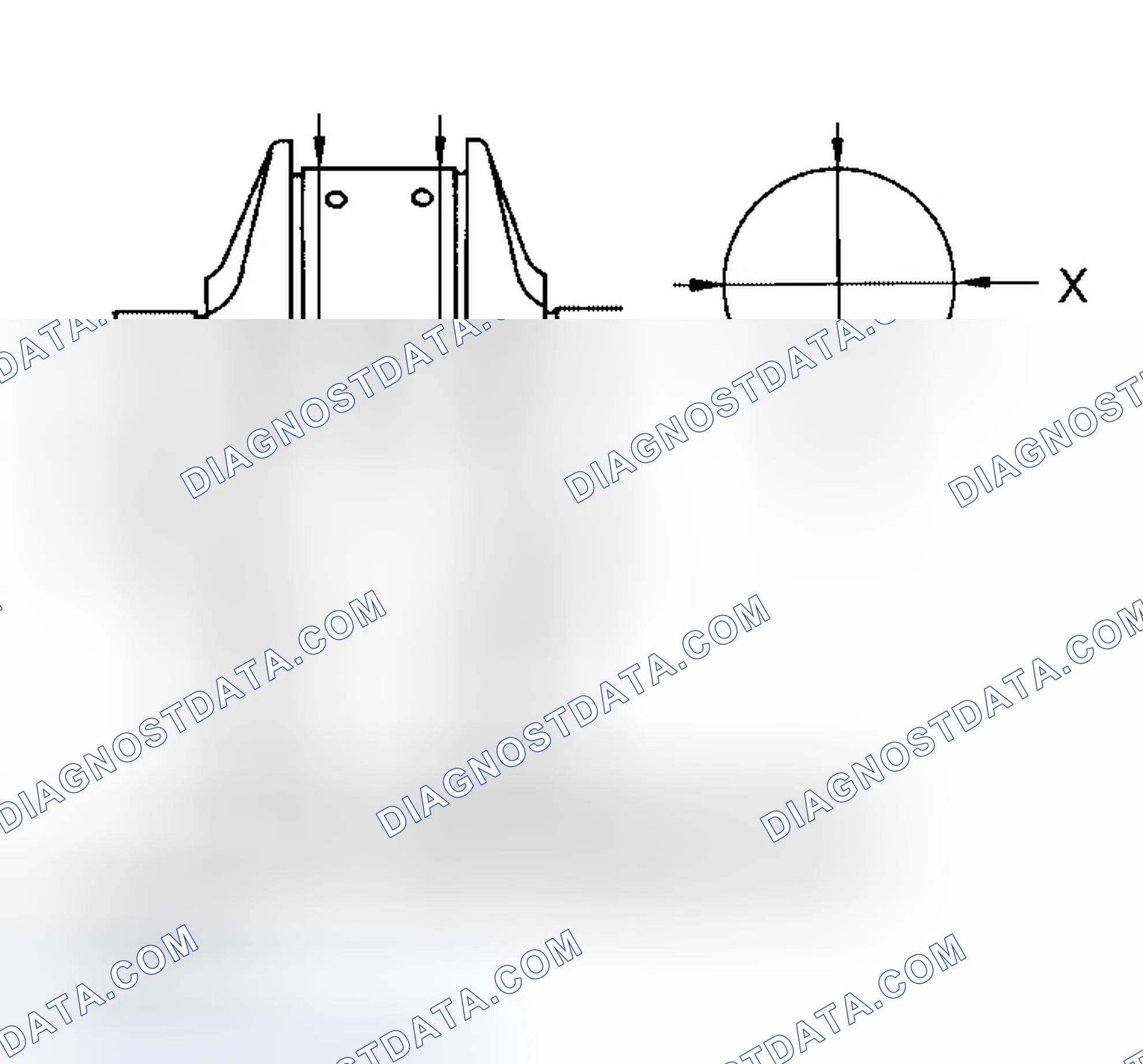
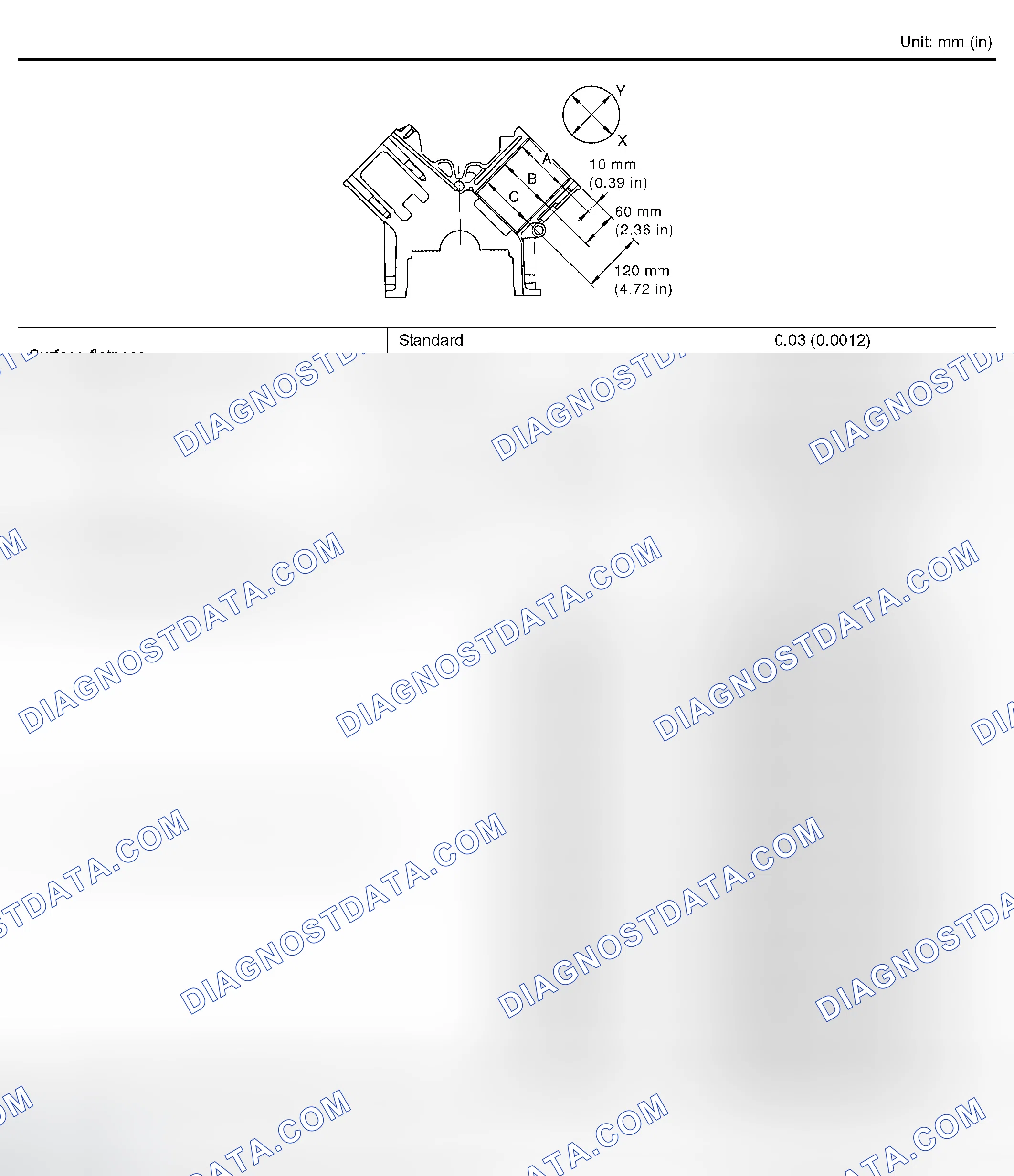
- Measure the cylinder bore for wear, out-of-round and taper at six different points on each cylinder ("X" and "Y" directions at "A", "B" and "C"). NOTE: When determining cylinder bore grade, measure cylinder bore at "B" position. Standard diameter: 98.000-98.030 mm (3.8583-3.8594 in) Wear limit: 0.20 mm (0.0079 in) Out-of-round (Difference between "X" and "Y"): Limit: 0.015 mm (0.0006 in) Taper limit (Difference between "A" and "C"): Limit: 0.010 mm (0.0004 in)
- If measured value exceeds the repair limit, or if there are scratches and/or seizure on the cylinder inner wall, hone or bore the inner wall.
- An oversize piston is provided. When using an oversize piston, hone the cylinder so that the clearance between the piston and cylinder satisfies the standard. Piston oversize Grade No. 0 (Service): 0.20 mm (0.0079 in)
- If oversize piston is used, use it for all cylinders with oversize piston rings.
Scheme 231

Scheme 232
- Measure piston skirt diameter using suitable tool. Standard: 97.980-98.010 mm (3.8575-3.8587 in)
- Measure point "H". Distance from the top: 39 mm (1.54 in)
PISTON TO CYLINDER BORE CLEARANCE
- Calculate by using diameter of the piston skirt and the cylinder bore diameter (direction X, position B). (Clearance) = (Cylinder bore diameter) - (piston skirt diameter) Standard: 0.010-0.030 mm (0.0004-0.0012 in) Limit: 0.08 mm (0.0031 in)
- If calculation exceeds the limit, replace piston/piston pin assembly.
REBORING CYLINDER BORE
- Cylinder bore size is determined by adding piston-to-bore clearance to piston diameter "A". Rebored size calculation: D = A + B - C where , D: Bored diameter A: Piston diameter as measured B: Piston - to - bore clearance (standard value) C: Honing allowance 0.02 mm (0.0008 in)
- Install main bearing caps, and tighten them to the specified torque. Otherwise, cylinder bores may be distorted in final assembly.
- Cut the cylinder bores. NOTE: When any cylinder needs boring, all other cylinders must also be bored. Do not cut too much out of cylinder bore at one time. Cut only 0.05 mm (0.0020 in) or so in diameter at a time.
- Hone cylinders to obtain the specified piston-to-bore clearance.
- Measure finished cylinder bore for out-of-round and taper. NOTE: Measurement should be done after cylinder bore cools down.
CRANKSHAFT JOURNAL DIAMETER
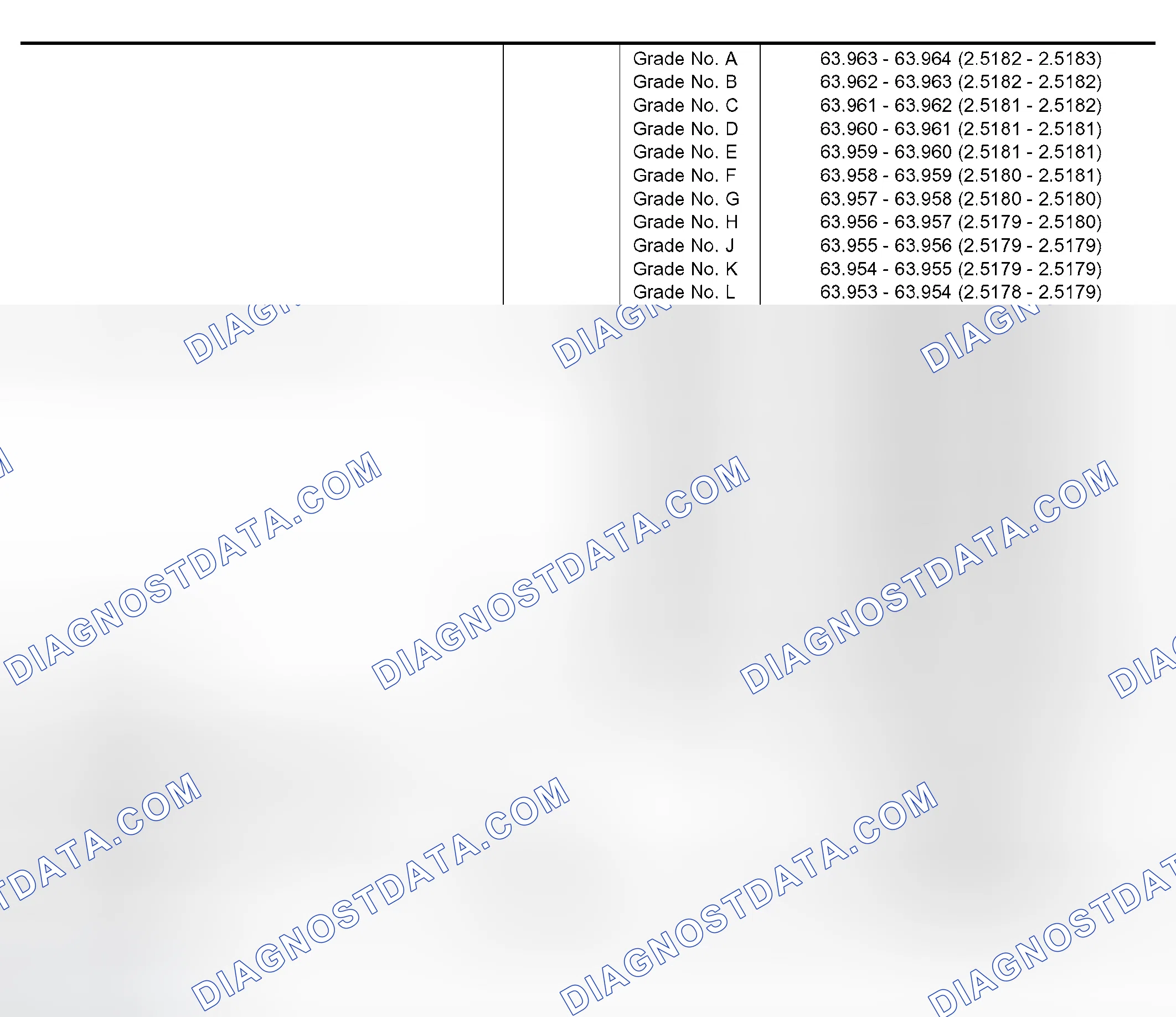
- Measure diameter of crankshaft journals. Standard: 63.940-63.964 mm (2.5173-2.5183 in)
- If measurement is out of standard, measure the main bearing oil clearance. Then use the undersize bearing. Refer to «MAIN BEARING OIL CLEARANCE»(ref-233240-S02274732002006052500000) .
Scheme 233
- Measure diameter of crankshaft pin using suitable tool. Standard: 53.956-53.974 mm (2.1243-2.1250 in)
- If measurement is out of standard, measure connecting rod bearing oil clearance. Then use undersize bearing. Refer to «CONNECTING ROD BEARING OIL CLEARANCE»(ref-233240-S11976898582006052500000) .
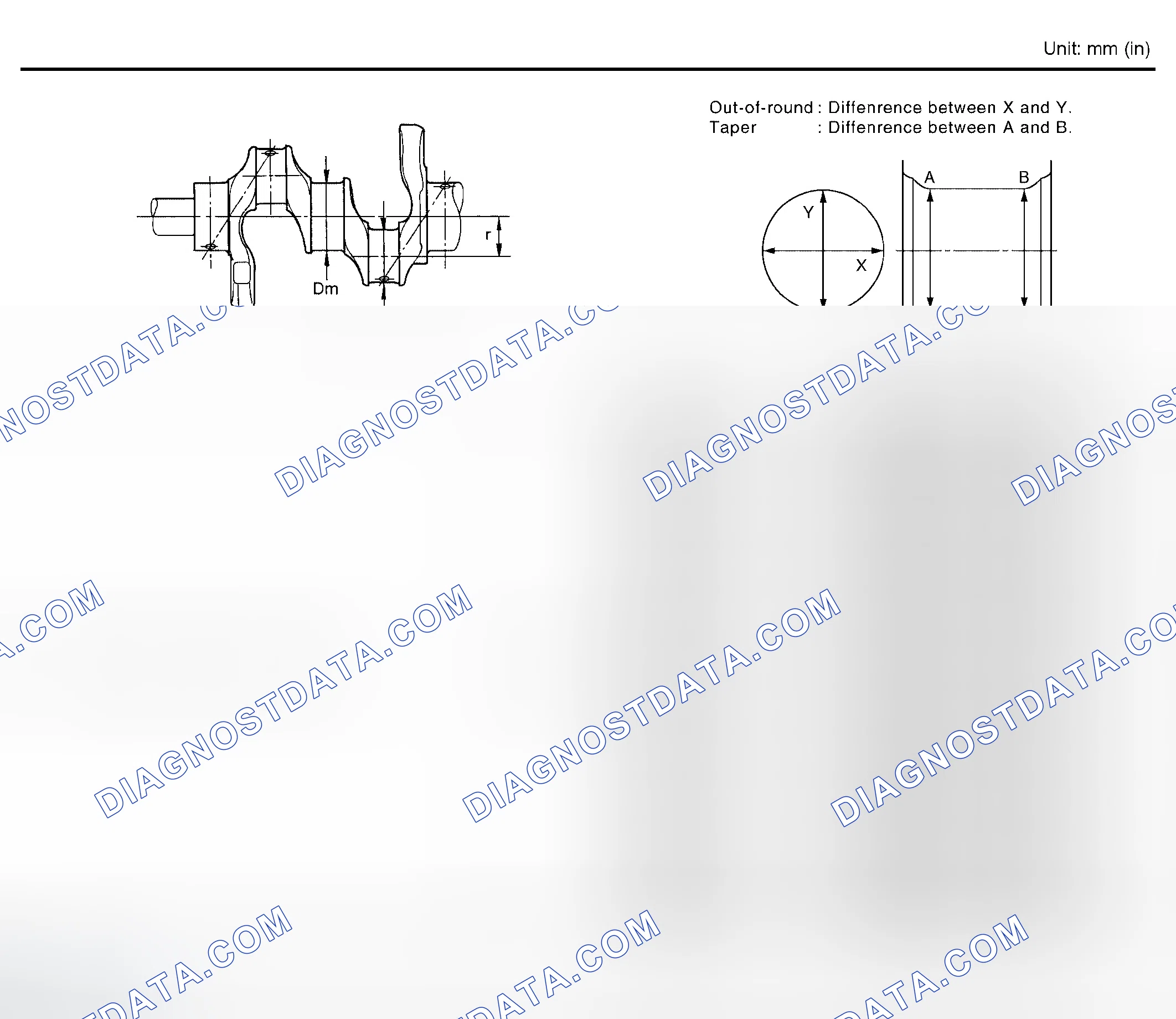
Scheme 234
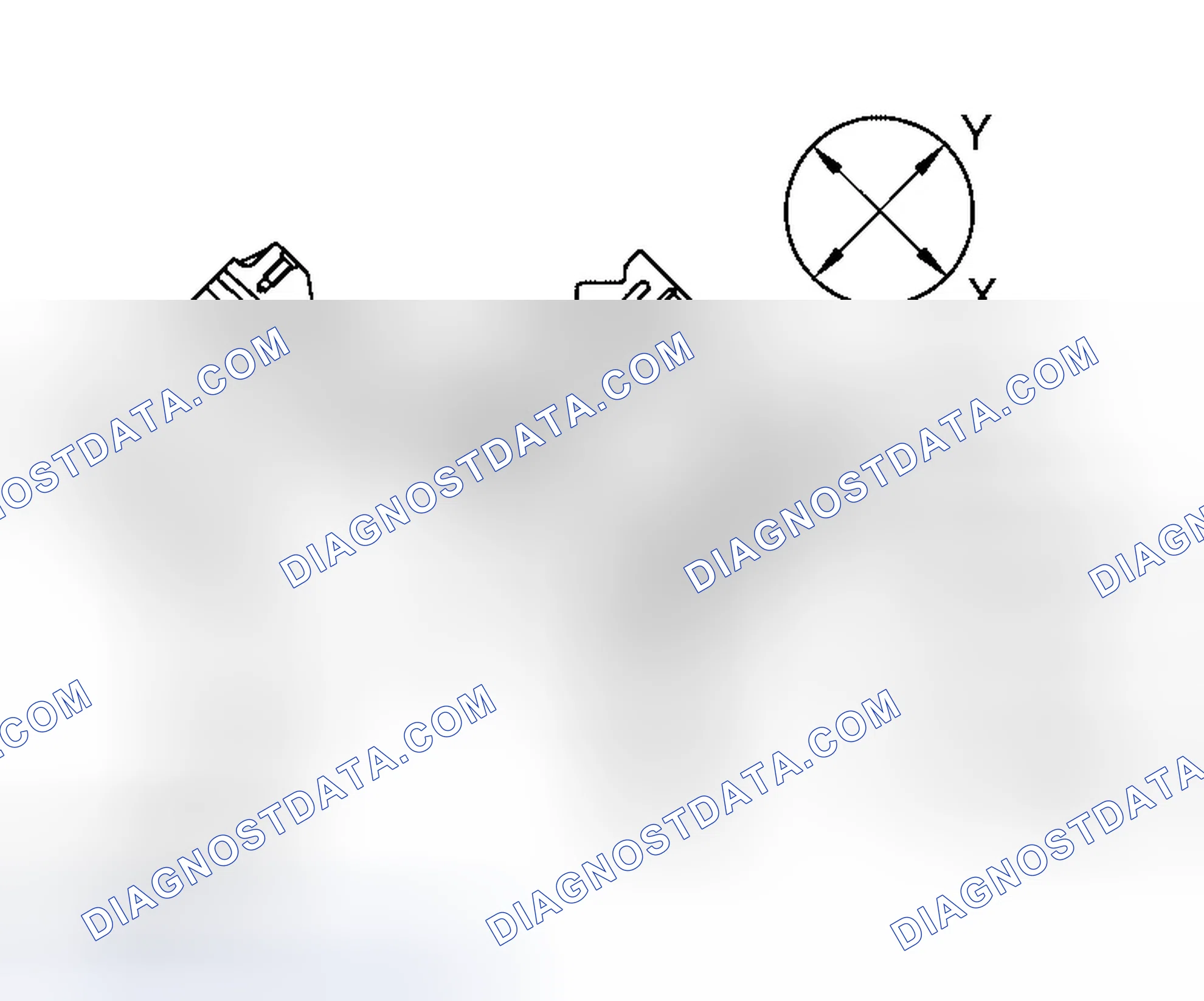
- Measure dimensions at four different points as shown on each journal and pin.
- Out-of-roundness is indicated by the difference in dimension between "X" and "Y" at "A" and "B".
- Taper is indicated by the difference in dimension between "A" and "B" at "X" and "Y". Limit Out-of-round (Difference between "X" and "Y") : 0.002 mm (0.0001 in) Taper (Difference between "A" and "B") : 0.002 mm (0.0001 in)
- If measured value exceeds the standard, correct or replace crankshaft.
- If corrected, measure the bearing oil clearance of the corrected journal or pin. Then select the main bearing or connecting rod bearing. Refer to «MAIN BEARING OIL CLEARANCE»(ref-233240-S02274732002006052500000) or «CONNECTING ROD BEARING OIL CLEARANCE»(ref-233240-S11976898582006052500000) .
Scheme 235

- Place a V-block on a precise flat table to support the journals on both ends of the crankshaft.
- Measure at No. 3 journal using suitable tool.
- While rotating crankshaft, read the movement of the pointer.
- Half of the movement shows the runout. Limit: Less than 0.05 mm (0.002 in)
- If measurement exceeds the limit, replace crankshaft.
Scheme 236

- Install connecting rod bearings to the connecting rod and cap. Tighten connecting rod bolts to the specified torque. Refer to «ASSEMBLY»(ref-233240-S17512287522006052500000) . Measure inside diameter of connecting rod bearing. (Oil clearance) = (Inside diameter of connecting rod bearing) - (Crankshaft pin diameter) Standard: 0.020-0.039 mm (0.0008-0.0015 in) Limit: 0.055 mm (0.0022 in)
- If clearance cannot be adjusted within the standard, grind crankshaft pin and use undersized bearing. Refer to «HOW TO SELECT MAIN BEARING»(ref-233240-S21760257282006052500000) .
Scheme 237
- Remove oil and dust on the crankshaft pin and surfaces of each bearing completely.
- Cut a plastigage slightly shorter than the bearing width, and place it in the crankshaft axial direction, avoiding oil holes.
- Install the connecting rod bearings to the connecting rod and connecting rod bearing cap, and tighten the connecting rod bolts to the specified torque. CAUTION: Do not rotate crankshaft with plastigage installed.
- Remove the connecting rod bearing cap and bearings. Measure the plastigage width using the scale on the plastigage bag. NOTE: The procedure when the measured value exceeds the repair limit is the same as that described in «METHOD OF MEASUREMENT»(ref-233240-S12770841612006052500000) .
Scheme 238
- Install the main bearings to the cylinder block and main bearing cap. Measure the main bearing inside diameter with the bearing cap bolts tightened to the specified torque. Refer to «ASSEMBLY»(ref-233240-S17512287522006052500000) . (Oil clearance) = (Inside diameter of main bearing) - (Crankshaft journal diameter) Standard: No. 1 and 5 journals : 0.001-0.011 mm (0.00004-0.0004 in) No. 2, 3 and 4 journals : 0.007-0.017 mm (0.0003-0.0007 in) Limit: No. 1 and 5 journals : 0.021 mm (0.0008 in) No. 2, 3 and 4 journals : 0.027 mm (0.0011 in)
- If measured value exceeds the repair limit, select main bearings referring to the main bearing inside diameter and crankshaft journal diameter, so that the oil clearance satisfies the standard. Refer to «HOW TO SELECT MAIN BEARING»(ref-233240-S21760257282006052500000) .
Scheme 239

- Remove oil and dust on the crankshaft journal and surfaces of each bearing completely.
- Cut a plastigage slightly shorter than the bearing width, and place it in crankshaft axial direction, avoiding oil holes.
- Install the main bearings to the cylinder block and main bearing cap, and tighten the main bearing bolts to the specified torque. CAUTION: Do not rotate crankshaft with plastigage installed.
- Remove bearing cap and bearings. Measure plastigage width using the scale on the plastigage bag. NOTE: The procedure when the measured value exceeds the repair limit is the same as that described in «METHOD OF MEASUREMENT»(ref-233240-S12770841612006052500000) .
Scheme 240
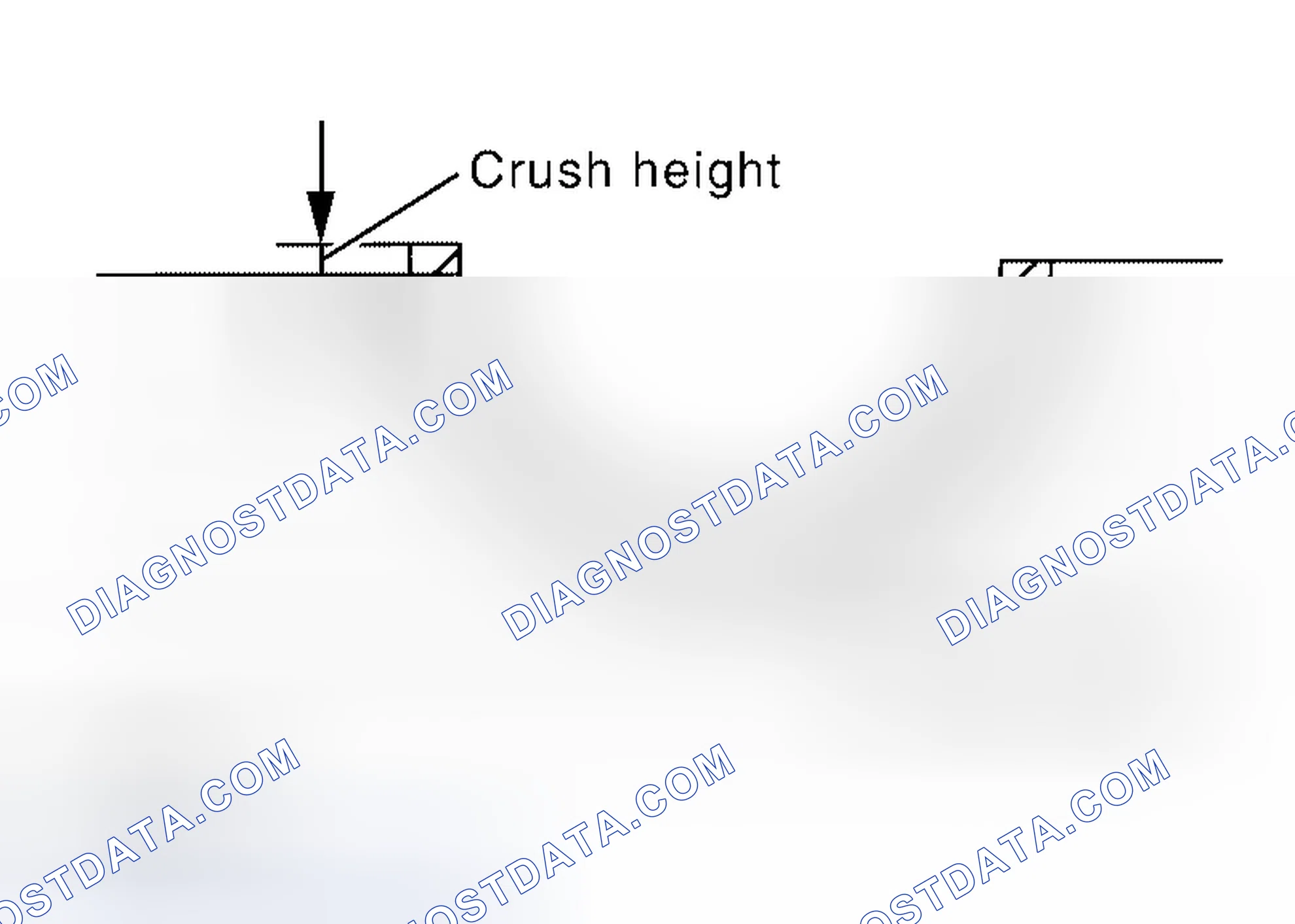
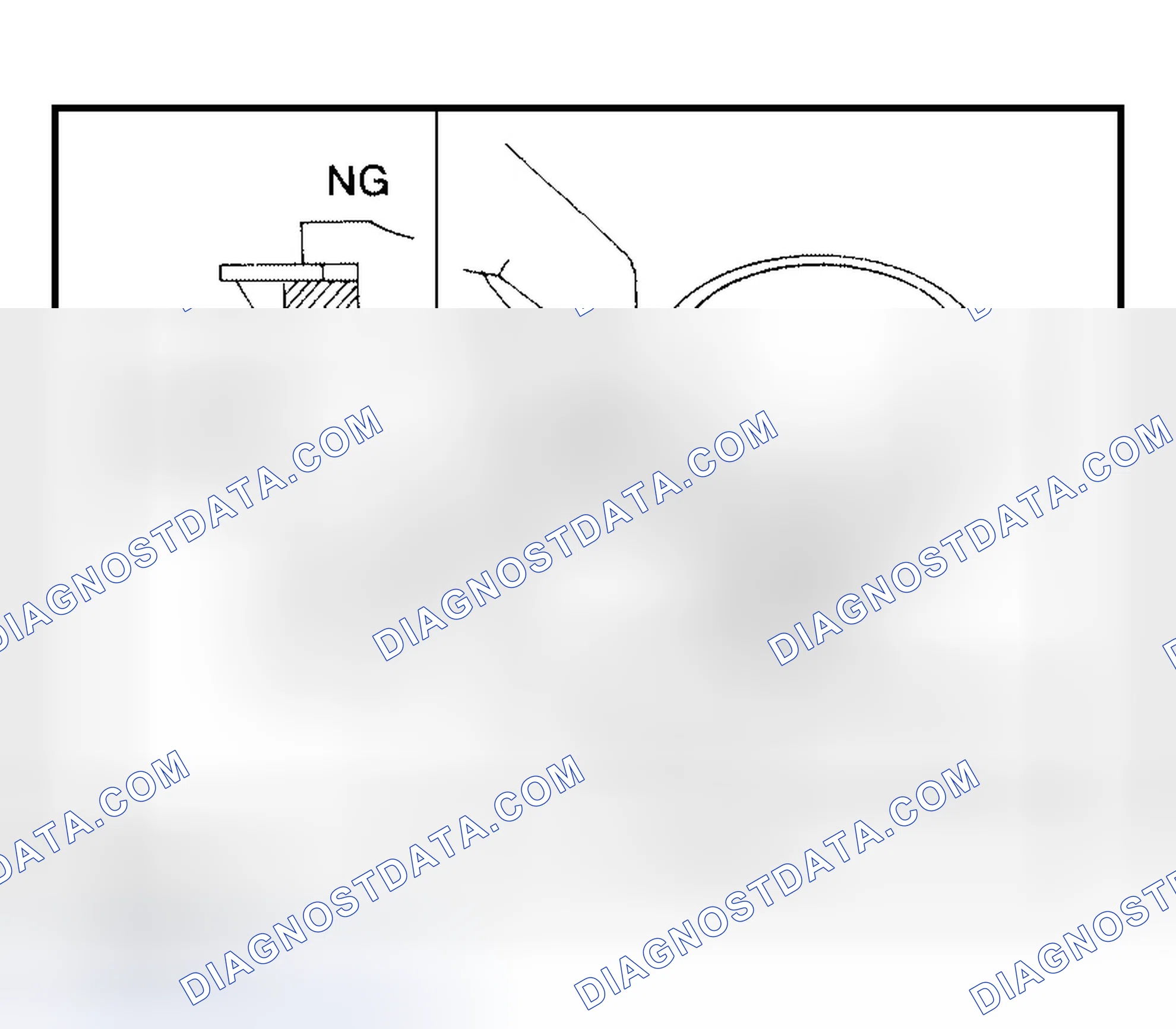
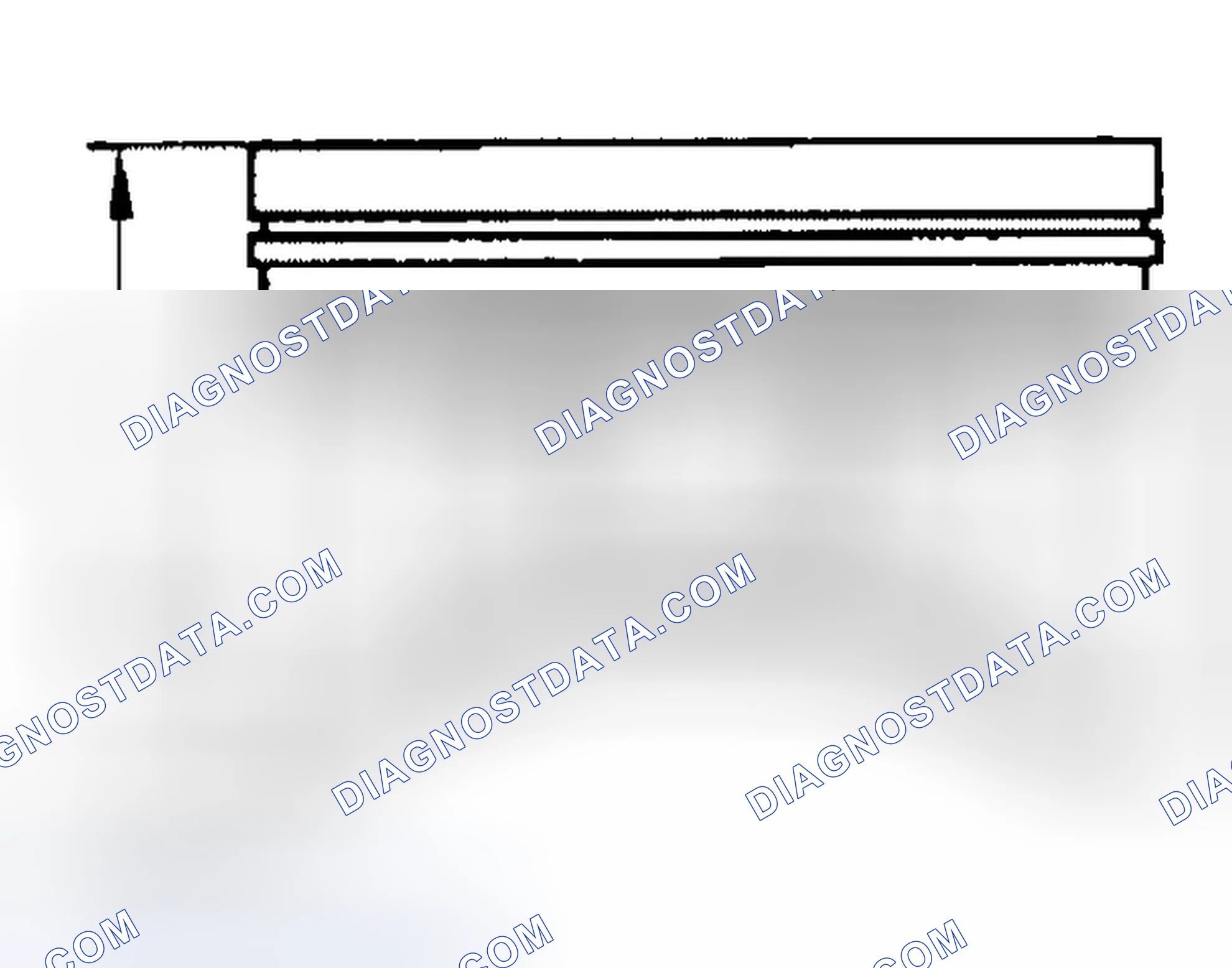
- When the bearing cap is removed after being tightened to the specified torque with main bearings installed, the tip end of the bearing must protrude. Refer to «ASSEMBLY»(ref-233240-S17512287522006052500000) for the tightening procedure. Standard : There must be crush height
- If standard is not met, replace main bearings.
Scheme 241
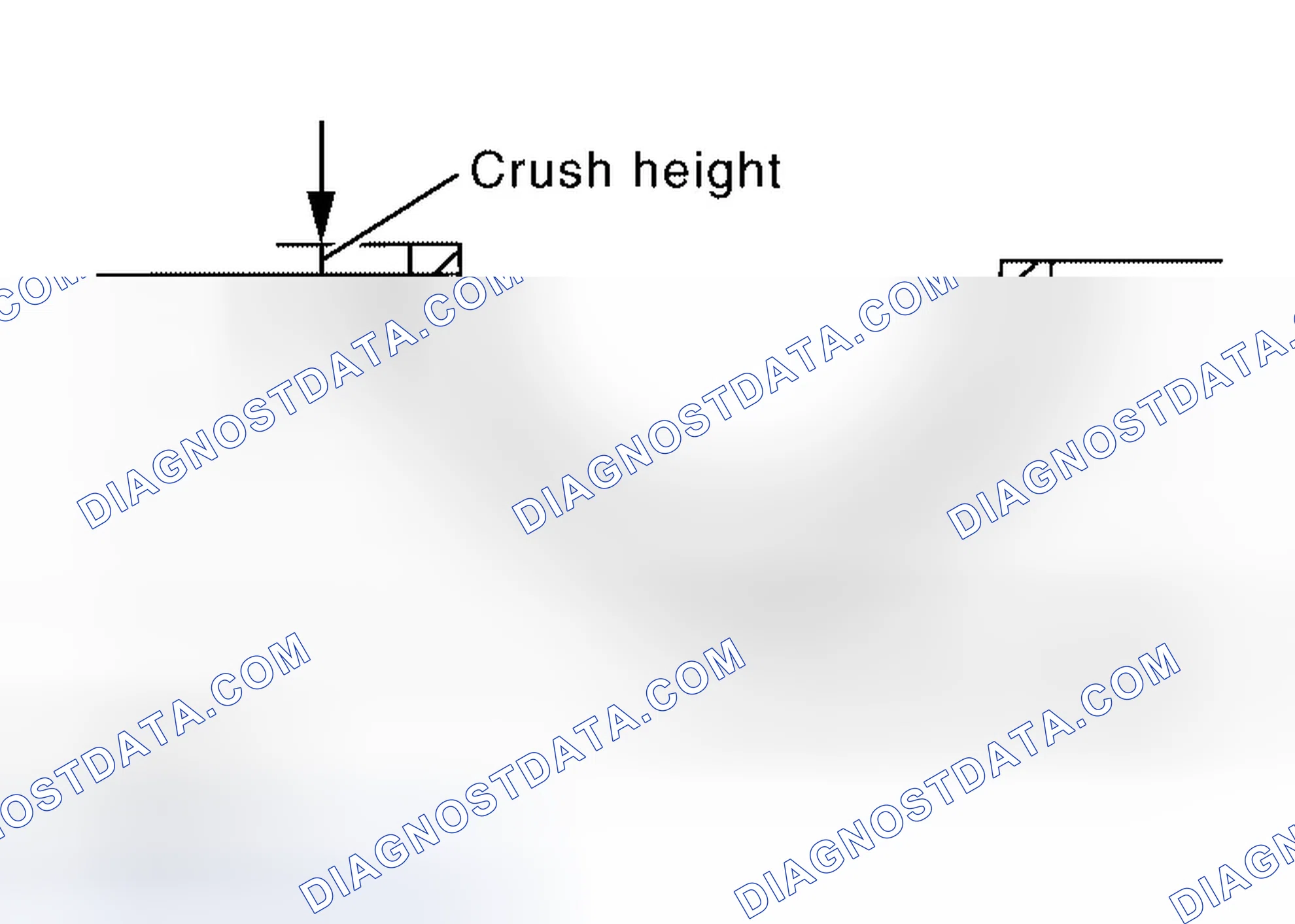
- When connecting rod bearing cap is removed after being tightened to the specified torque with the connecting rod bearings installed, the tip end of the bearing must protrude. Refer to «ASSEMBLY»(ref-233240-S17512287522006052500000) for tightening procedure. Standard : There must be crush height
- If standard is not met, replace connecting rod bearings.
Scheme 242
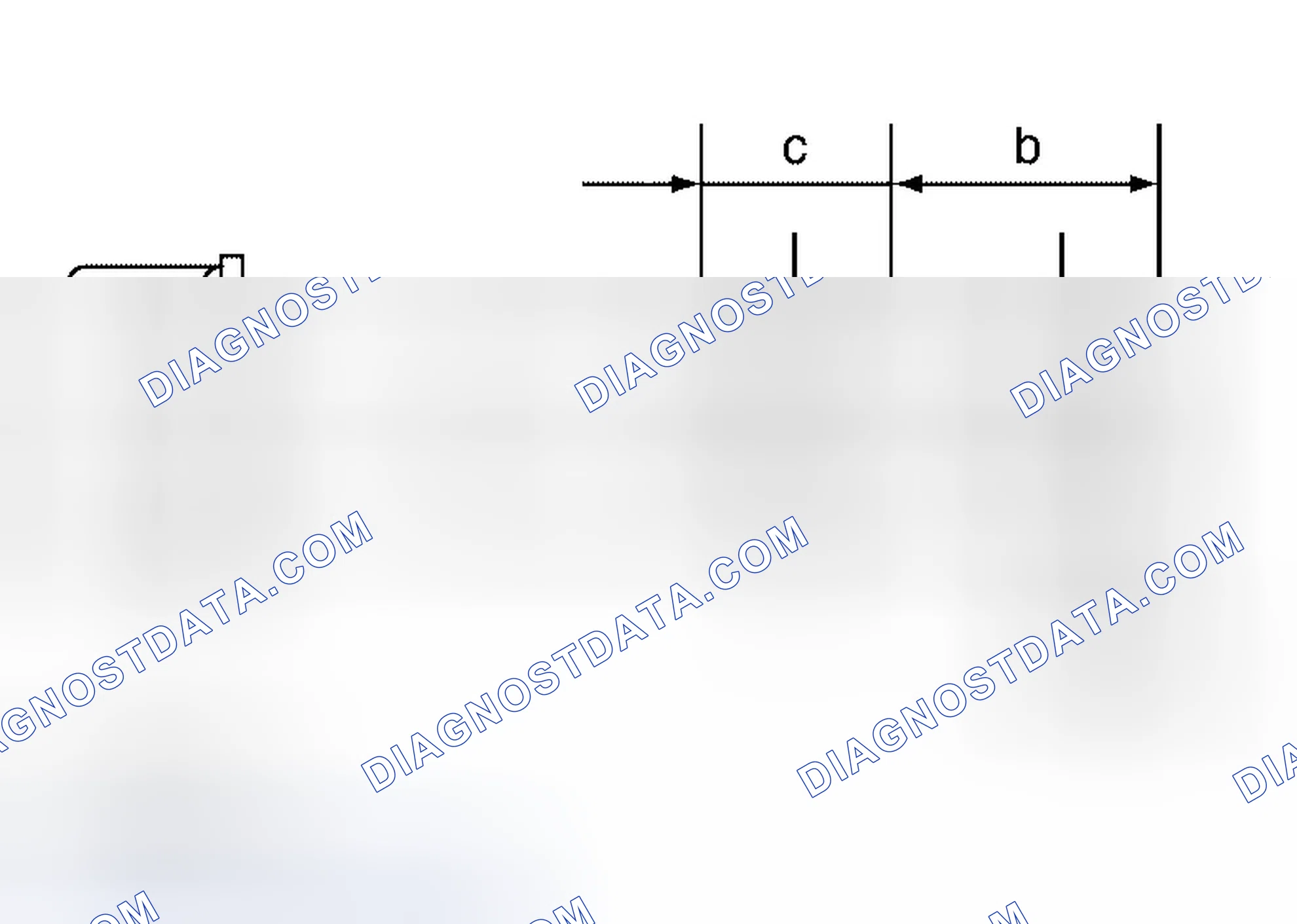
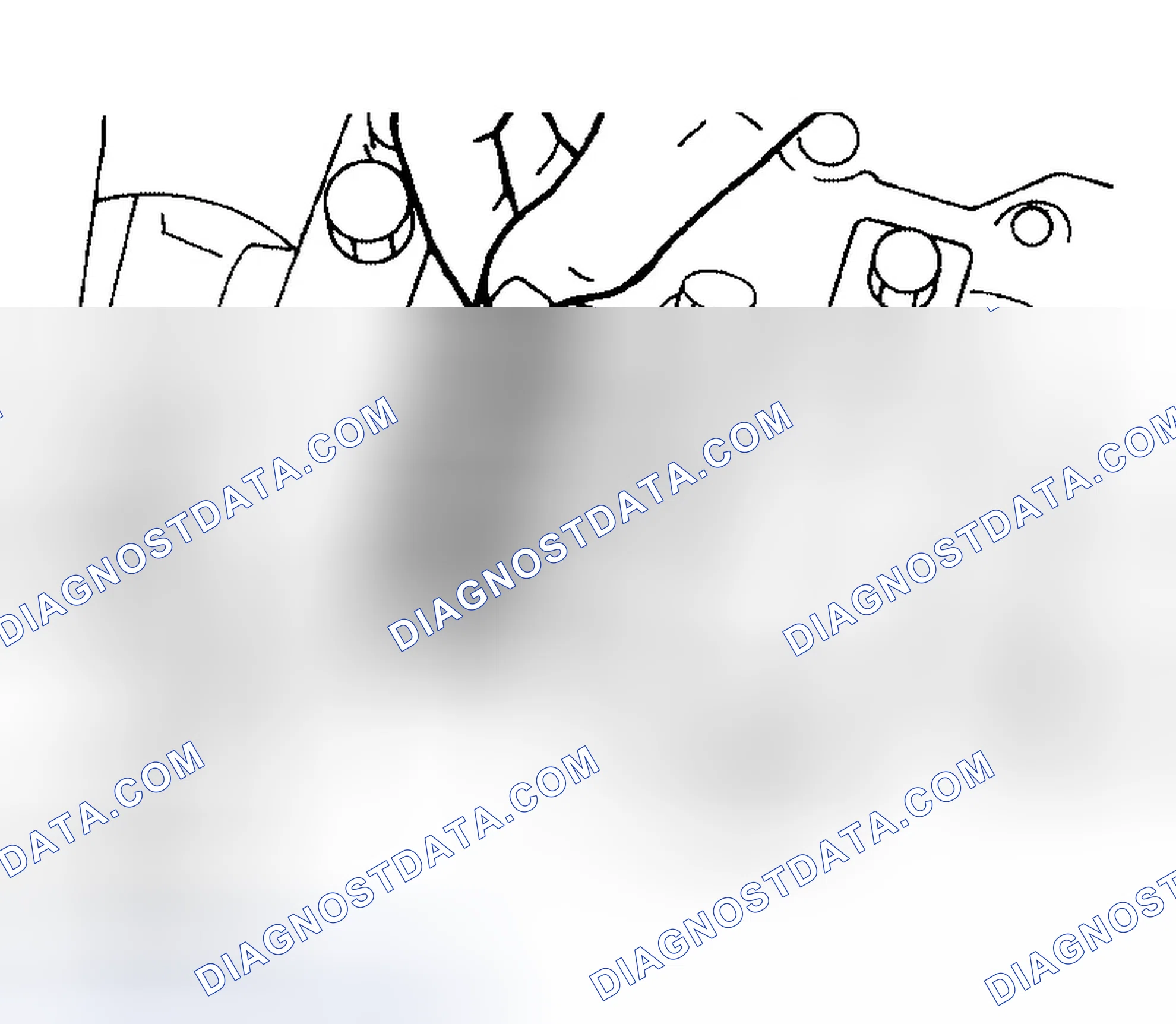
- Check for bolts (M9 and M12) installed from lower side using the following procedure. NOTE: Side bolt (M10) is outside the target. Figure shows M12 bolt.
- Measure bolt diameter "d1" from tip of the bolt to dimension "a".
- Measure bolt diameter "d2" from the dimension between tip of the bolt and dimension "b" as base station to dimension "c". NOTE: If a narrower part in the threads is determined by visual check, measure "d2" at that point.
- Calculate the difference between "d1"and "d2". M9 bolt Dimension "a": 9 mm (0.35 in) Dimension "b": 15 mm (0.59 in) Dimension "c": 20 mm (0.79 in) Limit: 0.10 mm (0.0039 in) M12 bolt Dimension "a": 12 mm (0.47 in) Dimension "b": 55 mm (2.17 in) Dimension "c": 20 mm (0.79 in) Limit: 0.15 mm (0.0059 in)
- Replace applicable bolts if outside the limit.
Scheme 243
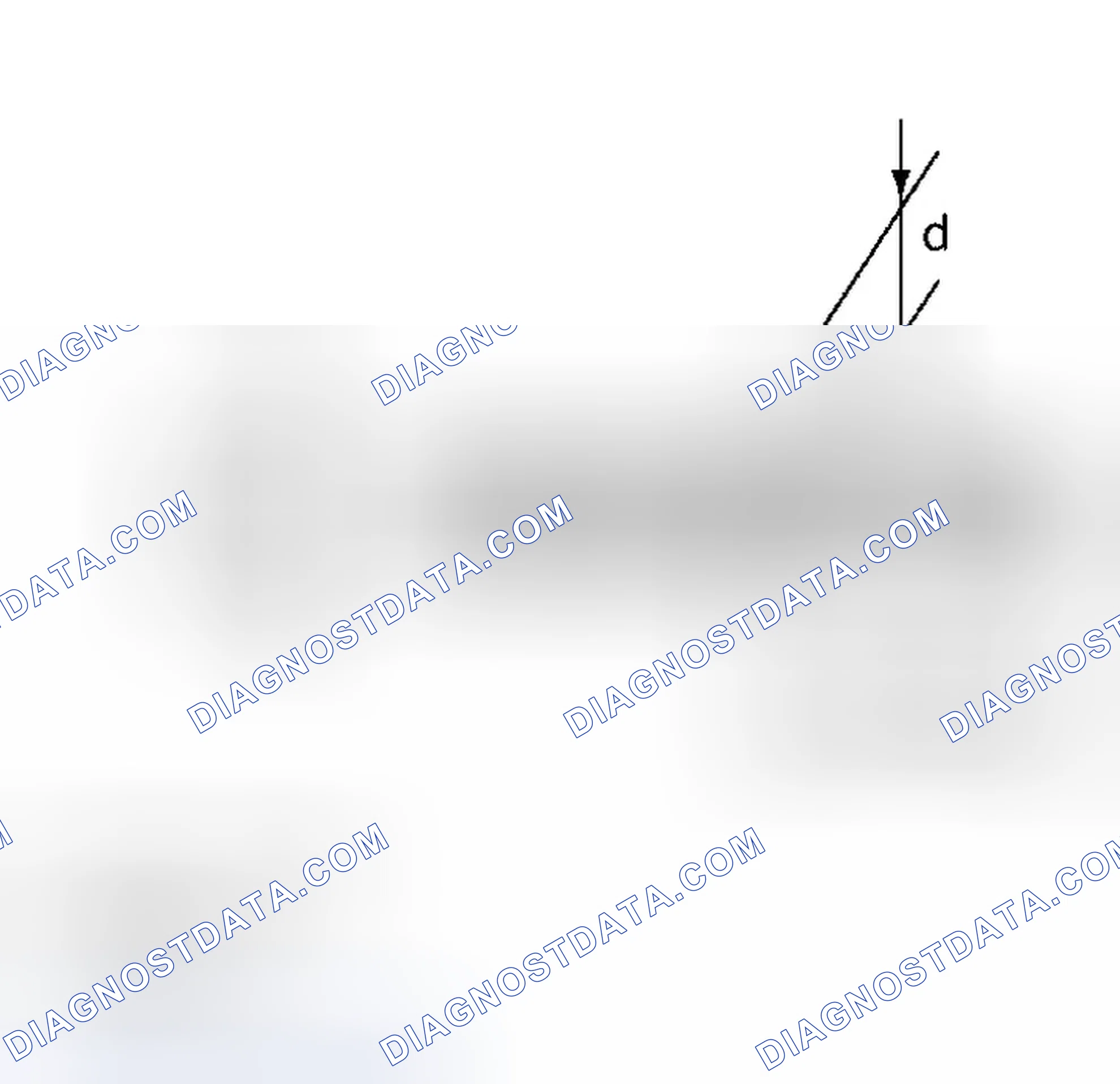
- Measure diameter "d" at position shown.
- When "d" is out of specifications (when it becomes thinner), replace bolt with a new one. Limit: 7.75 mm (0.3051 in) or less.
DRIVE BELTS
| Tension of drive belts | Auto adjustment by auto tensioner |
DRIVE BELTS REFERENCE
Scheme 244

Scheme 245
| Unit: mm (in) | |
|---|---|
| Items | Standard |
| Valve lifter diameter | 33.977-33.987 (1.3377-1.3381) |
| Valve lifter hole diameter | 34.000-34.016 (1.3386-1.3392) |
| Clearance between lifter and lifter guide | 0.013-0.039 (0.0005-0.0015) |
VALVE LIFTER SPECIFICATION
VALVE CLEARANCE
| Unit: mm (in) | ||
|---|---|---|
| Items | Hot (1) | Cold |
| Intake | 0.304-0.416 (0.012-0.016) | 0.26-0.34 (0.010-0.013) |
| Exhaust | 0.308-0.432 (0.012-0.017) | 0.29-0.37 (0.011-0.015) |
| (1) Approximately 80°C (176°F) | ||
| (1) | Approximately 80°C (176°F) |
VALVE CLEARANCE SPECIFICATION
Scheme 246
Scheme 247

Scheme 248
Scheme 249

Scheme 250

Scheme 251

Scheme 252
Scheme 253

Scheme 254

Scheme 255

Scheme 256
Scheme 257
Scheme 258
Scheme 259
Scheme 260

Scheme 261

UNDERSIZE
| Unit: mm (in) | ||
|---|---|---|
| Undersize | Thickness | Main journal diameter |
| 0.25 (0.0098) | 2.618-2.626 (0.1031-0.1034) | Grind so that bearing clearance is the specified value. |
UNDERSIZE SPECIFICATION
Scheme 262

CONNECTING ROD BEARING
| Grade number | Thickness "T" mm (in) | Identification color (mark) |
|---|---|---|
| 0 | 1.500-1.503 (0.0591-0.0592) | Black |
| 1 | 1.503-1.506 (0.0592-0.0593) | Brown |
| 2 | 1.506-1.509 (0.0593-0.0594) | Green |
| 3 | 1.509-1.512 (0.0594-0.0595) | Yellow |
CONNECTING ROD BEARING SPECIFICATION
| Unit: mm (in) | ||
|---|---|---|
| Undersize | Thickness | Crank pin journal diameter "Dp" |
| 0.25 (0.0098) | 1.627-1.635 (0.0641-0.0644) | Grind so that bearing clearance is the specified value. |
UNDERSIZE SPECIFICATION
CONNECTING ROD BEARING OIL CLEARANCE
| Unit: mm (in) | ||
|---|---|---|
| Items | Standard | Limit |
| Connecting rod bearing Clearance | 0.020-0.039 (0.0008-0.0015) | 0.055 (0.0022) |
CONNECTING ROD BEARING OIL CLEARANCE SPECIFICATION