Cylinder Bore Honing
Only a scored or scratched cylinder bore must be honed.
Scheme 246
- Measure the cylinder bores (see «BLOCK AND PISTON INSPECTION»(ref-220563-S05991398892006022000000) ). If the engine block is to be reused, hone the cylinders and remeasure the bores.
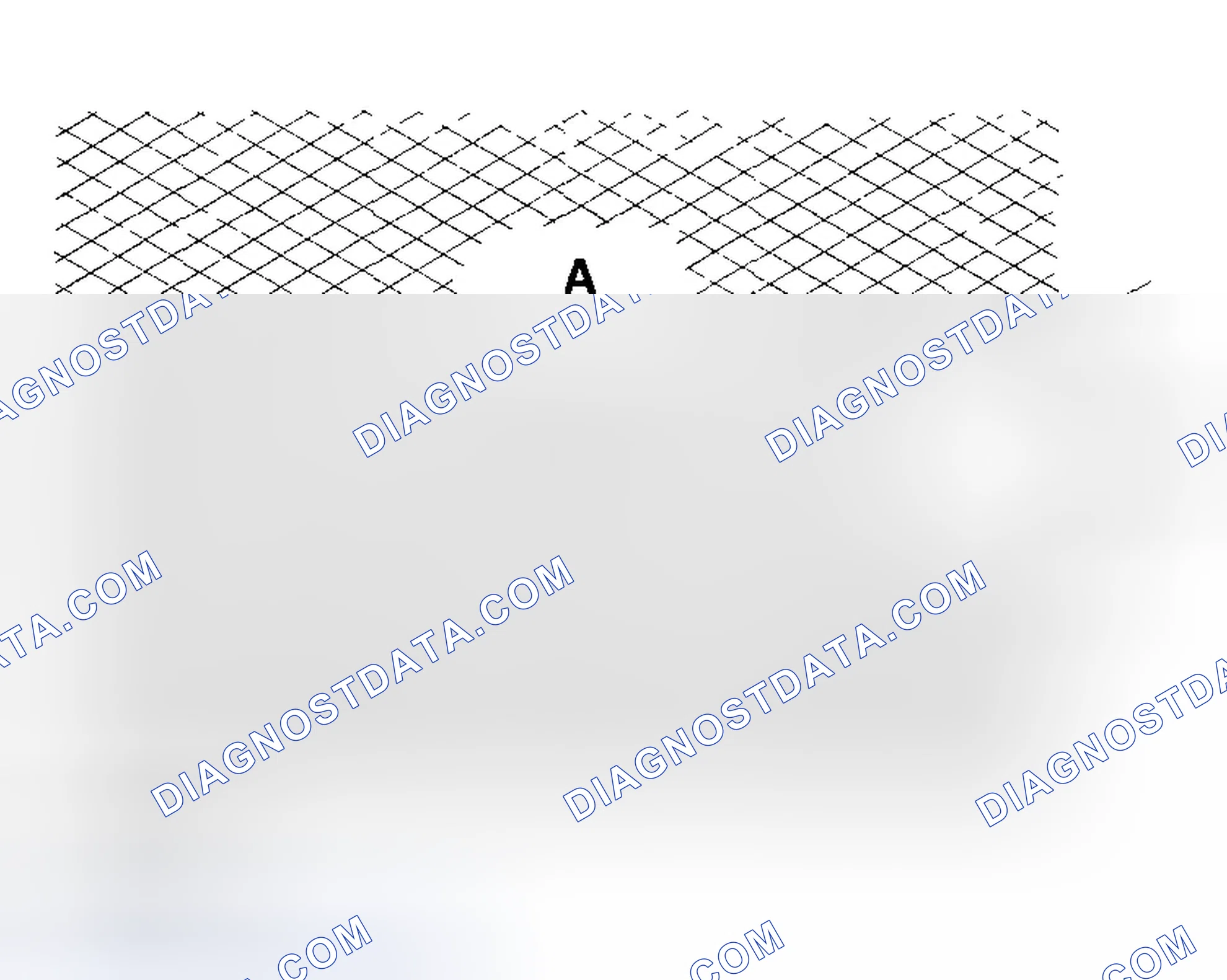
- Hone the cylinder bores with honing oil and a fine (400 grit) stone in a 60 degree cross-hatch pattern (A). NOTE: Use only a rigid hone with 400 grit or finer stone such as Sunnen, Ammco, or equivalent. Do not use stones that are worn or broken.
- When honing is complete, thoroughly clean the engine block of all metal particles. Wash the cylinder bores with hot soapy water, then dry and oil them immediately to prevent rusting. Never use solvent, it will only redistribute the grit on the cylinder walls.
- If scoring or scratches are still present in the cylinder bores after honing to the service limit, rebore the engine block. Some light vertical scoring and scratching is acceptable if it is not deep enough to catch your fingernail and does not run the full length of the bore.
Scheme 247
Scheme 248
Scheme 249
- Remove the piston from the engine block (see «CRANKSHAFT AND PISTON REMOVAL»(ref-220563-S17367680632006022000000) ).
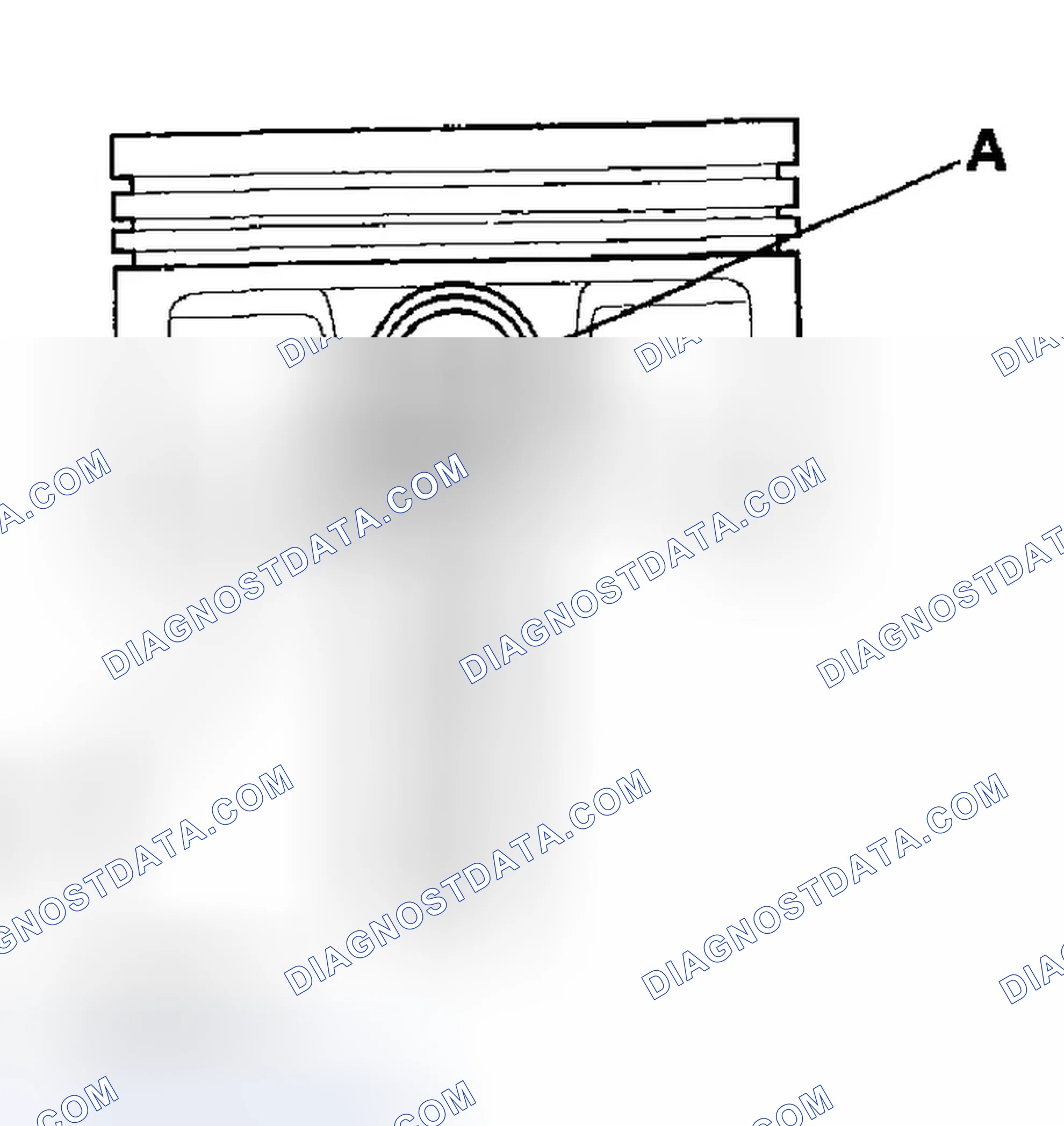
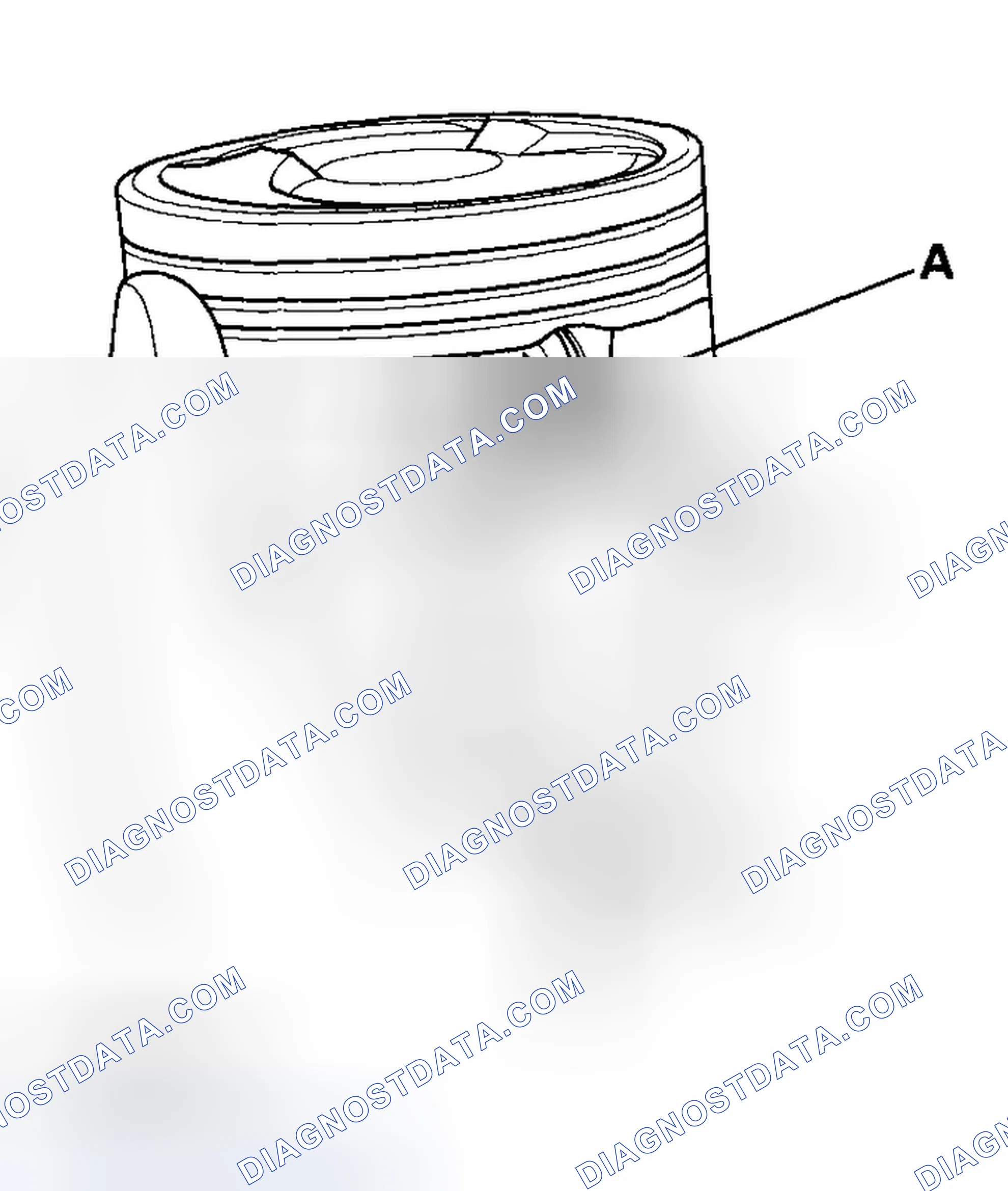
- Apply new engine oil to the piston pin snap rings (A), and turn them in the ring grooves until the end gaps are lined up with the cutouts in the piston pin bores (B). NOTE: Take care not to damage the ring grooves.
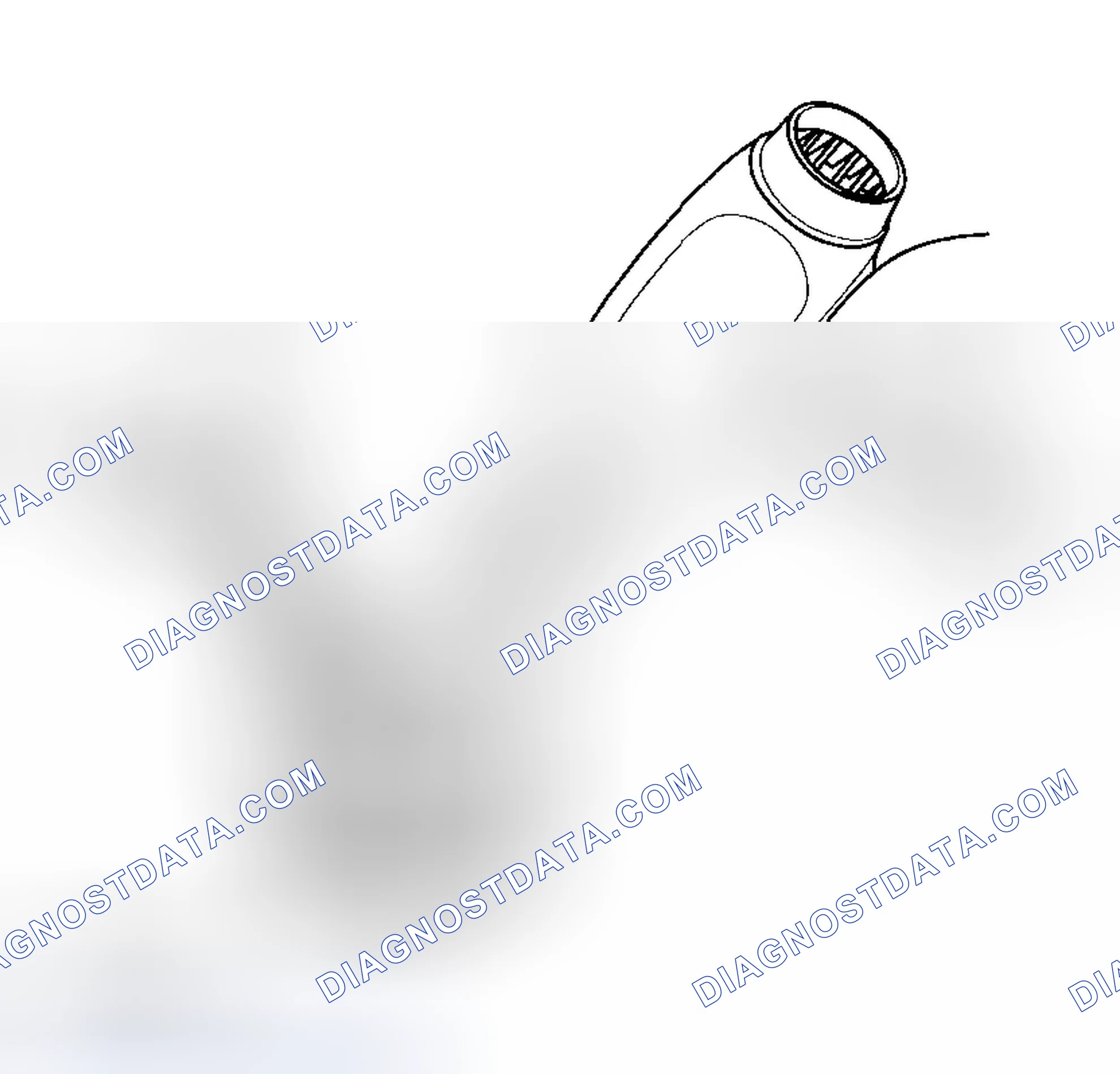
- Remove both snap rings (A). Start at the cutout in the piston pin bore. Remove the snap rings carefully so they do not go flying or get lost. Wear eye protection.
- Heat the piston and connecting rod assembly to about 158°F (70°C), then remove the piston pin.