LEFT DRIVE AXLE SHAFT
Note. Use illustration for exploded view of left drive axle shaft. (Scheme 15)
Scheme 15

Scheme 16
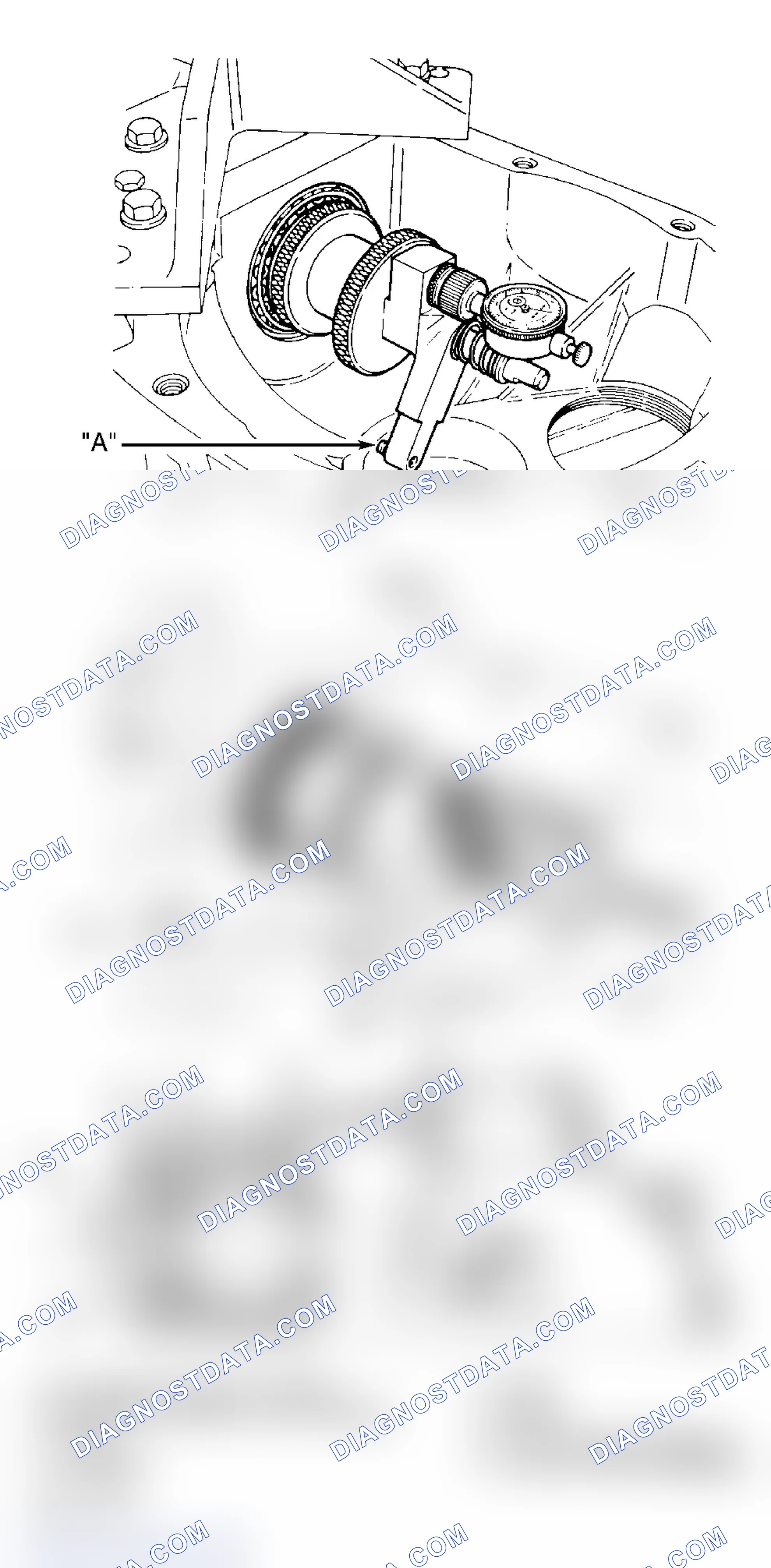
- Lubricate inner and outer pinion bearings liberally with gear oil. Hold pinion bearings in position and install Pinion Shim Setting Gauge (J-36601-4 for K15/25 or J-36601-3 for K35). Install Dial Indicator(J-29763) onto gauge. (Scheme 16)
- With gauge installed, preload inner and outer pinion bearings to 10-15 INCH lbs. (1.0-1.6 N.m) by tightening shim setting gauge mounting bolt while holding end of gauge shaft with a wrench. Rotate shaft several times to ensure bearings have seated. Recheck preload.
- Push dial indicator downward until needle rotates about 3/4 turn clockwise. Tighten dial indicator in this position. Set button of pinion shim setting gauge on differential bearing bore. (Scheme 16) NOTE: 4WD front axle drive pinion gears are nominal or zero and are not marked on pinion head surface. Shim thickness will equal dial indicator gauge reading.
- Rotate gauge slowly back and forth until dial indicator reads lowest point of bore. Set dial indicator to zero. Repeat rocking action of gauge to verify zero setting.
- After satisfactory zero setting is obtained and verified, move gauge button out of differential side bearing bore. Record dial indicator reading. Use a shim that is exactly the same size as this indicator reading.
- Remove dial indicator and gauge from carrier. Position correct shim on drive pinion. Install drive pinion bearing. Continue at step 2) of «REASSEMBLY»(ref-46759-S12728455972001011500000) in FRONT AXLE ASSEMBLY under OVERHAUL.
Scheme 17
- Use Sleeve Adjusting Wrench (J-36599 ) and torque wrench to tighten right adjusting sleeve until no backlash is present. Torque measurement should be about 100 ft. lbs. (136 N.m).
- Using Sleeve Adjusting Wrench (J-36599 ) for K15/25 or Adjuster Plug Wrench (J-36615 ) for K35, tighten left adjusting sleeve until no backlash is present. This torque measurement should be about 100 ft. lbs. (136 N.m).
- Mark location of adjusting sleeves and adjuster plug (on K35) in relation to carrier halves so notches can be counted when turned. On all models, turn right sleeve OUT 2 notches using sleeve adjusting wrench. On K15/25, turn left sleeve IN one notch. On K35, turn adjuster plug IN one notch. Rotate pinion several times to seat bearings.
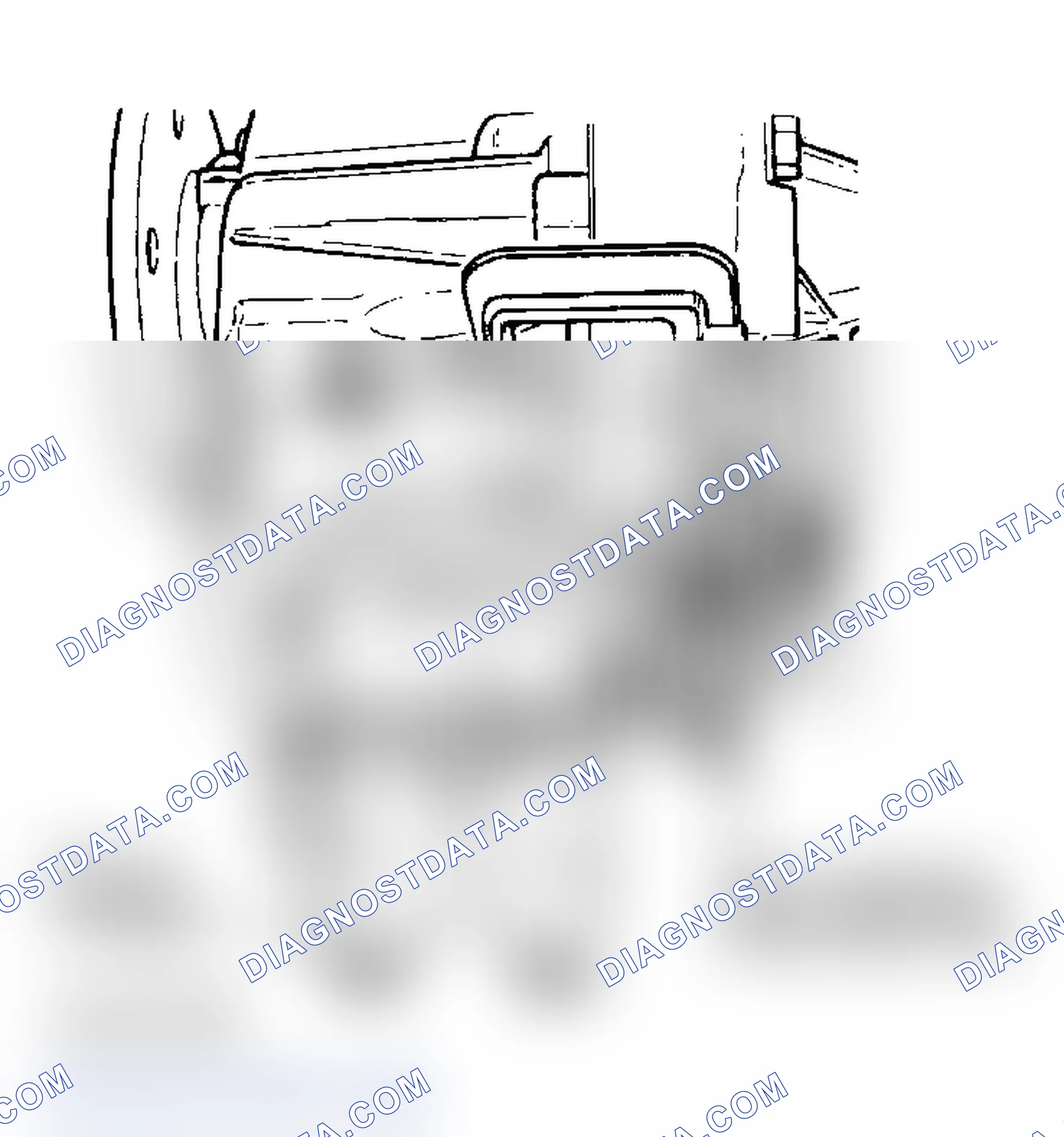
- Mount base clamp of Dial Indicator Set (J-8001 ) so gauge plunger button contacts outer edge of pinion flange. Ensure plunger is at right angle to flange. (Scheme 17) Move pinion flange through its free play travel while holding differential carrier and ring gear stationary. Record dial indicator reading. Divide dial indicator reading by 2 to obtain backlash reading.
- Gear backlash at pinion flange should be.003-.010" (.08-.25 mm), with a preferred measurement of.005-.007" (.13-.18 mm). If backlash is not within specification, equally turn adjusting sleeves as necessary.
- To increase backlash, turn left sleeve (adjuster plug on K35) in and turn right sleeve out an equal amount. To decrease backlash, turn right sleeve in and turn left sleeve (adjuster plug on K35) out an equal amount. Turning sleeve (or adjuster plug on K35) one notch will change backlash about.003" (.08 mm). DO NOT install/bend sleeve locks yet.
- When backlash is within specification, perform gear tooth contact pattern check. See «GEAR TOOTH CONTACT PATTERNS»(ref-91462) article in GENERAL INFORMATION. When pattern is satisfactory, continue at step 13) of REASSEMBLY in «FRONT AXLE ASSEMBLY»(ref-46759-S35459618012001011500000) under OVERHAUL.