AXLE RATIO & IDENTIFICATION
To determine the drive axle ratio, refer to the correct DRIVE AXLE RATIO IDENTIFICATION article in this section.
DESCRIPTION
Note. Vehicle series numbers used in this article have been abbreviated for common reference to Chevrolet and GMC models. Chevrolet models use numerical designations as listed; GMC models are identified as follows: 10 = 1500; 20 = 2500; 30 = 3500. The 10 1/2" ring gear is not used on vehicles with dual rear wheels. Some models may use Dana axles. See appropriate articles in this section.
The axle assembly is a hypoid gear type with integral carrier housing, which is used with full floating axles. The drive pinion bearing preload adjustment is made with a collapsible spacer. The differential side bearing preload adjustment and drive pinion depth adjustment are made by side bearing adjusting nuts. A removable 14-bolt housing cover permits inspection and minor servicing of differential without removal from vehicle.
Removal & Installation
- Raise vehicle and support with jack stands. Remove wheels on axle to be serviced. Remove 8 axle shaft attaching bolts from axle flange. Tap flange on axle shaft with a soft-faced hammer to loosen shaft.
- Grip rib on end of flange with pliers, and twist axle shaft to begin removal. When shaft is loose, remove from housing. To install shaft, reverse removal procedure. Use new flange gaskets. Tighten bolts to specification.
- Remove axle shaft as previously described. Remove lock nut retainer ring, key and lock nut.
- Pull hub and drum assembly straight off axle housing. Using care not to damage bore surface, remove old oil seal from wheel hub. Thoroughly clean seal contact area.
- Pack cavity between seal lips with high melting point wheel bearing lubricant. Position seal in hub bore. Using Seal Installer (J-24428), carefully press seal into hub until seal is flush with edge of hub. To complete reassembly, reverse removal procedure. See «WHEEL BEARINGS»(/gmc/cab-chassis-v3500/1987-1991/remont/differentials-drive-axles/#drive-axle-105) for bearing adjustment procedure.
Removal
- Remove axle shaft and hub/drum assembly as previously described. Use a long drift or punch to drive inner bearing, cup, and oil seal from hub. Remove outer bearing retaining ring. NOTE: Inner bearing cup and outer bearing retaining ring must be removed before attempting to remove outer bearing cup.
- Use Driver Handle (J-8092) and Outer Bearing Cup Remover/Installer (J-24426) to drive outer bearing and cup out of hub. (Scheme 12)
Scheme 12
- Pack bearings with bearing lubricant. Place outer bearing and cup into hub from rear. Using Driver Handle (J-8092) and Pinion Bearing Cup Installer (J-8608), drive cup/bearing into hub beyond retaining ring groove. NOTE: Be sure Pinion Bearing Cup Installer (J-8608) is installed upside down on Driver Handle (J-8092) so chamfer does not contact bearing cup.
- Install outer bearing retaining ring. Using Outer Bearing Cup Remover/Installer (J-24426), drive outer cup and bearing back against retaining ring until seated. Place inner bearing cup into hub. Using Driver Handle (J-8092) and Inner Bearing Cup Installer (J-24427), drive cup into hub until seated against hub shoulder.
- Install inner bearing. Pack cavity between seal lips with high melting point wheel bearing lubricant. Position seal in hub bore. Using Seal Installer (J-24428), carefully press seal into hub until seal is flush with edge of hub. Place hub assembly onto axle housing. Using Wheel Bearing Nut Wrench (J-25510), install adjusting nut.
- Tighten adjusting nut to 50 ft. lbs. (70 N.m) while rotating hub. Make sure bearing cones are seated and in contact with spindle shoulder. Back off nut. Tighten finger tight against bearing. Install key and retaining ring.
- Disconnect drive shaft, secure bearing caps, and tie shaft out of way. For reassembly reference, count number of exposed threads and scribe a line down pinion stem, nut and pinion flange.
- Use Companion Flange Holder (J-8614-01) to hold flange. Remove pinion nut and pinion flange from pinion. Using care not to damage machined surfaces, pry oil seal from bore. Clean area thoroughly. Pack cavity between seal lips with high melting point bearing lubricant.
- Place new seal into bore. Use Pinion Oil Seal Installer (J-24384) to drive seal in until it bottoms against inner shoulder. Install pinion flange and pinion nut to scribe line. Install drive shaft.
- Raise vehicle and support at frame side rails with jack stands. Remove rear wheels. Disconnect drive shaft, secure bearing caps, and tie shaft out of way. Remove wheel hub. Disconnect parking brake cable at lever and at backing plate.
- Disconnect hydraulic brake hose at connector on axle housing. Disconnect shock absorbers at axle brackets. Using floor jack, slightly raise axle assembly to relieve tension on springs. Remove spring "U" bolts, and lower floor jack. Remove axle assembly from vehicle. To install axle housing assembly, reverse removal procedure.
Scheme 13
- Place drain pan under differential carrier cover. Drain lubricant. Remove housing cover and axle shafts as previously described. Remove drive shaft, secure bearing caps, and tie shaft out of way. Note and record ring gear backlash and pinion bearing preload for reassembly reference. Mark bearing caps for reassembly reference.
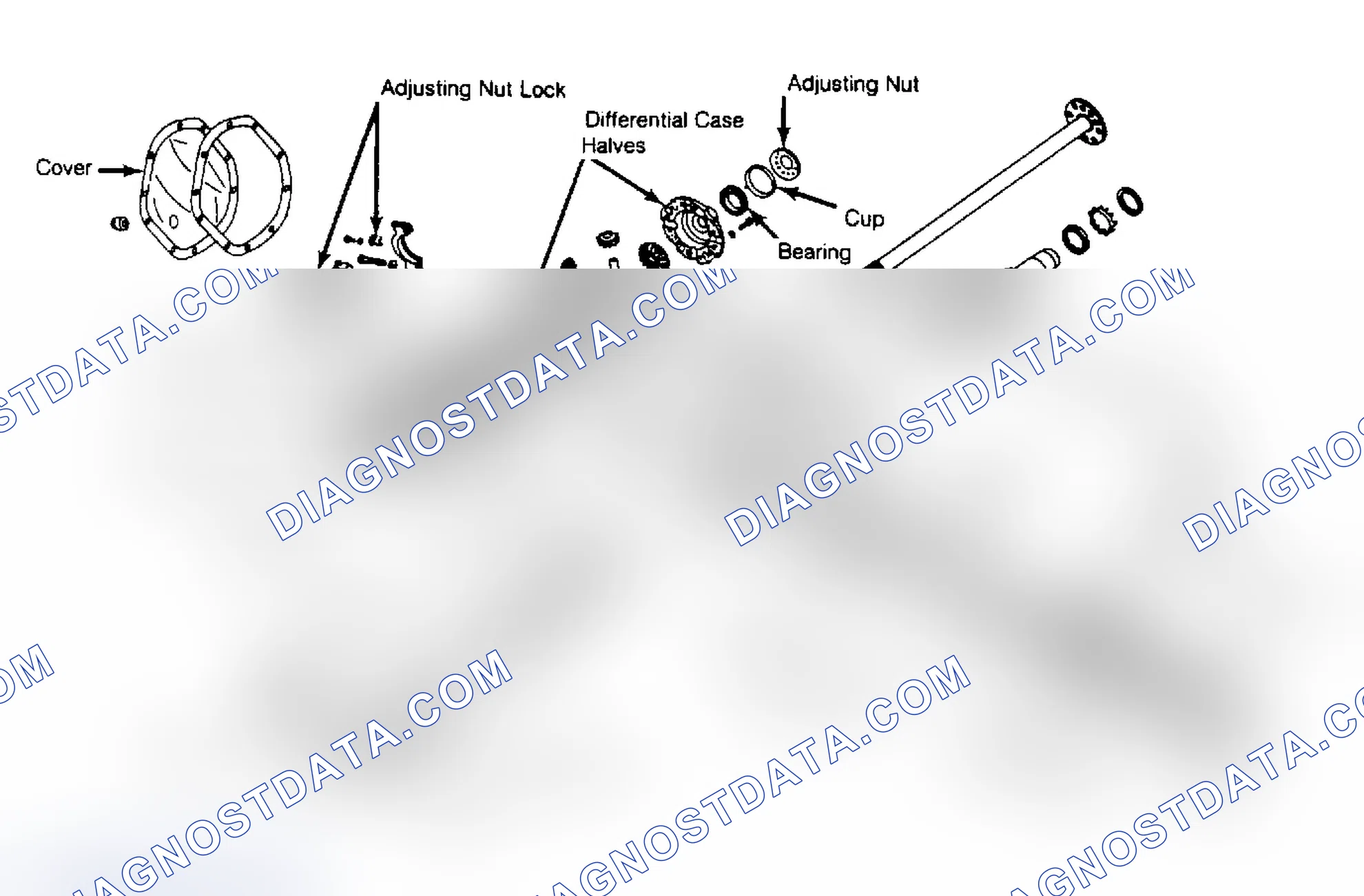
- Remove adjusting nut locks and lock bolts from bearing caps. Remove bearing caps. Use Adjusting Nut Wrench (J-24429) to loosen side bearing adjusting nuts and remove differential case assembly from axle housing. Remove differential side bearings using Puller (J-22888) and Plug (J-8107). NOTE: Jaws of Puller (J-22888) must pull from beneath bearing cone and not cage.
- Scribe mark across differential case. Remove left-hand thread ring gear bolts. Remove ring gear using brass drift, if necessary. Split case halves. Remove differential side gears and thrust washers. Mark case halves and gears as left or right for reassembly.
- Remove differential pinion spider gear. Remove pinion gears and thrust washers from spider. Check pinion bearing preload using an INCH lb. torque wrench. Looseness indicates excessive wear. See «AXLE ASSEMBLY SPECIFICATIONS»(/gmc/cab-chassis-v3500/1987-1991/remont/differentials-drive-axles/#drive-axle-105) table.
- Remove 6 pinion cage assembly bolts and washers. Remove pinion assembly. It may be necessary to tap on pinion gear with a brass drift to free cage. Remove pinion cage and cage shims. Set shims aside for later measurement.
- Place pinion cage assembly in a soft-jawed vise. Using Pinion Flange Remover Set (J-8614-01), hold flange, remove nut and remove flange. (Scheme 13) Place pinion cage in press and press pinion from cage. DO NOT let pinion fall to floor.
- Remove collapsible spacer from pinion. Using Press and Bearing Remover (J-22912-01), press inner bearing from pinion. Using a hammer and punch, remove pinion seal from pinion cage. Remove front bearing from pinion cage.
- Remove bearing cups from pinion cage. Using a hammer and brass drift, remove pilot bearing from axle housing.
CLEANING & INSPECTION
- Clean all parts in cleaning solvent. Inspect all bearings, bearing cups, races and rollers for scoring, chipping or excessive wear. Inspect axle shaft and side gear splines for excessive wear.
- Inspect ring gear and pinion for scoring, cracking or chipping. Inspect differential case, pinion side gears, thrust washers and pinion shaft for cracks, scoring or excessive wear.
Pinion Assembly
- Lubricate all parts with hypoid gear oil. Using press and Pinion Bearing Installer (J-24433), press pinion rear bearing onto pinion. Using Driver Handle (J-8092) and Outer Bearing Cup Installer (J-8608), install outer bearing cup. Using driver and Inner Bearing Cup Installer (J-24432), install inner cup.
- Install new collapsible spacer to pinion. Insert pinion into pinion cage. Press outer bearing onto pinion shaft. Install new pinion oil seal using driver handle and Seal Installer (J-24434). Install pinion flange oil deflector and pinion flange.
- Install pinion washer and new pinion nut. Place pinion cage in soft-jawed vise. Install Flange Holder (J-8614-01) to pinion flange. While rotating pinion gear, tighten pinion nut until there is no end play left at pinion. Rotate pinion several times and check pinion preload. Tighten pinion nut in small steps, rotating pinion between adjustments, until preload is adjusted to specification. See «AXLE ASSEMBLY SPECIFICATIONS»(/gmc/cab-chassis-v3500/1987-1991/remont/differentials-drive-axles/#drive-axle-105) table. NOTE: If pinion preload limits are exceeded, pinion will have to be removed and a new collapsible spacer be installed.
- If original ring and pinion gears are to be reinstalled, use new pinion shims of same number and thickness as those removed. If new gears are to be installed, compare pinion depth code number of new pinion gear with that of original pinion gear. From these 2 codes, determine correction factor by referring to «PINION DEPTH CODE»(/gmc/cab-chassis-v3500/1987-1991/remont/differentials-drive-axles/#drive-axle-105) chart.
- Combine correction factor with thickness of new shim pack. Place new shim pack onto carrier housing. Install new pinion pilot bearing into axle housing using driver handle and Pilot Bearing Installer (J-34943). Install pinion cage to axle housing. Tighten cage 6 retaining bolts to specification in a crosswise sequence.
Case Assembly
- Lubricate all parts with hypoid gear oil. Place pinion gears and thrust washers on differential spider. Install side gears and thrust washers to case halves in their original locations. Install differential spider to differential.
- Assemble case halves, aligning scribe marks previously made on case. Obtain and install 2 left-hand threaded studs in ring gear, directly opposite each other to ease in alignment/installation of ring gear.
- Install ring gear onto studs. Tap ring gear lightly with soft-faced hammer until new ring gear attaching bolts can be started. Tighten bolts evenly until ring gear is flush with case flange. Remove threaded studs. Install 2 remaining bolts and tighten all ring gear bolts alternately and evenly to specification.
- Install differential side bearings using driver handle and Bearing Installer (J-24449).
Side Bearing Preload
- Place lubricated bearing cups onto differential side bearings in original locations and place differential assembly into carrier. Install bearing caps in their original positions, and tighten cap bolts until just snug.
- Using Bearing Backlash Wrench (J-24429), loosen right side bearing adjusting nut, and tighten left side adjusting nut until ring gear just contacts drive pinion (zero lash point). Back off left adjusting nut 2 slots to a locking position. Install left adjusting nut lock. Secure nut with nut lock. Secure lock with bolt. Torque to specification.
- Tighten right adjusting nut until case is in firm contact with left adjusting nut. Loosen right adjusting nut until it is free of bearing. Retighten right nut until it just contacts bearing. Tighten right adjusting nut an additional 2 slots (used bearings) or 3 slots (new bearings) to properly preload differential side bearings. Install adjusting nut lock fingers into adjusting nut. Install nut lock bolt. Tighten to specification. See «TORQUE SPECIFICATIONS»(/gmc/cab-chassis-v3500/1987-1991/remont/differentials-drive-axles/#drive-axle-105) table.
Scheme 14
- Install a dial indicator installed with indicator stem at heel end of a tooth, in line with gear rotation and perpendicular to the tooth angle. With pinion stationary, measure ring gear backlash in at least 4 locations around ring gear. Backlash should be same at each point within .002" (.05 mm). See «AXLE ASSEMBLY SPECIFICATIONS»(/gmc/cab-chassis-v3500/1987-1991/remont/differentials-drive-axles/#drive-axle-105) table.
- Adjust to specification by moving adjusting nuts in or out as necessary. If one adjusting nut is loosened, other nut must be tightened an equal amount to maintain side bearing preload.
- With backlash adjustment complete, install adjusting nut lock fingers into slots in nuts. Install nut lock bolt. Tighten to specification. Tighten bearing cap bolts, and perform gear tooth contact pattern check. Install drive axles as previously described. Install axle housing cover and lubricant. PINION DEPTH CODES Original Code Service Code Correction In. (mm) +2 +2 0 (0) +2 +1 -.001 (-.025) +2 0 -.002 (-.050) +2 -1 -.003 (-.074) +2 -2 -.004 (-.098) +1 +2 +.001 (+.025) +1 +1 0 (0) +1 0 -.001 (-.025) +1 -1 -.002 (-.050) +1 -2 -.003 (-.074) 0 +2 +.002 (+.050) 0 +1 +.001 (+.025) 0 0 0 (0) 0 -1 -.001 (-.025) 0 -2 -.002 (-.050) -1 +2 +.003 (+.074) -1 +1 +.002 (+.050) -1 0 +.001 (+.025) -1 -1 0 (0) -1 -2 -.001 (-.025) -2 +2 +.004 (+.098) -2 +1 +.003 (+.074) -2 0 +.002 (+.050) -2 -1 +.001 (+.025) -2 -2 0 (0) AXLE ASSEMBLY SPECIFICATIONS Application Measurement In. (mm) Ring Gear Backlash Preferred .005-.008 (.122-.196) Acceptable .003-.008 (.074-.196) INCH Lbs. (N.m) Pinion Bearing Preload Used Bearings 5-15 (.6-1.7) New Bearings 23-35 (2.6-4.0)
TORQUE SPECIFICATIONS
| Application | Ft. Lbs. (N.m) |
|---|---|
| Axle Shaft Retaining Bolts | 115 (156) |
| Differential Bearing Adjusting Lock Bolts | 22 (30) |
| Differential Cover Bolts | 30 (41) |
| Differential Filler Plug | 18 (24) |
| Drive Pinion Nut | (1) |
| Pinion Cage-to-Axle Housing Bolts | 65 (84) |
| Ring Gear Bolts (2) | 120 (163) |
| Side Bearing Cap Bolts | 135 (184) |
| (1) Tighten as necessary to obtain remeasured preload. Preload should be at or less than 25-35 INCH Lbs. (2.8-4.0 N.m). (2) Bolts are left-hand thread. | |
| (1) | Tighten as necessary to obtain remeasured preload. Preload should be at or less than 25-35 INCH Lbs. (2.8-4.0 N.m). |
| (2) | Bolts are left-hand thread. |
TORQUE SPECIFICATIONS
See also:
• DRIVE AXLE RATIO IDENTIFICATION
• WHEEL BEARINGS