Scheme 46
A crankcase ventilation system is used to consume crankcase vapors (1) in the combustion process instead of venting them to atmosphere. Fresh air from the throttle body is supplied to the crankcase, mixed with blow by gases, and then passed through a positive crankcase ventilation (PCV) valve (3) into the intake manifold.
Scheme 47
The primary control is through the positive crankcase ventilation (PCV) valve which meters the flow at a rate depending on inlet vacuum. To maintain idle quality, the PCV valve restricts the flow when inlet vacuum is high. If abnormal operating conditions arise, the system is designed to allow excessive amounts of blow by gases to back flow through the crankcase vent into the throttle body to be consumed by normal combustion.
Drive Belt System Description
The drive belt system consists of the following components
- The drive belt
- The drive belt tensioner
- The crankshaft balancer pulley
- The accessory drive components The generator The A/C compressor The water pump
The drive belt system uses one belt. The drive belt is thin so that it can bend backwards and has several ribs to match the grooves in the pulleys. The drive belt is made of different types of rubbers (chloroprene or EPDM) and have different layers or plys containing either fiber cloth or cords for reinforcement.
Both sides of the drive belt may be used to drive the different accessory drive components. When the back side of the drive belt is used to drive a pulley, the pulley is smooth.
The drive belt is pulled by the crankshaft balancer pulley across the accessory drive component pulleys. The spring loaded drive belt tensioner keeps constant tension on the drive belt to prevent the drive belt from slipping. The drive belt tensioner arm will move when loads are applied to the drive belt by the accessory drive components and the crankshaft.
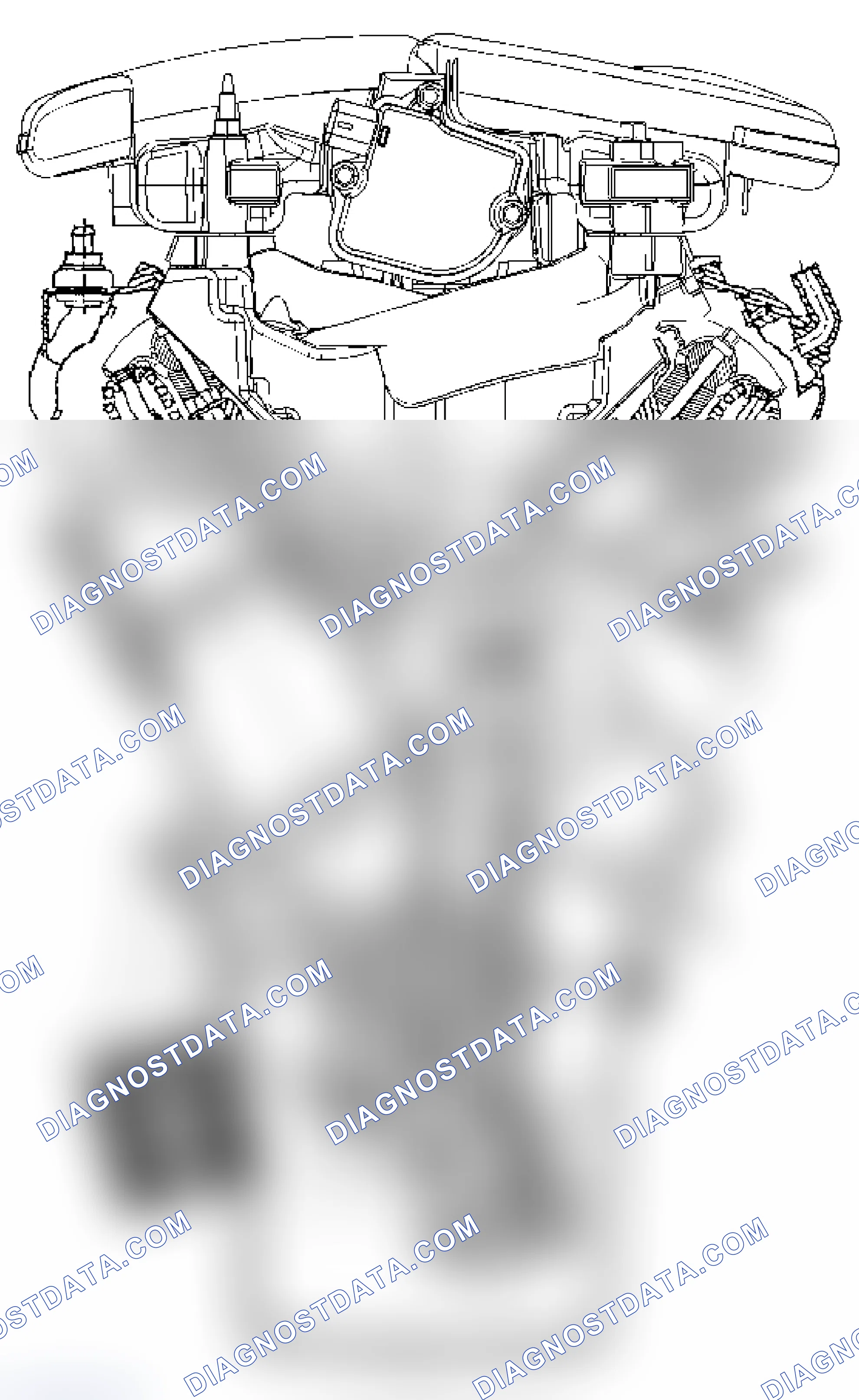
Engine Component Description
The cylinder block is made of cast alloy iron. The cylinder block has 6 cylinders that are arranged in a V shape. There are 3 cylinders in each bank. The cylinder banks are set at a 60 degree angle from each other.
The left - front bank cylinders are 2, 4, 6. The right - rear bank cylinders are 1, 3, 5. Firing order is 1-2-3-4-5-6.
Four main bearings support the crankshaft. The crankshaft is retained by the bearing caps. The bearing caps are machined with the block for proper alignment and clearances. The main bearing caps are drilled and tapped for the structural oil pan side bolts.
The aluminum cylinder heads have individual intake and exhaust ports for each cylinder. The valve guides are pressed in. The roller rocker arms are located on a pedestal in a slot in the cylinder head. The roller rocker arms are retained on individual threaded bolts.
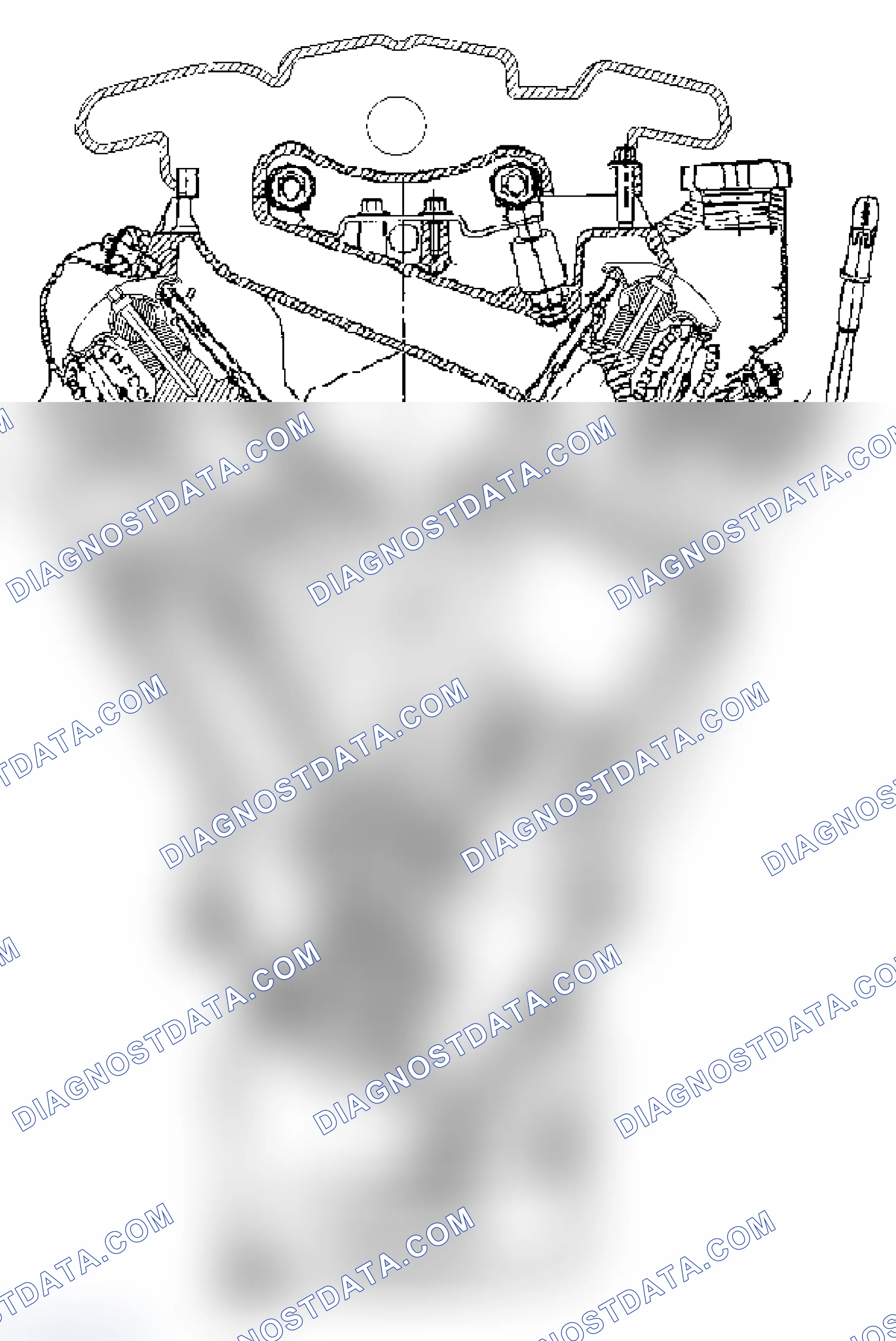
The crankshaft is forged steel with deep rolled fillets on all 6 crankpins and all 4 main journals. Four steel-backed aluminum bearings are used. The #3 bearing is the end-thrust bearing.
The camshaft is made from a new metal composite design. The camshaft profile is a hydraulic roller design. The camshaft is supported by 4 journals. The camshaft includes an oil pump drive gear.
The pistons are cast aluminum using 2 compression rings and 1 oil control ring. The pistons also have 2 polymer coated patches on the skirt for noise reduction. The piston pin is offset 0.8 mm (0.031 in) towards the major thrust side. This placement allows for a gradual change in thrust pressure against the cylinder wall as the piston travels its path. The pins are made of chromium steel and have a floating fit in the pistons. The pins are retained in the connecting rods by piston pin retainer clips.
The connecting rods are made of forged steel. Full pressure lubrication is directed to the connecting rods by drilled oil passages from the adjacent main bearing journal.
A roller rocker type valve train is used. Motion is transmitted from the camshaft through the hydraulic roller lifter and from the pushrod to the roller rocker arm. The rocker arm pivots on the needle roller bearings. The rocker arm transmits the camshaft motion to the valve. The rocker arm pedestal is located in a slot in the cylinder head. The rocker arm is retained in the cylinder head by a bolt. The pushrod is located by the rocker arm.
The intake manifold is a 2-piece cast aluminum unit. The intake manifold centrally supports a fuel rail with 6 fuel injectors.
The exhaust manifolds are cast nodular iron.
New Product Information
The purpose of New Product Information is to highlight or indicate important product changes from the previous model year.
Changes may include one or more of the following items
- A component comparison from the previous year
- Fastener changes
- Torque values and/or fastener tightening strategies
- Changed engine specifications
- New sealants and/or adhesives
- Disassembly and assembly procedure revisions
- Engine mechanical diagnostic procedure revisions
- New special tools required
Component Comparison
No component comparison changes for 2011.
Fastener Changes
No fastener changes for 2011.
Torque Values and/or Fastener Tightening Strategies
No torque values and/or fastener tightening strategies changes for 2011.
Changed Engine Specifications
No specification changes for 2011.
New Sealants and/or Adhesives
No new sealants and or adhesives changes for 2011.
Disassembly and Assembly Procedure Revisions
No disassembly and assembly procedure revisions for 2011.
Engine Mechanical Diagnostic Procedure Revisions
No revisions for 2011.
New Special Tools Required
No new special tools revisions for 2011.
Scheme 48
Full pressure lubrication, through a full flow oil filter, is furnished by a gear type oil pump. The oil is drawn up through the pickup screen and the tube. The oil passes through the pump to the oil filter.
The oil filter is a full flow paper element unit. An oil filter bypass is used in order to ensure oil supply during the following conditions
- On a cold start
- If the filter is plugged
- If the filter develops excessive pressure drop
The bypass is designed to open at 69-83 kPa (10-12 psi).
A priority oil delivery system supplies oil first to the crankshaft journals. The oil from the crankshaft main bearings is supplied to the connecting rod bearings by intersecting the passages drilled in the crankshaft. The passages supply the oil to the crankshaft main bearings and the camshaft bearings through the intersecting vertical drilled holes. The oil passages from the camshaft journals supply oil to the hydraulic lifters, and the piston oil nozzles. The camshaft phaser is fed oil from the number 1 camshaft bearing journal.
The piston oil nozzles lubricate the pistons and cylinder walls. A not-serviceable check valve integrated into the nozzle prevents oil bleed down from the nozzle when the engine is not running.
The hydraulic lifters pump oil up through the pushrods to the rocker arms. The cast dams in the crankcase casting direct the oil that drains back from the rocker arms onto the camshaft lobes. The camshaft chain drive is lubricated by indirect oil splash.
Scheme 49
Scheme 50
Cleanliness and Care
An automobile engine is a combination of many of the following surfaces
- Machined
- Honed
- Polished
- Lapped
The tolerances of these surfaces are measured in the ten-thousandths of an inch. When you service any internal engine part, cleanliness and care are important. Apply a liberal coating of engine oil to the friction areas during assembly in order to protect and lubricate the surfaces on initial operation. Throughout this service information, practice proper cleaning and protection procedures to the machined surfaces and to the friction areas.
| CAUTION | Engine damage may result if an abrasive paper, pad, or motorized wire brush is used to clean any engine gasket surfaces. |
Whenever you remove the valve train components, keep the components in order. Follow this procedure in order to install the components in the same locations and with the same mating surfaces as when removed.
| WARNING | Refer to Battery Disconnect Warning . |
Disconnect the negative battery cables before you perform any major work on the engine.
Separating Parts
In addition to the room temperature vulcanizing (RTV) sealant's sealing capabilities, the RTV sealants may form an adhesive bond between the components. This may make the components difficult to remove or to separate. If possible, bump the components sideways rather than using prying tools in order to remove the components. This technique prevents damage when the bonding strength of the RTV sealant is stronger than the component itself. Perform bumping at the bends or at the reinforced areas in order to prevent part distortion.
Replacing Engine Gaskets
- Do not reuse any gasket unless otherwise specified. Reusable gaskets will be identified in the service procedure. Do not apply sealant to any gasket or sealing surface unless called out in the service procedure.
- Use a rubber mallet in order to separate components. Bump the part sideways in order to loosen the components. Perform the bumping at the bends or at the reinforced areas in order to prevent the distortion of components.
- Remove all of the gasket and the sealing material from the component using a plastic or a wood scraper. Do not gouge or scrape the sealing surfaces.
- When assembling components, use only the sealant specified in the service procedure. Ensure that the sealing surfaces are clean and free of debris or oil. When applying sealant to a component, apply a bead size as specified in the service procedure.
- Tighten the bolts to the specifications.
Use of Room Temperature Vulcanizing (RTV) and Anaerobic Sealant
The following 2 types of sealer are commonly used in engines
- The RTV sealer
- The anaerobic gasket eliminator sealer
Follow the service procedure instructions. Use the correct sealer in the proper place in order to prevent oil leaks. Do not interchange the 2 types of sealers. Use the sealer recommended in the service procedure.
Applying RTV Sealer
- Do not use the room temperature vulcanizing (RTV) sealant in areas where extreme temperatures are expected. These areas include the following locations: The exhaust manifold The head gasket The other surfaces where gasket eliminator is specified
- Use a rubber mallet in order to separate the components sealed with RTV sealant. Bump the part sideways in order to shear the RTV sealer. Perform the bumping at the bends or the reinforced areas in order to prevent distortion of the components. The RTV sealant is weaker in shear (lateral) strength than in tensile (vertical) strength.
- Do not use the following items in order to clean the gasket surfaces: Abrasive pads Sand Paper Power tools
These methods of cleaning may damage the part.
Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and may cause internal engine damage.
- Remove all of the gasket material from the component using a plastic or a wood scraper. Use Loctite® brand gasket remover P/N 4MA or the equivalent. Follow all of the safety recommendations and the directions that are on the container. IMPORTANT: Do not allow the sealer to enter the blind threaded holes. The sealer may cause the following conditions: Prevent you from properly seating the bolt Cause damage when you tighten the bolt
- Apply the RTV sealant to a clean surface. Use a bead size as specified in the procedure. Apply the bead to the inside of any bolt holes.
- Assemble the components while the RTV sealant is still wet (within 3 minutes). Do not wait for the RTV sealant to skin over.
- Tighten the bolts to specifications.
Applying Anaerobic Sealer
The anaerobic gasket eliminator hardens in the absence of air. This type of sealer is used where 2 rigid parts (such as castings) are assembled together. When 2 rigid parts are disassembled and no sealer or gasket is readily noticeable, the parts were probably assembled using a gasket eliminator.
| IMPORTANT | Do not use any other method or technique in order to remove the gasket material from a component. |
Do not use the following items in order to clean the gasket surfaces
- Abrasive pads
- Sand paper
- Power tools
These methods of cleaning may damage the part.
Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and may cause internal engine damage.
- Remove all of the gasket material from the component using a plastic or a wood scraper. Use Loctite® brand gasket remover P/N 4MA or the equivalent. Follow all of the safety recommendations and the directions that are on the container.
- Apply a continuous bead of the gasket eliminator to 1 flange. Clean and dry any surfaces that you will reseal.
- Do not allow the sealer to enter the blind threaded holes. The sealer may cause the following conditions: Prevent you from properly seating the bolt Cause damage when you tighten the bolt
- Spread the sealer evenly in order to get a uniform coating on the sealing surface.
- Tighten the bolts to the specifications.
- Remove the excess sealer from the outside of the joint.
Tools and Equipment
Work in a clean and well-lit area. Have the following components available before you begin to work
- A suitable parts cleaning tank
- A compressed air supply
- Trays, in order to keep the parts and the fasteners organized
- An adequate set of hand tools
An approved engine repair stand will prevent personal injury or damage to the engine components. The special tools are designed in order to quickly and safely accomplish the operations for which the tools are intended. Using the tools will minimize possible damage to the engine components. Precision measuring tools are required for the inspection of certain critical components. Torque wrenches are needed for the correct assembly of various parts.
See also:
• Battery Disconnect Warning