Rod Bearing Selection
- Inspect each connecting rod for cracks and heat damage.
Scheme 233
- Each rod has a tolerance range from 0 to 0.024 mm (0.0009 in.), in 0.006 mm (0.0002 in.) increments, depending on the size of its big end bore. It's then stamped with a number or bar (1, 2, 3 or 4/I, II, III, or IIII) indicating the range. You may find any combination of numbers or bars in any engine, (half the number or bar is stamped on the bearing cap, the other half on the rod). If you can't read the code because of an accumulation of oil and varnish, do not scrub it with a wire brush or scraper. Clean it only with solvent or detergent.
Scheme 234

Scheme 235

- The connecting rod journal codes are stamped on the No. 1 web.
- Use the big end bore codes and rod journal codes to select appropriate replacement bearings from the following table. NOTE: Color code is on the edge of the bearing.
Scheme 236

- If the engine is out of the vehicle, go to step 3 .
- Drain the engine oil (see «OIL PRESSURE TEST»(ref-221324-S41879893542006022400000) ).
- Remove the bolt securing the oil pan, then remove the oil pan. NOTE: Cut the oil pan seal by using the oil seal cutter when oil pan doesn't come off easily.
Scheme 237
Scheme 238

Scheme 239

Scheme 240
Scheme 241

Scheme 242

- Remove the cam chain (see «CAM CHAIN REMOVAL»(ref-221322-S39532039912006022400000) ).
- Remove the oil pump (see «REMOVAL»(ref-221324-S17836150462006022400000) ).
- If you can feel a ridge of metal or hard carbon around the top of any cylinder, remove it with a ridge reamer (A). Follow the reamer manufacturer's instructions. If the ridge is not removed, it may damage the piston as it is pushed out.
- Remove the 8 mm bolts securing the lower block.
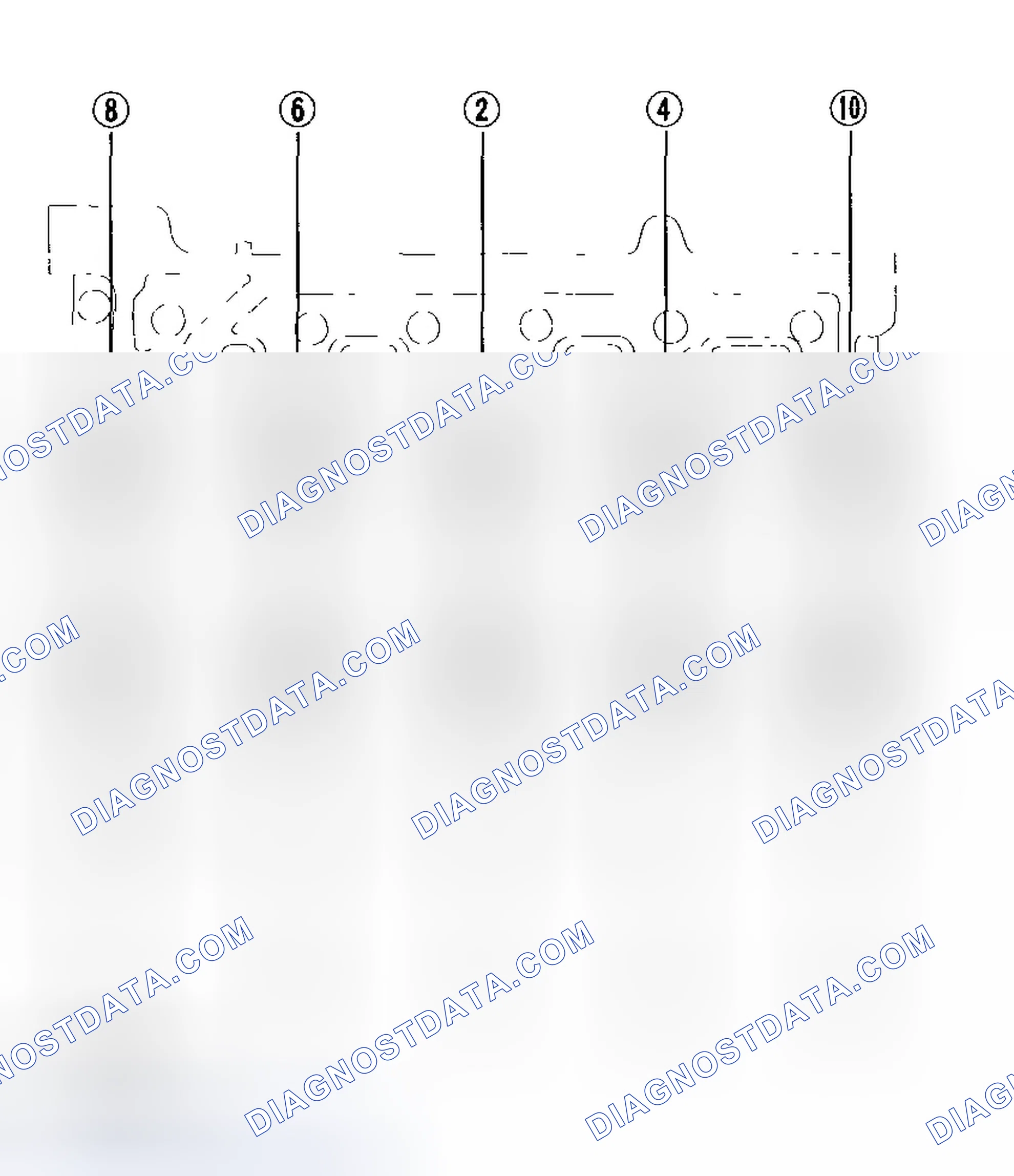
- Remove the bearing cap bolts. To prevent warpage, unscrew the bolts in sequence 1/3 turn at a time; repeat the sequence until all bolts are loosened.
- Remove the lower block and bearings. Keep all bearings in order.
- Remove the rod caps and bearings. Keep all caps and bearings in order.
- Lift the crankshaft out of the engine, being careful not to damage the journals.
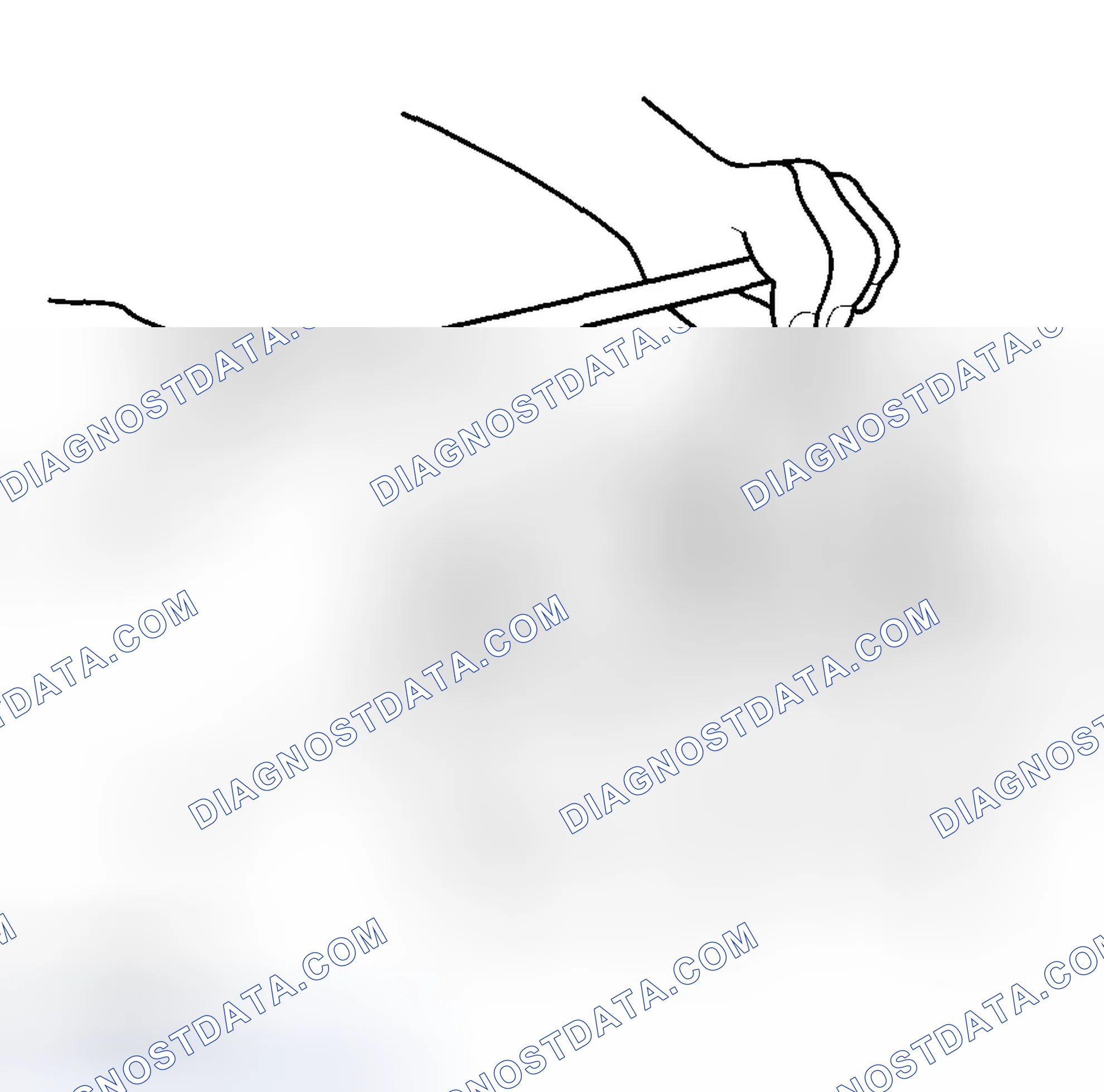
- Use the wooden handle of a hammer (A) to drive out the pistons (B).
- Reinstall the connecting rod bearings and caps after removing each piston and connecting rod assembly.
- To avoid mix-up on reassembly, mark each piston and connecting rod assembly with its cylinder number. NOTE: The existing number on the connecting rod does not indicate its position in the engine, it indicates the rod bore size.
Scheme 243

- Remove the crankshaft from the engine block (see «OIL PAN REMOVAL»(ref-221323-S25540807762006022400000) ).
- Clean the crankshaft oil passages with pipe cleaners or a suitable brush.
- Check the keyway and threads.
- Measure the out-of-round at the middle of each rod and main journal in two places of the cross direction. The difference between measurements on each journal must not be more than the service limit. Journal Out-of-Round Standard (New): 0.004 mm (0.0002 in.) max. Service Limit: 0.006 mm (0.0002 in.)
- Measure the taper at the edge of each rod and main journal. The difference between measurements on each journal must not be more than the service limit. Journal Taper Standard (New): 0.005 mm (0.0002 in.) max. Service Limit: 0.006 mm (0.0002 in.)
Scheme 244

- Place the engine block on the surface plate.
- Clean and install the bearings on the No. 1 and No. 5 journals of the engine block.
- Lower the crankshaft into the engine block.
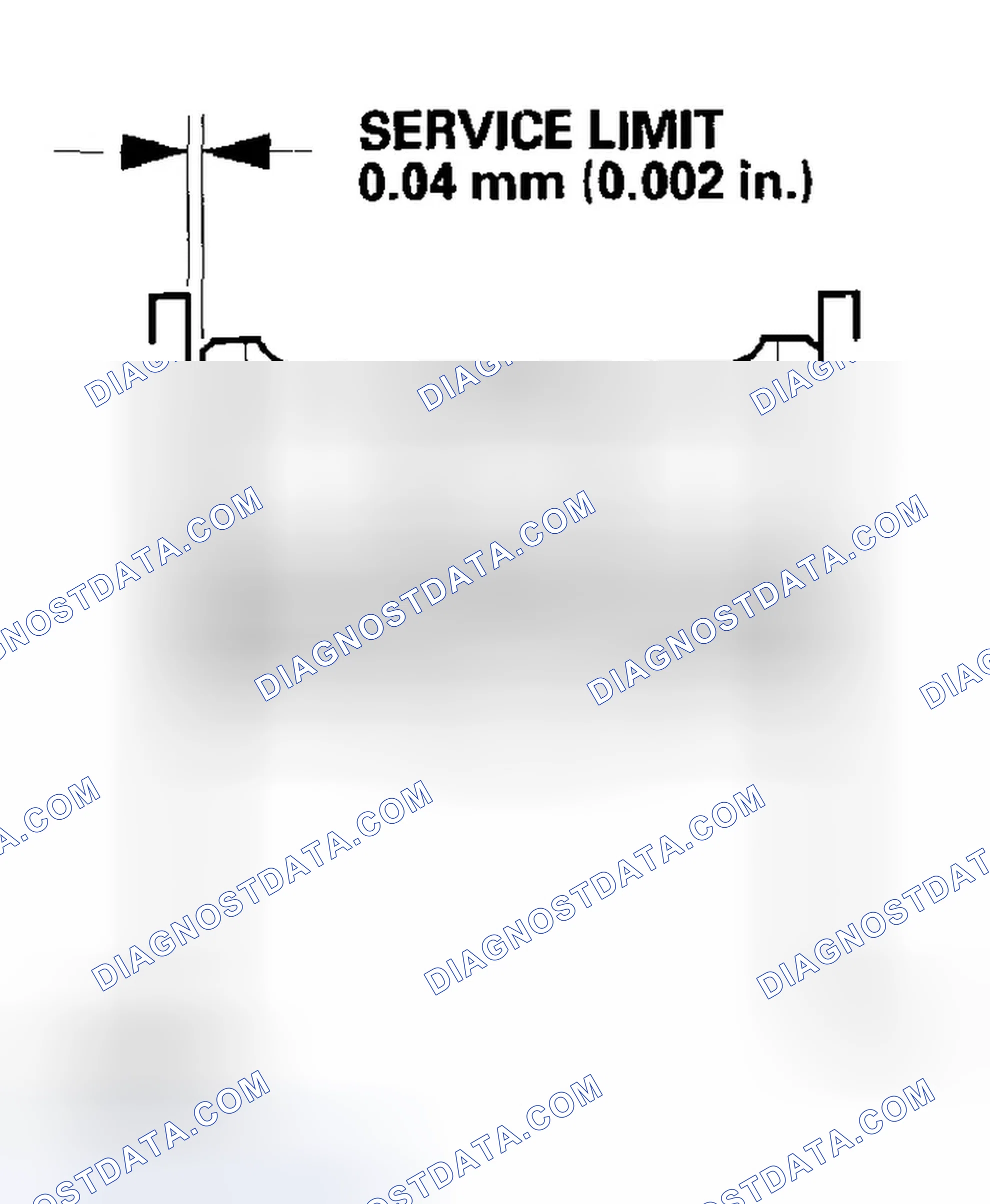
- Measure the runout on all of the main journals. Rotate the crankshaft two complete revolutions. The difference between measurements on each journal must not be more than the service limit. Crankshaft Total Indicator Runout Standard (New): 0.02 mm (0.0008 in.) max. Service Limit: 0.04 mm (0.0016 in.)
Scheme 245
Scheme 246
Scheme 247
Scheme 248
Scheme 249
Scheme 250
- Remove the crankshaft and pistons (see «OIL PAN REMOVAL»(ref-221323-S25540807762006022400000) ).
- Check the piston for distortion or cracks.
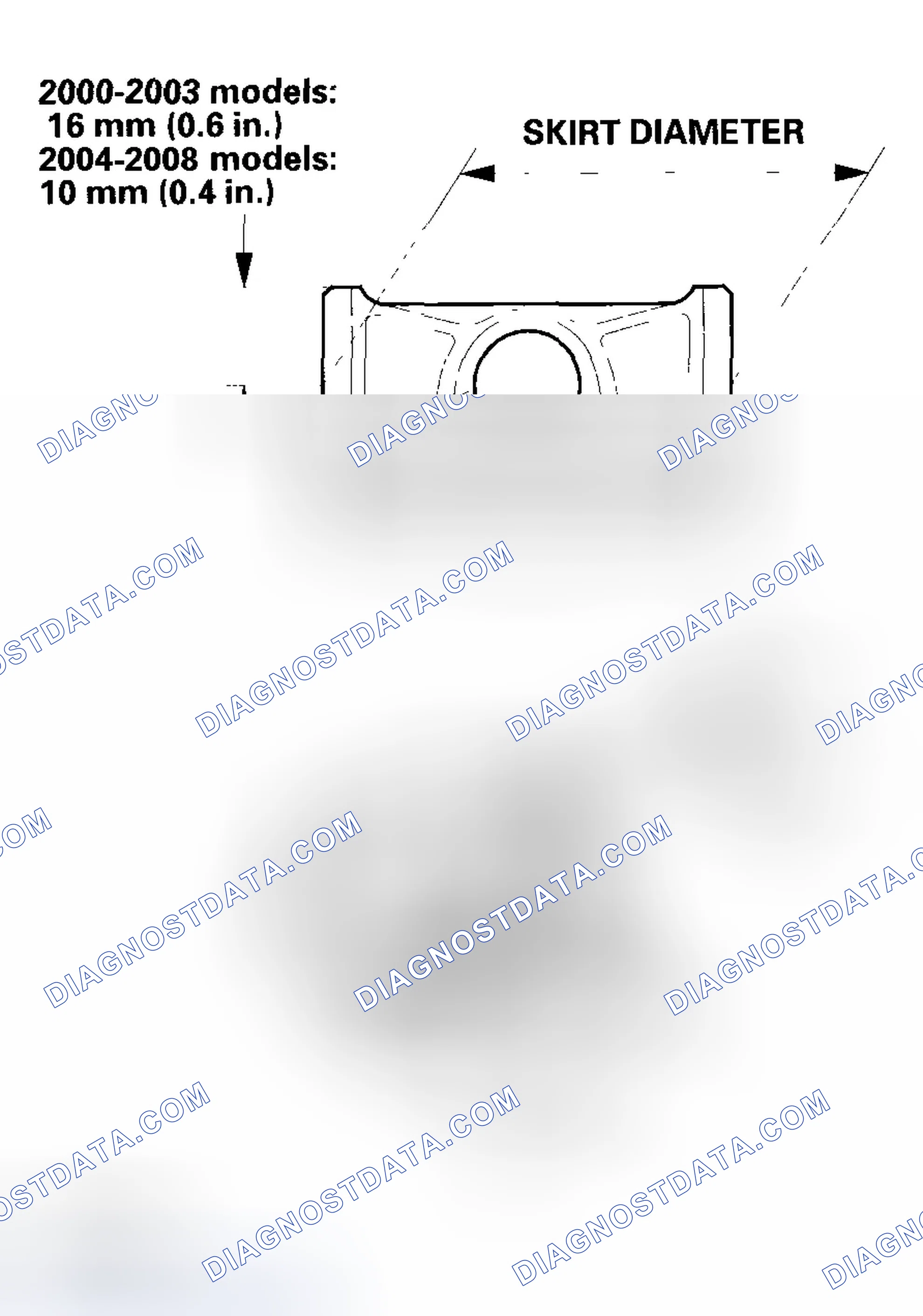
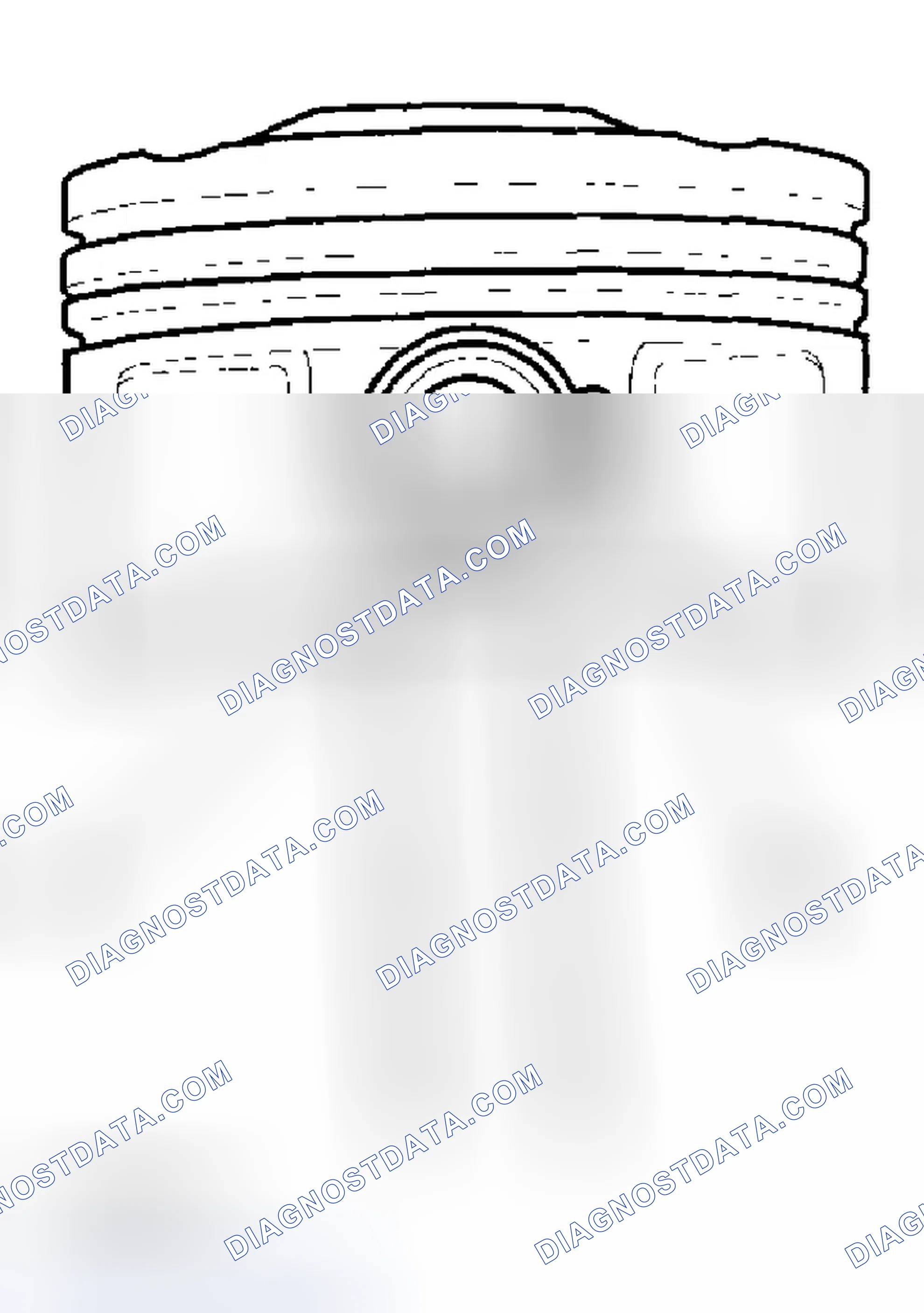
- Measure the piston diameter at a point 16 mm (0.6 in.) (2000-2003 models), or 10 mm (0.4 in.) (2004-2008 models) from the bottom of the skirt. There are two standard-size pistons (No Letter or A, and B). The letter is stamped on the top of the piston. Letters are also stamped on the engine block as cylinder bore sizes. Piston Diameter Standard (New): No Letter (or A): 86.993-87.006 mm (3.4249-3.4254 in.) B: 86.983-86.996 mm (3.4245-3.4250 in.) Service Limit: No Letter (or A): 86.980 mm (3.4244 in.) B: 86.970 mm (3.4240 in.) Oversize Piston Diameter 0.25: 87.233-87.246 mm (3.4344-3.4349 in.)
- Remove all of the old liquid gasket from the lower block mating surfaces, bolts, and bolt holes.
- Clean the lower block mating surfaces.
- Put the lower block on the engine block.
- Tighten the bearing cap bolts in sequence to 29 N.m (3.0 kgf.m, 22 lbf.ft).
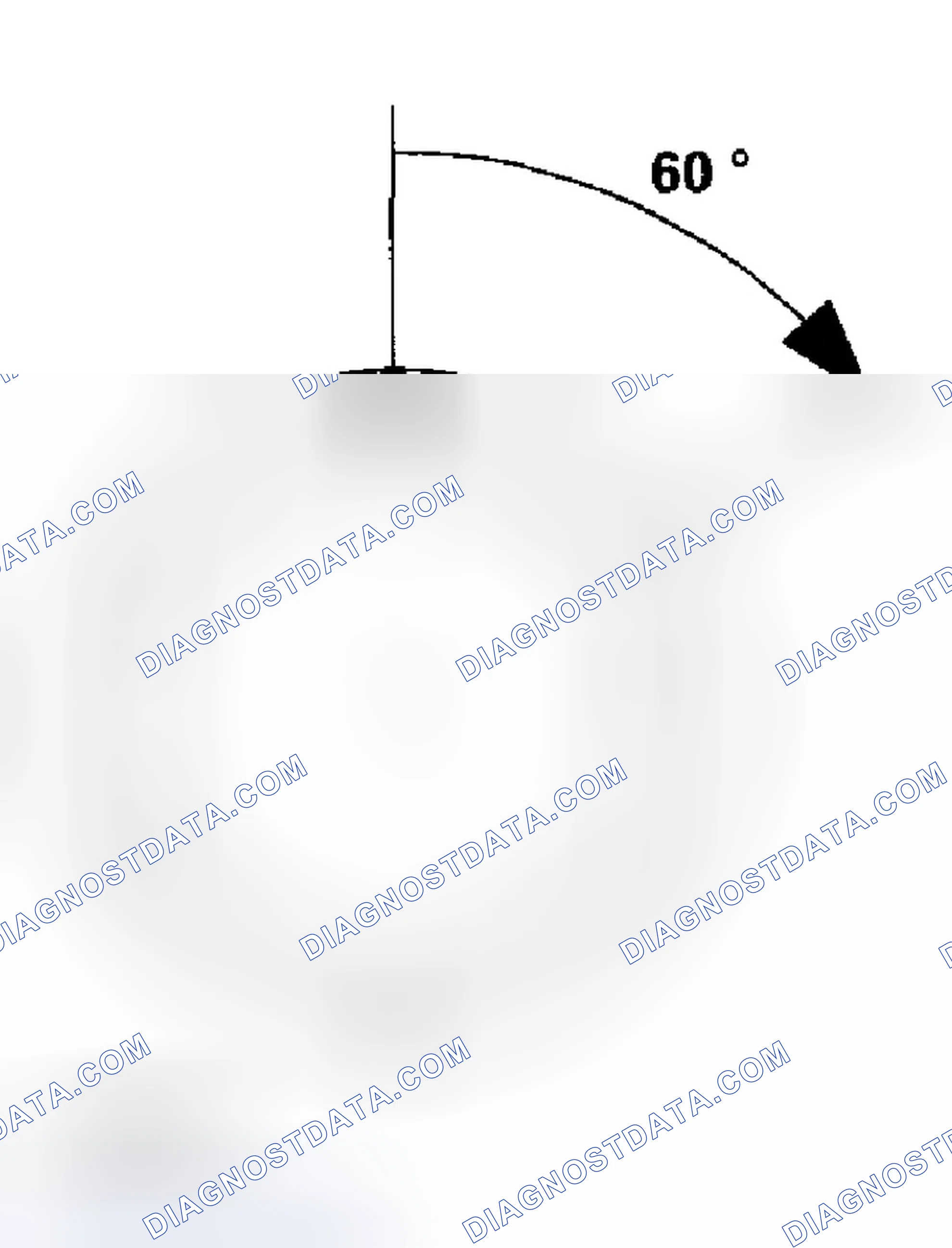
- Tighten the bearing cap bolts an additional 60 °.
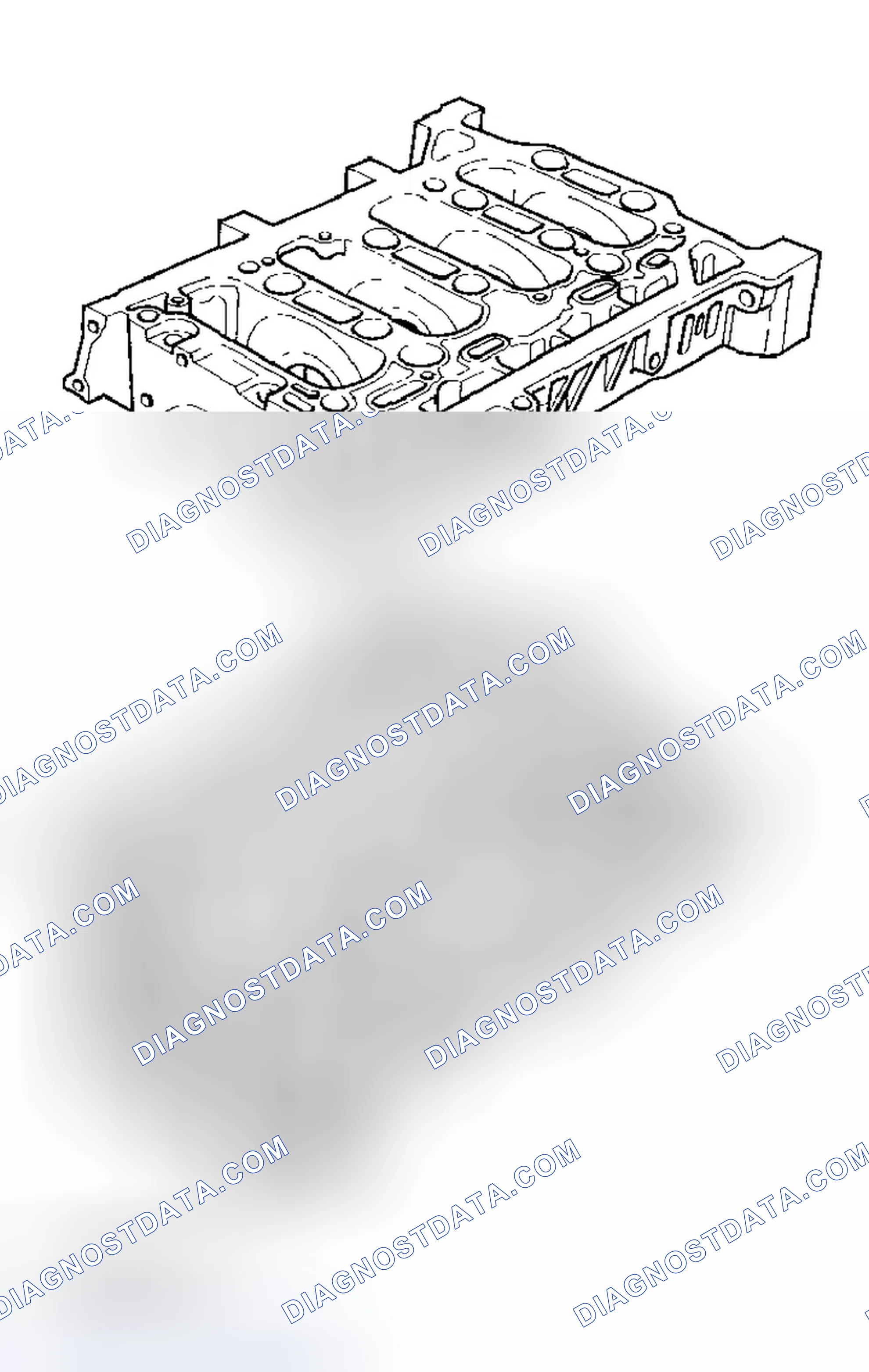
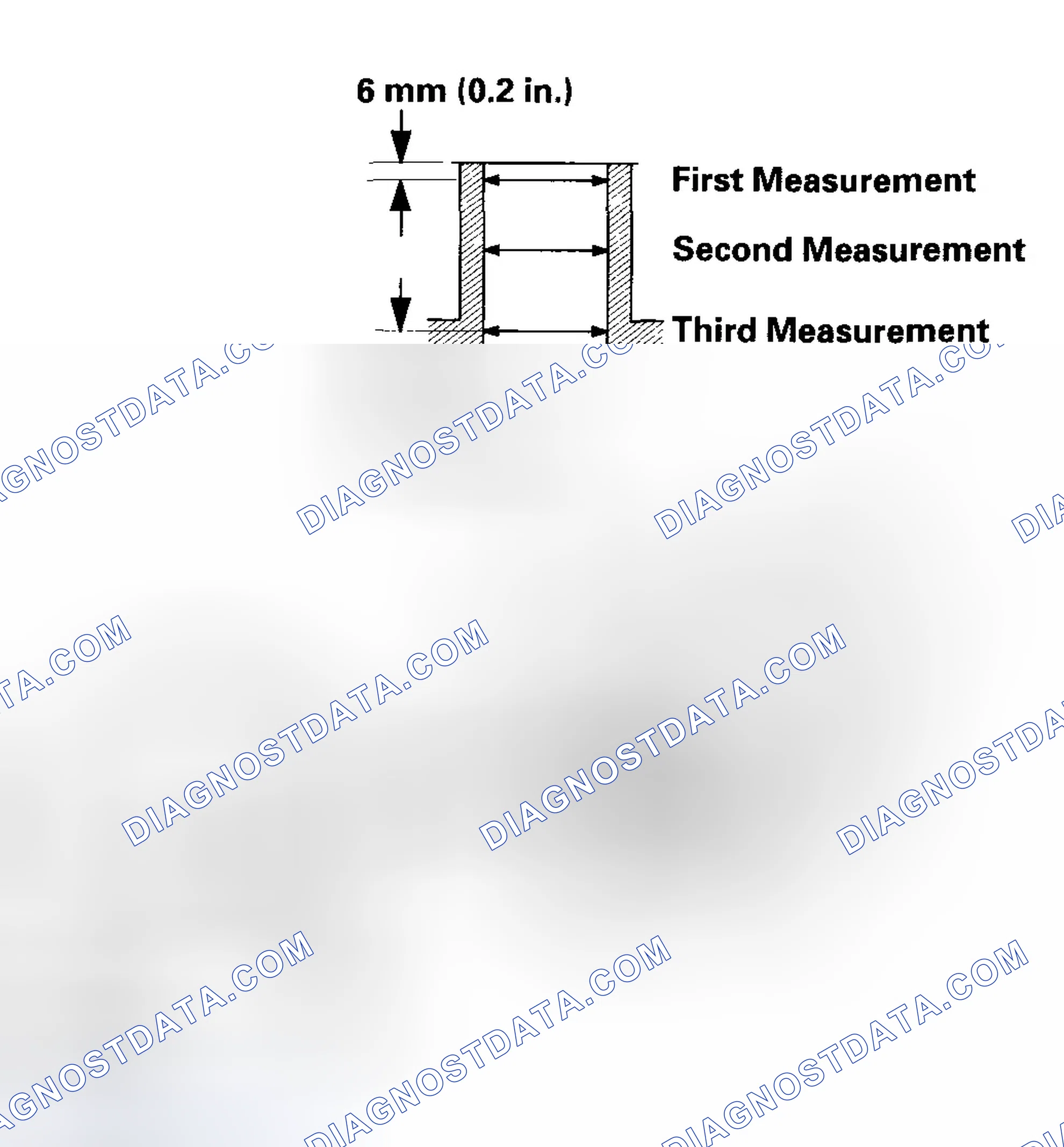
- Measure the wear and taper in direction X and Y at three levels in each cylinder as shown. If measurements in any cylinder are beyond the oversize bore service limit, replace the engine block. If the block is to be rebored, refer to step 12 after reboring. Cylinder Bore Size Standard (New) A or I: 87.010-87.020 mm (3.4256-3.4260 in.) B or II: 87.000-87.010 mm (3.4252-3.4256 in.) Oversize 0.25: 87.250-87.260 mm (3.4350-3.4354 in.) Reboring Limit: 0.25 mm (0.01 in.) max. Bore Taper Limit: (Difference between first and third measurement) 0.05 mm (0.002 in.)
- Scored or scratched cylinder bores must be honed.
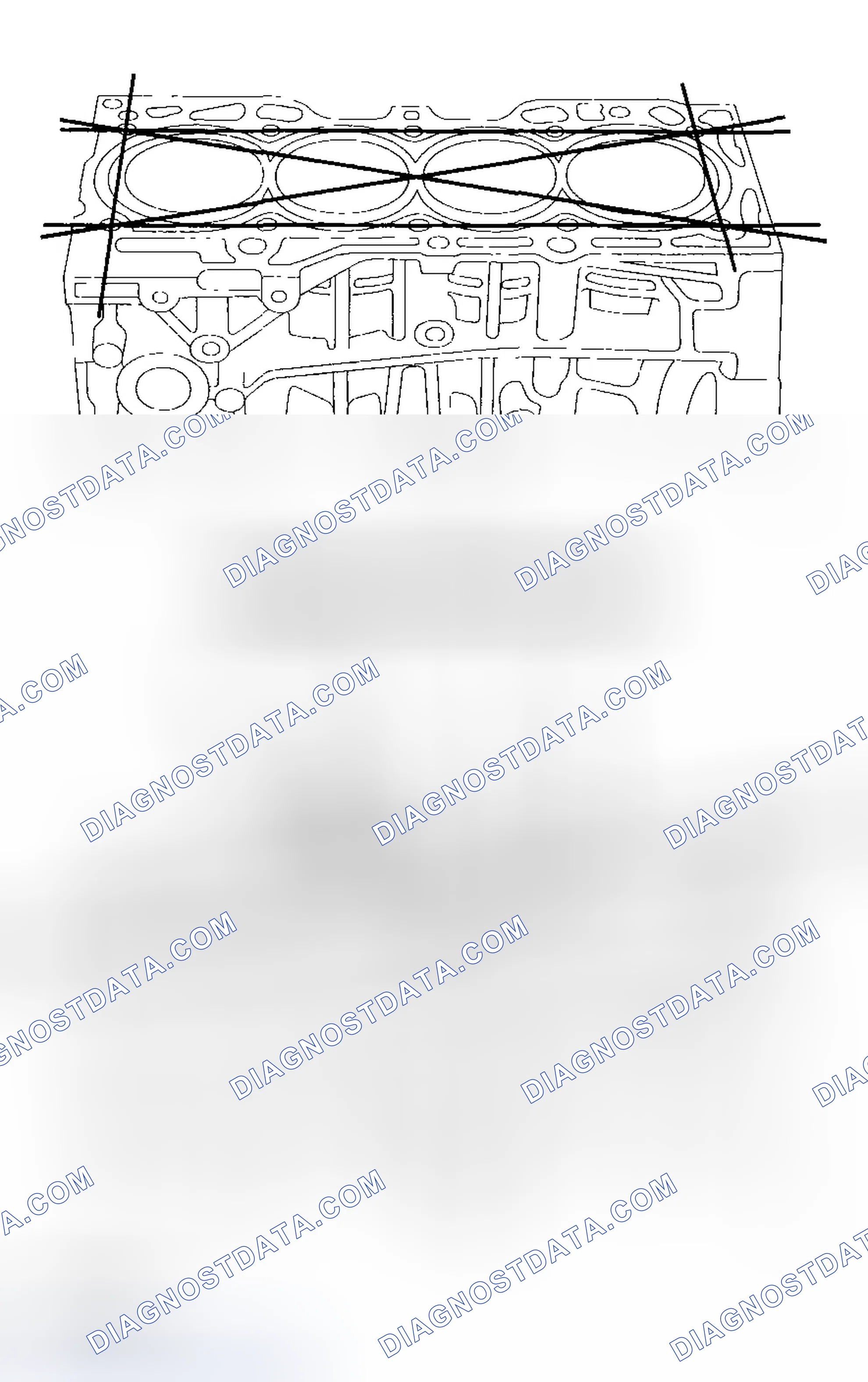
- Check the top of the block for warpage. Measure along the edges and across the center as shown. Engine Block Warpage Standard (New): 0.07 mm (0.003 in.) max. Service Limit: 0.10 mm (0.004 in.)
- Calculate the difference between the cylinder bore diameter and the piston diameter. If the clearance is near or exceeds the service limit, inspect the piston and engine block for excessive wear. Piston-to-Cylinder Clearance Standard (New): 0.004-0.027 mm (0.0002-0.0011 in.) Service Limit: 0.004 mm (0.0002 in.)
Cylinder Bore Honing
The cylinder liners are made with FRM (fiber reinforced metal). Hone the cylinders only as described here.
Scheme 251
- Measure the cylinder bores (see «BLOCK AND PISTON INSPECTION»(ref-221323-S10426735142006022400000) ). If the engine block is to be reused, hone the cylinders and remeasure the bores. Scored or scratched cylinder bores must be honed.
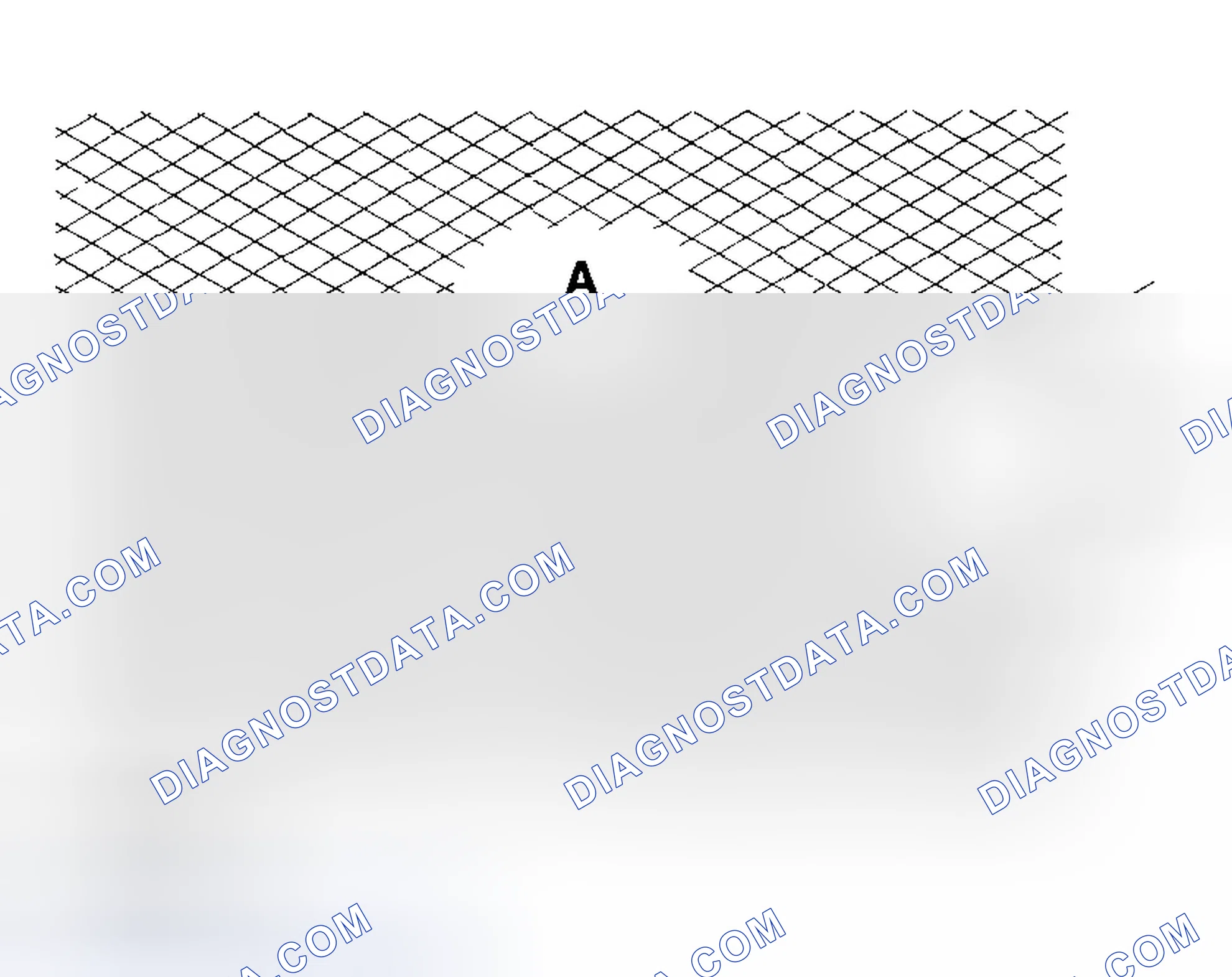
- Hone the cylinders using the following equipment, materials and methods: Use only a rigid hone. Honing stones: GC-600-J or finer stones for nonferrous metals Pressure: 200-300 kPa (2-3 kgf/cm 2 , 28-43 psi) Honing RPM: 45-50 Honing thickness: Less than 0.02 mm (0.0008 in.) Do not hone more than 20 cycles. Honing lubricant: Oil type Honing pattern: 60 degree cross-hatch (A) Hone cleaning: Clean the stones every five cycles.
- When honing is complete, thoroughly clean the engine block of all metal particles. Wash the cylinder bores with hot soapy water, then dry and oil them immediately to prevent rusting. Never use solvent, it will only redistribute the grit on the cylinder walls.
- If scoring or scratches are still present in the cylinder bores after honing to the service limit, rebore the cylinders. Some light vertical scoring and scratching is acceptable if it is not deep enough to catch your fingernail and if it does not run the full length of the bore.
Scheme 252
Scheme 253

Scheme 254

- Remove the piston from the engine block (see «OIL PAN REMOVAL»(ref-221323-S25540807762006022400000) ).
- Apply new engine oil to the piston pin snap rings (A), and turn them in the ring grooves until the end gaps are lined up with the cutouts in the piston pin bores (B). NOTE: Take care not to damage the ring grooves.
- Remove both snap rings (A). Start at the cutout in the piston pin bore. Remove the snap rings carefully so they do not go flying or get lost. Wear eye protection.
- Heat the piston and connecting rod assembly to about 158 °F (70 °C), then remove the piston pin.