IDENTIFICATION
Metal identification tag, stamped with gear ratio and part number, is secured to housing by 2 carrier bolts. If axle is equipped with limited slip differential, tag will have letters "LS" in part number. Axle model can be determined by measuring diameter of ring gear. See AXLE MODEL IDENTIFICATION table. To determine drive axle ratio, refer to the DRIVE AXLE RATIO IDENTIFICATION article.
| Model | Ring Gear Diameter |
|---|---|
| 28 | 7.50" |
| 44 | 8.50" |
| 50 | 9.25" |
AXLE MODEL IDENTIFICATION
DESCRIPTION
Independent Front Suspension (IFS) front axle is of integral carrier housing, Hypoid gear type. Centerline of drive pinion is mounted above centerline of ring gear. Drive pinion and ring gear bearing settings are all adjusted by shims.
Model 28-IFS is used on Bronco II and 4WD Ranger models. Models 44-IFS, 44-IFS-HD and 50-IFS are used on all other 4WD models. Model 44-IFS is used on vehicles with front coil springs. Models 44-IFS-HD and 50-IFS are used on vehicles with leaf springs.
REMOVAL & INSTALLATION
Note. For removal and installation instructions, see articles on LOCKING HUBS - AUTOMATIC and STEERING KNUCKLES - 4WD .
Removal
- Raise vehicle and support securely. Remove wheels and tires. Remove manual or locking hub assemblies. Remove caliper with brake line attached and secure to frame with wire. Do not hang caliper with any tension on brake hose.
- On Model 28-IFS axle with manual locking hubs, remove snap ring, axle shaft spacer, needle thrust bearing and bearing thrust washer from spindle. Remove outer bearing lock nut with 4-Prong Spindle Nut Spanner (T84T-1197-A). Remove lock nut washer and inner bearing adjusting nut.
- On Model 28-IFS axle with automatic locking hubs, remove snap ring, axle shaft spacer, needle thrust bearing and bearing spacer. Carefully pull plastic cam assembly from bearing adjusting nut. Remove thrust washer and needle thrust bearing from adjusting nut. Remove adjusting nut with 2 3/8" Hex Socket (T70T-4252-B). NOTE: Before removing adjusting nut, make sure that any part of locking key from cam assembly is removed from spindle keyway. Failure to clear keyway will result in thread damage on spindle. If locking key has broken off plastic cam assembly, discard complete cam assembly. Replace cam assembly with Ford Service Kit (1A053).
- On Model 44 and 50 axles, remove hub bearing lock nut, lock ring and adjusting nut. Use Front Hub Bearing Spanner (T86T-1197-A on F150, F250 and Bronco models; D85T-1197-A on F350 and F250 HD models) to remove nuts.
- On all models, remove hub and rotor. Outer bearing will slide off with hub. Remove grease seal and inner bearing. If bearings require replacement, remove races from hub with Internal Puller (D80L-943-A on Model 28; T77F-1102-A on Models 44 and 50) and attached Slide Hammer (T50T-100-A). Bearing races may also be removed with drift and hammer.
Installation & Adjustment (Hub Bearings On Model 28 With Manual Locking Hubs)
- If bearings are replaced, drive new races into hub. Lubricate bearings with lithium base multipurpose wheel bearing grease. Install inner bearing and seal into hub. Install hub on spindle. Install outer bearing and adjusting nut. Tighten adjusting nut to 35 ft. lbs. (47 N.m) while turning hub back and forth to seat bearings.
- Spin hub and back off adjusting nut 90 degrees. Install lock washer on spindle. Mount lock washer over pin on adjusting nut, turning nut slightly if necessary to align pin. Install and tighten outer lock nut to 150 ft. lbs. (203 N.m) using 4-prong spanner.
- Install bearing thrust spacer, needle thrust bearing and axle shaft spacer. Install snap ring on axle shaft. Install manual hub assembly. Install retaining washers, wheel and tire. Check that end play of hub bearings is .001-.003" (.03-.08 mm).
Installation & Adjustment (Hub Bearings On Model 28 With Automatic Locking Hubs)
- If bearings are replaced, drive new races into hub. Lubricate bearings with lithium base multipurpose wheel bearing grease. Install inner bearing and seal into hub. Install hub on spindle. Install outer bearing and adjusting nut. Tighten adjusting nut to 35 ft. lbs. (47 N.m) while turning hub back and forth to seat bearings.
- Spin hub and back off adjusting nut 90 degrees. Retighten adjusting nut with torque wrench to 16 INCH lbs. (1.8 N.m). Align nearest hole in adjusting nut with center of spindle keyway. Install lock nut needle bearing and thrust washer. Press plastic cam assembly onto adjusting nut with locking key of cam in keyway of spindle.
- Install bearing thrust washer, needle thrust bearing and axle shaft spacer. Clip snap ring onto axle shaft. Install automatic locking hub assembly with 3 legs of hub assembly inserted into 3 pockets of cam assembly. Install retaining washers, wheel and tire. Check that end play of hub on spindle is .001-.003" (.03-.08 mm).
Installation & Adjustment (Hub Bearings On Model 44)
- If bearings are replaced, drive new races into hub. Lubricate bearings with lithium base multipurpose wheel bearing grease. Install inner bearing and seal into hub. Install hub on spindle. Install outer bearing and adjusting nut. Tighten adjusting nut to 50-60 ft. lbs. (68-82 N.m) while turning hub back and forth to seat bearings.
- Apply inward pressure on spanner lock nut wrench to disengage adjusting nut locking splines and back off adjusting nut about 90 degrees. Retighten adjusting nut to 15 ft. lbs. (20 N.m). End play of hub assembly should be .00-.006" (.0-.15 mm).
Scheme 22
- If bearings are replaced, drive new races into hub. Install inner bearing and seal into hub. Install hub on spindle. Install outer bearing and adjusting nut.
- Tighten adjusting nut to 50 ft. lbs. (68 N.m) while turning hub back and forth to seat bearings. Back off adjusting nut and retighten to 31-39 ft. lbs. (42-53 N.m). Rotate hub and back off adjusting nut 135-150 degrees. Put lock washer and lock nut on spindle.
- Tighten lock nut to 65 ft. lbs. (88 N.m). Bend one tang of lock washer over adjusting nut and one tang over lock nut. Check that end play of hub assembly is .001-.009" (.02-.25 mm).
- Raise vehicle and support with safety stands. If equipped with locking hub assemblies, see removal and installation procedures in «LOCKING HUBS - AUTOMATIC»(/ford/bronco-ii/i-1984-1990/remont/locking-hubs/#locking-hubs-automatic) and «STEERING KNUCKLES - 4WD»(ref-45423) articles.
- Remove wheel and tire. Remove brake caliper assembly and tie to frame without any tension on brake hose. Remove hub and rotor. Unbolt spindle from knuckle studs. It may be necessary to tap spindle with soft mallet to break it loose.
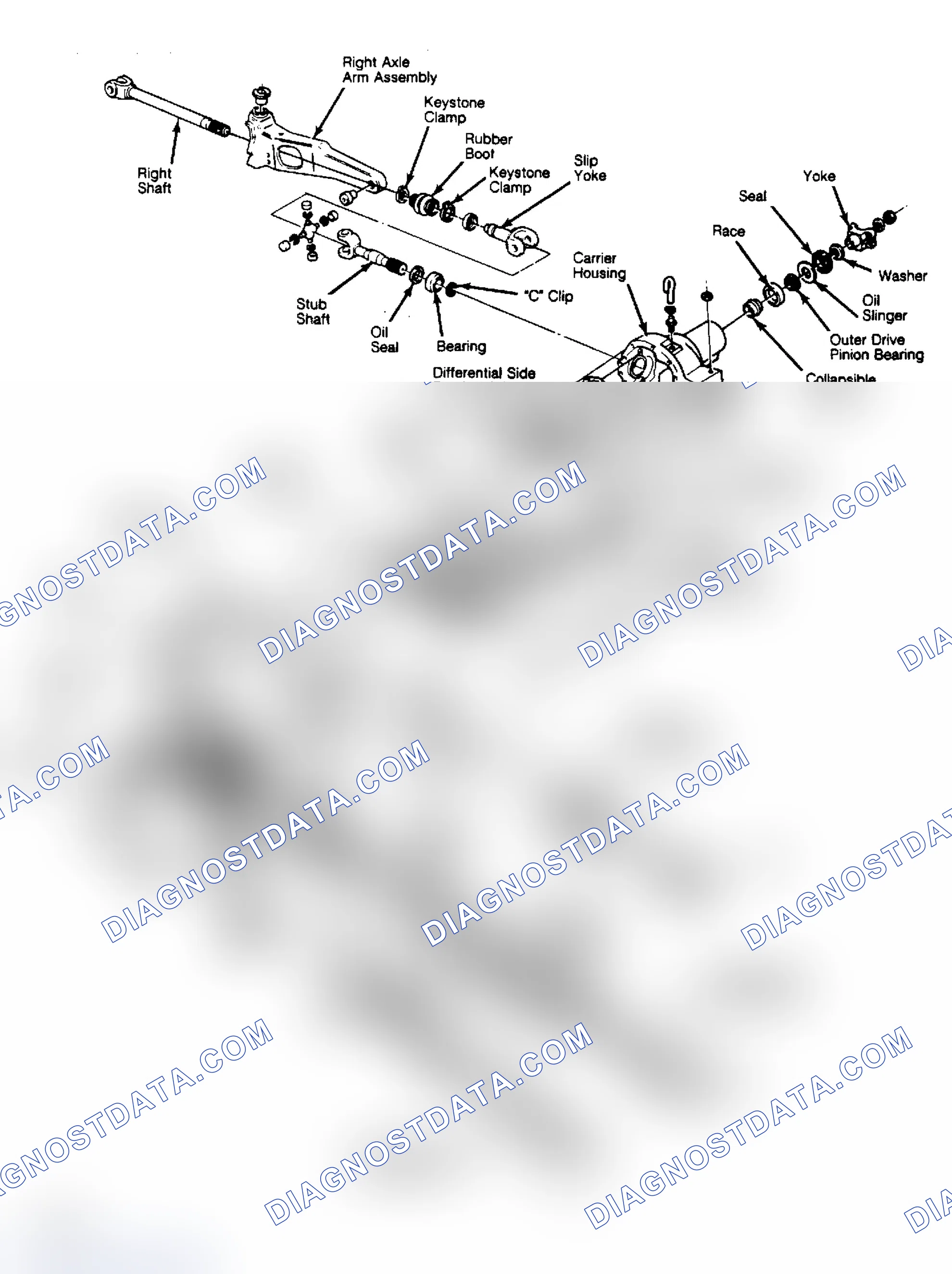
- Remove splash shield. On left side, remove axle shaft and joint assembly by pulling assembly through steering knuckle. On right side, remove keystone clamps holding rubber boot onto right axle shaft and stub shaft. Slide rubber boot onto stub shaft.
- Pull right axle shaft and joint assembly from splined stub shaft. Clamp spindle on second step in soft-jawed vise. Remove grease seal and needle bearing from spindle, using slide hammer and Seal Remover (1175-AC). Using hammer, drive oil seal off axle shaft.
Installation
- Clean spindle bearing bores thoroughly. Place bearing into bore with manufacturer's identification facing outward. Drive bearing into spindle using Spindle Bearing Driver (T83T-3123-A on Bronco II and Ranger models; T80T-4000-S on F150, F250 and Bronco models; T80T-4000-R on F350 models) and Driver Handle (T80T-4000-W).
- Drive seal into bore, using driver handle and Spindle Bearing Replacer (T83T-1175-B) on Bronco II and Ranger models. Use driver handle and Seal Replacer (T80T-4000-T) to install grease seal on all other models. Coat seal lip and axle shaft splines with multipurpose grease.
- Slide left axle shaft and joint assembly through knuckle. Make sure shaft splines engage properly inside differential carrier. Install new axle shaft seal on right axle if removed. On right side stub shaft, install rubber boot with new keystone clamps. Install right axle shaft and joint assembly.
- Make sure that wide male spline on axle shaft is aligned with wide tooth space in stub shaft slip yoke. Make sure splines fully engage. Slide rubber boot over assembly junction. Crimp clamps with Keystone Clamp Pliers (T63P-9171-A).
- Install splash shield and spindle onto knuckle. Tighten spindle retaining nuts to 35-45 ft. lbs. (47-61 N.m). Install hub and rotor. Adjust hub bearings. Install wheel and tire.
- Disconnect drive shaft and tie to side out of the way. Remove both spindles and axle shaft assemblies. Support carrier and remove bolts holding carrier to support arm. Separate carrier from support arm and drain lubricant.
- Remove carrier from vehicle. Install carrier in Holding Fixture (T57L-500-B) using Adapters (T80T-4000-B). Rotate slip yoke and stub shaft until open side of snap ring on inner end of stub shaft can be reached.
- Remove snap ring. Remove stub shaft and slip yoke from carrier assembly. Remove oil seal and caged needle bearings together, using slide hammer and Collet (D80L-100-A).
- Make sure bearing bore is clean and has no nicks. Place needle bearing on Needle Bearing Installer (T83T-1244-A on Model 28; T80T-4000-H on all other models). Bearing manufacturer's name and part number should face toward tool when installed in carrier bore.
- Bearing installer is designed to stop on carrier housing when bearing has reached proper depth. Coat lip of seal with multipurpose grease. Drive seal into carrier. Install slip yoke and stub shaft so that groove on shaft is visible inside differential case.
- Install snap ring. DO NOT tap on center of snap ring as ring will be damaged. Clean all sealant, oil and dirt from carrier and support arm. Apply continuous bead of RTV sealant 1/4-3/8" wide on carrier. Bead should not pass over or outside holes. NOTE: Carrier must be installed on support arm within 5 minutes after applying RTV sealant.
- Using jack, install carrier on support arm with guide pins to align carrier. Install and tighten bolts in either clockwise or counterclockwise rotation to 30-40 ft. lbs. (41-54 N.m). On Model 28, install and tighten shear bolt holding carrier to left axle arm to 75-95 ft. lbs. (102-129 N.m).
- Install both spindles, left and right axle shaft assemblies and drive shaft. Let RTV sealant cure for one hour before filling assembly with Hypoid gear lubricant.
Remove axle as described in AXLE ASSEMBLY . Install Forcing Screw (T78P-5638-A1), Bushing Remover (T80T-5638-A2 on Model 28; T80T-5638-A1 on Models 44 and 50) and Receiver Cup (T78P-5638-A4 on Model 28; T78P-5638-A3 on Models 44 and 50) on pivot bushing. Turn forcing screw to remove pivot bushing.
- Place new pivot bushing in axle housing. Using Receiver Cup (T78P-5638-A4 on Model 28; T78P-5638-A2 on Models 44 and 50), forcing screw and Bushing Replacer (T82T-3006-A1 on Model 28; T80T-5638-A2 on Models 44 and 50), install bushing.
- Bushings must be flared to prevent movement after installation. Use forcing screw, receiver cup and Flaring Flange (T83T-3006-A) to flare bushing lip. Install axle assembly.
Removal (Coil Spring Models)
- Raise vehicle on hoist. Place safety stands under radius arm brackets. Disconnect drive shaft at pinion yoke and tie out of way. Remove wheels and brake calipers. Support caliper to side with no weight on brake hose. Disconnect steering linkage from spindles.
- Place jack under axle arm assembly and compress coil spring slightly. On Model 28 axle, remove nut which holds lower part of spring to axle arm. On Model 44-IFS axle, remove upper spring retainers. On all models, lower jack. Remove coil spring, spring cushion, lower spring seat and stud.
- Disconnect shock absorber at radius arm bracket. Remove radius arm bracket and radius arm. Disconnect vent tube fitting (if equipped) and install 1/8" pipe plug in fitting hole. Remove pivot bolt holding right side axle arm assembly to crossmember.
- Remove and discard keystone clamps. Slip boot off right axle shaft assembly. Remove right axle shaft assembly from slip joint. Lower jack and remove right axle arm assembly. Place jack under differential housing. Unbolt left axle arm assembly from crossmember. Remove left axle arm assembly.
Installation (Coil Spring Models)
To install, reverse removal procedure. Check and adjust alignment if necessary.
Removal (Leaf Spring Models)
- Raise vehicle and support securely. Remove wheels and calipers. Support caliper to side with no tension on brake hose. Place jack under right axle arm assembly. Remove 2 "U" bolts holding shock absorber mounting plate and leaf springs to tube and yoke assembly.
- Disconnect vent tube. Remove vent fitting and install 1/8" pipe plug. Remove pivot bolt holding right axle arm to crossmember. Remove keystone clamps from rubber boot. Move rubber boot off axle shaft assembly onto slip joint. Remove right axle arm assembly.
- Pull right axle shaft out of slip joint. Place jack under left axle arm assembly. Remove 2 "U" bolts holding shock absorber mounting plate and leaf springs to tube and yoke assembly. Place jack under differential housing. Remove pivot bolt holding left axle arm assembly to crossmember. Remove left axle arm assembly.
Installation (Leaf Spring Models)
To install, reverse removal procedure. Check and adjust alignment if necessary.
Scheme 23
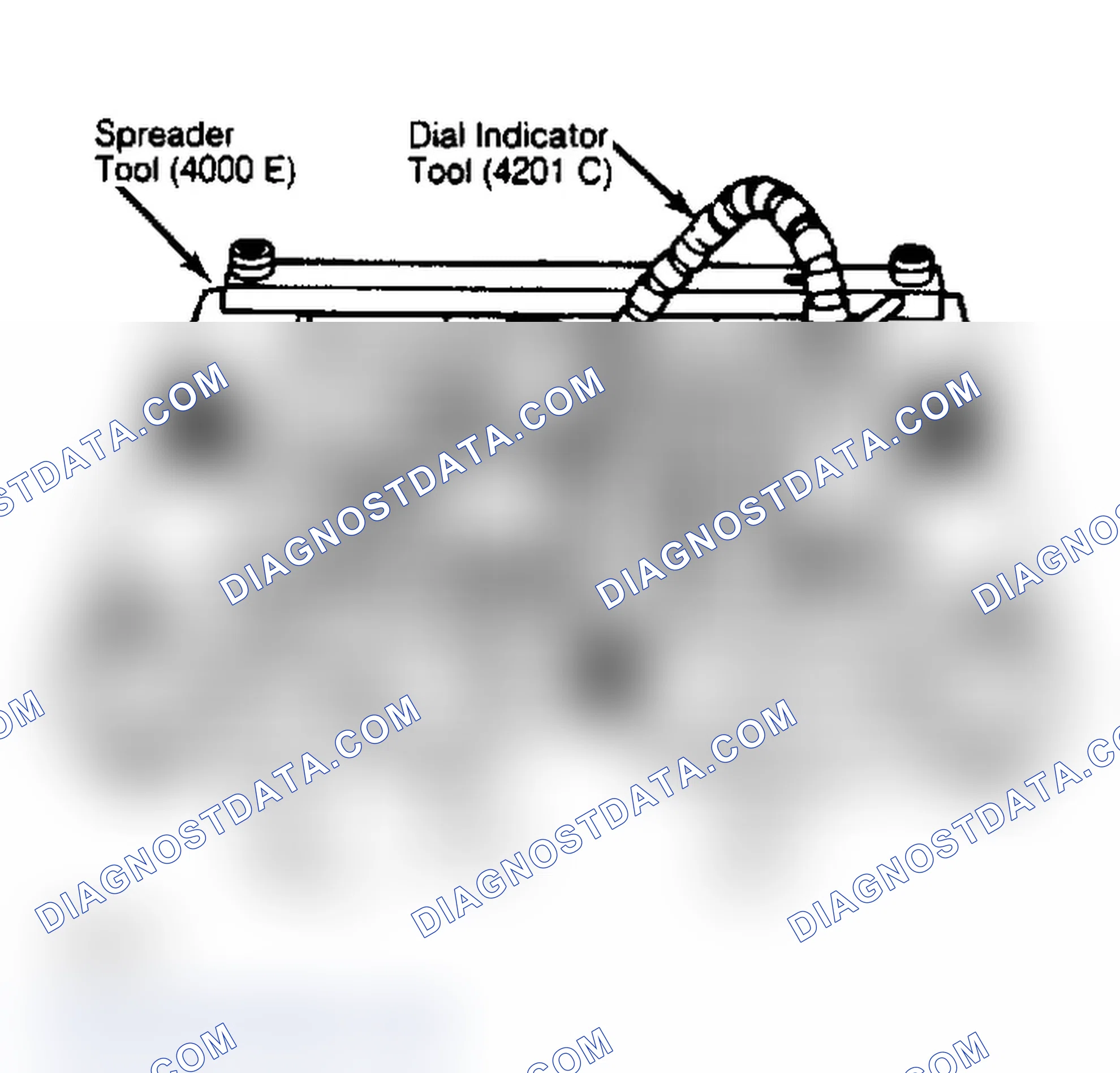
- Remove left axle arm assembly from vehicle. Remove carrier from axle arm. Note matched numbers or letters on differential bearing caps for reassembly reference. Remove bearing caps. Install Housing Spreader (4000-E) and Spreader Adapter (T80T-4000-B). CAUTION: Do not spread housing more than.010" (.25 mm). Permanent damage to housing could result.
- Rotate slip yoke and shaft assembly so open side of snap ring on shaft is exposed. Remove snap ring from shaft. Remove slip yoke and shaft assembly from carrier. Mount dial indicator on axle housing to measure amount of spread.
- Remove dial indicator after housing has been spread. Carefully pry differential assembly out of housing. Remove spreader immediately so that housing does not distort permanently. (Scheme 23)
- Using Yoke Holder (T78P-4851-A), hold yoke while removing drive pinion nut and washer. Using Yoke Remover (T65L-4851-B), take yoke off drive pinion. If yoke shows wear in sealing area, replace yoke. Remove drive pinion by tapping with soft-faced mallet. NOTE: Pinion bearing adjusting shims may remain on pinion shaft, stick to bearing or fall loose. Collect them and save for reassembly.
- Remove and discard drive pinion oil seal. Remove outer pinion bearing and oil slinger. On Model 28 axles, remove collapsible spacer. On all models, drive out inner drive pinion bearing race with Pinion Bearing Race Remover (T83T-4628-A on Model 28; D81T-4628-C on Model 44; D81T-4628-D on Model 50) and Driver Handle (T80T-4000-W on Model 28; D81L-4000-A on Models 44 and 50).
- Remove shims and oil baffle from bearing bore. Mark and keep shims and baffle together. Turn carrier over and drive out outer pinion bearing race with Bearing Race Remover (T83T-4628-A on Model 28; D81T-4628-D on Models 44 and 50) and driver handle. NOTE: If oil baffle or slinger are damaged during disassembly procedure, measure them and replace with new units during reassembly. Baffle and slinger affect pinion depth and preload adjustments and are included in shim pack thickness.
- Place Universal Bearing Remover (D81L-4220-A) in vise to secure tool while removing differential side bearings. Use Step Plate (D80L-630-5) under bearing to protect bearing from puller. Keep bearings, bearing races and shims in sets, marked as to location on carrier.
- Place differential case in vise with rags underneath to protect ring gear. Remove and discard ring gear bolts. Tap ring gear with soft-faced mallet to remove it from case. Drive out pinion shaft lock pin with drift. Drive out pinion shaft with drift.
- Rotate side gears until pinion gears are aligned with case opening. Remove pinion gears and spherical washers. Remove side gears with thrust washers.
CLEANING & INSPECTION
- Clean all components in solvent. Allow bearings to air dry. Inspect all machined surfaces for smoothness or raised edges. Inspect all gear teeth for wear or chipping and replace as necessary.
- Check all bearings and races for nicks, roller end wear, grooves or any damage. Replace as needed. Replace all bearings if axle has high mileage. Check pinion yoke for wear in sealing area. Replace if worn.
- Check differential pinion shaft, pinion gears, side gears and thrust washers for wear or damage. Replace all defective parts. Pinion gears must be replaced as sets.
Scheme 24
- When reassembling and adjusting ring and pinion assembly, pinion depth, pinion bearing preload, side bearing preload and backlash between ring and pinion must be adjusted.
- If only pinion shaft and ring gear are to be replaced and carrier housing can be reused, compare pinion depth adjustment numbers etched in faces of old and new pinion heads. Using PINION DEPTH SHIM ADJUSTMENT chart, correct shims can be selected for new pinion shaft depth adjustment. NOTE: In order to use PINION DEPTH SHIM ADJUSTMENT chart procedure, old pinion shaft shim pack dimensions MUST be determined accurately. If original pinion shaft shim pack dimension cannot be determined accurately, Pinion Depth Gauge Set (T80T-4020-A) must be used to properly determine pinion depth setting. Depth gauge set must also be used if new carrier housing is to be used. PINION DEPTH SHIM ADJUSTMENT CHART (INCHES) Old Pinion Marking Specification +4 New Pinion Marking -4 +0.008 -3 +0.007 -2 +0.006 -1 +0.005 0 +0.004 +1 +0.003 +2 +0.002 +3 +0.001 +4 0 +3 New Pinion Marking -4 +0.007 -3 +0.006 -2 +0.005 -1 +0.004 0 +0.003 +1 +0.002 +2 +0.001 +3 0 +4 -0.001 +2 New Pinion Marking -4 +0.006 -3 +0.005 -2 +0.004 -1 +0.003 0 +0.002 +1 +0.001 +2 0 +3 -0.001 +4 -0.002 +1 New Pinion Marking -4 +0.005 -3 +0.004 -2 +0.003 -1 +0.002 0 +0.001 +1 0 +2 -0.001 +3 -0.002 +4 -0.003 0 New Pinion Marking -4 +0.004 -3 +0.003 -2 +0.002 -1 +0.001 0 0 +1 -0.001 +2 -0.002 +3 -0.003 +4 -0.004 -1 New Pinion Marking -4 +0.003 -3 +0.002 -2 +0.001 -1 0 0 -0.001 +1 -0.002 +2 -0.003 +3 -0.004 +4 -0.005 -2 New Pinion Marking -4 +0.002 -3 +0.001 -2 0 -1 -0.001 0 +0.001 +1 +0.002 +2 +0.003 +3 +0.003 +4 +0.004 -3 New Pinion Marking -4 +0.001 -3 +0.002 -2 +0.001 -1 0 0 -0.001 +1 -0.002 +2 -0.003 +3 -0.004 +4 -0.005 -4 New Pinion Marking -4 0 -3 -0.001 -2 -0.002 -1 -0.003 0 -0.004 +1 -0.005 +2 -0.006 +3 -0.007 +4 -0.008 PINION DEPTH SHIM ADJUSTMENT CHART (MILLIMETERS) Old Pinion Marking Specifications +10 New Pinion Marking -10 +0.20 -8 +0.18 -5 +0.15 -3 +0.13 0 +0.10 +3 +0.08 +5 +0.05 +8 +0.03 +10 0 +8 New Pinion Marking -10 +0.18 -8 +0.15 -5 +0.13 -3 +0.10 0 +0.08 +3 +0.05 +5 +0.03 +8 0 +10 -0.03 +5 New Pinion Marking -10 +0.15 -8 +0.13 -5 +0.10 -3 +0.08 0 +0.05 +3 +0.03 +5 0 +8 -0.03 +10 -0.05 +3 New Pinion Marking -10 +0.13 -8 +0.10 -5 +0.08 -3 +0.05 0 +0.03 +3 0 +5 -0.03 +8 -0.05 +10 -0.08 0 New Pinion Marking -10 +0.10 -8 +0.08 -5 +0.05 -3 +0.03 0. 0 +3 -0.03 +5 -0.05 +8 -0.08 +10 -0.10 -3 New Pinion Marking -10 +0.08 -8 +0.05 -5 +0.03 -3. 0 0 -0.03 +3 -0.05 +5 -0.08 +8 -0.10 +10 -0.13 -5 New Pinion Marking -10 +0.05 -8 +0.03 -5. 0 -3 -0.03 0 -0.05 +3 -0.08 +5 -0.10 +8 -0.13 +10 -0.15 -8 New Pinion Marking -10 +0.03 -8 0 -5 -0.03 -3 -0.05 0 -0.08 +3 -0.10 +5 -0.13 +8 -0.15 +10 -0.18 -10 New Pinion Marking -10 0 -8 -0.03 -5 -0.05 -3 -0.08 0 -0.10 +3 -0.13 +5 -0.15 +8 -0.18 +10 -0.20
- The pinion depth adjustment number is determined by manufacturer at time of assembly. Number represents distance that best running position of pinion shaft deviates from "nominal" or standard distance between pinion gear face and centerline of axle. "Nominal" distance is measured from centerline of ring gear to face of gear on drive pinion shaft.
- Pinions marked with "0" run at "nominal" or standard distance. "Nominal" distance for Model 28 axle is 2.228" (56.59 mm). On Model 44 axles, "nominal" distance is 2.625" (66.68 mm). On Model 50 axles, "nominal" distance is 2.810" (71.37 mm).
- Pinion Depth Gauge Set (T80T-4020-A) allows shim pack adjustments to be made without having to remove and replace differential bearings when setting up shim packs. (Scheme 24)
Scheme 25

- Place differential case in vise. Use multipurpose grease to lubricate side gears, pinion gears and all thrust washers. Install in case. Rotate side gears until holes in pinion gears and washers line up with holes in case.
- Install differential pinion shaft. Inspect ring gear and case for burrs and nicks. Install ring gear and tighten bolts evenly to 50-60 ft. lbs. (68-81 N.m). Install Master Differential Bearings (T83T-4222-A on Model 28; D81T-4222-B on Model 44; D81T-4222-C on Model 50) on case. Install case in housing without shims.
- Install side bearing caps. Mount dial indicator with minimum travel of.20" (5.1 mm) with indicator tip at 90° to flat surface on head of ring gear bolt. Measure and record amount of end play of differential case by moving it back and forth with screwdriver. (Scheme 25)
- This measurement is total differential case end play. It will be used later to determine proper shim pack dimension. Remove case from housing. Leave master bearings on case at this time.
Scheme 26
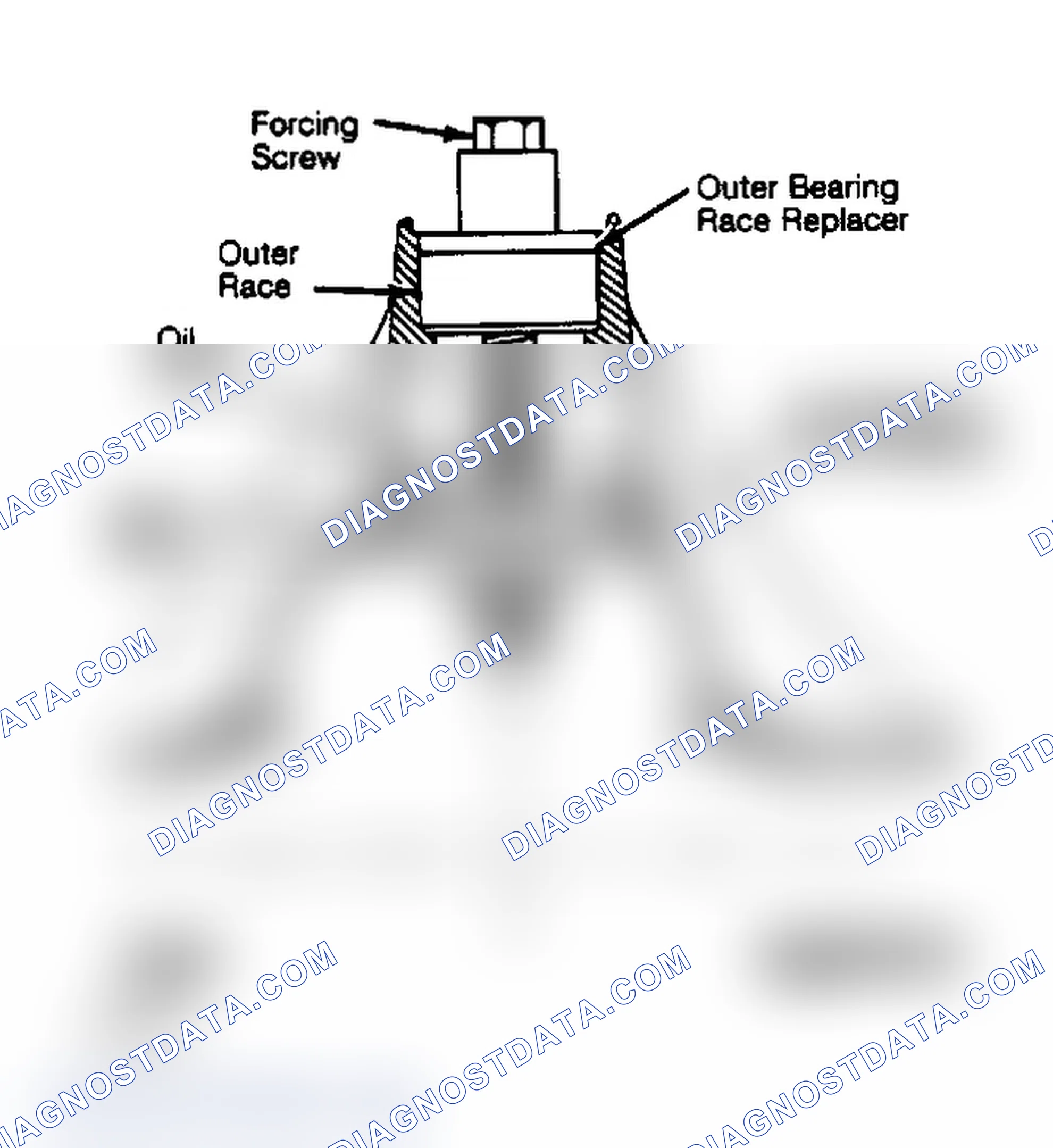
- Place inner and outer pinion bearing races in bores of carrier. Place Inner Race Installer (T71P-4616-A on Model 28; T80T-4000-D on Models 44 and 50) on inner bearing race. (Scheme 26)
- Place Outer Race Installer (T71P-4616-A on Model 28; T80T-4000-E on Models 44 and 50) on outer bearing race. Install Forcing Screw (T75T-1176-A) through bearings. Tighten screw until bearing races are seated in carrier bore.
Drive Pinion Depth
Note. Tools in Pinion Depth Gauge Set (T80T-4020-A) must be checked before each use for nicks or damage. Refer to the PINION DEPTH GAUGE TOOL APPLICATION table for correct tool usage on a particular axle. Any high spots on tools MUST be removed with medium India oilstone to ensure accurate readings.
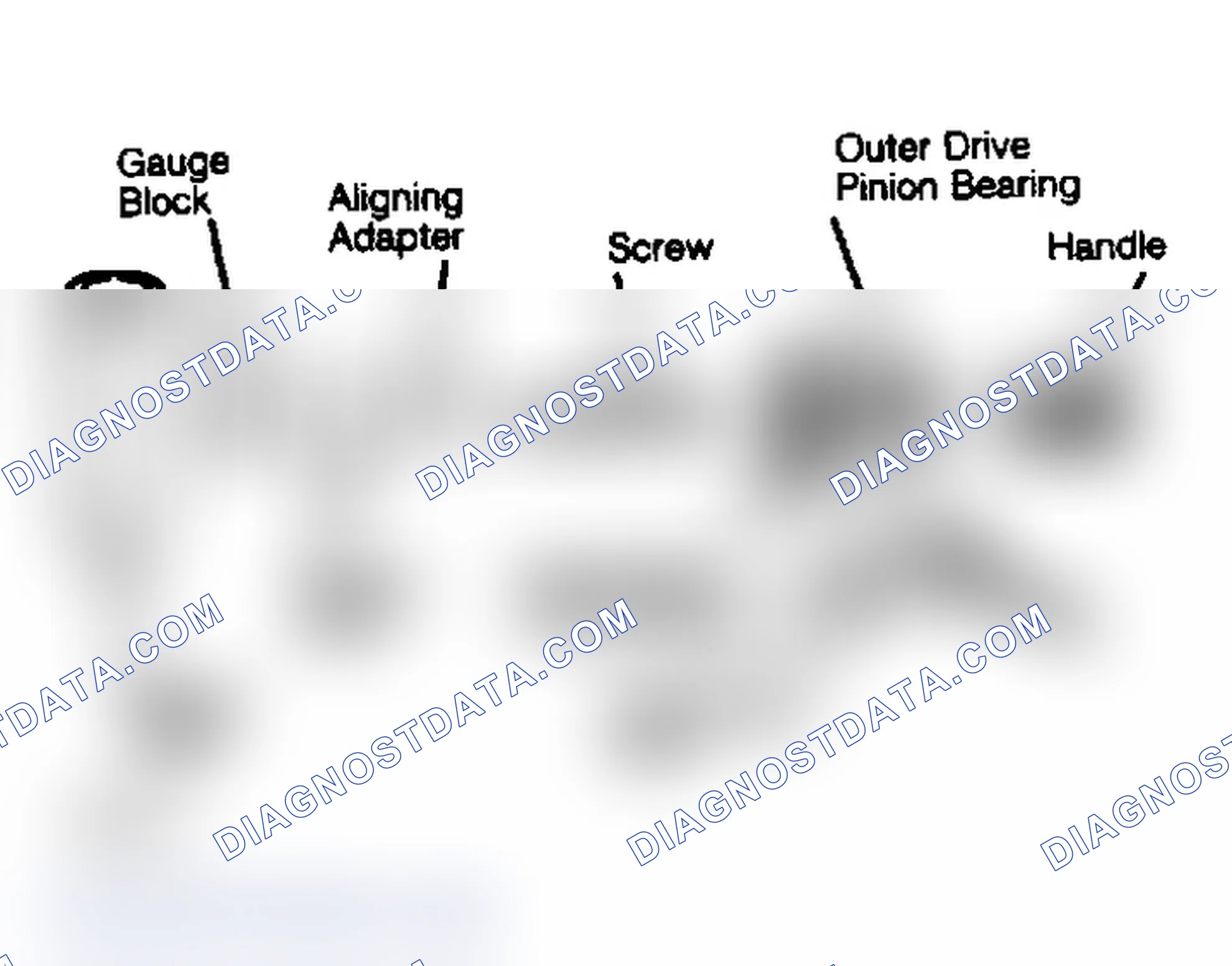
- Put new inner drive pinion bearing on aligning adapter and assemble using gauge disc. (Scheme 24) Put outer pinion bearing (new or good used) into race. Put depth gauge assembly into housing with screw extending through outer bearing.
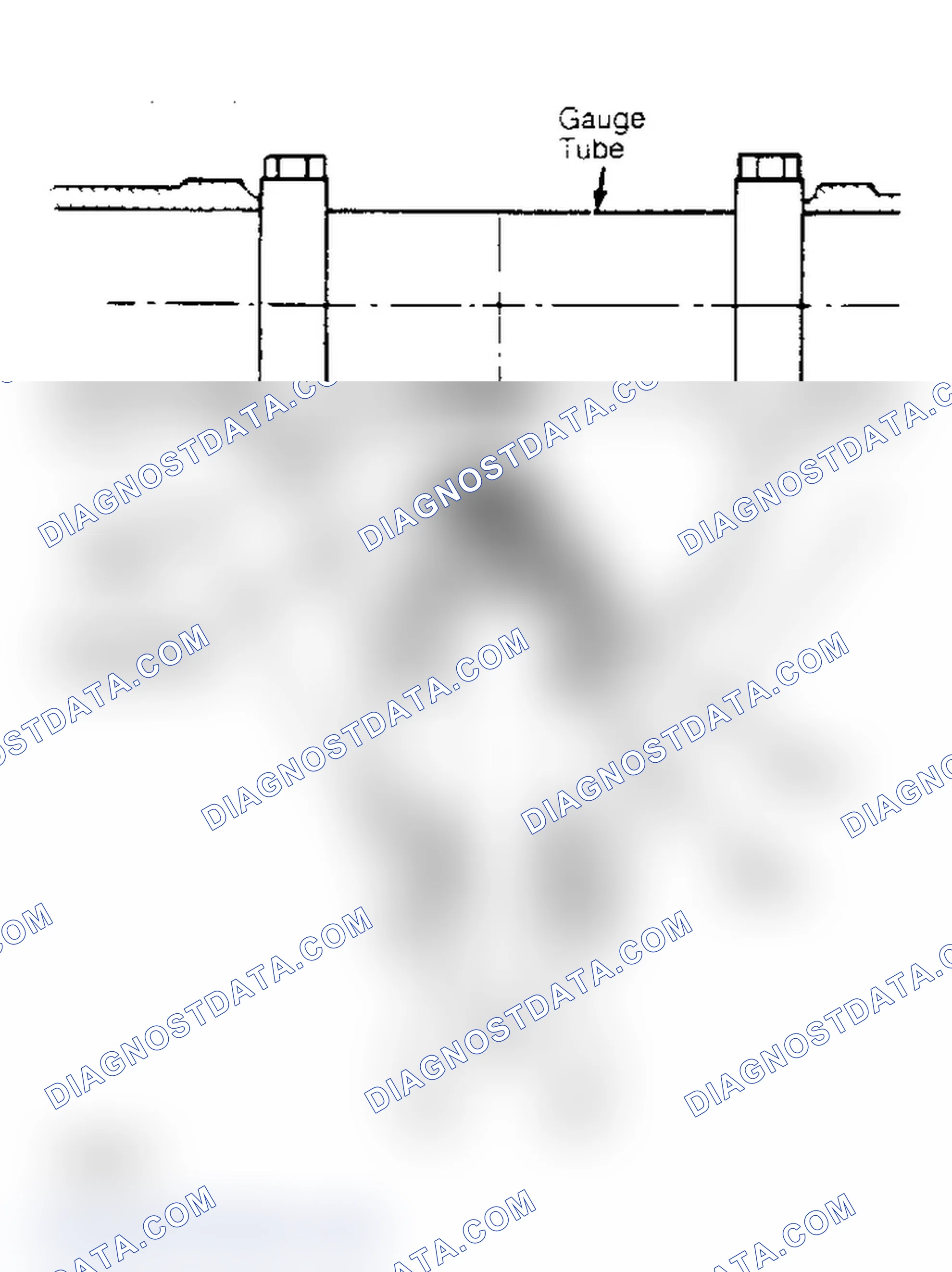
- Thread handle onto screw finger tight. Using 3/8" drive torque wrench in square drive on handle, tighten handle until preload on bearings is 20-40 INCH lbs. (2.26-4.52 N.m). Center gauge tube in side bearing bore. Install side bearing caps and tighten bolts to 35-40 ft. lbs (47-54 N.m) on Model 28 axles and 80-90 ft. lbs. (108-122 N.m) on all other models.
- Place gauge block on top of face of drive pinion underneath gauge tube. Determine clearance between gauge block and gauge tube using feeler gauge. Correct feeler gauge will give feeling of slight drag as gauge strip passes between tube and block. CAUTION: Make sure all tools are clean as incorrect readings could result if gauge tools have dirt or grit on them.
- Thickness of correct feeler gauge is thickness of selective oil slinger (Model 28) or shim pack (Models 44 and 50) that is to be installed under inner bearing race, if drive pinion has NO markings on it. If drive pinion has plus (+) marking on face, subtract that number from thickness dimension. If drive pinion has minus (-) marking on face, add that number to thickness dimension. NOTE: New inner pinion bearing used during depth measurement procedure MUST be used during final assembly for drive pinion depth to be correct. New oil slinger and/or baffle (if used) are to be measured as part of shim pack.
- Remove inner pinion bearing race and install shim pack with oil baffle (if used) in carrier bearing bore. Reinstall inner bearing race in carrier. Press inner drive pinion bearing and oil slinger (if used) on drive pinion, using Axle Bearing/Seal Plate (T75-1165-B), Pinion Bearing Replacer (T57L-4621-B on Model 28; T53T-4621-B on Model 44; T70P-4625 on Model 50) and press. PINION DEPTH GAUGE TOOL APPLICATION Tool Name Tool Number Aligning Adapter Model 28 T76P-4020-A1 Models 44 & 50 T75P-4020-A2 Final Check Gauge Block Model 28 T83T-4020-F58 Model 44 D81T-4020-F52 Model 50 D81T-4020-F53 Gauge Block Model 28 T76P-4020-A10 Models 44 & 50 T80T-4020-F42 Gauge Disc Model 28 T83T-4020-F57 Model 44 D80T-4020-F44 Model 50 T80T-4020-F40 Gauge Tube Model 28 T76P-4020-A7 Model 44 D80T-4020-F47 Model 50 T80T-4020-F41 Handle (All Models) T76P-4020-A11 Screw Model 28 T76P-4020-A9 Models 44 & 50 T80T-4020-F43
Scheme 27
- Install drive pinion in carrier. Install outer bearing and oil slinger. Install pinion yoke, washer, deflector, oil slinger and NEW nut on pinion shaft. Use Yoke Installer (T80T-4000-G) and Yoke Holder (T78P-4851-A) to seat yoke. Tighten pinion yoke nut until rotational torque necessary to turn pinion is 10 INCH lbs. (1.1 N.m).
- Install gauge tube in carrier bore. Install side bearing caps and tighten bolts to 35-40 ft. lbs. (47-54 N.m). Place final check gauge block on top of drive pinion face under gauge tube. Hold gauge block with thumb to keep it level. Measure distance between gauge tube and final check gauge block with feeler gauge. (Scheme 27)
- Check reading of feeler gauge when slight drag is felt as gauge is pulled between gauge tube and gauge block. Correct reading should be.020" (.50 mm) greater than pinion depth adjustment figure etched in face of drive pinion with tolerance of.002" (.05 mm).
- Drive pinion with "+2" etching should give reading of.022" (.55 mm) with tolerance of.002" (.05 mm). Acceptable reading would be.020-.024" (.50-.60 mm). If reading is too low, replace oil slinger under inner drive pinion bearing race with thinner oil slinger. If reading is too high, replace oil slinger with thicker one.
- When final drive pinion depth check is correct, remove pinion yoke with holder and yoke remover. Remove outer bearing. Install NEW collapsible spacer and reinstall outer bearing. Coat pinion yoke oil seal with Hypoid gear oil. Install seal using Oil Seal Replacer (T71T-3010-R).
- Make sure spring behind lip of seal does not jump out while seal is being installed. If spring does jump out, remove and replace seal. Install drive pinion yoke and tighten nut to 175 ft. lbs. (237 N.m). Measure drive pinion rotational torque. If preload is correct, rotational torque should be 15-35 INCH lbs. (1.7-4.0 N.m).
- If rotational torque reading is too low, tighten pinion nut in small increments until reading is correct. DO NOT tighten drive pinion nut to more than 225 ft. lbs. (305 N.m).
- If rotational torque reading is too high, collapsible spacer has been compressed too far. Remove and replace spacer. Repeat check of rotational torque. CAUTION: Always use NEW collapsible spacer when reassembling drive pinion. NEVER tighten pinion yoke nut more than 225 ft. lbs. (305 N.m) as collapsible spacer will be compressed too far.
Drive Pinion Bearing Preload & Final Depth Check (Models 44 & 50)
- Measure original preload shim pack and replace with new shims of equal thickness. Install drive pinion in carrier housing. Install new preload shim pack on pinion shaft. Install outer bearing and oil slinger. Install drive pinion yoke with washer, deflector, slinger and NEW nut, using Yoke Installer (T80T-4000-G).
- Tighten pinion yoke nut. Using torque wrench, check rotational torque necessary to turn drive pinion. Torque reading should be 20-40 INCH lbs. (2.26-4.52 N.m) if preload is correct. If preload reading is too low, remove preload shims from drive pinion. If preload reading is too high, add preload shims to drive pinion.
- Install gauge tube. Install side bearing caps and tighten bolts. Place final check gauge block on top of drive pinion face under gauge tube. Hold gauge block with thumb to keep it level. Measure distance between gauge tube and gauge block with feeler gauge. (Scheme 27)
- Check reading of feeler gauge when slight drag is felt as gauge is pulled between gauge tube and gauge block. Correct reading should be.020" (.50 mm) greater than pinion depth adjustment figure etched in face of drive pinion with tolerance of.002" (.05 mm).
- Drive pinion with "+2" etching should give reading of.022" (.55 mm) with tolerance of.002" (.05 mm). Acceptable reading would be.020-.024" (.50-.60 mm). If reading is too low, remove shims from underneath inner drive pinion bearing race. If reading is too high, add shims underneath inner drive pinion bearing race.
- When final drive pinion depth check is correct, remove pinion yoke with holder and yoke remover. Coat pinion yoke oil seal with Hypoid gear oil. Install seal using Oil Seal Replacer (T80T-4000-C).
- Make sure spring behind lip of seal does not jump out while seal is being installed. If spring does jump out, remove and replace seal. Install drive pinion yoke and tighten nut.
Ring & Pinion Gear Backlash (Model 28)
- With drive pinion depth and preload adjustments properly made, install differential case into housing. Differential master bearings should still be on case. Force differential case away from drive pinion gear so that case is fully seated in cross bores of carrier.
- Set dial indicator so that tip is against head of ring gear bolt at 90 degrees to bolt. Rock ring gear so that teeth of ring gear mesh fully with drive pinion gear teeth. Force ring gear teeth against drive pinion gear teeth and zero dial indicator. Force ring gear and case away from drive pinion gear. Repeat this procedure until same reading is obtained each time.
- This reading, less .006" (.15 mm), is thickness of shim pack that must go under differential side bearing on ring gear side of case. Remove case from carrier. Remove master bearings from case. Place correct shim pack on ring gear hub of case. Place side bearing on hub of case. Drive bearing onto case using Side Bearing Replacer (T80T-4000-J).
- To determine shim pack thickness that goes under side bearing on opposite side of case from ring gear, subtract reading obtained in step 2) from total case end play determined earlier. Add .003" (.08 mm) to figure determined for shim pack thickness on side opposite ring gear.
- Place required thickness shim pack on hub of case opposite ring gear. Place Step Plate (D80L-630-5) on ring gear side bearing to protect bearing. Drive remaining side bearing onto case with side bearing replacer. Install side bearing races on side bearings.
- Install housing spreader and dial indicator on carrier. Spread case to maximum of .015" (.37 mm) for installation procedure. Install differential case in carrier. Use soft-faced hammer to ensure that case seats fully in carrier bore. Use care to avoid damaging teeth of ring and pinion gears.
- If partial or non-hunting/partial ring and pinion gear set is being used, line up mating marks on gears. Remove spreader and dial indicator. Install side bearing caps, making sure that letters stamped on caps match letters stamped on housing. Tighten cap bolts to 35-40 ft. lbs. (47-54 N.m).
- Check ring and pinion gear backlash in 3 places equally spaced around ring gear. Backlash range is .004-.010" (.10-.25 mm) with allowable maximum variation of .003" (.08 mm).
- If backlash figure is too high, ring gear must be moved closer to drive pinion gear. If backlash figure is too low, ring gear must be moved away from drive pinion gear. To change backlash readings, move shims from one side of differential case to other. Total thickness of end play shim packs must not change.
- When backlash adjustment is completed, check tooth contact pattern. See «GEAR TOOTH CONTACT PATTERNS»(/ford/bronco-ii/i-1984-1990/remont/drivelineaxles/#gear-tooth-contact-patterns-general-information) article in the GENERAL INFORMATION section. Pattern should be correct if assembly and adjustments have been done properly.
- When backlash is correct, apply bead of sealant to mating surfaces of carrier mounting face support arm. Bead should be 1/8-1/4" high and 1/4-1/2" wide. Install carrier on left axle arm assembly, using 2 guide pins and being careful not to smear sealant.
- Tighten carrier bolts. Tighten any bolt and then tighten bolt directly opposite. Tighten remaining bolts in clockwise or counterclockwise pattern.
- Install and tighten carrier shear bolt and nut. Allow one hour curing time for sealant. Fill assembly with Hypoid lubricant.
Ring & Pinion Gear Backlash (Models 44 & 50)
- With drive pinion depth and preload adjustments properly made, install differential case into housing. Differential master bearings should still be on case. Make sure case is fully seated in carrier bores. Set dial indicator so that tip is against head of ring gear mounting bolt at 90 degrees to bolt.
- Rock ring gear so that teeth of ring gear mesh fully with drive pinion gear teeth. Force ring gear teeth against drive pinion gear teeth and zero dial indicator. Force ring gear and case away from drive pinion gear. Repeat this procedure until same reading is obtained each time.
- This reading is thickness of shim pack that must go under differential side bearing on ring gear side of case. Place shim pack of correct thickness on ring gear hub.
- Drive side bearing onto case using Side Bearing Installer (T80T-4000-J). Subtract thickness of shim pack installed on ring gear side of case from total differential case end play determined earlier.
- Add .010" (.26 mm) for preload to figure determined for remaining end play. Result is thickness of shim pack that is to be installed on hub of differential case opposite ring gear (drive pinion side of case).
- Place shim pack on case hub and drive side bearing onto case using side bearing installer. Support case with Step Plate (D80L-630-5) to protect side bearing already installed on ring gear side of case.
- Install housing spreader and dial indicator on carrier housing. Spread housing maximum of .010" (.25 mm). Remove dial indicator.
- Place side bearing races on side bearings. Install case in carrier housing. Use soft-faced hammer to seat case assembly in carrier bore. If partial or non-hunting/partial ring and pinion gear set is being used, line up mating marks on gears. Remove spreader and dial indicator.
- Install side bearing caps, making sure that letters stamped on caps match letters stamped on housing. Tighten cap bolts. Check ring and pinion gear backlash in 3 places equally spaced around ring gear. Backlash range is .005-.009" (.13-.23 mm) with allowable maximum variation of .003" (.08 mm).
- To change backlash readings, move shims from one side of differential case to other. Total thickness of end play shim packs must not change.
- When backlash adjustment is completed, check tooth contact pattern. See «GEAR TOOTH CONTACT PATTERNS»(/ford/bronco-ii/i-1984-1990/remont/drivelineaxles/#gear-tooth-contact-patterns-general-information) article in the GENERAL INFORMATION section.
- When backlash is correct, apply bead of sealant to mating surfaces of carrier mounting face support arm. Bead should be 1/8-1/4" high and 1/4-1/2" wide. Using 2 guide pins install carrier on left axle arm assembly.
- Use new carrier bolts with adhesive-treated threads or clean old bolts and apply locking compound. Tighten carrier bolts. Install and tighten support arm tab bolts on side of carrier. Allow one hour curing time for sealant. Fill assembly with Hypoid lubricant. AXLE ASSEMBLY SPECIFICATIONS Application In. (mm) Axle Shaft End Play Non-Adjustable Differential Bearing Preload (Shims) 0.008 (0.20) Ring Gear Backlash 0.005 - 0.009 (0.13 - 0.23) Runout 0.002 (0.05) Pinion Gear Depth (Std. Setting) 2.547 (64.69)
TORQUE SPECIFICATIONS
| Application | Ft. Lbs. (N.m) | |
|---|---|---|
| Axle Pivot Bolt | 120-150 (163-203) | |
| Pinion Shaft Nut | ||
| Model 28 | 175-225 (237-305) | |
| Models 44 & 50 | 200-220 (271-298) | |
| Ring Gear-to-Case Bolt | 50-60 (68-81) | |
| Side Bearing Cap Bolt | ||
| Model 28 | 35-40 (48-54) | |
| Models 44 & 50 | 80-90 (108-122) | |
TORQUE SPECIFICATIONS