Intermittent
Test the vehicle under the same conditions that the customer reported in order to verify the system is operating properly.
Measurement Procedure
- Install the EN-498-B gauge (2).
- Install the EN-232 adapter (1).
- Start the engine.
- Check oil pressure. At idling speed, the oil pressure must be at least 130 kPa (18.85 psi) and the oil temperature must be 80°C (170°F) or more.
Coolant in Combustion Chamber
| Cause | Correction |
|---|---|
| DEFINITION: Excessive white smoke and/or coolant type odor coming from the exhaust pipe may indicate coolant in the combustion chamber. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an overtemperature condition which may cause engine component damage. A slower than normal cranking speed may indicate coolant entering the combustion chamber. Refer to Engine Will Not Crank - Crankshaft Will Not Rotate . Remove the spark plugs and inspect for spark plugs saturated by coolant or coolant in the cylinder bore. Inspect by performing a cylinder leak-down test. During this test, excessive air bubbles within the coolant may indicate a faulty gasket or damaged component. Inspect by performing a cylinder compression test. Two cylinders side-by-side on the engine block, with low compression, may indicate a failed cylinder head gasket. Refer to Engine Compression Test . | |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Cleaning and Inspection , and Cylinder Head Replacement . |
| Warped cylinder head | Replace the cylinder head and gasket. Refer to Cylinder Head Replacement . |
| Cracked cylinder head | Replace the cylinder head and gasket. Cylinder Head Replacement |
| Cracked cylinder liner | Replace the components as required. |
| Cylinder head or block porosity | Replace the components as required. |
Coolant in Combustion Chamber
Coolant in Engine Oil
| Cause | Correction |
|---|---|
| DEFINITION: Foamy or discolored oil or an engine oil overfill condition may indicate coolant entering the engine crankcase. Low coolant levels, an inoperative cooling fan, or a faulty thermostat may lead to an overtemperature condition which may cause engine component damage. Contaminated engine oil and oil filter should be changed. Inspect the oil for excessive foaming or an overfill condition. Oil diluted by coolant may not properly lubricate the crankshaft bearings and may lead to component damage. Refer to Lower Engine Noise, Regardless of Engine Speed . Inspect by performing a cylinder leak-down test. During this test, excessive air bubbles within the cooling system may indicate a faulty gasket or damaged component. Inspect by performing a cylinder compression test. Two cylinders side-by-side on the engine block with low compression may indicate a failed cylinder head gasket. Refer to Engine Compression Test . | |
| Faulty cylinder head gasket | Replace the head gasket and components as required. Refer to Cylinder Head Replacement . |
| Warped cylinder head | Replace the cylinder head and gasket. Refer to Cylinder Head Replacement . |
| Cracked cylinder head | Replace the cylinder head and gasket. Cylinder Head Replacement |
| Cracked cylinder liner | Replace the components as required. |
| Cylinder head or block porosity | Replace the components as required. |
Coolant in Engine Oil
Base Engine Misfire without Internal Engine Noises
| Cause | Correction |
|---|---|
| Abnormalities, severe cracking, bumps, or missing areas in the accessory drive belt Abnormalities in the accessory drive system and/or components may cause engine revolutions per minute (RPM) variations and lead to a misfire diagnostic trouble code (DTC). A misfire code may be present without an actual misfire condition. | Replace the drive belt. |
| Worn, damaged, or mis-aligned accessory drive components or excessive pulley runout may lead to a misfire DTC. A misfire code may be present without an actual misfire condition. | Inspect the components, and repair or replace as required. |
| A loose or improperly installed engine flywheel or crankshaft balancer A misfire code may be present without an actual misfire condition. | Repair or replace the flywheel and/or balancer as required. |
| Restricted exhaust system A severe restriction in the exhaust flow can cause significant loss of engine performance and may set a DTC. Possible causes of restrictions include collapsed or dented pipes or plugged mufflers and/or catalytic converters. | Repair or replace as required. |
| Improperly installed or damaged vacuum hoses | Repair or replace as required. |
| Improper sealing between the intake manifold and cylinder heads or throttle body | Replace the intake manifold, gaskets, cylinder heads, and/or throttle body as required. |
| Improperly installed or damaged manifold absolute pressure (MAP) sensor The sealing grommet of the MAP sensor should not be torn or damaged. | Repair or replace the MAP sensor as required. |
| Damage to the MAP sensor housing | Replace the intake manifold. |
| Worn or loose rocker arms The rocker arm bearing end caps and/or needle bearings should be intact and in the proper position. | Replace the valve rocker arms as required. |
| Stuck valves Carbon buildup on the valve stem can cause the valve not to close properly. | Repair or replace as required. |
| Excessively worn or mis-aligned timing chain | Replace the timing chain and sprockets as required. |
| Worn camshaft lobes | Replace the camshaft and valve lifters. |
| Excessive oil pressure A lubrication system with excessive oil pressure may lead to excessive valve lifter pump up and loss of compression. | Perform an oil pressure test. Refer to Oil Pressure Diagnosis and Testing . Repair or replace the oil pump as required. |
| Faulty cylinder head gaskets and/or cracking or other damage to the cylinder heads and engine block cooling system passages Coolant consumption may or may not cause the engine to overheat. | Inspect for spark plugs saturated by coolant. Inspect the cylinder heads, engine block, and/or head gaskets. Repair or replace as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Inspect the cylinders for a loss of compression. Refer to Engine Compression Test . Perform cylinder leak down and compression testing to identify the cause. Repair or replace as required. |
| A damaged crankshaft reluctor wheel A damaged crankshaft reluctor wheel can result in different symptoms depending on the severity and location of the damage. Systems with electronic communications, DIS or coil per cylinder, and severe reluctor ring damage may exhibit periodic loss of crankshaft position, stop delivering a signal, and then re-sync the crankshaft position. Systems with electronic communication, DIS or coil per cylinder, and slight reluctor ring damage may exhibit no loss of crankshaft position and no misfire may occur. However, a DTC P0300 may be set. Systems with mechanical communications, high voltage switch, and severe reluctor ring damage may cause additional pulses and effect fuel and spark delivery to the point of generating a DTC P0300 or P0336. | Replace the sensor and/or crankshaft as required. |
Base Engine Misfire without Internal Engine Noises
Base Engine Misfire with Abnormal Internal Lower Engine Noises
| Cause | Correction |
|---|---|
| Abnormalities, severe cracking, bumps or missing areas in the accessory drive belt Abnormalities in the accessory drive system and/or components may cause engine revolutions per minute (RPM) variations, noises similar to a faulty lower engine, and also lead to a misfire condition. A misfire code may be present without an actual misfire condition. | Replace the drive belt. |
| Worn, damaged, or mis-aligned accessory drive components or excessive pulley runout A misfire code may be present without an actual misfire condition. | Inspect the components, repair or replace as required. |
| Loose or improperly installed engine flywheel or crankshaft balancer A misfire code may be present without an actual misfire condition. | Repair or replace the flywheel and/or balancer as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Inspect the cylinders for a loss of compression. Refer to Engine Compression Test . Perform cylinder leak down and compression testing to determine the cause. Repair or replace as required. |
| Worn crankshaft thrust bearings Severely worn thrust surfaces on the crankshaft and/or thrust bearing may permit fore and aft movement of the crankshaft, and create a diagnostic trouble code (DTC) without an actual misfire condition. | Replace the crankshaft and bearings as required. |
Base Engine Misfire with Abnormal Internal Lower Engine Noises
Base Engine Misfire with Coolant Consumption
| Cause | Correction |
|---|---|
| Faulty cylinder head gasket and/or cracking, or other damage to the cylinder head and engine block cooling system passages. Coolant consumption may or may not cause the engine to overheat. | Inspect for spark plugs saturated by coolant. Perform a cylinder leak down test. Inspect the cylinder head and engine block for damage to the coolant passages and/or a faulty head gasket. Repair or replace as required. |
Base Engine Misfire with Coolant Consumption
Base Engine Misfire with Excessive Oil Consumption
| Cause | Correction |
|---|---|
| Worn valves, valve guides, and/or valve stem oil seals | Inspect the spark plugs for oil deposits. Repair or replace as required. |
| Worn piston rings Oil consumption may or may not cause the engine to misfire. | Inspect the spark plugs for oil deposits. Inspect the cylinders for a loss of compression. Refer to Engine Compression Test . Perform cylinder leak down and compression testing to determine the cause. Repair or replace as required. |
Base Engine Misfire with Excessive Oil Consumption
Engine Will Not Crank - Crankshaft Will Not Rotate
| Cause | Correction |
|---|---|
| Seized accessory drive system component | Remove accessory drive belts. Rotate crankshaft by hand at the balancer or flywheel location. |
| Hydraulically locked cylinder Coolant/antifreeze in cylinder Oil in cylinder Fuel in cylinder | Remove spark plugs and check for fluid. Inspect for broken head gasket. Inspect for cracked engine block or cylinder head. Inspect for a sticking fuel injector. Inspect for cracked cylinder wall. |
| Seized automatic transmission torque converter | Remove the torque converter bolts. Rotate crankshaft by hand at the balancer or flywheel location. |
| Seized manual transmission | Disengage the clutch. Rotate crankshaft by hand at the balancer or flywheel location. |
| Broken timing chain and/or gears | Inspect timing chain and gears. Repair as required. |
| Seized balance shaft | Inspect balance shaft. Repair as required. |
| Material in cylinder Broken valve Piston material Foreign material Cracked cylinder wall | Inspect cylinder for damaged components and/or foreign materials. Inspect for fallen cylinder wall. Repair or replace as required. |
| Seized crankshaft or connecting rod bearings | Inspect crankshaft and connecting rod bearings. Inspect for fallen cylinder wall. Repair as required. |
| Bent or broken connecting rod | Inspect connecting rods. Repair as required. |
| Broken crankshaft | Inspect crankshaft. Repair as required. |
Engine Will Not Crank - Crankshaft Will Not Rotate
Check Compression for all cylinders
- Start the engine (approx. 4 seconds).
- Compare the compression values. Maximum pressure differential 100 kPa (14.5 psi)
Functional Check
With these systems, any blow-by in excess of the system capacity, from a badly worn engine, sustained heavy load, etc., is exhausted into the throttle body and is drawn into the engine.
Proper operation of the crankcase ventilation system depends upon a sealed engine. If oil slugging or dilution is noted and the crankcase ventilation system is functioning properly, check the engine for a possible cause. Correct any problems.
If an engine is idling rough, inspect for a clogged PCV orifice, a dirty vent filter, air cleaner element, or plugged hose. Replace as required. Use the following procedure
- Remove the PCV hose from the cylinder head cover.
- Operate the engine at idle.
- Place your thumb over the end of the hose in order to check for a vacuum. If there is no vacuum at the hose, inspect for the following items: Plugged hoses The manifold port
- Turn OFF the engine.
- Inspect the PCV orifice in the cylinder head cover for debris or blockage.
Check for Thermal Overload
Note. These quick information shall help to carry out a correct diagnosis in case of a customer complaint.
Through friction of clutch plate on the friction surface of the dual mass flywheel temperatures up to 200 °C can arise during normal driving. At sliding clutch or through operating errors much higher temperatures can arise. These temperatures must not cause mandatory a reduced lifetime of the dual mass flywheel.
Possible indications for a high thermal load are
- Tarnish (bluish) as well as local hotspots on friction surface
- Tarnish (bluish) near of mounting area and riveting area of clutch
If all other checkable features are well, the dual mass flywheel can stay in the vehicle.
Possible indications for a too high thermal load are
- Cracks
- Fusion zones on friction surface (material smear)
- Scores in friction surface (for example through clutch lining riveting at destroyed or worn clutch plate)
- Tarnish (bluish) which reaches up to bearing area of dual mass flywheel
- Bluish discoloration of locating pins (3 locating pins in outer zone of dual mass flywheel)
In these cases the dual mass flywheel has to be replaced.
Scheme 48
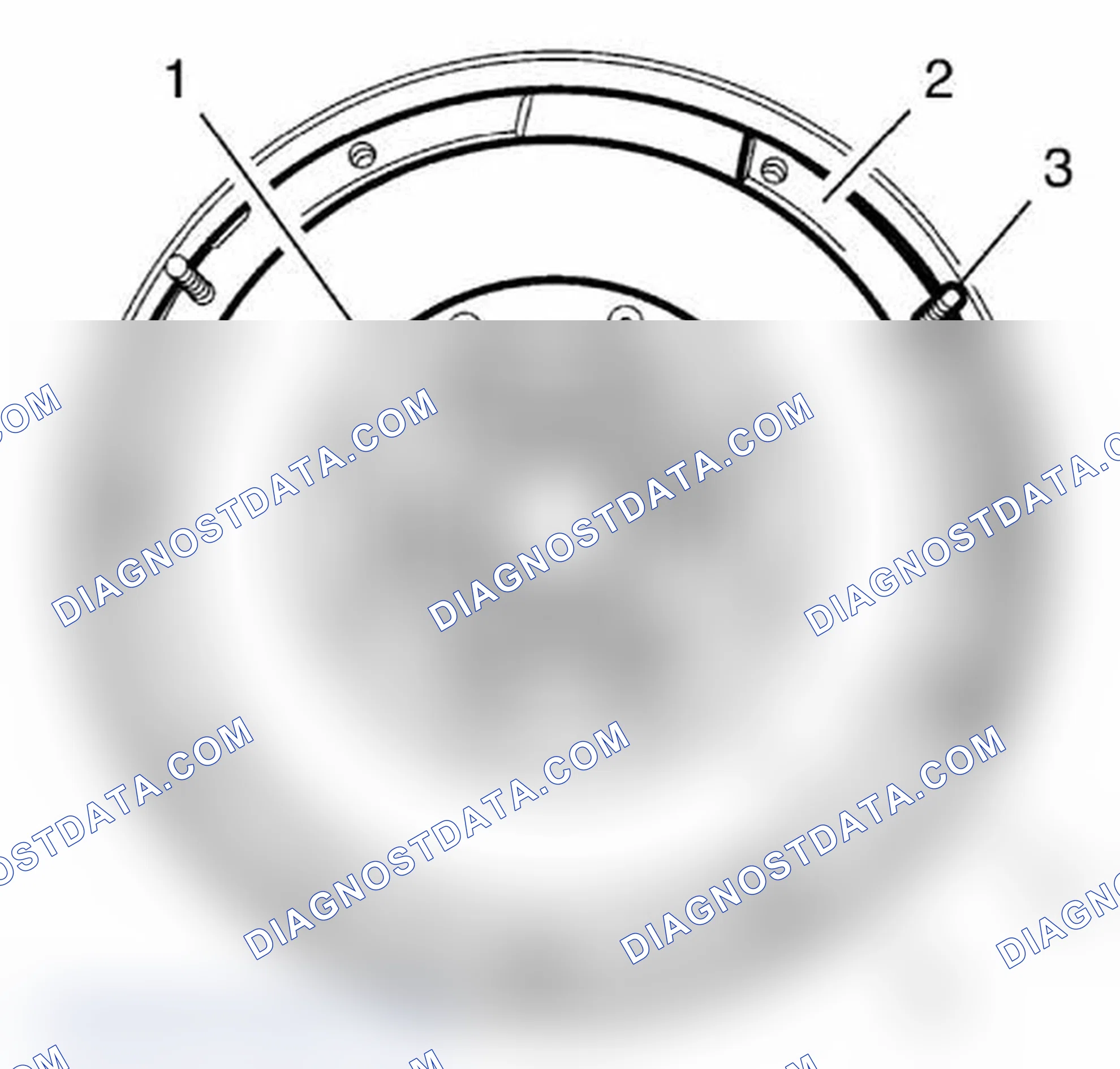
| Callout | Component Name |
|---|---|
| 1 | Bearing Area |
| 2 | Mounting Area Pressure Plate |
| 3 | Locating Pins |
| 4 | Friction Surface |
| 5 | Riveting Area |
Scheme 49
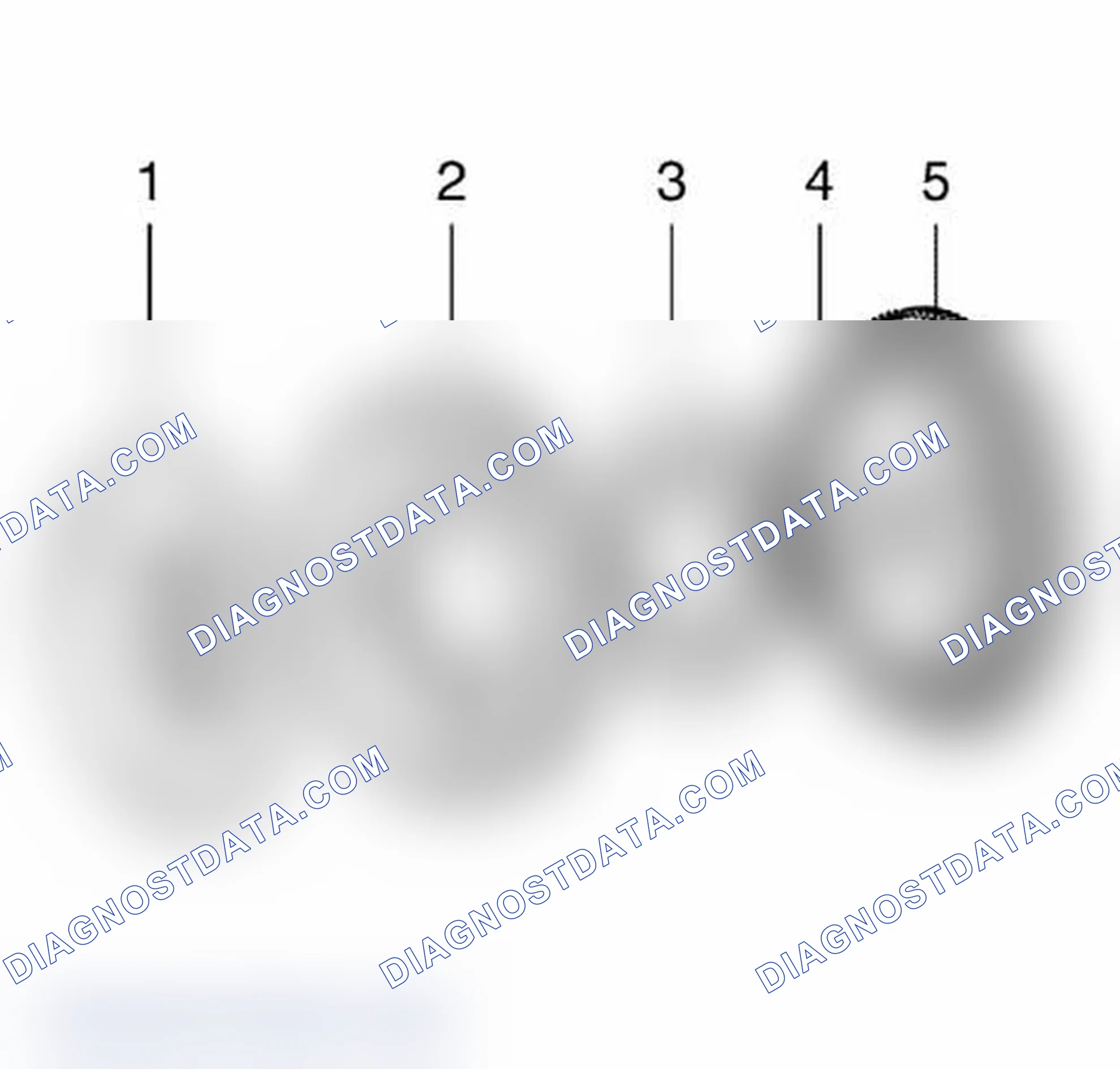
| Callout | Component Name |
|---|---|
| 1 | Secondary Flywheel Mass |
| 2 | Additional Mass, Coupled with Cover and Pulse-Generator Ring |
| 3 | Flange |
| 4 | Primary Flywheel Mass with Bowed Springs and Plain Bearing/Bearing Bolt |
| 5 | Toothed Ring |
Check for Damaged Components
All following checking procedures have to be carried out at installed dual mass flywheel. For visual check at vehicle very bright light and a additional bright and small pocket lamp is necessary. Damages like grease on primary flywheel and loose ore missing balance weights cannot be checked at installed condition. During visual check material alteration can be stated which eliminate a further operating suitability.
For comparison different damages at dual mass flywheel with the corresponding further procedure are presented here.
- Inspect plain bearing (1) for damages. Dependent of the manufacturer damages can be detected through ventilation openings of secondary flywheel. Parts of the bearing (1) are detached or lie loose around the bearing bolt.
- Inspect toothed ring (1) for damages. The toothed ring is needed to start the engine. Through a lot of starting procedures and/or an incorrect engaging starter signs of abrasion can occur on teeth of the toothed ring. The profile of damages can reach from only low signs of abrasion up to heavy material removal. The installation of a pulse-generator ring depends on the manufacturer. The image shows signs of abrasion and mechanical damages at toothed ring (1), they occur through abrasion due to a lot of starting procedures. In this case the dual mass flywheel has to be replaced.
- Inspect tilt clearance. At dual mass flywheel the additional-mass ring looms over the gap between primary and secondary flywheel. It is not possible to carry out just a visual check.
- Embrace dual mass flywheel and apply thumbs onto the outer radius of secondary flywheel.
- Apply pressure onto the secondary flywheel alternating on upper, lower, left and right side During the tilt clearance check a functional metal rattling noise may occur. If tilt clearance is higher than 3 mm (MUST be measured, DO NOT make an estimation) (1) the dual mass flywheel has to be replaced.
- Inspect clearance angle (1). Before the inspection of the clearance angle the dual mass flywheel should be rotated several times clockwise and anticlockwise to receive a feeling for the resistance of the springs. In addition unusual loud clicking noise or possible rattle, crunch, grinding noise can be sounded out during rotating the dual mass flywheel. If the rotation of the flywheel is impossible the flywheel is defective and has to be replaced. The clearance angle is the angle (1) about the secondary and the primary flywheel can be turned light against each other. Thereby the flange wings are moved in the duct of the bowed springs without adjoining the bowed springs. Dictated by functional factors the clearance angle is up to 8 teeth. Is the secondary flywheel rotated beyond this point the bowed springs in the duct are moved to spring arrestor in the primary flywheel/cover. Now the both spring are tensioned. Rotate secondary flywheel anticlockwise (arrow) until the elastic counterforce (spring force) is clear noticeable. Release secondary flywheel slowly until the bowed springs are relaxed, so no counterforce acts onto the springs. Mark position with a vertical line by a white pencil on secondary flywheel (1) and on toothed ring for starter (2). Rotate secondary flywheel clockwise until the elastic counterforce is clear noticeable. Release secondary flywheel slowly until the bowed springs are relaxed. Apply new marking on secondary flywheel (1) on the height of the marking on the toothed ring for starter (3). Count amount of teeth on toothed ring for starter from marked tooth up to the height of the first marking on secondary flywheel (2). Dictated by functional factors up to 8 teeth are allowed.
- ALWAYS replace the engine flywheel if following conditions are given: The difference exceeds the amount of 8 teeth. The dual mass flywheel cannot be rotated. During rotating the dual mass flywheel a hard metallic arrestor is audible or noticeable.
Valve Cleaning Procedure
- Use soft bristle wire brush to clean any carbon build-up from the valve head. DO NOT use a wire brush on any part of the valve stem. The valve stem is chrome plated to provide enhanced wear characteristics. Wire brushing the stem could remove the chrome plating.
- Thoroughly clean the valve with solvent and wipe dry.
Valve Seat Width Measurement Procedure
- Measure the valve seat width in the cylinder head using a proper scale.
- Measure the seat width on the valve face (1) using a proper scale.
- Compare your measurements with the specifications, refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) .
- If the seat widths are acceptable, check the valve seat roundness using the Valve Seat Roundness Measurement Procedure.
- If the seat width is not acceptable, you must grind the valve seat using the Valve and Seat Reconditioning Procedure to bring the width back into specification. Proper valve seat width is critical to providing the correct amount of valve heat dissipation.
Valve Seat Roundness Measurement Procedure
- Measure the valve seat roundness using a dial indicator attached to a tapered pilot installed in the guide. The pilot should have a slight bind when installed in the guide.
- Compare your measurements with the specifications, refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) .
- If the valve seat exceeds the roundness specification, you must grind the valve and valve seat using the Valve and Seat Reconditioning Procedure.
- If new valves are being used, the valve seat roundness must be within 0.05 mm (0.002 in).
Valve Margin Measurement Procedure
- Measure the valve margin using an appropriate scale.
- Reference the specifications in this section for minimum valve margin and compare them to your measurements.
- If the valve margins are beyond specification, replace the valves.
- If the valve margins are within specification and do not require refacing, test the valve for seat concentricity using the Valve-to-Seat Concentricity Measurement Procedure.
Valve-to-Seat Concentricity Measurement Procedure
- Coat the valve face lightly with blue dye (3).
- Install the valve in the cylinder head.
- Turn the valve against the seat with enough pressure to wear off the dye.
- Remove the valve from the cylinder head.
- Inspect the valve face. If the valve face is concentric, providing a proper seal, with the valve stem, a continuous mark will be made around the entire face (1). NOTE: The wear mark MUST be at least 0.5 mm (0.020 in) from the outer diameter, the margin, of the valve. If the wear mark is too close to the margin, the seat must be reconditioned to move the contact area away from the margin. If the face is not concentric with the stem, the mark will NOT be continuous around the valve face. The valve should be refaced or replaced and the seat must be reconditioned using the Valve and Seat Reconditioning Procedure.
Valve and Seat Reconditioning Procedure
- Grind the valve seats (2) to the proper angle specification, refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) .
- Using the proper angle specification, refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) grind, relieve, the valve seats (1) to correctly position the valve seating surface (2) to the valve.
- Using the proper angle specification listed in engine mechanical specifications, refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) grind, undercut, the valve seats (3) to narrow the valve seat widths to the specifications, refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) .
- If the original valve is being used, grind the valve to the specifications, refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) . Measure the valve margin again after grinding using the Valve Margin Measurement Procedure. Replace the valve if the margin is out of specification. New valves do not require grinding.
- When grinding the valves and seats, grind off as little material as possible. Cutting valve seat results in lowering the valve spring pressure.
- Install the valve in the cylinder head. If you are using refaced valves, lap the valves into the seats with a fine grinding compound. The refacing and reseating operations should leave the refinished surfaces smooth and true so that minimal lapping is required. Excessive lapping will groove the valve face and prevent a good seat when hot. NOTE: Be sure to clean any remaining lapping compound from the valve and seat with solvent and compressed air prior to final assembly. If you are using new valves, do not lap the valves under any condition.
- After obtaining the proper valve seat width in the cylinder head, you must re-measure the valve stem height using the Valve Stem Height Measurement Procedure.
- If the valve stem height is acceptable, test the seats for concentricity using the Valve-to-Seat Concentricity Measurement Procedure.
Valve Stem Height Measurement Procedure
- Install the valve into the valve guide.
- Ensure the valve is seated to the cylinder head valve seat.
- Install the valve stem oil seal.
- Install the valve spring retainer and valve stem locks.
- Measure the distance (1) between the cylinder head to the bottom of the valve spring retainer. Refer to «Engine Mechanical Specifications (1.8L LUW and LWE)»(ref-542468-S32656730462013041600000) .
- If the maximum height specification is exceeded, a new valve should be installed and the valve stem height re-measured.
- If the valve stem height still exceeds the maximum height specification, the cylinder head must be replaced.
Scheme 50

| Callout | Component Name |
|---|---|
| Preliminary Procedure Remove the radiator opening upper cover. Refer to Front Opening Upper Cover Replacement . Special Tools EN-28467-300 Engine Support Fixture Adapter J-28467-518 Main Support Beam J-28467-1A Cross Bracket J-28467-5A Strut Tower Support Assembly J-28467-2A Radiator Tube Shelf Assembly J-36857 Engine Lift Bracket J-28467-8A Hook Assembly For equivalent regional tools, refer to Special Tools . | |
| 1 | Engine Support Fixture Adapter Leg (Qty: 2) Procedure Install the bracket to fender frame. Do not install on top of fender lip. |
| 2 | Main Support Beam |
| 3 | Cross Bracket |
| 4 | Strut Tower Support Assembly Procedure Adjust the length of the strut tower support assembly. |
| 5 | Radiator Tube Shelf Assembly |
| 6 | Hook Assembly NOTE: If the engine is not equipped with engine lift bracket, install J-36857 in place. Procedure Use a grade 10.9 bolt to install the engine lift bracket. |
| NOTE |
|---|
| If the engine is not equipped with engine lift bracket, install J-36857 in place. |
Engine Support Fixture
Crankshaft End Play, Check
- Install the GE-571-B gauge (1). Install in the holder on the front of the engine block. Place the dial gauge plunger against the crankshaft and adjust.
- Measure the longitudinal play of the crankshaft. Move the crankshaft in the longitudinal direction. Permissible crankshaft end play: 0.100-0.202 mm (0.0039-0.0080 in)
- Remove the GE-571-B gauge.
Crankshaft Out-of-Round, Check
- Insert the crankshaft in the engine block.
- Install the GE-571-B gauge. Attach to the bracket on the engine block. Place the dial gauge plunger against the crankshaft bearing journal and adjust.
- Check the rotational play of the crankshaft. Turn the crankshaft evenly. Maximum permissible rotational play: 0.03 mm (0.001 in).
- Remove the GE-571-B gauge (1).
Check Crankshaft Bearing Clearance (With Plastigage)
- Lay on plastigage. Lay out plastigage (flexible plastic thread) around the entire width of the con-rod bearing journal (1).
- Install the crankshaft bearing cap. Tighten the 2 crankshaft bearing cap bolts in 3 passes. Use the EN-45059 sensor kit : First pass to 50 N.m (37 lb ft) Second pass to 45° Third pass to 15°
- Remove the 2 crankshaft bearing cap bolts.
- Measure the crankshaft bearing play. Compare the width of the flattened plastic thread (arrow) to the measuring scale. Permissible crankshaft bearing play: 0.005-0.059 mm (0.0002-0.0023 in).
Check Crankshaft Bearing Clearance (With Micrometer Gauge Internal Measuring Device)
- Install the crankshaft bearing cap with the crankshaft bearing clips to the cylinder block. Tighten the 2 crankshaft bearing cap bolts in 3 passes. Use the EN-45059 sensor kit : First pass to 50 N.m (37 lb ft) Second pass to 45° Third pass to 15°
- Install the inner plunger and calibrate with the micrometer gauge (1).
- Measure the crankshaft bearing diameter at 3 points. Measure at points A, B and C with the internal measuring device. Calculate the average crankshaft bearing diameter. Formula: A + B + C /3.
- Measure the crankshaft bearing journal diameter at 2 points. Measure at points I and II with the micrometer gauge.
- Calculate the average crankshaft bearing journal diameter. Formula: I + II/2.
- Determine the crankshaft bearing play. Calculation formula: average crankshaft bearing diameter minus average crankshaft bearing journal diameter.
- Nominal-Actual comparison. Permissible crankshaft bearing play: 0.005-0.059 mm (0.0002-0.0023 in).
Cleanliness and Care
An automobile engine is a combination of many machined, honed, polished, and lapped surfaces with tolerances that are measured in ten thousandths of an inch. When any internal engine parts are serviced, care and cleanliness are important. A liberal coating of engine oil should be applied to friction areas during assembly to protect and lubricate the surfaces during initial operation. Throughout this section, it should be understood that proper cleaning and protection of machined surfaces and friction areas are part of the repair procedure. This is considered standard shop practice even if not specifically stated.
When valve train components are removed for service, they should be retained in order. At the time of installation, they should be installed in the same locations and with the same mating surfaces as when removed.
Gasket Reuse and Applying Sealants
- Do not reuse any gasket unless specified.
- Gaskets that can be reused will be identified in the service procedure.
- Do not apply sealant to any gasket or sealing surface unless called out in the service information.
Separating Components
- Use a rubber mallet to separate components.
- Bump the part sideways to loosen the components.
- Bumping should be done at bends or reinforced areas to prevent distortion of parts.
Cleaning Gasket Surfaces
- Remove all gasket and sealing material from the part using a scraping tool.
- Care must be used to avoid gouging or scraping the sealing surfaces.
- Do not use any other method or technique to remove sealant or gasket material from a part.
- Do not use abrasive pads, sand paper, or power tools to clean the gasket surfaces. These methods of cleaning can cause damage to the component sealing surfaces. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and has been known to cause internal engine damage.
Separating Parts
Note. Disassembly of the piston, press fit design piston pin, and connecting rod may create scoring or damage to the piston pin and piston pin bore. If the piston, pin, and connecting rod have been disassembled, replace the components as an assembly. Many internal engine components will develop specific wear patterns on their friction surfaces. When disassembling the engine, internal components MUST be separated, marked, or organized in a way to ensure installation to their original location and position.
Separate, mark, or organize the following components
- Piston and the piston pin
- Piston to the specific cylinder bore
- Piston rings to the piston
- Connecting rod to the crankshaft journal
- Connecting rod to the bearing cap-A paint stick or etching/engraving type tool are recommended. Stamping the connecting rod or cap near the bearing bore may affect component geometry.
- Crankshaft main and connecting rod bearings
- Camshaft and valve tappets
- Valve to the valve guide
- Valve spring and shim to the cylinder head location
- Engine block main bearing cap location and direction
- Oil pump drive and driven gears
Tools and Equipment
Special tools are listed and illustrated throughout this section with a complete listing at the end of the section. These tools, or their equivalents, are specially designed to quickly and safely accomplish the operations for which they are intended. The use of these special tools will also minimize possible damage to engine components. Some precision measuring tools are required for inspection of certain critical components. Torque wrenches and a torque angle meter are necessary for the proper tightening of various fasteners.
To properly service the engine assembly, the following items should be readily available
- Approved eye protection and safety gloves
- A clean, well lit, work area
- A suitable parts cleaning tank
- A compressed air supply
- Trays or storage containers to keep parts and fasteners organized
- An adequate set of hand tools
- Approved engine repair stand
- An approved engine lifting device that will adequately support the weight of the components
Pipe Joint Compound
Note. Three types of sealer are commonly used in engines. These are RTV sealer, anaerobic gasket eliminator sealer, and pipe joint compound. The correct sealer and amount must be used in the proper location to prevent oil leaks. DO NOT interchange the 3 types of sealers. Use only the specific sealer or the equivalent as recommended in the service procedure.
- Pipe joint compound is a pliable sealer that does not completely harden. This type sealer is used where 2 non-rigid parts, such as the oil pan and the engine block, are assembled together.
- Do not use pipe joint compound in areas where extreme temperatures are expected. These areas include: exhaust manifold, head gasket, or other surfaces where gasket eliminator is specified.
- Follow all safety recommendations and directions that are on the container. To remove the sealant or the gasket material.
- Apply the pipe joint compound to a clean surface. Use a bead size or quantity as specified in the procedure. Run the bead to the inside of any bolt holes. Do not allow the sealer to enter any blind threaded holes, as it may prevent the bolt from clamping properly or cause component damage when the bolt is tightened.
- Apply a continuous bead of pipe joint compound to one sealing surface. Sealing surfaces to be resealed must be clean and dry.
- Tighten the bolts to specifications. Do not overtighten.