TROUBLE SHOOTING
Note. Transaxle malfunctions may be caused by poor engine performance, improper adjustments, fluid condition or failure of hydraulic, mechanical or electronic components. Ensure all concerns have been properly checked prior to transaxle overhaul. See appropriate DIAGNOSIS article.
Cleaning & Inspection
Prior to transaxle reassembly, clean transaxle case thoroughly with solvent and air dry. Inspect transaxle case for damage to band lugs, snap ring grooves and bushings. Blow compressed air through all case passages. (Scheme 3) Check for interconnected or damaged oil passages and servo bores. Inspect case for stripped threads in bolt holes or casting porosity. Repair or replace case if necessary.
Scheme 3

Note. Do not remove actuator guide unless replacement is necessary.
Disassembly & Inspection
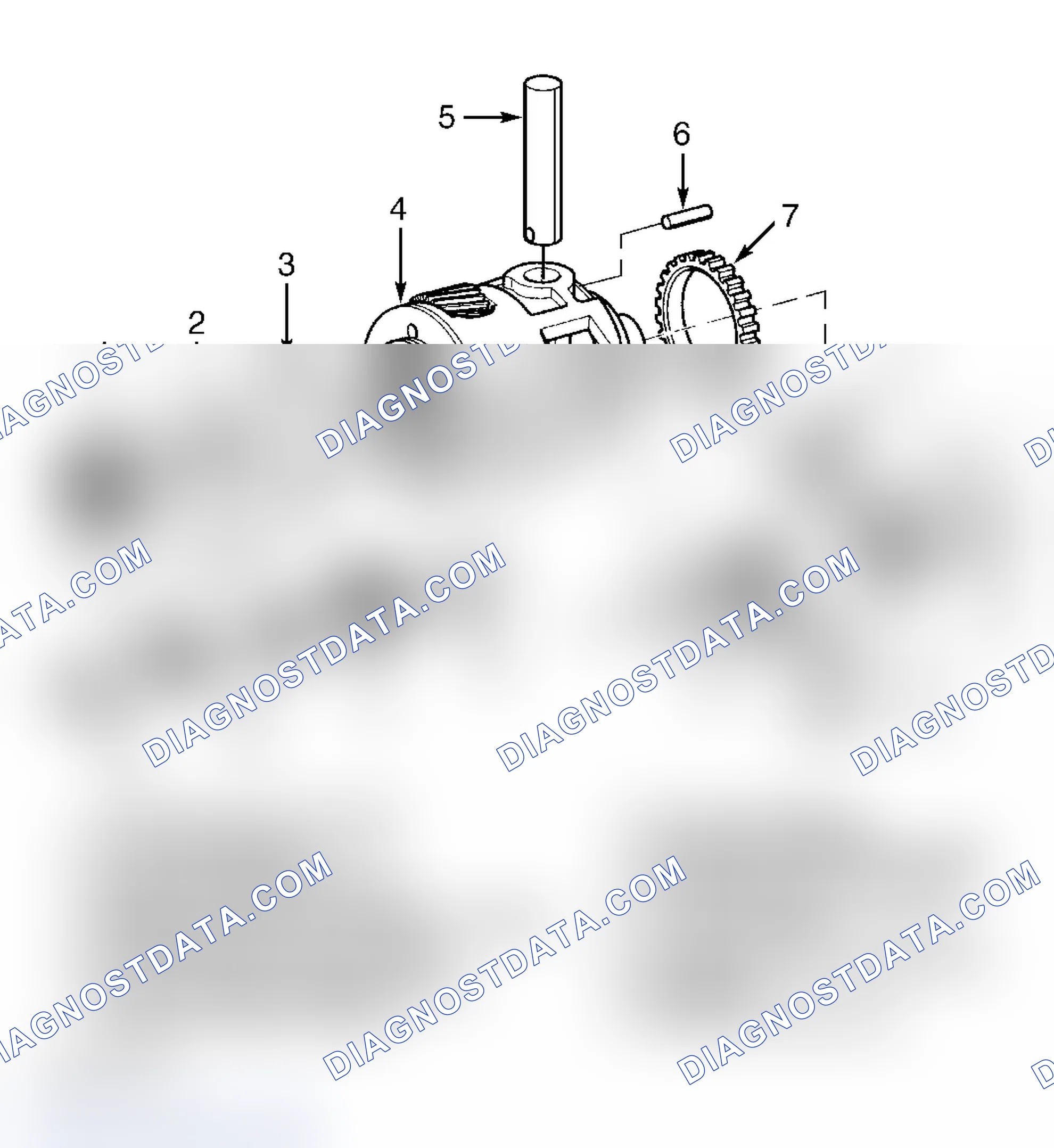
- Place differential and final drive assembly in clean drain pan to prevent needle bearings from being lost if pinion gears are removed. Using a pin punch, remove differential pinion shaft retaining pin. (Scheme 4) Remove differential pinion shaft. Remove and discard snap ring from end of output shaft and remove output shaft from differential carrier.
- Remove final drive sun gear. Remove differential pinion gears and thrust washers. Remove differential side gears and thrust washers. Remove final drive carrier spiral retaining ring.
- Remove 4 planet pinion pins, 4 pinion gears, pinion thrust washers, needle roller bearings and needle bearing spacers. Remove final drive sun gear-to-carrier thrust bearing.
- Inspect needle bearings, thrust washers, pinion gears and planet pinion pins for excessive wear. Polishing is normal condition for pinion pins and needle bearings. Inspect pinion shaft for spalling or wear. Inspect thrust washers for wear and cracks. Clean and dry final drive carrier and final drive components.
Scheme 4
Inspection & Reassembly
Check output shaft for damage to splines, snap ring grooves and journals. Clean output shaft and dry with compressed air. Install NEW snap ring into groove on final drive end (small machined diameter) of output shaft. Install output shaft into final drive assembly. Use a mallet to install output shaft through final drive differential gear.
Inspection
Inspect all components for excessive wear or damage. Inspect snap ring for over extension and "O" ring grooves for damage. Check for signs of excessive bearing or bushing wear. Check splines and park lock gear teeth for cracks or excessive wear. Ensure fluid feed holes are not plugged. Clean and dry all components.
Clean all parts and dry with compressed air. Inspect all components for excessive wear or damage. Ensure fluid feed holes and retainer and ball assembly are not plugged. Inspect piston and seal for damage. Repair or replace components as necessary.
Inspect input internal gear and forward clutch hub splines, bushing and thrust washer for excessive wear or damage. Clean all parts and dry with compressed air.
- Check input carrier assembly pinion gears for excessive end play. Using a feeler gauge, measure end play between carrier and pinion gear thrust washer. (Scheme 5) End play should be.009-.027" (.23-.69 mm). Replace carrier if pinion gear clearance is not within specification. Pinion gears are permanently assembled to carrier and are not serviceable.
- Inspect reaction internal gear and input carrier assembly for excessive wear or damage. Inspect condition of pinion gears, washers and bearings. Clean all parts and dry with compressed air.
Scheme 5

- Check clutch spring assemblies for distortion or missing springs. Check oil passages for blockage. Check bushings and bearings for excessive wear. Inspect seal grooves on input shaft for nicks or damage.
- Inspect piston assemblies for cut seals or damage. If pistons or seals are damaged, assembly must be replaced. Check coast and direct clutch retainer and ball assemblies for leaks or damage. Check splines, housings and clutch plates for cracks, excessive wear or damage. Clean all parts and dry with compressed air. Replace components as necessary.
- Measure reaction carrier pinion gears for excessive end play. Using a feeler gauge, measure end play between carrier and pinion gear thrust washer. (Scheme 5) End play should be.009-.027" (.23-.69 mm). Replace carrier if pinion gear clearance is not within specification. Pinion gears are permanently assembled to carrier and are not serviceable.
Scheme 6
Scheme 7

Scheme 8
Scheme 9
- Lubricate coast clutch piston seal with transaxle fluid prior to installation. Install coast clutch piston assembly into input housing. Install coast clutch release spring and spring retainer into input housing. see scheme 31 Spring retainer must be assembled with inner lip facing up.
- Using Clutch Spring Compressor (J-23327) and Adapter (J-41236), compress coast clutch spring retainer and install snap ring onto input housing. Remove spring compressor and adapter. Lubricate direct clutch piston seal with transaxle fluid. Install direct clutch piston assembly into input housing.
- Install direct clutch spring and retainer assembly into input housing with snap ring tabs facing up. Using clutch spring compressor and Adapter (J-41232), compress direct clutch spring and retainer assembly and install snap ring into input housing. see scheme 32 Remove spring compressor and adapter.
- Install coast clutch plates into input housing. Begin with steel plate and alternate between 4 steel and 4 NEW friction plates. Steel plates must be assembled with splines in input housing grooves that are machined to piston.
- Place sprag outer race on bench with flat side down and end with snap ring groove up. Place one end bearing into outer race. Install sprag clutch into sprag outer race with grooved edge up and flat side down. Rotate sprag slowly during assembly. Install other end bearing on top of sprag clutch.
- Install snap ring into sprag outer race to retain sprag assembly and end bearings. Install sprag clutch and outer race assembly onto input sun gear shaft. Snap ring side of assembly faces up when installing sprag clutch onto input sun gear shaft. Flat side of sprag outer race functions as backing plate for coast clutch. Rotate input sun gear shaft clockwise during assembly to help seat sprags.
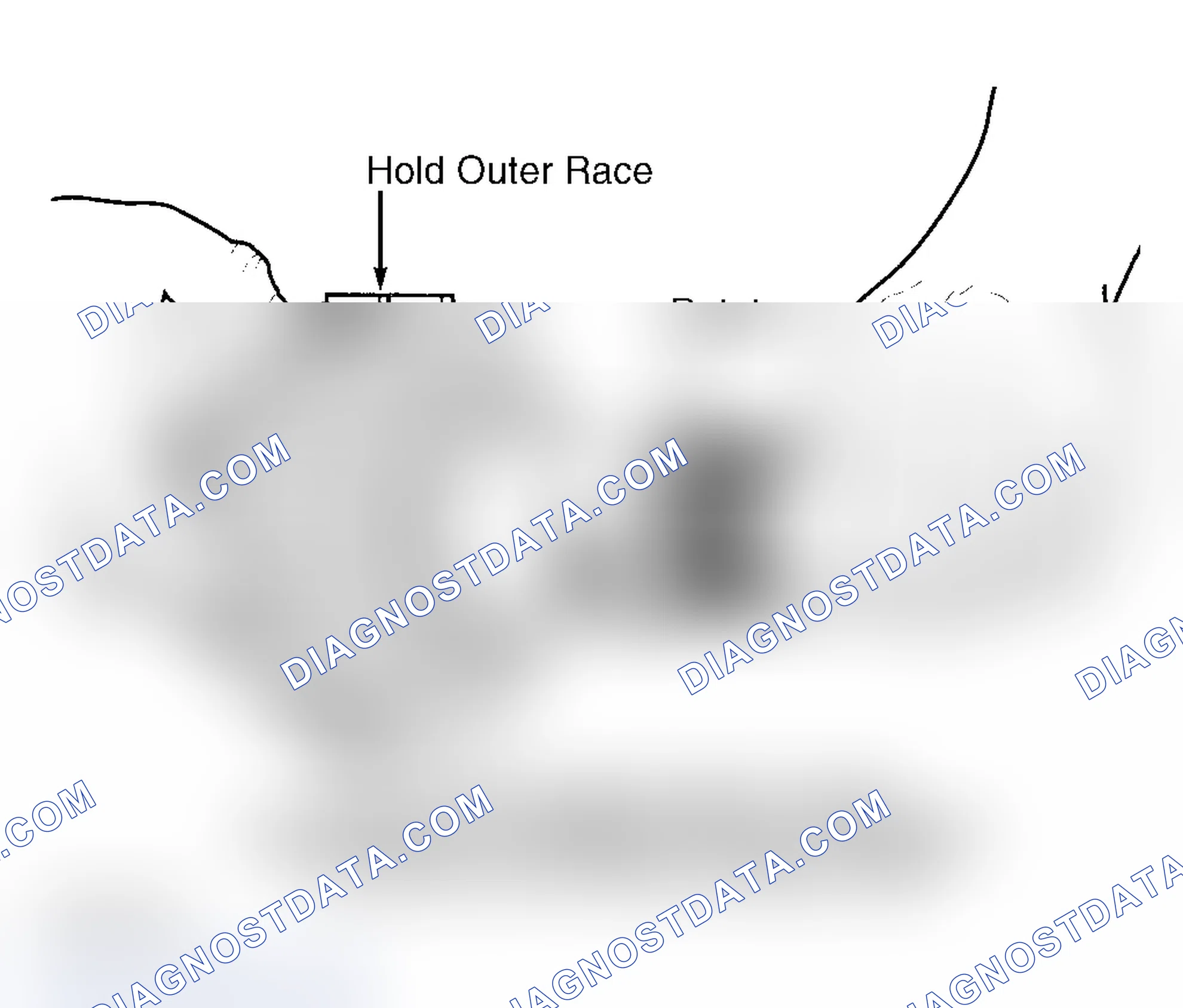
- Ensure correct operation of sprag clutch by holding sprag clutch outer race and rotating input sun gear shaft. Input sun gear shaft should only rotate in clockwise direction. (Scheme 6)
- Coat thrust bearing with petroleum jelly. Install thrust bearing on back side of input sun gear shaft. Install input sun gear shaft and sprag clutch assembly into input housing. Splines on input sun gear shaft engage with coast clutch friction plates.
- Install direct clutch plates into input housing. Begin with steel plate and alternate between steel plate and NEW friction plates. Ensure same number of steel and friction plates removed are reinstalled. Install direct clutch backing plate onto input housing with flat side down.
- Install snap ring to retain input sun gear shaft, sprag clutch assembly and direct clutch plates. Coat thrust bearing with petroleum jelly. Install thrust bearing on top of sprag clutch assembly. Install reaction carrier shaft shell onto input housing. Splines on inside of reaction carrier shaft shell engage direct clutch friction plates.
- Install thrust bearing onto top of reaction carrier shaft shell. Install reaction sun shell onto reaction carrier shaft shell. Install reaction carrier assembly onto reaction sun gear. Rotate reaction carrier assembly to mesh sun gear with pinion gears.
- Install reaction carrier assembly-to-input sun gear thrust bearing onto reaction carrier assembly. Install input sun gear onto input sun gear shaft. Install input sun gear snap ring onto input sun gear shaft.
- Slide Seal Guide (J-41234-1) over input shaft and position at seal groove closest to housing. (Scheme 7) Coat seal guide with transaxle fluid. Guide NEW Teflon seal onto seal guide and slide seal into groove using Seal Installer (J-41234-2). Repeat procedure for 3 remaining seals, adjusting seal guide as necessary.
- After all seals are installed, use Seal Sizer (J-41234-3) to size seals. Leave tool in place for at least 5 minutes. If possible, leave tool in place until assembly is ready to be installed in transaxle case.
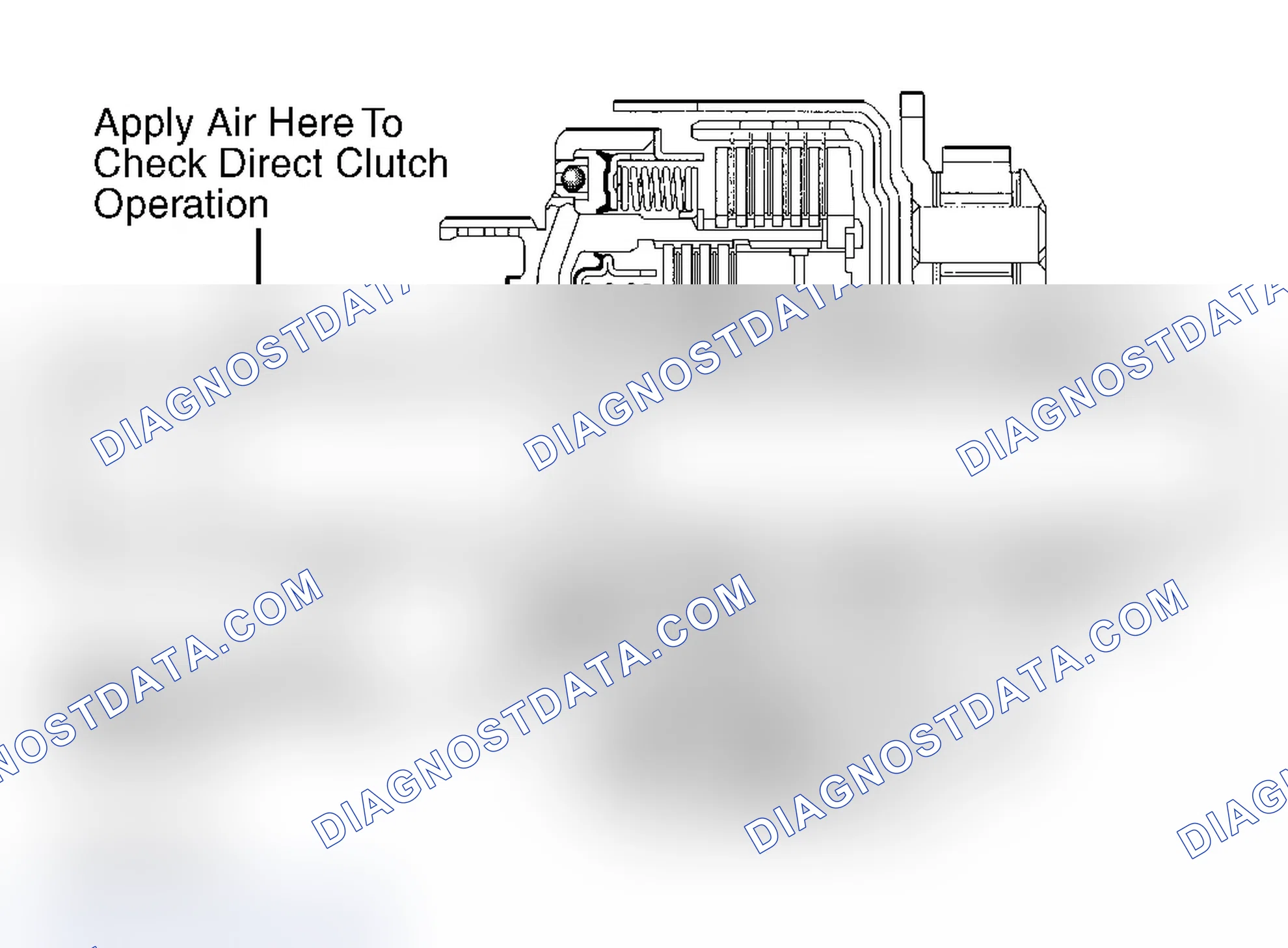
- Air check coast clutch and direct clutch to ensure proper operation of seals and clutch assemblies. Apply 20 psi (1.41 kg/cm 2 ) of compressed air to specified location to check component operation. (Scheme 8) If clutch assemblies do not operate properly, check component installation.
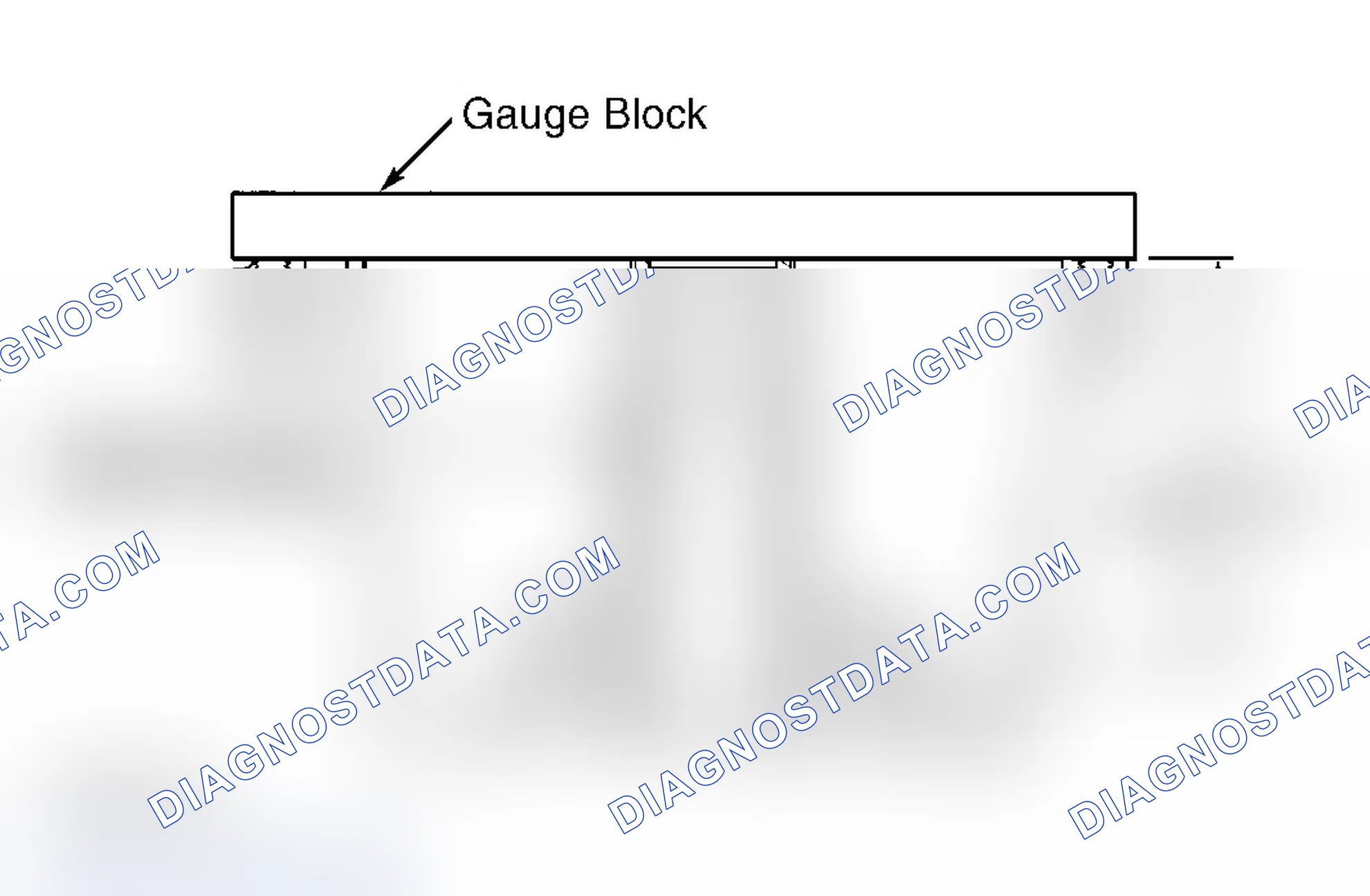
- Install coast clutch, direct clutch and reaction carrier assembly into transaxle case. Measure clutch assembly end play. Place gauge block across machined surface of transaxle case. (Scheme 9) Measure distance between top of coast and direct clutch housing and machined surface of transaxle case (dimension "A"). Choose correct selective thrust washer. See «SELECTIVE THRUST WASHER IDENTIFICATION»(ref-127817-S30678283022001102600000) table.
- Install selective thrust washer on top of input housing. Tab on thrust washer must be located in recessed area for retainer and ball assembly. Install thrust bearing over input shaft and on top of selective thrust washer.
| Dimension "A" - In. (mm) | Washer Color | Washer Thickness - In. (mm) |
|---|---|---|
| 3.95-3.96 (100.4-100.6) | Brown | .059-.062 (1.50-1.60) |
| 3.96-3.98 (100.6-101.1) | Gray | .070-.075 (1.78-1.91) |
| 3.98-3.99 (101.1-101.4) | Natural | .082-.086 (2.08-2.18) |
| 3.99-4.00 (101.4-101.6) | Black | .094-.098 (2.39-2.49) |
| 4.00-4.01 (101.6-101.9) | Orange | .106-.109 (2.69-2.77) |
| 4.01-4.02 (101.9-102.1) | Violet | .117-.121 (2.97-3.07) |
| 4.02-4.03 (102.1-102.4) | Yellow | .129-.133 (3.28-3.38) |
| 4.03-4.05 (102.4-102.9) | Red | .141-.145 (3.58-3.68) |
| 4.05-4.06 (102.9-103.1) | Green | .152-.156 (3.86-3.96) |
SELECTIVE THRUST WASHER IDENTIFICATION
Check reverse clutch housing for excessive band wear and damaged splines. Check retainer and ball assembly for clogging or damage. Ensure fluid feed holes are not plugged. Check bushings and roller clutch for excessive wear. Check reverse clutch spring and retainer assembly for dislocated or damaged springs. Clean all parts and dry with compressed air.
Scheme 10
- Install NEW reverse clutch retainer and seal assembly using arbor press and seal installer if seal was removed or damaged. Lubricate reverse clutch piston seal with transaxle fluid. Install reverse clutch piston assembly. Install reverse clutch spring and retainer assembly with smaller outside diameter facing down.
- Using Clutch Spring Compressor (J-23327) and Adapter (J-41232), compress reverse clutch spring and retainer assembly. see scheme 38 Install snap ring. Remove spring compressor and adapter. Install reverse clutch plates into clutch housing, starting with one waved plate. Then, beginning with a steel plate, alternate between steel plates and NEW friction plates.
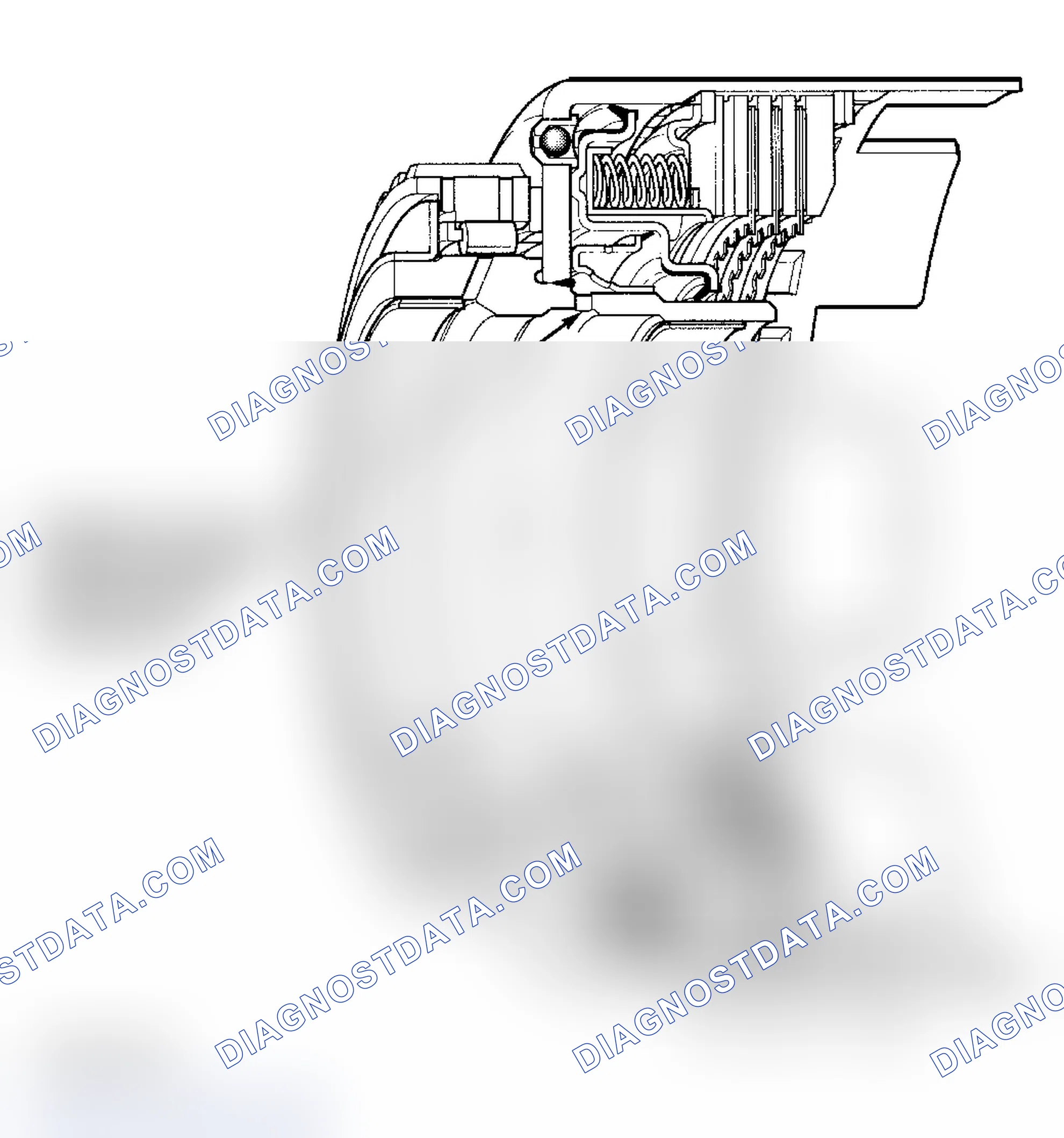
- Measure distance between top of snap ring groove and top friction plate (dimension "A"). (Scheme 10) Select appropriate backing plate. See «BACKING PLATE IDENTIFICATION»(ref-127817-S01949818312001102600000) table. Backing plate identification letter is stamped on beveled side of backing plate. Install appropriate reverse clutch backing plate with beveled side facing up. Install snap ring in reverse clutch housing to retain reverse clutch plates. BACKING PLATE IDENTIFICATION Backing Plate Identification Dimension "A" - In. (mm) A.35-.37 (8.9-9.4) B.37-.39 (9.4-9.9) C.39-.41 (9.9-10.4)
- Air check reverse clutch assembly to ensure proper operation of seals and clutch assembly. Apply 20 psi (1.41 kg/cm 2 ) of compressed air to specified location to check component operation. (Scheme 10) If clutch assembly does not operate properly, check component installation.
- Install 2nd roller clutch assembly into roller clutch cam. Install 2nd roller clutch onto reverse clutch housing with flat side of roller clutch cam facing down toward housing. Rotate roller clutch during assembly to properly engage rollers.
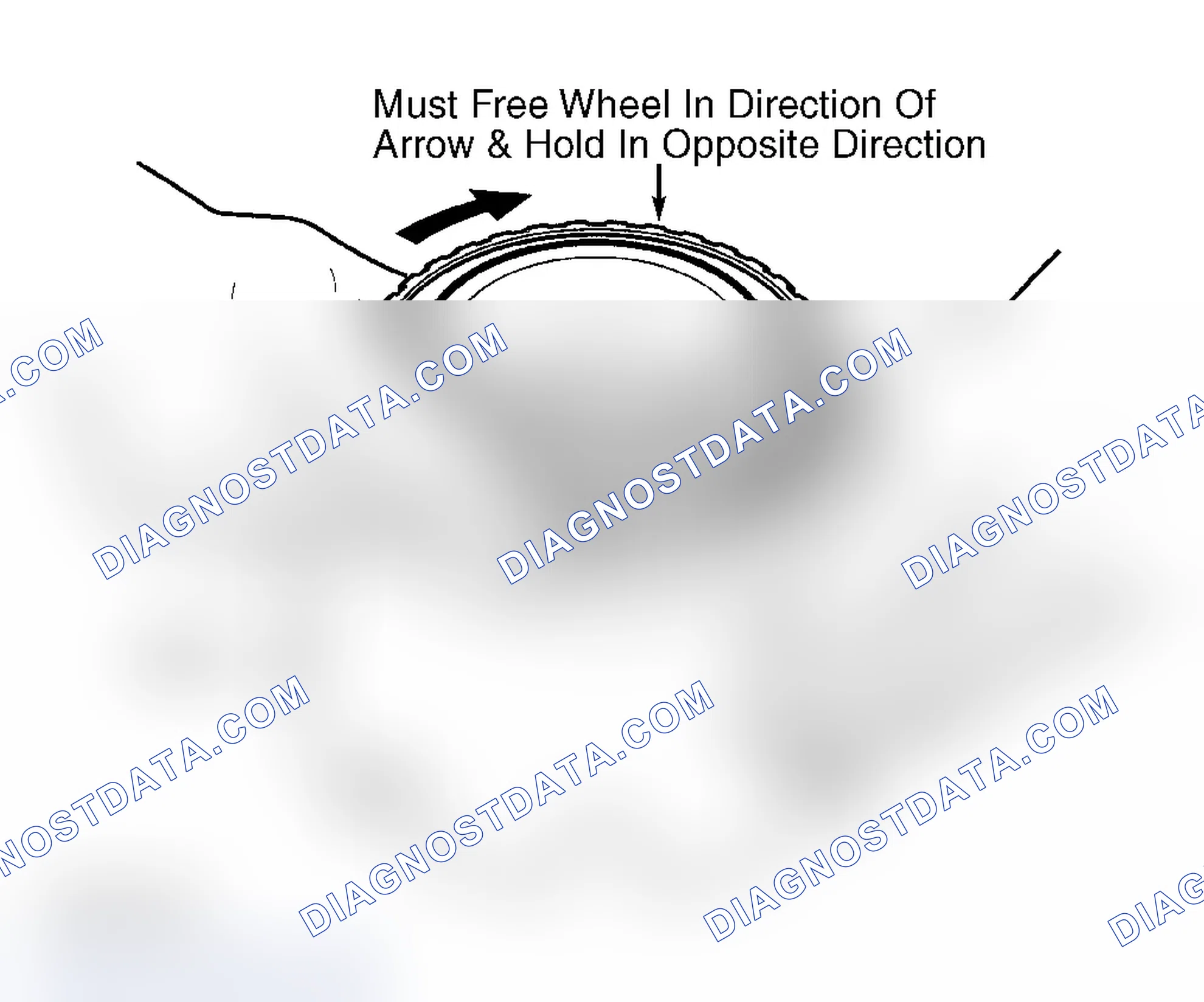
- Ensure roller clutch operates properly. While holding reverse clutch housing, roller clutch cam should only rotate clockwise. (Scheme 11) Install NEW 2nd roller clutch retainer onto 2nd roller clutch assembly. Using Installer (J-41235), press retainer and roller clutch assembly into place on reverse clutch housing and roller clutch inner race.
- Install reverse clutch and 2nd roller clutch assembly into transaxle case. see scheme 3 Tangs on reverse clutch housing spline to tangs on reaction carrier sun gear and shell assembly. Rotate reverse clutch housing during installation to align clutch plates. Install reverse clutch thrust washer on top of 2nd roller clutch with tabs facing down onto housing.
Scheme 11
Check clutch plates for excessive wear and replace as necessary. Clean parts and dry with compressed air.
Check drive sprocket, driven sprocket, drive link assembly, thrust washers and input shaft for excessive wear or damage. Check seal grooves for damage. Clean all parts and dry with compressed air.
Check channel plate for plugged passages or damage. Check accumulator assist springs, pistons and pins for damage. Check channel plate sleeve for input shaft wear. Check channel plate bolt holes for stripped threads and debris. Check surfaces for nicks or scratches which could cause fluid leaks. Check manual valve for free movement. Inspect drive sprocket-to-channel plate thrust washer. Clean all parts and dry with compressed air.
Check spacer plate and spacer plate filter for damage or debris. Replace spacer plate and/or spacer plate filter if damaged. Clean all parts and dry with compressed air.
Check valve body passages for debris and machined surfaces for nicks or scratches. Check valves for nicks or scratches which may result in sticking valves or fluid leaks. Check springs, bushings, "O" rings, screens and solenoids for damage. Clean all components and dry with compressed air. NEVER use shop towels to clean valve body components.
Check bearing on flange for excessive wear or damage. Check machined surfaces for scratches or nicks which may cause fluid leaks. Thoroughly flush oil pump assembly with clean transmission fluid through pump inlet and outlet passages. While flushing pump, use oil pump drive shaft to rotate oil pump rotor. Allow excess fluid to drain from oil pump assembly.
Check side cover for cracks or damage to seal grooves and mounting bosses. Check side cover gasket for damage. Gaskets are reusable if not damaged. During initial assembly, side cover gaskets are glued into place. Thoroughly clean side cover and gaskets prior to reassembly. Clean and dry gasket grooves and axle shaft bore.
Note. Sleeve Installer (J-41228) must be used to install sleeve onto stub shaft. Fluid leak will occur if sleeve installer is not used.
Check stub shaft for damage to splines, snap ring grooves and journals. Check sleeve for excessive wear, scratches or nicks which may cause a fluid leak or damage to seal. Replace stub shaft and sleeve as necessary. Clean and dry stub shaft and sleeve using compressed air.
Check vehicle speed sensor for damage to sensor or electrical connector. Install NEW "O" ring on speed sensor. Install speed sensor into transaxle case. see scheme 3 Install speed sensor stud and tighten to specification. See TORQUE SPECIFICATIONS.
Check all components for damage. Ensure fluid feed holes are not plugged. Check bolt hole threads for debris and stripping. Check seal grooves for damage. Clean all parts and dry with compressed air.
Check oil feed tubes for plugged passages, bent tubes or cracks. Check oil feed tube seals. Verify proper location of seals. Replace seals only if cut, swelled or damaged. Oil feed tube seals are glued into place during initial assembly. If a seal needs replacement, thoroughly clean any residual glue from oil feed tubes. Clean tubes and dry with compressed air.
Check oil pan for cracks, dents or damage to gasket sealing surface. Check gasket for cuts or damage. Bottom pan gasket may be reused if not damaged. Clean and dry oil pan, magnet and gasket using compressed air.