Pinion height adjustment
Note. Use the installed spacer when adjusting. Install the spacer with the chamfer on the SST side.
Scheme 8

Scheme 9

Scheme 10
Scheme 11

Scheme 12
- Assemble the spacer, bearing inner race (rear side), and the SST (O-ring) to the SST (49 8531 565) as shown in illustration.
- Insert the set assembled in Step 1 from the rear side of the differential carrier.
- Assemble the SST (49 8531 567), front bearing, companion flange, and a washer from the front side of the differential carrier.
- Tighten the locknut to the extent that the SST (49 8531 565) can be turned by hand.
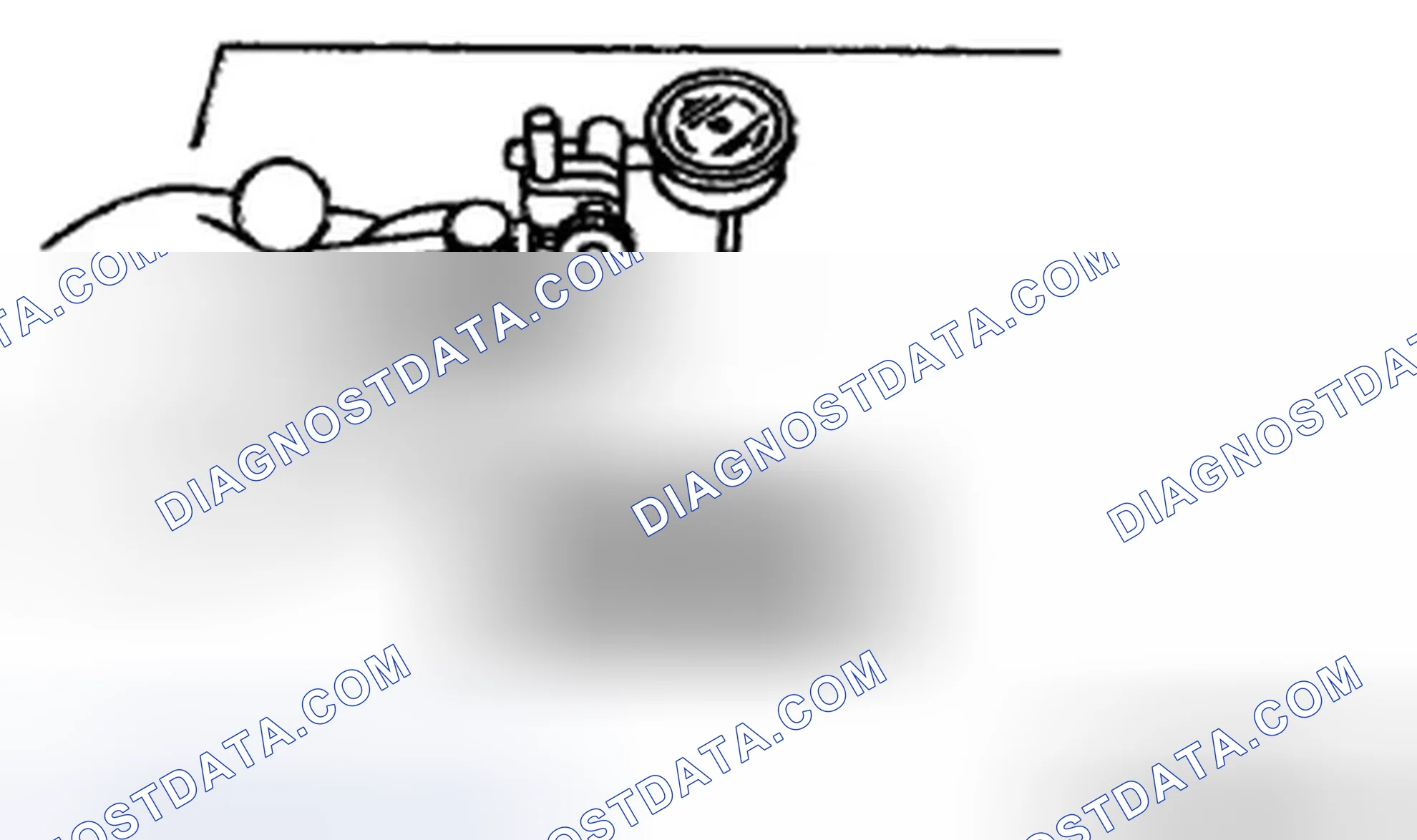
- Place the SST (49 N027 001) on top of the SST (49 8531 565).
- Place the SST on the surface plate and set the dial gauge to zero.
- Set the SSTs as shown in illustration.
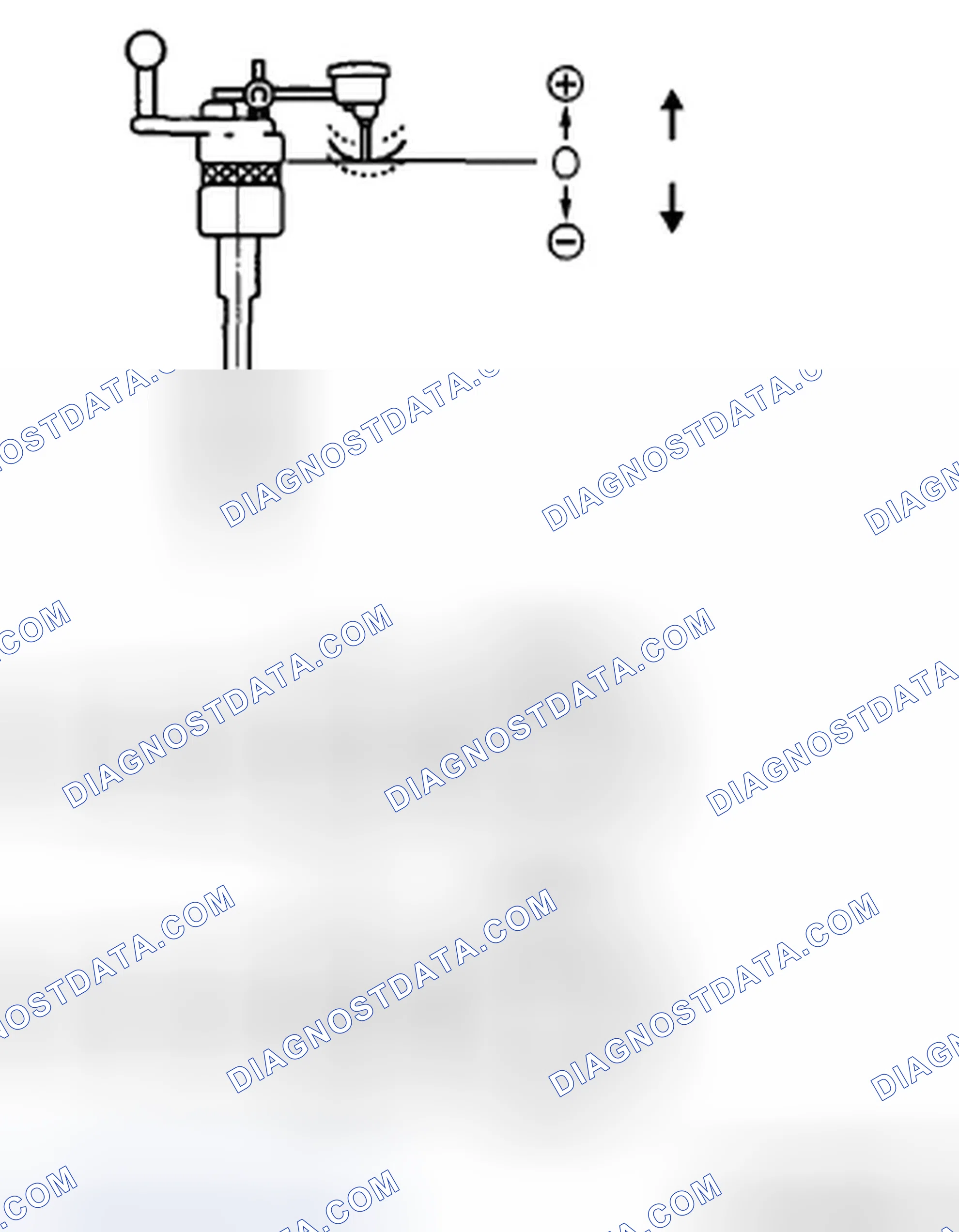
- Place the measuring probe of the dial gauge at the point where the side bearing is installed in the differential carrier and measure at the lowest position. Measure the left and right sides.
- Add the two (left and right) values obtained by the measurements taken in Step 8 and then divide the total by 2. From this sum, subtract the sum of the number inscribed on the end of the drive pinion divided by 100. (If there is no illustration inscribed, use 0.) This is the pinion height adjustment value. Differential pinion height 0.038 mm {0.0015 in} or less NOTE: When the values obtained by the measurements taken in Step 8 , 9 are 0.06 mm {0.0024 in}, 0.04 mm {0.0016 in} and the tip surface of the drive pinion value is 2, the formula is ((0.06+0.04)/2)-(2/100)=0.03. Therefore, assemble a spacer 0.03 mm {0.0012} thicker than the currently assembled one. The thickness settings are in increments of 0.015 mm {0.0006}, so choose one closest in thickness and install. Spacer table SPACER SPECIFICATIONS Identification mark Thickness (mm {in}) Identification mark Thickness (mm {in}) 08 3.080 {0.1213} 29 3.290 {0.1295} 09 3.095 {0.1220} 30 3.305 {0.1301} 11 3.110 {0.1224} 32 3.320 {0.1307} 12 3.125 {0.1230} 33 3.335 {0.1313} 14 3.140 {0.1234} 35 3.350 {0.1319} 15 3.155 {0.1242} 36 3.365 {0.1325} 17 3.170 {0.1248} 38 3.380 {0.1331} 18 3.185 {0.1254} 39 3.395 {0.1337} 20 3.200 {0.1260} 41 3.410 {0.1343} 21 3.215 {0.1266} 42 3.425 {0.1348} 23 3.230 {0.1271} 44 3.440 {0.1354} 24 3.245 {0.1278} 45 3.455 {0.1360} 26 3.260 {0.1283} 47 3.470 {0.1366} 27 3.275 {0.1289}
Drive pinion preload adjustment
Note. Perform preload adjustment with the oil seal uninstalled.
Scheme 13
- Assemble the following parts to the drive pinion. New collapsible spacer Front bearing New spacer Companion flange New washer New locknut
- Turn the serrated part of the drive pinion by hand to seat the bearing.
- Tighten the locknut temporarily tightened in Step 1 from the lower limit of the specified Tightening Torque: using the SST , and obtain the specified preload. Record the Tightening Torque: at this time. Tightening Torque: 150-380 N.m {15.3-38.7 kgf.m, 111-280 ft.lbf} Drive pinion preload 1.3-1.8 N.m {14-18 kgf.cm, 12-15 in.lbf} If the specified preload cannot be obtained within the specified Tightening Torque:, replace with a new collapsible spacer and adjust again.
- Remove the locknut, washer, and companion flange.
Scheme 14

- Apply differential oil to the lip of a new oil seal.
- Assemble the oil seal using the SST.
Scheme 15

- Tighten a new locknut with the torque recorded at the drive pinion preload adjustment using the SST.
- Verify that the drive pinion preload is within the specification. If not within the specification, perform the preload adjustment again. Drive pinion preload 1.3-1.8 N.m {14-18 kgf.cm, 12-15 in.lbf}
Scheme 16

Scheme 17
Scheme 18

Scheme 19
Scheme 20

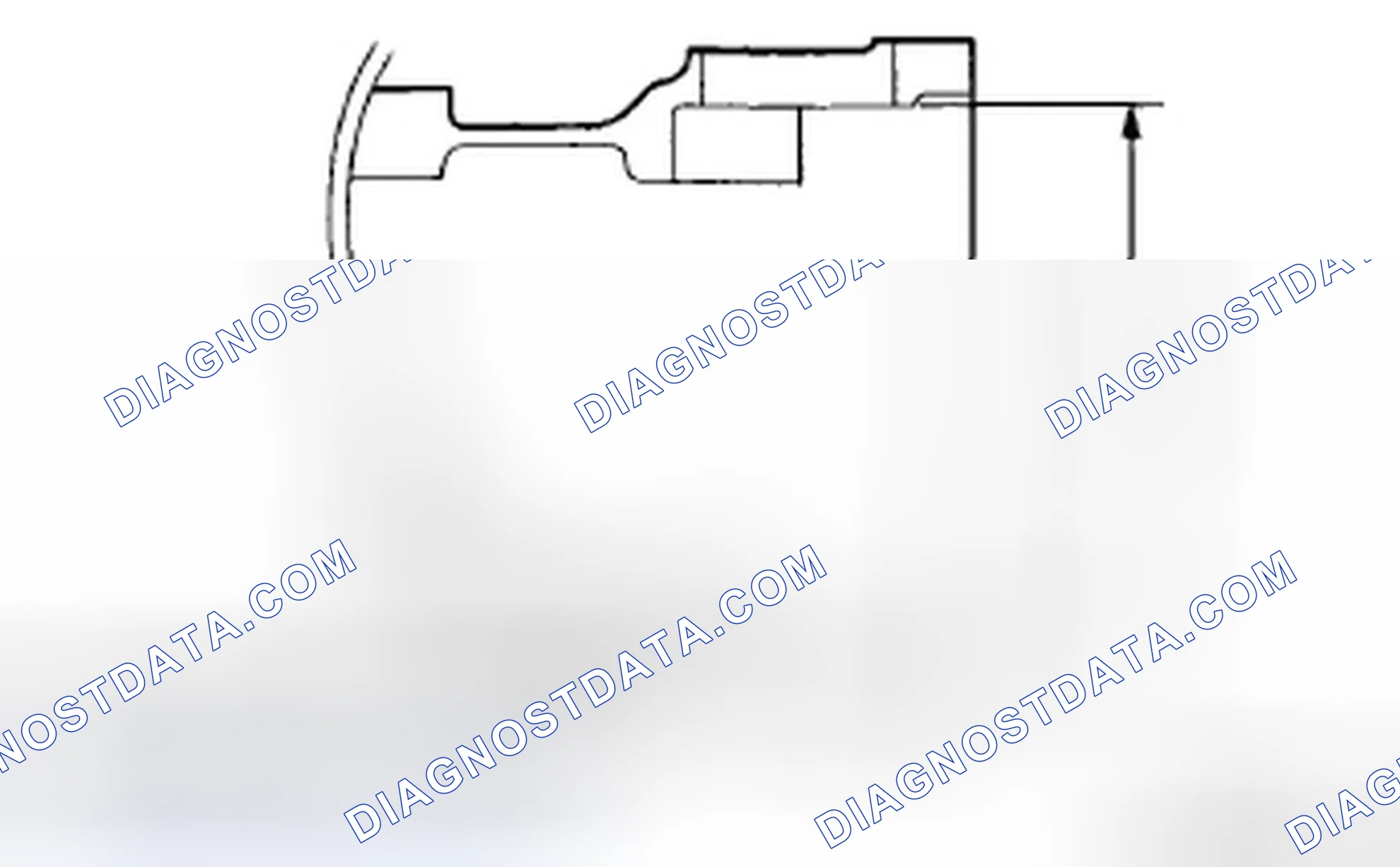
- Stack the side bearing race and differential gear case component on the surface plate as shown in illustration, and measure the height using a caliper and a ruler. This is value A. Standard Height A 151.4-152.6 mm {5.961-6.007 in}
- Measure the width of the section of the differential gear case component installed in the differential carrier. This is value B. Standard width B 171 mm {6.73 in}
- The combined thickness of the left and right adjustment shims is obtained by the following formula. Shim thickness (mm {in}) =B-A+ (0.01-0.03 {0.0004-0.0118 in})
- If the combined thickness of the previously assembled adjustment shims is equal to the calculated thickness, use the shims as they are.
- If the combined thickness of the previously assembled adjustment shims is not equal to the calculated thickness, or if the adjustment shims have to be replaced, select two appropriate adjustment shims from the table below. Adjustment shim table ADJUSTMENT SHIM SPECIFICATIONS Identification mark Thickness (mm {in}) Identification mark Thickness (mm {in}) 550 5.50 {0.217} 605 6.05 {0.238} 560 5.60 {0.220} 610 6.10 {0.240} 565 5.65 {0.222} 615 6.15 {0.242} 570 5.70 {0.224} 620 6.20 {0.244} 575 5.75 {0.226} 625 6.25 {0.246} 580 5.80 {0.228} 630 6.30 {0.248} 585 5.85 {0.230} 635 6.35 {0.250} 590 5.90 {0.232} 640 6.40 {0.252} 595 5.95 {0.234} 650 6.50 {0.256} 600 6.00 {0.236} - - NOTE: If the adjustment shims are to be reused, assemble the left and right shims that were identified during disassembly. When assembling the side bearing races, do not mix the left and right side bearings that were identified during disassembly.
- Assemble the differential gear case component and the side bearing race to the differential carrier.
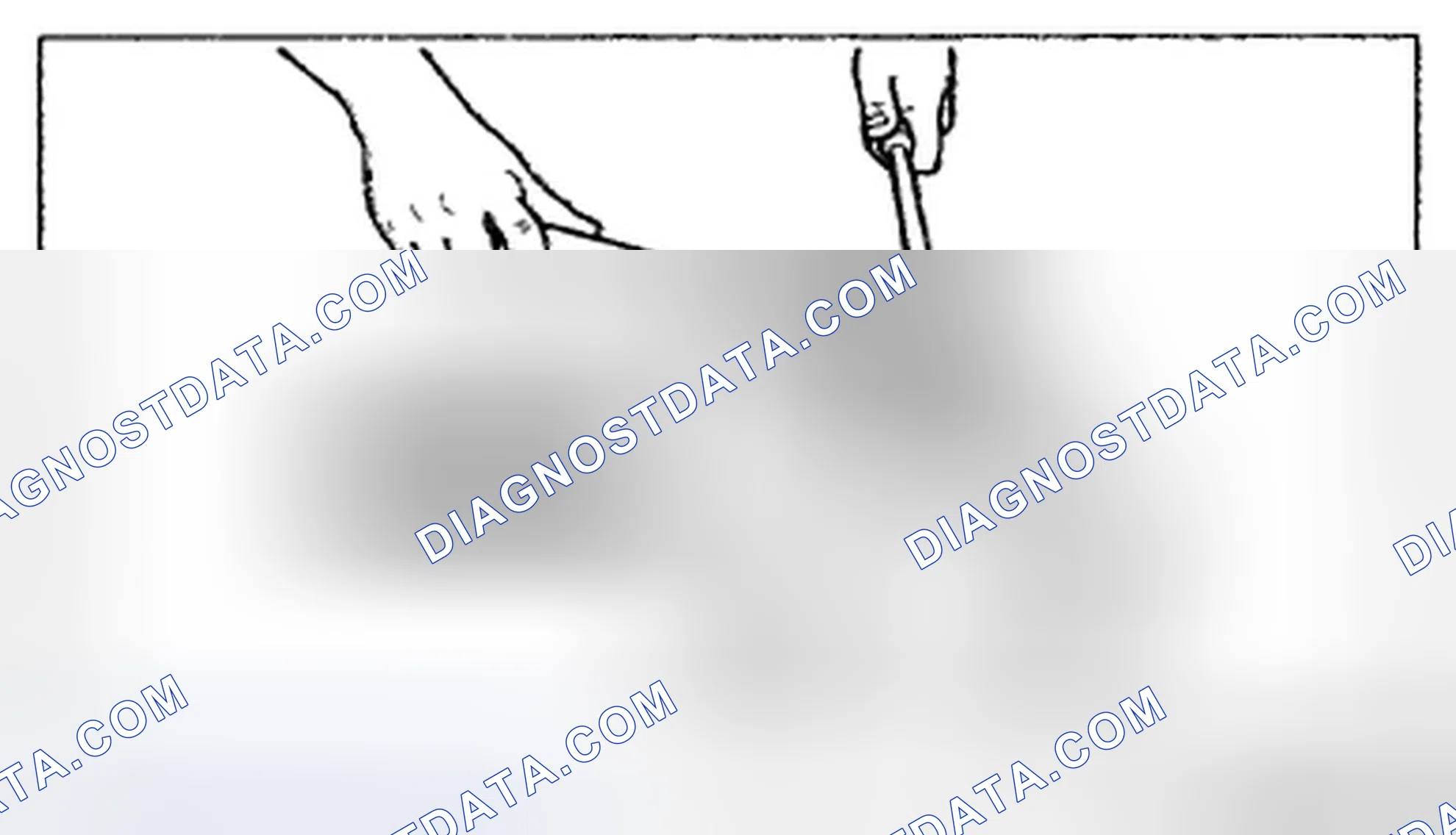
- Tap the selected adjustment shim between the differential carrier and the side bearing race with a plastic hammer as shown in illustration.
- Align the bearing cap alignment marks, assemble the bearing cap, and then temporarily tighten the bolts.
- Install the dial gauge with the measuring probe of the dial gauge attached perpendicularly to the end of one of the ring gear teeth.
- Secure the drive pinion and measure the backlash of the ring gear. Backlash of drive pinion and ring gear Standard: 0.09-0.11 mm {0.0035-0.0043 in} Minimum value: 0.05 mm {0.0020 in} or more Variance: 0.07 mm {0.0028 in} or less NOTE: Measure the backlash at 4 locations around the ring gear. Make sure all of the 4 locations are within specification, and the minimum value for the 4 locations is 0.05 mm {0.0020 in} or more and the variance is 0.07 mm {0.0028 in} or less
- If the backlash is not within the specification, adjust the gear case component by moving it in the axial direction.
- Measure the ring gear preload between the backlash. Ring gear preload 0.49-1.47 N.m {5.0-14.9 kgf.cm, 4.4-13.0 in.lbf} NOTE: When moving the gear case component in the axial direction, replace the adjustment shims. If the adjustment shim on the right side is replaced with one that is 0.05 mm {0.0020 in} thicker, replace the one on the left with one that is 0.05 mm {0.0020 in} thinner.
Scheme 21

- Align the bearing cap alignment marks and assemble the bearing cap with the arrow facing outward. Tightening Torque: 72.6-106.9 N.m {7.41-10.91 kgf.m, 53.5-78.84 ft.lbf}
- Perform the drive pinion and ring gear tooth contact inspection.
Scheme 22
Scheme 23

Scheme 24

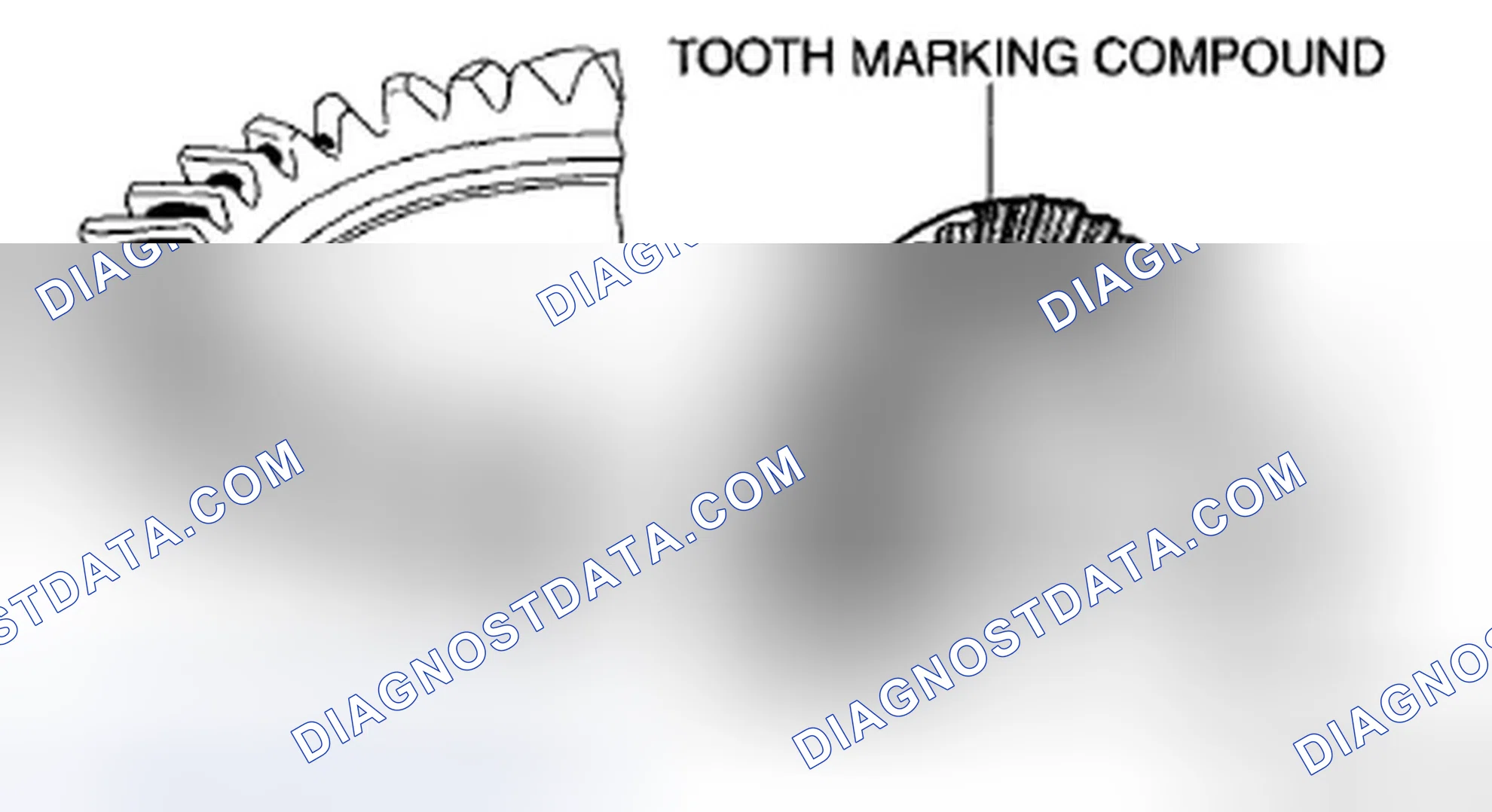
- Apply tooth marking compound evenly to both surfaces of the ring gear.
- Rotate the ring gear back and forth for several times.
- Inspect the tooth contact pattern in 4 locations around the ring gear, and verify that the tooth contact points exhibit the pattern shown in illustration. If the tooth contact points are normal, wipe off the marking compound. If the tooth contact points are not normal, adjust the pinion height, then adjust the backlash.
- If the toe and flank contact points appear as shown in illustration after the drive pinion and ring gear teeth contact inspection, replace the spacer with a thinner one, and move the drive pinion outward.
- If the heel and face contact points appear as shown in illustration after the drive pinion and ring gear teeth contact inspection, replace the spacer with a thicker one, and move the drive pinion inward.