AXLE RATIO & IDENTIFICATION
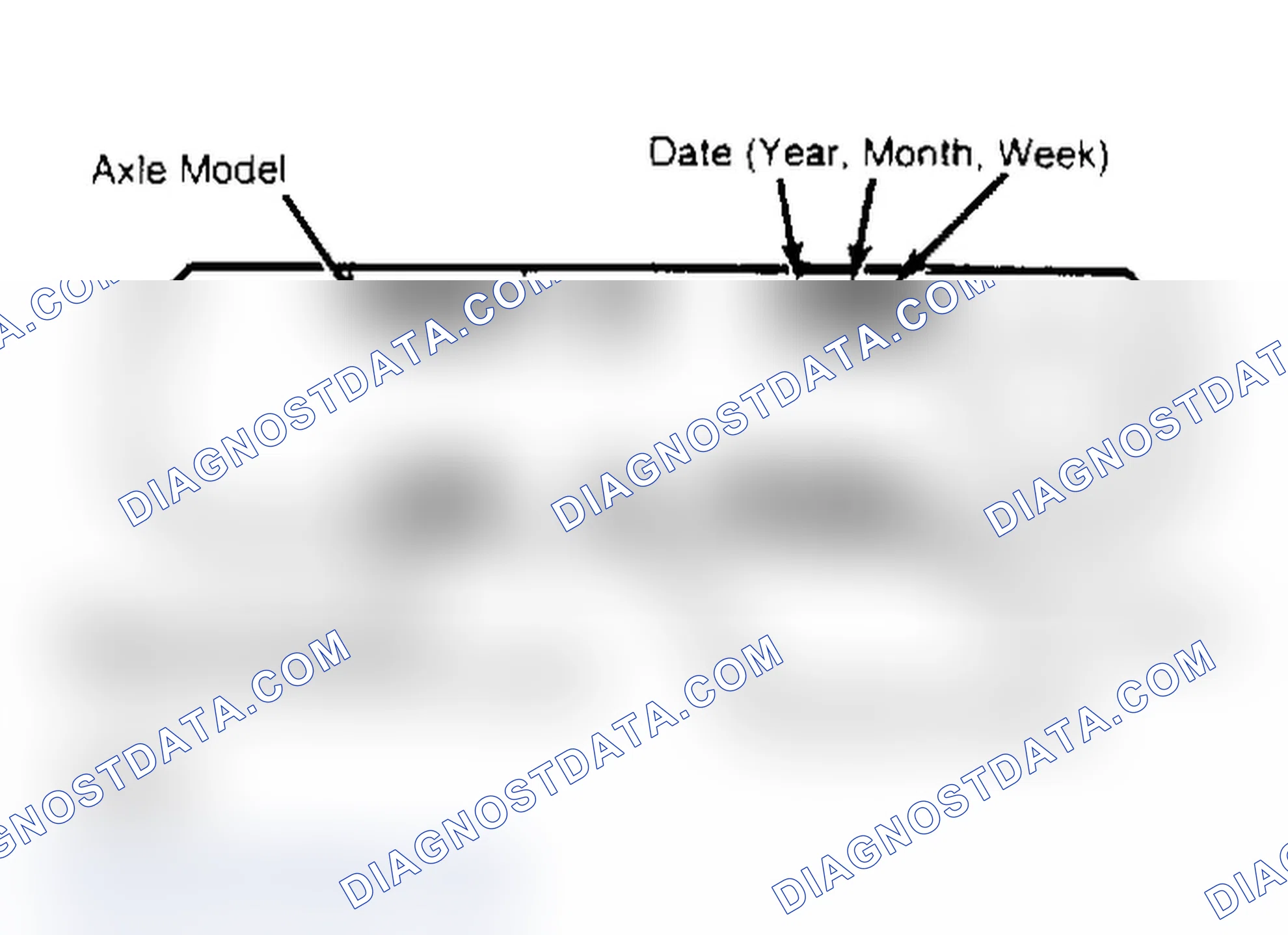
A metal tag stamped with axle model, date of manufacture, ratio, ring gear diameter and assembly plant is attached to rear cover. Use information on tag to order replacement parts.
Scheme 1
DESCRIPTION
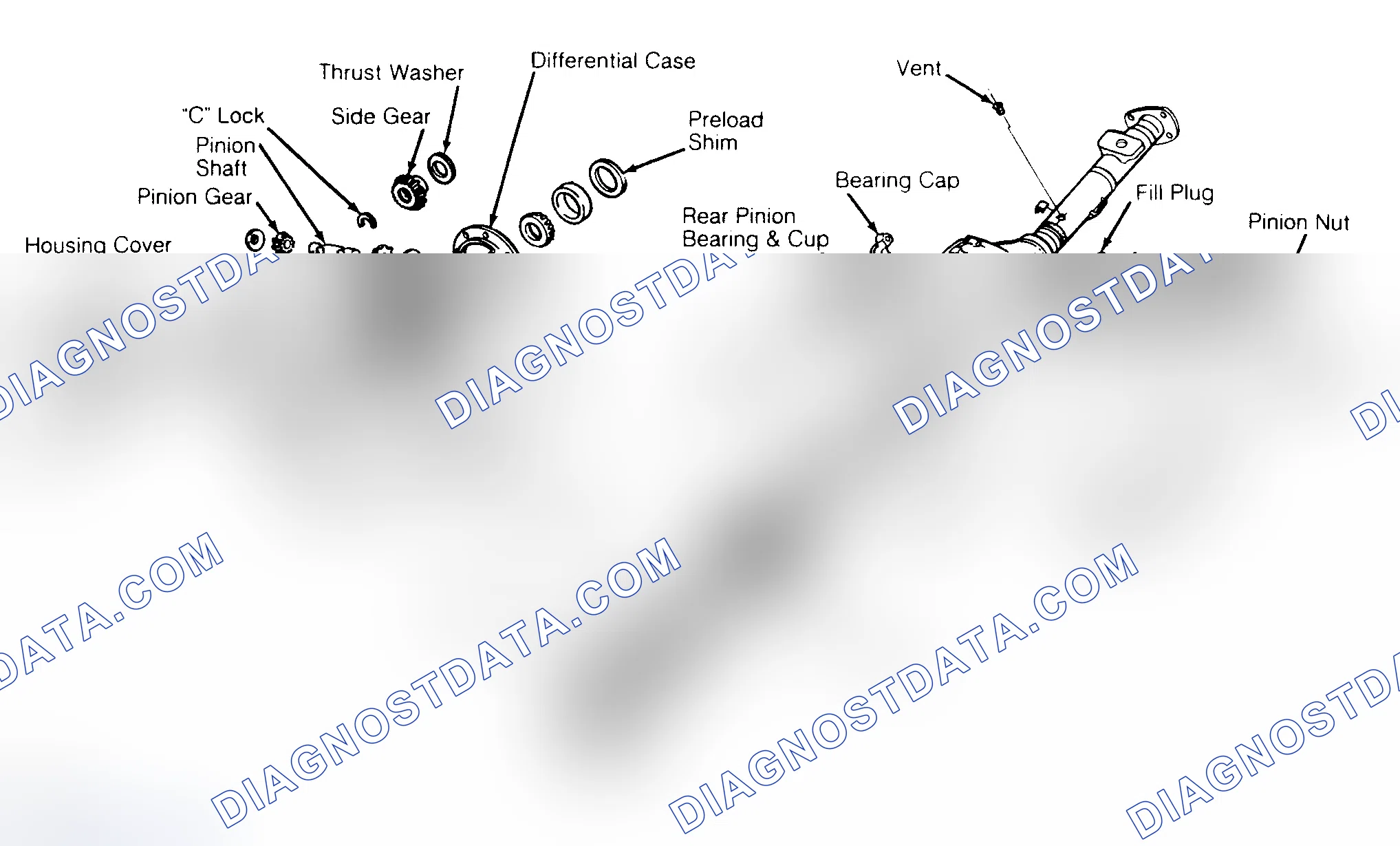
The rear axle is a hypoid design ring and pinion gear encased in an integral cast iron housing. A 1-piece differential case contains a conventional 2-pinion differential assembly. Semi-floating axle shafts are retained by "C" washer locks at splined end of shafts.
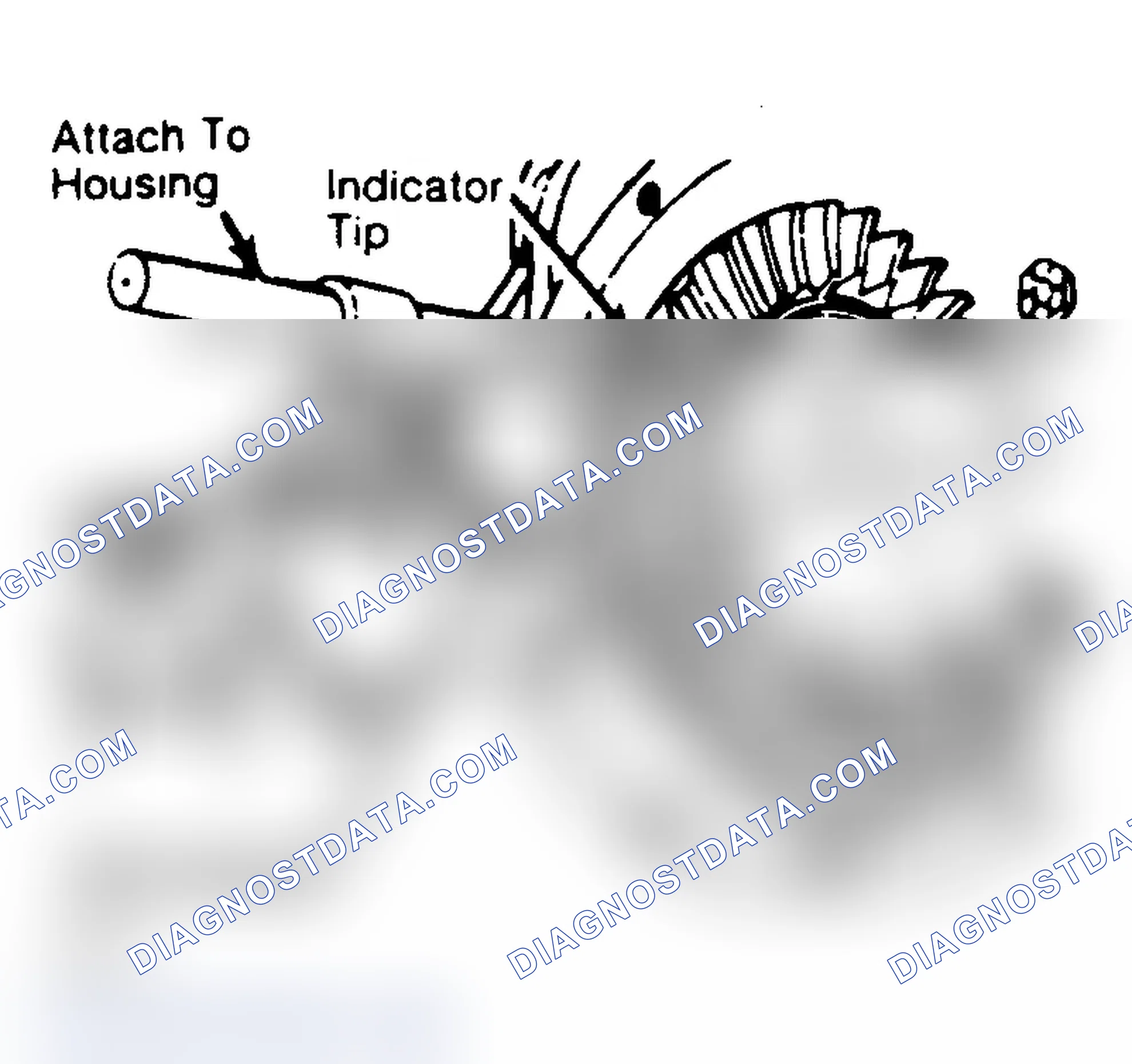
RING GEAR RUNOUT TEST
- Install Dial Indicator (4201-C) on running flange of ring gear. Set dial indicator to zero. Rotate ring gear and record reading.
- Maximum runout is .004" (.102 mm). If reading exceeds .004" (.102 mm), check for improper tightening on ring gear bolts or dirt between ring gear and case.
- If runout still exceeds .004" (.102 mm), the cause may be a warped ring gear, worn differential bearings or a warped differential case. Repair or replace components as necessary.
RING GEAR RUNOUT DIAGNOSIS
- If ring gear runout check (before disassembly) exceeds .004" (.102 mm), the condition may be caused by a warped ring gear, a damaged case or excessively worn differential bearings.
- Remove ring gear. Install left case on right case and tap them together. Place differential bearing cups on differential bearing cone and roller and place differential assembly in carrier housing. NOTE: At least 2 bolts and nuts must installed to hold case halves together.
- Install a .256" (6.73 mm) shim as a guide on left side. Install left bearing cap and tighten bolts finger tight. Install progressively larger shims on right side until largest shim selected can be assembled with a slight drag. NOTE: Apply pressure towards left side to ensure bearing cup is seated.
- Install right side bearing cap and tighten differential bearing cap bolts to 70-85 ft. lbs. (95-115 N.m). Rotate assembly to ensure free rotation.
- Check runout of differential case flange with dial indicator. If runout is within .004" (.102 mm), install a new ring and pinion gear. If runout exceeds specification, ring gear is true and trouble is due to either a damaged case or worn bearings.
- Remove differential carrier and bearing from case. Install new differential bearings on case hubs and install differential assembly in carrier without ring gear.
- Check case runout again with new bearings. If runout is now within .004" (.102 mm), use new bearing for assembly. If runout is still excessive, axle case is damaged and should be replaced.
Removal
- Raise vehicle and support with safety stands. Remove wheel assemblies and brake drums. Remove housing cover and drain lubricant.
- For all axle ratios except 3.73:1 and 4.10:1, remove differential pinion shaft lock bolt and pinion shaft. Push axle toward center and remove "C" locks.
- On 3.73:1 and 4.10:1 ratio axles, rotate pinion shaft so it faces side gear to provide clearance for "C" lock removal. Remove pinion shaft lock bolt. Place hand behind differential case and push out pinion shaft until step on shaft contacts ring gear. Remove "C" locks from shafts.
- On all axles, remove axles, being careful not to cut axle seal. Using a slide hammer and puller, remove bearing and seal as a unit.
Scheme 2
- Lubricate bearing with rear axle lubricant and install bearings with a driver. Install seal. If seal becomes cocked during installation, remove it and replace it with a new one. NOTE: Aerostar uses axle end yoke instead of companion flange. NOTE: On 3.73:1 and 4.10:1 ratio axles, ensure pinion shaft step contacts ring gear before inserting axle in housing.
- Insert axle in housing with care to avoid damage to oil seal. Start splines into side gear and push axle firmly until button end of axle shaft can be seen in case. Install "C" locks, then push shafts outward to seat locks in counterbore of differential side gears.
- Position pinion shaft through case and pinion gears, aligning shaft hole with lock screw hole. Install and tighten lock bolt.
- Clean gasket mounting surfaces and apply silicone sealant in a 1/8" to 3/16" bead on face of carrier housing. Install housing cover and add lubricant until level reaches bottom of filler hole. Install filler plug. NOTE: No gasket other than silicone seal is used. Cover assembly must be installed within 15 minutes of sealant application.
PINION FLANGE & OIL SEAL
Note. Pinion flange and oil seal replacement affects bearing preload. Preload must be carefully reset during reassembly.
- Raise vehicle and support with safety stands. Remove wheel assemblies and brake drums. Scribe alignment marks on companion flange (or end yoke) and drive shaft for installation reference. Remove drive shaft.
- Install oil seal replacer tool in transmission extension housing to prevent oil leakage. Using an INCH lb. torque wrench, measure and record torque required to rotate pinion through several revolutions.
- Mark companion flange or end yoke in relation to pinion shaft. Hold companion flange or end yoke and remove pinion nut. Remove companion flange (or end yoke) and seal with puller.
Installation
- Ensure pinion shaft splines are free of burrs. Remove burrs with fine crocus cloth if necessary. Lubricate area between seal lips and install seal with seal driver. Align marks on flange and pinion. Install flange and new integral nut and washer. Hold companion flange or end yoke and gradually tighten nut. NOTE: If seal becomes cocked during installation, remove it and install a new one.
- Rotate pinion occasionally and check pinion bearing preload often, until original preload is obtained. DO NOT back off pinion nut to reduce preload. NOTE: If desired preload is exceeded, a new collapsible spacer must be installed and nut retightened until proper preload is obtained.
- Remove oil seal replacer tool from transmission extension housing. Install front end of drive shaft on transmission output shaft. Connect rear end of drive shaft to companion flange or end yoke, aligning scribe marks. Apply locking compound to bolt threads and tighten bolts.
- Add lubricant to axle until level reaches bottom of filler hole. Install and tighten filler plug.
- Raise vehicle and support with safety stands under rear crossmember. On Aerostar models, release parking brake cable tension as follows
- From underneath vehicle, pull rearward about 2" on front cable. Clamp cable behind crossmember, making sure not to damage cable coating. Remove parking brake cables from equalizer. Compress tabs on retainers and pull cables through rear crossmember.
- On all models, remove housing cover and drain lubricant. Remove axle shafts as previously described.
- Remove brake backing plates and wire plates out of way to frame. Mark and disconnect drive shaft at companion flange or end yoke.
- Disconnect axle vent from housing (at brake junction block on some models). Disconnect brake line from housing clips. Disconnect upper arms and shock absorbers from housing.
- Lower housing on jack until coil springs can be removed. Disconnect lower arms from housing and remove axle housing.
To install, reverse removal procedure. Apply locking compound to threads holding axle vent and brake block (if used) to axle housing.
DISASSEMBLY
Note. Differential case and drive pinion may be serviced in vehicle.
- Raise vehicle and support with safety stands under rear frame crossmember. Remove housing cover and drain lubricant.
- Mount a dial indicator, measure, and record ring gear backlash and runout. Remove rear wheel assemblies and brake drums. Remove "C" locks and axle shafts as previously described.
- Place alignment marks on drive shaft, yoke and companion flange for reassembly reference. Remove drive shaft. Mark one differential bearing cap for reassembly reference and note arrow position.
- Loosen bearing cap bolts and bearing caps. Pry differential case, bearing cups, and shims out until loose in bearing caps. Remove bearing caps and differential. NOTE: Bearing cups and caps must be installed in original positions.
- Remove pinion nut and companion flange or end yoke. Drive pinion out of front bearing with soft-faced hammer. Remove pinion from rear of housing. Remove seal with slide hammer type puller.
- Remove front bearing. Mount bearing puller on pinion shaft and press shaft out of bearing. Remove, measure, and record thickness of shim located behind bearing. NOTE: DO NOT remove pinion bearing cups unless damaged. If cups are replaced, bearings must also be replaced.
- Remove differential side bearings with a puller. Mark differential case and ring gear for reassembly reference. Remove and discard ring gear mounting bolts.
- Press or tap off ring gear. Drive out pinion shaft lock pin and shaft with a punch. Remove pinion gears, side gears and thrust washers. NOTE: If a 3.73:1 or 4.10:1 ratio ring gear is removed, make sure pinion shaft is installed before installing ring gear.
CLEANING & INSPECTION
Clean all parts thoroughly in cleaning solvent. Examine pinion and ring gear teeth for scoring, excessive wear, nicks and chipping. Check bearing cups for deep scores, galling or spalling. Check carrier bearings for pitting, scoring and roller ends for stepping. If any components show damage, wear or scoring, replace components.
When replacing ring gear and pinion, note original factory shim thickness to adjust for variations in both carrier casting and original gear set dimension. Variations are marked on pinion gear head and ring gear.
Note. Ring and pinion gear set must be replaced in matched sets.
REASSEMBLY
- Lubricate all parts with rear axle lubricant. Place side gears and thrust washers into case. Place pinion gears and thrust washers exactly opposite each other in case openings, and in mesh with side gears.
- Install ring gear with new mounting bolts. If bolts are covered with Green coating over 1/2" of threaded area, install and tighten bolts. If new bolts DO NOT have green coating, apply small amount of locking compound to bolt threads and tighten bolts. NOTE: Ring gear bolts should not be reused.
Scheme 3
- If new components have been installed, proper gear set assembly must be checked using a Rear Axle Pinion Depth Gauge (T79P 4020) to determine correct pinion shim.
- If bearing cups have been replaced, new cone and roller assemblies should be installed. Cups must be seated in bores so a .0015" (.038 mm) feeler gauge will not fit between cup and bottom of bore.
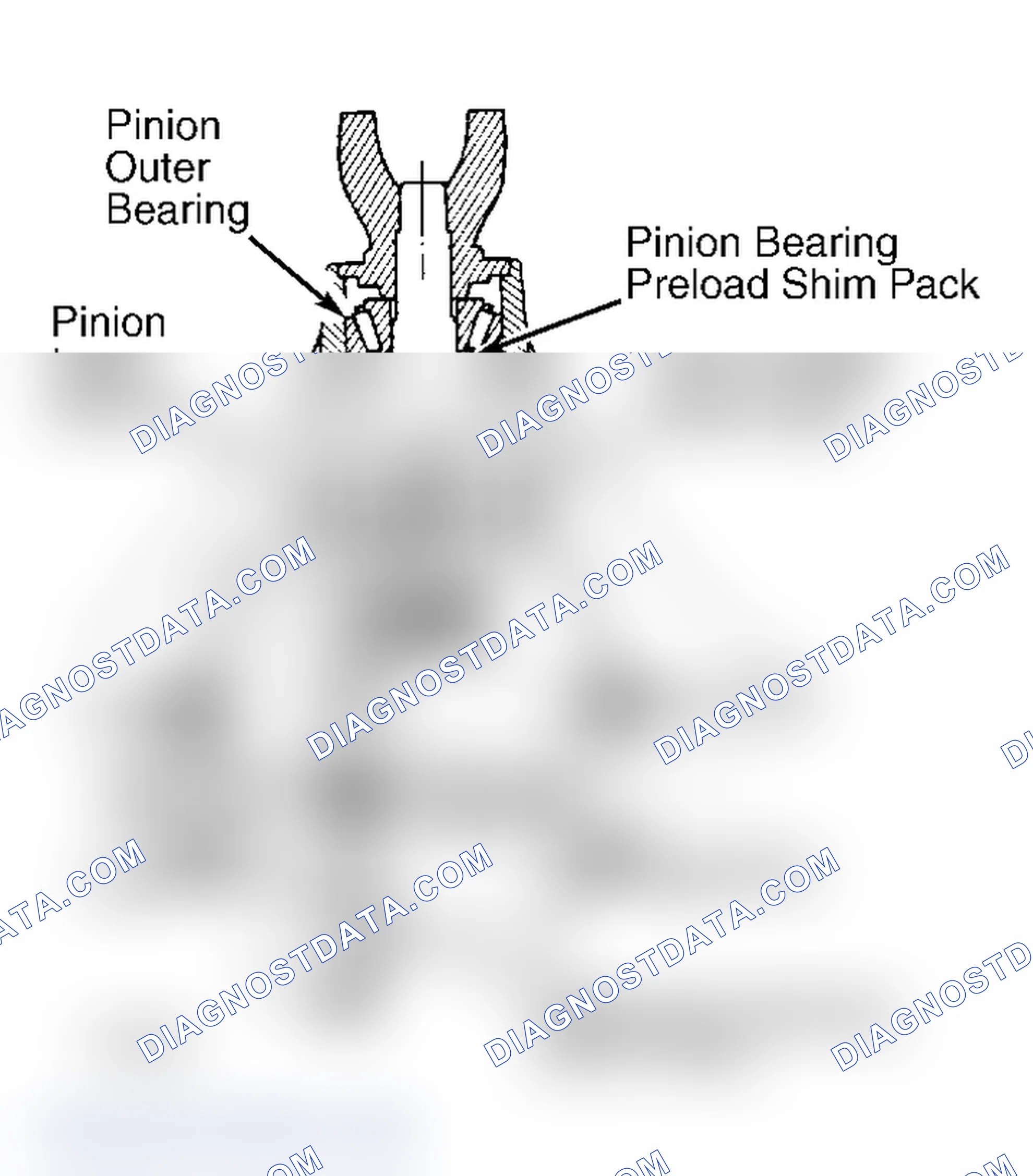
- Rear pinion bearing must be pressed on so it is firmly seated against spacer shim and pinion gear.
Scheme 4
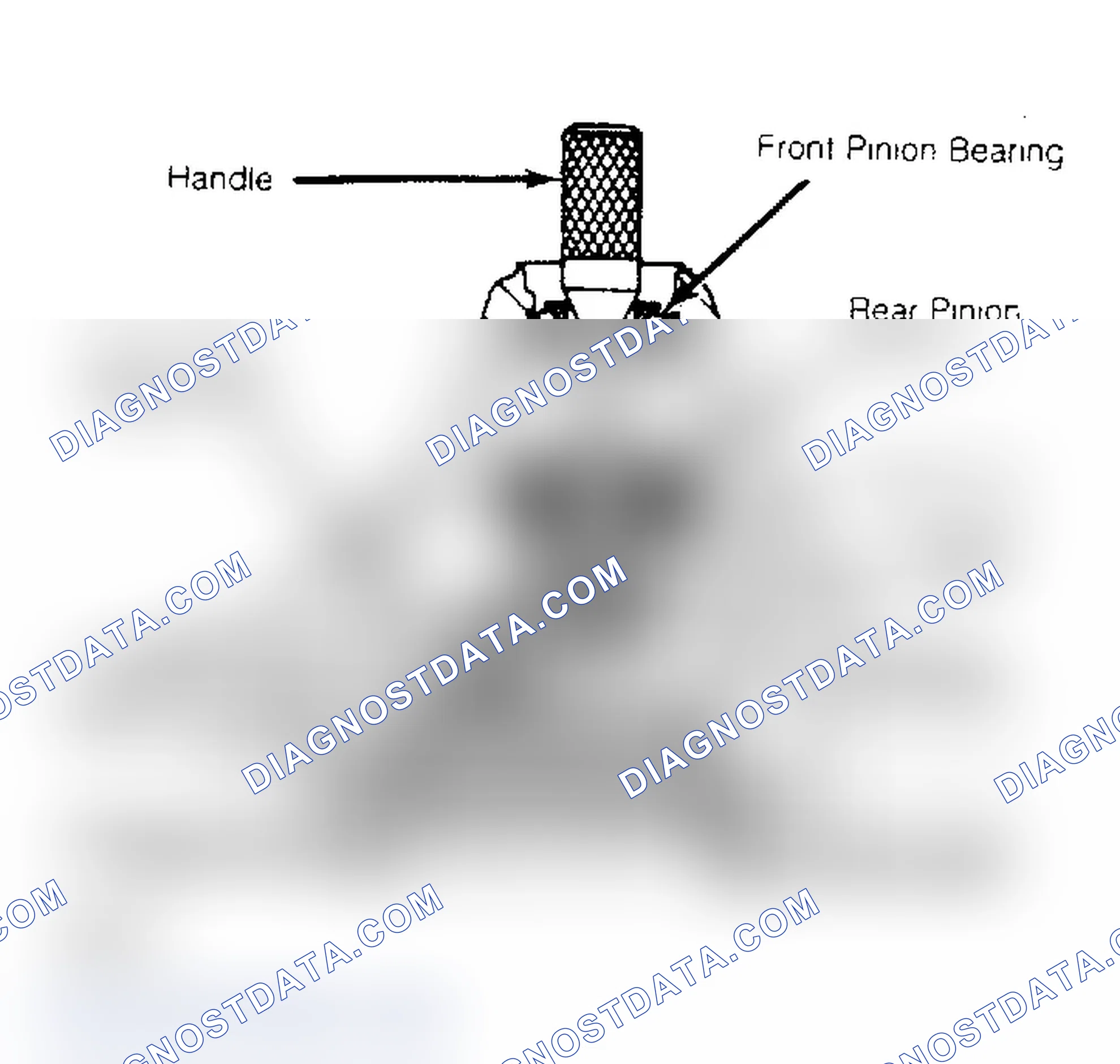
- Assemble depth gauge and install aligning adapter,.89" (23 mm) gauge disc, and gauge block screw. Place rear pinion bearing over aligning disc and into bearing cup of carrier housing.
- Install front pinion bearing into front bearing cup. Place tool handle onto screw and hand tighten. (Scheme 4) Make sure pinion depth measuring tool is properly installed and tightened.
- Apply a light film of oil to pinion bearings. Rotate gauge block several times to seat bearings. Rotational torque on gauge block assembly should be 20 INCH lbs. (2.25 N.m) with new bearings.
- Final position of gauge block should be 45 degrees above axle shaft centerline. Clean differential bearing bores thoroughly and install gauge tube. Tighten bearing cap bolts.
- Using flat pinion shims as a gauge for shim selection, hold gauge block in proper position and measure clearance between gauge block and tube.
- Correct shim selection is accomplished when a slight drag is felt as shim is drawn between gauge block and tube.
Pinion Bearing Preload
- Place pre-selected shim on pinion shaft. Press bearing onto shaft until bearing and shim are firmly seated against shoulder of shaft. Install new collapsible spacer on pinion shaft.
- Lubricate bearings with axle lubricant. Install front pinion bearing in housing. Install new pinion oil seal. Insert companion flange or end yoke into seal and hold firmly in place.
- From rear of carrier housing, insert pinion shaft into flange. Start a new pinion nut on pinion shaft and gradually tighten pinion nut (hold flange).
- Check bearing preload often. As soon as preload is measured, turn pinion shaft in both directions several times to seat bearings.
- Tighten pinion nut and continue to measure pinion bearing preload until specified pinion torque is obtained. If bearing preload is exceeded before torque specification is reached, replace collapsible spacer.
- Install new pinion nut and repeat procedures. DO NOT loosen pinion nut to reduce pinion bearing preload.
Scheme 5
Scheme 6
- With pinion depth set and pinion installed, place differential case and gear assembly with bearings and cups into carrier.
- Install a.265" (6.7 mm) shim on left (ring gear side) side of differential. Install left bearing cap finger tight.
- Choose largest shim that will fit with a slight drag and install it on right (pinion gear side) side of differential. Install right bearing cap and tighten all cap bolts to specification.
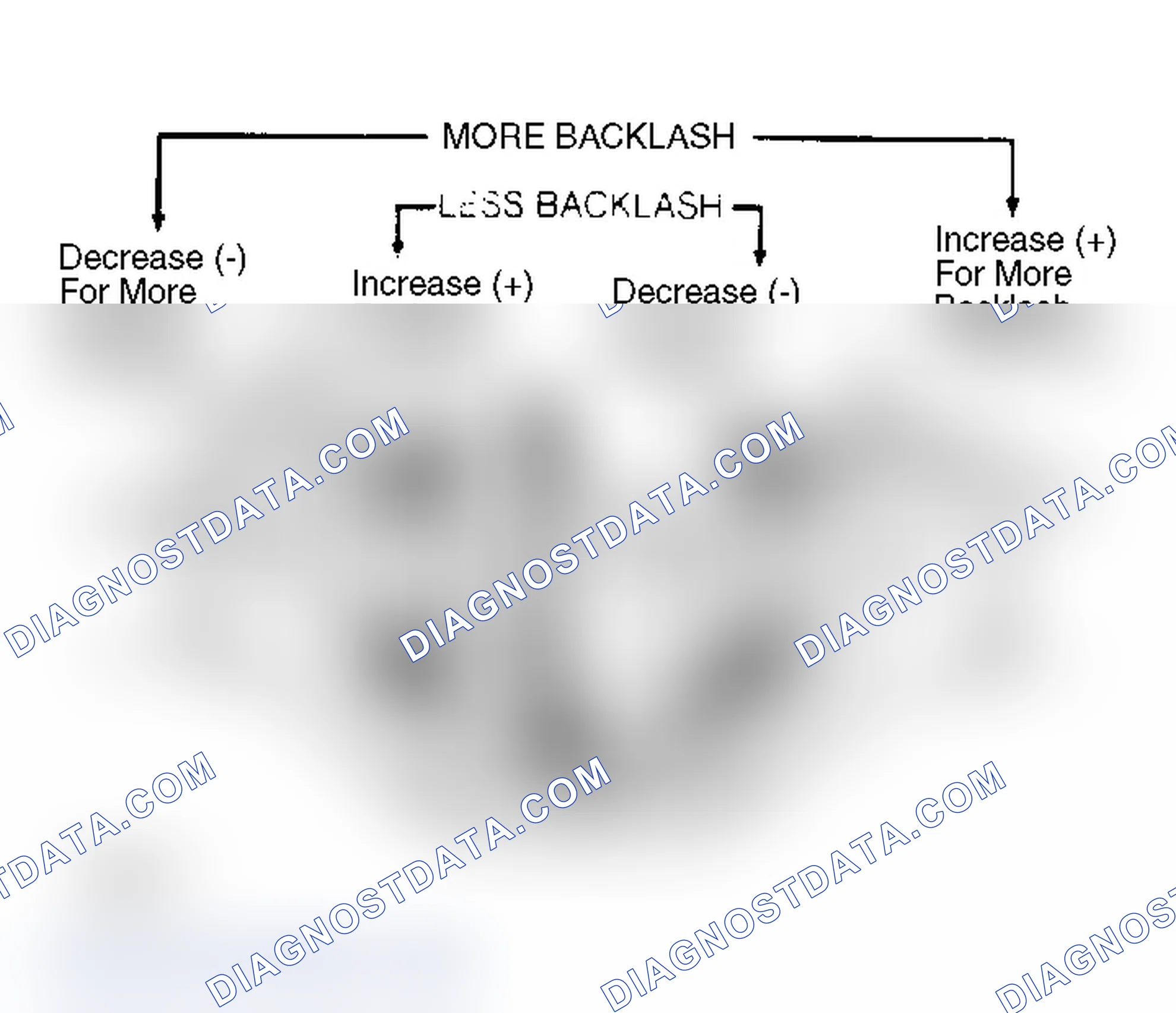
- Rotate gear assembly to ensure free operation. Check ring and pinion backlash. If backlash is less than specified, add.020" (.51 mm) to shim size on right side and subtract.020" (.51 mm) from shim size on left side.
- If backlash is still not within specifications, increase or decrease shim size where necessary to correct reading. (Scheme 5)
- Retighten bearing cap bolts and rotate gear assembly several times. Recheck backlash and correct as necessary. Increase both left and right shim sizes.006" (.15 mm) and reinstall for correct preload.
- Make sure shims are seated and gear assembly turns freely. Using marking compound, check gear tooth contact pattern. NOTE: Ensure ring gear runout is within specification after adjustments are made. BACKLASH-TO-SHIM THICKNESS CONVERSION Required Change In Backlash In. (mm) Change In Shim Thickness In. (mm).001 (.025).002 (.051).002 (.051).002 (.051).003 (.076).004 (.10).004 (.10).006 (.15).005 (.13).006 (.15).006 (.15).008 (.20).007 (.18).010 (.25).008 (.20).010 (.25).009 (.23).012 (.30).010 (.25).014 (.35).011 (.28).014 (.35).012 (.30).016 (.41).013 (.33).018 (.46).014 (.35).018 (.46).015 (.38).020 (.51) (Scheme 6): Backlash Adjustment
FINAL ASSEMBLY
- Clean differential case housing lip and apply a continuous bead of silicone sealant. Install cover and tighten bolts. Install backing plates and drive shaft, and tighten bolts.
- Install wheel bearings, seals, brake drums, and wheel assemblies. Fill axle with lubricant. Adjust brakes if required. AXLE ASSEMBLY SPECIFICATIONS Application Specifications Capacity 3.5 pts. (1.7L) Ring Gear Backface Runout .004" (.102 mm) Side Gear Thrust Washer Thickness .030-.032" (.76-.81 mm) Pinion Gear Thrust Washer Thickness .030-.032" (76-81 mm) Nominal Pinion Shim Thickness .030" (.76 mm) Ring Gear Backlash .008-.015" (.20-38 mm) Maximum Backlash Variation Between Teeth .004" (10 mm) INCH Lbs. (N.m) Pinion Bearing Preload Original Bearings (w/ Oil Seal) 8-14 (.9-1.6) New Bearings 16-29 (1.8-3.2)
TORQUE SPECIFICATIONS
| Application | Ft. Lbs. (N.m) |
|---|---|
| Bearing Cap Bolts | 70-85 (95-115) |
| Pinion Shaft Lock Bolt | 15-30 (20-40) |
| Ring Gear Bolts | 70-85 (95-115) |
| Rear Cover Bolts | 25-35 (34-47) |
| Pinion Nut | 170 (230) |
TORQUE SPECIFICATIONS