Crankshaft Inspection
Out-of-Round and Taper
Scheme 395

Scheme 396

- Remove the crankshaft from the engine block (see «CRANKSHAFT AND PISTON REMOVAL»(ref-243325-S00716608202006082300000) ).
- Clean the crankshaft oil passages with pipe cleaners or a suitable brush.
- Check the keyway and threads.
- Measure out-of-round at the middle of each rod and main journal in two places. The difference between measurements on each journal must not be more than the service limit. Journal Out-of-Round Standard (New): 0.005 mm (0.0002 in.) max. Service Limit: 0.010 mm (0.0004 in.)
- Measure taper at the edges of each rod and main journal. The difference between measurements on each journal must not be more than the service limit. Journal Taper Standard (New): 0.005 mm (0.0002 in.) max. Service Limit: 0.010 mm (0.0004 in.) Straightness
- Place the engine block on the surface plate.
- Clean and install the bearings on the No. 1 and No. 4 journal of the engine block.
- Lower the crankshaft into the engine block.
- Measure the runout on all of the main journals. Rotate the crankshaft two complete revolutions. The difference between measurements on each journal must not be more than the service limit. Crankshaft Total Runout Standard (New): 0.025 mm (0.0010 in.) max. Service Limit: 0.030 mm (0.0012 in.)
Scheme 397
Scheme 398

Scheme 399
Scheme 400
- Remove the piston from the engine block (see «CRANKSHAFT AND PISTON REMOVAL»(ref-243325-S00716608202006082300000) ).
- Check the piston for distortion or cracks.
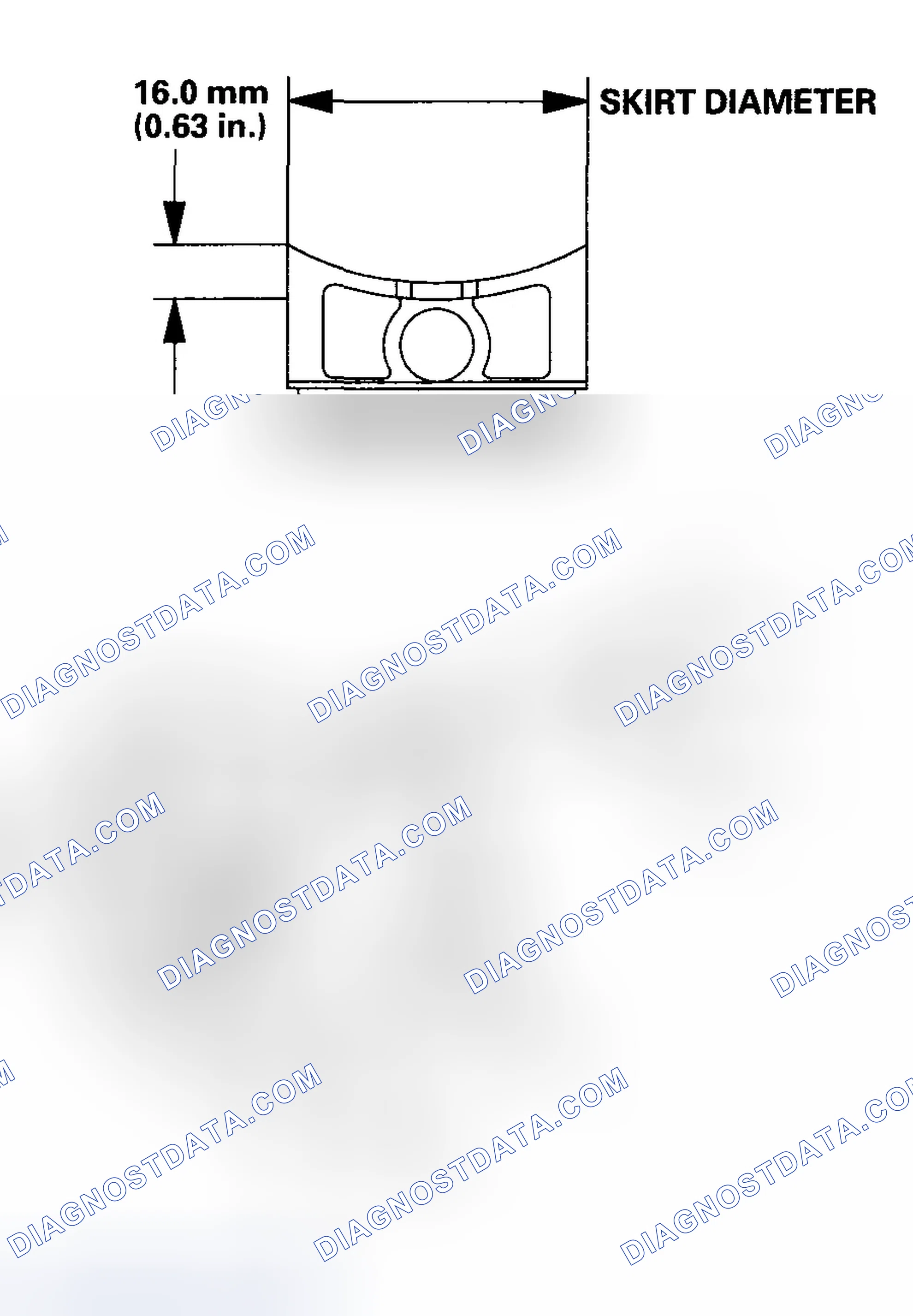
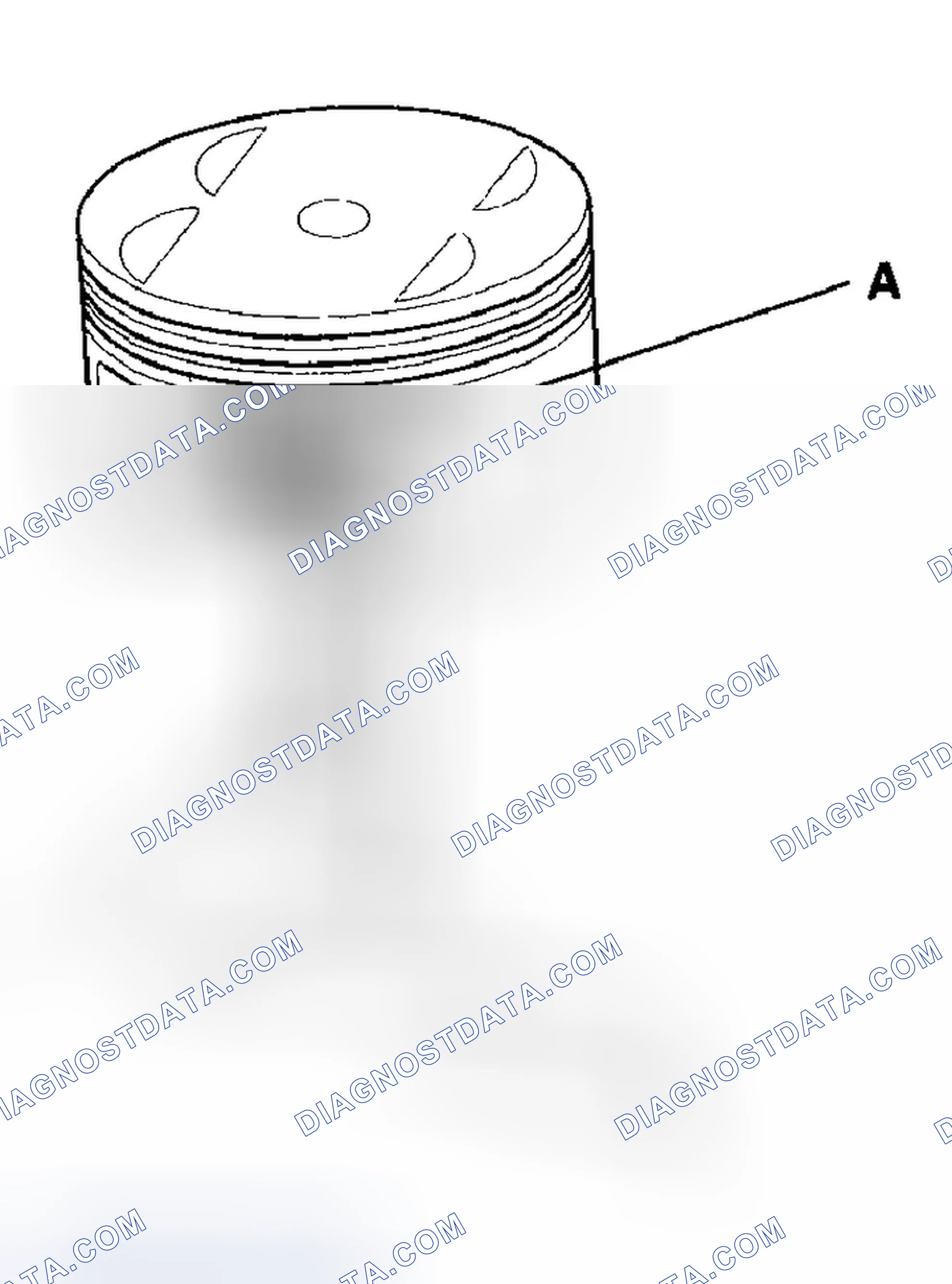
- Measure the piston diameter at a point 16.0 mm (0.63 in.) from the bottom of the skirt. Piston Diameter Standard (New): 88.975-88.985 mm (3.5029-3.5033 in.) Service Limit: 88.965 mm (3.5026 in.) Oversize Piston Diameter 0.25: 89.225-89.235 mm (3.5128-3.5132 in.)
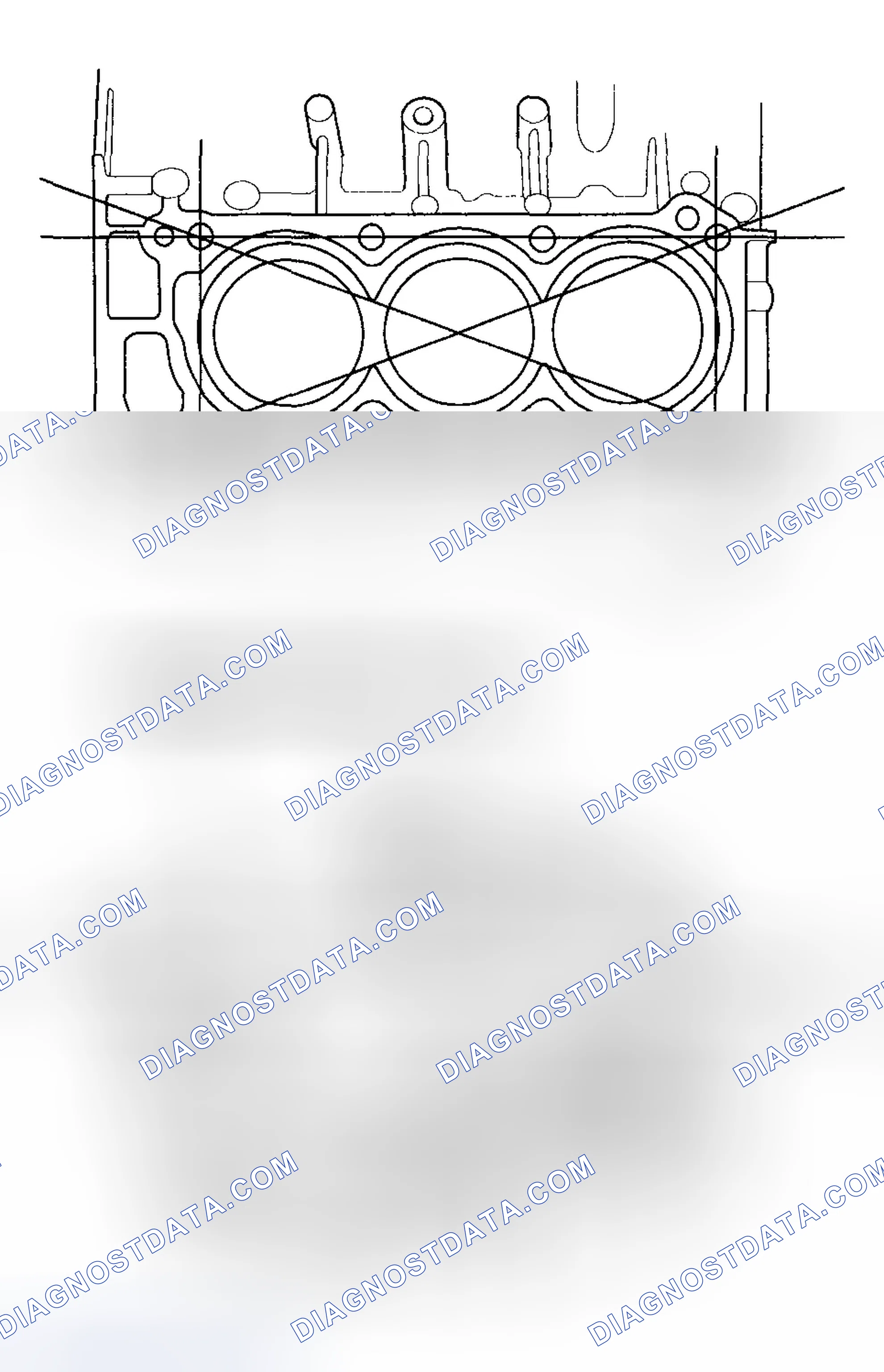
- Measure wear and taper in direction X and Y at three levels in each cylinder as shown. If measurements in any cylinder are beyond the oversize bore service limit, replace the engine block. If the engine block has to be rebored, refer to step 7 after reboring. Cylinder Bore Size Standard (New): 89.000-89.015 mm (3.5039-3.5045 in.) Service Limit: 89.065 mm (3.5065 in.) Oversize 0.25: 89.250-89.265 mm (3.5138-3.5144 in.) Reboring Limit: 0.25 mm (0.01 in.) Bore Taper Limit: (Difference between first and third measurement) 0.05 mm (0.002 in.)
- Hone any scored or scratched cylinder bores, (see «CYLINDER BORE HONING»(ref-243325-S16414703692006082300000) ).
- Check the top of the engine block for warpage. Measure along the edges and across the center (Scheme 399) Engine Block Warpage Standard (New): 0.07 mm (0.003 in.) max. Service Limit: 0.10 mm (0.004 in.)
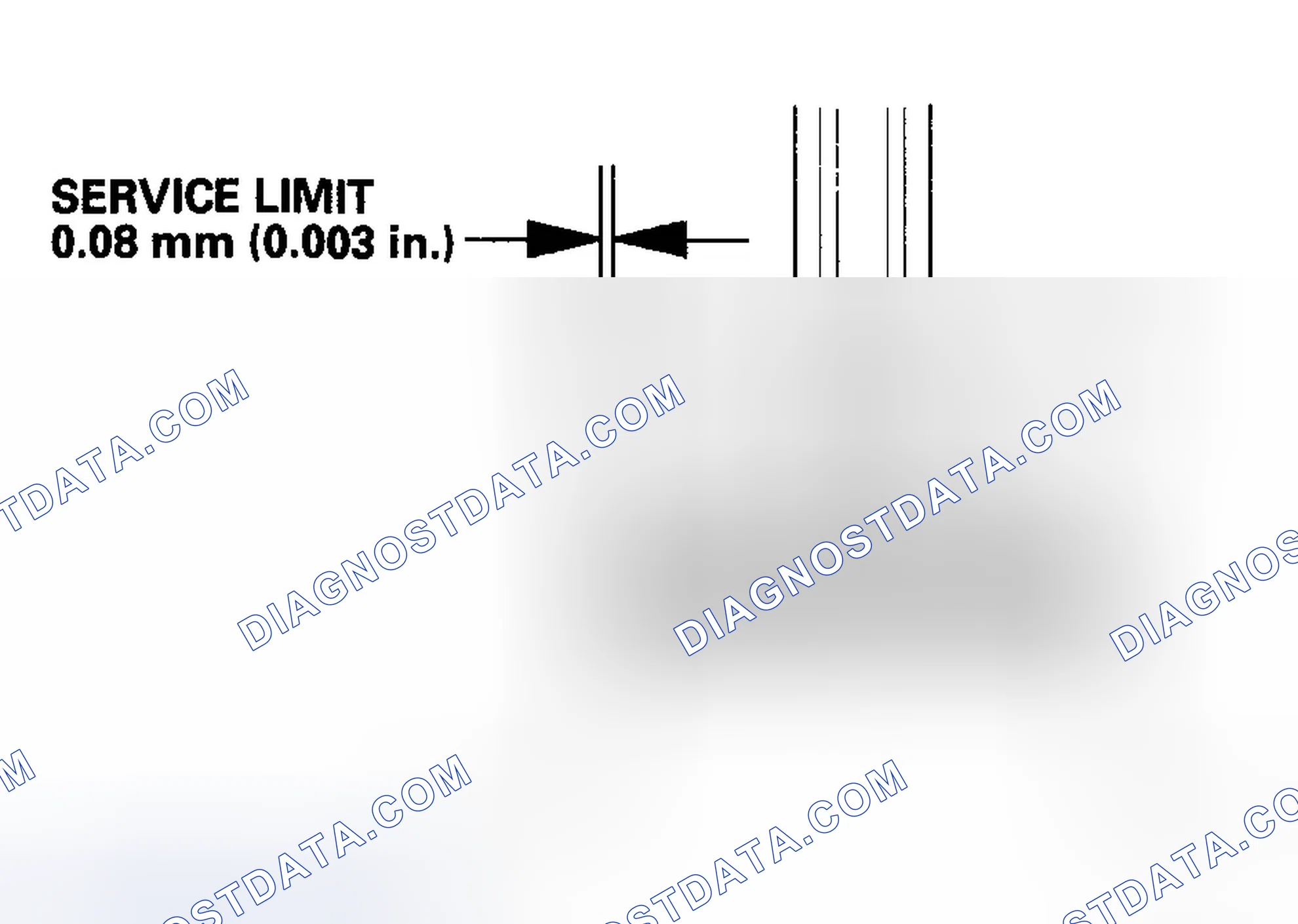
- Calculate the difference between cylinder bore diameter and piston diameter. If the clearance is near or exceeds the service limit, inspect the piston and cylinder bore for excessive wear. Piston-to-Cylinder Bore Clearance Standard (New): 0.015-0.040 mm (0.0006-0.0016 in.) Service Limit: 0.08 mm (0.003 in.)
Scheme 401
- Measure the cylinder bores (see step 4 ). If the engine block is to be reused, hone the cylinders and remeasure the bores. Only scored or scratched cylinder bores must be honed.
- Remove and discard the oil jets (J35Z1 engine) (see «OIL FILTER FEED PIPE REPLACEMENT»(ref-243292-S36360632982006082300000) ).
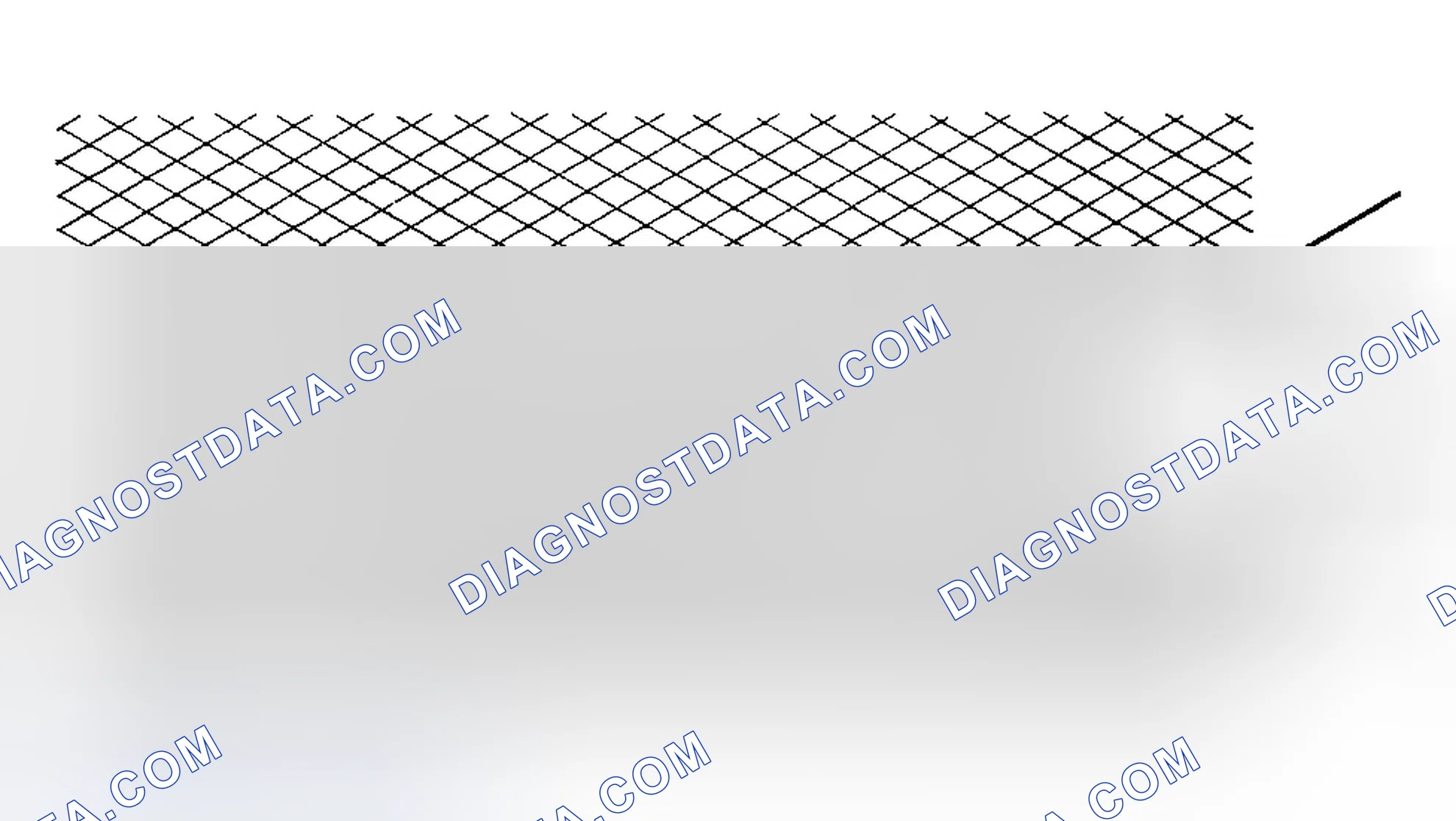
- Hone the cylinder bores with honing oil and a fine (400 grit) stone in a 60 degree Crosshatch pattern. NOTE: Use only a rigid hone with 400 grit or finer stone, such as Sunnen, Ammco, or equivalent. Do not use stones that are worn or broken.
- When honing is complete, thoroughly clean the engine block of all metal particles+. Wash the cylinder bores with hot soapy water, then dry and oil them immediately to prevent rusting. Never use solvent, it will only redistribute the grit on the cylinder walls.
- If scoring or scratches are still present in the cylinder bores after honing to the service limit, rebore the engine block. Some light vertical scoring and scratching is acceptable if it is not deep enough to catch your fingernail and does not run the full length of the bore.
- Install the new oil jets (J35Z1 engine) (see «OIL FILTER FEED PIPE REPLACEMENT»(ref-243292-S36360632982006082300000) ).
Scheme 402

Scheme 403
Scheme 404

- Remove the piston from the engine block (see «CRANKSHAFT AND PISTON REMOVAL»(ref-243325-S00716608202006082300000) ).
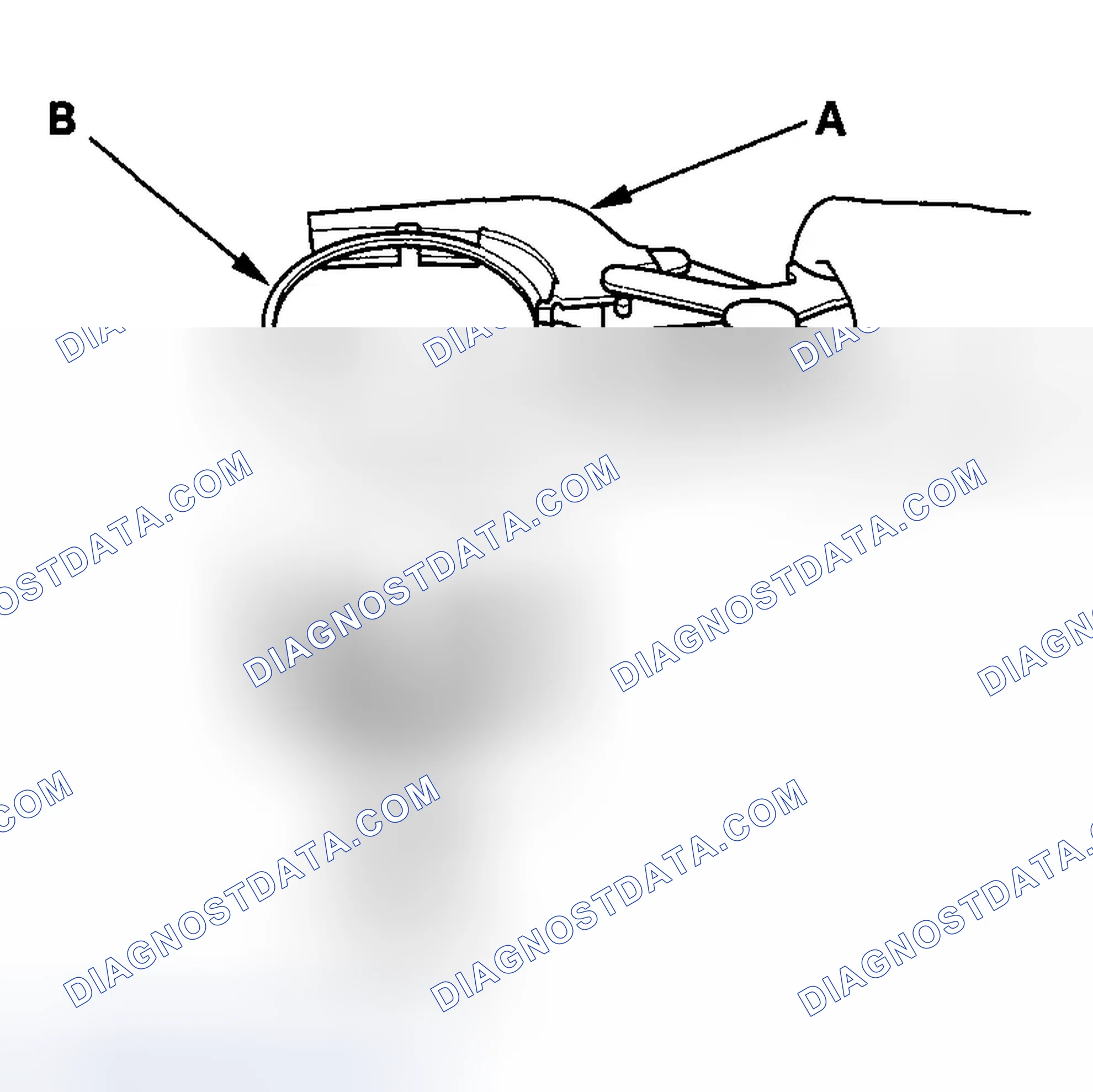
- Apply new engine oil to the piston pin snap rings (A) and turn them in the ring grooves until the end gaps are lined up with the cutouts in the piston pin bores (B). NOTE: Take care not to damage the ring grooves.
- Remove snap rings (A) from both sides of the piston. Start at the cutout in the piston pin bore. Remove the snap rings carefully so they do not go flying or get lost. Wear eye protection.
- Heat the piston and connecting rod assembly to about 158°F (70°C), then remove the piston pin.
Inspection
Note. Inspect the piston, piston pin, and connecting rod when they are at room temperature.
Scheme 405

Scheme 406

Scheme 407
Scheme 408

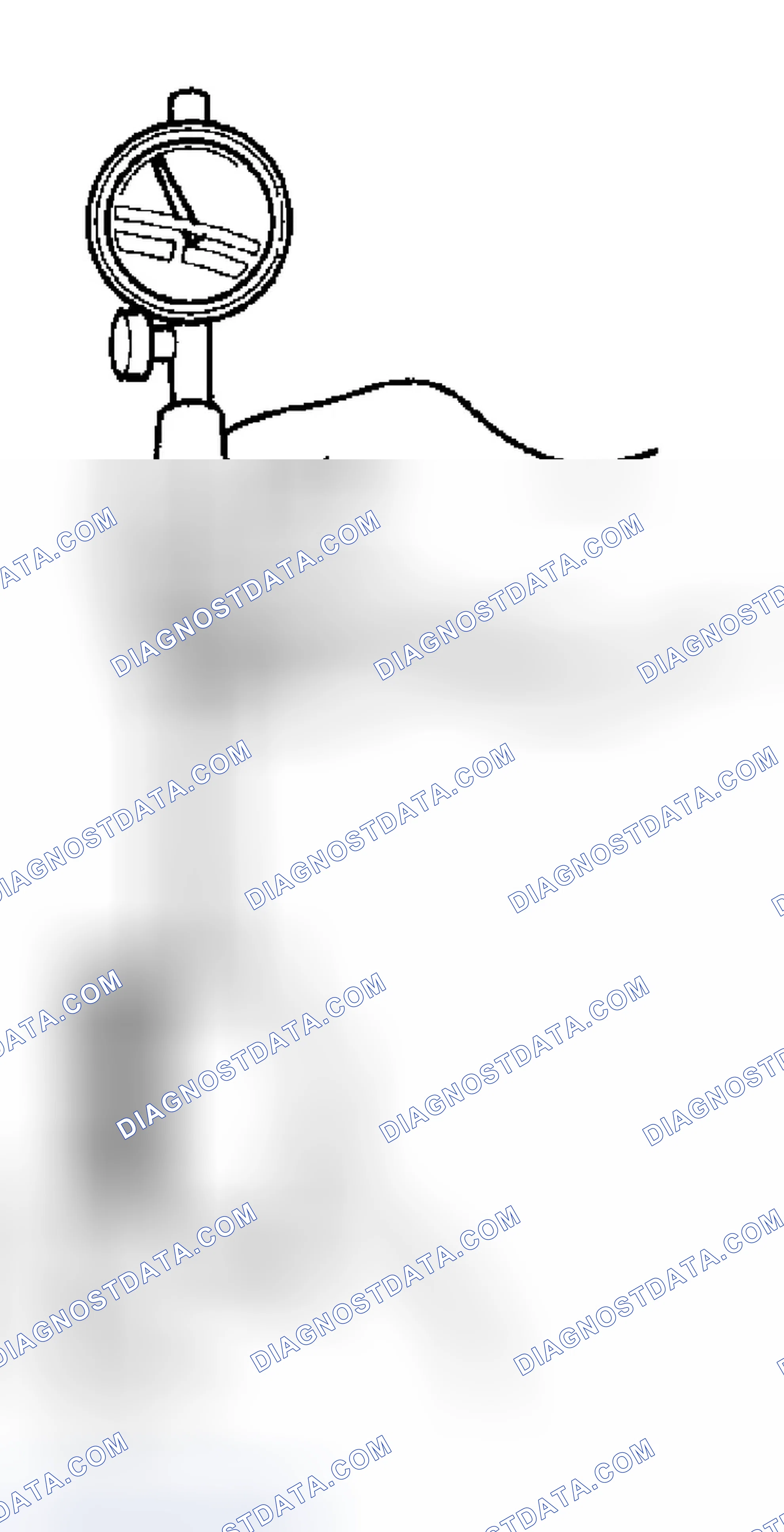
- Measure the diameter of the piston pin. Piston Pin Diameter Standard (New): 21.962-21.965 mm (0.8646-0.8648 in.) Service Limit: 21.954 mm (0.8643 in.)
- Zero the dial indicator to the piston pin diameter.
- Check the difference between the piston pin diameter and piston pin hole diameter on the piston. Piston Pin-to-Piston Clearance Standard (New): -0.0050 to +0.0010 mm (-0.00020 to +0.00004 in.) Service Limit: 0.004 mm (0.0002 in.)
- Measure the piston pin-to-connecting rod clearance. Piston Pin-to-Connecting Rod Clearance Standard (New): 0.005-0.014 mm (0.0002-0.0006 in.) Service Limit: 0.019 mm (0.0007 in.)
Scheme 409

Scheme 410
Scheme 411

- Install a piston pin snap ring (A) only on one side.
- Coat the piston pin bore in the piston, the bore in the connecting rod, and the piston pin with new engine oil.
- Heat the piston to about 158°F (70°C).
- Assemble the piston (A) and connecting rod (B) with the embossed marks (C) on the same side. Install the piston pin (D).
- Install the remaining snap ring.
Scheme 412
Scheme 413

Scheme 414

Scheme 415

Scheme 416
- Remove the piston from the engine block (see «CRANKSHAFT AND PISTON REMOVAL»(ref-243325-S00716608202006082300000) ).
- Using a ring expander (A), remove the old piston rings (B).
- Clean all the ring grooves thoroughly with a squared-off broken ring, or a ring groove cleaner with a blade to fit the piston grooves. File down the blade, if necessary. The top ring and second ring grooves are 1.2 mm (0.05 in.) wide, and the oil ring groove is 2.8 mm (0.11 in.) wide. Do not use a wire brush to clean the ring grooves, or cut the ring grooves deeper with the cleaning tool. NOTE: If the piston is to be separated from the connecting rod, do not install new rings yet.
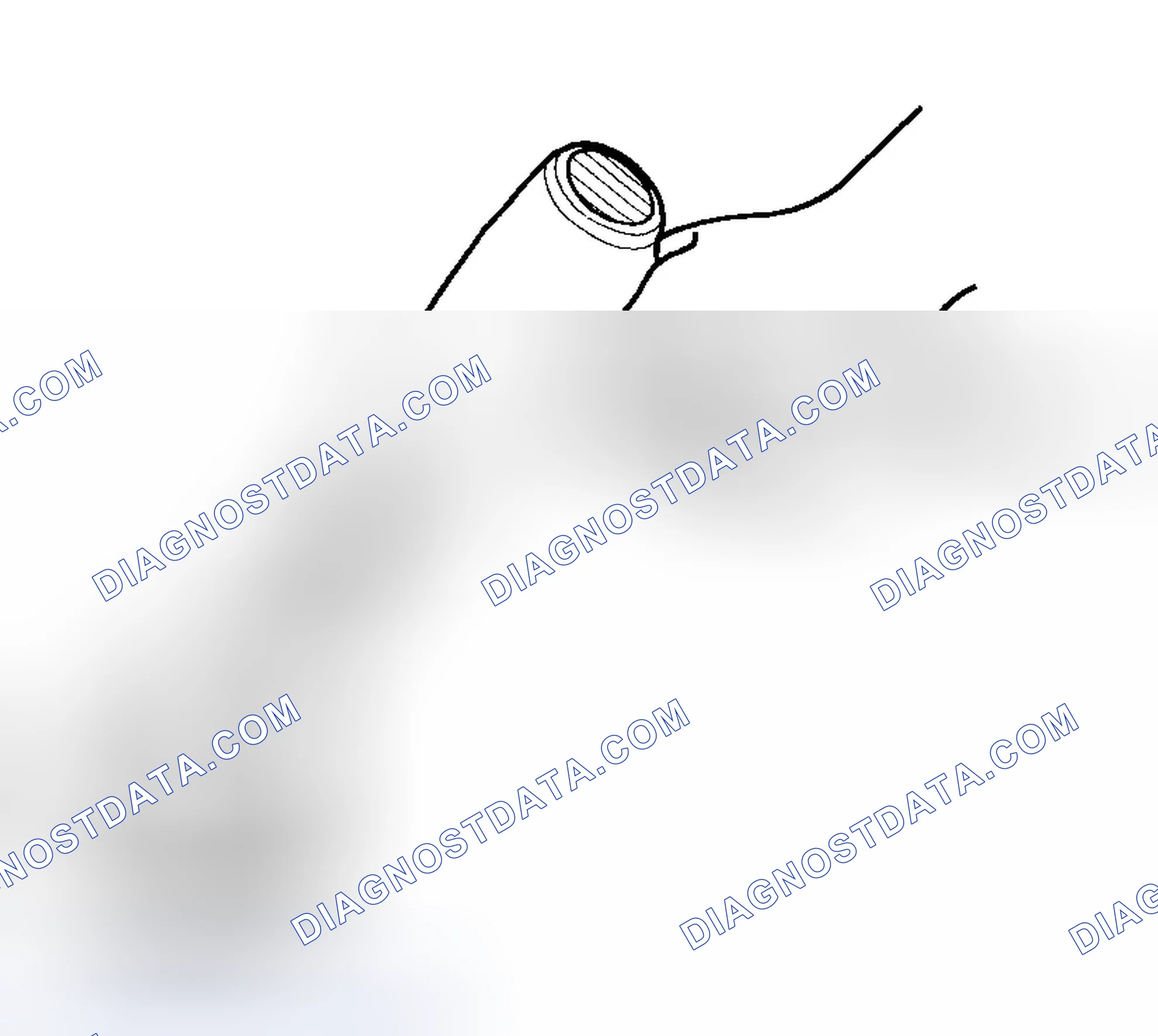
- Using a piston, push a new ring (A) into the cylinder bore 15-20 mm (0.6-0.8 in.) from the bottom.
- Measure the piston ring end-gap (B) with a feeler gauge: If the gap is too small, check to see if you have the proper rings for your engine. If the gap is too large, recheck the cylinder bore diameter against the wear limits (see step 4 ). If the bore is over the service limit, the engine block must be rebored. Piston Ring End-Gap Top Ring: Standard (New): 0.20-0.35 mm (0.008-0.014 in.) Service Limit: 0.60 mm (0.024 in.) Second Ring: Standard (New): 0.40-0.55 mm (0.016-0.022 in.) Service Limit: 0.70 mm (0.028 in.) Oil Ring: Standard (New): 0.20-0.70 mm (0.008-0.028 in.) Service Limit: 0.80 mm (0.031 in.)
- Install the rings (Scheme 414) The top ring (A) has a 1D mark and the second ring (B) has a 2C mark. The manufacturing marks (C) must be facing upward.
- After installing a new set of rings, measure the ring-to-groove clearance: Top Ring Clearance Standard (New): 0.055-0.080 mm (0.0022-0.0031 in.) Service Limit: 0.15 mm (0.006 in.) Second Ring Clearance Standard (New): 0.030-0.055 mm (0.0012-0.0022 in.) Service Limit: 0.13 mm (0.005 in.)
- Rotate the rings in their grooves to make sure they do not bind.
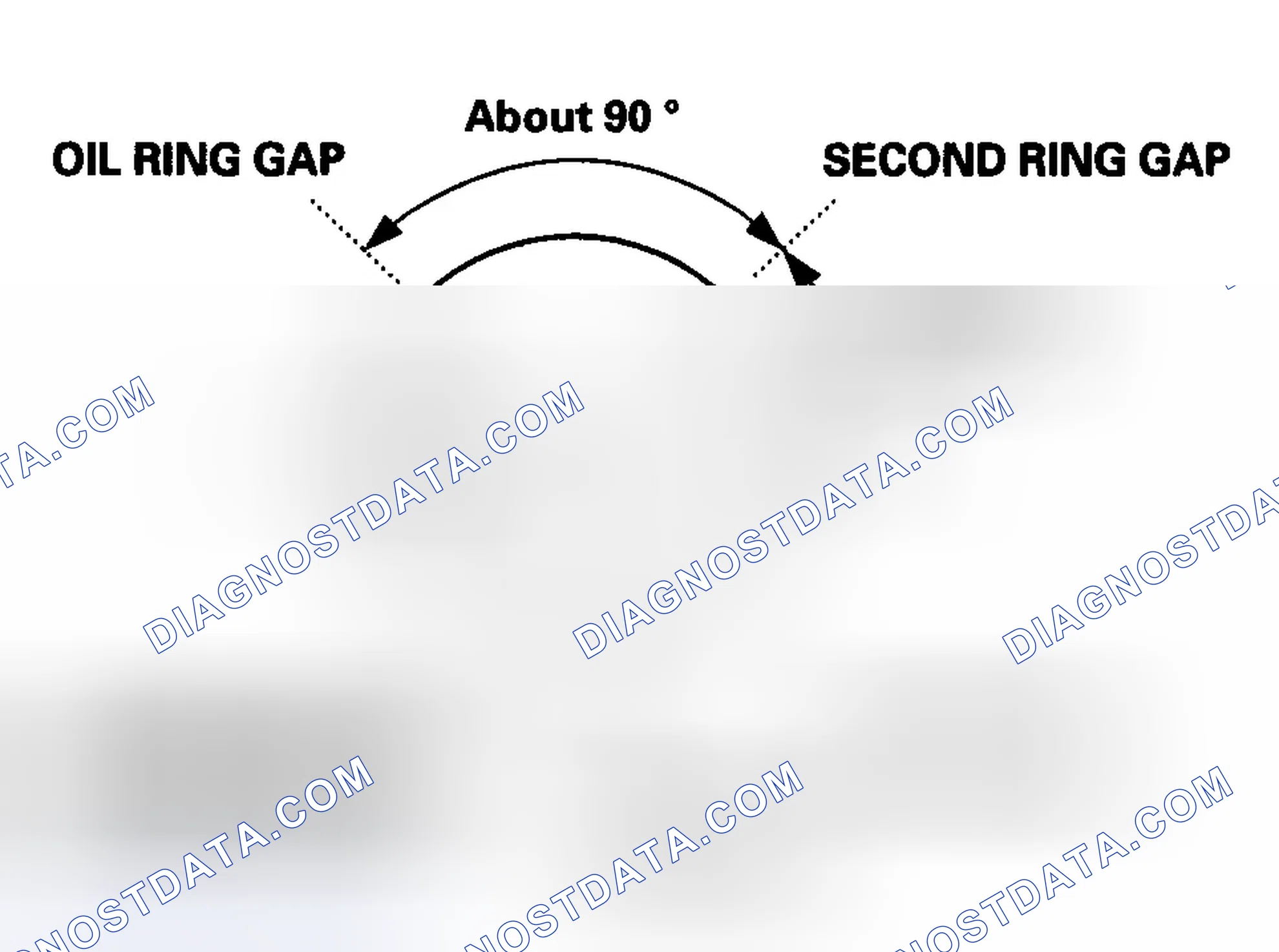
- Position the ring end gaps (Scheme 416)