SEALER APPLICATION
Mopar® Gasket Maker material should be applied sparingly 1 mm (0.040 in.) diameter or less of sealant to one gasket surface. Be certain the material surrounds each mounting hole. Excess material can easily be wiped off. Components should be torqued in place within 15 minutes. The use of a locating dowel is recommended during assembly to prevent smearing material off the location.
Mopar® Engine RTV GEN II or ATF RTV gasket material should be applied in a continuous bead approximately 3 mm (0.120 in.) in diameter. All mounting holes must be circled. For corner sealing and "T" joint locations, a 3.17 or 6.35 mm (1/8 or 1/4 in.) drop is placed in the center of the gasket contact area. Uncured sealant may be removed with a shop towel. Components should be torqued in place while the sealant is still wet to the touch (within 10 minutes). The usage of a locating dowel is recommended during assembly to prevent smearing material off the location.
Scheme 511

Engine crankshaft bearing clearances can be determined by use of Plastigage or equivalent. The following is the recommended procedure for the use of Plastigage
- Remove oil film from surface to be checked. Plastigage is soluble in oil.
- Place a piece of Plastigage (1) across the entire width of the journal. (In addition, suspected areas can be checked by placing the Plastigage in the suspected area). Torque the bearing cap bolts of the bearing being checked to the proper specifications.
- Remove the bearing cap and compare the width of the flattened Plastigage with the scale provided on the package. Locate the band closest to the same width. This band shows the amount of clearance. Differences in readings between the ends indicate the amount of taper present. Record all readings taken. Compare clearance measurements to specs found in engine specifications. Refer to «SPECIFICATIONS»(ref-284945-S42605004932008051600000) . Plastigage generally is accompanied by two scales. One scale is in inches, the other is a metric scale. NOTE: Plastigage is available in a variety of clearance ranges. Use the most appropriate range for the specifications you are checking.
- Install the proper crankshaft bearings to achieve the specified bearing clearances.
Scheme 512
To ensure engine gasket sealing, proper surface preparation must be performed, especially with the use of aluminum engine components and multi-layer steel cylinder head gaskets.
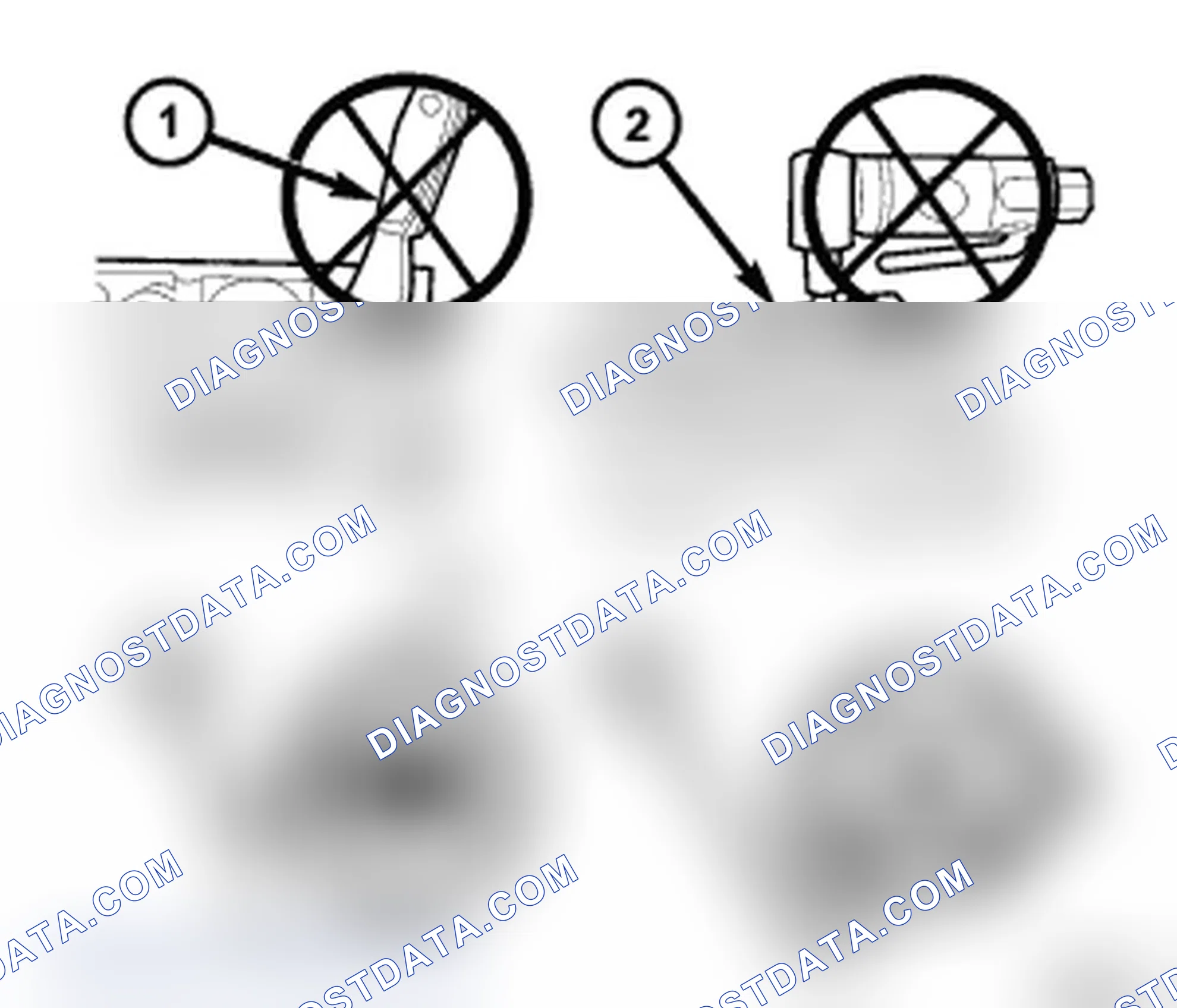
Never use the following to clean gasket surfaces
- Metal scraper (1).
- Abrasive pad or paper to clean cylinder block and head
- High speed power tool with an abrasive pad (2).
- High speed power tool with 3M Roloc™ Bristle Disc (white or yellow) or a wire brush (3).
Note. Multi-Layer Steel (MLS) head gaskets require a scratch free sealing surface.
| CAUTION | The use of unapproved cleaning methods can cause severe engine damage. |
Only use the following for cleaning gasket surfaces
- Solvent or a commercially available gasket remover.
- Plastic or wood scraper (4).