ENGINE IDENTIFICATION
Note. For engine repair procedures not covered in this article, see ENGINE OVERHAUL PROCEDURES - GENERAL INFORMATION article in the GENERAL INFORMATION section.
Engine may be identified by the 8th character of the Vehicle Identification Number (VIN). VIN is stamped on metal tag, attached to left side of dash, near windshield. Engine identification number is stamped on machined pad on left rear of engine block below cylinder head.
| Application | Engine Code | VIN Code |
|---|---|---|
| 2.5L 4-Cylinder TBI | LN8 | E |
ENGINE IDENTIFICATION CODES
ENGINE
See ENGINE REMOVAL article.
Removal
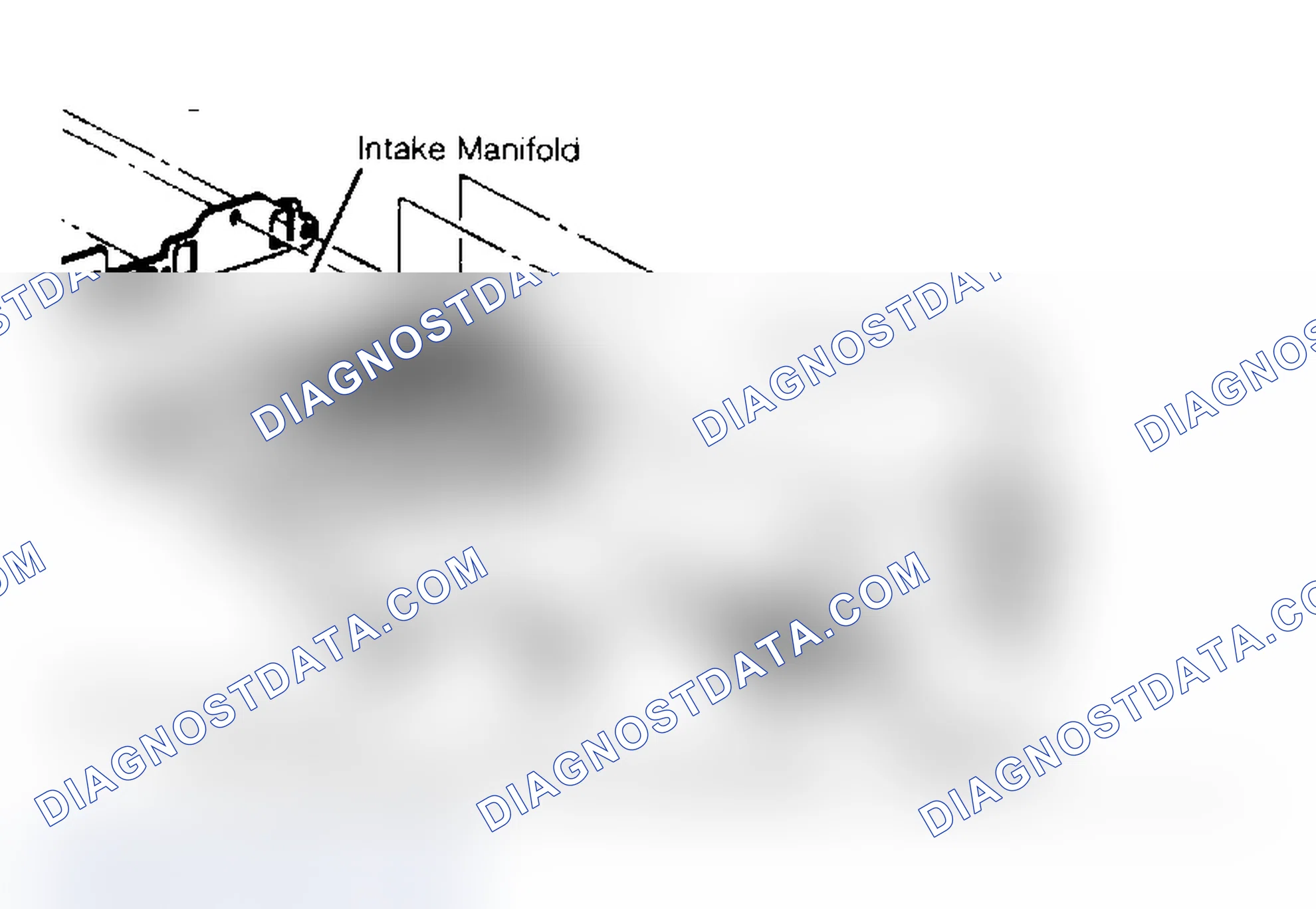
- Disconnect negative battery cable. Remove air cleaner. Unplug electrical connectors at intake manifold. Disconnect accelerator and throttle valve cables at bellcrank. Disconnect fuel and vacuum lines at throttle body and manifold. Drain cooling system.
- Disconnect water pump by-pass hose at intake manifold. Remove rear alternator adjusting bracket. Disconnect alternator brace and move aside. Disconnect cruise control cable. Disconnect and label all vacuum hoses.
- Disconnect vacuum line hold-down at thermostat housing. Disconnect heater hose at intake manifold. Disconnect coil. Remove intake manifold.
Installation
To install, reverse removal procedure. Apply sealant to bolts No. 4, No. 5 and No. 6. Tighten bolts to specifications. (Scheme 1)
Intake Manifold Tightening Sequence Tighten bolts to specifications shown. Scheme 1
- Disconnect negative battery cable. Disconnect A/C belt. Remove A/C compressor and set aside. Remove rear A/C adjusting bracket. Raise vehicle. Disconnect exhaust pipe at manifold. Lower vehicle.
- Remove air cleaner. Disconnect oxygen sensor wire. Do not remove oxygen sensor from manifold unless exhaust manifold requires replacement. Remove exhaust manifold bolts. Remove exhaust manifold.
Exhaust Manifold Torque Specifications & Sequence. Scheme 2
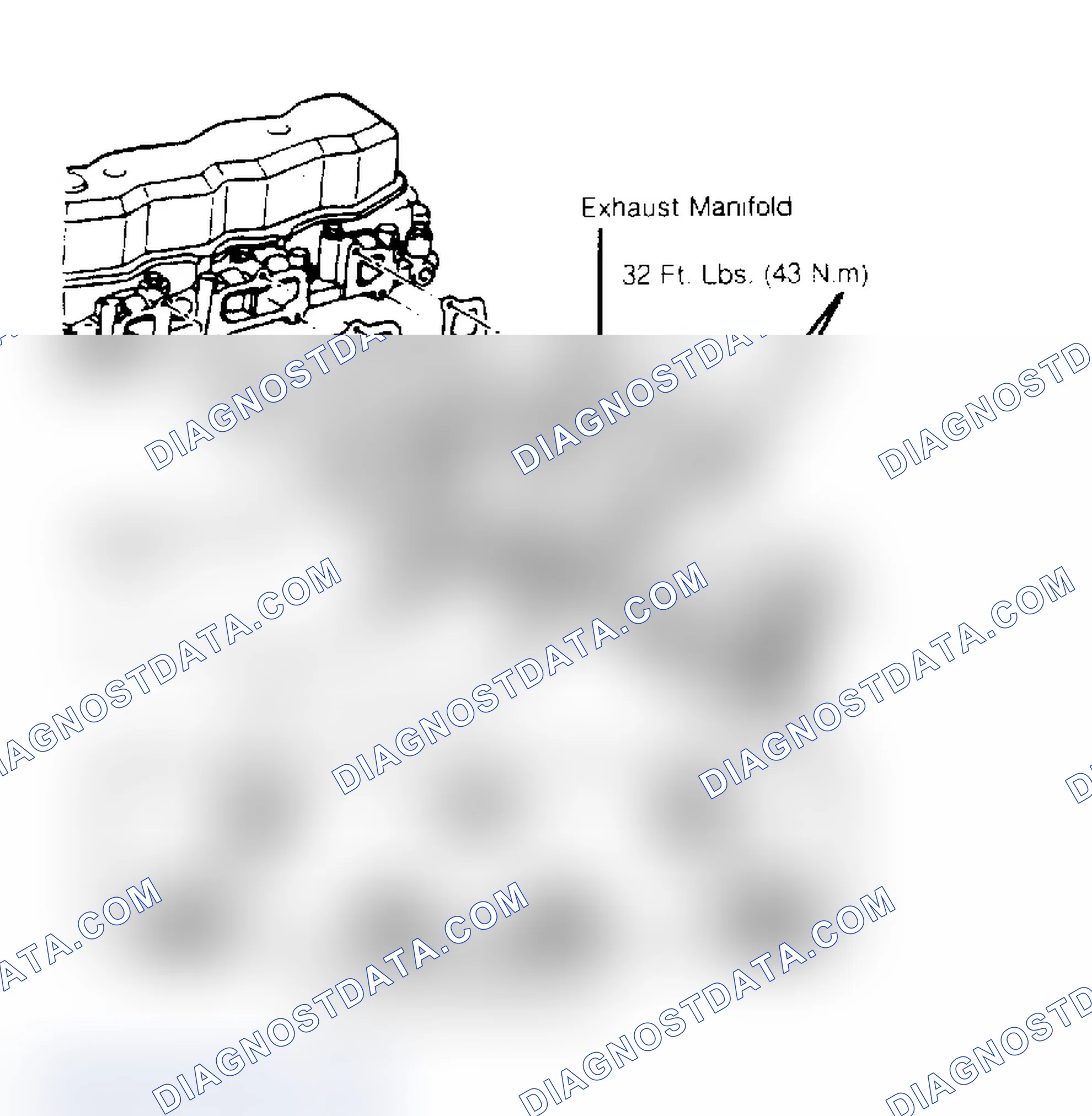
To install, reverse removal procedure. Tighten bolts to specifications. (Scheme 2)
- Disconnect negative battery cable. Drain cooling system. Remove air cleaner. Remove A/C compressor and set aside. Disconnect PCV hose. Remove EGR valve. Disconnect spark plug wires at spark plugs. Disconnect vacuum line hold-down clamp at thermostat housing. Remove thermostat housing. Disconnect and label all vacuum hoses.
- Remove valve cover. Unplug wires at throttle body. Disconnect accelerator, throttle valve and cruise control cables. Remove alternator brace. Disconnect water pump by-pass hose at intake manifold. Remove A/C compressor bracket. Disconnect exhaust pipe at manifold.
- Remove A/C refrigerant line hold-down clamp. Remove alternator. Disconnect upper radiator hose. Disconnect fuel line bracket at fuel filter. Remove oil dipstick tube. Disconnect fuel and vacuum lines near fuel filter. Remove head bolts. Disconnect wiring harness bracket at rear of head. Disconnect ground cable at cylinder head.
- Disconnect coil bracket from head. Disconnect oxygen sensor wire. Loosen rocker arms and rotate to one side. Remove push rods. Remove brace between intake manifold and block. Remove head with intake and exhaust manifolds attached. Remove intake and exhaust manifolds.
Note. This procedure has been revised due to TSB Chevrolet 88-52, dated 09/23/1987.
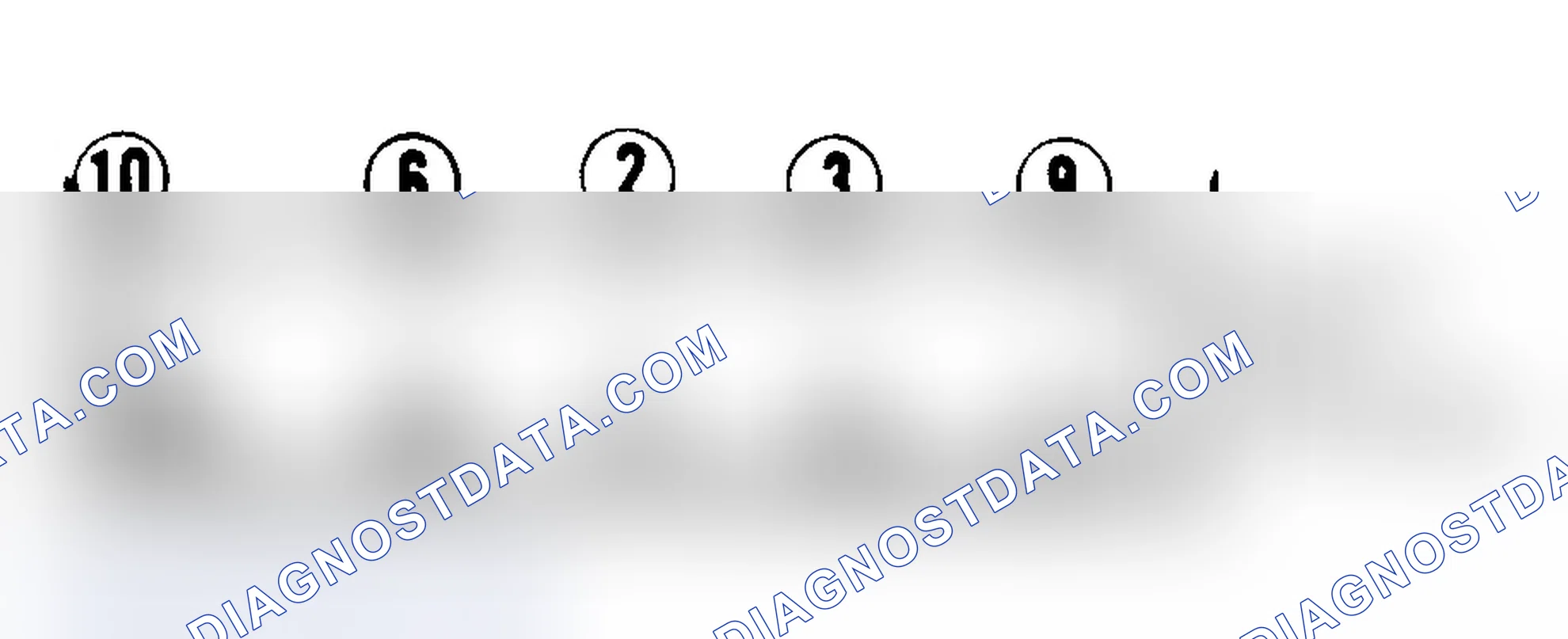
Clean all gasket surfaces on block, head and manifolds. Check cylinder head gasket surface for warpage, nicks or heavy scratches. Clean head bolt threads and head bolt threads in block. To install, reverse removal procedure. Tighten head bolts (in sequence) to 90 ft. lbs. (122 N.m). (Scheme 3) Tighten head bolts in graduating amounts.
Note. On full size Vans a different method is used to tighten the cylinder head bolts.
- Apply sealant to bolts No. 9 and 10. Tighten all head bolts to 18 ft. lbs. (24 N.m) in the specified sequence. (Scheme 3)
- Tighten all head bolts except No. 9 to 22 ft. lbs. (30 N.m). Tighten No. 9 bolt to 29 ft. lbs. (39 N.m). Tighten in the specified sequence.
- Draw a line across the head of each bolt with a marking crayon to mark the position of the bolt.
- Tighten all bolts, except No. 9, 120 degrees (2 flats of the bolt head). Bolt No. 9 is tightened 90 degrees (1/4 turn). Tighten the bolts in the specified sequence.
Cylinder Head Tightening Sequence. Scheme 3
VALVES
Note. When reconditioning valves, ensure interference angles of valve and seat are not lapped out. Remove all grooves and/or score marks from end of valve stem with oil stone. DO NOT remove more than .010" (.25 mm) from end of valve stem. New valves must not be lapped. Lapping will destroy protective coating on valve face. Use old valve (with face in good condition) if lapping is necessary.
VALVE ARRANGEMENT
I-E-I-E-E-I-E-I (Front-to-rear).
VALVE GUIDE SERVICING
Note. Valve guides are integral with head. When measuring valve stem-to-guide clearance, check diameter of valve stem in 3 places; top, center and bottom. Exhaust valves have tapered stems and are .001" (.025 mm) larger at top of stem than at valve head end.
- With cylinder head removed and disassembled, check valve stem-to-guide clearance. If clearance exceeds service limits, recondition valve guide. Service valves are available in standard, .003" and .005" (.08-.13 mm) oversize.
- To check valve guide wear, insert valve with head positioned .063-.079" (1.6-2.0 mm) away from valve seat. Attach dial gauge to cylinder head. Position gauge indicator against valve stem at right angle and just above guide. Move valve in guide and note guide wear shown on dial gauge.
- Maximum dial gauge reading for intake valve-to-guide clearance is shown in table. Use Valve Guide Cleaner (J-8101) for cleaning guides. Use Valve Guide Reamers (J-5830-01 or J-6621) to ream guides for installation of valves with oversize stems.
- Reface valve seat after valve guide is reamed. If valve seat face is reground, check margin width dimension. Check valve seats for proper angle and seat width. Measure valve seat runout. Valve seat runout should be 0" for both intake and exhaust.
- Intake valve seat width is .035-.075" (.89-1.91 mm). Exhaust valve seat width is .058-.097" (1.47-2.46 mm). Use scraper to break (lightly chamfer or bevel) sharp top inside edge of guide. After valve guide repair, inspect valve stem end for wear before installation. Valve stem end may be reconditioned by grinding.
VALVE STEM OIL SEALS
Note. An "O" ring type seal is installed on lower groove of valve stem on all valves. A Teflon type oil seal is installed on guide of intake valves only, in addition to "O" ring type. A light coat of oil on stem will help prevent twisting of the "O" ring type seal during installation. If oversized valves are used, oversized valve stem oil seals will be needed.
- If valve or valve seat has not been damaged, valve springs, seals, cup shields and retainers may be replaced by holding affected valve against seat using air pressure.
- Use Air Line Adapter (J-23590), installed in spark plug hole, to hold valves shut. A minimum of 140 psi (9.8 kg/cm 2 ) line pressure is required. If air pressure does not hold valve shut, valve is damaged or burnt and cylinder head must be removed for service. NOTE: If Air Line Adapter (J-23590) is not available, an adapter can be constructed by welding air hose fitting to body of spark plug with porcelain removed.
- After removing rocker arm, reinstall rocker arm bolt. Insert slotted end of Spring Compressor (J-5892-A) under rocker bolt head. Compress valve spring and remove valve retainer locks. Remove compressor, retainer, cup shield, spring and oil seal.
- With valve in head, install plastic seal protector cap over end of valve stem. Lubricate protector cap and start stem seal carefully over cap. Push seal down until seal jacket touches top of valve guide. Remove plastic seal protector cap. Using Valve Seal Installer/Tester (J-22330), bottom seal on valve guide.
- Remove valve cover and spark plug on cylinder to be serviced. Ensure piston is at top of stroke with both valves closed. Install air line with adapter in spark plug hole. Apply minimum of 140 psi (9.8 kg/cm 2 ) line pressure. NOTE: If air pressure fails to hold valve closed, remove cylinder head for inspection.
- Remove required rocker arm and push rod. Use spring compressor to compress valve and remove retainer locks, spring retainer, cup shield and valve spring. Remove and discard valve stem seal(s). Do not remove air pressure as this will allow valve to fall into cylinder if piston has been moved to bottom of cylinder.
- Check valve spring for out-of-square with 90° straight- edge. Valve spring out-of-square service limit is .0625" (1.588 mm) for intake and exhaust springs. Check valve spring compression pressure (without dampers) and replace any spring not within specification.
- Intake and exhaust valve spring compression pressure service limit is 78-86 lbs. at 1.66" (35-39 kg at 42.16 mm) closed. Valve spring service limit when open is 170-180 lbs. at 1.26" (55-82 kg at 32.0 mm).
- Lubricate valve stem with engine oil and install new valve stem seal. Place spring in position over valve and install cup shield and spring retainer. Compress valve spring and install locks. Check valve spring for proper installed height. CAUTION: Install shim spacers only if necessary. Do not use more than 2 spacers, as this will overstress springs and overload camshaft lobes.
- Measure from top of valve seat to top of valve spring or oil shield. If excessive, install .063" (1.6 mm) valve spring seat shim. Ensure spring height with shim does not result in installed height under minimum specification.
- Remove air pressure and adapter and install spark plugs. Apply polyethylene grease to ends of push rods and tip of valve stems. Install rocker arms and tighten.
VALVE SPRING INSTALLED HEIGHT
Installed height of valve spring should be 1.690" (42.93 mm). Measure spring height from surface of cylinder head pad to underside of spring retainer. If installed height exceeds specifications, install shim below spring to reduce height to specifications.
- Disconnect negative battery cable. Remove alternator and bracket. Remove brace between intake manifold and block. Drain cooling system. Disconnect lower radiator and heater hoses.
- Remove oil pressure sending unit. Remove wiring harness brackets from side cover. Remove side cover nuts and side cover.
Clean gasket sealing surfaces. Apply a 3/16" thick, continuous bead of RTV to side cover. Install side cover and tighten bolts. To complete installation, reverse removal procedure.
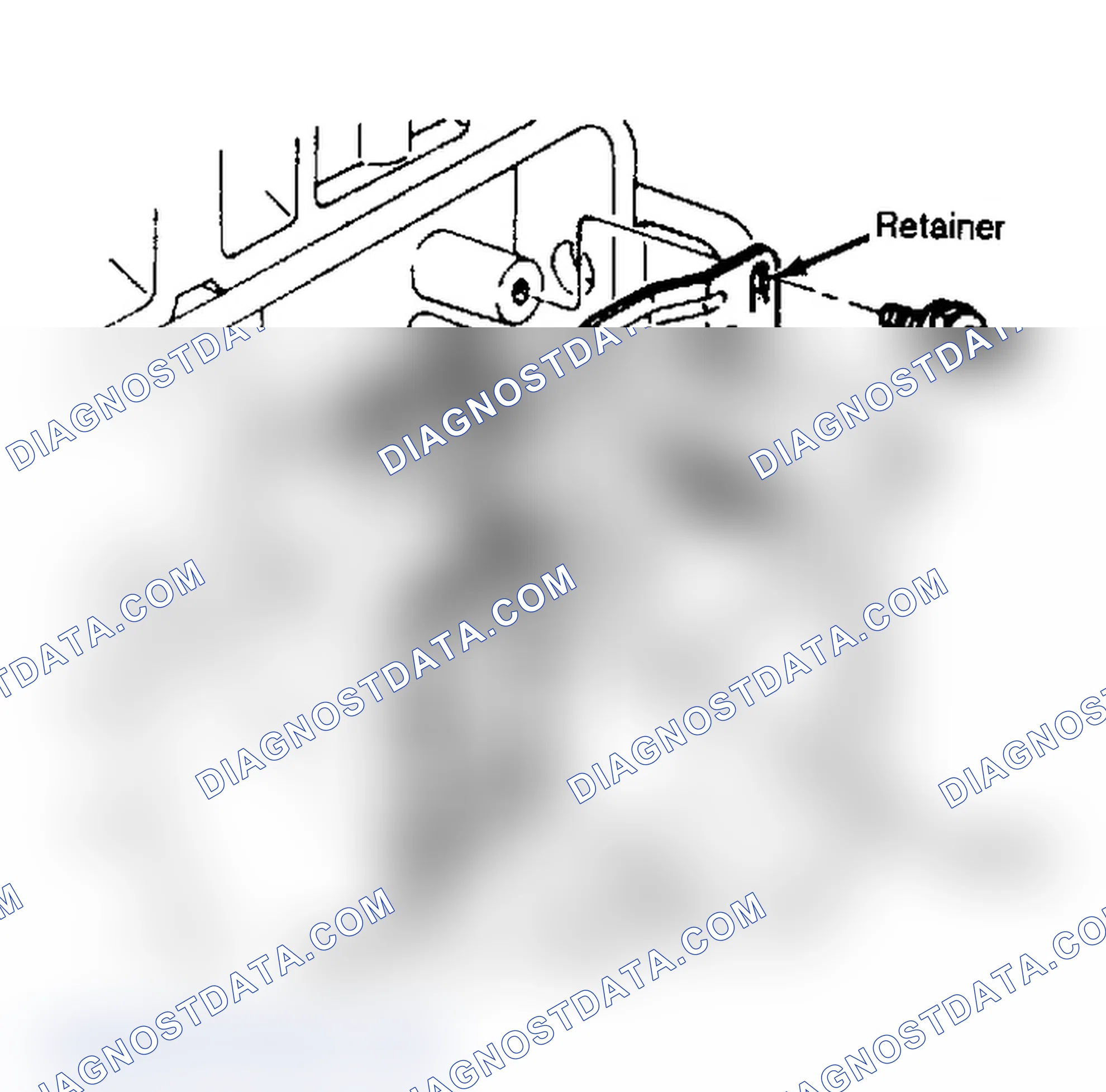
Exploded View of Lifter Retainer Assembly Lifter, guide and retainer shown. Scheme 4
HYDRAULIC ROLLER VALVE LIFTERS
Note. Before replacing hydraulic lifter for noisy operation, ensure noise is not caused by improper collapsed lifter gap, worn rocker arms, push rods or valve tips. If lifter assembly is stuck in bore, use Hydraulic Lifter Puller (J-3049) or magnet.
Scheme 5
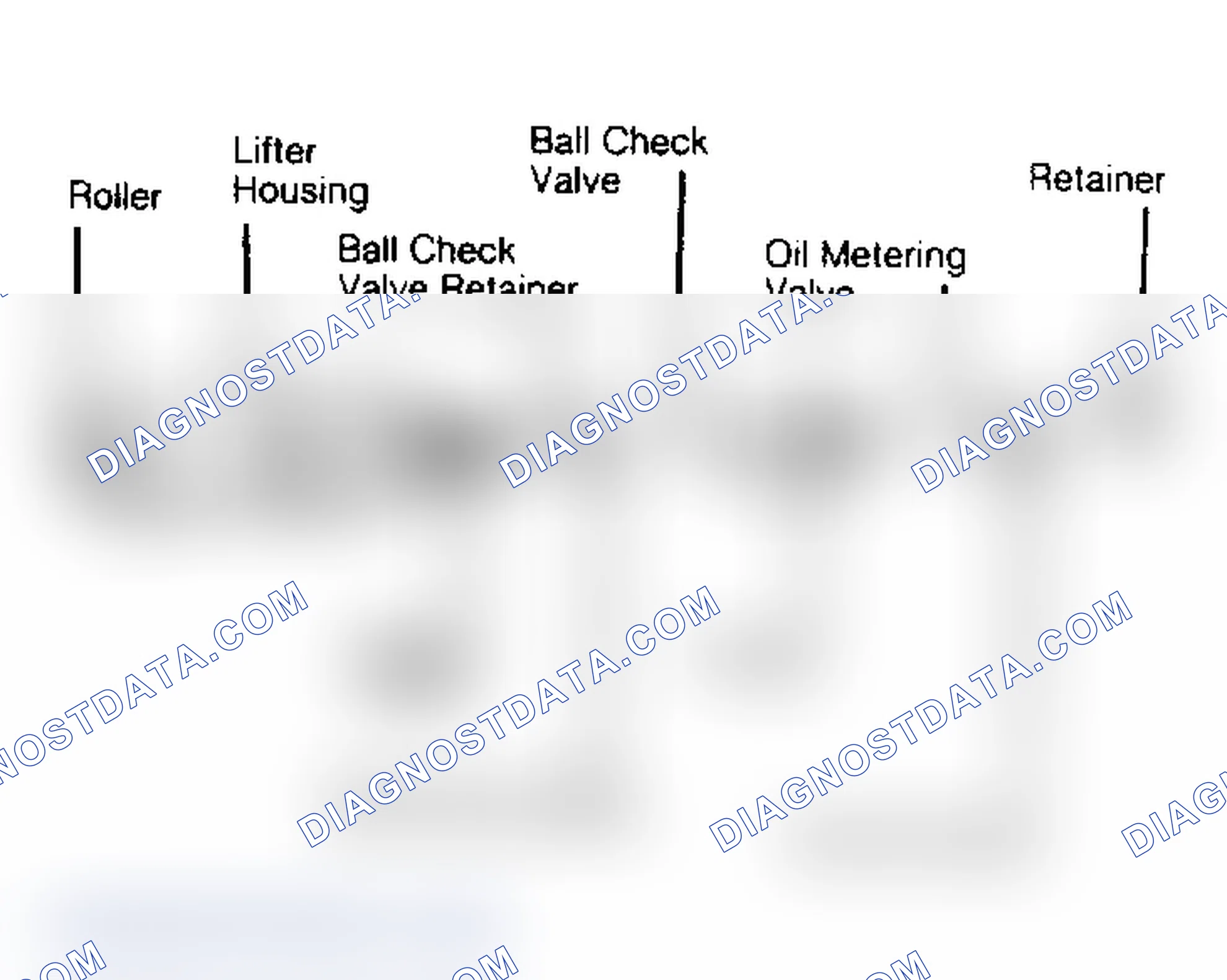
- Remove valve cover, intake manifold and push rod cover. Loosen rocker arm and rotate for clearance from push rod. Remove push rod, lifter retainer and guide plates. Using lifter remover or magnet, remove lifters.
- Clean and inspect, but do not mix components or positions. Parts are select-fit and not interchangeable. If lifter is sticking, disassemble and clean dirt, metal chips or varnish from components.
- If lifter check valve is not functional, obstructions may be preventing closure when cam lobe is moving lifter, or check valve spring may be broken. (Scheme 5) (Scheme 5): Exploded View of Hydraulic Roller Tappet Assembly
- Clean or replace components as necessary. If plunger is not free in body of lifter, replace entire assembly. Plunger should drop to bottom of body by its own weight when assembled dry. Assemble lifter and check free operation by pressing down on cap. NOTE: When performing leak-down test, use test fluid. Lifters cannot be checked with engine oil. New lifters already contain test fluid. If new lifter is installed, remove sealer coating from inside of new lifter and check leak-down rate. If old lifter is disassembled and cleaned, fill with test fluid before installing and testing.
- Place lifter upright in Hydraulic Lifter Leak-Down Tester (J-5790-01) and check leak-down rate. Leak-down rate is 12-90 seconds measured at.0938" (2.38 mm) plunger travel, under 50 lb. (22 kg) load. Inspect lifter body for scuffing or wear and replace if worn. Inspect lifter roller-to-cam lobe contact area.
- Surface face must be smooth with no pits or flat spots. Replace any lifter with flat spots or pits on surface. Inspect roller for freedom of movement and replace if binding or roughness is felt. Inspect related cam lobe for proper lobe lift. Replace camshaft (and lifters if necessary) if any lobe is worn beyond specification.
- Check lifter-to-bore clearance. Standard clearance is.0025" (.064 mm). Standard diameter of lifter is.8420-.8427" (21.387-21.405 mm). Standard lifter bore diameter is.8435-.8445" (21.425-21.450 mm).
- Coat lifter base with Molykote. When installing, ensure lifter is on base circle of camshaft. Tighten rocker arm bolt. Coat gasket surfaces with RTV sealer and install push rod cover and valve cover.
- Disconnect negative battery cable. Disconnect power steering reservoir from fan shroud. Remove upper fan shroud. Remove fan belts, fan and pulley. Remove alternator, brackets and brace.
- Remove crankshaft pulley. Remove crankshaft hub bolt. Remove crankshaft hub. Disconnect lower radiator hose at water pump. Remove front cover bolts and front cover.
- Clean mating surfaces of engine block, oil pan and front cover. Apply a continuous bead of RTV on cover. Install Front Cover Centering Tool and Seal Installer (J-34995) in front cover oil seal. Install front cover to block.
- Install and partially tighten 2 oil pan-to-front cover bolts. Install front cover-to-block bolts and tighten to 90 INCH lbs. (10 N.m). Remove Aligner. Reverse removal procedure to complete installation.
Remove engine drive belts. Remove center hub bolt and slide hub and pulley(s) from crankshaft. Using large screwdriver, pry oil seal from front cover. DO NOT distort sheet metal timing chain cover.
- Install new seal with lip toward rear of engine. Drive seal into place using Seal Driver (J-23042). Coat oil seal contact area of balancer with engine oil.
- Position hub on crankshaft and slide into position until it bottoms against crankshaft gear. Install center bolt and tighten. Install pulley-to-hub bolts using sealing compound and tighten. Install belts and adjust tension. Reverse removal procedure to complete installation.
Scheme 6
Scheme 7

- Remove engine from vehicle and install on engine stand. Remove valve cover. Loosen rocker arm bolts and pivot rocker arms aside. Remove push rods. Remove intake manifold. Remove push rod side cover and remove valve lifters. Remove distributor and fuel pump.
- Remove alternator, lower alternator bracket and front engine mount bracket assembly. Remove oil pump drive shaft retainer plate bolts. Remove bushing and shaft assembly. Remove front pulley hub and timing gear cover. (Scheme 6) (Scheme 6): Oil Pump Drive Shaft Assembly Install assembly while turning shaft to index with camshaft drive gear and position properly in oil pump body.
- Remove 2 camshaft thrust plate retaining bolts by working through holes in camshaft gear. (Scheme 7) Remove camshaft and gear assembly by pulling it through front of block. Use care not to damage camshaft bearings. (Scheme 7): Removing Thrust Plate Bolt View showing thrust plate bolt access holes.
- Use press plate and Adapter (J-971) on press to remove timing gear from camshaft. Place camshaft through opening in plates on table of press and press camshaft out of timing gear. Position thrust plate so that Woodruff key in camshaft does not damage thrust plate during removal.
Inspection
- Check camshaft journals for out-of-round condition. If journals exceed .001" (.025 mm) out-of-round, replace camshaft. Check camshaft end play. Standard end play is .0015-.0050" (.038-.127 mm). Replace thrust plate if clearance is more than .0050" (.127 mm). Replace spacer ring if clearance is less than .0015" (.038 mm).
- Check camshaft journal runout. Runout limit is .005" (.013 mm). Check camshaft for alignment. Use "V" block and dial indicator. If dial gauge reads more than .0015" (.040 mm), replace camshaft. Check camshaft journal-to-bearing clearance. NOTE: Camshaft lobes are ground, hardened and tapered with high side of lobe toward rear of engine. This, combined with spherical face of lifter, causes valve lifters to rotate.
- Check camshaft lobe lift. Attach dial indicator with a ball/socket attachment to camshaft carrier or "V" block. Measure lobe lift. If not to specification, replace camshaft.
- Support camshaft at back of front journal in arbor press using press plate adapters. Install gear spacer ring and thrust plate over end of camshaft. Install Woodruff key in shaft keyway.
- Install camshaft gear and press it onto camshaft until it bottoms against gear ring spacer ring. Measure thrust plate end clearance. Clearance should be .0015-.0050" (.038-.127 mm). If less than .0015" (.038 mm), replace spacer ring. If more than .0050" (.127 mm), replace thrust plate.
- Coat camshaft journals with engine oil and install camshaft in engine block. Be careful not to damage camshaft bearings. Align timing marks by rotating camshaft and crankshaft until timing marks on gear teeth line up.
- Engine is now timed to No. 4 cylinder firing position. Install 2 camshaft thrust plate-to-block bolts and tighten. Install timing gear cover and new gasket. Line up hub keyway to crankshaft key, install hub and tighten center bolt.
- Install lifters, push rods, push rod cover, oil pump shaft and gear assembly and fuel pump. To install distributor, turn crankshaft 360° to firing position of No. 1 cylinder (timing marks aligned on balancer and timing pad and valves closed).
- Install distributor in original position and align shaft with rotor arm toward No. 1 plug contact. Pivot each rocker arm over push rod and tighten rocker arm bolt (with lifter on base circle of camshaft). To complete installation, reverse removal procedure.
With engine, flywheel and camshaft removed, drive out expansion plug from rear camshaft bearing. Remove by driving out from inside. Using Universal Camshaft Bearing Remover and Installer (J-33049), drive out front bearing toward rear of engine and rear bearing toward front. Drive center bearing out toward rear of engine.
Install each bearing on installer and replace in block in reverse order of removal. Ensure oil hole in camshaft bearings and cylinder block line up. Install front camshaft bearing with bearing recessed about 1/8" into engine block. This uncovers oil hole to timing gear oil nozzle. Reverse removal procedure to complete installation.
OIL PAN
See OIL PAN REMOVAL article.
PISTON & ROD ASSEMBLY
Note. When removing ridge at top of cylinder bore, never cut into ring travel area more than .03125" (.794 mm). Before removing piston and connecting rod, ensure rod caps are marked to their related rods for proper reassembly. DO NOT damage crankshaft journals or cylinder wall during removal.
- With cylinder head and oil pan removed, inspect cylinder bores for ridges and/or deposits. Move piston to be removed to bottom of bore and cover with cloth to catch cuttings.
- Remove ridge at top of cylinder bores (using ridge reamer) before removing pistons from block. Rotate crankshaft and inspect connecting rods and rod caps for cylinder identification. Mark them if necessary.
- Remove rod cap and push each piston and rod assembly out top of cylinder bore. To protect crankshaft, place sleeve or rubber hose over rod bolts. Remove bearing inserts from rod and cap and inspect for size, wear and damage. Install rod caps on mating rods.
Note. Notch on top of piston faces front of engine. Raised notch on rod should be opposite notch on piston top when installed.
Scheme 8
- Check fit of new piston and/or rings in cylinder bore before assembling piston and pin to connecting rod. Check piston pin for clearance, etching or wear. Position piston so that notched side of rod is opposite notch on piston top. Press pistons onto rods.
- New pistons must be installed in the cylinder for which they were fitted. Install used pistons in the cylinder from which they were removed. Oil piston rings and cylinder walls with light coat of oil.
- Ensure ring gaps are properly spaced and install ring compressor on piston. Marked side of compression rings must be toward top of piston. (Scheme 8) (Scheme 8): Ring Gap Spacing & Piston-to-Rod Location Mark on compression rings faces upward.
- Install Connecting Rod Bolt Guide Set (J-6305-11) or rubber sleeves before installing piston and rod assembly in bore. Tap gently with wooden handle to insert piston/rod assembly into cylinder bore.
- After bearings have been inserted, apply engine oil to journals and bearings. Ensure oil hole in bearing insert aligns with oil hole in connecting rod. Turn crankshaft throw to bottom of its stroke. Guide piston/rod assembly over crankshaft journal until rod bearing seats.
- Remove rod bolt protectors. Match rod cap to rod and install. Tighten cap nuts in 2 steps. Repeat procedure for each piston assembly. After piston/rod assembly is installed, check side clearance of connecting rod on each crankshaft journal.
FITTING PISTONS
- Inspect pistons and replace any showing signs of excessive wear, wavy ring lands, or fractures. Replace piston if sponge-like or eroded surface is on edge of piston top (caused by detonation or pre-ignition).
- If shiny surface on thrust side of piston is found, check for bent connecting rod. Replace piston and/or rod as necessary. Inspect connecting rods for signs of fracture and bearing bores for out-of-round and taper.
- If bore exceeds recommended limits and/or rod is fractured, replace rod. Check pistons for fractures at ring lands, skirts and pin bosses. Check for scuffed, rough or scored skirts. Check piston-to-cylinder bore clearance by measuring piston and bore diameters.
- Ensure piston and cylinder bore are clean, dry and at room temperature 70°F (21°C) during measurement. Measure diameter of cylinder bore at top, middle and bottom with gauge at right angle and parallel to centerline of engine.
- Inspect cylinder walls for scoring, roughness or other signs of wear. Check bore for out-of-round and taper. Cylinder bore out-of-round should not be more than .0010" (.025 mm). Cylinder bore taper should not be more than .005" (.13 mm).
- Measure outer diameter of piston at centerline of pin bore, 90° to pin bore axis. If cylinder wall is severely marred and/or worn beyond specifications, refinishing will be necessary. If cylinder bore measurements differ by .005" (.13 mm), bore cylinder block to next oversize.
- Before cylinder refinishing, ensure that main bearing caps are in place and tightened to specification to avoid distortion during refinishing operation. Pistons are available in standard size and .005", .010", .020" and .030" oversizes.
- Measure new piston and hone cylinder to correct clearance. After refinishing operation, allow bore to cool, then clean bore with soap/water solution and oil cylinder walls.
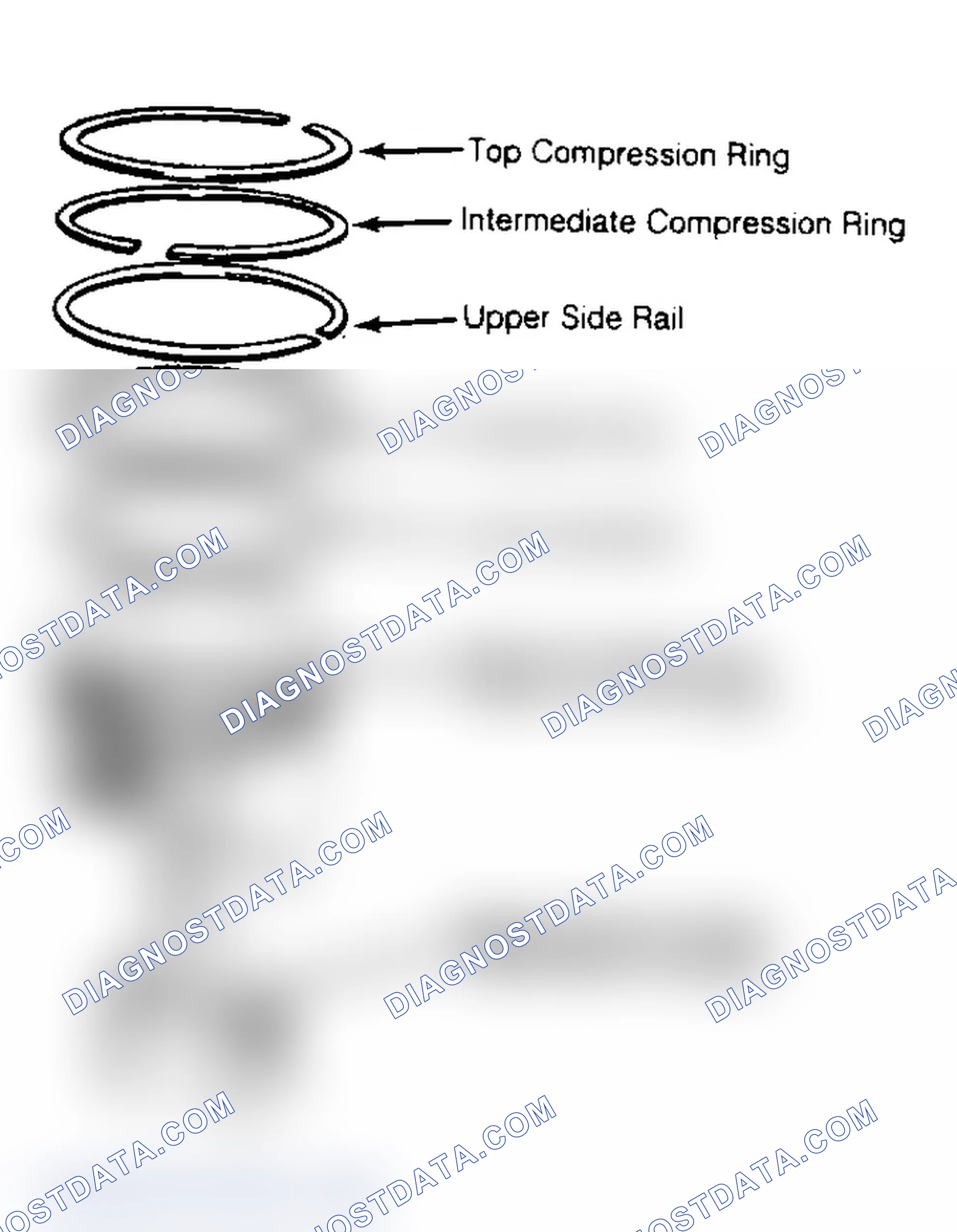
FITTING PISTON RINGS
- Clean ring grooves with ring groove cleaner or piece of broken ring. Ensure oil holes (or slots) in piston are clean. Measure piston ring side and end gap clearance for all pistons.
- Ring side clearance should be checked with feeler gauge between ring and piston lower ring land. Gauge should slide freely around entire circumference without binding. If step has formed around inner portion of lower ring land, piston must be replaced.
- Using piston to position ring in cylinder bore, check ring end gap at least .63" (16 mm) from bottom of bore. Install rings on pistons with end gaps staggered at proper intervals. Ensure ring gap is not in line with thrust face of pin bore.
- Ensure manufacturer's marks face up when rings are installed. Install oil ring expander first, followed by lower oil ring side rail and upper side rail. Do not use ring expander on side rails. When installing lower side rail, place one end between piston ring groove and expander.
- Hold end firmly and press down portion to be installed until side rail is in position. Install upper side rail. Using ring expander, install intermediate and upper rings. Check that all components are within specifications.
- If new piston rings are to be installed and no visible cross-hatch marks remain on cylinder walls, remove cylinder wall glaze using spring-type hone. After honing, clean bore and block with soap/water solution and oil cylinder walls.
FITTING PISTON PINS
Note. When removing or installing piston pin, connecting rod should be in firm contact with body of pin installer.
- Remove bearing inserts from connecting rod and cap. Mark pistons, pins and inserts (if reusable) to assure assembly with same rod. Press piston pin from piston and connecting rod using Piston Pin Remover and Installer Set (J-24086).
- Inspect and replace any piston pin showing signs of fracture, etching or wear. Check piston pin-to-rod bore fit. Check ID of connecting rod piston pin bore. If pin bore in rod is larger than specification, install .0010" (.025 mm) oversize piston pin.
- Ensure proper fit by honing or reaming piston pin bore to light slip fit. Check table for proper specification. Standard piston pin diameter is .938-.942" (23.83-23.93 mm). Lubricate pin and small end of rod bore with engine oil.
- Check piston-to-cylinder bore clearance before assembling piston and pin to connecting rod. Ensure oil hole in connecting rod aligns with oil hole in bearing and arrow or notch on top of piston is pointed toward front of engine.
- Notch on rod big end near center of upper bearing insert must face rear of engine. Start piston pin in piston and connecting rod. Using guide bar and push rod, press pin through both piston and rod until pilot hub bottoms on support fixture and/or pin is centered in piston.
- After pilot hub bottoms, DO NOT exceed 5000 lbs. (2275 kg) pressure with press. Ensure piston floats during pin installation operation.
CONNECTING ROD BEARINGS
Note. Following procedures are with oil pan and cylinder head removed. Main and rod bearing size is indicated by letter stamped into bearing tang or actual bearing size stamped opposite of tang. Bearing marks are as follows: A = .0005", B = .0010", and C = .0015".
- Remove connecting rod bearing caps and mark rods and caps for proper installation. Inspect each bearing for peeling, melting, seizure or improper contact. Replace defective bearings. Use Plastigage method for bearing clearance check.
- Measure outside diameter of crankshaft connecting rod bearing journals to determine if out-of-round or tapered. Journal out-of-round must not exceed .0005" (.013 mm) in a half turn. Journal runout (one turn) must not exceed .0005" (.013 mm). Journal taper must not exceed .0005" (.013 mm).
- When checking connecting rod clearances, crankshaft does not have to be supported. Instead, turn crankshaft until connecting rod to be checked starts moving toward top of engine, thus unloading lower bearing. NOTE: If clearance cannot be brought within specifications with service bearings, replace crankshaft. DO NOT grind or recondition the crankshaft. It is a rolled fillet type.
- Selective fitting is required on each connecting rod. After inspection and/or replacement, coat bearing surfaces with heavy engine oil. Tighten connecting rod bearing caps in 2 steps. NOTE: Connecting rod bearing cap and rod identification numbers must remain on same side. Precision bearings are used in this engine and shimming is not acceptable for adjustment. Always replace bearings in pairs. Never use new bearing in combination with used bearing. Never file or grind connecting rods or caps when fitting bearings.
- Check for shiny surface on either side of piston pin boss, indicating bent connecting rod. Twisted rods may not create identifiable wear patterns, but will disturb the action of entire crankshaft assembly and may cause excessive oil consumption.
- Check connecting rod side clearance with dial indicator contact point resting against rod cap. Pull cap toward front of engine and zero dial indicator. Push cap toward rear of engine and compare reading to specification. If excessive, replace connecting rod and cap.
- If side clearance is less than specification, remove rod and cap. Check for scratches, burrs, nicks or dirt between crankshaft and rod. Dress minor imperfections with oil stone.
- During assembly, ensure oil hole in bearing aligns with oil hole in connecting rod. Ensure bearing tangs are seated in appropriate slots in rod and cap. Ensure connecting rod bolt heads are properly seated in connecting rod.
MAIN BEARINGS
Note. Selective fit main bearings are used in engine. DO NOT scrape gum or varnish deposits from bearings. Clean inserts and caps in solvent. DO NOT file or lap bearing caps or use shims to obtain proper bearing clearance.
Note. Following procedures are with oil pan and cylinder head removed. Main and rod bearing size is indicated by letter stamped into bearing tang or actual bearing size stamped opposite of tang. Bearing marks are as follows: A = .0005", B = .0010", and C = .0015".
- Inspect each bearing for peeling, melting, seizure or improper contact. Replace defective bearings. If copper-lead bearing base is visible but is not showing in more than 20% of total area, bearing is not excessively worn.
- Measure outside diameter of crankshaft main bearing journals in at least 4 places to determine if out-of-round or tapered. Journal out-of-round must not exceed .0005" (.013 mm) in a half turn. Journal runout (one turn) must not exceed .0005" (.013 mm). Journal taper must not exceed .0005" (.013 mm). NOTE: Observe location of high spots on main bearings. If high spots are not in line, crankshaft may be bent and should be checked.
- To check main bearings, shim adjacent main bearings to bearing being check. Alternate method is to position jack under counterweight adjoining bearing being checked so weight of crankshaft will not compress Plastigage and provide an incorrect reading.
- DO NOT position jack under crankshaft pulley. Crankshaft post damage will result. With all bearing caps (other than one being checked) tight, check clearances using Plastigage method. NOTE: If undersize bearings are used on more than one journal, position in cylinder block rather than bearing cap. Do not turn crankshaft with Plastigage installed.
- If standard and undersize bearing combination do not bring bearing clearance within specified limits, crankshaft will have to be replaced.
- When crankshaft main bearings are installed, ensure oil distributing grooves on bearings are installed on same side. Oil new upper bearing and insert plain (unnotched) end between crankshaft and notched side of block. Rotate bearing into place. Install main caps and tighten to specification.
THRUST BEARING ALIGNMENT
- Check crankshaft end play with crankshaft bearing caps installed. Mount dial indicator to front of engine and locate probe on nose of crankshaft. Move crankshaft to rear of its travel. Zero dial indicator.
- Move crankshaft forward and read end play on gauge. Replace No. 5 main thrust bearing (upper and lower) if not to specification. Standard crankshaft end play is .0035-.0085" (.09-.20 mm). Rotate crankshaft to ensure there is no excessive drag.
- If end play is less than specification, inspect thrust bearing surfaces for scratches, burrs, nicks or dirt. Clean up minor imperfections with oil stone. Recheck end play.
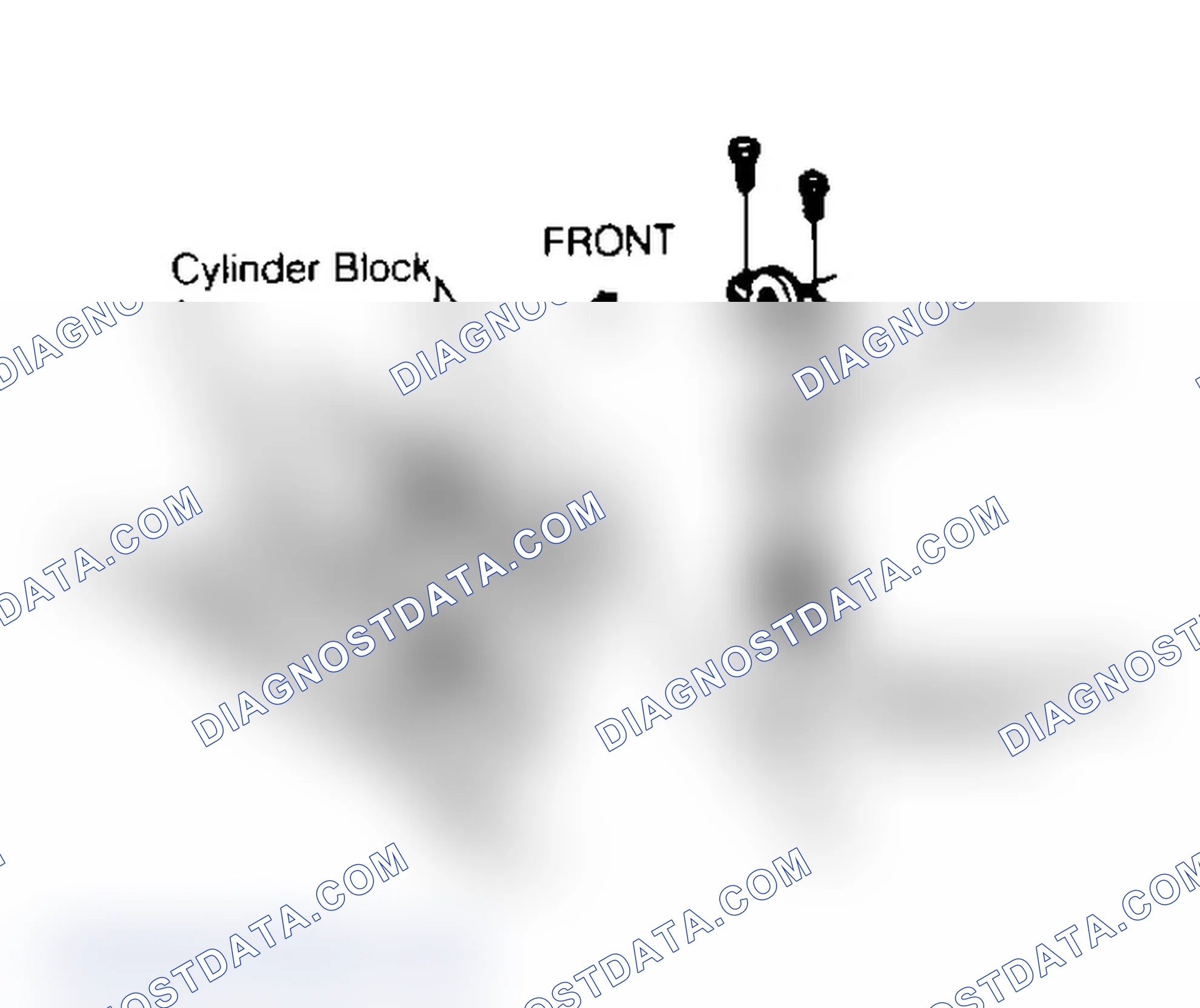
Scheme 9
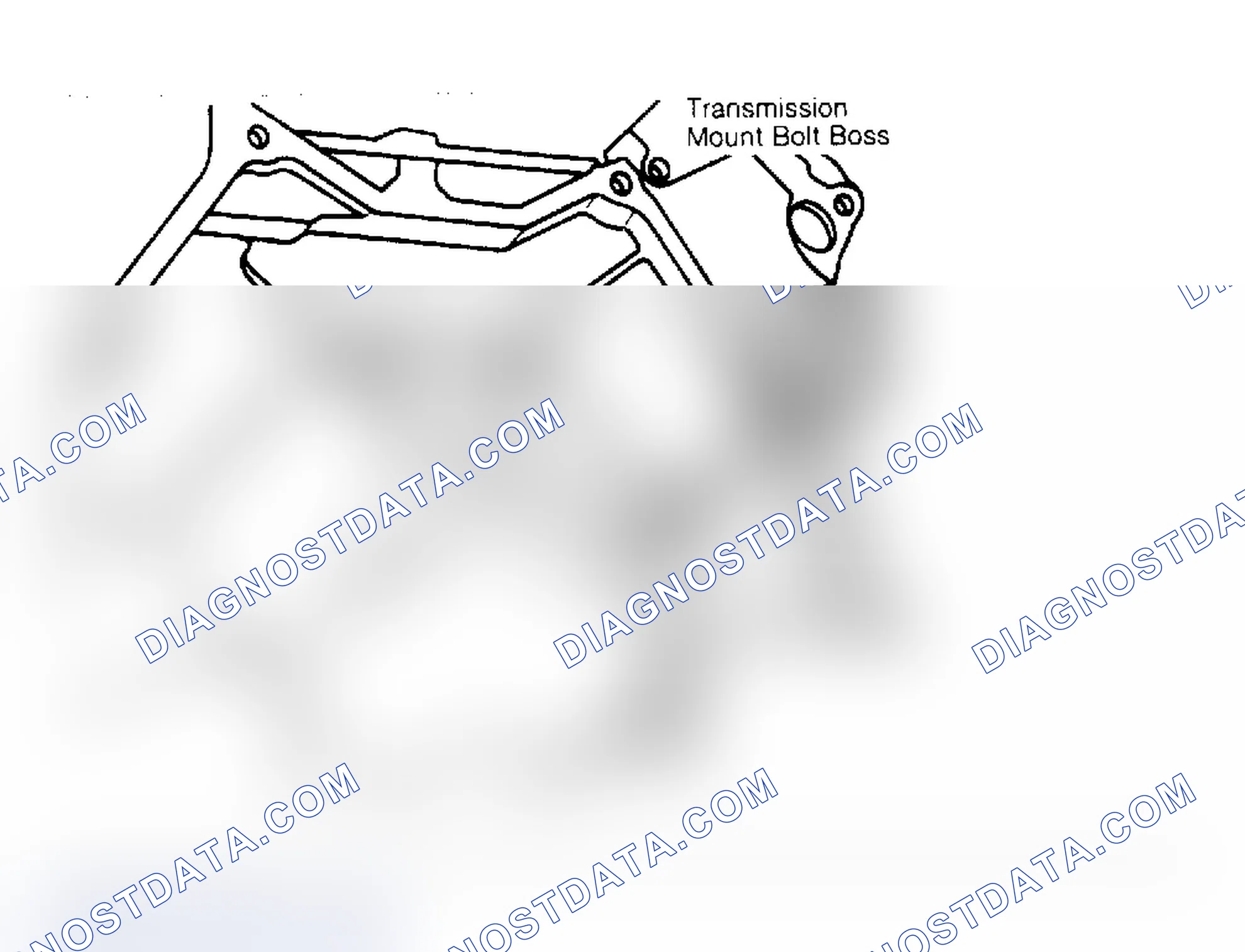
- With engine removed and crankshaft installed, measure crankshaft flange runout. Mount dial indicator gauge plate flat against flange. Place dial indicator stem on lower left transmission mounting bolt boss (flat area around mounting bolt hole). Set indicator to zero. (Scheme 9) (Scheme 9): Checking Crankshaft Flange Runout Mount dial gauge plate to flange and observe readings at each transmission mount bolt boss.
- Observe and record readings obtained on all mounting bolt hole bosses. Measurements should not vary more than.010" (.25 mm). If readings are more than specifications, remount dial gauge plate and recheck flange runout. If runout is excessive, replace crankshaft. Check threaded holes, clean and retap as necessary.
REAR MAIN BEARING OIL SEAL
Note. Rear main bearing oil seal can be removed and installed without removal of oil pan or crankshaft.
Remove transmission assembly. On manual transmission, remove pressure plate and clutch disc. Remove flywheel retaining bolts and flywheel. Remove rear main bearing oil seal by prying out with screwdriver. Take care not to scratch crankshaft or seal surface. Clean block-to-seal mating surface.
Coat outside surface of new seal with engine oil and install with lip toward engine. Ensure that seal is firmly in place. Install flywheel. On manual transmission, install pressure plate and clutch disc. Install transmission.
Disconnect negative battery cable. Drain engine coolant. Remove all accessory drive belts. Remove lower radiator hose at water pump. Remove water pump attaching bolts and remove water pump.
If installing new pump, transfer pulley from old pump. Apply continuous bead of sealer to clean pump sealing surface. Install water pump while sealer is still wet and tighten attaching bolts. Install lower radiator hose and drive belts. Connect negative battery cable. Fill cooling system and check for leaks.
Note. For further information on cooling system capacities and other cooling system components, see ENGINE COOLING SYSTEMS article.
CRANKCASE CAPACITY
Crankcase capacity is 4 quarts (3.7L) with oil filter change; 3 quarts (2.8L) without filter change.
NORMAL OIL PRESSURE
Normal oil pressure is 36-41 psi (2.53-2.88 kg/cm 2 ) at 2000 RPM.
OIL PRESSURE REGULATOR VALVE
Oil pressure regulator valve is located in oil pump body. Valve is nonadjustable.
ENGINE OILING SYSTEM
Oil pump draws oil from pan, feeding it through the oil filter and into passage along right side of the block where it intersects lifter bosses. Oil is then routed to camshaft and crankshaft bearings through smaller drilled passages.
Oil is supplied to rocker arms through hydraulic lifters. By-pass valves are located in pick-up screen, oil filter mounting and oil pump. Oil returns to pan through return holes in head and block.
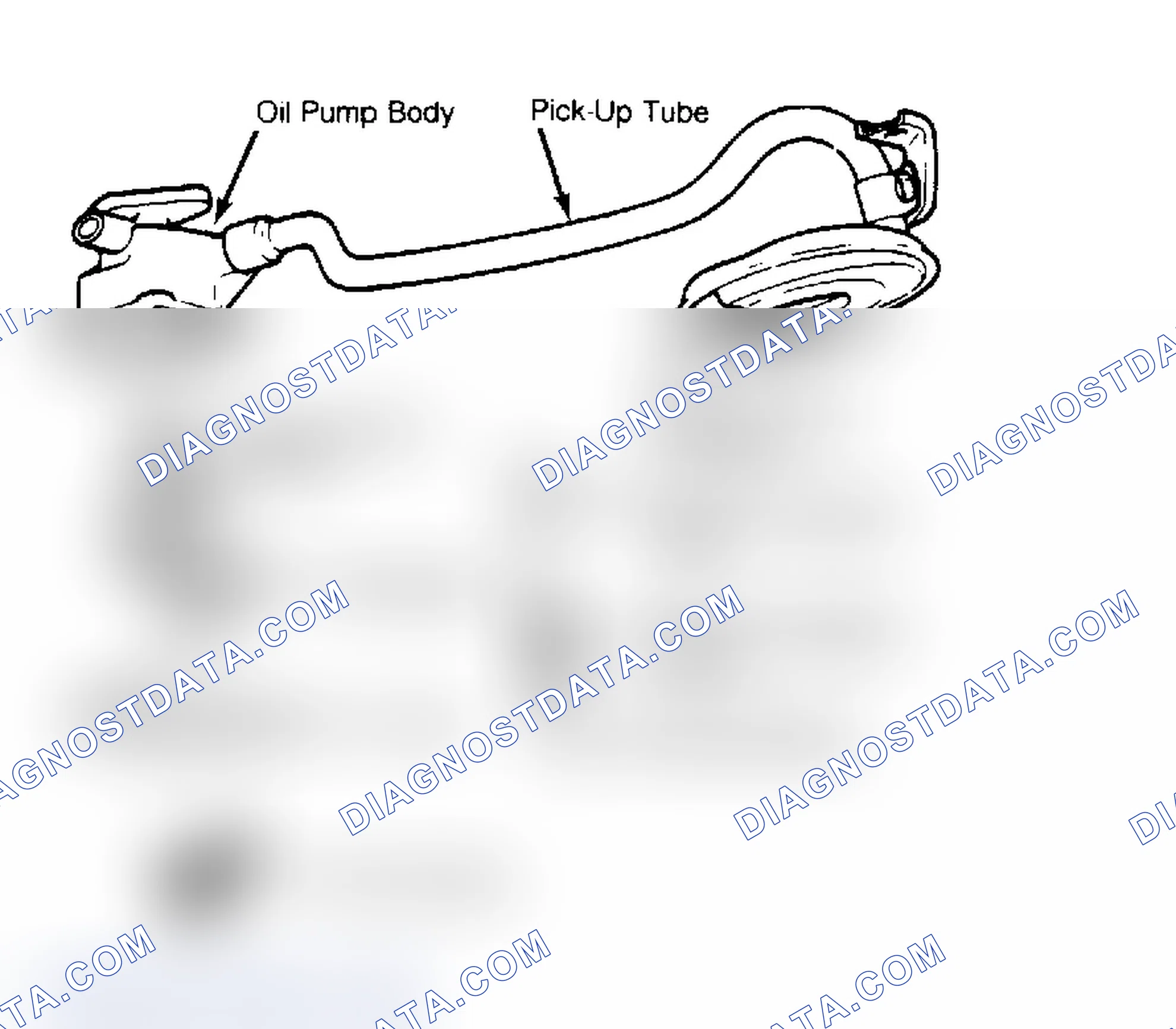
Removal & Disassembly
Remove oil pan. Remove 2 flange mounting bolts and nut from main bearing cap bolt. Remove oil pump and screen as an assembly. Do not disturb oil pick-up tube on screen or body. Disassemble pump and inspect for excessive wear or cracks. (Scheme 10)
Exploded View of Oil Pump Assembly. Scheme 10
Reassembly & Installation
- Install drive gear and shaft. Install idler gear with smooth side toward cover. Fill oil pump cavities with petroleum jelly to ensure immediate oil pressure. Install cover, tighten retaining bolts and ensure shaft turns freely. Install regulator valve plunger, spring, retainer and pin.
- Align oil pump shaft to match with oil pump drive shaft tang. Install oil pump in block. Position flange over oil pump drive shaft lower bushing. No gasket is used. Tighten bolts. Pump should slide easily into place. Install oil pan with new gaskets and seals.
TORQUE SPECIFICATIONS
| Application | Ft. Lbs. (N.m) |
|---|---|
| Connecting Rod Nuts | 32 (44) |
| Cylinder Head Bolt | (1) 92 (125) |
| EGR Valve-to-Manifold | 10 (14) |
| Exhaust Manifold Bolt | 44 (60) |
| Fan Bolt | 18 (25) |
| Flywheel Bolt | 44 (60) |
| Fuel Pump Bolt | 18 (25) |
| Harmonic Balancer Bolt | 160 (212) |
| Intake Manifold Bolt | 29 (40) |
| Main Bearing Cap Bolt | 70 (95) |
| Oil Pump Bolt | 22 (30) |
| Oil Pump Cover Bolt | 10 (14) |
| Oil Pump Drive Shaft Cover Plate | 10 (14) |
| Rocker Arm Bolt | 20 (27) |
| Throttle Body Bolt | 15 (20) |
| Throttle Body Nut | 15 (20) |
| Water Pump-to-Block Bolt | 25 (34) |
| INCH Lbs. (N.m) | |
| Camshaft Thrust Plate Bolt | 84 (10) |
| Front Cover Bolt | 84 (10) |
| Lifter Retainer Bolt | 84 (10) |
| Oil Pan Bolt | 75 (6) |
| Rocker Arm Cover Bolts | 6 (8) |
| (1) Cylinder head bolts No. 9 & 10 require thread sealer. | |
| (1) | Cylinder head bolts No. 9 & 10 require thread sealer. |
TORQUE SPECIFICATIONS
GENERAL ENGINE SPECIFICATIONS
| Application | In. (mm) | |
|---|---|---|
| Displacement | ||
| Cu. In. | 151 | |
| Liters | 2.5 | |
| Fuel System | EFI | |
| HP @ RPM | 92 @ 4400 | |
| Torque Ft. Lbs. @ RPM | 134 @ 2800 | |
| Compr. Ratio | 9.0:1 | |
| Bore | 4.00 (101.6) | |
| Stroke | 3.00 (76.2) | |
GENERAL ENGINE SPECIFICATIONS
VALVE SPECIFICATIONS
| Application | In. (mm) | |
|---|---|---|
| Intake | ||
| Head Diameter | 1.72 (43.7) | |
| Face Angle | 45° | |
| Seat Angle | 46° | |
| Seat Width | .035-.075 (.89-1.9) | |
| Stem Diameter | .3418-.3425 (8.682-8.699) | |
| Stem Clearance | .0010-.0027 (.025-.069) | |
| Valve Lift | N/A | |
| Exhaust | ||
| Head Diameter | 1.50 (38.1) | |
| Face Angle | 45° | |
| Seat Angle | 46° | |
| Seat Width | .058-.097 (1.47-2.46) | |
| Stem Diameter | .3418-.3425 (8.682-8.699) | |
| Stem Clearance | .0010-.0027 (.025-.069) | |
| Valve Lift | N/A | |
VALVE SPECIFICATIONS
PISTON/PIN/RING SPECIFICATIONS
| Application | In. (mm) | ||
|---|---|---|---|
| Piston Clearance | .0014-.0022 (1) (.036-.056) | ||
| Pins | |||
| Piston Fit | .0003-.0005 (.008-.013) | ||
| Rod Fit | Press Fit | ||
| Rings | |||
| Ring No. 1 | |||
| End Gap | .010-.020 (.25-.50) | ||
| Side Clearance | .002-.003 (.051-.076) | ||
| Ring No. 2 | |||
| End Gap | .010-.020 (.25-.50) | ||
| Side Clearance | .001-.003 (.025-.076) | ||
| Ring No. 3 | |||
| End Gap | .020-0.60 (.50-1.50) | ||
| Side Clearance | .015-.055 (.38-1.40) | ||
| (1) Top clearance shown, bottom clearance is .0020-.0037" (.051-.094 mm). | |||
| (1) | Top clearance shown, bottom clearance is .0020-.0037" (.051-.094 mm). |
PISTONS, PINS & RINGS SPECIFICATIONS
BEARING SPECIFICATIONS
| Application | In. (mm) | |
|---|---|---|
| Main Bearings | ||
| Journal Diameter | 2.300 (1) (58.42) | |
| Clearance | .0005-.0022 (.013-.056) | |
| Thrust Bearing | No. 5 | |
| Crankshaft End Play | .0035-.0085 (.089-.216) | |
| Connecting Rod Bearings | ||
| Journal Diameter | 2.000 (50.80) | |
| Clearance | .0005-.0026 (.013-.066) | |
| Side Play | .006-.022 (.15-.56) | |
| (1) Maximum out-of-round permissible is .0005" (.013 mm). | ||
| (1) | Maximum out-of-round permissible is .0005" (.013 mm). |
CRANKSHAFT MAIN & CONNECTING ROD BEARINGS SPECS
VALVE SPRING SPECIFICATIONS
| Application | In. (mm) | |
|---|---|---|
| Free Length | 2.08 (52.8) | |
| Pressure (1) | ||
| Valve Closed | 78-86 @ 1.66 (35-39 @ 42.20) | |
| Valve Open | 170-180 @ 1.26 (55-82 @ 32.0) | |
| (1) Lbs. @ In. (Kg @ mm). | ||
| (1) | Lbs. @ In. (Kg @ mm). |
VALVE SPRINGS SPECIFICATIONS
CAMSHAFT SPECIFICATIONS
| Application | In. (mm) |
|---|---|
| Journal Diameter | 1.869 (47.473) |
| Clearance | (1) .0007-.0027 (.018-.069) |
| Lobe Lift | .398 (10.312) |
| (1) Camshaft end play is .0015-.0050" (.038-.127 mm). | |
| (1) | Camshaft end play is .0015-.0050" (.038-.127 mm). |
CAMSHAFT SPECIFICATIONS