Classification And Sealing Products
Classification
- See «Class A»(ref-407097-S07196427822011070100000)
- See «Class B»(ref-407097-S34668284482011070100000)
- See «Class D»(ref-407097-S17084805322011070100000) .
In order to meet Volvo, s requirements, only approved sealing products may be used.
The products that have been tested for body sealing can be found below.
Sealing products
- See «Spray sealant»(ref-407097-S08752383762011070100000)
- See «Weatherstrips»(ref-407097-S06271962922011070100000)
- See «Seal that can be sanded»(ref-407097-S42101789812011070100000)
- See «Foam rubber replacement soft (soundproofing foam)»(ref-407097-S21739242342011070100000) .
Scheme 75

Visible seal with high requirements for the finish.
The material must be applied liberally but evenly. There must be no areas where excess sealant has gathered.
Use a rubber putty knife to smooth the surface.
See panel section A for the appearance of the bead.
Scheme 76
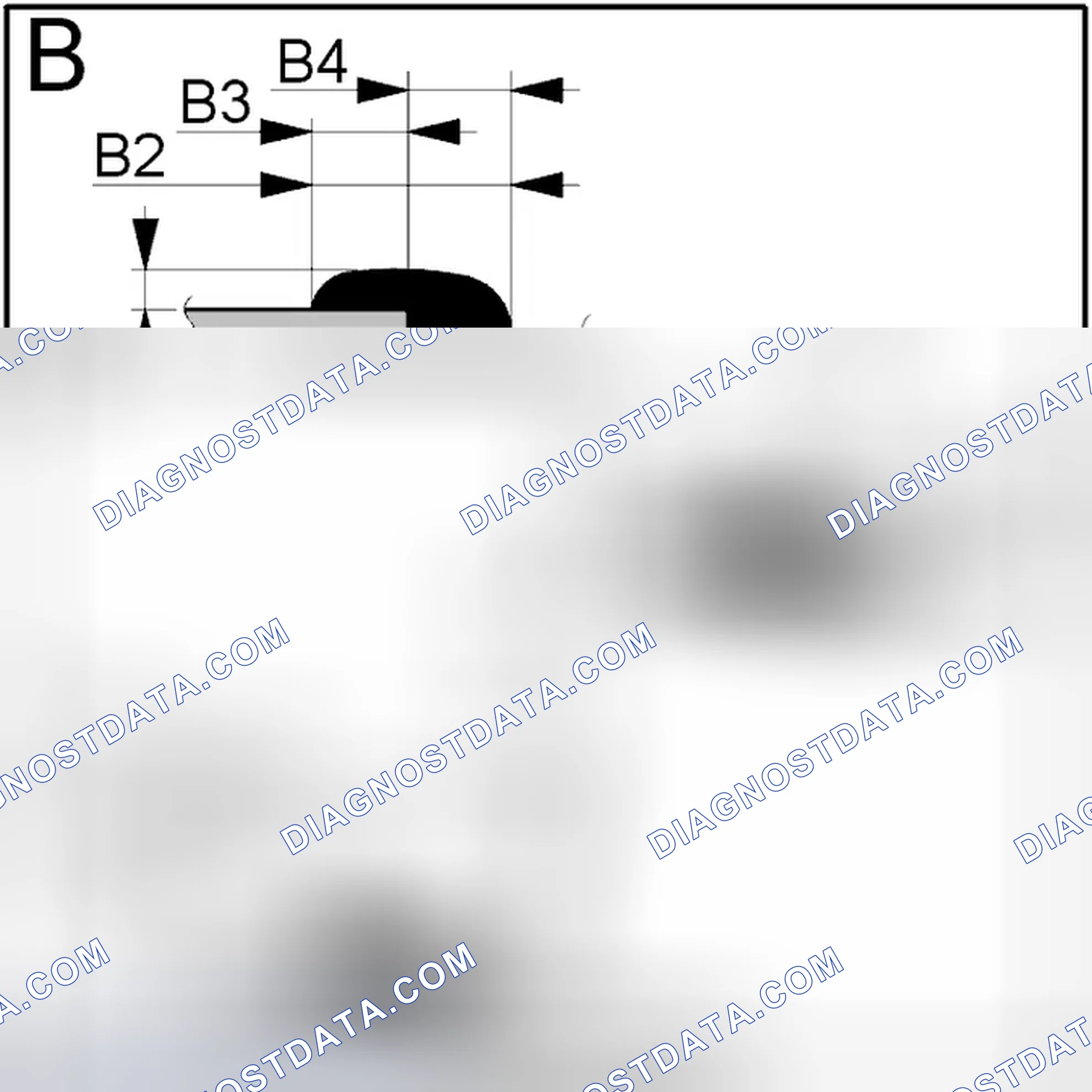
Visible seal with lower requirements for the finish.
The material must have been applied liberally but evenly.
Lines and minor pitting is acceptable.
The material must not have been applied too thickly.
The dimension of the bead must be as in panel section B.
B1 = min 0.5 mm, max 2.0 mm.
B2 = min 4.0 mm, max 10.0 mm.
B3 = min 2.0 mm.
B4 = min 2.0 mm, max 4.0 mm.
Scheme 77

Seal with no requirements on finish.
The material must have been applied liberally.
Minimum material thickness = 0.5 mm.
Lines, lumps and pools of up to 5 mm are acceptable.
The dimension of the bead must be as in panel section D.
D1 = min 0.5 mm, max 5.0 mm.
D2 = min 7.0 mm, max 50 mm.
Spray Sealant
P/N 116 1651 is a sprayable bodywork sealant that restores the vehicle to as-new condition after work on the body.
The sealant can be applied as a bead (class A and B) or sprayed on in a thin layer (class D) using a spray gun.
When applying as a bead, this type of sealant is very difficult to work on afterwards because of its runny consistency.
The sealant can be painted and hardens approximately 3 mm every 24 hours.
Weatherstrips
Seal the joints between the panel sections when replacing panel sections such as the spare wheel well, tail panel Etc.
Class A and B (P/N 116 1377) sealing is suitable.
Seal That Can Be Sanded
For visible seals, a sealing compound is required that
flows out without running
has the correct hardness
can be sanded when hardened
has the correct flexibility.
The above criteria are satisfied by 3M 08115, which has been tested and approved for sealing.
Note. 3M 08458 is not approved as a substitute for Volvo bodywork adhesive.
Scheme 78

Install the soundproofing foam in the cavity to counter sound spreading through the body.
There are two types of soundproofing foam
Volvo soundproofing foam, P/N 681 7640
This comprises a wax-treated cylinder, 50x50 mm, P/N 681 7640.
This can be compressed and inserted between the panel sections.
More than one cylinder can be used if one is not sufficient.
3M 08463
This soundproofing foam is a 2-component product that starts to foam when the components are mixed.
This product is suitable for filling large cavities.
It is also suitable for inserting between the roof arch and the roof panel where foam must be used.
Follow the application instructions from the supplier.
Scheme 79
Aligning
- Galvanized body components can be aligned in the usual way, but avoid using a body file. Use a sanding block or grinding disc with 80-grade paper instead
- Apply soldering paste in the usual way
- The soldering paste removes the galvanizing and adheres to the bare metal
- Always finish with 120-grain paper to prepare for spray painting.
Note. Protect the galvanized layer as much as possible, as it is part of the rust protection.
Scheme 80

Welding
- Galvanized body components can be welded using MAG and resistance spot welding.
- Protect the galvanized layer when preparing to weld.
Note. Use welding primer between the joins. Use point extraction .
- When resistance spot welding , the electrodes must be pressed together for a longer period than for untreated metal.
- Voltage must also be increased slightly.
Note. Check welds carefully. Surfaces must be clean when resistance spot welding. Clean the surfaces using Scotch-Brite or similar. This protects the zinc coating and phosphate coating on the metal.
Scheme 81

Base filling
- After aligning galvanized panels use plastic filler in the same way as on ordinary body panels
- Not all types of filler can be used directly on galvanized metal
- Volvo has developed a special filler . This filler can be used on both aluminum and conventional body panels. No primer is necessary .
When applying plastic filler
- Apply filler
- Do not damage the galvanized layer
- Filler thickness max 1 mm
- Sand off the old paint
- Old paint need not be sanded off if damage is superficial. Matt using 120-grain paper
- Limit the area being sanded. Remember that it will need to be spray painted later
- Always finish with 120-grain paper to prepare for spray painting.
Sheet Metal, Material Information
Information about
- Aluminum. See «Aluminum»(ref-441161-S19393949692011121500000)
- Aluminum components. See «Aluminum Components»(ref-441161-S35957639202011121500000)
- Galvanized components. See «Galvanized Components»(ref-406837-S40042840372011070100000)
- HSS/Boron steel. See «HSS Steel»(ref-406837-S08511981932011070100000) .
Galvanized Components
Note. Those components which are available as galvanized replacement parts are displayed darker in the following illustrations. Those components not galvanized are displayed lighter.
Volvo uses a large number of body components of single-, double-sided and extra-thickness galvanized steel. This is to achieve the best possible protection against corrosion. Take care not to damage galvanized components when carrying out body repairs, or when grinding or sanding.
On completing work damaged galvanizing must be replaced with single component filler primer.
Scheme 82

Scheme 83
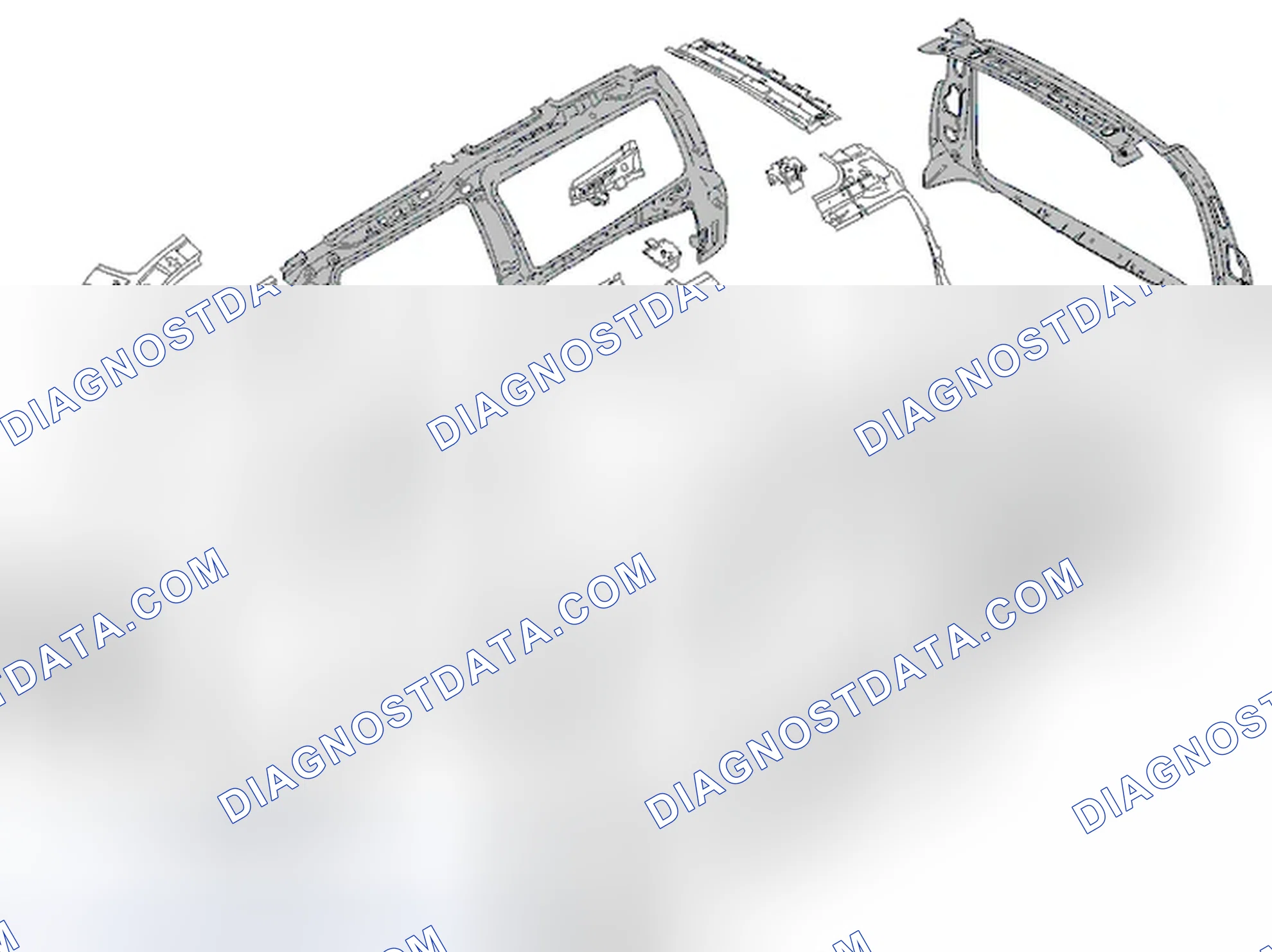
Scheme 84

Scheme 85

Scheme 86

Aluminum
Certain components are manufactured of aluminum.
The aluminum plate is called ALMG3. It contains 3% magnesium to make it rigid enough for use in bodywork.
Aluminum sheet alloyed in this way is one of the non-hardenable alloys and so does not lose its strength when heated or welded.
Its melting point is 630°C (1166°F).
It can be aligned and worked if you are careful.
Working on aluminum sheet requires training
Welding
TIG-welding is the most suitable method for welding aluminum.
MIG welding can be used for minor repairs - for example a spot weld that has come loose, small holes or a crack in the vicinity of edges.
Aligning
Try to push out the damage first.
Use a wooden mallet, rubber hammer or light sheet metal hammer.
Use a wooden or hard rubber counterhold.
Where large areas are involved, sheet may "harden" and be very difficult to align any further.
Such areas may have been subject to deformation hardening and therefore must be solution-annealed to restore their original characteristics.
Solution annealing
The deformation hardened area should be heated to 350°C (662°F) with a cutting burner on low flame.
The temperature can be checked with a digital temperature gauge, thermostat or a piece of wood run over the sheet.
If the piece of wood leaves a faint brown mark, the temperature is approximately 350°C (662°F).
Let the sheet cool and start straightening.
Solution annealing can be repeated until straightening work is complete.
Shrinking
Shrinking is done with gas flame or carbon rod.
The method is the same as for normal body panels.
Note. Aluminum will not change color or turn red when the temperature is correct.
The gas flame should therefore be applied to the sheet in the same way as for body panels but then be removed when the aluminum starts to rise: Cool quickly with a wet cloth.
Repeat until normal sheet tension is obtained.
Filing and grinding
If using a body file, be very careful, as aluminum sheet is very soft and the file can cut in very quickly.
It is preferable to use a grinding block with 60 grade paper.
When circle grinding use a low speed machine (1200 rpm) with grinding disc and 80 grade paper.
Base filling
Filling can be done with solder or plastic filler.
If filling with solder, use only ordinary body solder not solder paste.
Solder by rubbing the warmed flux onto the ground aluminum plate.
Use a soldering torch and normal steel wire brush.
Then continue solder filling normally.
Plastic filling can only be carried out when the plate is ground and clean.
Certain types of filler require the plate to be primed before filling.
Welding, General
Note. The illustrations in this service information are used for different model years and/or models. Some variation may occur. However, the essential information in the illustrations is always correct.
General
Volvo bodies are manufactured to the highest quality. All bodywork repairs must therefore take place following the same principles. Use light tools. Take care of the surface coating, electro dip (ED) and phosphating.
Always use welding primer between welded panel flanges.
Prior To Welding
| CAUTION | Always remove the battery cables before welding in accordance with Battery, Disconnecting . |
| CAUTION | Locate the welding ground connection as close as possible to the welding point. |
| CAUTION | If the welding must be carried out in the immediate vicinity of an electronic unit then this must be removed. |
Resistance Spot Welding
Resistance spot welding must primarily be used if the capacity of the welding equipment is matched to panel thickness. When carrying out resistance spot welding, grind down to bare metal.
Clean the surfaces with Scotch-Brite or similar to minimize zinc and phosphating damage. Apply welding primer between the panels.
Note. Always test weld in accordance with the method below. Always set the weld according to panel quality
MAG Welding
Punch replacement part for plug welding.
Select size of hole for plug welding according to the following panel thicknesses
8 mm for thicknesses less than 2.5 mm
10 mm or more for thicknesses above 2.5 mm.
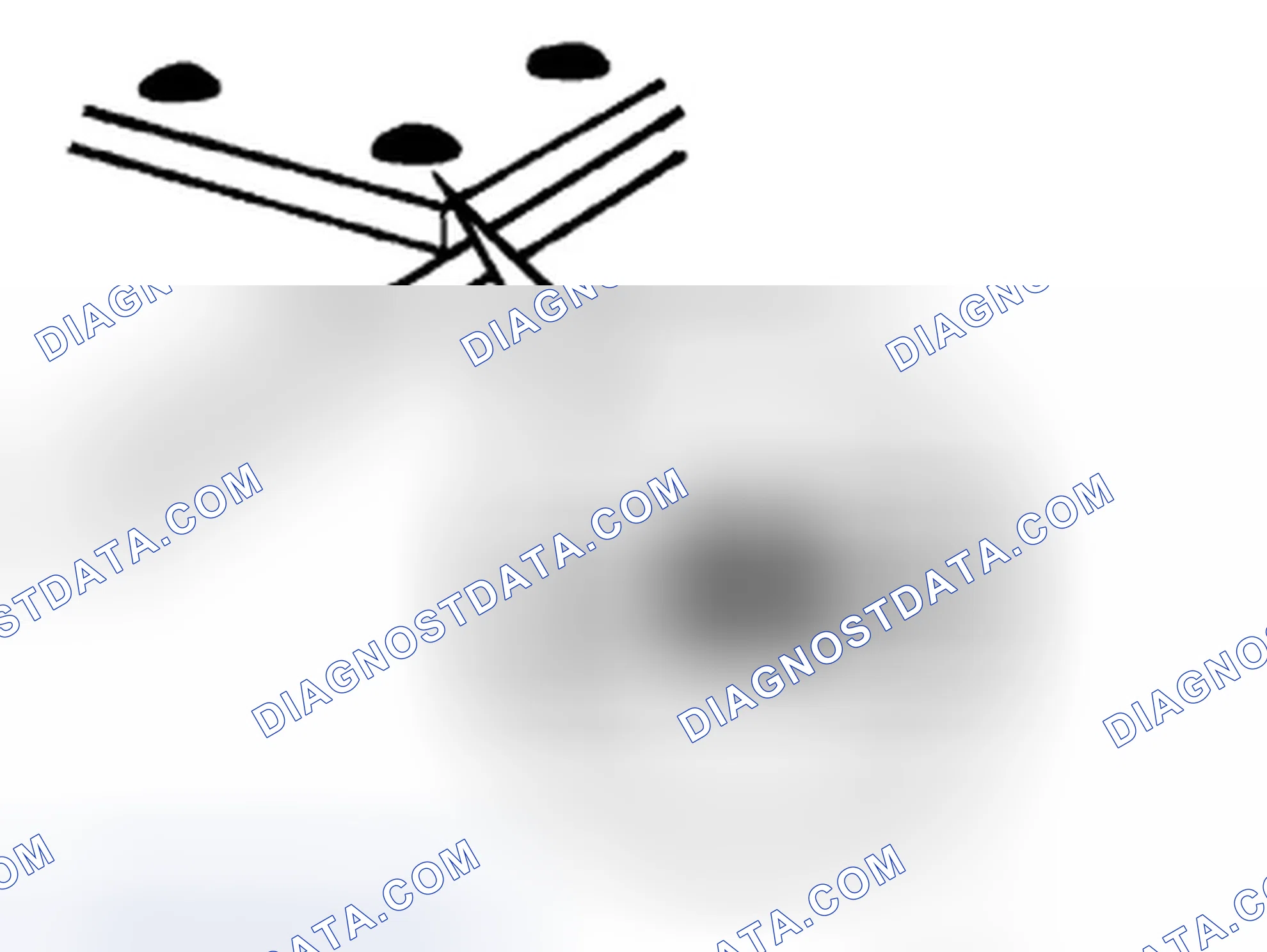
Scheme 87
Test weld several test pieces. Break the panels apart and measure the size of the welding lens diameter (A), see illustration.
Scheme 88
Note. Use welding primer on all internal flanges.
Add filling primer if there is grinding damage.
| CAUTION | Make sure that the spot welds take properly on both panels. |
Scheme 89
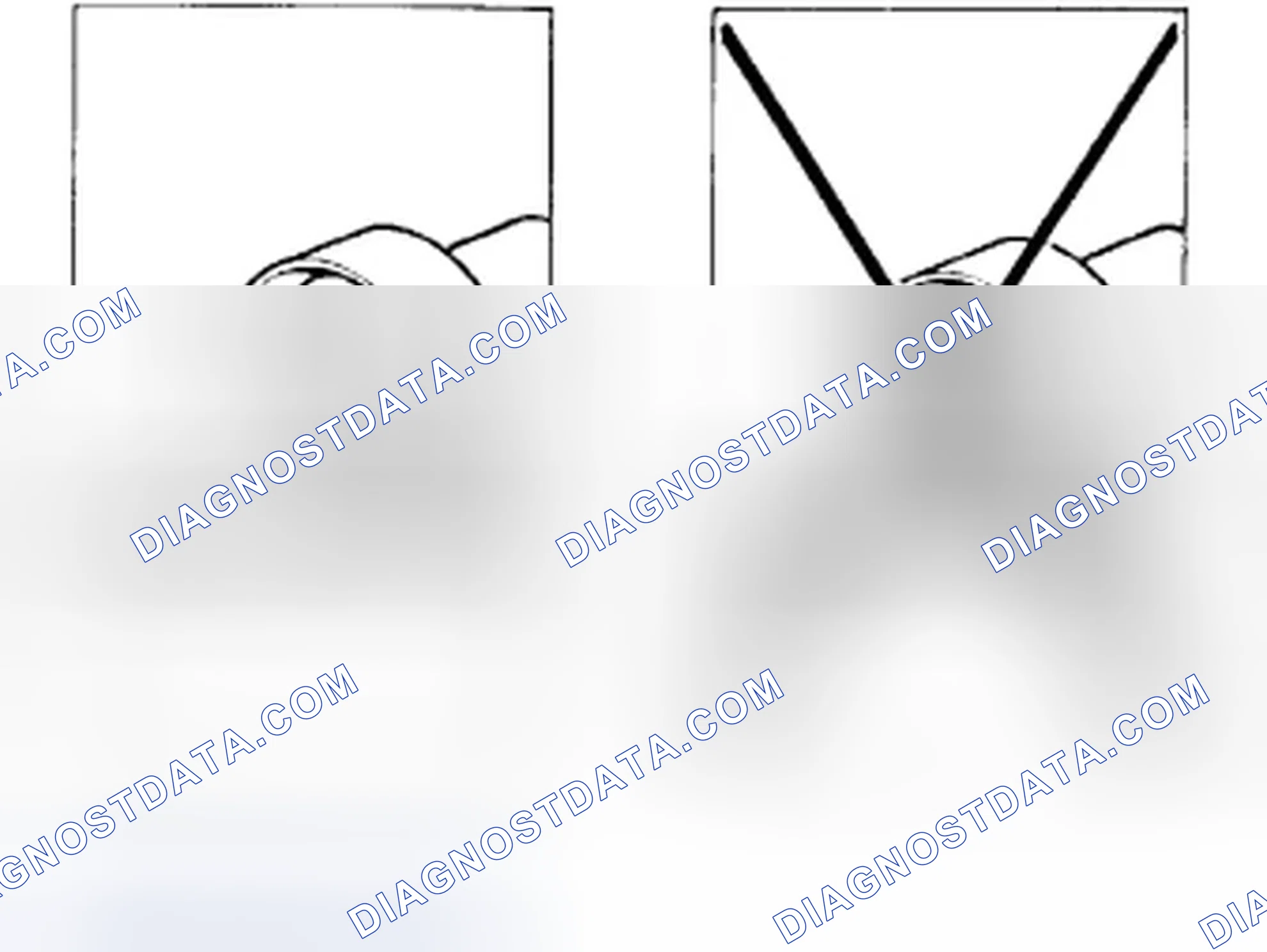
Grind down the plug weld.
| CAUTION | Only grind welds, not the adjacent panel. |