MAGNETIC PARTICLE INSPECTION
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
PENETRANT INSPECTION
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
ULTRASONIC INSPECTION
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
If an expensive part is suspected of internal cracking, ultrasonic testing is used. Sound waves are used for component inspection.
X-RAY INSPECTION
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
This form of inspection is used on highly stressed components. X-ray inspection may be used to detect internal and external flaws in any material.
PRESSURE TESTING
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
Cylinder heads can be tested for cracks using a pressure tester. Pressure testing is performed by plugging all but one of the holes of cylinder head and injecting air or water into the open passage.
Leaks are indicated by the appearance of wet or damp areas when using water. When air is used, it is necessary to spray the head surface with a soap solution. Bubbles will indicate a leak. Cylinder head may also be submerged in water heated to specified temperature to check for cracks created during heat expansion.
CYLINDER HEAD CLEANING & INSPECTION
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
Clean cylinder head and valve components using approved cleaning methods. Inspect cylinder head for cracks, damage or warped gasket surface. Place straightedge across gasket surface. Determine clearance at center of straightedge. Measure across both diagonals, longitudinal center line and across cylinder head at several points. (Scheme 4)
On cast iron cylinder heads, if warpage exceeds .003" (.08 mm) in a 6" span, or .006" (.15 mm) over total length, cylinder head must be resurfaced. On most aluminum cylinder heads, if warpage exceeds .002" (.05 mm) in any area, cylinder head must be resurfaced. Warpage specification may vary by manufacturer. If warpage exceeds specification on some cylinder heads, cylinder head must be replaced.
Cylinder head thickness should be measured to determine amount of material which can be removed before replacement is required. Cylinder head thickness must not be less than the manufacturer's specification.
If cylinder head required resurfacing, it may not align properly with intake manifold. On "V" type engines, misalignment is corrected by machining intake manifold surface that contacts cylinder head. Cylinder head may be machined on surface that contacts intake manifold. Using oil stone, remove burrs or scratches from all sealing surfaces.
Checking Cylinder Head for Warpage. Scheme 4
Inspection
Inspect pistons for nicks, scoring, cracks or damage in ring areas. Connecting rod should be checked for cracks using Magnaflux procedure. Piston diameter must be measured in manufacturer's specified area.
Using telescopic gauge and micrometer, measure piston pin bore of piston in 2 areas, 90 degrees apart. This is done to check diameter and out-of-round.
Install proper bearing cap on connecting rod. Ensure bearing cap is installed in proper location. Tighten bolts or nuts to specification. Using inside micrometer, measure inside diameter in 2 areas, 90 degrees apart.
Connecting rod I.D. and out-of-round must be within specification. Measure piston pin bore I.D. and piston pin O.D. All components must be within specification. Subtract piston pin diameter from piston pin bore in piston and connecting rod to determine proper fit.
Connecting rod length must be measured from center of crankshaft journal inside diameter to center of piston pin bushing using proper caliper. Connecting rods must be the same length. Connecting rods should be checked on an alignment fixture for bent or twisted condition. Replace all components which are damaged or not within specification.
CLEANING & INSPECTION
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
Thoroughly clean crankshaft using solvent. Dry with compressed air. Ensure all oil passages are clear and free of sludge, rust, dirt and metal chips.
Inspect crankshaft for scoring and nicks. Inspect crankshaft for cracks using Magnaflux procedure. Inspect rear seal area for grooving or damage. Inspect bolt hole threads for damage. If pilot bearing or bushing is used, check pilot bearing or bushing fit in crankshaft. Inspect crankshaft gear for damaged or cracked teeth. Replace gear if damaged. Ensure oil passage plugs are tight (if equipped).
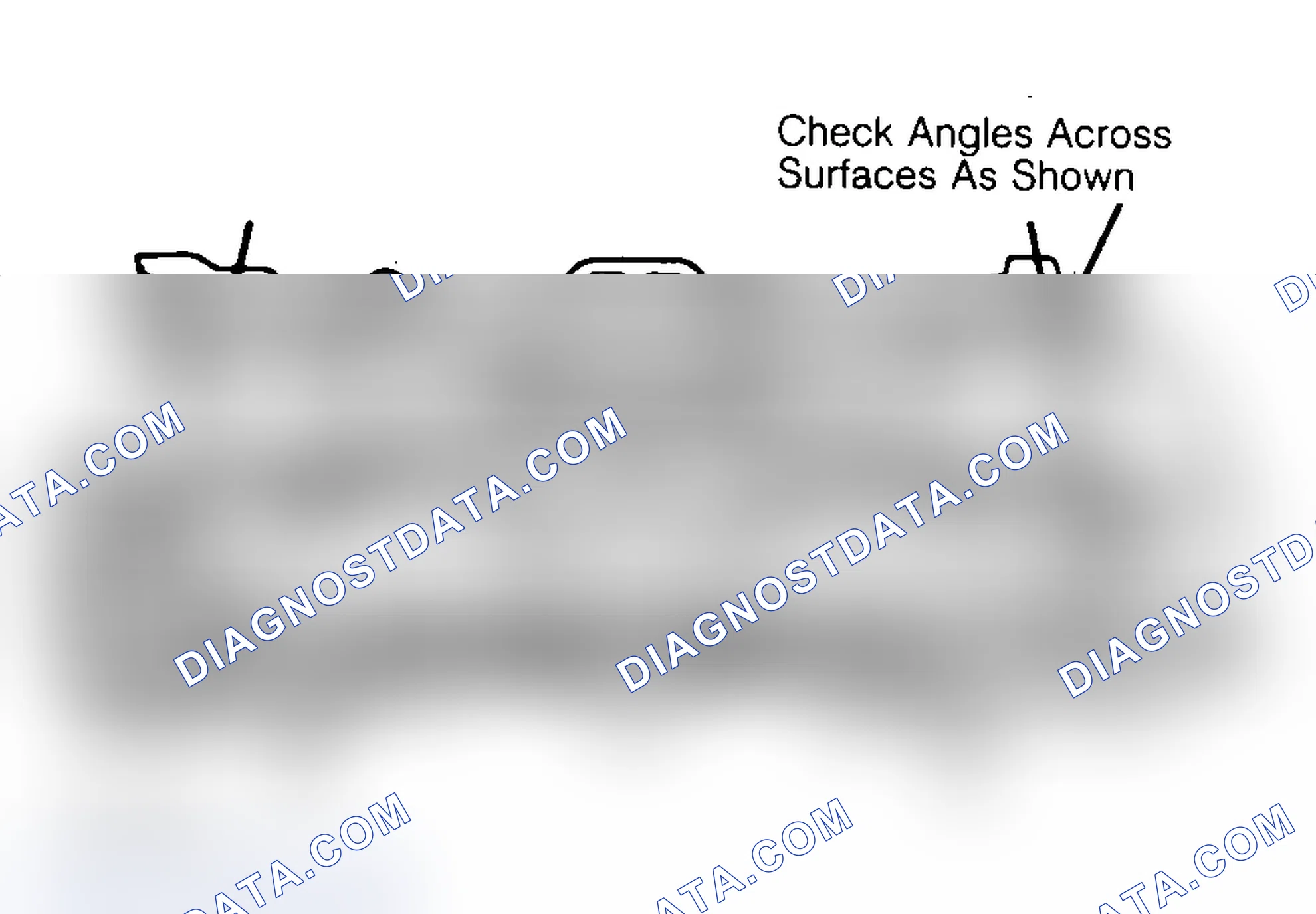
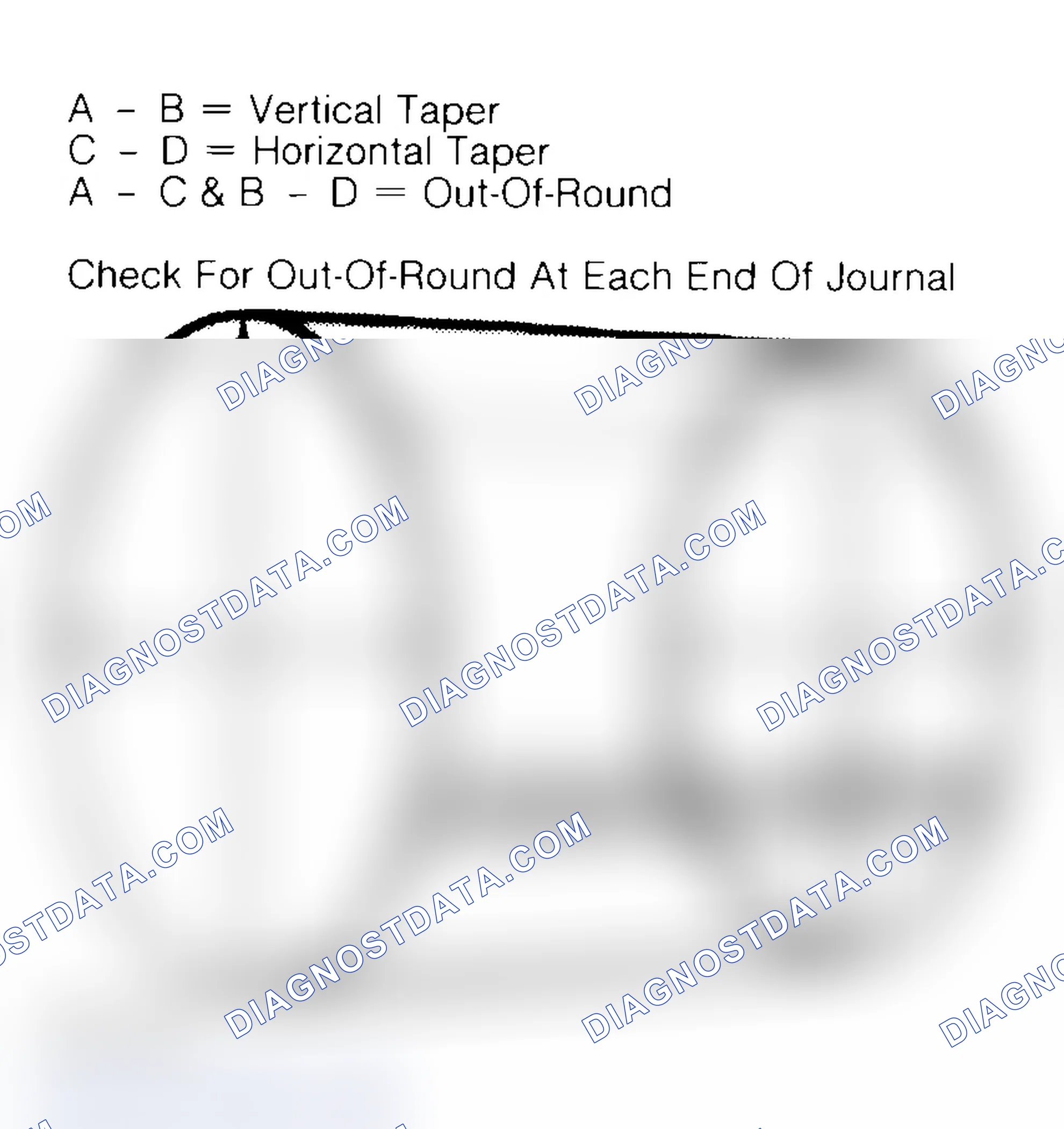
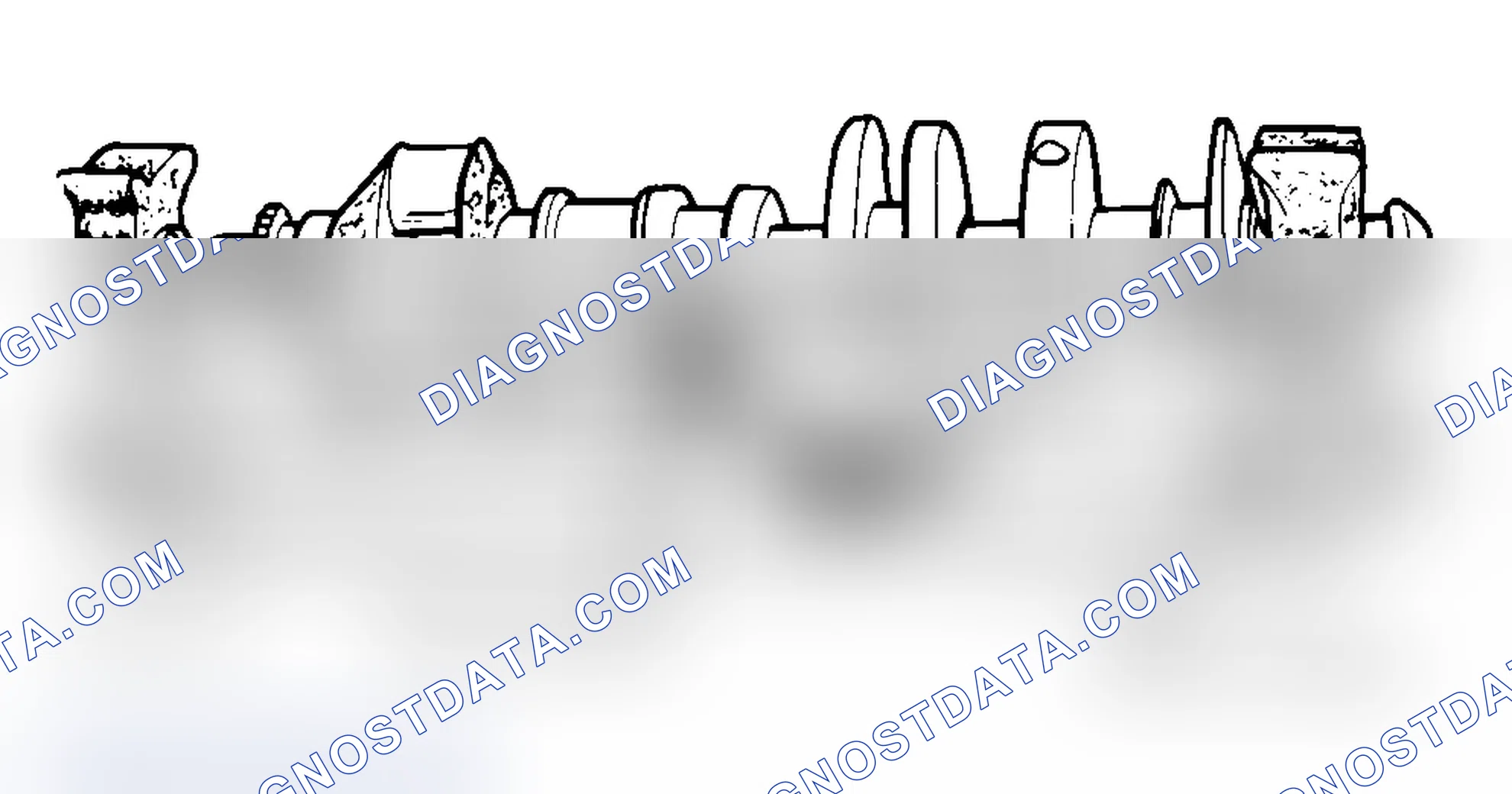
Using micrometer, measure all journals in 4 areas to determine journal taper, out-of-round and undersize. (Scheme 5) Some crankshafts can be reground to the next largest undersize, depending on the amount of wear or damage. Crankshafts with rolled fillet cannot be reground and must be replaced.
Measuring Crankshaft Journals. Scheme 5
Crankshaft journal runout should be checked. Install crankshaft in "V" blocks or bench center. Position dial indicator with tip resting on the main bearing journal area. (Scheme 6) Rotate crankshaft and note reading. Journal runout must not exceed specification. Repeat procedure on all main bearing journals. Crankshaft must be replaced if runout exceeds specification.
Measuring Crankshaft Main Bearing Journal Runout. Scheme 6
Block Inspection
Visually inspect the block. Check suspected areas for cracks using the Dye Penetrant inspection method. Block may be checked for cracks using the Magnaflux method.
Cracks are most commonly found at the bottom of cylinders, main bearing saddles, near expansion plugs and between cylinders and water jackets. Inspect lifter bores for damage. Inspect all head bolt holes for damaged threads. Threads should be cleaned using tap to ensure proper head bolt torque. Consult machine shop concerning possible welding and machining (if required).
Cylinder Bore Inspection
Inspect bore for scoring or roughness. Cylinder bore is dimensionally checked for out-of-round and taper using dial bore gauge. For determining out-of-round, measure cylinder parallel and perpendicular to the block center line. Difference in the 2 readings is the bore out-of-round. Cylinder bore must be checked at top, middle and bottom of piston travel area.
Bore taper is obtained by measuring bore at the top and bottom. If wear has exceeded allowable limits, block must be honed or bored to next available oversize piston dimension.
Note. Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included. Always refer to appropriate engine overhaul article, if available, in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
Clean camshaft with solvent. Ensure all oil passages are clear. Inspect cam lobes and bearing journals for pitting, flaking or scoring. Using micrometer, measure bearing journal O.D.
Support camshaft at each end with "V" blocks. Position dial indicator with tip resting on center bearing journal. Rotate camshaft and note camshaft runout reading. If reading exceeds specification, replace camshaft.
Check cam lobe lift by measuring base circle of camshaft using micrometer. Measure again at 90-degree angle to tip of cam lobe. Cam lift can be determined by subtracting base circle diameter from tip of cam lobe measurement.
Different lift dimensions are given for intake and exhaust cam lobes. Reading must be within specification. Replace camshaft if cam lobes or bearing journals are not within specification.
Inspect camshaft gear for chipped, eroded or damaged teeth. Replace gear if damaged. On camshafts using thrust plate, measure distance between thrust plate and camshaft shoulder. Replace thrust plate if not within specification.