General Specification
| Applied model | VQ40DE | ||||||
|---|---|---|---|---|---|---|---|
| 4WD | |||||||
| Transmission type | 5A/T | 6M/T | |||||
| Body type | King cab | Crew cab | King cab | Crew cab | |||
| Grade | SE, LE | Off-Road | ALL | SE | Off-Road | ALL | |
| Final drive model | R180A | ||||||
| Gear ratio | 3.133 | 3.357 | 3.538 | 3.692 | |||
| Number of teeth (Drive gear/Drive pinion) | 45/17 | 47/14 | 46/13 | 48/13 | |||
| Oil capacity (Approx.) | L (US pt, lmp pt) | 0.85 (1-3/4, 1-1/2) | |||||
| Number of pinion gears | 2 | ||||||
| Drive pinion adjustment spacer type | Collapsible | ||||||
SERVICE DATA AND SPECIFICATIONS
PRELOAD TORQUE
| Unit: N.m (kg-m, in-lb) | |
|---|---|
| Item | Specification |
| Drive pinion bearing preload torque | 1.08 - 1.66 (0.11 - 0.16, 10 - 14) |
| Side bearing preload torque | 0.59 - 1.08 (0.06 - 0.11, 6 - 9) |
| Total preload torque (Total preload torque = drive pinion bearing preload torque + side bearing preload torque). | 1.67 - 2.74 (0.17 - 0.27, 15 - 24) |
ITEM SPECIFICATION
Side Bearing Preload Torque
- A selection of side bearing adjusting washers is required for successful completion of this procedure.
Scheme 1
Scheme 2
Scheme 3

Scheme 4
Scheme 5
- Apply differential gear oil to the side bearings, and install the differential case assembly with the side bearing outer races into the gear carrier. CAUTION: Do not reuse side bearing outer race when replacing side bearing inner race(replace as a set).
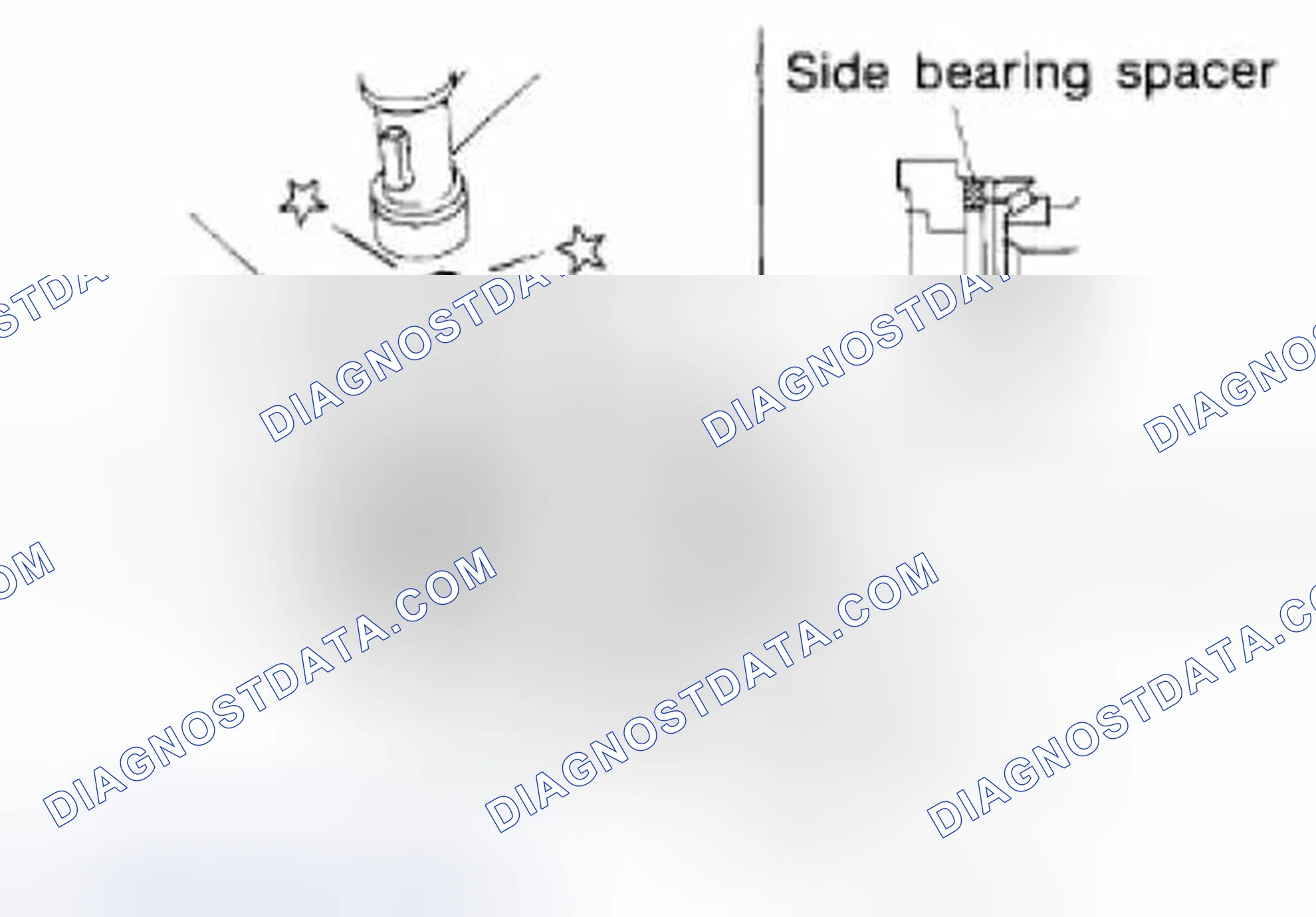
- Insert the left and right original side bearing adjusting washers in place between side bearings and gear carrier using Tool. Tool number: KV38100600 (J-25267)
- Align the matching mark on the side bearing cap with the matching mark on the gear carrier.
- Install the side bearing caps and tighten the side bearing cap bolts to the specified torque. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- Turn the differential assembly several times to seat the side bearings.
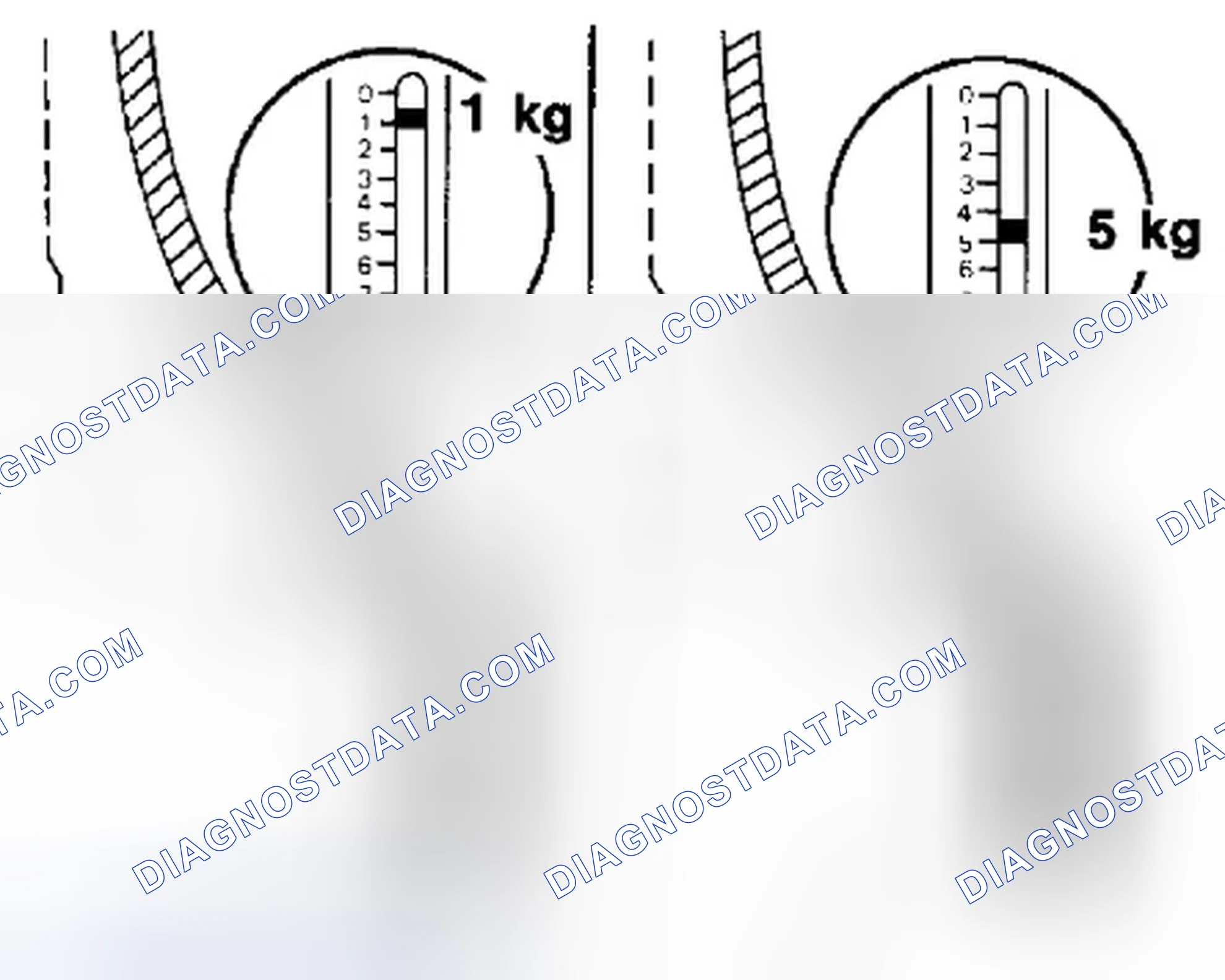
- To determine side bearing preload torque, measure the pulling force of the differential assembly at the drive gear bolt using Tool. Tool number: - (J-8129) Specification: 34.2 - 39.2 N (3.5 - 4.0 kg, 7.7 - 8.8 lb) of pulling force at the drive gear bolt NOTE: If pulling force of the differential assembly at the drive gear bolt is within specification, side bearing preload torque will also be within specification. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- If the pulling force is outside the specification, use a thicker or thinner side bearing adjusting washer to adjust. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ]. If the pulling force is less than the specification: Use a thicker side bearing adjusting washer. If the pulling force is greater than the specification: Use a thinner side bearing adjusting washer. CAUTION: Select a side bearing adjusting washer for right and left individually.
- Record the total amount of washer thickness required for the correct side bearing preload torque.
Scheme 6
Scheme 7

Scheme 8

Scheme 9
Scheme 10
Scheme 11
Scheme 12

Scheme 13

Scheme 14

Scheme 15
Scheme 16
Scheme 17
- Make sure all parts are clean and that the bearings are well lubricated.
- Assemble the drive pinion bearings onto the Tool. Tool number: - (J-34309) Drive pinion front bearing; make sure the J-34309-3 drive pinion front bearing seat is secured tightly against the J-34309-2 gauge anvil. Then turn the J-34309-5 drive pinion front bearing pilot to secure the drive pinion bearing in its proper position. Drive pinion rear bearing; the J-34309-8 drive pinion rear bearing pilot is used to center the drive pinion rear bearing only. The J-34309-4 drive pinion rear bearing locking seat is used to lock the drive pinion rear bearing to the assembly. Installation of J-34309-9 and J-34309-16; place a suitable 2.5 mm (0.098 in) thick plain washer between J-34309-9 and J-34309-16. Both surfaces of J-34309-9 and J-34309-16 must be parallel with a clearance of 2.5 mm (0.098 in).
- Install the drive pinion rear bearing inner race into the gear carrier. Then insert the drive pinion height adjusting washer selector tool, J-34309-1, gauge screw assembly.
- Assemble the drive pinion front bearing inner race and the J-34309-2 gauge anvil. Assemble them together with the J-34309-1 gauge screw in the gear carrier. Make sure that the drive pinion height gauge plate, J-34309-16, will turn a full 360°. Tighten the two sections together by hand.
- Turn the assembly several times to seat the drive pinion bearings.
- Measure the turning torque at the end of the J-34309-2 gauge anvil using Tool. Tool number: ST3127S000 (J-25765-A) Turning torque: 1.0 - 1.3 N.m (0.11 - 0.13 kg-m, 9 - 11 in-lb)
- Place the J-34309-11 drive pinion height adapter onto the gauge plate and tighten it by hand. CAUTION: Make sure all machined surfaces are clean.
- Position the side bearing discs, Tool, and arbor firmly into the side bearing bores. Install the side bearing caps and tighten the side bearing cap bolts to the specified torque. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ]. Tool number: - (J-25269-4)
- Select the correct standard drive pinion height adjusting washer thickness. Select by using a standard gauge of 3 mm (0.12 in) and your J-34309-101 feeler gauge. Measure the distance between the J-34309-11 drive pinion height adapter, including the standard gauge and the arbor.
- Write down the exact measurement (the value of feeler gauge).
- Correct the drive pinion height adjusting washer size by referring to the drive pinion "head number". There are two numbers painted on the drive pinion. The first one refers to the drive pinion and drive gear as a matched set. This number should be the same as the number on the drive gear. The second number is the drive pinion "head number". It refers to the ideal drive pinion height from standard for quietest operation. Use the following chart to determine the correct drive pinion height adjusting washer. WASHER THICKNESS CHART Head number Add or remove from the standard drive pinion height adjusting washer thickness measurement - 6 Add 0.06 mm (0.0024 in) - 5 Add 0.05 mm (0.0020 in) - 4 Add 0.04 mm (0.0016 in) - 3 Add 0.03 mm (0.0012 in) - 2 Add 0.02 mm (0.0008 in) - 1 Add 0.01 mm (0.0004 in) 0 Use the selected washer thickness +1 Subtract 0.01 mm (0.0004 in) +2 Subtract 0.02 mm (0.0008 in) +3 Subtract 0.03 mm (0.0012 in) +4 Subtract 0.04 mm (0.0016 in) +5 Subtract 0.05 mm (0.0020 in) +6 Subtract 0.06 mm (0.0024 in)
- Select the correct drive pinion height adjusting washer. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- Remove the Tool from the gear carrier and disassemble to retrieve the drive pinion bearings. Tool number: - (J-34309)
Scheme 18

Scheme 19
Scheme 20
Scheme 21
Scheme 22

Scheme 23
- Install the new drive pinion front and rear bearing outer races using Tools. Tool number A: ST30611000 (J-25742-1) B: ST30621000 (J-25742-5) C: ST30613000 (J-25742-3) CAUTION: First tap the drive pinion bearing outer race until it becomes flush with the gear carrier. Do not reuse drive pinion front and rear bearing outer race.
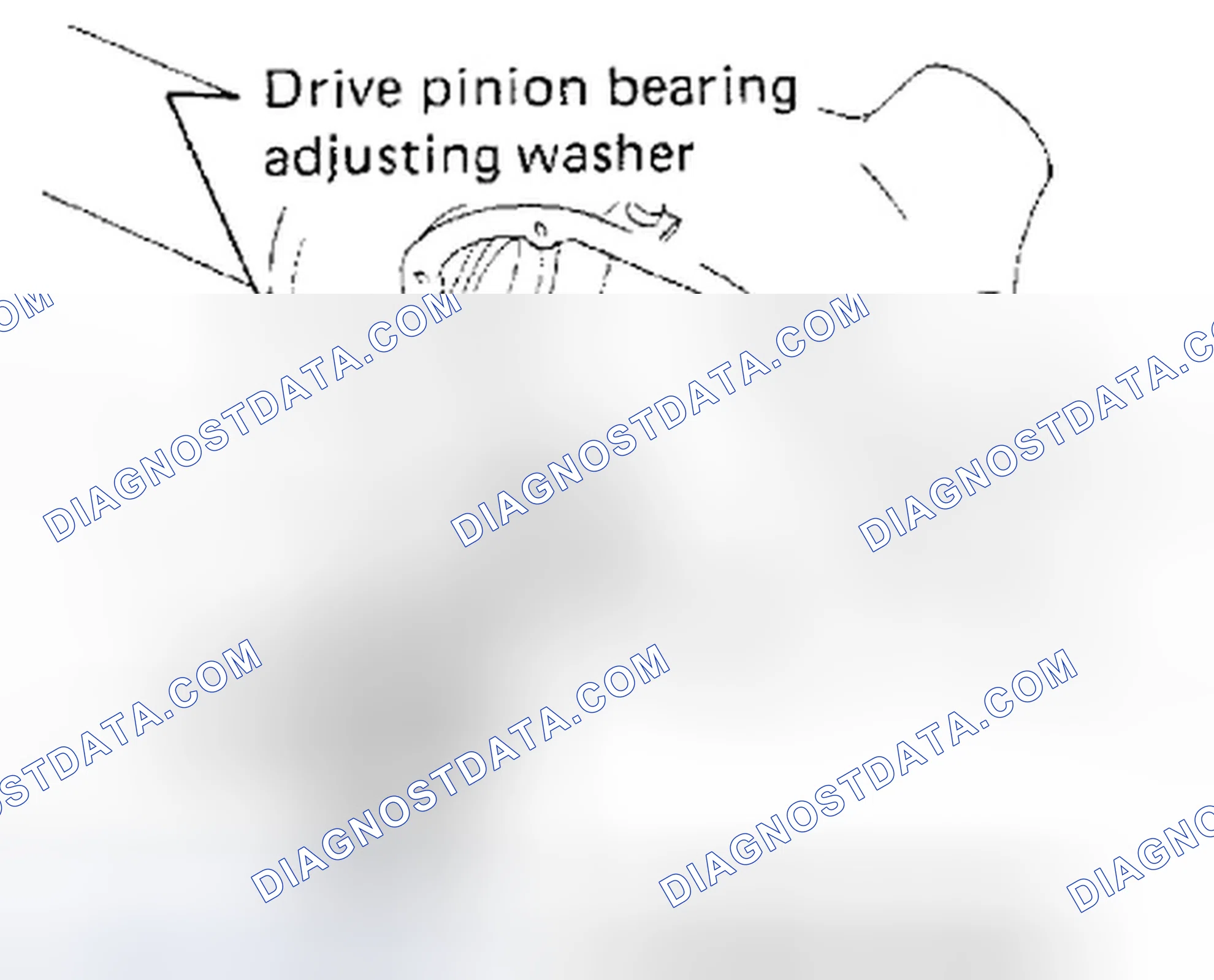
- Select a drive pinion height adjusting washer. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- Install the selected drive pinion height adjusting washer to the drive pinion. Press the new drive pinion rear bearing inner race to it using Tool. Tool number: ST30901000 (J-26010-01) CAUTION: Install the drive pinion height adjusting washer in the proper direction as shown. Do not reuse drive pinion rear bearing inner race.
- Assemble the new collapsible spacer to the drive pinion. CAUTION: Do not reuse collapsible spacer.
- Apply differential gear oil to the drive pinion rear bearing, and install the drive pinion assembly to the gear carrier.
- Apply differential gear oil to the drive pinion front bearing, and install the new drive pinion front bearing inner race to the drive pinion assembly. CAUTION: Do not reuse drive pinion front bearing inner race.
- Press the drive pinion front bearing inner race to the drive pinion as far as drive pinion lock nut can be tightened using suitable spacer.
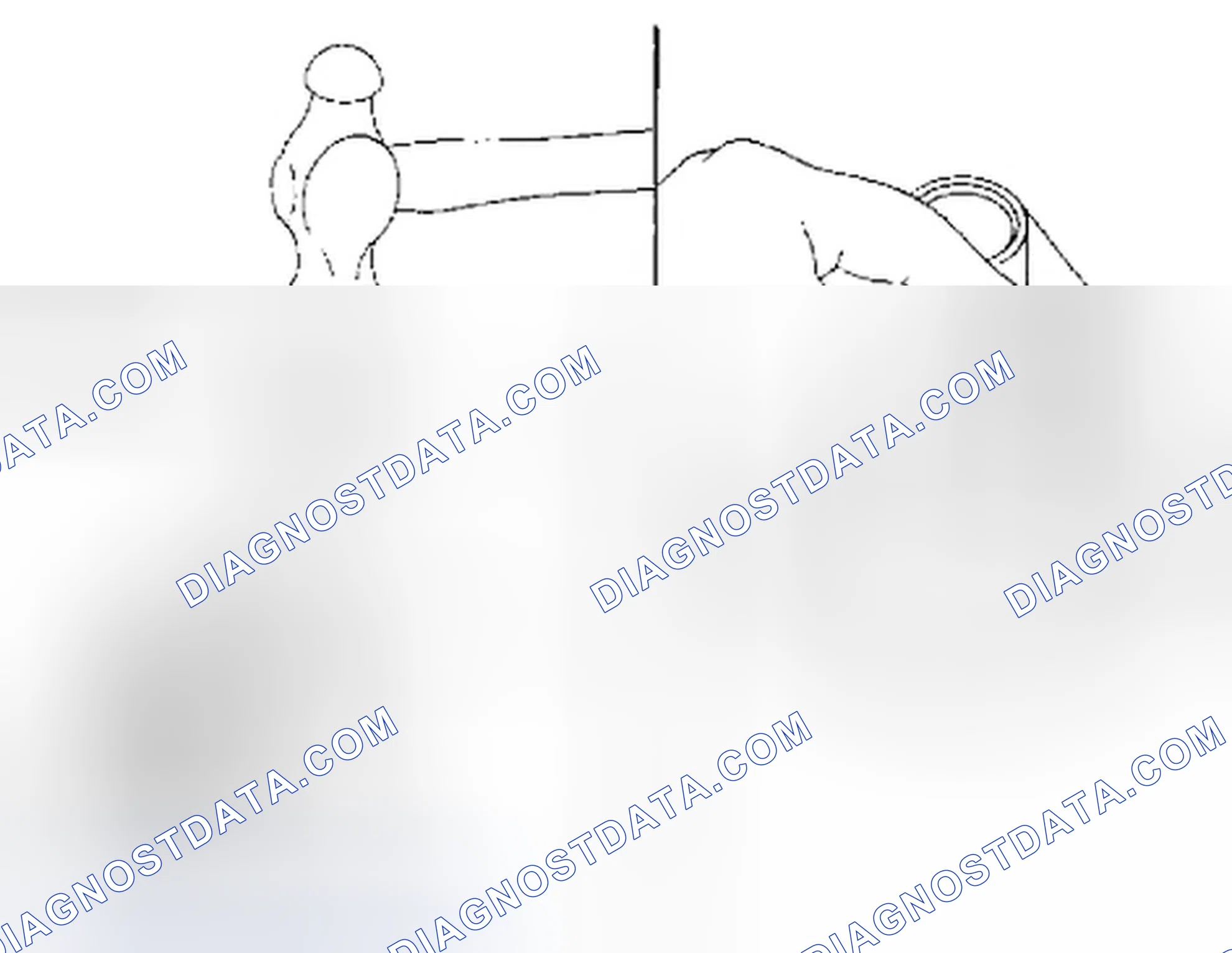
- Apply multi-purpose grease to the lips and differential gear oil to the circumference of the new front oil seal. Then drive the new front oil seal in evenly until it becomes flush with the gear carrier using Tool. Tool number: KV38100500 (J-25273) CAUTION: Do not reuse front oil seal. Do not incline the new front oil seal when installing. Apply multi-purpose grease to the lips and differential gear oil to the circumference of the new front oil seal.
- Install the companion flange to the drive pinion while aligning the matching marks.
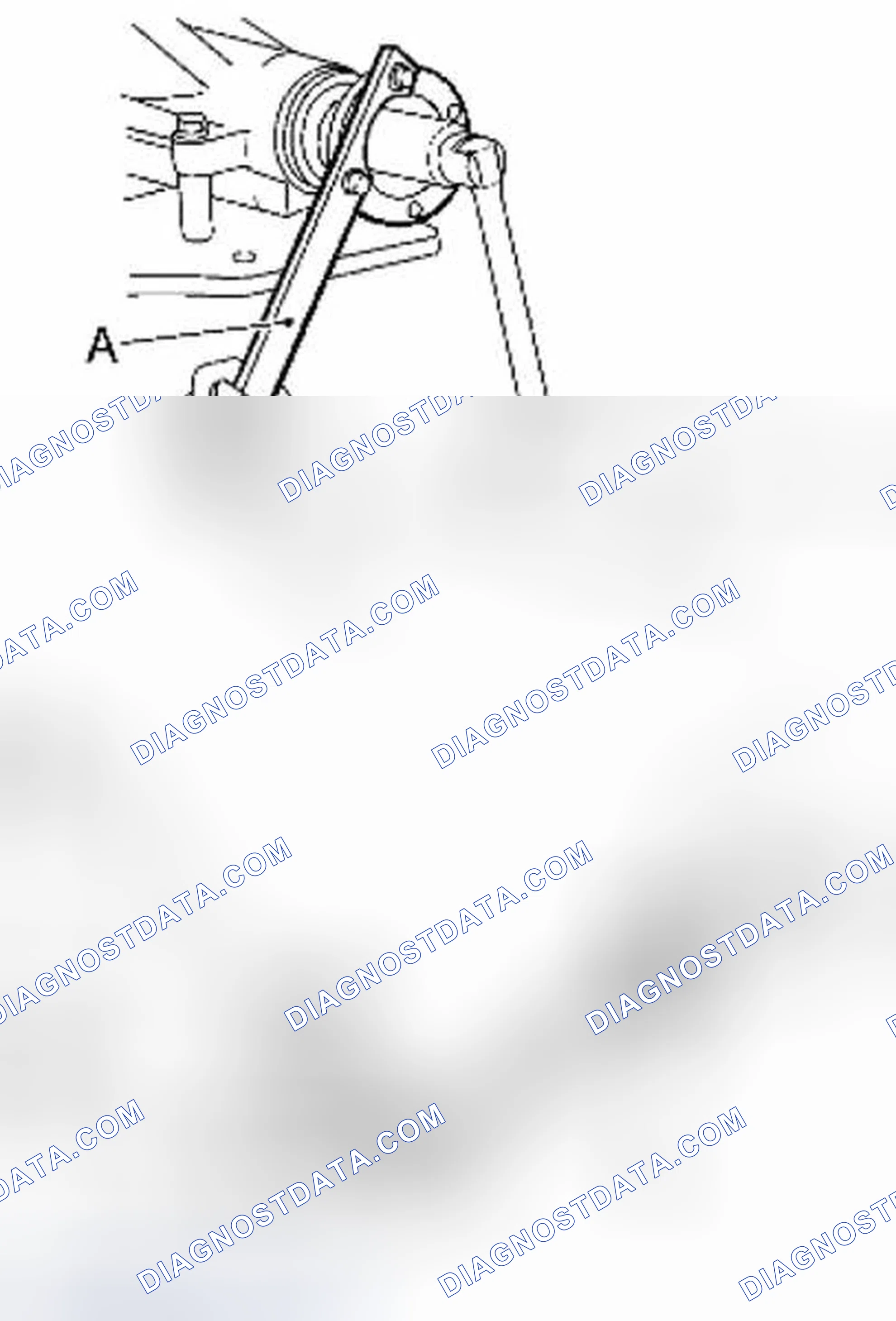
- Apply anti-corrosive oil to the threads of the drive pinion and the seating surface of the new drive pinion lock nut. Then adjust the drive pinion lock nut tightening torque using Tool A, and check the drive pinion bearing preload torque using Tool B. Tool number A: KV38108300 ( - ) B: ST3127S000 (J-25765-A) Drive pinion bearing preload torque: 1.1 - 1.4 N.m (0.12 - 0.14 kg-m, 10 - 12 in-lb) CAUTION: Do not reuse drive pinion lock nut. Apply anti-corrosive oil to the threads of the drive pinion and the seating surface of the new drive pinion lock nut. Adjust the drive pinion lock nut tightening torque to the lower limit first. Do not exceed the drive pinion lock nut specified torque. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ]. If the drive pinion bearing preload torque exceeds the specified value, replace collapsible spacer and tighten it again to adjust. Do not loosen drive pinion lock nut to adjust the drive pinion bearing preload torque. After adjustment, rotate drive pinion back and forth 2 to 3 times to check for unusual noise, rotation malfunction, and other malfunctions.
- Check companion flange runout. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- Install differential case assembly. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
Scheme 24

Scheme 25

Scheme 26

Scheme 27
Scheme 28
Scheme 29
Scheme 30
Scheme 31

Scheme 32
Scheme 33
Scheme 34

Scheme 35

- Install side gear thrust washers with the same thickness as the ones installed prior to disassembly, or reinstall the old ones on the side gears.
- Install the side gears and side gear thrust washers into the differential case. CAUTION: Make sure that the circular clip is installed to side gears.
- Install the pinion mate thrust washers to the two pinion mate gears. Then install the pinion mate gears with the pinion mate thrust washers by aligning them in diagonally opposite positions and rotating them into the differential case.
- Align the lock pin hole on the differential case with the lock pin hole on the pinion mate shaft, and install the pinion mate shaft.
- Measure the side gear end play. If necessary, select the appropriate side gear thrust washers. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- Drive a new lock pin into the pinion mate shaft until it is flush with the differential case using suitable tool. CAUTION: Do not reuse lock pin.
- Align the matching mark of the differential case with the mark of the drive gear, then place the drive gear onto the differential case.
- Apply thread locking sealant into the threaded holes of the drive gear and install the bolts. Use Genuine Medium Strength Thread Locking Sealant or equivalent. Refer to [ «RECOMMENDED CHEMICAL PRODUCTS AND SEALANTS»(ref-375700-S13998640382010102800000) ] CAUTION: Make sure the drive gear back and threaded holes are clean.
- Tighten the drive gear bolts to the specified torque. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ]. After tightening the drive gear bolts to the specified torque, tighten an additional 31° to 36° using Tool (A). Tool number: KV10112100-A (BT-8653-A) CAUTION: Always use Tool. Avoid tightening based on visual check alone. Tighten drive gear bolts in a crisscross pattern.
- Press the new side bearing inner races to the differential case using Tools. Tool number A: ST33230000 (J-25805-01) B: ST33061000 (J-8107-2) CAUTION: Do not reuse side bearing inner race.
- Install the differential case assembly with the side bearing outer races into gear carrier.
- Measure the side bearing preload torque. If necessary, select the appropriate side bearing adjusting washers. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- Insert the selected left and right side bearing adjusting washers in place between the side bearings and gear carrier using Tool. Tool number: KV38100600 (J-25267)
- Install the side bearing caps with the matching marks aligned and tighten the side bearing cap bolts to the specified torque. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
- Check and adjust the drive gear runout, tooth contact, drive gear to drive pinion backlash, and total preload torque. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ]. Recheck above items.
- Apply sealant to the mating surface of the carrier cover. Use Genuine Silicone RTV or equivalent. Refer to [ «RECOMMENDED CHEMICAL PRODUCTS AND SEALANTS»(ref-375700-S13998640382010102800000) ] CAUTION: Remove any old sealant adhering to the mating surfaces. Also remove any moisture, oil, or foreign material adhering to the application and mating surfaces.
- Install the carrier cover to the gear carrier. Tighten the bolts to the specified torque. Refer to [ «REAR FINAL DRIVE: DISASSEMBLY AND ASSEMBLY»(ref-375708-S23287811472010102800000) ].
| Unit: N.m (kg-m, in-lb) | |
|---|---|
| Item | Specification |
| Drive pinion bearing preload torque | 1.1 - 1.4 (0.12 - 0.14, 10 - 12) |
| Side bearing preload torque (reference value determined by drive gear bolt pulling force) | 0.3 - 1.5 (0.03 - 0.15, 3 - 13) |
| Drive gear bolt pulling force (by spring gauge) | 34.2 - 39.2 N (3.5 - 4 kg, 7.7 - 8.8 lb) |
| Total preload torque (Total preload torque = drive pinion bearing preload torque + Side bearing preload torque) | 1.4 - 2.9 (0.15 - 0.29, 13 - 25) |
ITEM SPECIFICATION
| Applied model | VQ40DE | ||
|---|---|---|---|
| 6M/T | |||
| Body type | King cab | Crew cab | |
| Final drive model | M226 | ||
| Gear ratio | 3.538 | 3.692 | |
| Number of pinion gears | 2 | ||
| Number of teeth (Drive gear / drive pinion) | 46/13 | 48/13 | |
| Oil capacity (Approx.) | 2.01 l (4-1/4 US pt, 3-1/2 lmp pt) | ||
| Drive pinion adjustment spacer type | Collapsible | ||
GENERAL SPECIFICATION
| Unit: mm (in) | |
|---|---|
| Item | Standard |
| Side gear back clearance (Clearance between side gear and differential case for adjusting side gear backlash) | 0.305 (0.0120) or less. (Each gear should rotate smoothly without excessive resistance during differential motion.) |
DIFFERENTIAL SIDE GEAR CLEARANCE CHART
| Unit: N.m (kg-m, in-lb) | |
|---|---|
| Item | Specification |
| Drive pinion bearing preload torque | 1.7 - 3.1 (0.18 - 0.31, 15 - 27) |
| Total preload torque (Total preload torque = drive pinion bearing preload torque + Side bearing preload torque) | 2.49 - 4.57 (0.26 - 0.46, 22 - 40) |
ITEM SPECIFICATION
| Applied model | VQ40DE | |||
|---|---|---|---|---|
| 2WD | 4WD | |||
| 5A/T | 6M/T | |||
| Final drive model | M226 | |||
| Gear ratio | 3.133 | 3.357 | 3.692 | |
| Number of pinion gears | 2 | |||
| Number of teeth (Drive gear / drive pinion) | 47/15 | 47/14 | 48/13 | |
| Oil capacity (Approx.) | L (US pt, lmp pt) | 2.01 (4-1/4, 3-1/2) | ||
| Drive pinion adjustment spacer type | Collapsible | |||
GENERAL SPECIFICATION
| Unit: N.m (kg-m, in-lb) | |
|---|---|
| Item | Specification |
| Drive pinion bearing preload torque | 1.7 - 3.1 (0.18 - 0.31, 15 - 27) |
| Total preload torque (Total preload torque = drive pinion bearing preload torque + Side bearing preload torque) | 2.38 - 4.46 (0.25 - 0.45, 21 - 39) |
ITEM SPECIFICATION