Inspection
Note. Inspect the piston, piston pin, and connecting rod when they are at room temperature.
Scheme 213
Scheme 214

Scheme 215

Scheme 216
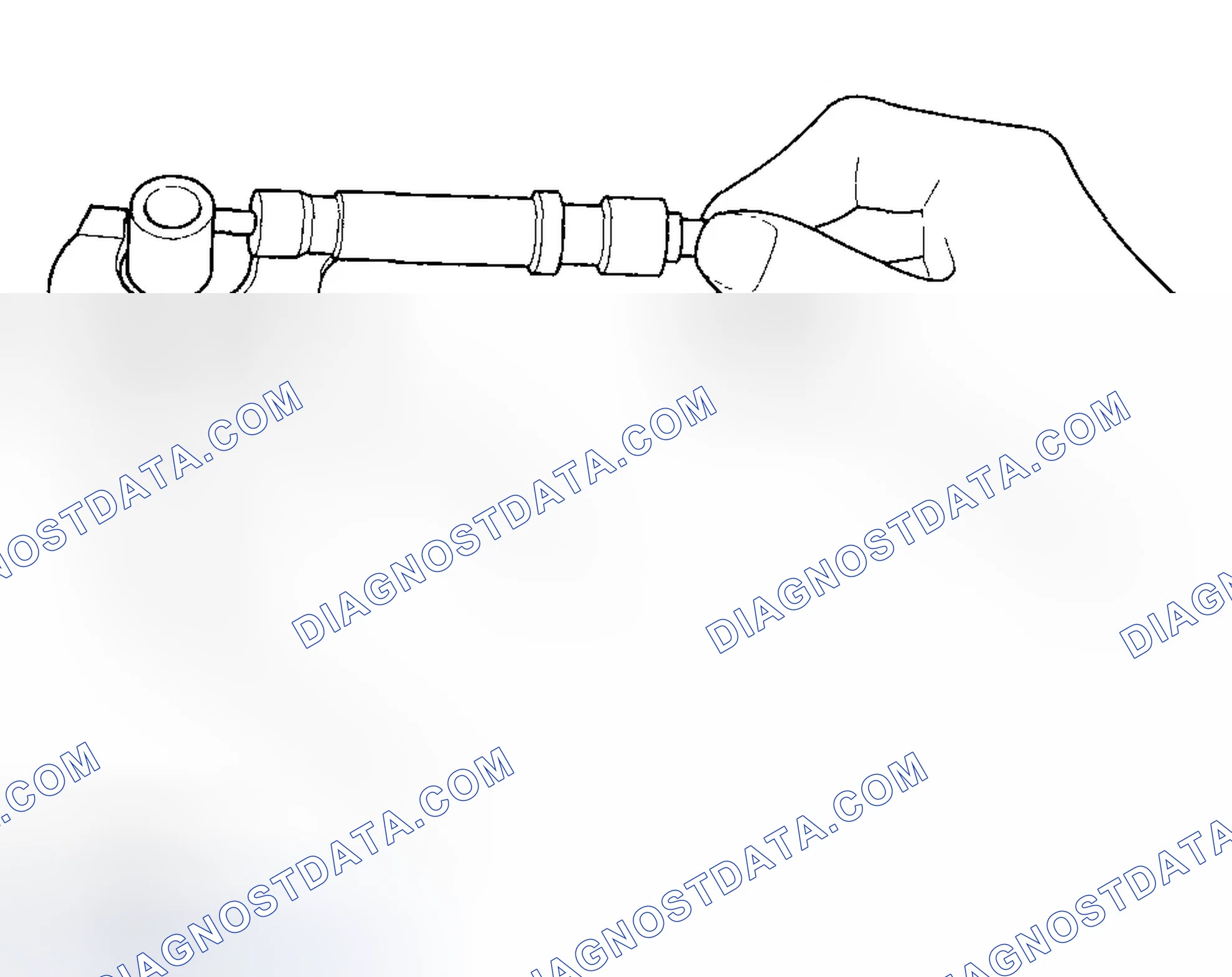
- Measure the diameter of the piston pin. Piston Pin Diameter Standard (New): 21.961-21.965 mm (0.8646-0.8648 in.) Service Limit: 21.953 mm (0.8643 in.)
- Zero the dial indicator to the piston pin diameter.
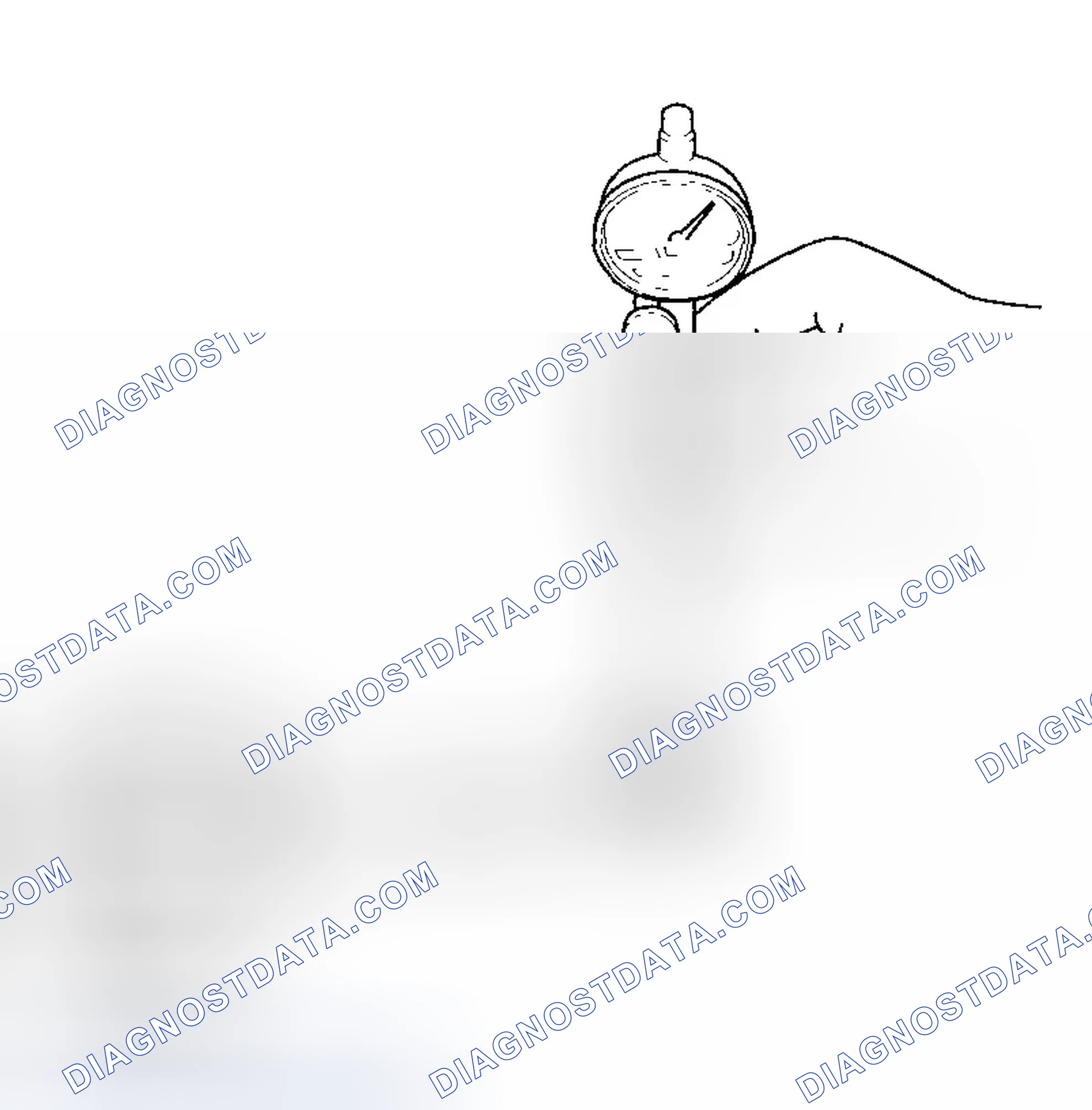
- Check the difference between the piston pin diameter and piston pin hole diameter in the piston. Piston Pin-to-Piston Clearance Standard (New): -0.005 to +0.002 mm (-0.00020 to +0.00008 in.) Service Limit: 0.005 mm (0.0002 in.)
- Measure the piston pin-to-connecting rod clearance. Piston Pin-to-Connecting Rod Clearance Standard (New): 0.005-0.015 mm (0.0002-0.0006 in.) Service Limit: 0.02 mm (0.0008 in.)
Scheme 217

Scheme 218

Scheme 219

- Install a piston pin snap ring (A) only one side.
- Coat the piston pin bore in the piston, the bore in the connecting rod, and the piston pin with new engine oil.
- Heat the piston to about 158°F (70°C).
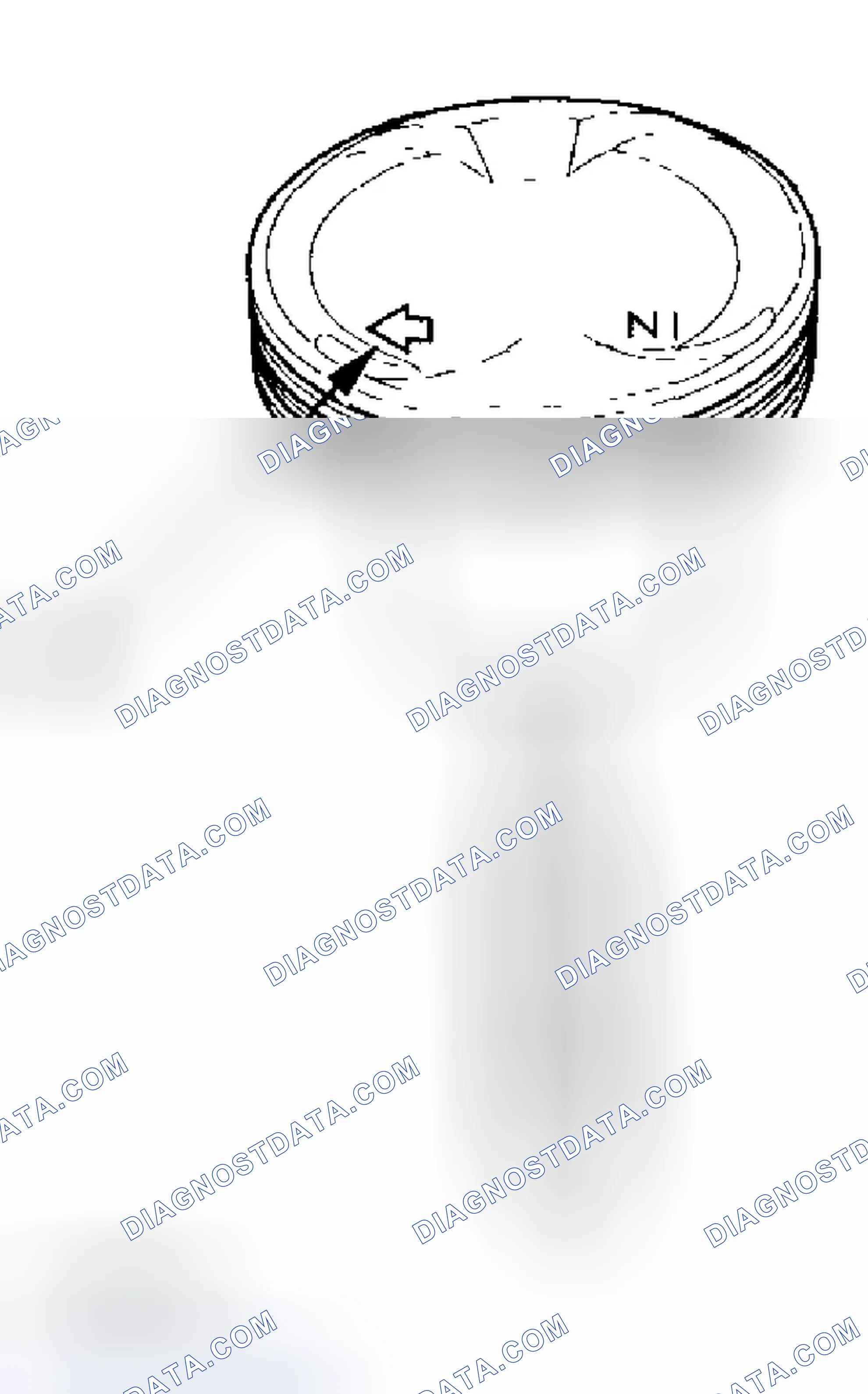
- Assemble the piston (A) and connecting rod (B) with the arrow (C) and the embossed mark (D) on the same side. Install the piston pin (E).
- Install the remaining snap ring (F).
- Turn the snap rings in the ring grooves until the end gaps are positioned at the bottom of the piston.
Scheme 220
Scheme 221

Scheme 222

Scheme 223
Scheme 224

- Remove the piston from the engine block (see «CRANKSHAFT AND PISTON REMOVAL»(ref-220563-S17367680632006022000000) ).
- Using a ring expander (A), remove the old piston rings (B).
- Clean all ring grooves thoroughly with a squared-off broken ring or ring groove cleaner with a blade to fit the piston grooves. The top and 2nd ring grooves are 1.2 mm (0.05 in.) wide. The oil ring groove is 2.0 mm (0.08 in.) wide. File down a blade if necessary. Do not use a wire brush to clean the ring grooves, or cut the ring grooves deeper with the cleaning tools. NOTE: If the piston is to be separated from the connecting rod, do not install new rings yet.
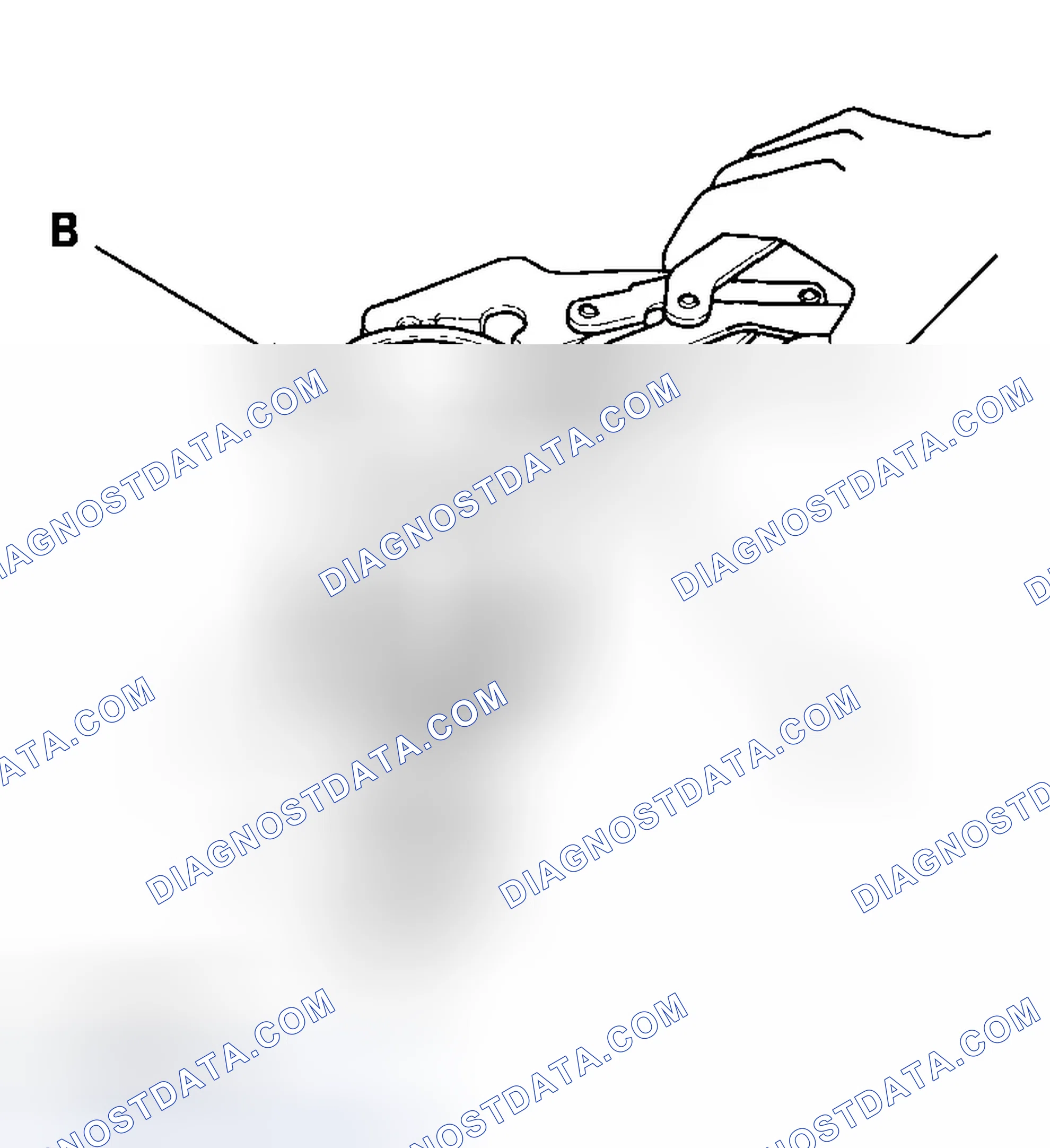
- Using a piston, push a new ring (A) into the cylinder bore 15-20 mm (0.6-0.8 in.) from the bottom.
- Measure the piston ring end-gap (B) with a feeler gauge: If the gap is too small, check to see if you have the proper rings for your engine. If the gap is too large, recheck the cylinder bore diameter against the wear limits (see «BLOCK AND PISTON INSPECTION»(ref-220563-S05991398892006022000000) ). If the bore is over the service limit, the engine block must be rebored. Piston Ring End-Gap Top Ring: Standard (New): 0.20-0.35 mm (0.008-0.014 in.) Service Limit: 0.60 mm (0.024 in.) Second Ring: Standard (New): 0.40-0.55 mm (0.016-0.022 in.) Service Limit: 0.70 mm (0.028 in.) Oil Ring: Standard (New): 0.20-0.70 mm (0.008-0.028 in.) Service Limit: 0.80 mm (0.031 in.)
- Install the top ring and second ring as shown. The top ring (A) has a 1R or 1Z mark and the second ring (B) has a 2R mark. The manufacturing marks (C) must be facing upward.
- Rotate the rings in their grooves to make sure they do not bind.
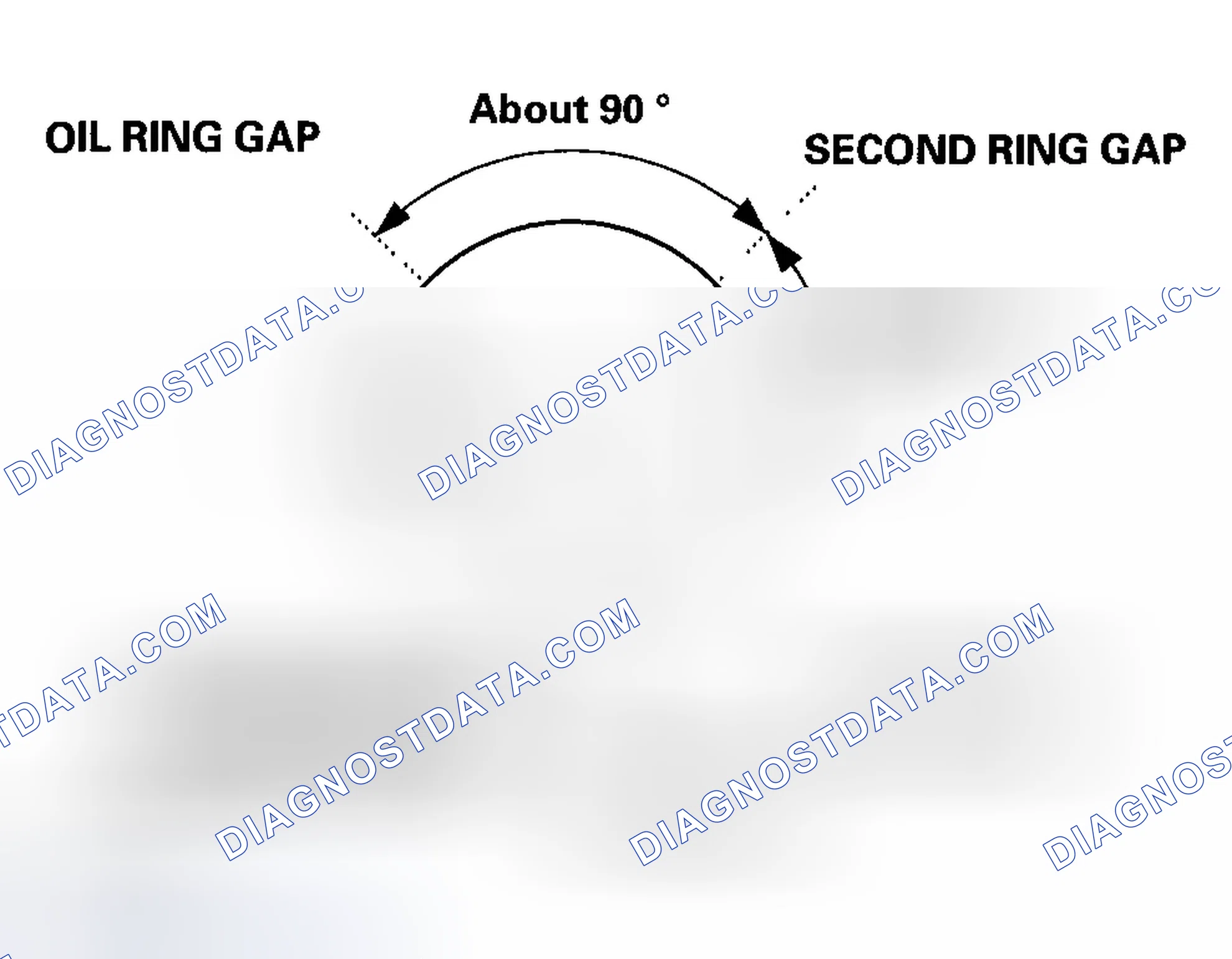
- Position the ring end gaps as shown
- After installing a new set of rings, measure the ring-to-groove clearances: Top Ring Clearance Standard (New): 0.045-0.070 mm (0.0018-0.0028 in.) Service Limit: 0.13 mm (0.005 in.) Second Ring Clearance Standard (New): 0.050-0.075 mm (0.0020-0.0030 in.) Service Limit: 0.13 mm (0.005 in.)
Scheme 225
Scheme 226
Scheme 227
- Set the crankshaft to bottom dead center (BDC) for the cylinder you are installing the piston in.
- Remove the connecting rod caps. Check that the bearing is securely in place.
- Apply new engine oil to the piston, inside of the ring compressor, and cylinder bore, then attach the ring compressor to the piston/connecting rod assembly.
- Position the mark (A) to face the cam chain side of the engine.
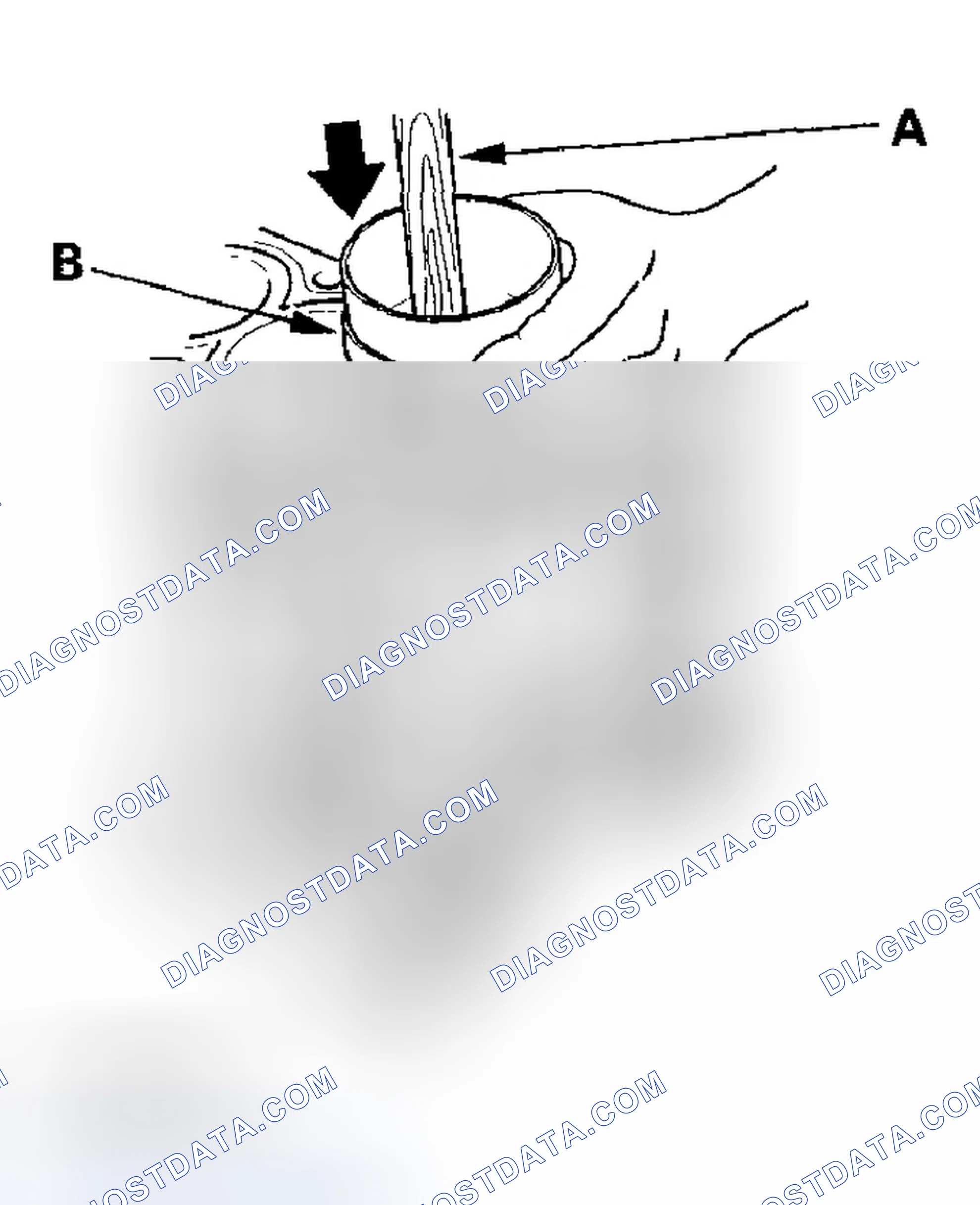
- Position the piston/connecting rod assembly in the cylinder, and tap it in using the wooden handle of a hammer (A). Maintain downward force on the ring compressor (B) to prevent the rings from expanding before entering the cylinder bore.
- Stop after the ring compressor pops free, and check the connecting rod-to-crank journal alignment before pushing the piston into place.
- Check the connecting rod bearing clearance with plastigage (see «CONNECTING ROD BEARING REPLACEMENT»(ref-220563-S34502205712006022000000) ).
- Inspect the connecting rod bolts (see «IF THE CRANKSHAFT IS NOT INSTALLED»(ref-220563-S28512132862006022000000) ).
- Apply new engine oil to the bolt threads, then install the rod caps with bearings. Torque the bolts to 20 N.m (2.0 kgf.m, 14 lbf.ft).
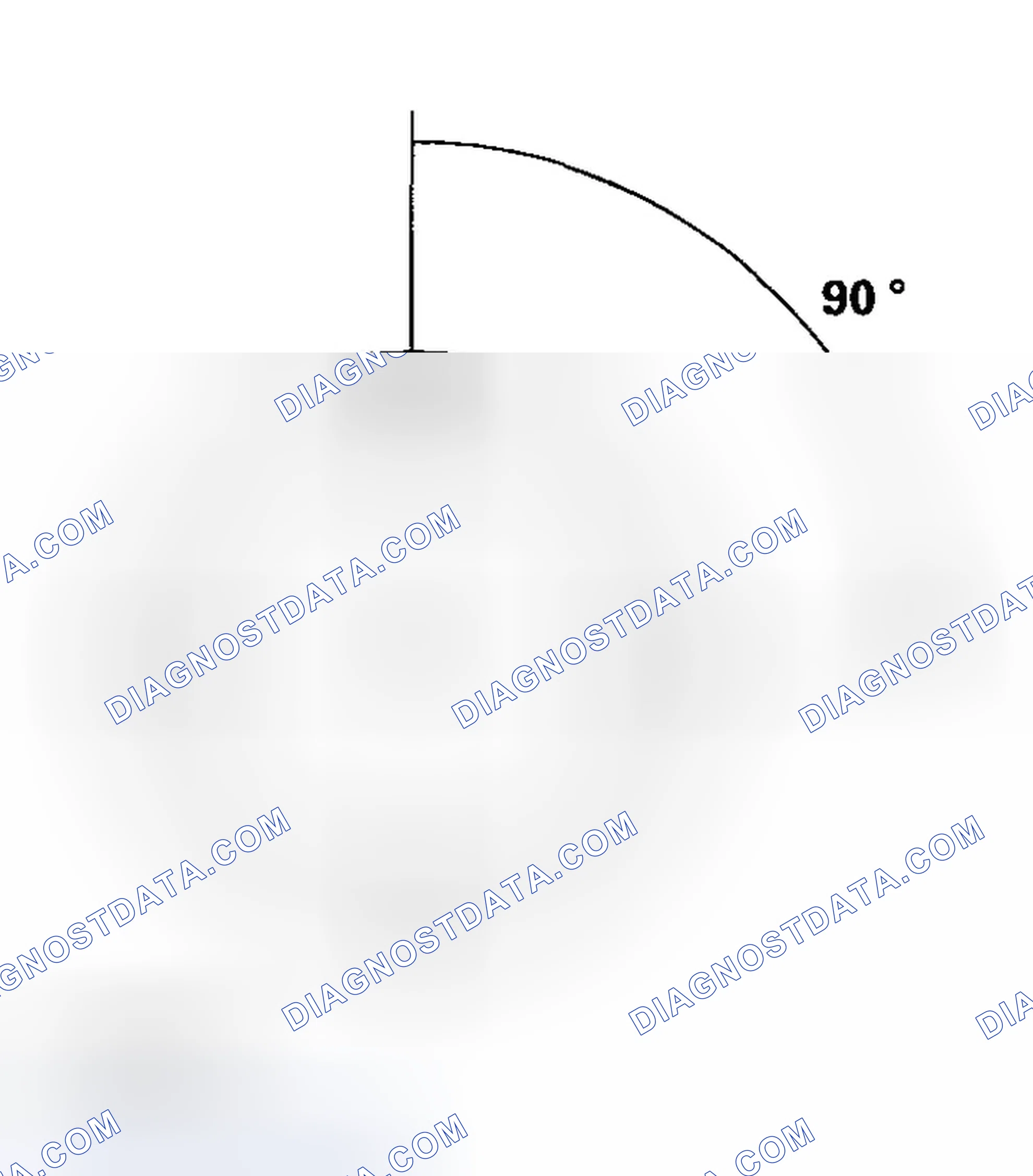
- Tighten the connecting rod bolts an additional 90°. NOTE: Remove the connecting rod bolt if you tightened it beyond the specified angle, and go back to step 8 of the procedure. Do not loosen it back to the specified angle.
Scheme 228

Scheme 229

- Remove the connecting rod caps. Check that the bearing is securely in place.
- Apply new engine oil to the piston, inside of the ring compressor, and cylinder bore, then attach the ring compressor to the piston/connecting rod assembly.
- Position the mark (A) to face the cam chain side of the engine.
- Position the piston/connecting rod assembly in the cylinder, and tap it in using the wooden handle of a hammer (A). Maintain downward force on the ring compressor (B) to prevent the rings from expanding before entering the cylinder bore.
- Position all pistons at top dead center (TDC).
Scheme 230
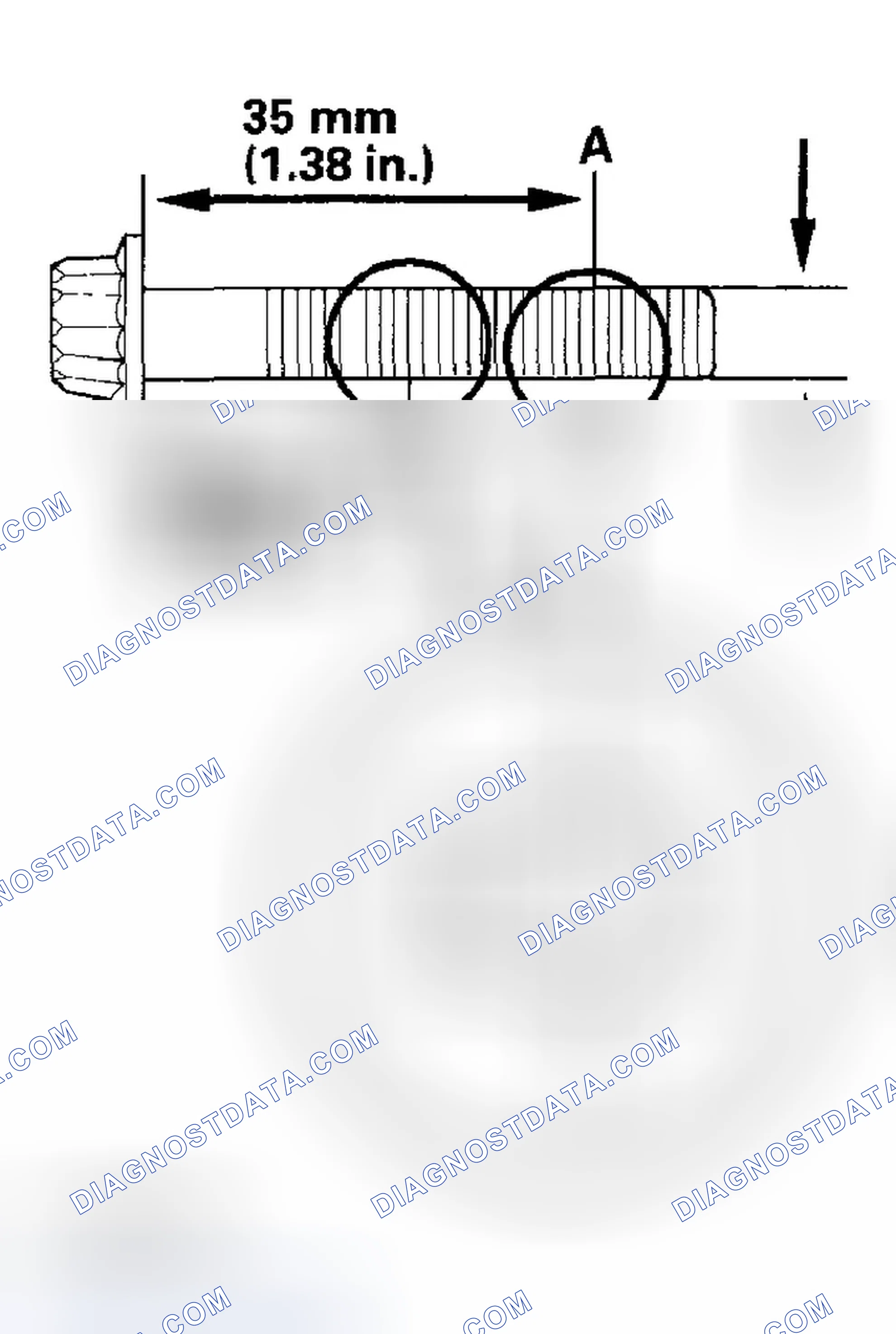
- Measure the diameter of each connecting rod bolt at point A and point B.
- Calculate the difference in diameter between point A and point B. Point A-Point B = Difference in Diameter Difference in Diameter: Specification: 0-0.1 mm (0-0.004 in.)
- If the difference in diameter is out of tolerance, replace the connecting rod bolt.