AXLE RATIO & IDENTIFICATION
To determine the axle ratio, refer to the correct DRIVE AXLE RATIO IDENTIFICATION article in this section.
DESCRIPTION
Rockwell drive axle uses a heavy duty hypoid drive pinion and ring gear. Differential and gear assembly is mounted on tapered roller bearings. Straddle-mounted pinion has 2 tapered roller bearings in front of pinion teeth. The third bearing is behind the pinion teeth. Preload on differential side bearings is set by adjusting nuts on which bearing races rest. Differential has a 2-piece case and 4 pinion gears.
Removal & Installation
Remove hub cap. Install Adapter (J-2619-01) in tapped hole on shaft flange. Using slide hammer and adapter, remove axle shaft. To install, reverse removal procedure, using new hub cap gasket.
- Remove caliper and support with wire. Remove axle shaft, lock nut retainer, lock nut, adjusting nut retainer, adjusting nut and thrust washer from axle housing.
- Remove hub and rotor assembly. Pry oil seal from wheel hub, using care not to damage bore surface. Thoroughly clean seal contact surface area.
- To install, pack cavity between seal lips with high melting point wheel bearing lubricant. Using Seal Installer (J-24428), carefully press seal into hub until seal is flush with edge of hub. To complete installation, reverse removal procedure.
- With wheel hub removed from vehicle, use long drift or punch to drive inner bearing, race and oil seal from hub. Remove outer bearing retaining ring. Drive outer bearing out of hub. NOTE: Inner bearing race and outer bearing retaining ring must be removed before attempting to remove outer bearing race.
- To install, place outer bearing assembly into hub. Drive bearing past retaining ring groove in hub. Ensure chamfer of bearing race installer does not contact bearing race.
- Install outer bearing retaining ring, and drive race into hub until seated. Drive inner race into hub until seated against shoulder.
- Install new oil seal. Place hub assembly onto axle housing. Install adjusting nut, and adjust rear wheel bearing.
Scheme 15
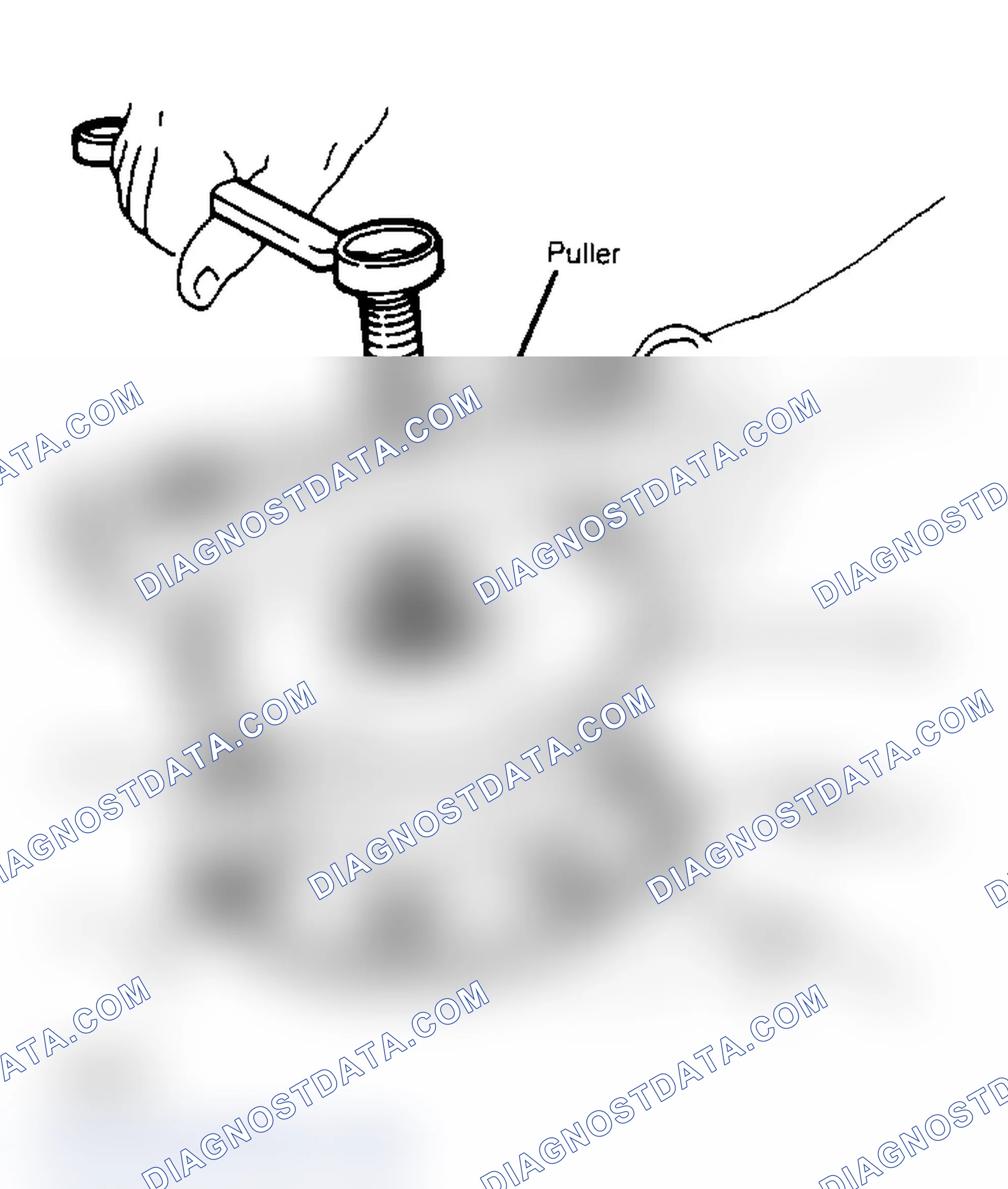
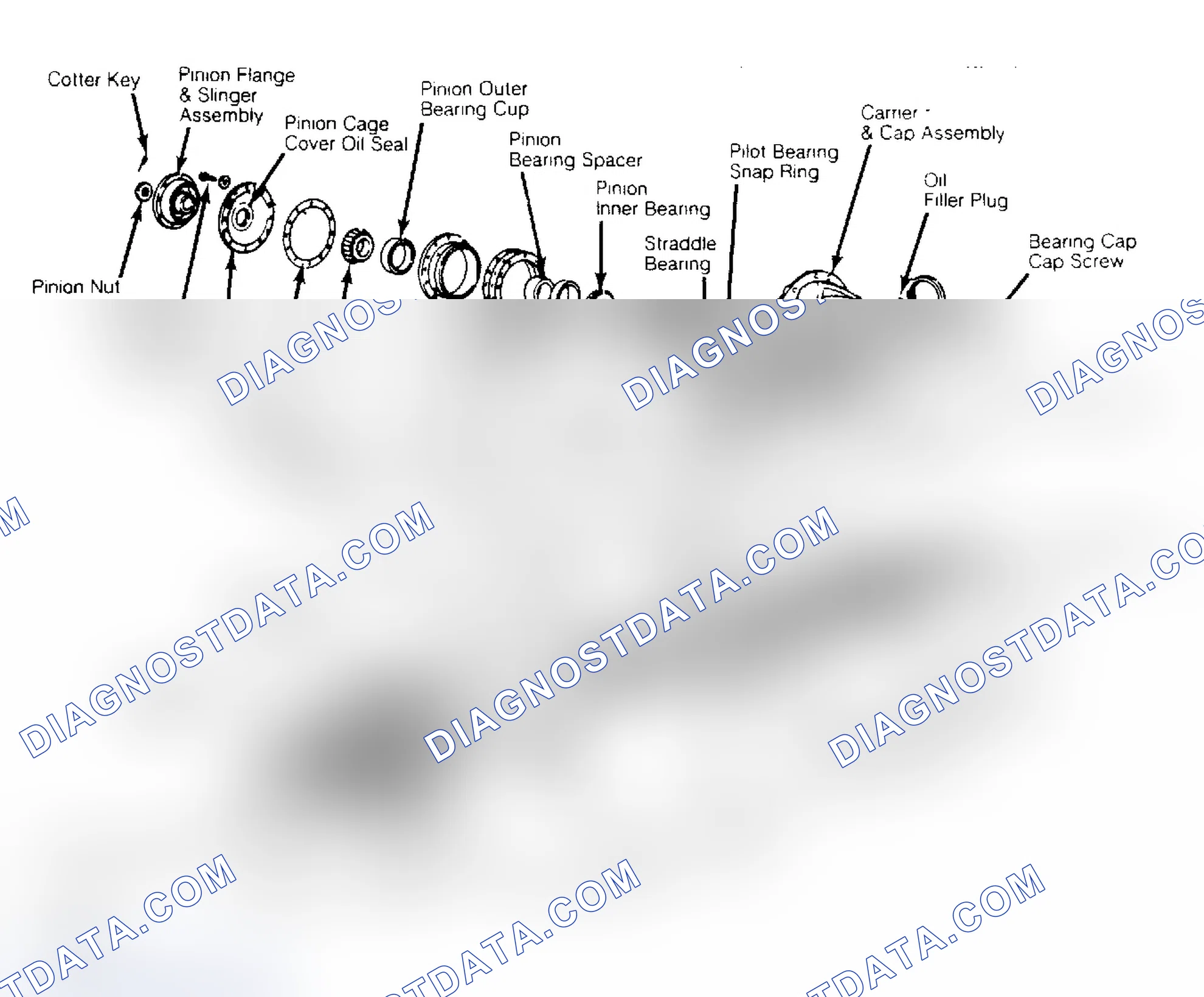
- Disconnect drive shaft. Scribe a line down pinion nut, pinion stem and pinion flange for reassembly reference. Remove pinion nut and pull pinion flange from stem. (Scheme 15)
- Remove pinion cage cover from carrier. Pry oil seal from bore, using care not to damage machined surface.
- Lubricate cavity between seal lips with bearing lubricant. Install new pinion oil seal into bore. Be sure seal bottoms against shoulder in bore. Install bearing retainer to carrier. Install pinion flange, pinion nut and drive shaft.
Scheme 16
- Drain differential. Remove axle shafts. Disconnect drive shaft. Remove carrier to housing stud nuts and washers. Loosen 2 top nuts and leave on studs to prevent carrier from falling out.
- Break carrier loose from axle housing with soft mallet. Remove top nuts and washers, and work carrier free. Use a roller jack to safely remove carrier from housing. To install, reverse removal procedure.
DISASSEMBLY
Note. Check and record ring gear backlash and pinion bearing preload before disassembly.
Case & Gear Assembly
- With carrier in holding fixture, loosen jam nuts and back off thrust adjusting screw. Center punch one differential carrier leg and bearing cap to identify for reassembly.
- Remove differential adjusting nut locks and bearing cap bolts. Remove adjusting nuts and bearing caps. Remove differential and ring gear assembly from carrier.
- Mark differential case halves for reassembly. Remove bolts and separate case halves. Remove spider, pinions, side gears, and thrust washers. If necessary, remove rivets and separate gear and case.
Pinion & Cage Assembly
Hold flange and remove pinion nut and washer. Remove flange with puller. Remove pinion cage cover bolts. Remove cover and seal assembly. Remove drive pinion bearing cage. Wire shim pack together and save for reassembly reference.
CLEANING & INSPECTION
- Clean all parts in cleaning solvent. Inspect all bearings, bearing races and rollers for scoring, chipping or excessive wear. Inspect axle shaft and side gear splines for excessive wear.
- Inspect ring gear and pinion for scoring, cracking or chipping. Inspect differential case, pinion side gears, thrust washers and pinion shaft for cracks, scoring, galling or excessive wear.
Selecting Pinion Cage Shim Pack
To accurately install a new pinion and cage assembly into carrier, mathematically calculate the proper pinion cage shim pack thickness using variation number on pinion head of original and new drive pinion
Example
Original Pack Thickness .................... .030"
Original Variation Number (+2) ............ -.002"
Standard Pack Thickness .................... .028"
New Variation Number (+5) ................. +.005"
New Pack Thickness ......................... .033"
Scheme 17
- If new races are to be used, press firmly against pinion bearing cage shoulders. Lubricate bearings and races. Press rear and pilot bearings firmly against pinion shoulders.
- Install pilot bearing snap ring, and squeeze ring into pinion shaft groove with pliers. Insert pinion and bearing assembly in pinion cage, and position spacer(s) over pinion shaft. Press front bearing firmly against spacer.
- Rotate cage several revolutions to ensure normal bearing contact. While in press, under 11 tons of pressure, check bearing preload torque. Wrap soft wire around cage, and pull in horizonal line with pound scale. Record rotating torque, not starting torque. (Scheme 17)
- Rotating torque should be 5-15 INCH lbs. To determine inch pounds of torque, determine diameter of pinion cage in inches. Divide diameter by 2 to find radius in inches. Multiply radius by number of pounds on scale. Use a thinner spacer to increase bearing preload, and a thicker spacer to decrease bearing preload.
- Press flange or yoke against forward bearing and install washer and pinion shaft nut. Place pinion and cage assembly over carrier studs. Hold flange and tighten pinion shaft nut to correct torque.
- Recheck pinion bearing preload torque. Hold flange and remove pinion shaft nut and flange. Lubricate pinion shaft oil seal, and cover outer edge of seal body with a non-hardening sealing compound. Press seal against cover shoulder with seal driver.
- Install new gasket and pinion cage cover. Press flange against forward bearing, and install washer and pinion shaft nut. Tighten nut to specifications.
Differential & Ring Gear
Heat ring gear to 180°F (82°C) for 10 minutes before assembling to differential. DO NOT press or drive ring gear onto case, or damage to the components may result. New differential case and ring gear bolts should be used in place of rivets (if required).
Differential Pinion & Side Gear
- Position thrust washer and side gear in ring gear and case half assembly. Place spider with pinions and thrust washers in position. Install components, side gear and thrust washer.
- Align mating marks, position component case half and draw assembly together with 4 bolts. Check assembly for free rotation of differential gears. Correct if necessary.
- Install remaining bolts and tighten to specifications. If bearings are to be replaced, press them onto differential case halves squarely. Place differential in vise.
- Insert checking tool (made from splined axle shaft end, with nut welded on the end) into differential nest. Allow splines of tool to engage with spline of one side gear only. Using torque wrench, rotate differential. Correct rotational torque is 50 ft. lbs. (68 N.m).
- Temporarily install bearing races, threaded adjusting rings and bearing caps. Tighten cap screws to proper torque. Bearing races must be hand fit in bores. Once races fit, remove bearing caps. Coat differential bearings and races with rear axle lubricant.
- Place bearing races over assembled differential bearing. Position differential assembly in carrier. Insert bearing adjusting nuts and turn hand tight against bearing races.
- If bearing caps do not position properly, adjusting nuts may be cross threaded. Remove caps and reposition adjusting nuts. Install flat washers and cap screws. Tighten stud nuts or cap screws to correct torque.
Side Bearing Preload
- Use dial indicator at back face of gear. Loosen bearing adjusting nut on side opposite gear, but only enough to notice end play on indicator. Tighten same adjusting nut until zero end play is obtained.
- Check gear for runout. If runout exceeds .008" (.20 mm), remove differential and check for cause. Tighten adjusting nuts one notch each from zero end play to preload differential bearings.
Backlash
- If drive gear is not going to be replaced, use established backlash recorded before disassembly. For new gears, backlash should be set at .010" (.25 mm) initially.
- Adjust backlash by moving ring gear only. Back off one adjusting ring and tighten opposite ring the same amount. NOTE: Preload will change if adjusting rings are not moved exactly same amount.
- Install adjusting nut locks. Install thrust screw and lock nut, and tighten thrust screw sufficiently to locate thrust block firmly against back face of hypoid gear.
- To secure correct adjustment of .010-.015" (.25-.38 mm) clearance, loosen adjusting screw (thrust screw) 1/4 turn and lock securely with nut. Recheck to ensure minimum clearance of .010" (.25 mm) during full rotation of ring gear.
HUB BEARINGS
- Raise and support vehicle. Remove axle shaft, axle shaft lock nut and lock washer. Using Wheel Bearing Nut Wrench (J-25510), tighten adjusting nut to 50 ft. lbs. (68 N.m) while rotating hub.
- Loosen adjusting nut 1/8 turn. Install lock washer and lock nut. Tighten lock nut to specification. Bend over tang on lock washer. Install axle shaft and hub cover.
TORQUE SPECIFICATIONS
| Application | Ft. Lbs. (N.m) |
|---|---|
| Axle Shaft Lock Nut | 250 (339) |
| Bearing Cap Bolt | 130 (176) |
| Caliper Mounting Bolt | 35 (47) |
| Differential Case Bolt | 45 (61) |
| Pinion Bearing Cage Bolt | 35 (47) |
| Pinion Shaft Nut | 240 (325) |
| Ring Gear Bolt | 100 (136) |
| Thrust Screw Jam Nut | 150-190 (203-257) |
TORQUE SPECIFICATIONS
See also:
• DRIVE AXLE RATIO IDENTIFICATION