SAFETY PRECAUTIONS AND WARNINGS
| WARNING | BEFORE PERFORMING ANY WELDING OPERATIONS DISCONNECT AND ISOLATE THE BATTERY NEGATIVE (GROUND) CABLE AND DISCONNECT ALL WIRE HARNESS CONNECTORS FROM THE AIRBAG CONTROL MODULE (ACM). FAILURE TO TAKE THE PROPER PRECAUTIONS COULD RESULT IN ACCIDENTAL AIRBAG DEPLOYMENT AND OTHER POSSIBLE DAMAGE TO THE SUPPLEMENTAL RESTRAINT SYSTEM CIRCUITS AND COMPONENTS. USE EYE PROTECTION WHEN GRINDING OR WELDING METAL, SERIOUS EYE INJURY CAN RESULT. BEFORE PROCEEDING WITH FRAME REPAIR INVOLVING GRINDING OR WELDING, VERIFY THAT VEHICLE FUEL SYSTEM IS NOT LEAKING OR IN CONTACT WITH REPAIR AREA, PERSONAL INJURY CAN RESULT. DO NOT ALLOW OPEN FLAME OR HEAT AND METAL SPATTER FROM ARC WELDING, TO CONTACT PLASTIC BODY PANELS. FIRE OR EXPLOSION CAN RESULT. WHEN WELDED FRAME COMPONENTS ARE REPLACED, ENSURE COMPLETE PENETRATION WELD IS ACHIEVED DURING INSTALLATION. IF NOT, DANGEROUS OPERATING CONDITIONS CAN RESULT. STAND CLEAR OF CABLES OR CHAINS ON PULLING EQUIPMENT DURING FRAME STRAIGHTENING OPERATIONS, PERSONAL INJURY CAN RESULT. DO NOT VENTURE UNDER A HOISTED VEHICLE THAT IS NOT SUPPORTED ON SAFETY STANDS, PERSONAL INJURY CAN RESULT. NO HEAT MAY BE USED IF FRAME STRAIGHTENING IS REQUIRED. THE USE OF HEAT IS ACCEPTABLE IN THOSE SITUATIONS WHERE THE PART BEING HEATED WILL BE REPLACED. FAILURE TO FOLLOW THESE INSTRUCTIONS MAY RESULT IN PERSONAL INJURY. |
| CAUTION | Do not reuse damaged fasteners, quality of repair would be suspect. Failure to use only production fasteners or fasteners of equivalent hardness can result in loosening or failure. Do not drill any holes in the frame that are not specifically outlined in this or other, DaimlerChrysler procedure as frame rail failure can result. |
WELD PROCESS
| CAUTION | All welds should conform to DaimlerChrysler vehicle engineering process standard "ps 9472". |
| WELDING PROCESS | FLUX CORED ARC | GAS METAL ARC (MIG)* | SHIELDED METAL ARC (STICK) |
|---|---|---|---|
| Material Thickness | 3.7 mm to 4.2 mm | 3.7 mm to 4.2 mm | 3.7 mm to 4.2 mm |
| Electrode Type | Lincoln Electrical Co. Product #: NR-211 MP (Do Not Substitute) | AWS ER70S-3 (Do Not Substitute) | ** AWS E 7018 |
| Electrodes Size Inches | .045 Tubular | .035 Solid | 3/32" |
| Electrode Stick Out | 3/8" - 1/2" | 1/2" - 5/8" | N/A |
| Polarity | Electrode "-" Work Piece "+" | Electrode "+" Work Piece "-" | Electrode "+" Work Piece "-" |
| Shielding Gas | Self Shielded | 75% Ar 25% CO2 | Self Shielded |
| Gas Flow Rate | N/A | 25 - 35 CFM | N/A |
| Wire Feed Speed (inches per minute) | 110 - 130 Vertical Down 70 - 90 Flat & Overhead | 245 - 250 Vertical Down 210 - 225 Flat & Overhead | N/A |
| Approximate Amperage | |||
| Vertical | 110 - 130 | 175 | 85 (3/32" Diameter) |
| Flat & Overhead | 70 - 90 | 155 | 90 (3/32" Diameter) |
| Voltage | 15 - 18 | 19 - 20 | N/A |
| Direction of Welding | |||
| Vertical | Vertical Down Hill (only) | Vertical Down Hill (only) | Vertical - Up Hill (only) |
| Flat & Overhead | Flat - Push or Drag | Flat - Push or Drag | Flat - Drag |
WELDING PARAMETERS
*First choice - Gas Metal Arc Welding Process: Butt joints - apply two layers (passes) of weld metal. First pass should only fill approximately 1/2 the thickness. Vertical position welds - maintain electrode wire at leading edge of weld puddle while traveling down hill to produce maximum penetration into the sleeve. These techniques work for FCAW as well.
**E7018 new electrodes may be exposed to the atmosphere for up to ten hours with no harmful effect. Reconditioning schedules should come from the manufacturer.
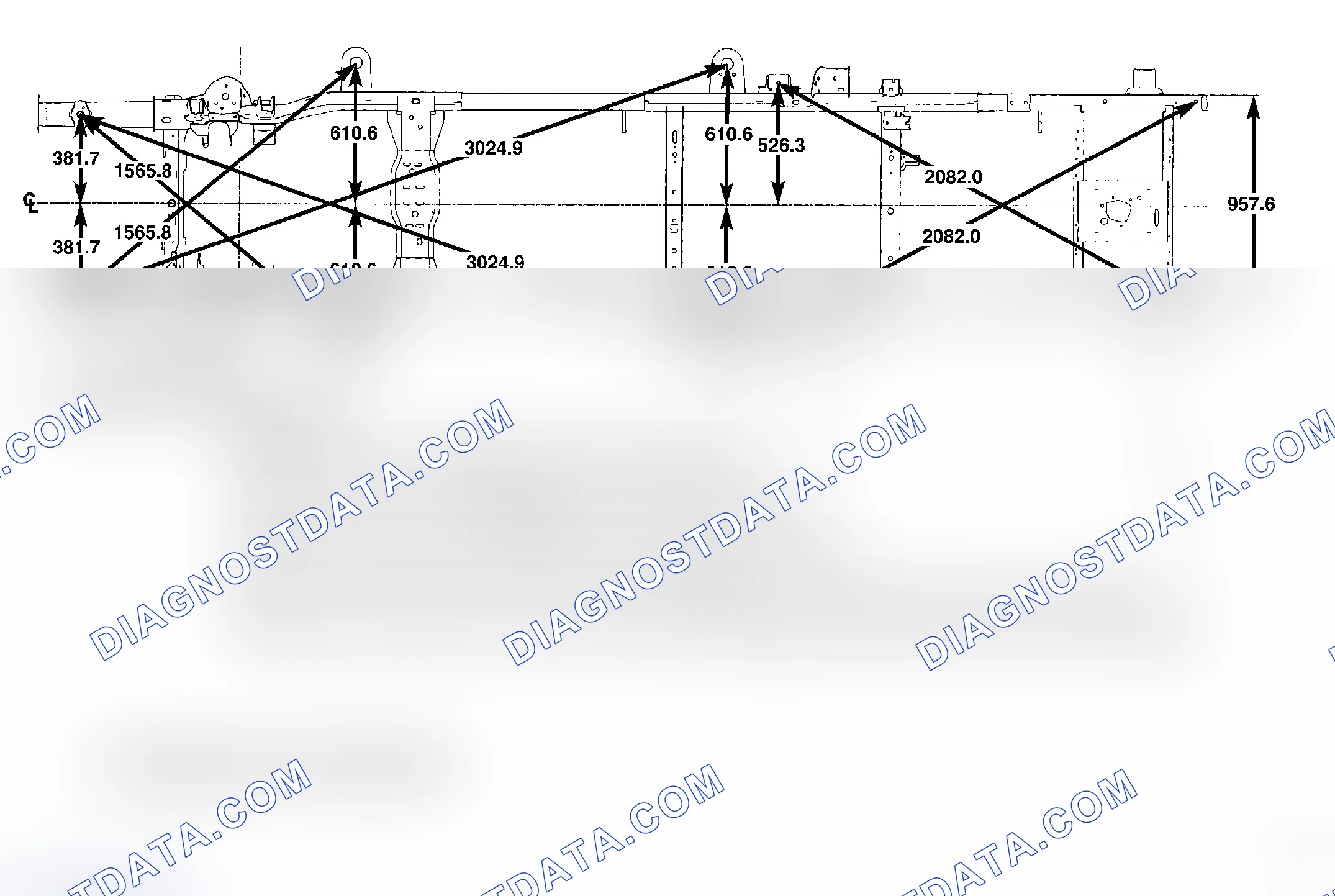
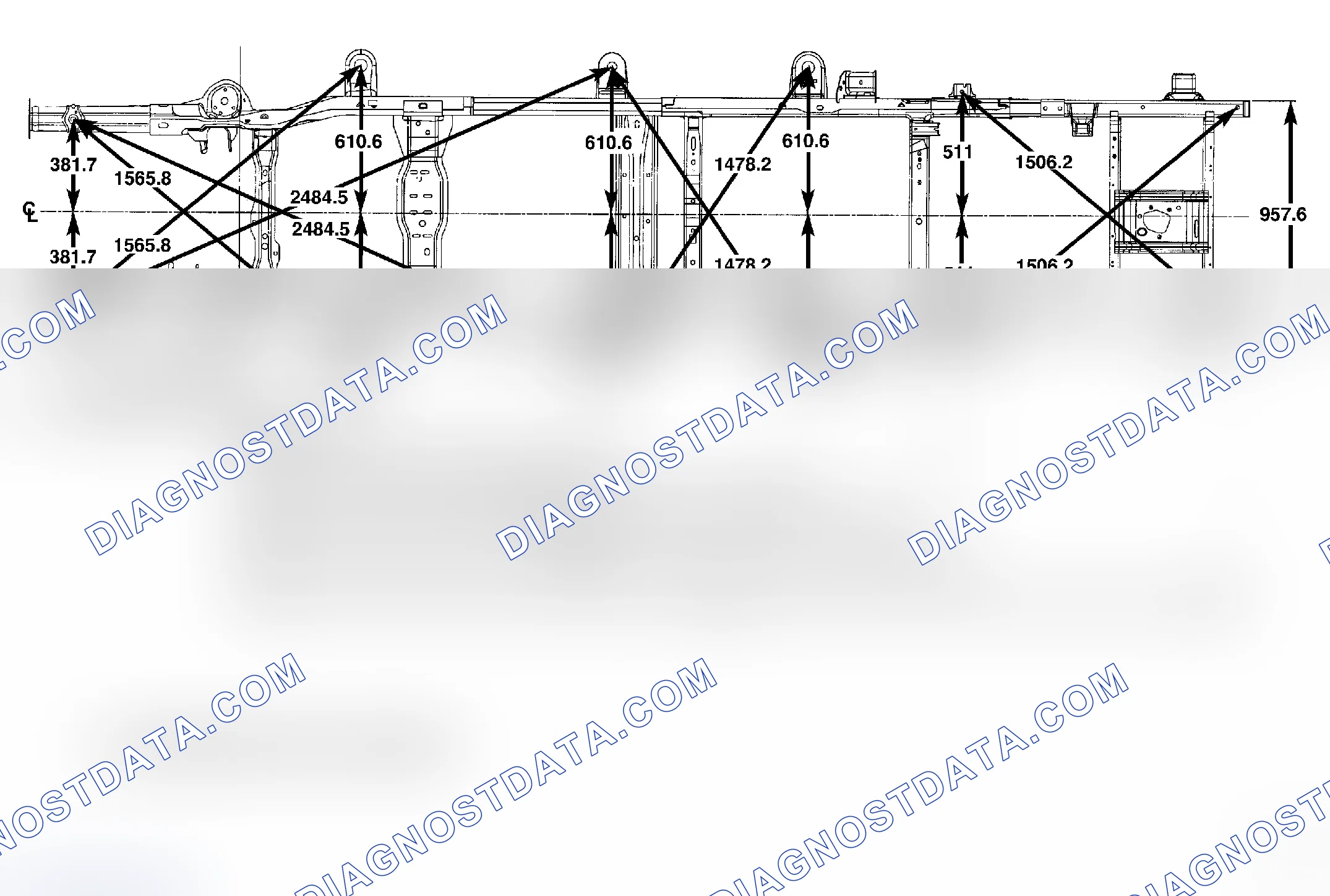
FRAME DIMENSIONS
Frame dimensions are listed in metric scale. All dimensions are from center to center of Principal Locating Point (PLP), or from center to center of PLP and fastener location.
VEHICLE PREPARATION
Position the vehicle on a frame alignment rack, refer to instructions provided with equipment being used. Adjust the vehicle PLP heights to the specified dimension above the work surface (datum line). Vertical dimensions can be taken from the datum line to the locations indicated were applicable.
| DESCRIPTION | FIGURE |
|---|---|
| ND 33 TOP VIEW - (4 X 2) | Step (Scheme 10). |
| ND 33 LEFT SIDE VIEW - (4 X 2) | Step (Scheme 11). |
| ND 33 TOP VIEW - (4 X 4) | Step (Scheme 12). |
| ND 33 LEFT SIDE VIEW - (4 X 4) | Step (Scheme 13). |
| ND 84 TOP VIEW - (4 X 2) | Step (Scheme 14). |
| ND 84 LEFT SIDE VIEW - (4 X 2) | Step (Scheme 15). |
| ND 84 TOP VIEW - (4 X 4) | Step (Scheme 16). |
| ND 84 LEFT SIDE VIEW - (4 X 4) | Step (Scheme 17). |
Scheme 10

Scheme 11

Scheme 12
Scheme 13
Scheme 14
Scheme 15

Scheme 16

Scheme 17

Scheme 18

- Lift and support the vehicle.
- Remove the four bolts (2) and nuts (1), and remove the crossmember.