IDENTIFICATION
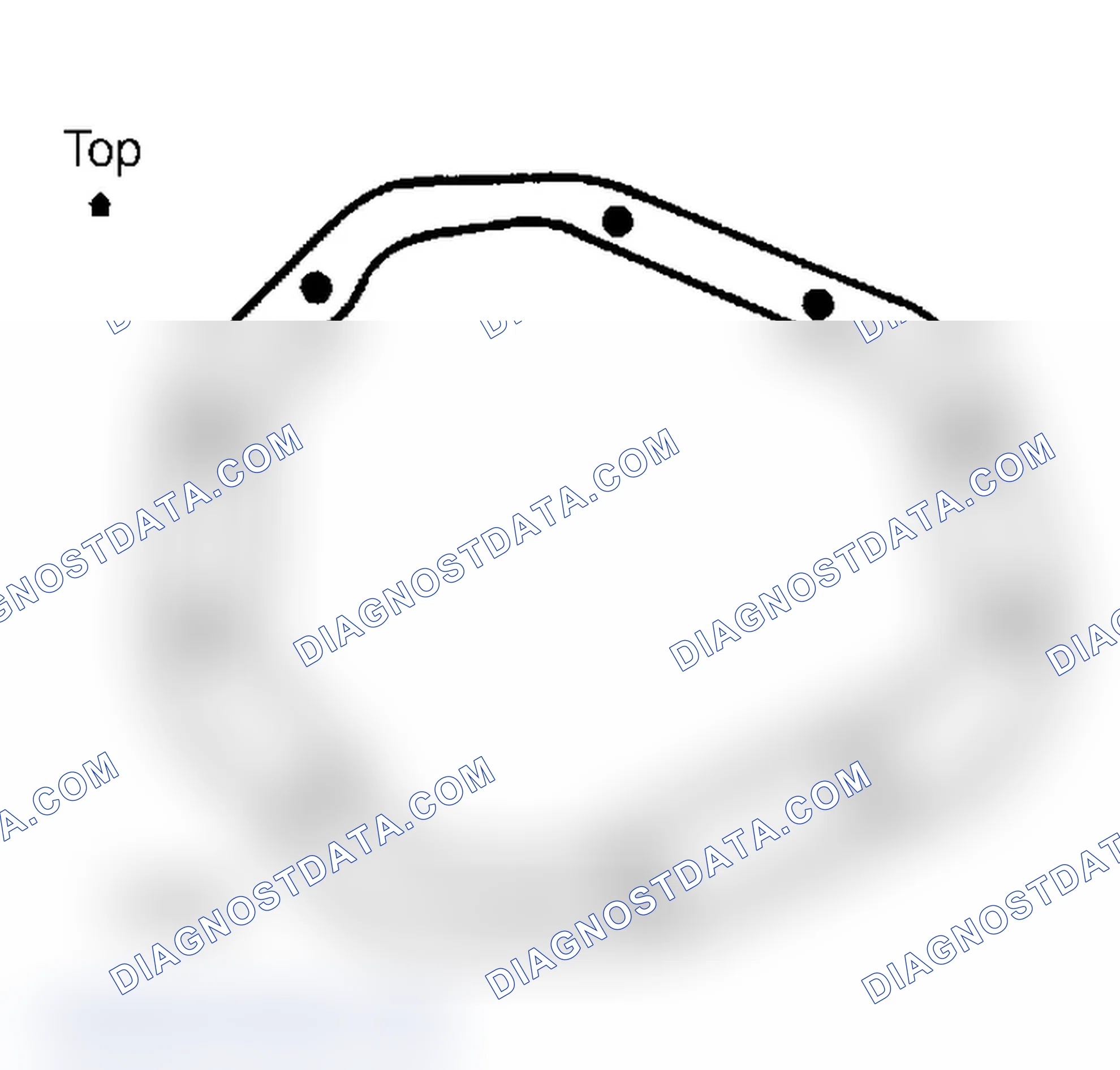
The steel cover plate has a unique shape which allows positive identification of Dana axles on any model vehicle. Axle model can also be determined by measuring diameter of ring gear. Refer to the MODEL IDENTIFICATION BY RING GEAR SIZE table.
A metal tag on rear axle is stamped with gear ratio, part numbers and limited slip identification. To determine drive axle ratio, refer to MODEL IDENTIFICATION BY RING GEAR SIZE table.
Dana Housing Cover Gasket. Scheme 11
| Model | Ring Gear Diameter |
|---|---|
| 30 | 7.12" |
| 44 | 8.50" |
| 60 | 9.75" |
| 61 | 9.75" |
| 70 | 10.50" |
MODEL IDENTIFICATION BY RING GEAR SIZE
Exploded View Of Dana Full-Floating Axle Assembly. Scheme 12
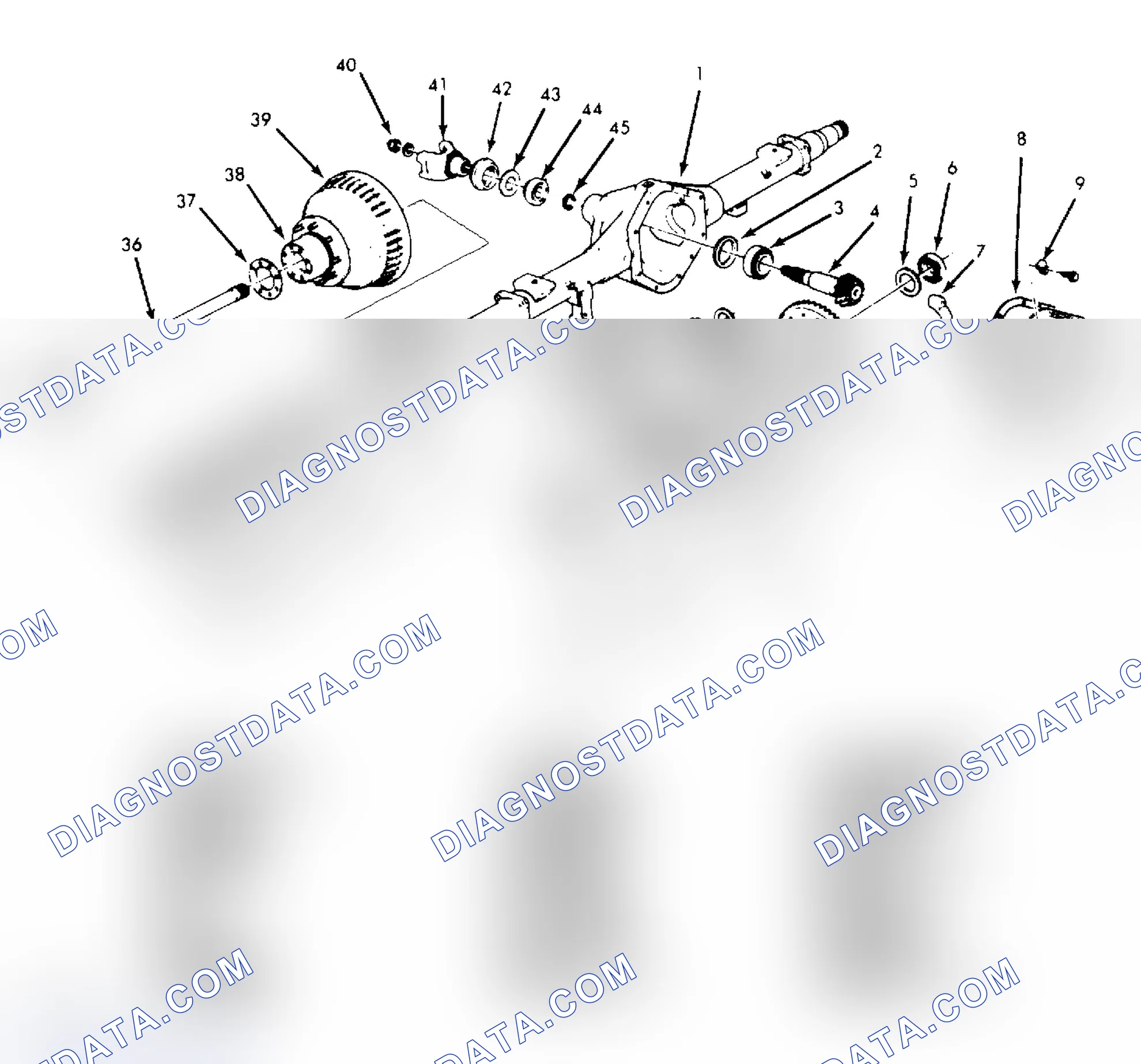
Note. One-piece differential case shown.
DESCRIPTION
The axle assembly is integral carrier type with Hypoid gear ring and pinion. Stamped steel cover is removable for inspection and repair of differential.
"Full-floating" refers to an axle in which vehicle loads are carried by axle housings. Axle shafts of "full-floating" assemblies may be removed without disturbing wheel bearings, which are tapered roller type. These bearings ride in hub to which axle shaft flange is bolted. Inner races of bearings ride on machine surfaces of axle housing.
Drive pinion depth, pinion bearing preload and differential side bearing preload are all set by shims. Other than special FWD components, front and rear axles are identical. All 4WD front drive axles are "full-floating".
Other than components required for front wheel drive, these axles are mechanically identical to the rear axle.
See LOCKING HUBS - AUTOMATIC and STEERING KNUCKLES - 4WD articles for removal and installation procedures for these front drive axle component parts.
REMOVAL & INSTALLATION
Note. These axle models are used by several vehicle manufacturers. Tool numbers called out for procedures specific to make of vehicle will be tool number as used by individual vehicle manufacturer. Tool numbers called out for general procedures, such as OVERHAUL and PINION FLANGE & SEAL will be tool number used by Dana. These tools are available from Miller Special Tools, which uses same numbering system as Dana.
Removal
- Raise vehicle on a twin-post hoist. Remove front tires and hubs. See «HUB & BEARINGS»(/gmc/pickup-r1500/1987-1987/remont/differentials-drive-axles/#drive-axle-full-floating__hub-bearings) in this article. Remove brake caliper and rotor assembly.
- Remove washers and nuts securing stabilizer links to stabilizer bar. Disconnect stabilizer links from stabilizer bar. If required, remove "U" bolts and nuts retaining stabilizer bar and mounting brackets to axle. Remove stabilizer bar.
- Remove 2 nuts and "U" bolts from front axle "U" joint flange and disconnect axle from front axle pinion flange. Using wire, secure driveshaft to frame. Disconnect vent tube at axle housing. Plug vent fitting.
- On right side of vehicle, remove nut and bolt and disconnect tracking bar from right spring cap. Carefully lower twin-post hoist until vehicle is about 3 feet from floor. Position safety stands on front leaf springs about halfway between front axle leaf spring and rear mounting shackle. Lower vehicle so springs rest on safety stands. CAUTION: Ensure vehicle is securely supported.
- Support axle under differential carrier with a suitable jack. Remove "U" bolts and nuts securing axle to spring. Carefully lower axle from vehicle.
Installation
- With axle supported under differential carrier by a transmission jack, carefully raise axle to vehicle. Ensure retaining bolt head protruding from leaf spring plate seats in recessed portion of axle spring mounting plate.
- Install and tighten nuts, "U" bolts and spring caps securing axle to spring. Raise vehicle and remove safety stands. Connect driveshaft to front axle pinion flange. To complete assembly, reverse removal procedure.
HUB & BEARINGS
Note. Although hub bearings are lubricated by flow of axle oil, all manufacturers require hub bearings be packed with high temperature, multipurpose grease before installation.
Removal (All Models Front & Rear)
- Raise vehicle and support securely. Remove wheels and axle shaft or hub driving gear. On front axles, bend back ears on nut retainer. Remove outer lock nut and locking ring. On rear axles, pry locking pin or wedge out from adjusting nut. DO NOT move adjusting nut before locking wedge is removed.
- On all axles, remove bearing adjusting nut, thrust washer (if equipped) and outer hub wheel bearing. Remove hub with inner bearing and seal. Drive inner bearing and seal out of hub with brass drift. Avoid damage to bearing cage.
- Clean and inspect bearings and races. If bearings need replacement, drive outer races from hub with brass drift.
Installation & Adjustment (Front Hubs)
- If new bearings are to be used, drive outer races into hub. Ensure races bottom out in hub. Pack bearings with multipurpose grease. Install inner bearing and seal. Install hub on spindle. Install outer bearing and adjusting nut.
- Tighten adjusting nut to 50 ft. lbs. (68 N.m) while rotating hub. Back off nut and retighten to 35 ft. lbs. (47 N.m) while hub is rotating. Back off adjusting nut 3/8 turn maximum. Slide retainer washer onto spindle with tang in keyway on spindle.
- Line up pin on adjusting nut with hole in retainer washer. Install and tighten lock nut to 160-205 ft. lbs. (217-278 N.m). Hub assembly end play should be .001-.010" (.03-.25 mm).
Installation & Adjustment (General Motors Rear Hubs)
- If new bearings are to be used, drive outer races into hub. Ensure races bottom out in hub. Install inner bearing and seal. Install hub on spindle. Install outer bearing and adjusting nut. Rotate hub assembly while tightening adjusting nut to 50 ft. lbs. (68 N.m).
- Back off nut until bearing is slightly loose. If slot on adjusting nut is aligned with keyway on spindle, insert key in slot. If not aligned, back off nut slightly until slot is aligned. DO NOT back off nut more than one slot. Install snap ring in thread grooves at end of spindle to retain key in place.
FRONT AXLE SHAFTS
Note. After installing axle shafts, front hub bearings must be adjusted correctly. See HUB & BEARINGS for adjustment procedure.
Removal (General Motors)
- Raise vehicle and support securely. Remove wheel and tire. Remove brake caliper. If equipped with locking hubs, see removal and installation procedures in «LOCKING HUBS - AUTOMATIC»(/gmc/pickup-r1500/1987-1987/remont/locking-hubs/#locking-hubs-automatic) and «STEERING KNUCKLES - 4WD»(/gmc/pickup-r1500/1987-1987/remont/steering-linkage/#steering-knuckles-4wd) articles.
- Remove hub and rotor. Remove spindle. Carefully pull axle shaft assembly through hole in steering knuckle.
Install axle shaft assembly in housing. Care must be taken not to damage seal. Install thrust washer with chamfered end toward slinger on axle. On General Motors vehicles, install spindle using new nuts and tighten to 65 ft. lbs. (88 N.m). Position hub and rotor assembly on spindle. Complete reassembly by reversing removal procedure.
Remove flange nuts from hub studs. Using hammer, rap sharply on center of axle flange to loosen tapered dowels. Remove dowels. Rap center of flange again to cause flange and axle assembly to spring away from hub. Remove axle without using prying devices which might damage axle flange and hub mating surfaces.
Clean mating surface of hub and axle flange. Install new gasket on face of hub. Insert axle shaft in housing and slide in until shaft splines engage with differential side gears. Tighten bolts holding axle shaft flange to hub.
PINION FLANGE & SEAL
Note. Front and rear differentials are same, except for oil slinger on front differential pinion shaft. Pinion seal can be serviced with axle assembly installed in vehicle.
- Raise vehicle and support securely. Disconnect drive shaft at drive axle end and tie to side rail of frame. Mount Flange Holder Wrench (C-3281). Discard nut.
- Remove flange using Flange Puller (C-452). Remove oil seal from carrier bore using Pinion Seal Puller (C-748). Use care to avoid damage to machine surfaces. Clean seal contact area thoroughly.
| CAUTION | DO NOT drive flange on with hammer. Damage to ring and pinion gears will result. |
- Lubricate cavity between seal lips with lithium base high pressure lubricant. Place seal in bore. Drive seal into carrier with Seal Installer (W-147-D on Model 44; C-3719-A with C-4735 on Model 60; C-359 on Model 70).
- Place flange on end of pinion shaft. Press flange on pinion shaft, using flange holder and Flange Installer (C-496 on Model 44; C-3718 on Models 60 and 70). Leave flange holder in place and install pinion nut with washer. Tighten pinion nut to 200-220 ft. lbs. (271-298 N.m) on Models 44 and 70. On Model 60, tighten pinion nut to 240-300 ft. lbs. (325-407 N.m). CAUTION: Failure to tighten pinion nut to specification will result in flange or pinion shaft failure.
- Raise vehicle on hoist and support axle assembly to take weight off springs. Disconnect drive shaft at pinion flange and tie out of way. Remove hub and brake assemblies.
- Disconnect vent tube (if equipped). Disconnect parking brake cable(s) and service brake hydraulic lines. Disconnect shock absorbers at axle brackets. Disconnect springs and remove axle.
Reverse removal procedure. Do not fully tighten shock absorber nut until vehicle weight is on suspension. Bleed hydraulic lines and adjust parking brake before moving vehicle.
Scheme 13
- Drain lubricant. Remove axle shafts and housing cover. If no side play is found in the differential case assembly, mount dial indicator on pilot stud with tip against back of ring gear. Measure runout of ring gear, marking ring gear and case at point of maximum runout.
- If runout total exceeds.006" (.15 mm), ring gear could be loose or case could be damaged. Using.003" (.08 mm) feeler gauge, try to force feeler gauge between cap and race. If it does, bearing race may have been turning in carrier.
- If race has been turning, carrier could be damaged. Observe identifying letters stamped into bearing caps and face of carrier sealing surface. Use these matched letters for reassembly reference.
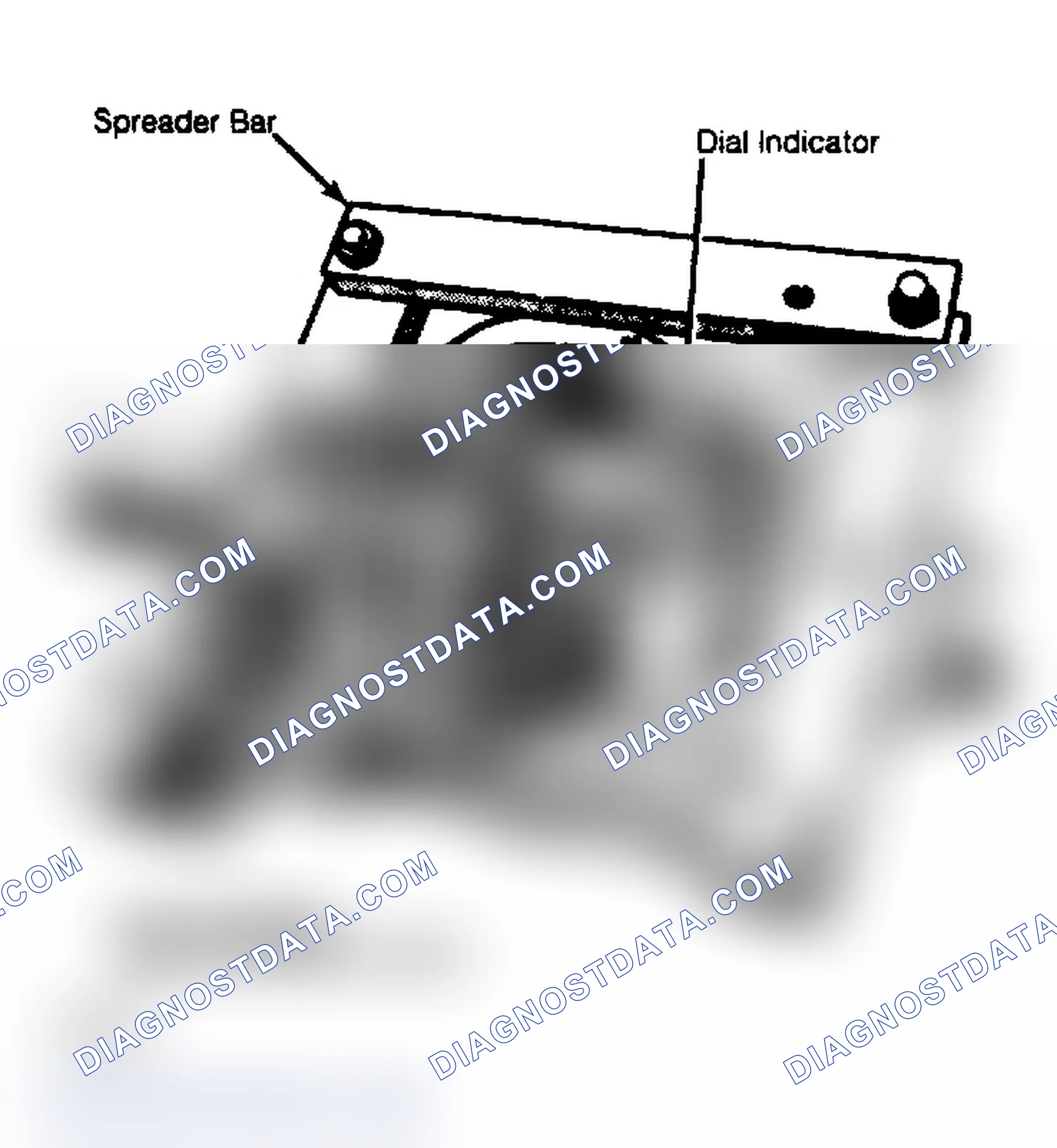
- Remove side bearing caps. Use Housing Spreader (W-129-A on Model 44; D-167 on Models 60 and 70) to spread differential housing to.015" (.38 mm). (Scheme 13) CAUTION: Do not spread housing more than.020" (.51 mm). Permanent damage to housing could result. (Scheme 13): Correct Procedure for Spreading Housing NOTE: Do not leave tension on carrier housing or damage will result.
- Pry differential case out of housing. Remove spreader to prevent carrier taking set. On models with side bearing shims between carrier and side bearing outer race, record sizes and positions of shims. Be careful not to damage machined surfaces of housing.
- Put case in soft-jawed vise and remove ring gear bolts and discard. Tap ring gear loose with soft mallet. If ring gear runout measured earlier exceeded.006" (.15 mm), repeat runout measurement of case without ring gear. Total runout of case should not exceed.003" (.08 mm).
- Using Flange Holder Wrench (C-3281), remove drive pinion nut and washer. Using holder wrench and Flange Puller (C-452), remove drive pinion flange. Using Pinion Seal Puller (C0748), remove pinion oil seal. Remove slinger, gasket, outer pinion bearing and preload shim pack.
- Remove drive pinion with inner bearing. Remove inner and outer pinion bearing races. Remove and note thickness of shim pack behind inner bearing race. Remove inner pinion bearing from pinion shaft using Puller Press (DD-914-P) with Adapter Ring (DD-914-9) and Pinion Bearing Puller Plates (C-293-39 on Model 44; DD-914-37 on Model 60; DD-914-95 on Model 70). NOTE: Pinion bearing adjusting shims may remain on pinion shaft, stick to bearing or fall loose. Collect and save them for reassembly.
- Remove side bearings with Bearing Puller (C-293-PA), Extension Plug (C-293-3 on Model 44; DD-914-7 on Models 60 and 70) and Puller Plates (C-293-18 on Model 44; DD-914-62 on Models 60 and 70). Record shim thickness and location for reassembly reference.
- If differential case is a one-piece unit, drive out lock pin holding differential pinion shaft to case. Remove differential pinion shaft, gears and thrust washers (one for each gear).
- If differential case is a 2-piece unit, mark both differential case halves to aid reassembly in correct position. Remove bolts holding case halves together. Tap on top half of case to break it loose from lower half. Remove top half of case. Remove pinion gear spider, pinion gears, side gears and all thrust washers.
INSPECTION
- Use cleaning solvent to rinse gears and bearings. Check large end of bearing rollers where wear, if any, is evident. Check pinion and flange splines for excessive wear. Ensure ring gear teeth are in good condition.
- Check differential case for cracks, scoring of side gears, thrust washers and pinion thrust faces. Check fit of side gears to case and to axle shaft splines. Look at pinion shaft and spacer for scoring or excessive wear.
Scheme 14
Scheme 15
Scheme 16
- When reassembling and adjusting ring and pinion assembly, pinion depth, pinion bearing preload, side bearing preload and backlash between ring and pinion must be adjusted.
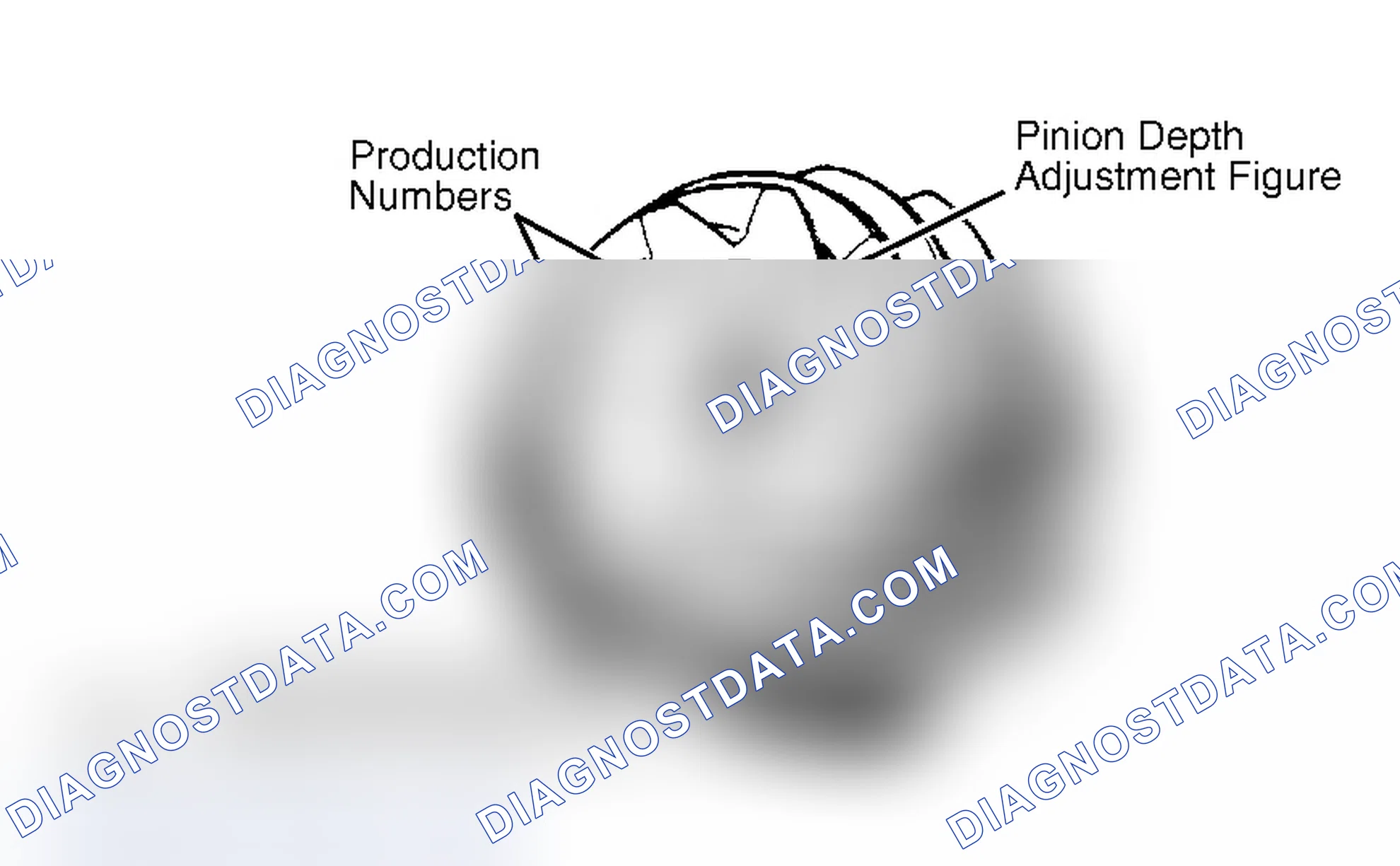
- If only pinion shaft and ring gear are to be replaced and carrier housing can be reused, compare pinion depth adjustment numbers etched in faces of old and new pinion heads. (Scheme 14) Using the «PINION DEPTH SHIM ADJUSTMENT»(/gmc/pickup-r1500/1987-1987/remont/differentials-drive-axles/#drive-axle-full-floating) chart, correct shims can be selected for new pinion shaft depth adjustment. (Scheme 14): Pinion Gear Markings Showing Depth Adjustment Figures NOTE: Gear mating numbers on new ring and pinion gears must match. NOTE: In order to use «PINION DEPTH SHIM ADJUSTMENT»(/gmc/pickup-r1500/1987-1987/remont/differentials-drive-axles/#drive-axle-full-floating) chart procedure, old pinion shaft shim pack dimensions MUST be determined accurately. If original pinion shaft shim pack dimension cannot be determined accurately, Pinion Depth Gauge Set (D-271) must be used to properly determine pinion depth setting. Depth gauge set must also be used if new carrier housing is to be used. PINION DEPTH SHIM ADJUSTMENT CHART (INCHES) Old Pinion Marking Specification +4 New Pinion Marking -4 +0.008 -3 +0.007 -2 +0.006 -1 +0.005 0 +0.004 +1 +0.003 +2 +0.002 +3 +0.001 +4 0 +3 New Pinion Marking -4 +0.007 -3 +0.006 -2 +0.005 -1 +0.004 0 +0.003 +1 +0.002 +2 +0.001 +3 0 +4 -0.001 +2 New Pinion Marking -4 +0.006 -3 +0.005 -2 +0.004 -1 +0.003 0 +0.002 +1 +0.001 +2 0 +3 -0.001 +4 -0.002 +1 New Pinion Marking -4 +0.005 -3 +0.004 -2 +0.003 -1 +0.002 0 +0.001 +1 0 +2 -0.001 +3 -0.002 +4 -0.003 0 New Pinion Marking -4 +0.004 -3 +0.003 -2 +0.002 -1 +0.001 0 0 +1 -0.001 +2 -0.002 +3 -0.003 +4 -0.004 -1 New Pinion Marking -4 +0.003 -3 +0.002 -2 +0.001 -1 0 0 -0.001 +1 -0.002 +2 -0.003 +3 -0.004 +4 -0.005 -2 New Pinion Marking -4 +0.002 -3 +0.001 -2 0 -1 -0.001 0 +0.001 +1 +0.002 +2 +0.003 +3 +0.003 +4 +0.004 -3 New Pinion Marking -4 +0.001 -3 +0.002 -2 +0.001 -1 0 0 -0.001 +1 -0.002 +2 -0.003 +3 -0.004 +4 -0.005 -4 New Pinion Marking -4 0 -3 -0.001 -2 -0.002 -1 -0.003 0 -0.004 +1 -0.005 +2 -0.006 +3 -0.007 +4 -0.008 PINION DEPTH SHIM ADJUSTMENT CHART (MILLIMETERS) Old Pinion Marking Specifications +10 New Pinion Marking -10 +0.20 -8 +0.18 -5 +0.15 -3 +0.13 0 +0.10 +3 +0.08 +5 +0.05 +8 +0.03 +10 0 +8 New Pinion Marking -10 +0.18 -8 +0.15 -5 +0.13 -3 +0.10 0 +0.08 +3 +0.05 +5 +0.03 +8 0 +10 -0.03 +5 New Pinion Marking -10 +0.15 -8 +0.13 -5 +0.10 -3 +0.08 0 +0.05 +3 +0.03 +5 0 +8 -0.03 +10 -0.05 +3 New Pinion Marking -10 +0.13 -8 +0.10 -5 +0.08 -3 +0.05 0 +0.03 +3 0 +5 -0.03 +8 -0.05 +10 -0.08 0 New Pinion Marking -10 +0.10 -8 +0.08 -5 +0.05 -3 +0.03 0. 0 +3 -0.03 +5 -0.05 +8 -0.08 +10 -0.10 -3 New Pinion Marking -10 +0.08 -8 +0.05 -5 +0.03 -3. 0 0 -0.03 +3 -0.05 +5 -0.08 +8 -0.10 +10 -0.13 -5 New Pinion Marking -10 +0.05 -8 +0.03 -5. 0 -3 -0.03 0 -0.05 +3 -0.08 +5 -0.10 +8 -0.13 +10 -0.15 -8 New Pinion Marking -10 +0.03 -8 0 -5 -0.03 -3 -0.05 0 -0.08 +3 -0.10 +5 -0.13 +8 -0.15 +10 -0.18 -10 New Pinion Marking -10 0 -8 -0.03 -5 -0.05 -3 -0.08 0 -0.10 +3 -0.13 +5 -0.15 +8 -0.18 +10 -0.20
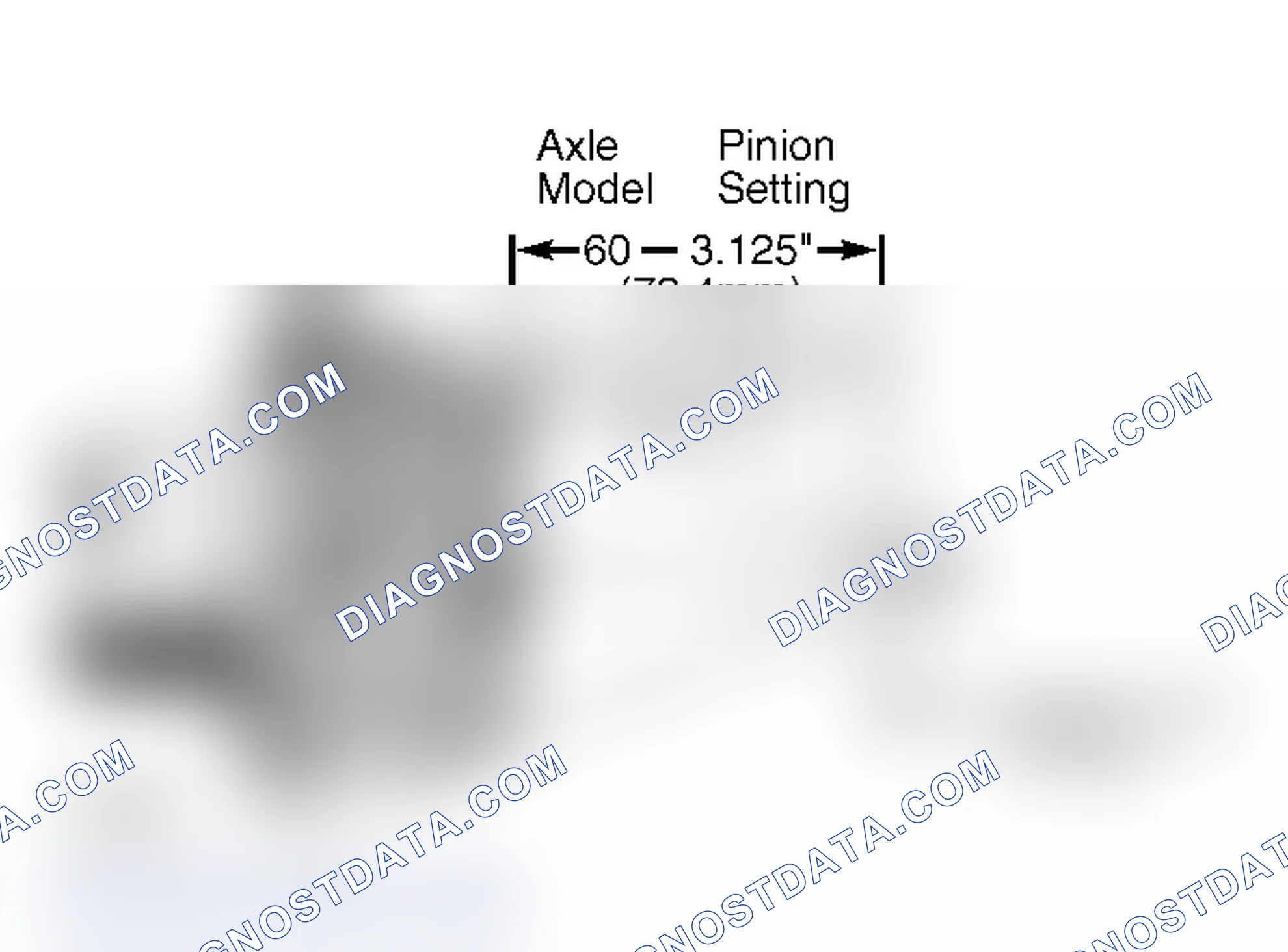
- The pinion depth adjustment number is determined by manufacturer at time of assembly. Number represents distance best running position of pinion shaft deviates from "nominal" or standard distance between pinion gear face and center line of axle. (Scheme 15) (Scheme 15): Pinion Setting Standard Dimension NOTE: These are "nominal" distances from center of ring gear to face of pinion shaft. Deviations are noted on pinion face.
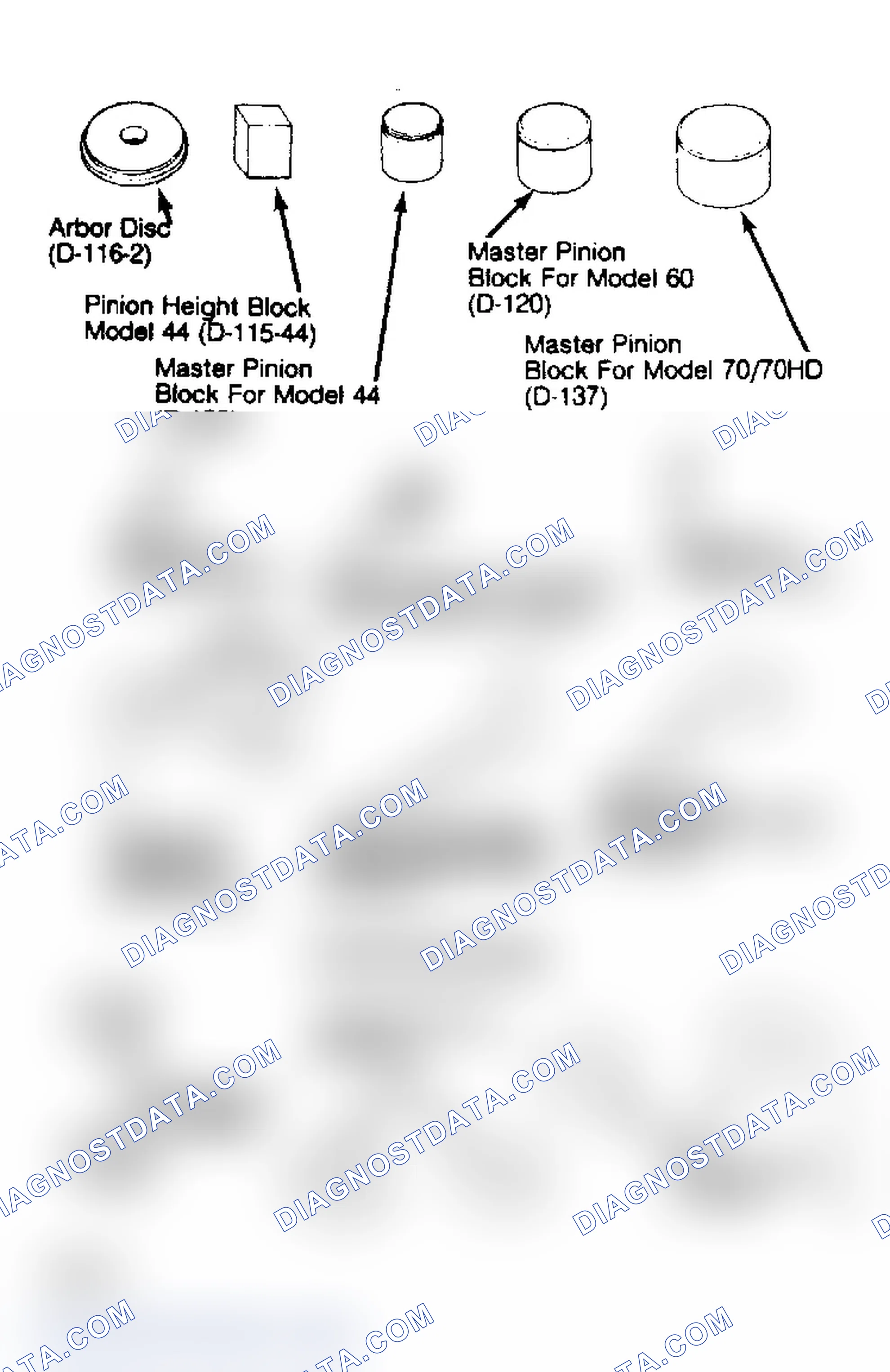
- Pinion Depth Gauge Set (D-271) allows shim pack adjustments to be made without having to remove and replace differential bearings. (Scheme 16) (Scheme 16): Pinion Depth Gauge Set (D-271) NOTE: This set can be used on Models 44, 60/61 and 70.
Scheme 17
- Place differential case in holding fixture or vise. Lubricate all parts with gear oil. Place side gears and new thrust washers in case. Place differential pinions and new thrust washers in case. Rotate side gears until holes in pinion gears and washers line up with holes in case. NOTE: If new differential side and pinion gears are used with new washers, gear backlash should be correct due to close machine tolerances. If old gears and/or washers are used, gear backlash must be checked.
- Install differential pinion shaft. Install lock pin after aligning hole in shaft with hole in case. Peen edge of hole to keep pin in place. Inspect ring gear and case for any burrs or nicks. Install ring gear and tighten NEW ring gear bolts evenly in alternating pattern to 100-115 ft. lbs. (136-156 N.m).
- Install Master Bearings (D-117) onto case. Install differential case in carrier. Install and tighten side bearing caps finger tight over master bearings. Caps must be in same location as marked during disassembly. Mount dial indicator on carrier with indicator tip against back of ring gear.
- Pry case assembly to one side of carrier. Zero dial indicator and pry case in opposite direction. (Scheme 17) Record reading. This indicates thickness of shim pack necessary to eliminate clearance between case and side bearing races.
- Actual placement of shim pack and necessary preload will be calculated after drive pinion is installed and pinion depth has been determined. Remove dial indicator. Remove bearing caps and differential case from carrier. (Scheme 17): Measuring Differential Case End Play NOTE: Use Master Bearings (D-117) for measurement.
Case Assembly (2-Piece)
- Lubricate all parts with gear oil. Install pinion gears with new washers on cross shaft. Install side gears and new washers with pinion gears and cross shaft into half of case that is flanged. NOTE: If new differential side and pinion gears are used with new washers, gear backlash should be correct due to close machine tolerances. If old gears and/or washers are used, gear backlash must be checked.
- Put top half of case on bottom half. Align scribe marks made before disassembly. Tighten all bolts finger tight. Tighten bolts alternately to 65-70 ft. lbs. (88-95 N.m). Mount ring gear on case. Install ring gear bolts finger tight, then tighten alternately to 100-110 ft. lbs. (136-149 N.m).
- Install Master Bearings (D-117) onto case. Install differential case in carrier. Install and tighten side bearing caps finger tight over master bearings. Caps must be in same location as marked during disassembly. Mount dial indicator on carrier with indicator tip against back of ring gear.
- Pry case assembly to one side of carrier. Zero dial indicator and pry case in opposite direction. (Scheme 17) Record reading. This indicates thickness of shim pack necessary to eliminate clearance between case and side bearing races.
- Actual placement of shim pack and necessary preload will be calculated after drive pinion is installed and pinion depth has been determined. Remove dial indicator. Remove bearing caps and differential case from carrier.
Pinion Depth
Note. If original ring and pinion is to be used, measure old shim packs and make up packs of same dimensions with new shims. Baffles are considered part of shim pack.
- Depth Gauge Set (D-271) is used to determine pinion depth. Place Master Pinion Block (D-139 on Model 44; D-120 on Model 60; D-137 on Model 70) in pinion bore of carrier. Put Arbor Discs (D-115-4-44 on Model 44; D-116-2 on Models 60 and 70) on Arbor (D-115-3). Install arbor in carrier with discs riding in bearing bore.
- Put Pinion Height Block (D-115-1-44 on Model 44; D-116-1 on Models 60 and 70) on top of master pinion block with side against arbor. Place Scooter Block (115-2) with Dial Indicator (D-106-5) on small step of pinion height block. Zero dial indicator with scooter block flat on pinion height block.
- Move scooter block so dial indicator tip touches arbor. Move block back and forth (perpendicular to arbor) to get highest reading. This reading, plus or minus value etched on pinion head, is thickness of shim pack necessary for pinion bearing.
- Measure shims separately with micrometer. If baffle is used, its thickness must be included in shim pack. This is also true if slinger is used between inner bearing and head of pinion shaft. Place pinion height shim pack in carrier bore for inner bearing race. Drive bearing race into carrier, making sure cup is fully seated.
Scheme 18
- Drive outer pinion bearing into carrier housing. Press inner pinion bearing onto pinion shaft using Press Tube (C-3095-A). Ensure bearing seats fully. Insert pinion shaft into carrier. Install outer bearing, slinger (if equipped), flange, washer and nut. NOTE: Pinion preload shims and oil seal should NOT be installed at this time.
- Using an INCH lb. torque wrench, tighten pinion nut until 10 INCH lbs. (1.13 N.m) rotational torque is required to move pinion shaft. Recheck pinion depth with arbor and discs at this time. Place pinion height block on face of pinion shaft.
- Place dial indicator on small step of height block for Model 60 axles. Place dial indicator on high step of block for Model 70 axles. Zero dial indicator and move it across arbor to get highest reading. If reading is within.002" (.05 mm) of etching on pinion face, pinion depth is correct. NOTE: If pinion depth is not with.002" (.05 mm) of etched number on face of pinion, shim pack under inner bearing race must be changed before proceeding with differential settings.
- Remove pinion nut, washer, flange, slinger and outer bearing. Place preload shims (removed during disassembly) on pinion. Install bearing and slinger. After lightly coating lips with gear oil, install pinion seal in carrier housing. Install flange, washer and NEW pinion nut. Tighten nut to 240-300 ft. lbs. (325-407 N.m).
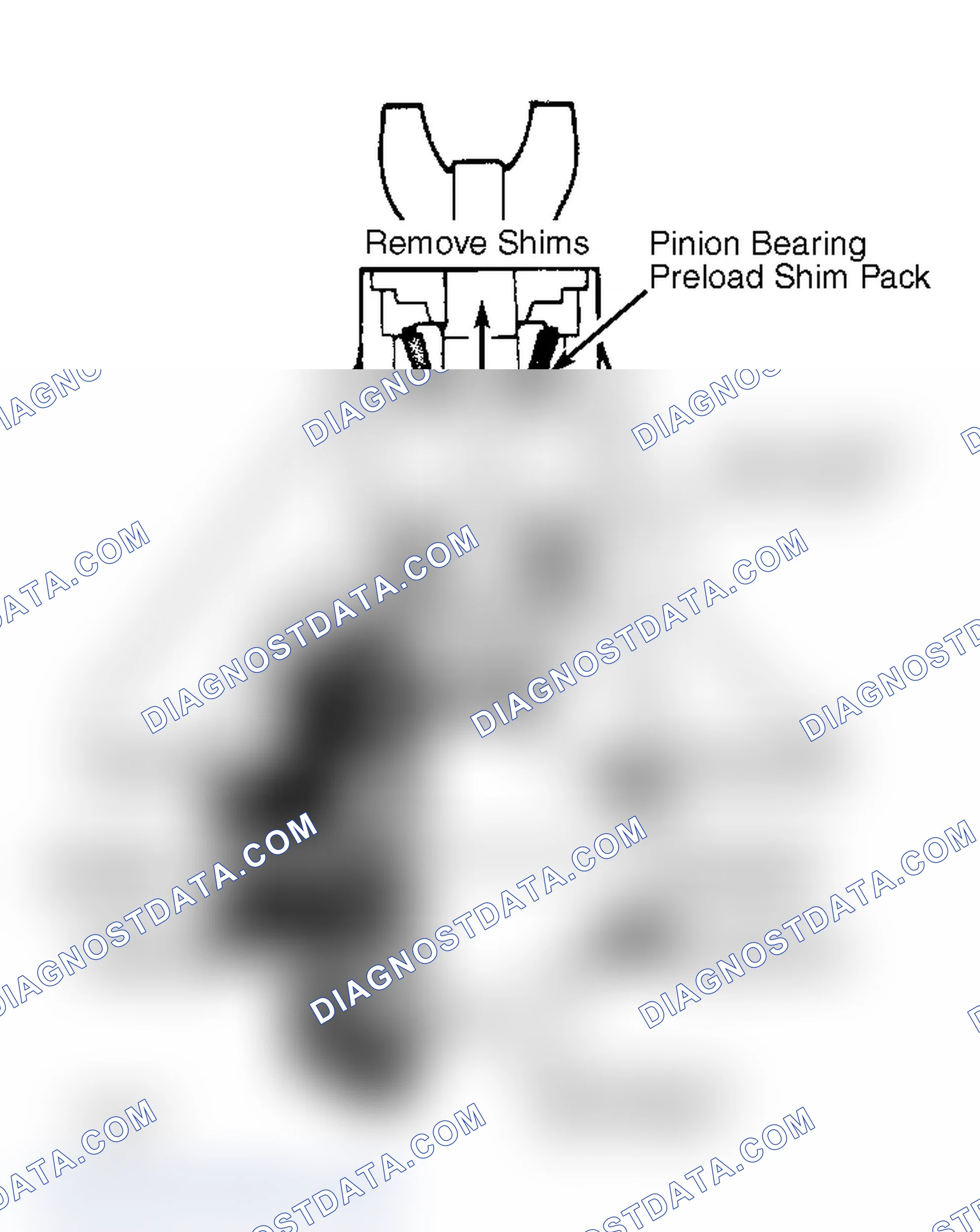
- Using an INCH lb. torque wrench, measure preload (rotational torque) of pinion shaft. Rotational torque required to keep pinion shaft turning freely and smoothly should be 20-40 INCH lbs. (2.3-4.5 N.m). If preload needs to be increased, remove a few shims and recheck. To decrease preload, add a few shims and recheck. (Scheme 18) (Scheme 18): Carrier Housing Shim Positioning
Differential Bearing Preload
- Install differential case in housing with master bearings on case. Set up dial indicator in same position as when case end play was checked. (Scheme 17) Press ring gear toward pinion head while rocking ring gear so teeth mesh fully. Zero dial indicator while holding ring gear into pinion gear.
- Press differential case (ring gear) away from pinion gear. Repeat until dial indicator gives same reading each time. This figure is shim pack thickness necessary between case and side bearing on ring gear side. Remove dial indicator and differential from carrier. Remove master bearings from case.
- Put calculated shim pack on hub of case at ring gear side. Place side bearing on hub. Use Bearing Installer (C-4025A) and Handle (C-4171) to drive bearing onto case until it is seated. Take remaining shim pack as determined from case end play measurement and install pack on opposite side of case from ring gear.
- Add.015" (.38 mm) thickness to shim pack opposite ring gear to provide side bearing preload. Drive side bearing onto case with installer and handle. Install spreader and dial indicator on carrier housing. Spread housing.015" (.38 mm). Put side bearing races onto side bearings. Install differential case into carrier.
Scheme 19

- Install side bearing caps, making sure reference marks made on caps and carrier match. Tighten cap bolts to 80-90 ft. lbs. (108-122 N.m). Check backlash between ring and pinion gears at 3 points spaced equal distance on ring gear. (Scheme 19) (Scheme 19): Measuring Backlash Between Ring & Pinion Gears NOTE: Maximum allowable variation of backlash is.002" (.05 mm).
- Backlash reading between ring and pinion gears should be.004-.009" (.10-.23 mm). Maximum variation between readings at 3 points is.002" (.05 mm). If backlash is too high, move ring gear closer to pinion gear. If backlash is too low, move ring gear away from pinion gear.
- To change backlash readings, move shims from one side of differential case to other. When backlash adjustment is completed, check tooth contact pattern. See «GEAR TOOTH CONTACT PATTERNS»(/gmc/pickup-r1500/1987-1987/remont/drivelineaxles/#gear-tooth-contact-patterns-general-information) article in the GENERAL INFORMATION section. Pattern should be correct if assembly and adjustments have been done properly.
- When differential is complete and correctly adjusted, install new cover gasket and cover. Tighten cover bolts to 30-40 ft. lbs. (41-54 N.m). Fill assembly with Hypoid lubricant.
AXLE ASSEMBLY SPECIFICATIONS
| Application | In. (mm) | |
|---|---|---|
| Ring Gear Backlash | .005-.009 (.13-.23) | |
| Side Bearing Preload | .015 (.38) | |
| Pinion Gear Depth (Nominal Dimension) | ||
| Model 44 | 2.625 (66.68) | |
| Model 60 & 61 | 3.125 (79.38) | |
| Model 70 | 3.500 (88.90) | |
| INCH lbs. (N.m) | ||
| Pinion Bearing Preload | ||
| New Bearings | 20-40 (2.3-4.5) | |
| Used Bearings | 10-20 (1.1-2.3) | |
AXLE ASSEMBLY SPECIFICATIONS
TORQUE SPECIFICATIONS
| Applications | Ft. Lbs. (N.m) | |
|---|---|---|
| Pinion Shaft Flange Nut | ||
| Models 44 & 70 | 210 (285) | |
| Models 60 & 61 | 270 (367) | |
| Side Bearing Cap | 80 (109) | |
| Ring Gear-to-Case | ||
| Model 44 | 55 (75) | |
| Models 60, 61 & 70 | 110 (150) | |
| Axle Flange-to-Hub | ||
| Model 44 | 35 (48) | |
| Models 60 & 61 | 55 (75) | |
| Model 70 | 85 (116) | |
TORQUE SPECIFICATIONS