Fastener Tightening Specifications
| IMPORTANT | See TSB For Revised Lower Intake Torque |
| Application | Specification | ||
|---|---|---|---|
| Metric | English | ||
| Accelerator Control Cable Bracket Bolt/Nut | 10 N.m | 89 lb in | |
| Air Injection Check Valve - with NC1 California Emissions | 20 N.m | 15 lb ft | |
| Air Injection Check Valve Front Bracket Bolt/Nut - with NC1 California Emissions | 25 N.m | 18 lb ft | |
| Air Injection Check Valve Bolt/Nut - with NC1 California Emissions | 10 N.m | 89 lb in | |
| Air Injection Check Valve Pipe Adapter- with NC1 California Emissions | 30 N.m | 22 lb ft | |
| Air Injection Check Valve Pipe Assembly Bolt | 10 N.m | 89 lb in | |
| Air Injection Check Valve Rear Bracket Bolt/Nut - with NC1 California Emissions | 25 N.m | 18 lb ft | |
| Air Injection Solenoid Bolt - with NC1 California Emissions | 10 N.m | 89 lb in | |
| Camshaft Position Sensor Bolt | 10 N.m | 89 lb in | |
| Camshaft Sprocket Bolt | 140 N.m | 103 lb ft | |
| Camshaft Thrust Plate Screw | 10 N.m | 89 lb in | |
| Connecting Rod Bearing Cap Nut | |||
| First Pass | 20 N.m | 15 lb ft | |
| Final Pass | 75 degrees | ||
| Coolant Drain Plug | 19 N.m | 14 lb ft | |
| Coolant Temperature Sensor | 23 N.m | 17 lb ft | |
| Crankshaft Balancer Bolt | |||
| First Pass | 70 N.m | 52 lb ft | |
| Final Pass | 72 degrees | ||
| Crankshaft Main Bearing Cap Bolt/Stud | |||
| First Pass | 50 N.m | 37 lb ft | |
| Final Pass | 77 degrees | ||
| Crankshaft Oil Deflector Nut | 25 N.m | 18 lb ft | |
| Crankshaft Position Sensor Bolt - Front Cover | 10 N.m | 89 lb in | |
| Crankshaft Position Sensor Stud - Side of Engine Block | 11 N.m | 98 lb in | |
| Crankshaft Position Sensor Shield Nut | 11 N.m | 98 lb in | |
| Crankshaft Position Sensor Wiring Bracket Bolt | 40 N.m | 30 lb ft | |
| Cylinder Head Bolt (NEW Bolts) | |||
| First Pass | 60 N.m | 44 lb ft | |
| Final Pass | 95 degrees | ||
| Drive Belt Tensioner Bolt | 50 N.m | 37 lb ft | |
| EGR Valve Adapter Pipe to Exhaust Manifold Nut | 25 N.m | 18 lb ft | |
| EGR Valve Pipe to EGR Valve Bolt | 25 N.m | 18 lb ft | |
| Engine Front Cover Bolt | |||
| Large Bolt | 55 N.m | 41 lb ft | |
| Medium Bolt | 55 N.m | 41 lb ft | |
| Small Bolt | 27 N.m | 20 lb ft | |
| Engine Mount Strut and A/C Compressor Bracket Bolt | 50 N.m | 37 lb ft | |
| Engine Mount Strut and Lift Bracket Bolt - Engine Lift Rear | 70 N.m | 52 lb ft | |
| Engine Mount Strut and Generator Bracket Bolt | 50 N.m | 37 lb ft | |
| Engine Mount Strut and Support Bracket | |||
| Large Bolt | 55 N.m | 41 lb ft | |
| Medium Bolt | 55 N.m | 41 lb ft | |
| Small Bolt | 27 N.m | 20 lb ft | |
| Engine Oil Pressure Indicator Switch | 16 N.m | 115 lb in | |
| Engine Wiring Harness Bracket Bolt | 13 N.m | 115 lb in | |
| Exhaust Manifold Heat Shield Bolt | 10 N.m | 89 lb in | |
| Exhaust Manifold Nut | 16 N.m | 12 lb ft | |
| Exhaust Manifold Stud | 18 N.m | 13 lb ft | |
| Flywheel Bolt | 71 N.m | 52 lb ft | |
| Fuel Feed and Return Pipe Bracket Stud | 50 N.m | 37 lb ft | |
| Fuel Feed and Return Pipe Retaining Clip Bolt | 8 N.m | 71 lb in | |
| Fuel Feed and Return Pipe Retaining Clip Nut | 25 N.m | 18 lb ft | |
| Fuel Feed Pipe To Fuel Injector Rail Nut | 17 N.m | 13 lb ft | |
| Fuel Injector Rail Bolt | 10 N.m | 89 lb in | |
| Fuel Pipe Clip Bolt | 8 N.m | 71 lb in | |
| Heated Oxygen Sensor | 42 N.m | 31 lb ft | |
| Heater Inlet Pipe Nut | 25 N.m | 18 lb ft | |
| Heater Inlet Pipe Stud | 50 N.m | 37 lb ft | |
| Ignition Coil Bracket Bolt/Nut/Stud | 25 N.m | 18 lb ft | |
| Intake Manifold Coolant Pipe Bolt | 10 N.m | 89 lb in | |
| Knock Sensor | 19 N.m | 14 lb ft | |
| Lower Intake Manifold Bolt | |||
| First Pass (Vertical Bolts) | 7 N.m | 62 lb in. | |
| First Pass (Diagonal Bolts) | 7 N.m | 62 lb in. | |
| Final Pass (Vertical Bolts) | 13 N.m | 115 lb in | |
| Final Pass (Diagonal Bolts) | 25 N.m | 18 lb ft | |
| MAP Sensor Bolt | 5 N.m | 44 lb in | |
| MAP Sensor Bracket Bolt | 25 N.m | 18 lb ft | |
| Oil Cooler Connector | 50 N.m | 37 lb ft | |
| Oil Cooler Hose Fitting | 19 N.m | 14 lb ft | |
| Oil Cooler Pipe Bracket Bolt | 10 N.m | 89 lb in | |
| Oil Filter | 30 N.m | 22 lb ft | |
| Oil Filter Bypass Hole Plug | 19 N.m | 14 lb ft | |
| Oil Filter Fitting | 39 N.m | 29 lb ft | |
| Oil Gallery Plug - 1/4 inch | 19 N.m | 14 lb ft | |
| Oil Gallery Plug - 3/8 inch | 33 N.m | 24 lb ft | |
| Oil Level Indicator Tube Bolt | 25 N.m | 18 lb ft | |
| Oil Level Sensor Bolt | 10 N.m | 89 lb in | |
| Oil Pan Bolt | 25 N.m | 18 lb ft | |
| Oil Pan Drain Plug | 25 N.m | 18 lb ft | |
| Oil Pan Side Bolt | 50 N.m | 37 lb ft | |
| Oil Pump Cover Bolt | 10 N.m | 89 lb in | |
| Oil Pump Drive Clamp Bolt | 36 N.m | 27 lb ft | |
| Oil Pump Mounting Bolt | 41 N.m | 30 lb ft | |
| Spark Plug - Initial Installation | 27 N.m | 20 lb ft | |
| Spark Plug - After Initial Installation | 15 N.m | 13 lb ft | |
| Thermostat Bypass Pipe to Engine Front Cover Bolt | 12 N.m | 106 lb in | |
| Thermostat Bypass Pipe to Throttle Body Nut | 25 N.m | 18 lb ft | |
| Throttle Body Bolt/Stud | 25 N.m | 18 lb ft | |
| Timing Chain Dampener Bolt | 21 N.m | 15 lb ft | |
| Upper Intake Manifold Bolt/Stud | 25 N.m | 18 lb ft | |
| Valve Lifter Guide Bolt | 10 N.m | 89 lb in | |
| Valve Rocker Arm Bolt | |||
| First Pass | 19 N.m | 14 lb ft | |
| Final Pass | 30 degrees | ||
| Valve Rocker Arm Cover Bolt | 10 N.m | 89 lb in | |
| Water Outlet Bolt | 25 N.m | 18 lb ft | |
| Water Pump Bolt | 11 N.m | 98 lb in | |
| Water Pump Pulley Bolt | 25 N.m | 18 lb ft | |
FASTENER TIGHTENING SPECIFICATIONS
Engine Mechanical Specifications
| Application | Specification | ||
|---|---|---|---|
| Metric | English | ||
| General Data | |||
| Engine Type | 60 degree V-6 | ||
| Displacement | 3.4L | 204 cu in | |
| RPO - VIN Code | LA1 (E) | ||
| Bore | 92 mm | 3.62 in | |
| Stroke | 84 mm | 3.31 in | |
| Compression Ratio | 9.6:1 | ||
| Firing Order | 1-2-3-4-5-6 | ||
| Oil Pressure - Warm | 103 kPa | 15 psi @ 1100 RPM | |
| Cylinder Bore | |||
| Diameter | 92.019-92.037 mm | 3.6228-3.6235 in | |
| Out Of Round Maximum | 0.009 mm | 0.00035 in | |
| Taper - Thrust Side Maximum | 0.010 mm | 0.0004 in | |
| Piston - non-coated | |||
| Diameter-Gaged on the skirt 50 mm (0.02 in) from the top of piston - productionp | 91.985-92.003 mm | 3.6215-3.222 in | |
| Diameter-Gaged on the skirt 50 mm (0.02 in) from the top of piston --service limit | 91.955-91.973 mm | 3.620-3.621 in | |
| Clearance - production | 0.016-0.052 mm | 0.0006-0.0020 in | |
| Clearance - service limit | 0.047-0.083 mm | 0.0019-0.0033 in | |
| Pin Bore | 23.005-23.010 mm | 0.9057-0.9059 in | |
| Piston - Grafal coated | |||
| Diameter-Gaged on the skirt 50 mm (0.02 in) from the top of piston - production | 91.990-92.028 mm | 3.6217-3 6232 in | |
| Diameter-Gaged on the skirt 50 mm (0.02 in) from the top of piston - service limit | 91.950-91.988 mm | 3.6201-3.6216 in | |
| Clearance - production | 0.008-0.048 mm | 0.00031-0.0019 in | |
| Clearance - service limit | 0.032-0.088 mm | 0.0013-0.0035 in | |
| Pin Bore | 23.005-23.010 mm | 0.9057-0.9059 in | |
| Piston Ring | |||
| Top Groove Side Clearance | 0.04-0.086 mm | 0.002-0.0034 in | |
| Second Groove Side Clearance | 0.04-0.09 mm | 0.002-0.0035 in | |
| Top Ring Gap | 0.21-0.48 mm | 0.008-0.019 in | |
| Second Ring Gap | 0.54-0.86 mm | 0.0213-0.0339 in | |
| Oil Ring Groove Clearance | 0.46-0.20 mm | 0.0018-0.0079 in | |
| Gap in Cylinder Bore | 0.31-0.89 mm | 0.012-0.035 in | |
| Piston Pin | |||
| Diameter | 22.994-22.997 mm | 0.9053-0.9054 in | |
| Clearance In Piston | 0.008-0.016 mm | 0.00031-0.00063 in | |
| Fit in Rod | 0.047 to -0.019 mm press fit | 0.0019 to -0.0007 in | |
| Crankshaft | |||
| Main Journal Diameter | 67.239-67.257 mm | 2.6473-2.6483 in | |
| Main Journal Taper | 0.005 mm | 0.0002 in | |
| Out Of Round - Max | 0.005 mm | 0.0002 in | |
| Flange Runout - Max | 0.04 mm | 0.0016 in | |
| Cylinder Block Main Bearing Bore Diameter | 72.155-72.168 mm | 2.8407-2.8412 in | |
| Crankshaft Main Bearing Inside Diameter | 67.289-67.316 mm | 2.6492-2.6502 in | |
| Main Bearing Clearance | 0.019-0.064 mm | 0.0008-0.0025 in | |
| Main Thrust Bearing Clearance | 0.032-0.077 mm | 0.0012-0.0030 in | |
| Crankshaft End Play | 0.060-0.210 mm | 0.0024-0.0083 in | |
| Crankshaft Flange Runout - Max | 0.04 mm | 0.0016 in | |
| Connecting Rod | |||
| Rod Bearing Journal Diameter | 50.768-50.784 mm | 1.9987-1.9994 in | |
| Rod Bearing Journal Taper - Max | 0.005 mm | 0.0002 in | |
| Rod Bearing Journal Out Of Round - Max | 0.005 mm | 0.0002 in | |
| Rod Bearing Bore Diameter | 53.962-53.984 mm | 2.124-2.125 in | |
| Rod Inside Bearing Diameter | 50.812-50.850 mm | 2.000-2.002 in | |
| Rod Bearing Journal Clearance | 0.018-0.062 mm | 0.0007-0.0024 in | |
| Rod Side Clearance | 0.18-0.44 mm | 0.007-0.017 in | |
| Camshaft | |||
| Lobe Lift - Intake and Exhaust | 6.9263 mm | 0.2727 in | |
| Journal Diameter | 47.45-47.48 mm | 1.868-1.869 in | |
| Camshaft Bearing Bore Diameter-Front and Rear | 51.03-51.08 mm | 2.009-2.011 in | |
| Camshaft Bearing Bore Diameter-Middle #2 and #3 | 50.77-50.82 mm | 1.999-2.001 in | |
| Camshaft Bearing Inside Diameter | 47.523-47.549 mm | 1.871-1.872 in | |
| Journal Clearance | 0.026-0.101 mm | 0.001-0.0039 in | |
| Journal Runout - Max | 0.025 mm | 0.001 in | |
| Valve System | |||
| Roller Lifter | Hydraulic | ||
| Rocker Arm Ratio | 1.60:1 | ||
| Valve Face Angle | 45 degrees | ||
| Seat Angle | 46 degrees | ||
| Valve Seat Runout | 0.050 mm | 0.002 in | |
| Seat Width-Intake | 1.55-1.80 mm | 0.061-0.071 in | |
| Seat Width-Exhaust | 1.70-2.0 mm | 0.067-0.079 in | |
| Valve Margin - Minimum Intake | 2.10 mm | 0.083 in | |
| Valve Margin - Minimum Exhaust | 2.70 mm | 0.106 in | |
| Valve Stem Clearance | 0.026-0.068 mm | 0.0010-0.0027 in | |
| Valve Spring | |||
| Valve Springs Free Length | 48.5 mm | 1.89 in | |
| Valve Springs Load - Closed | 320 N @ 43.2 mm | 75 lb @ 1.701 in | |
| Valve Springs Load - Open | 1036 N @ 32 mm | 230 lb @ 1.260 in | |
| Installed Height Intake-Exhaust | 43.2 mm | 1.701 in | |
| Approximate number of coils | 6.55 | ||
| Oil Pump | |||
| Gear Lash | 0.094-0.195 | Mm 0.0037-0.0077 in | |
| Gear Pocket Depth | 30.52-30.58 mm | 1.202-1.204 in | |
| Gear Pocket Diameter | 38.176-38.226 mm | 1.503-1.505 in | |
| Oil Pump Gear | |||
| Length | 30.45-30.48 mm | 1.199-1.200 in | |
| Diameter | 38.05-38.10 mm | 1.498-1.500 in | |
| Side Clearance | 0.038-0.088 mm | 0.001-0.003 in | |
| End Clearance | 0.040-0.125 mm | 0.002-0.005 in | |
| Valve to Bore Clearance | 0.038-0.089 mm | 0.0015-0.0035 in | |
ENGINE MECHANICAL SPECIFICATIONS
Scheme 101
Scheme 102
Scheme 103
Scheme 104

Scheme 105
Scheme 106

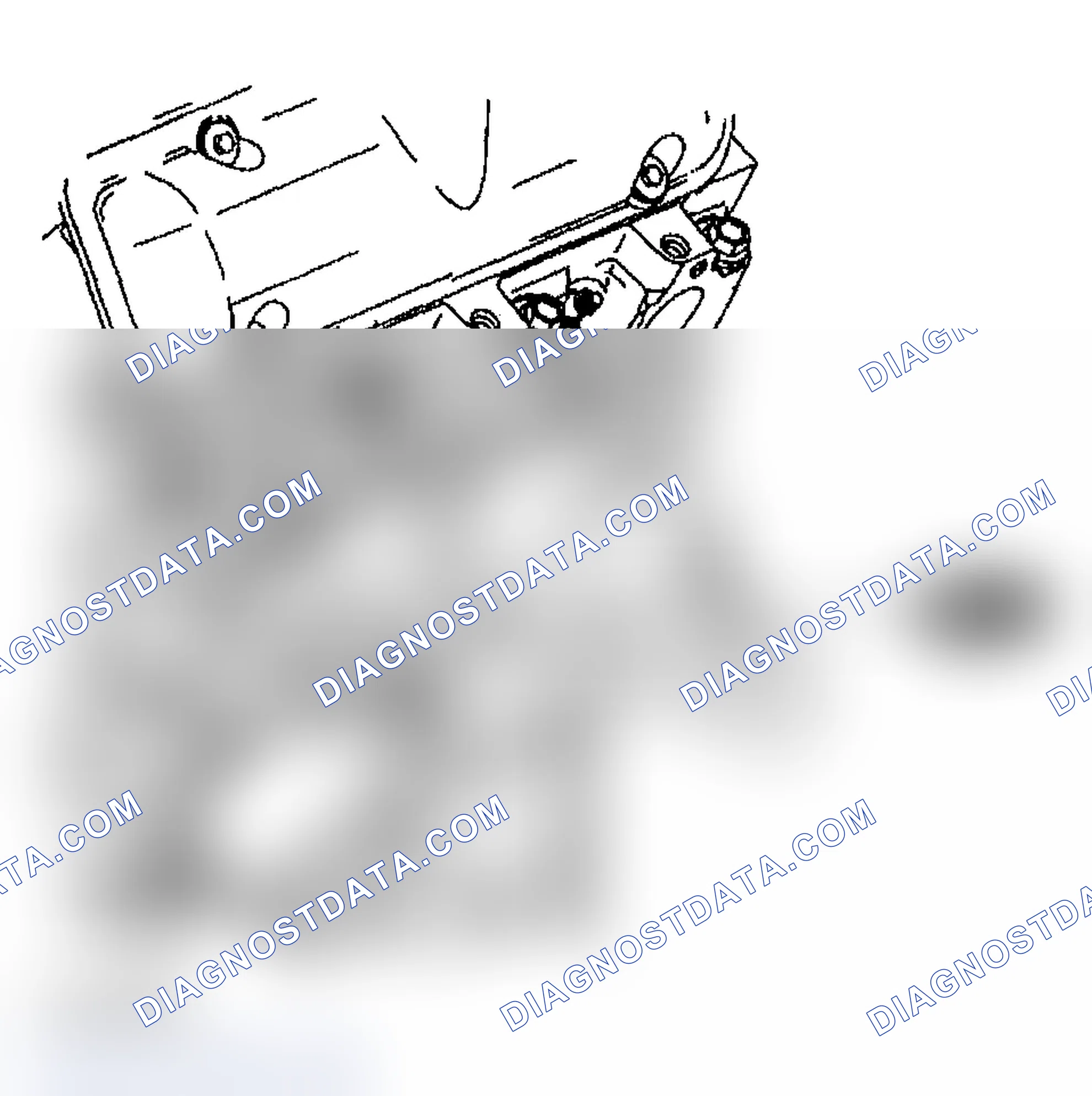
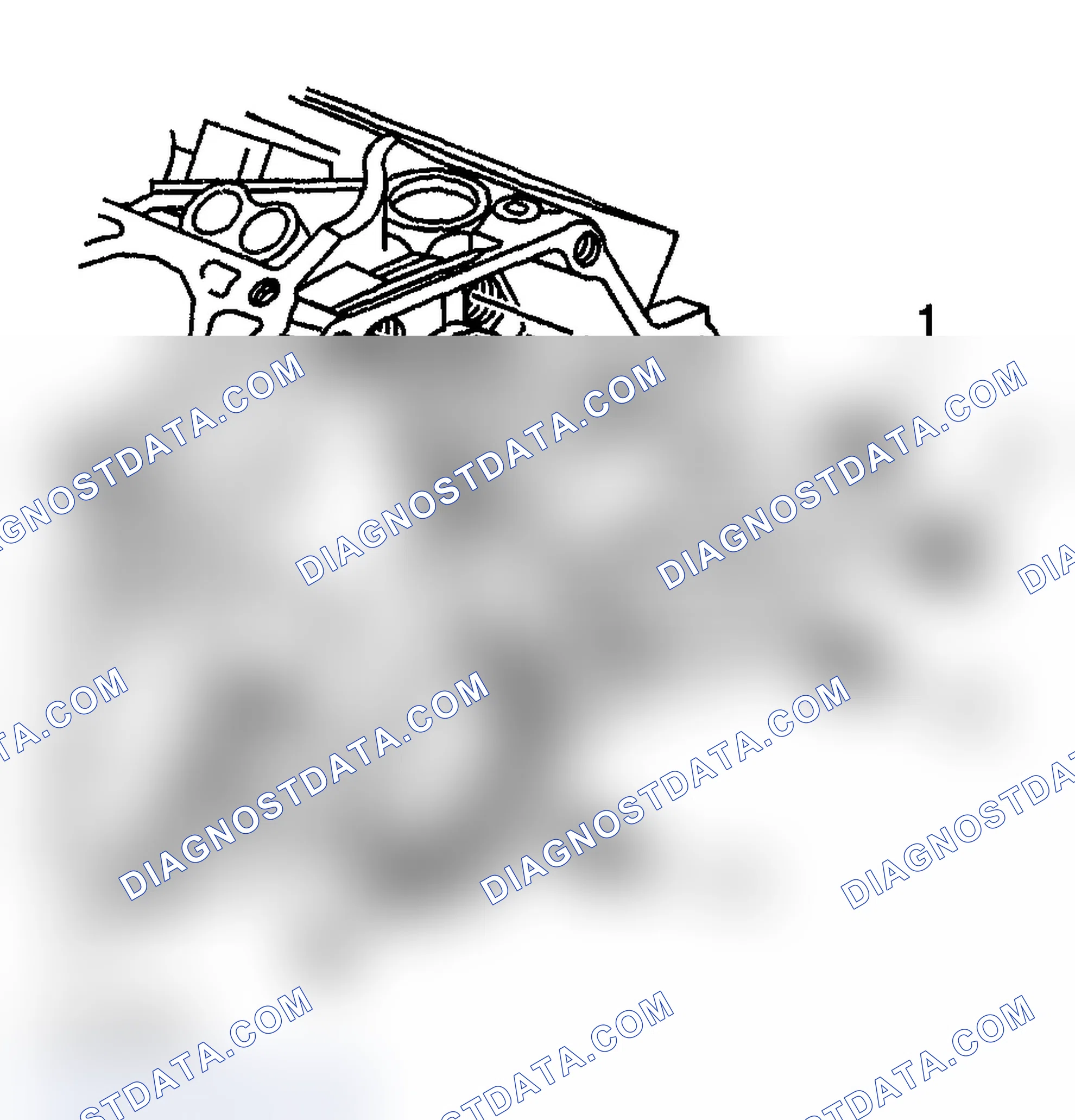
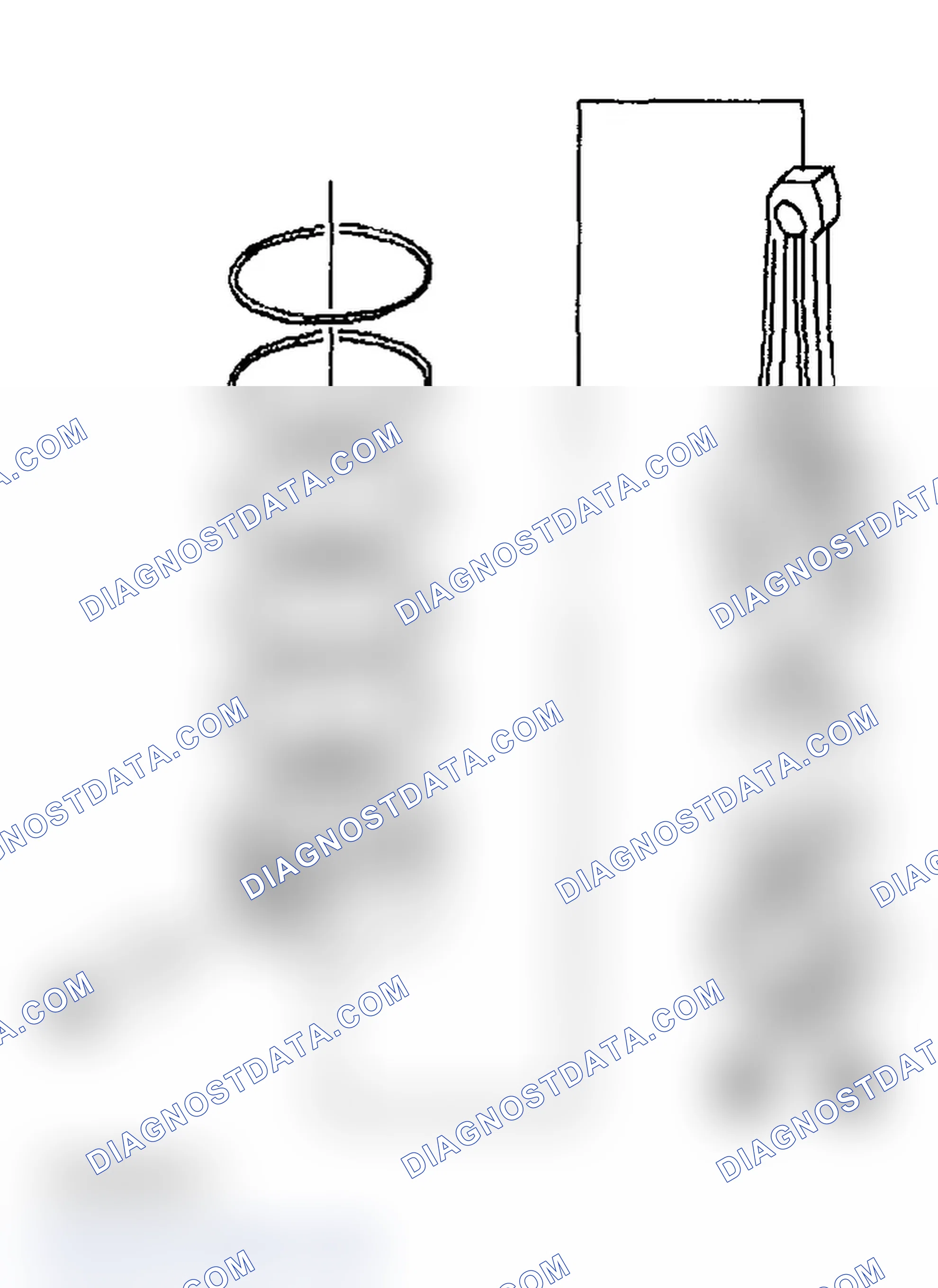
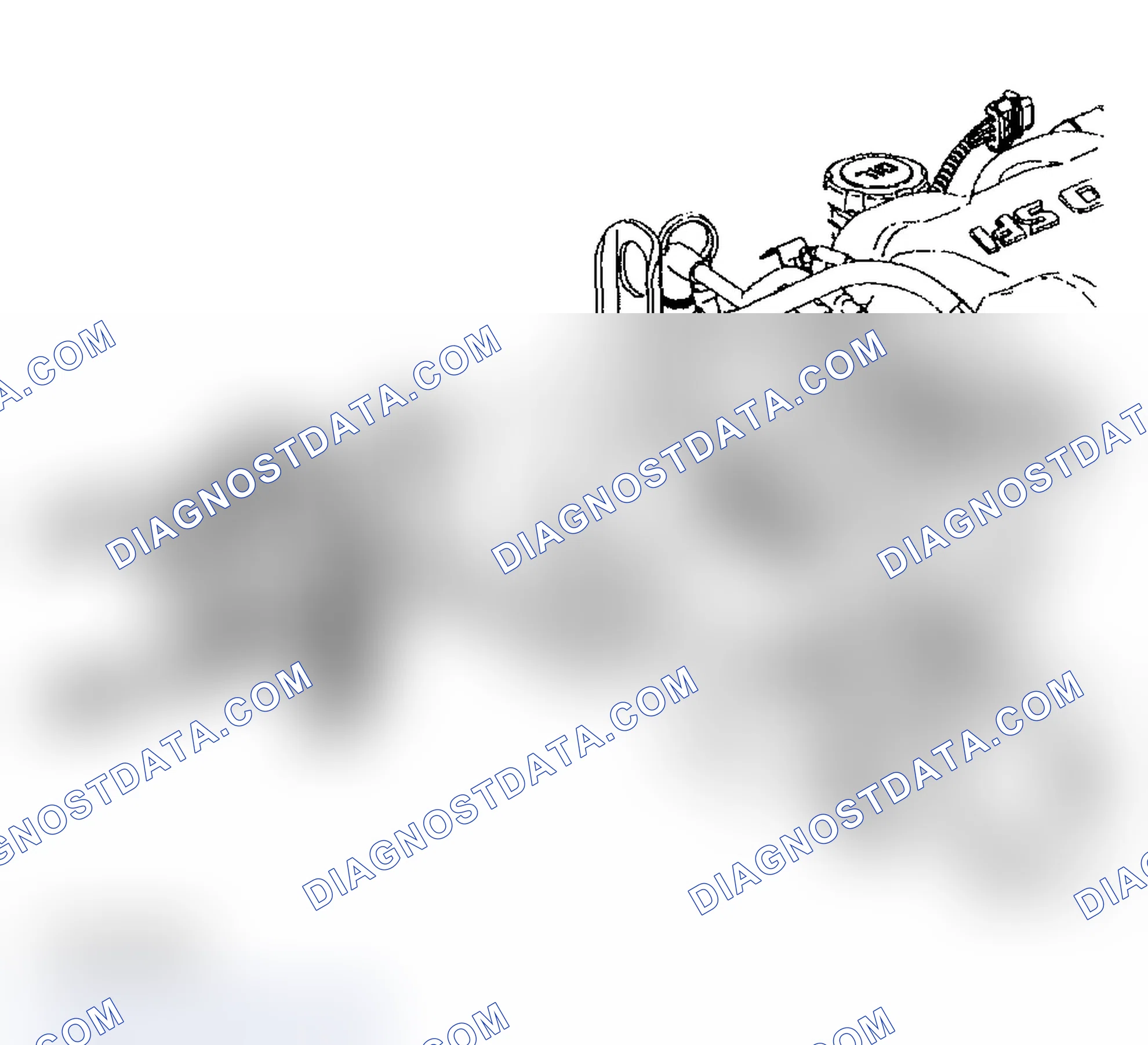
The Vehicle Identification Number - VIN derivative (1) for 3100 LG8 and 3400 LA1 is stamped or laser etched on the left side rear of the engine block. The Vehicle Identification Number - VIN derivative is nine digits long and can be used to determine if a vehicle contains the original engine.
- The first digit identifies the division.
- The second digit identifies the model year.
- The third digit identifies the assembly plant.
- The fourth through ninth digits are the last six digits of the Vehicle Identification Number -VIN.
Scheme 107
Scheme 108
Scheme 109
- Remove the oil pan drain plug.
- Drain the engine oil.
- Remove the oil filter.
- Remove the coolant drain plug from the left side, if applicable.
- Remove the coolant drain plug from the right side.
- Drain the coolant.
Crankshaft Balancer - Removal
Tools Required
J 24420-C Crankshaft Balancer Puller
Scheme 110
Scheme 111
- Remove the crankshaft balancer retaining bolt and washer.
- Remove the crankshaft balancer using the J 24420-C .
Scheme 112

- Remove the flywheel bolts.
- Remove the flywheel retainer.
- Remove the flywheel.
Scheme 113
- Remove the drive belt tensioner bolt.
- Remove the drive belt tensioner.
Scheme 114
Scheme 115
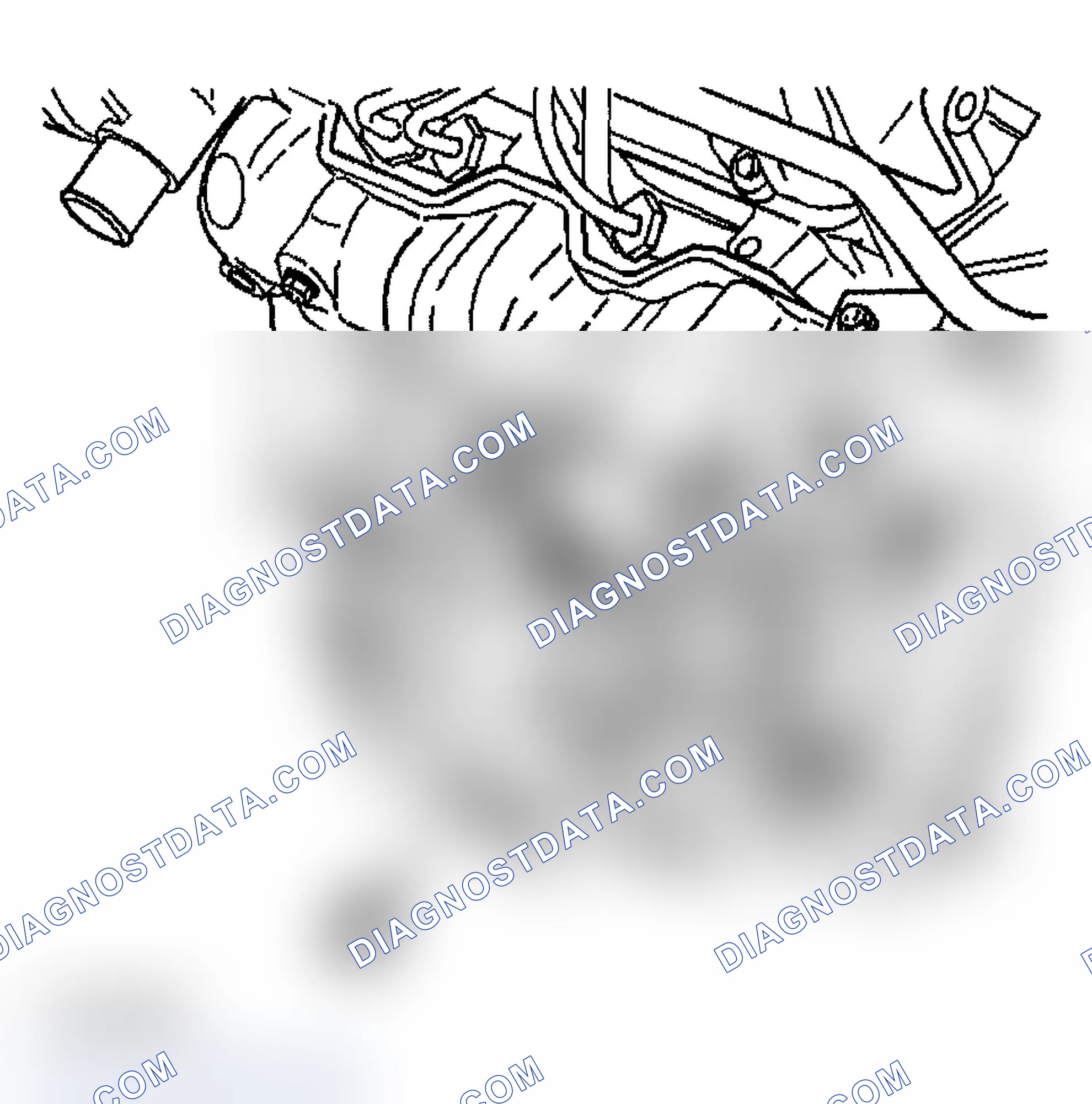
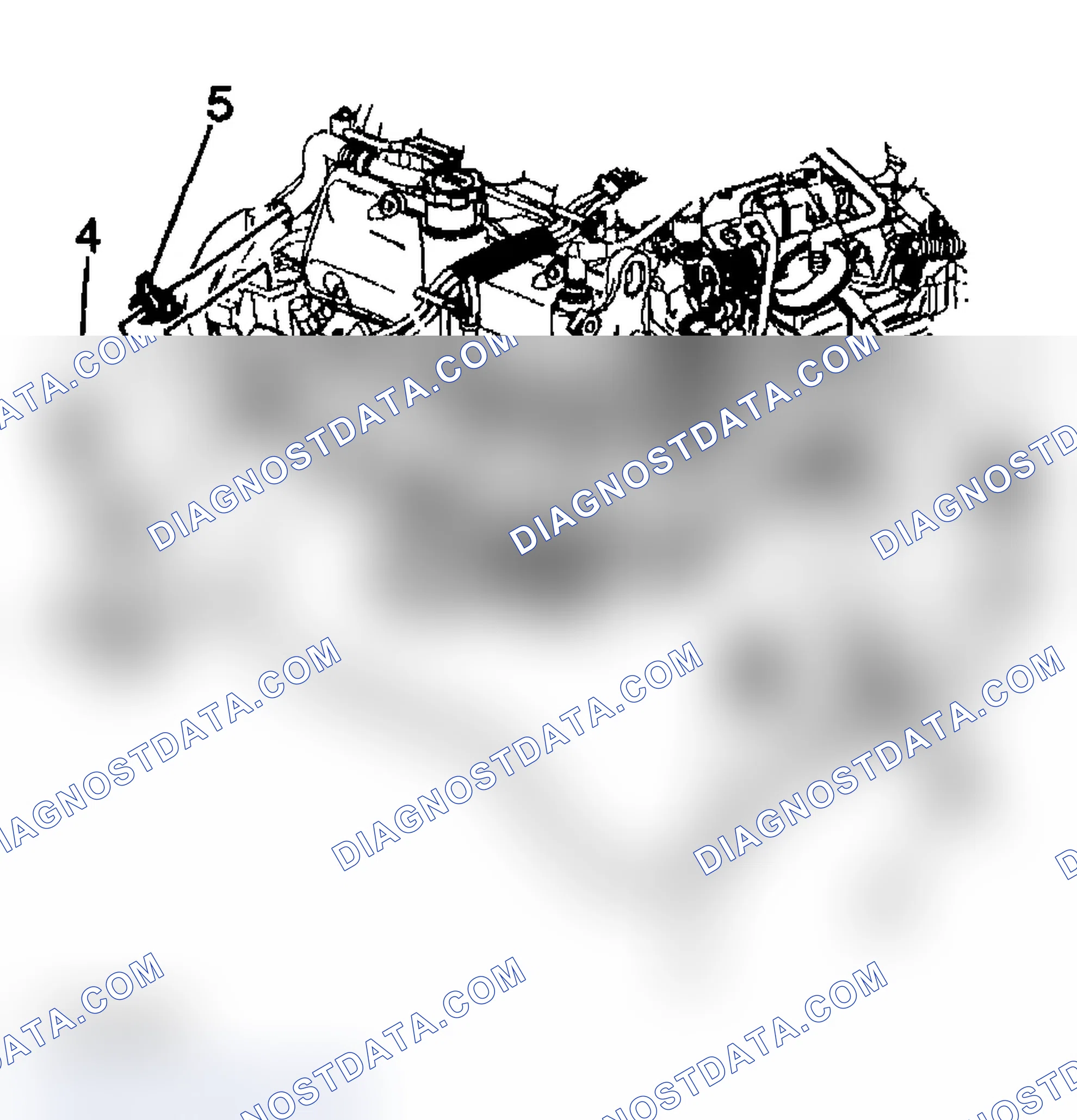
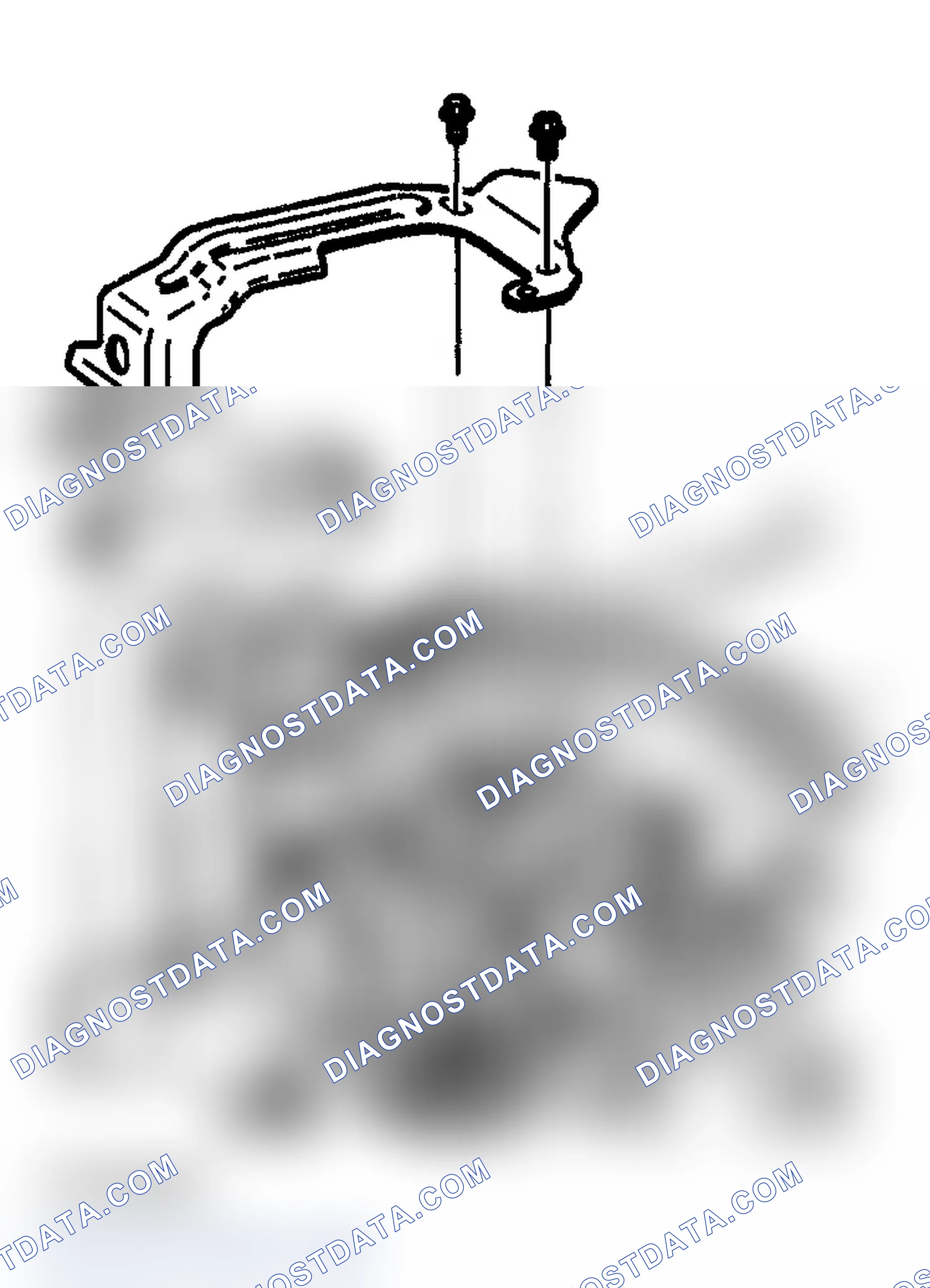
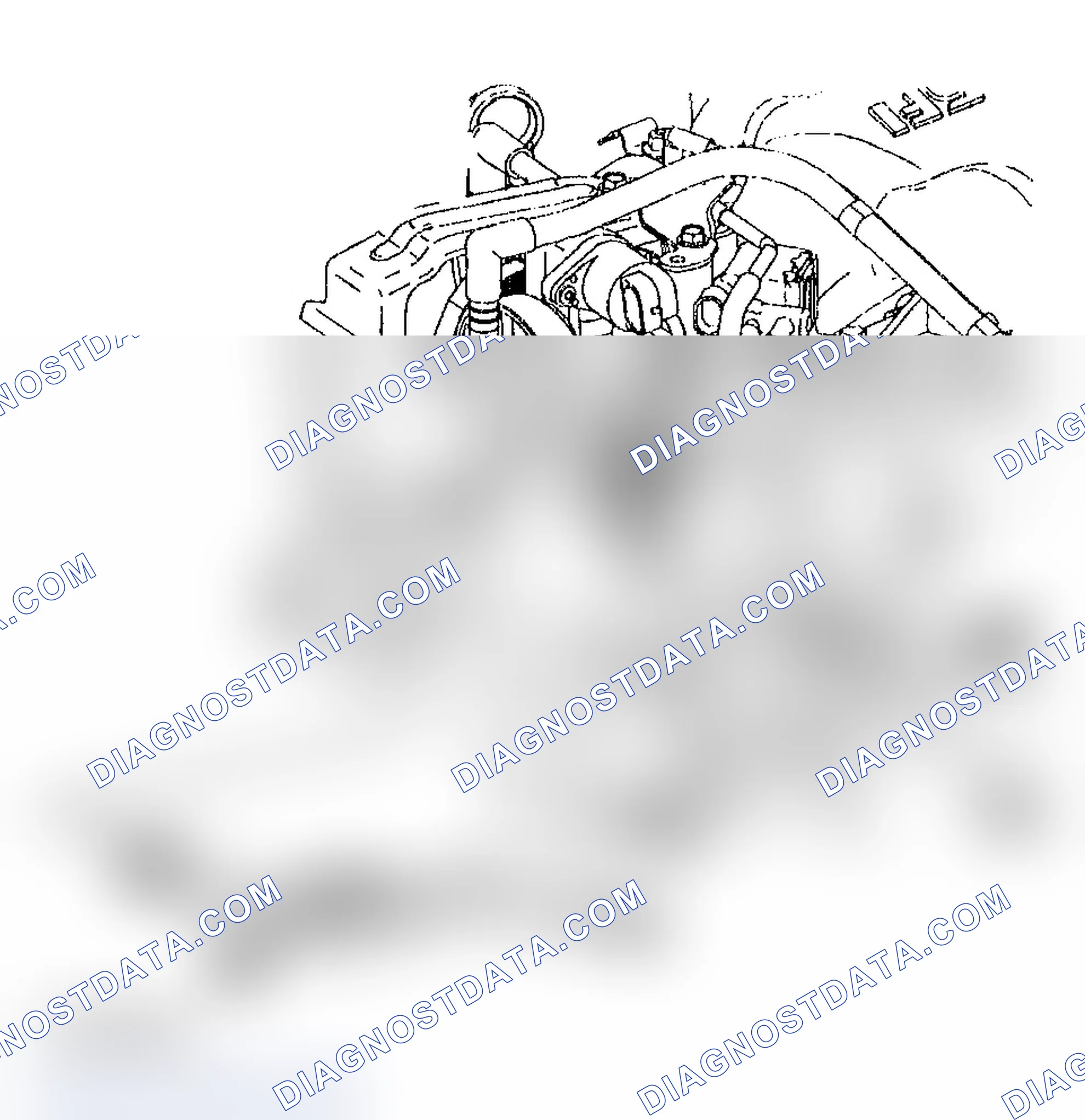
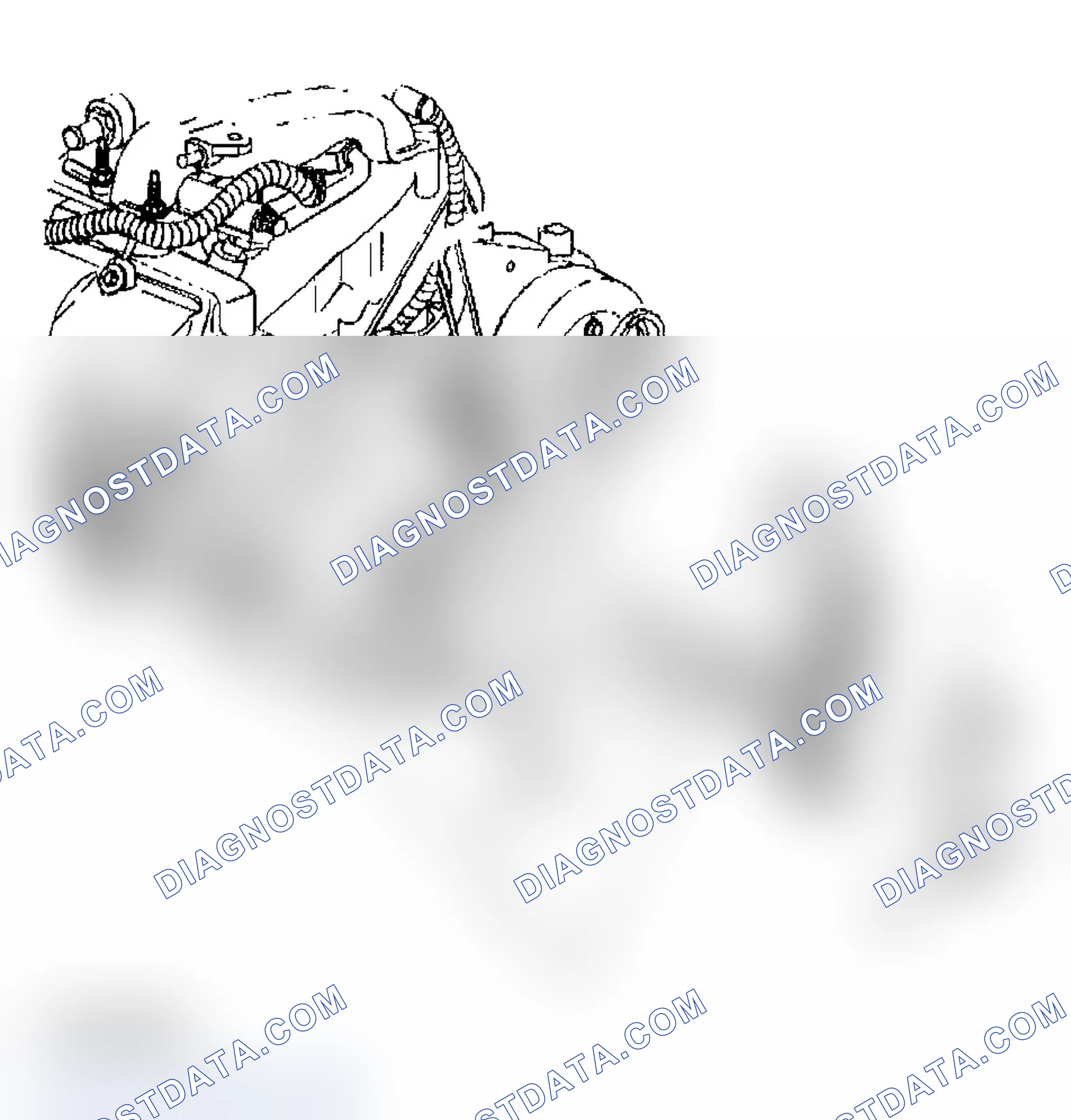
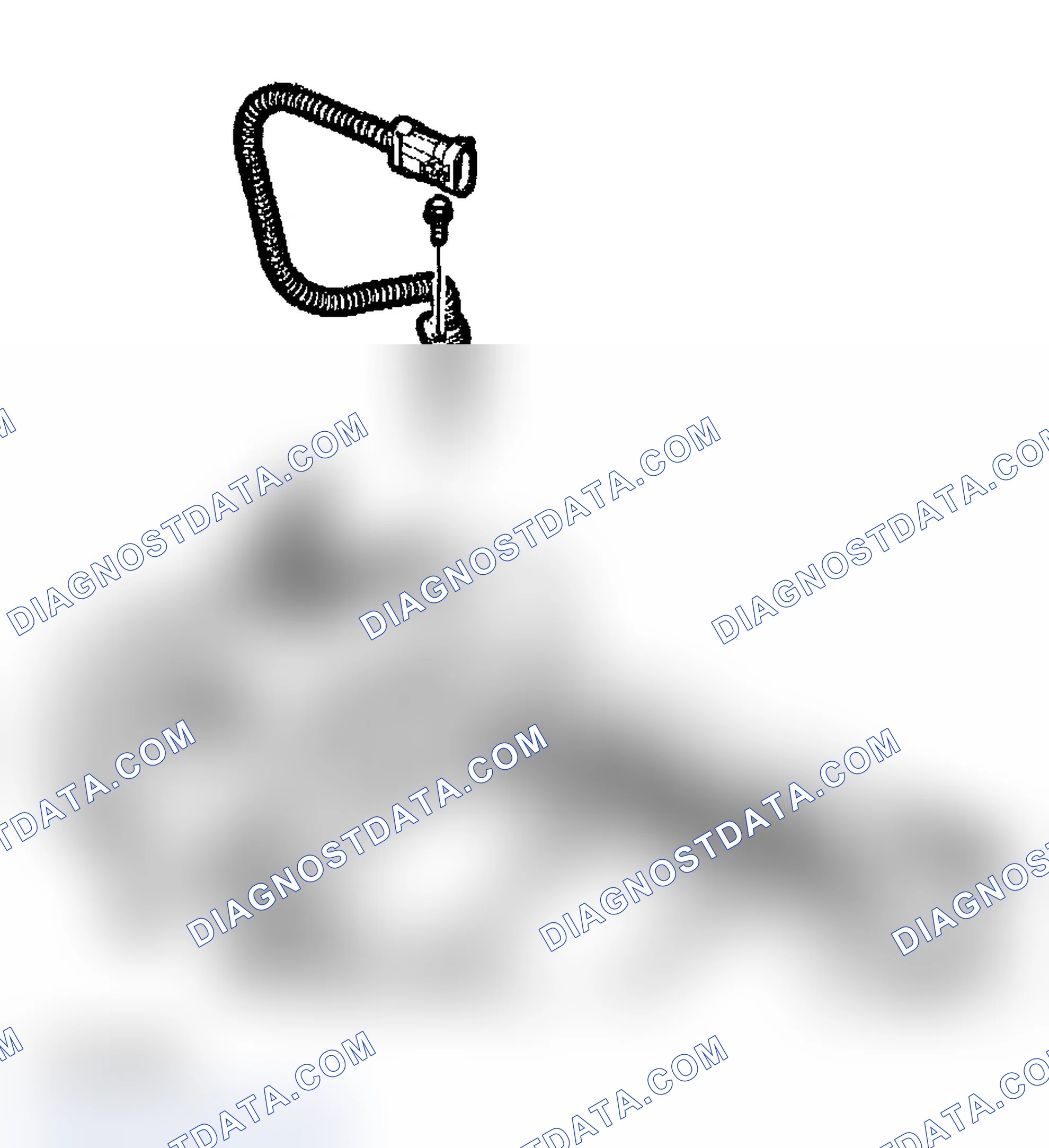
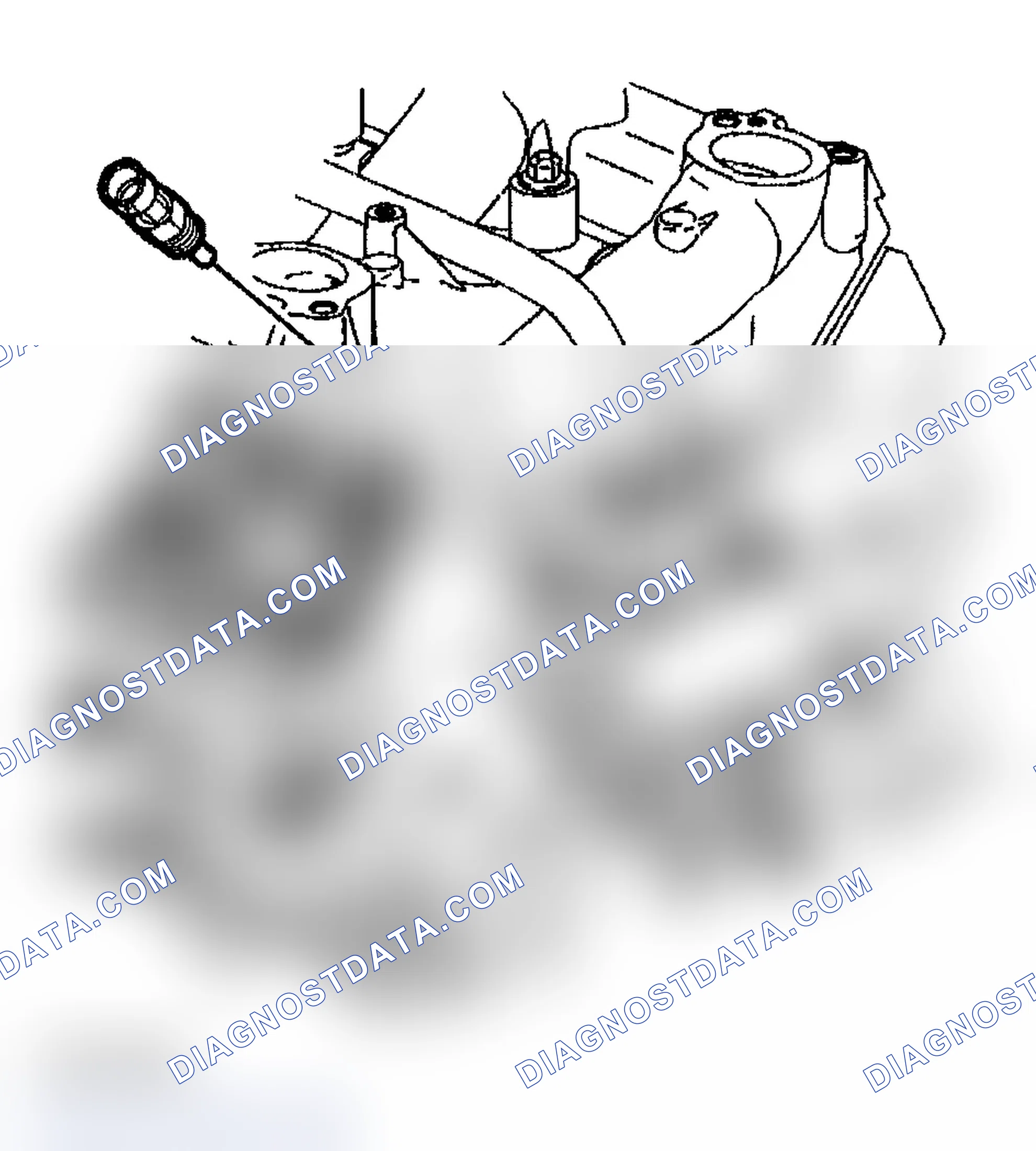
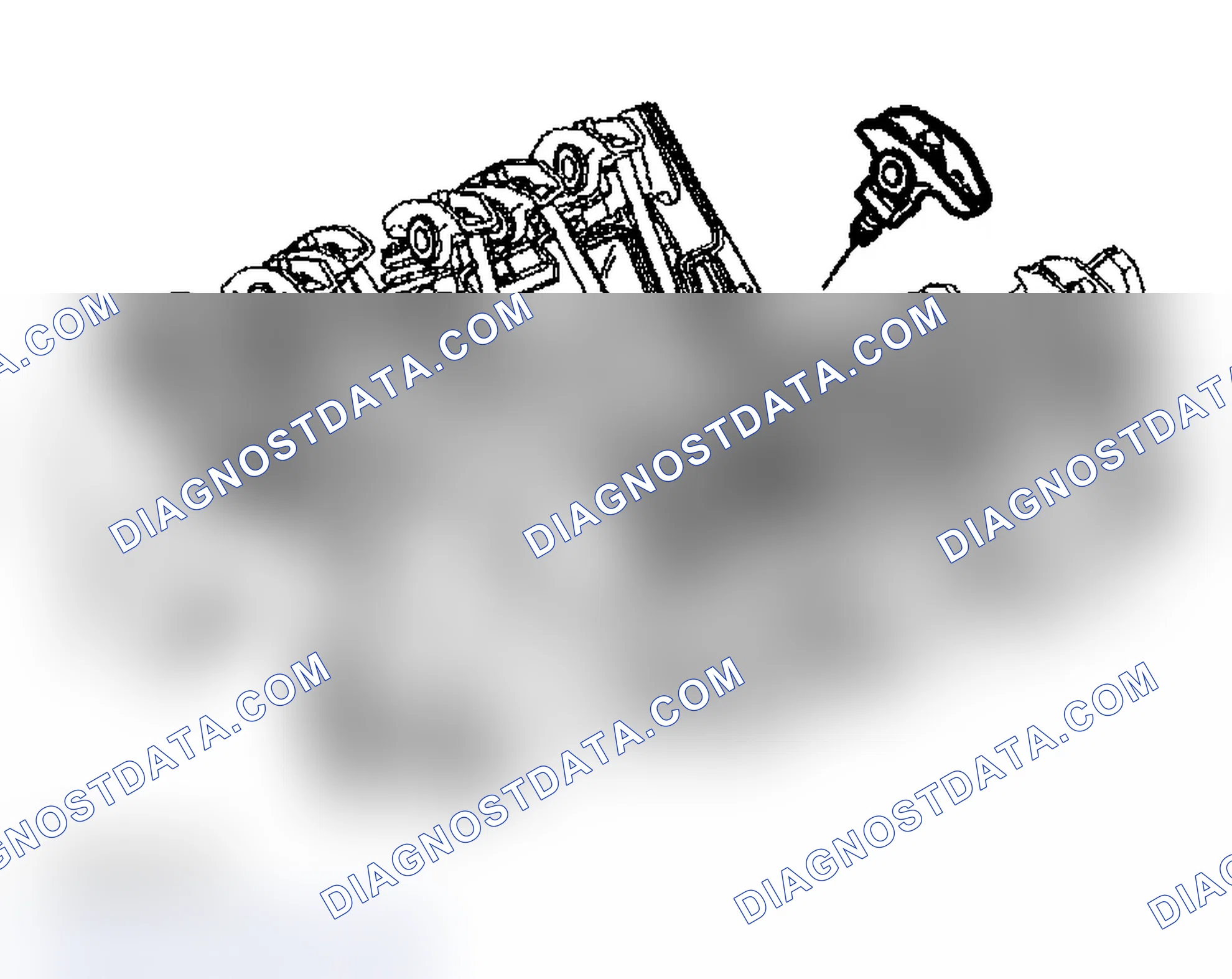
- Remove the thermostat bypass pipe to throttle body nut (2).
- Remove the thermostat bypass pipe to throttle body hose clamps (1).
- Remove the thermostat bypass pipe to engine front cover bolt (4).
- Remove the thermostat bypass pipe hose clamps (5).
- Remove the thermostat bypass pipe hose.
- Remove the thermostat bypass pipe.
- Remove the oil level indicator tube bolt.
- Remove the oil level indicator and oil level indicator tube.
Scheme 116
- Remove the oil filter bypass hole plug. Important: Do not remove the oil filter fitting unless replacement or repair is needed.
- Remove the oil filter fitting, if necessary.
- Remove the oil filter bypass valve, by prying out with a suitable tool.
Scheme 117
Scheme 118
Scheme 119
Scheme 120

Scheme 121
Scheme 122
Scheme 123
Scheme 124
Scheme 125
- Remove air injection vacuum hose.
- Remove air injection check valve pipe, clamps, and bolt.
- Remove air injection solenoid switch and bolt.
- Remove air injection check valve front nuts.
- Remove air injection check valve rear nuts.
- Remove air injection check valve front bracket and bolt.
- Remove air injection check valve rear bracket and nuts.
- Remove air injection check valve pipe adapters, front.
- Remove air injection check valve pipe adapters, rear.
Scheme 126
- Remove the valve rocker arm cover bolts.
- Remove the valve rocker arm cover and gasket.
Scheme 127

Scheme 128
- Remove the spark plug wires from plugs.
- Remove the electronic ignition control module nuts and bolts.
- Remove the electronic ignition control module.
- Remove the electronic ignition control module studs.
- Remove the valve rocker arm cover bolts.
- Remove the valve rocker arm cover and gasket.
Scheme 129
Scheme 130
Scheme 131
Scheme 132
Scheme 133
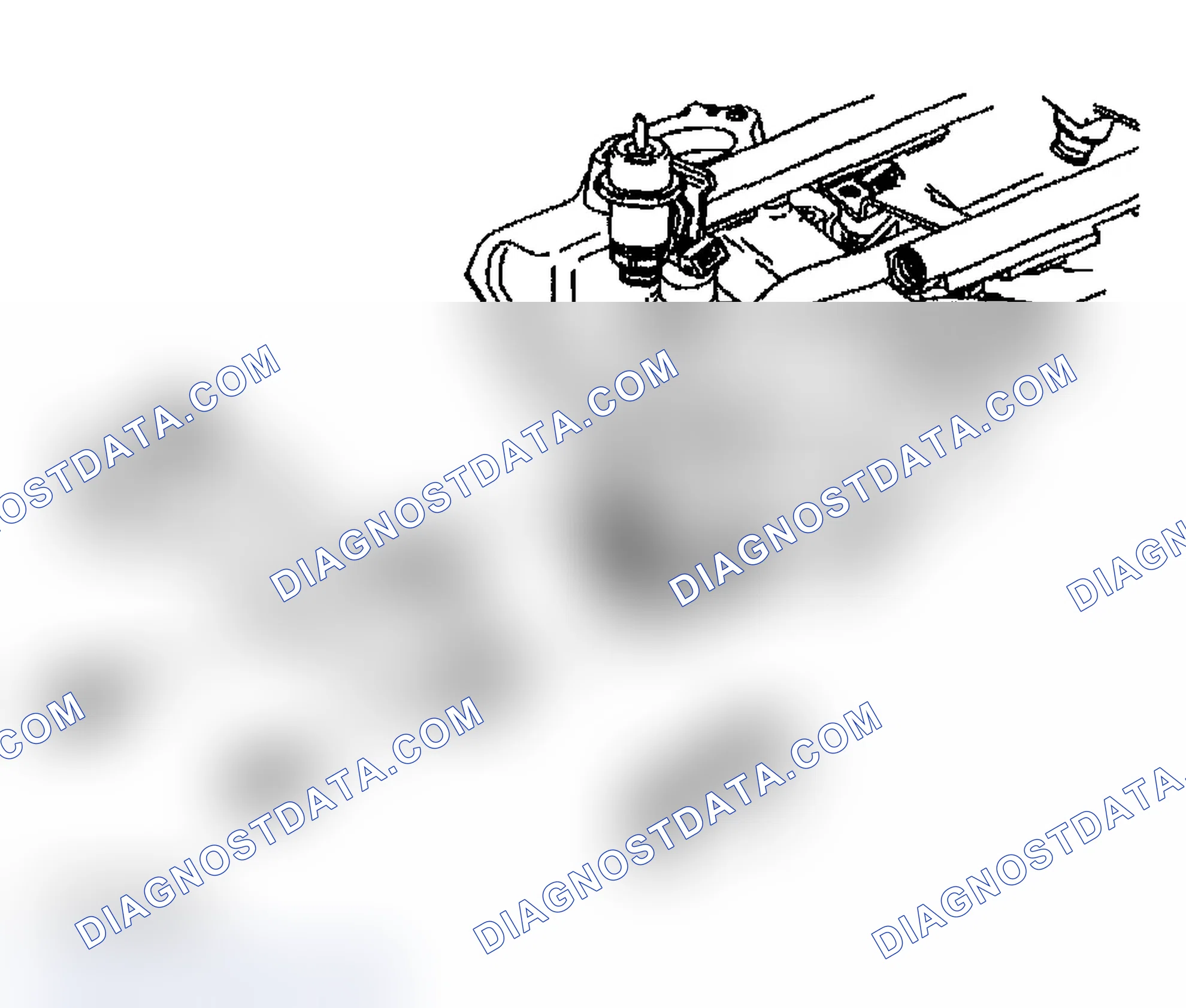
- Remove the MAP sensor electrical connector.
- Remove the MAP sensor bolts.
- Remove the MAP sensor from bracket.
- Remove the MAP sensor bracket and bracket bolt.
- Remove the EGR valve pipe and bolt from the EGR valve.
- Remove the EGR valve bolts.
- Remove the EGR valve and gasket.
- Remove the vacuum harness assembly.
- Remove the accelerator cable bracket and bracket bolts.
- Remove the purge valve bracket bolt, hose and valve assembly.
- Remove the throttle body bolts.
- Remove the throttle body and gasket.
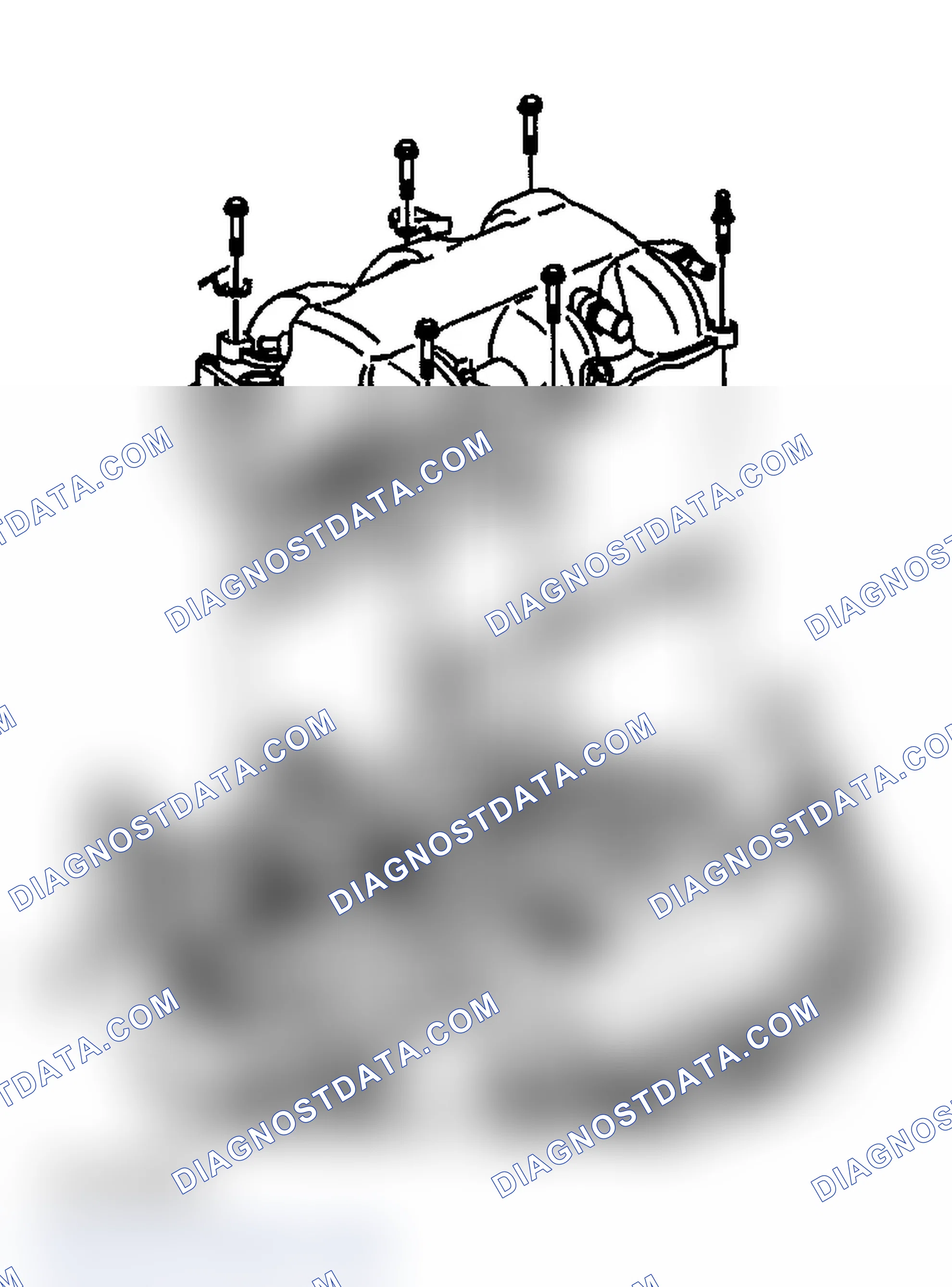
- Remove the upper intake manifold bolts.
- Remove the upper intake manifold and gaskets.
Scheme 134
Scheme 135
Scheme 136
Scheme 137
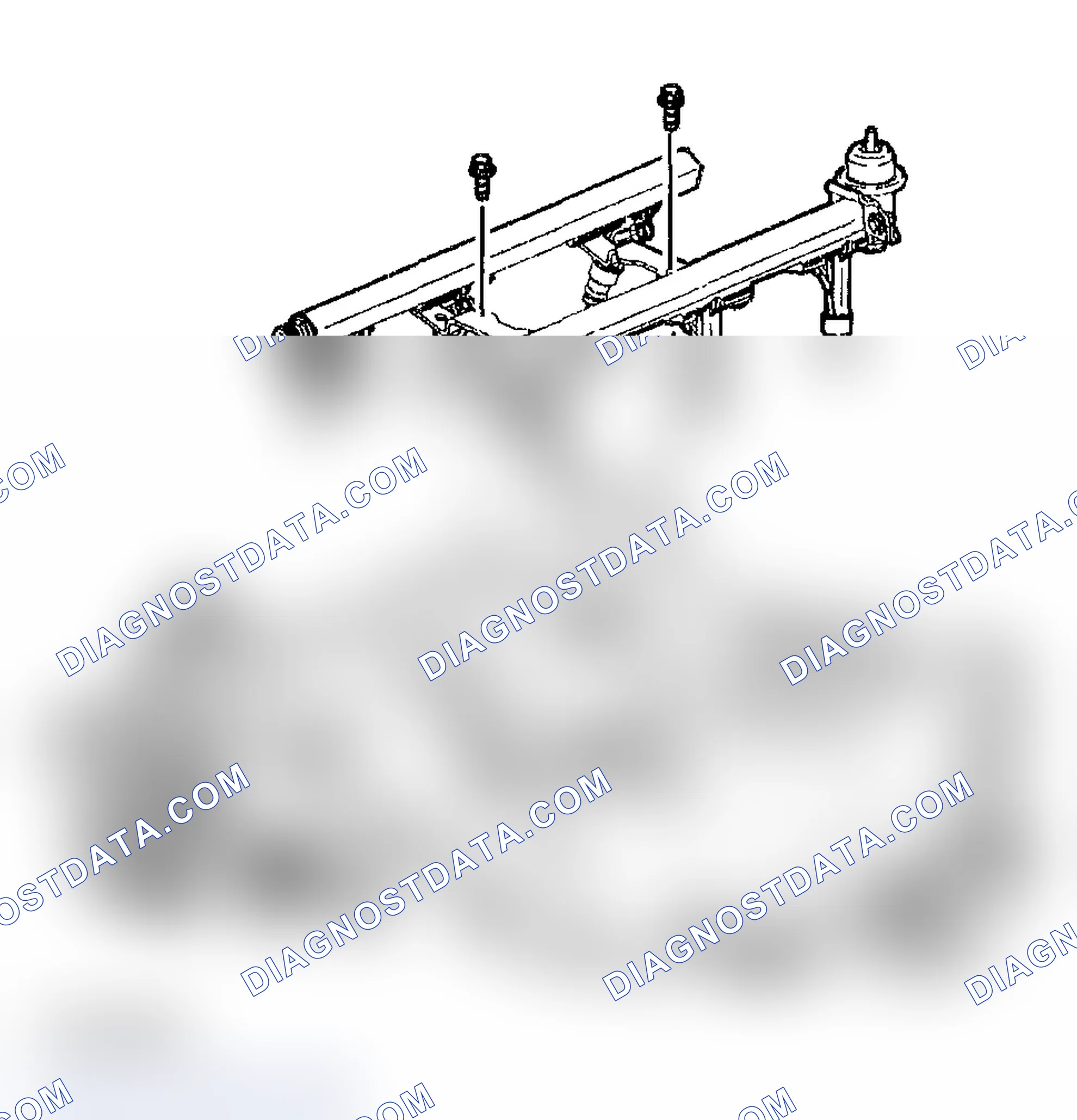
- Remove the fuel feed and return pipe retaining clip bolt.
- Remove the fuel feed and return pipe retaining clip.
- Remove the fuel injector rail bolts.
- Remove the fuel injector rail assembly.
- Remove the heater inlet pipe nut.
- Remove the heater inlet pipe.
- Remove the lower intake manifold bolts.
- Remove the lower intake manifold.
Scheme 138
Scheme 139
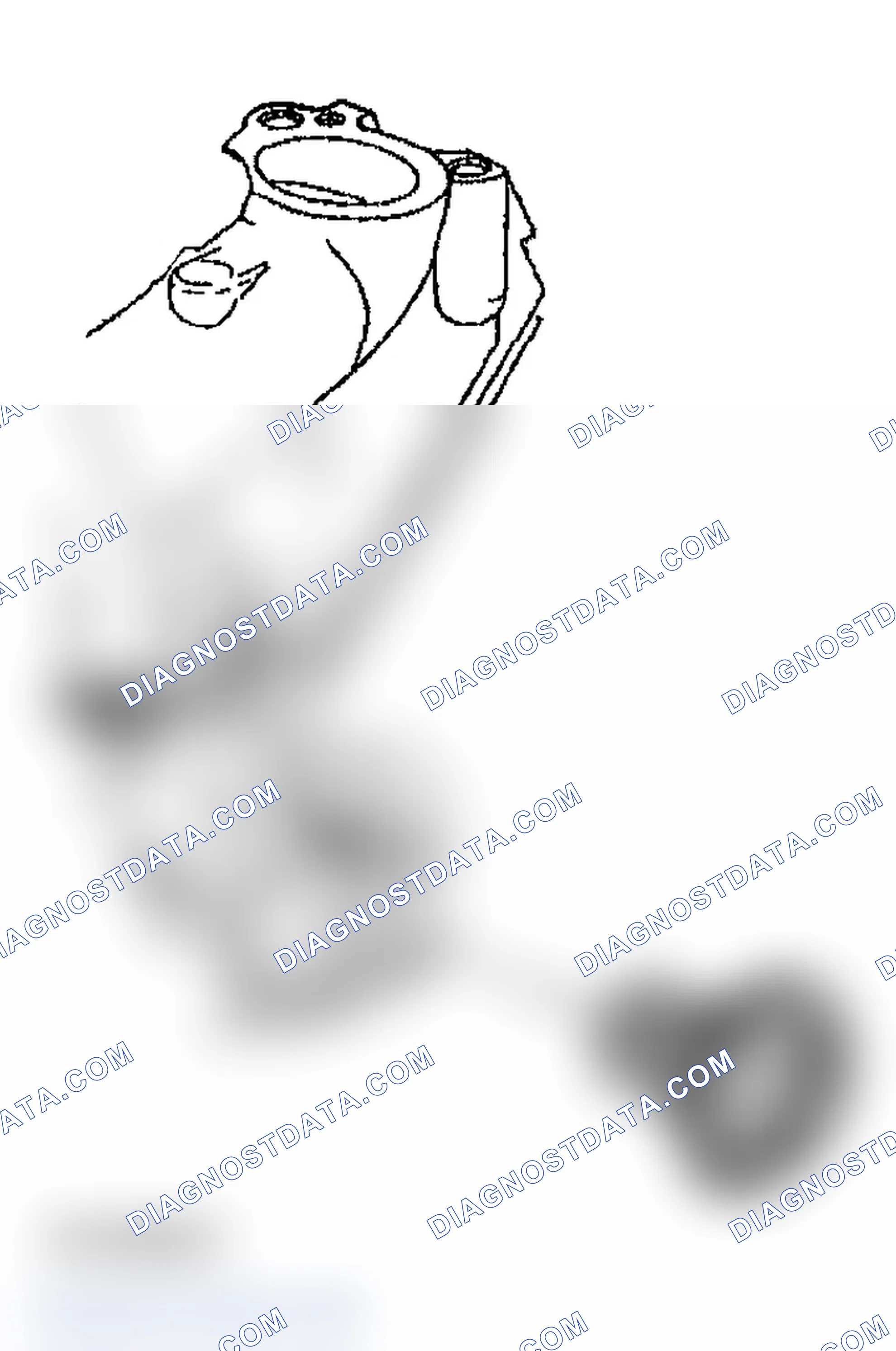
- Remove the exhaust manifold heat shield bolts.
- Remove the exhaust manifold heat shield.
- Remove the exhaust manifold nuts.
- Remove the exhaust manifold.
- Remove the exhaust manifold gasket.
- Remove the exhaust studs, if required.
Scheme 140
Scheme 141

Scheme 142
- Remove the heated oxygen sensor.
- Remove the exhaust manifold heat shield bolts.
- Remove the exhaust manifold heat shields.
- Remove the exhaust manifold nuts.
- Remove the exhaust manifold.
- Remove the exhaust manifold gasket.
- Remove the exhaust studs, if required.
Scheme 143
- Remove the engine mount strut and A/C compressor bracket bolts.
- Remove the engine mount strut and A/C compressor bracket.
Scheme 144
- Remove the engine mount strut and lift bracket bolts.
- Remove the engine mount strut and lift bracket.
Scheme 145
- Remove the generator bracket bolts (1-4).
- Remove the generator bracket.
- Remove the front engine lift bracket.
Scheme 146
Scheme 147
- Remove the water outlet bolts.
- Remove the water outlet.
- Remove the thermostat.
Scheme 148
Scheme 149
Scheme 150
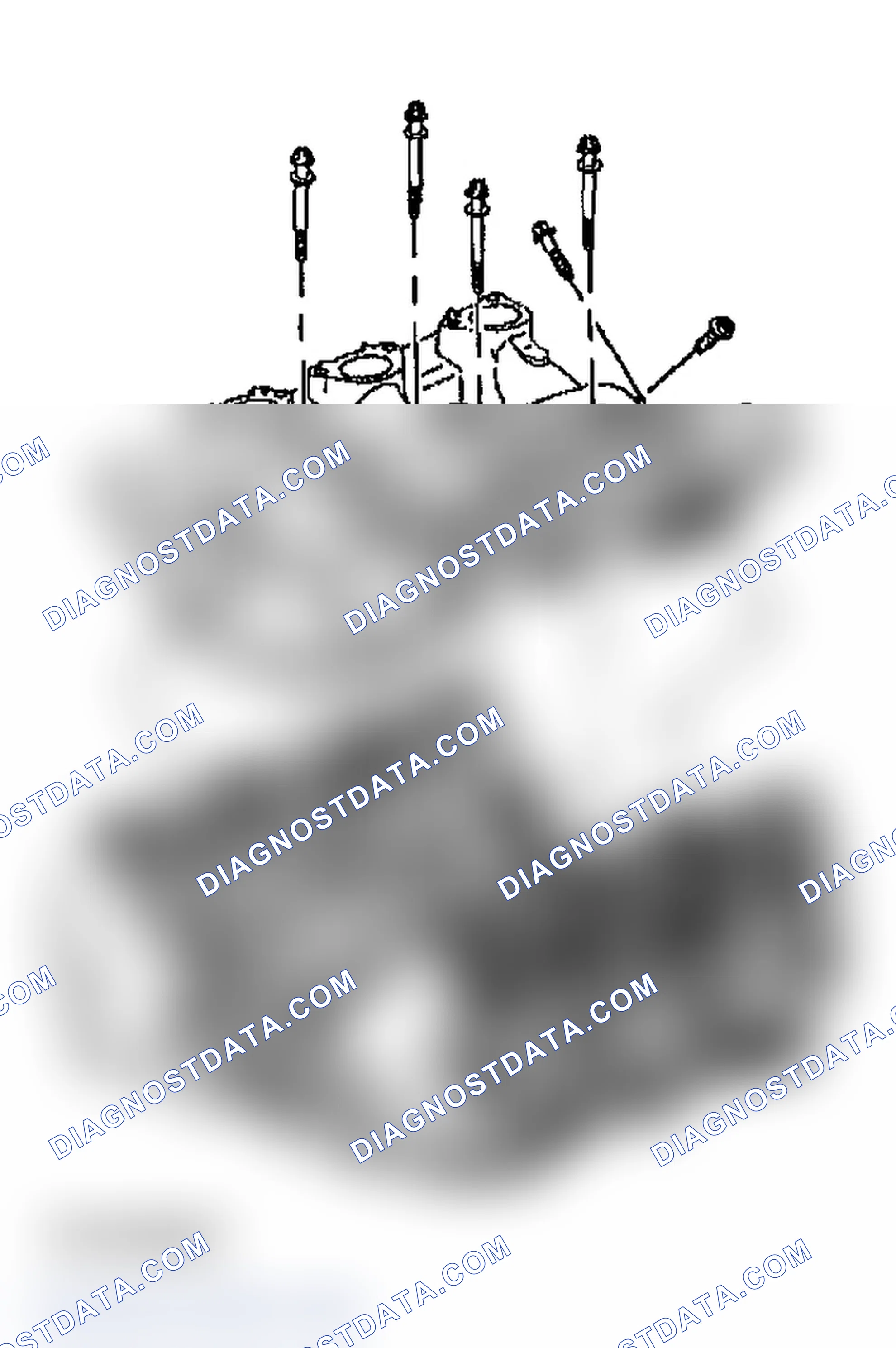
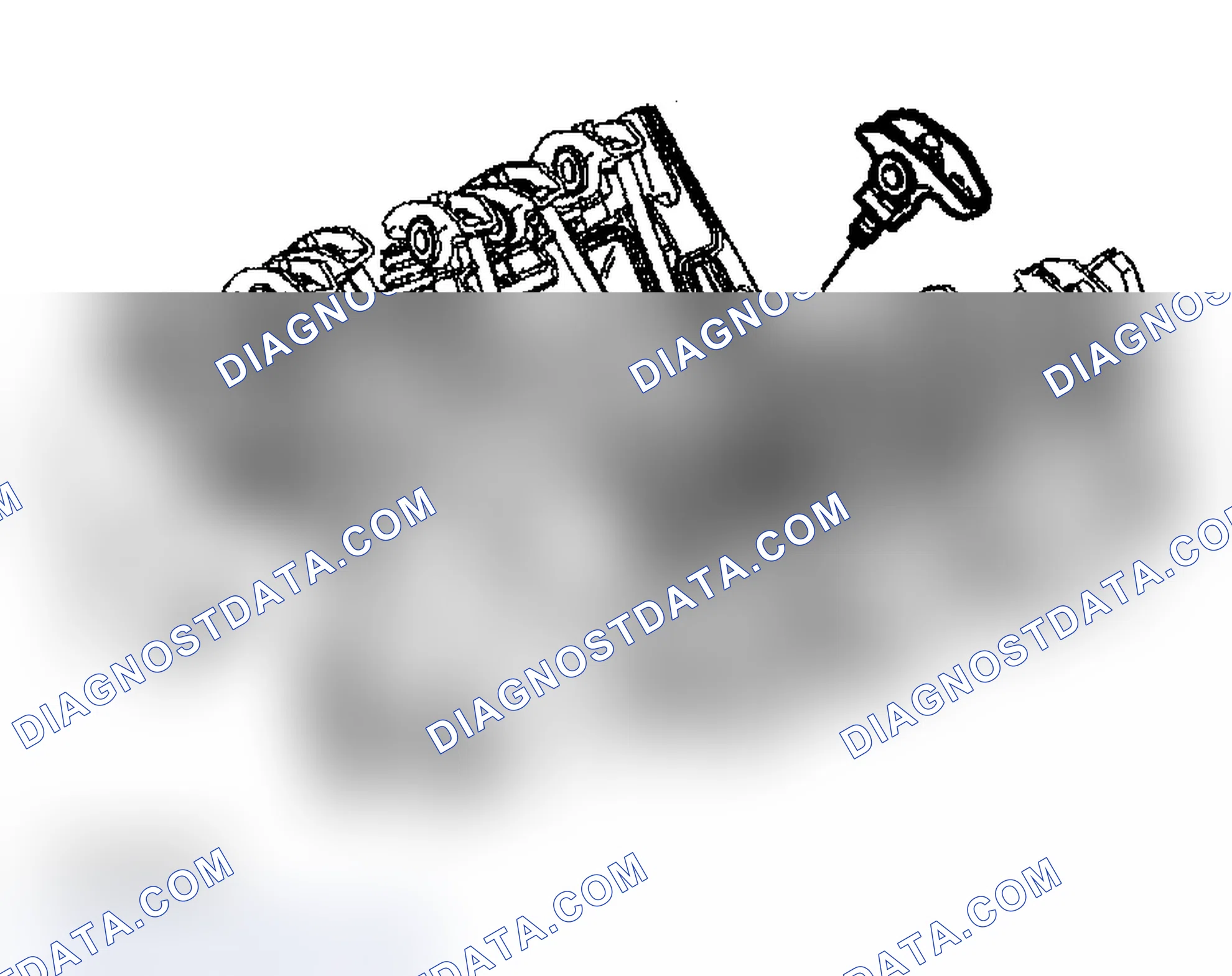
- Remove the valve rocker arm bolts. Important: Place the valve train components in a rack in order to ensure that the components are installed in the same location from which they were removed.
- Remove the valve rocker arms.
- Remove the push rods. The intake push rods measure 146 mm (5.75 in). The exhaust push rods measure 152.51 mm (6.0 in).
- Remove the intake manifold gaskets.
Scheme 151
- Remove the valve lifter guide bolts.
- Remove the valve lifter guides. Important: Once removed, place the valve lifters in an organized order so the valve lifters can be installed into the original locations.
- Remove the valve lifters.
Scheme 152
Scheme 153
- Remove the water pump pulley bolts.
- Remove the water pump pulley.
- Remove the water pump bolts.
- Remove the water pump.
- Remove the water pump gasket.
Scheme 154
Scheme 155
- Remove the spark plugs.
- Remove and discard cylinder head bolts.
- Remove the cylinder head.
- Remove the cylinder head gasket.
- Remove the dowel pins - cylinder head locator, if required.
Scheme 156
Scheme 157
- Remove the spark plugs.
- Remove and discard cylinder head bolts.
- Remove the cylinder head.
- Remove the cylinder head gasket.
- Remove the dowel pins - cylinder head locator, if required.
Scheme 158
- Remove the oil level pressure sensor and sensor bolt.
- Remove the oil pan side bolts.
- Remove the oil pan bolts.
- Remove the oil pan.
- Remove the oil pan gasket.
Scheme 159

Scheme 160
- Remove the oil pump bolt.
- Remove the oil pump and oil pump drive shaft.
- Remove the crankshaft oil deflector nuts.
- Remove the crankshaft oil deflector.
Scheme 161
- Remove the oil pump drive clamp bolt.
- Remove the oil pump drive clamp.
- Remove the oil pump drive.
Crankshaft Front Oil Seal - Removal
Pry out the crankshaft front oil seal using a suitable tool. Use care not to damage the engine front cover or the crankshaft.
Scheme 162
Scheme 163
Scheme 164
- Remove the crankshaft position sensor wiring bracket bolt.
- Remove the crankshaft position sensor wiring bracket.
- Remove the engine front cover bolts (1), (2), and (3).
- Remove the engine front cover.
- Remove the engine front cover gasket.
Scheme 165
Scheme 166
Scheme 167
- Remove the camshaft sprocket bolt.
- Remove the camshaft sprocket and timing chain.
- Remove the crankshaft sprocket.
- Remove the timing chain dampener bolts.
- Remove the timing chain dampener.
Scheme 168
Scheme 169
Scheme 170
- Remove the camshaft position sensor and sensor bolt.
- Remove the camshaft thrust plate screws.
- Remove the camshaft thrust plate. NOTE: All camshaft journals are the same diameter, so care must be used in removing or installing the camshaft to avoid damage to the camshaft bearings.
- Complete the following steps in order to remove the camshaft: 4.1. Install a large screwdriver in the camshaft bolt hole. Do not damage the threads. 4.2. Carefully rotate and pull the camshaft out of the camshaft bearings.
Piston, Connecting Rod & Bearing - Removal
Tools Required
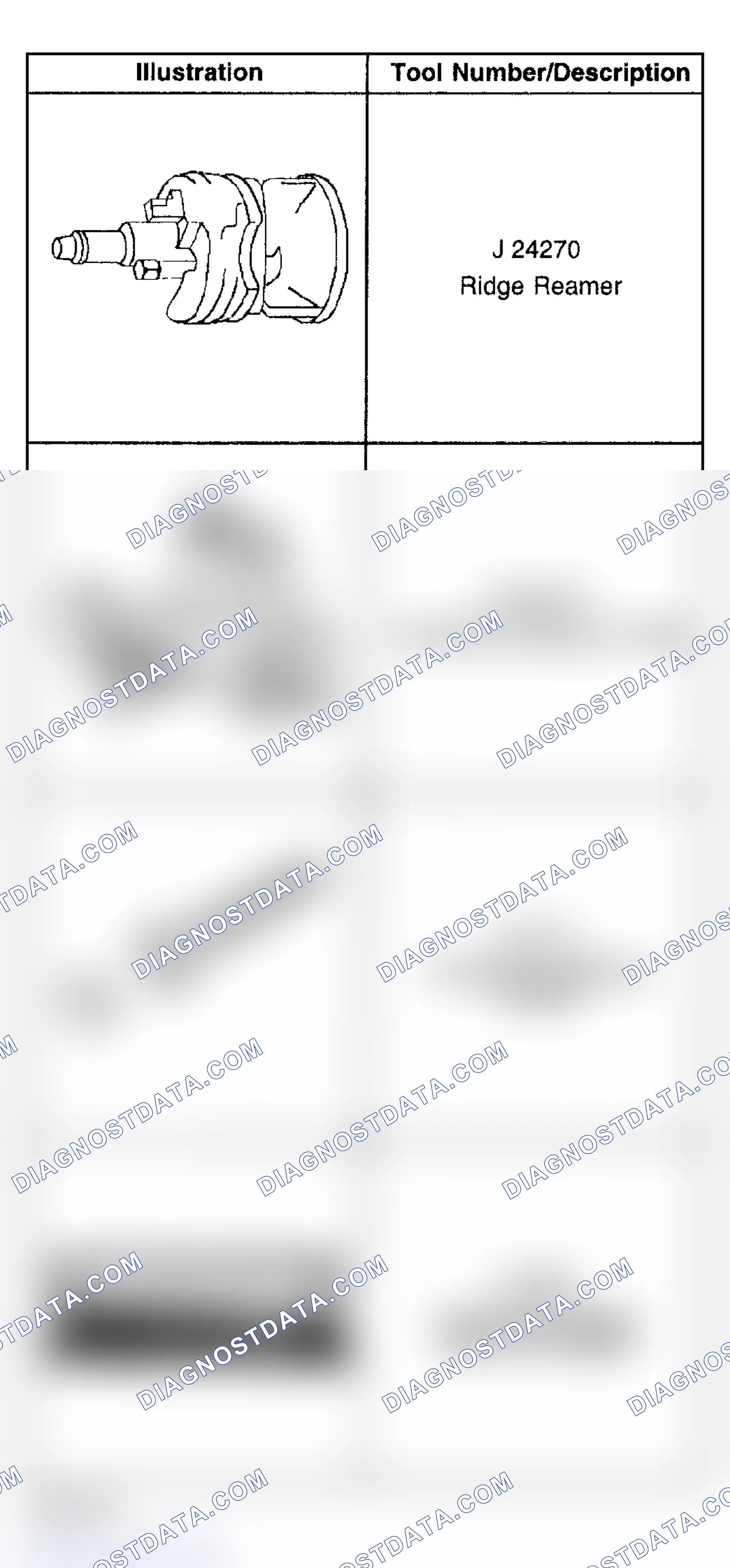
- J 24270 Ridge Reamer
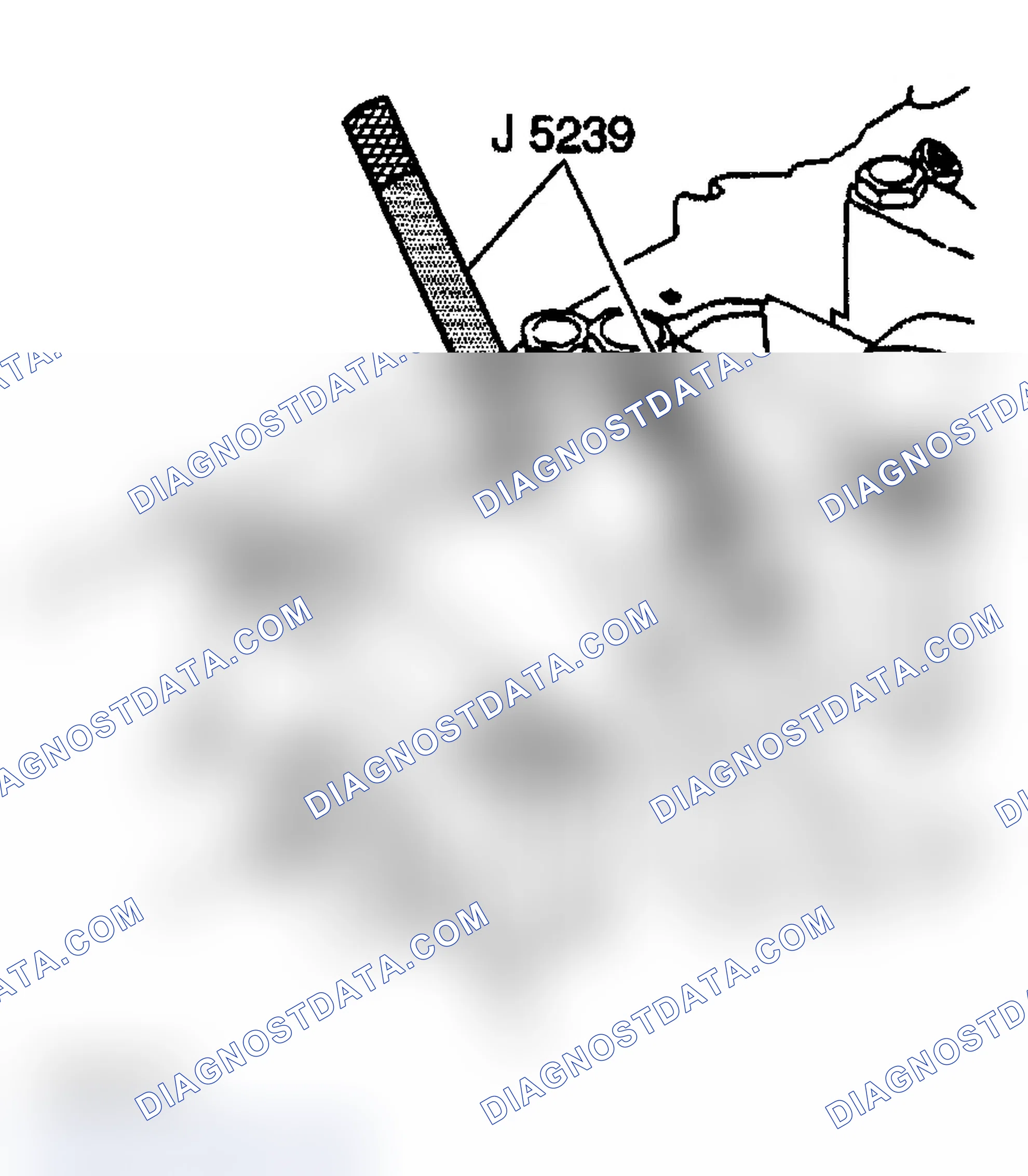
- J 5239 Connecting Rod Bolt Guide
Scheme 171
Scheme 172
- Mark the piston with the number of the cylinder from which the piston is being removed.
- Mark the connecting rod and the connecting rod cap in order to ensure correct assembly. NOTE: If there is a pronounced ridge at the top of the piston travel, the ridge must be removed with a ridge reamer before the piston and connecting rod assembly are removed. Applying force may break the piston rings or damage the piston.
- Use the J 24270 in order to remove the cylinder bore ring ridge. Complete the following steps: 3.1 Turn the crankshaft until the piston is at the bottom of the stroke. 3.2. Cover the piston with a cloth. 3.3. Remove the cylinder ring ridge. 3.4. Turn the crankshaft until the piston is at the top of the stroke. 3.5. Remove the cloth. 3.6. Remove the metal shavings from the cylinder and piston.
- Remove the connecting rod nuts and cap.
- Remove the connecting rod cap and bearing half. NOTE: Install thread protector in order to avoid damage to the crankshaft journal.
- Install J 5239 onto the connecting rod bolts.
- Remove the connecting rod and piston assembly.
- Push out the assembly using a suitable tool.
Scheme 173

- Remove the crankshaft rear oil seal. Important: Do not damage the crankshaft or seal bore.
- Pry out the crankshaft rear oil seal out using a suitable tool.
Scheme 174
Scheme 175
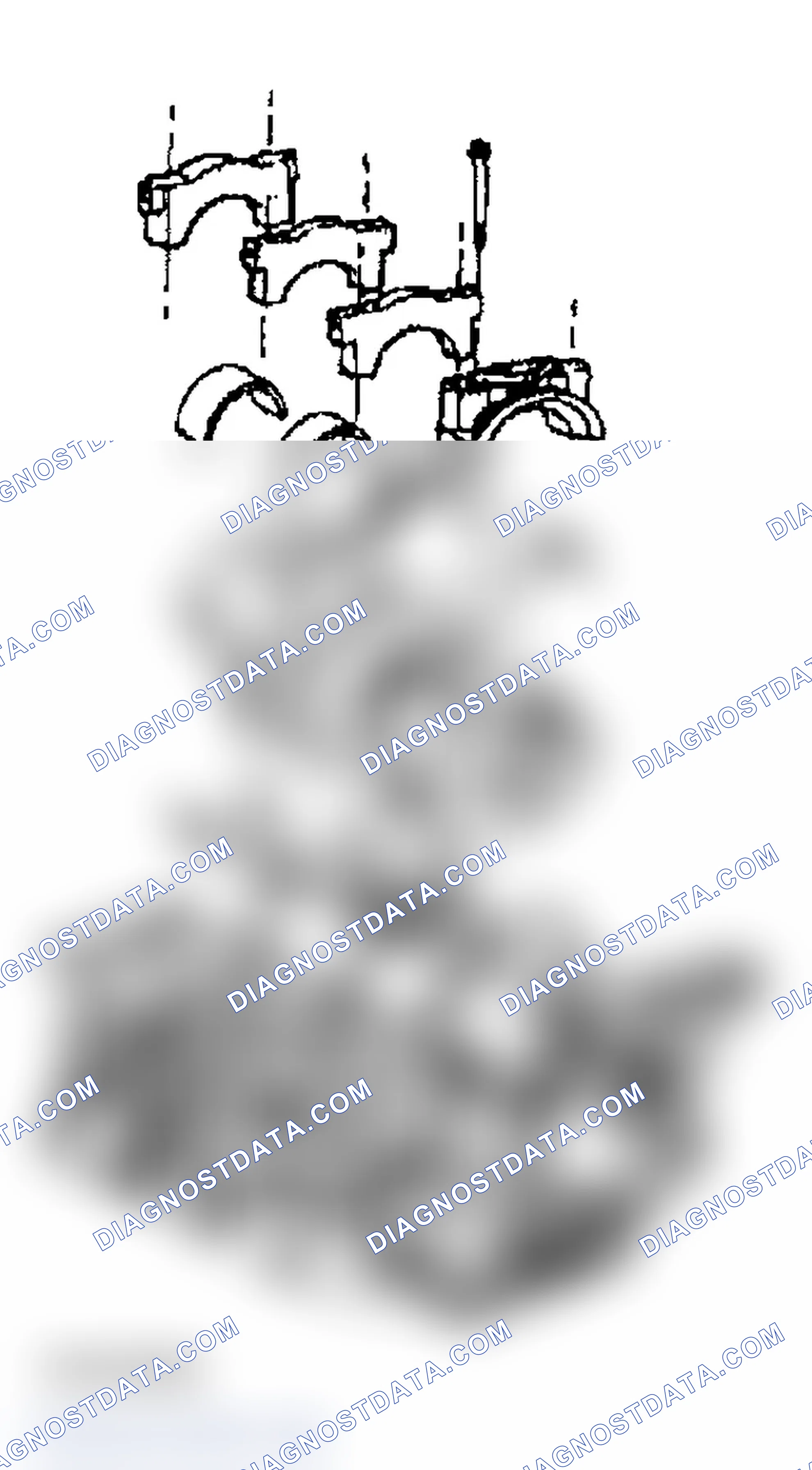
- Remove the crankshaft position sensor stud.
- Remove the crankshaft position sensor from the side of the block.
- Remove the crankshaft main bearing cap bolt and studs.
- Remove the crankshaft main bearing caps and lower crankshaft main bearing halves.
- Remove the crankshaft.
- Remove the upper crankshaft main bearing halves.
Camshaft Bearing - Removal
Tools Required
J 33049 Camshaft Bearing Remover/Installer
Scheme 176
Scheme 177
- Select the expander assembly and driving washer.
- Assemble the J 33049 .
- Drive out the camshaft bearings. Use the J 33049 .
Scheme 178
Scheme 179
Scheme 180
Scheme 181
Scheme 182
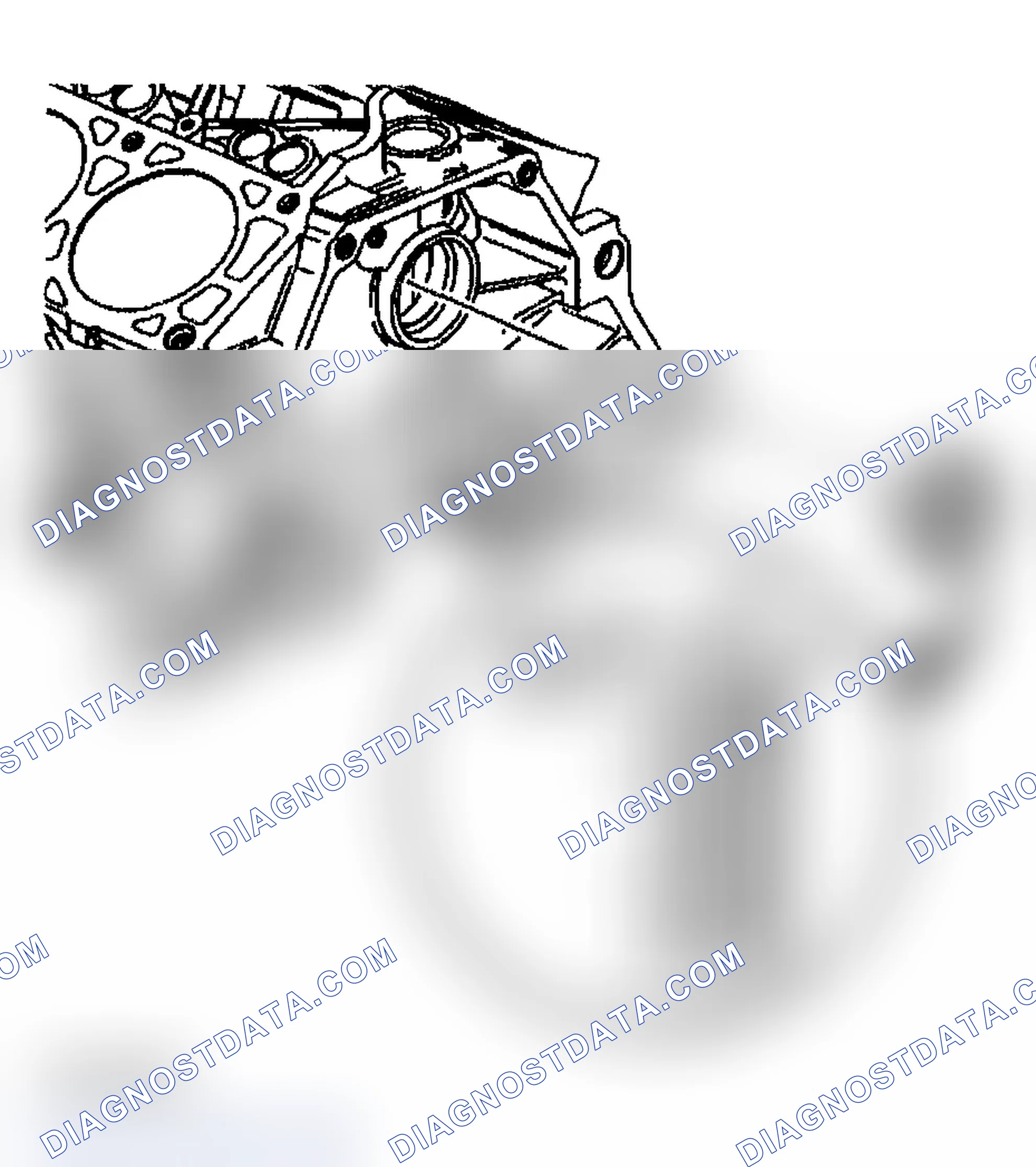
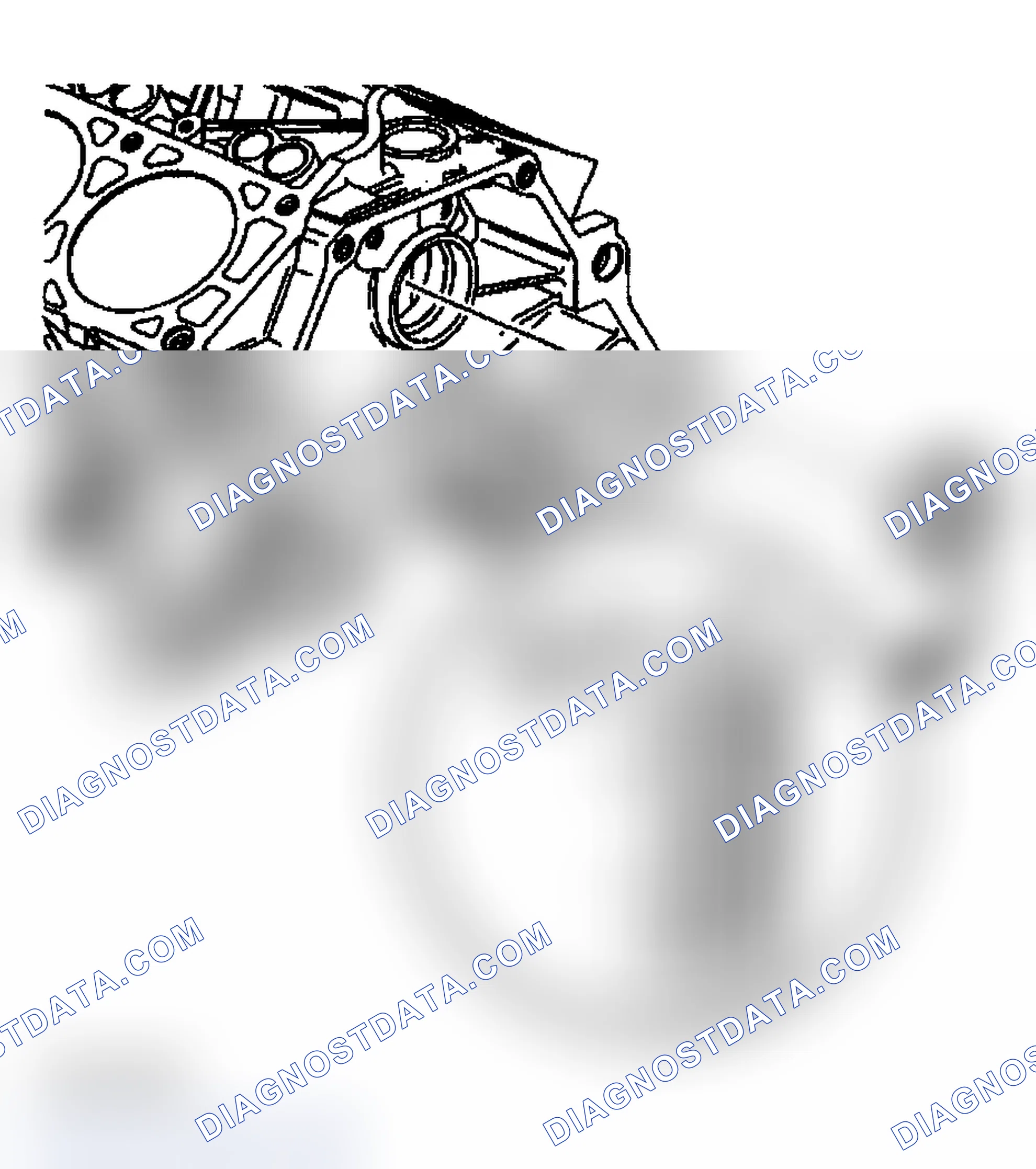
- Remove the camshaft rear bearing hole plug.
- Remove the rear oil gallery plugs (1, 2, 3).
- Remove the front oil gallery plugs (1, 2).
- Remove all of the remaining engine block plugs.
- Remove the knock sensor.
- Remove the engine oil pressure switch.
Engine Block - Cleaning & Inspection
Tools Required
- J 8001 Dial Indicator Set
- J 8087 Cylinder Bore Gage
Scheme 183
Scheme 184
Scheme 185
- Clean the sealing material from the gasket mating surfaces.
- Boil the engine block in caustic solution.
- Flush the engine block with clean water or steam.
- Clean the oil passages.
- Clean the blind holes.
- Spray the cylinder bores and the machined surfaces with engine oil.
- Inspect the threaded holes.
- Clean the holes with a tap. Drill out the holes and install thread inserts, as needed.
- Use a straight edge and a feeler gauge in order to test the deck surface for flatness. Carefully machine minor irregularities. Replace the block if more than 0.25 mm (0.010 in) must be removed.
- Inspect the oil pan rail for nicks. Inspect the front cover attaching area for nicks. Use a flat mill file in order to remove any nicks.
- Inspect the mating surfaces of the transmission case. NOTE: A broken flywheel may result if the transmission case mating surface is not flat.
- Use the following procedure in order to measure the engine block flange runout at the 6 mounting bolt hole bosses: 12.1. Temporarily install the crankshaft. Measure the crankshaft flange runout. 12.2. Hold the J 8001 gage plate flat against the crankshaft flange. 12.3. Place the dial indicator stem on the transmission mounting bolt hole boss. Set the indicator to 0. 12.4. Record the readings obtained from all of the bolt hole bosses. The measurements should not vary more than 0.25 mm (0.010 in). 12.5. Retest the crankshaft flange runout if the readings vary more than 0.25 mm (0.010 in). If the crankshaft flange runout is within the specification, replace the engine block. Important: Perform the following inspections, and reconditioning (if necessary), with the crankshaft main bearing caps installed and tightened to specification.
- Inspect the crankshaft main bearing bores. Use the J 8087 in order to measure the bearing bore concentricity and alignment at the following locations: The camshaft The crankshaft
- Replace the engine block if the bores are out of specification.
- Use the J 8087 in order to inspect the cylinder bores. Inspect the bores for the following conditions: Wear Taper Runout Ridging Important: If the bore is worn beyond the limits, refit the bore with 0.5 mm (0.02 in) oversized pistons.
- Leave sufficient material in order to allow honing when fitting the piston.
Scheme 186
- Before honing or boring, measure all of the new pistons. Select the smallest piston for the piston fitting. Slightly varied pistons in a set may provide correction, if the first piston is too loosely fitted.
- Before using any type of boring bar, file the top of the engine block to remove any dirt or burrs. If the cylinder block is not straight, the boring bar may be tilted, causing the bored cylinder wall to have incorrect right angles to the crankshaft.
- Carefully follow the instructions furnished by the manufacturer regarding use of equipment.
- Install all crankshaft main bearing caps to specification when boring cylinders. Cover or tape the crankshaft bearings and other internal parts to protect these parts during the boring or honing operation.
- Leave 0.03 mm (0.001 in) on the diameter for finish honing when performing the final cut with a boring bar. Carefully perform the honing and boring operation to maintain the specified clearances between pistons, rings, and cylinder bores.
Honing Procedure
- Follow the manufacturer's recommendations for use, cleaning, and lubrication when honing the cylinders. Use only clean, sharp stones of the proper grade for the amount of material to be removed. Dull, dirty stones cut unevenly and generate excessive heat. When using coarse or medium-grade stones, leave sufficient metal so all stone marks may be removed with the fine stones used for finishing to provide the proper clearance.
- During the honing operation, thoroughly clean the cylinder bore. Check for the correct piston fit.
- Make full strokes in the cylinder to eliminate taper. Repeatedly check the measurement at the top, the middle, and the bottom of the cylinder bore. NOTE: Handle the pistons with care. Do not force the pistons through the cylinder until you hone the cylinder to the correct size. The piston can be distorted through careless handling.
- When finish honing a cylinder bore to fit a piston, move the hone up and down at a sufficient speed to obtain a fine and uniform surface finish in a cross hatch pattern.
- The finish marks should be clean but not sharp. The finish marks should be free from imbedded particles and torn or folded metal.
- Determine the finish hone cylinder measurement by measuring the piston to be installed, and by adding the average of the clearance specification. Measure the block and the piston at normal room temperature.
- True up the refinished cylinder bores. Final hone each cylinder bore to remove all stone or cutter marks.
- After final honing and before the piston is checked for fit, clean the bores with hot water and detergent. Scrub the bores with a stiff bristle brush and rinse the bores thoroughly with hot water. Do not allow any abrasive material to remain in the cylinder bores. This abrasive material will wear the new rings, the cylinder bores, and the bearings lubricated by the contaminated oil. After washing dry the bore.
- Permanently mark the piston for the cylinder to which the piston has been fitted.
- Apply clean engine oil to each bore to prevent rusting.
Scheme 187
Scheme 188
Scheme 189
Scheme 190

Scheme 191
Scheme 192
Scheme 193

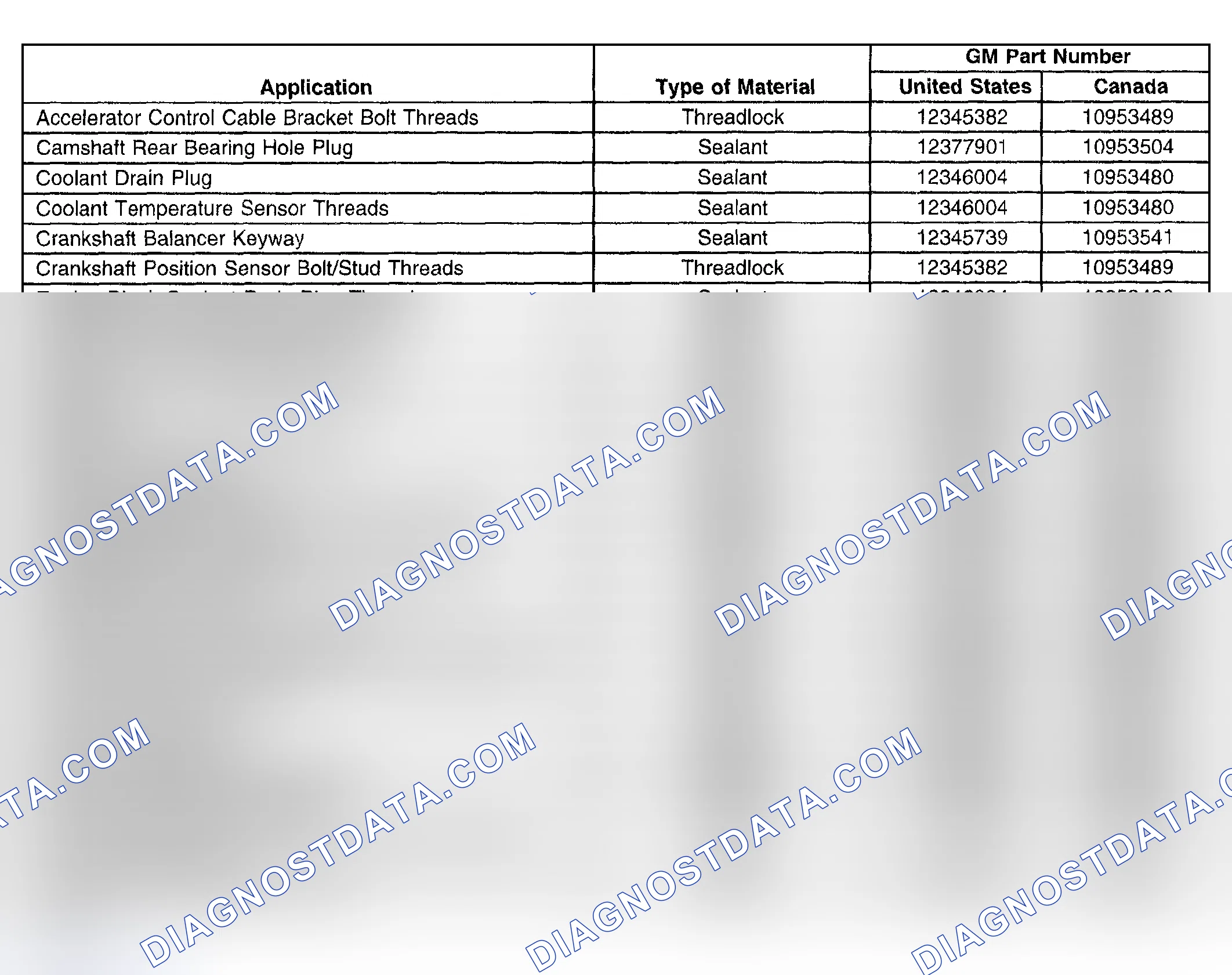
- Apply sealer GM P/N United States 12346004, GM P/N Canada 10953480 or the equivalent to the oil pressure switch threads.
- Install the engine oil pressure switch. Tighten the engine oil pressure switch to 16 N.m (12 ft lbs).
- Install the camshaft position sensor.
- Install the camshaft position sensor bolt. Tighten the camshaft position sensor bolt to 10 N.m (89 in lbs).
- Install the crankshaft position sensor into the side of the engine block.
- Apply threadlock GM P/N United States 12345382, GM P/N Canada 10953489 or the equivalent to the position sensor stud threads.
- Install the crankshaft position sensor stud. Tighten the crankshaft position sensor stud to 11 N.m (98 in lbs).
- Apply sealer GM P/N United States 12346004, GM P/N Canada 10953480 or the equivalent to the knock sensor threads.
- Install the knock sensor. Tighten the knock sensor to 19 N.m (14 ft lbs).
- Apply sealer GM P/N United States 12346004, GM P/N Canada 10953480 or the equivalent to the front oil gallery plug threads (1 and 2).
- Install the front oil gallery plug (1). Tighten the oil gallery plug (1) to 19 N.m (14 ft lbs).
- Install the front oil gallery plug (2). Tighten the oil gallery plug (2) to 33 N.m (24 ft lbs).
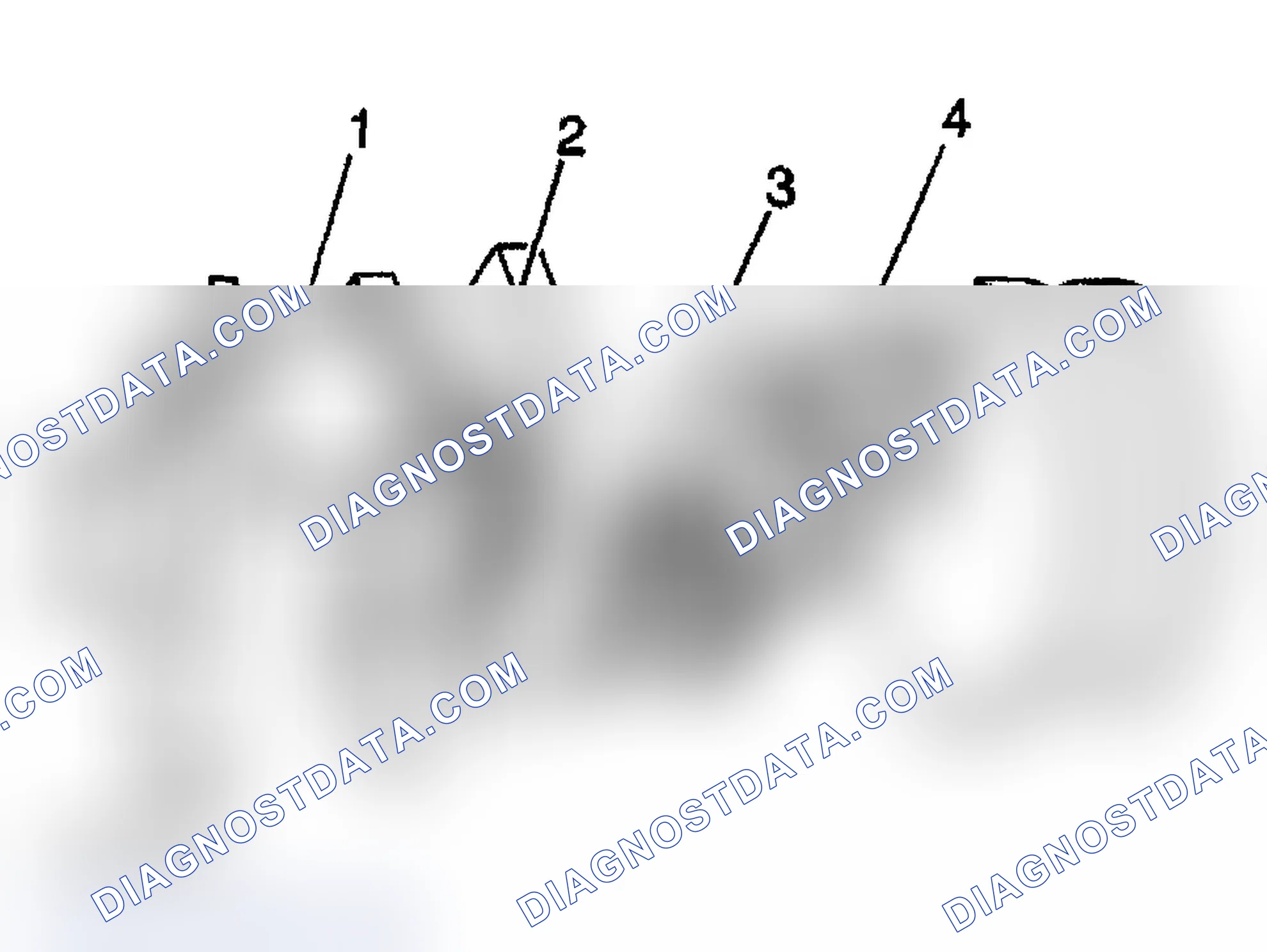
- Apply sealer GM P/N United States 12346004, GM P/N Canada 10953480 or the equivalent to the rear oil gallery plug threads (1 and 4).
- Install the rear oil gallery plugs (1 and 4). Tighten the oil gallery plugs (1 and 4) to 19 N.m (14 ft lbs).
- Install the rear oil gallery plugs (2 and 3). Tighten the oil gallery plugs (2 and 3) to 33 N.m (24 ft lbs).
- Apply sealer GM P/N United States 12346004, GM P/N Canada 10953480 or the equivalent to the engine block plugs.
- Install the remaining engine block plugs.
- Apply sealant GM P/N United States 12346004, GM P/N Canada 10953480 or the equivalent to the coolant drain plug threads.
- Install the left coolant drain plug.
- Apply sealant GM P/N 12346004 or the equivalent to the coolant drain plug threads.
- Install the right coolant drain plug. Tighten the coolant drain plug to 19 N.m (14 ft lbs).
Crankshaft & Bearings - Cleaning & Inspection
Tools Required
- J 8087 Cylinder Bore Gage
- J 36660-A Torque Angle Meter
Scheme 194

Scheme 195
Scheme 196
Scheme 197
Scheme 198

Scheme 199
Scheme 200
Scheme 201
- Clean the crankshaft of the following elements: Oil Sludge Carbon
- Inspect the crankshaft oil passages for obstructions.
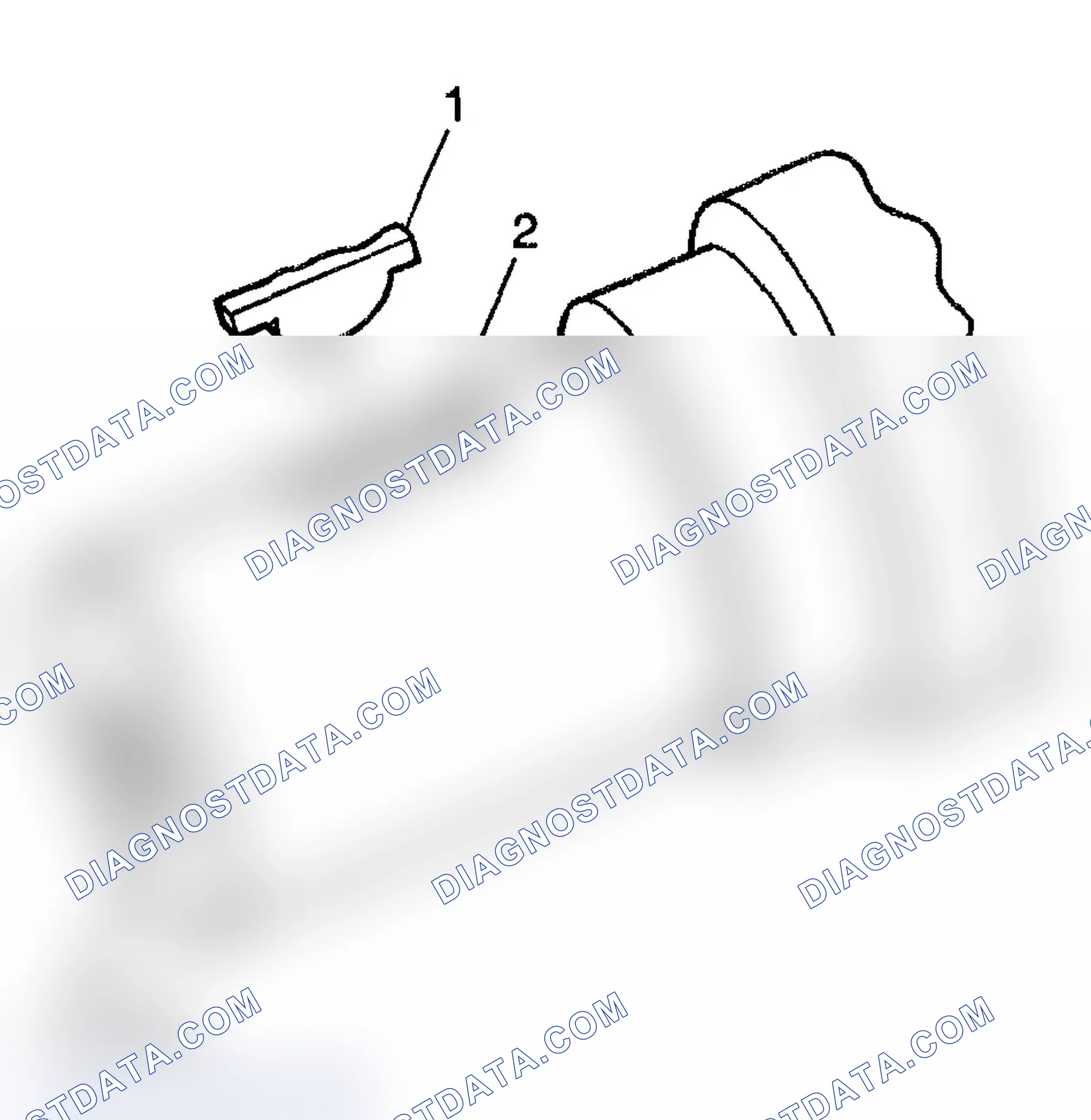
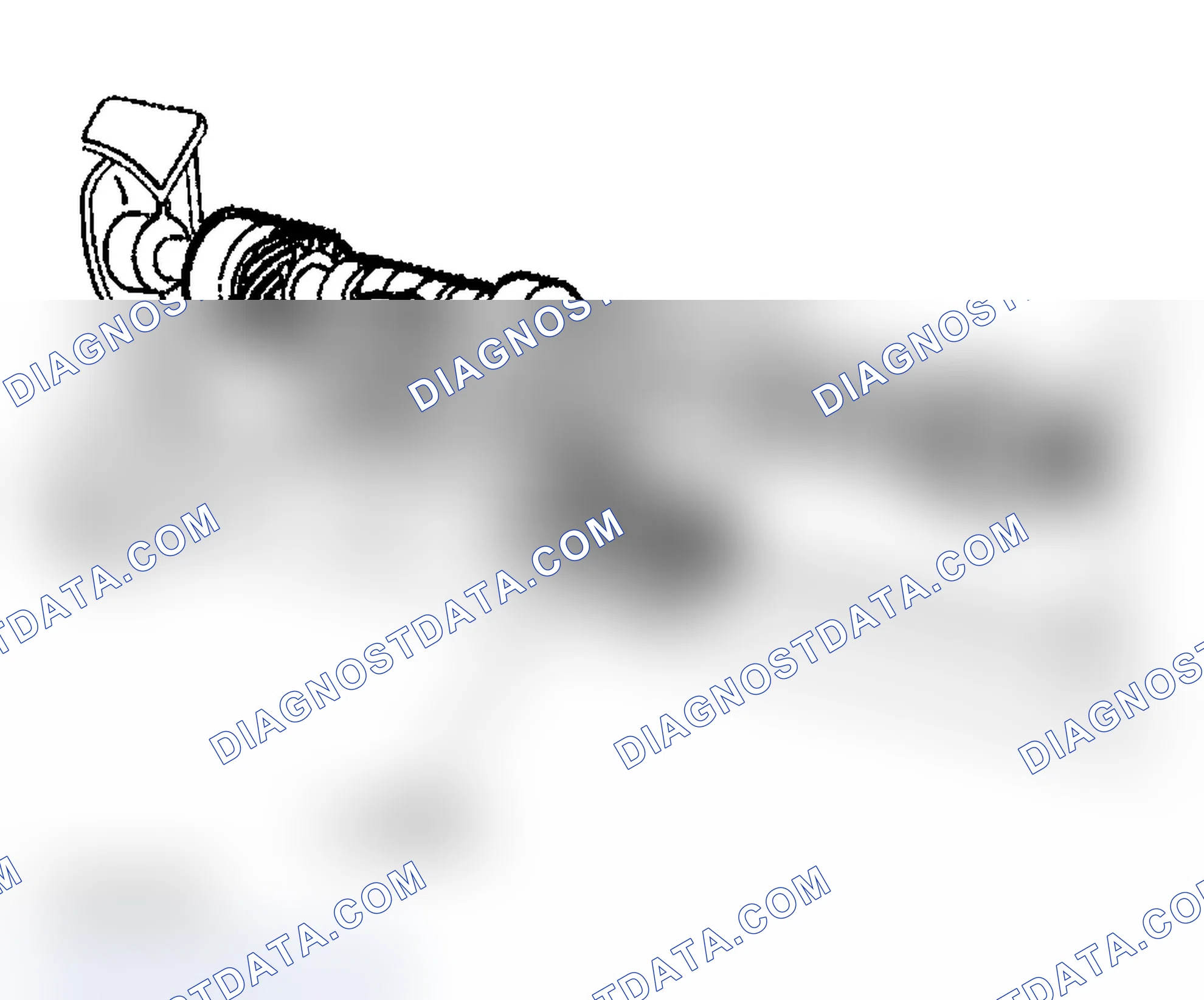
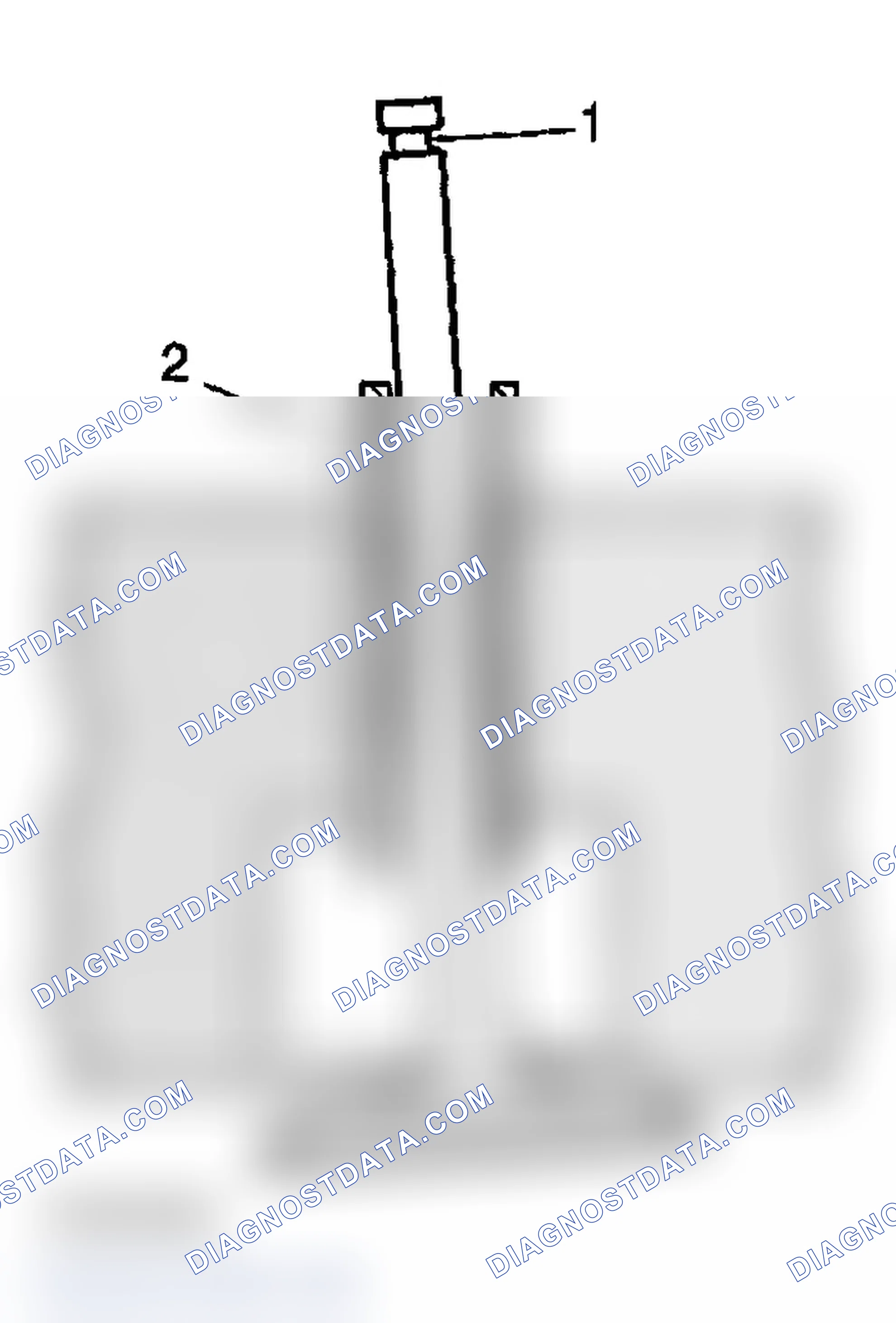
- Inspect the crankshaft keyway for the following conditions: A worn crankshaft key (1) A worn crankshaft keyway (2)
- Inspect the crankshaft threads (3) for damage. Important: If cracks, severe gouges or burned spots are found, replace the crankshaft. Remove slight roughness using a fine polishing cloth soaked in clean engine oil. Remove any burrs using a fine oil stone.
- Inspect the crankshaft bearing journals and the crankshaft thrust surfaces for the following conditions: Wear without any grooves or scratches (1). Grooves or scoring (2). Scratches or excessive wear (3). Pitting or embedded bearing material (4). Inspect the corresponding crankshaft bearing inserts for embedded material and determine the source of the material. Overheating (discoloration).
- The crankshaft bearings are the precision insert type.
- Inspect the outer surfaces of the crankshaft bearings for the following conditions: Wear - surface wear indicates either movement of the insert, or high spots in the surrounding material (spot wear). Overheating or discoloration. Looseness or rotation indicated by flattened tangs and wear grooves. Important: Note the location of the crankshaft main bearing high spots. If the spots are not in line, the crankshaft is bent. Replace the crankshaft.
- Inspect the crankshaft main bearings for craters or pockets. Flattened sections on the crankshaft bearing halves also indicate fatigue.
- Inspect the thrust surfaces of the main thrust bearing for the following conditions: Wear Grooving - Grooves are caused by irregularities of the crankshaft thrust surface.
- Inspect the crankshaft bearings for excessive scoring or discoloration.
- Inspect the crankshaft main bearings for dirt or imbedded debris.
- Inspect the crankshaft main bearings for improper seating indicated by bright, polished sections.
- Inspect the crankshaft bearings for uneven side-to-side wear. This may indicate a bent crankshaft or a tapered bearing journal. Important: If crankshaft bearing failure is due to conditions other than normal wear, investigate the cause of the condition. Inspect the crankshaft or connecting rod bearing bores.
- Inspect the connecting rod bearing bores or crankshaft main bearing bores using the following procedure: 14.1. Tighten the bearing cap to specification. 14.2. Use the J 8087 in order to measure the bearing bore for taper and out-of-round. Record the readings for bearing selection. 14.3. No taper or out-of-round should exist.
Bearing Selection
Measure the bearing clearance to determine the correct replacement bearing insert size. There are two methods to measure bearing clearance. Method A gives more reliable results and is preferred.
- Method A yields measurement from which the bearing clearance can be computed.
- Method B yields the bearing clearance directly. Method B does not give any indication of bearing run-out.
Method A
Important: Do not mix inserts of different nominal size in the same bearing bore.
Scheme 202
- Measure the crankshaft bearing journal diameter with a micrometer in several places, 90 degrees apart. Average the measurements.
- Measure the crankshaft bearing journal taper and runout.
- Install the crankshaft bearing inserts. Tighten the bearing cap bolts to specification using J36660-A .
- Measure the connecting rod inside diameter in the same direction as the length of the rod with an inside micrometer.
- Measure the crankshaft main bearing inside diameter with an inside micrometer.
- Select a set of bearing inserts that will produce the desired clearance.
- If the specified clearances cannot be met, the crankshaft journals must be reconditioned and undersized bearing inserts installed.
Method B
Important: Do not mix inserts of different nominal size in the same bearing bore.
Scheme 203
- Clean the used bearing inserts.
- Install the used bearing inserts.
- Place a piece of gaging plastic across the entire bearing width.
- Install the bearing caps. NOTE: In order to prevent the possibility of cylinder block or crankshaft bearing cap damage, the crankshaft bearing caps are tapped into the cylinder block cavity using a brass, lead, or a leather mallet before the attaching bolts are installed. Do not use attaching bolts to pull the crankshaft bearing caps into the seats. Failure to use this process may damage a cylinder block or a bearing cap.
- Install the bearing cap bolts to specification using J36660-A . Important: Do not rotate the crankshaft.
- Remove the bearing cap, leaving the gaging plastic in place. It does not matter whether the gaging plastic adheres to the journal or to the bearing cap.
- Measure the gaging plastic at its widest point with the scale printed on the gaging plastic package.
- Remove the gaging plastic.
- Select a set of bearing inserts that will produce the desired clearance.
Crankshaft Balancer - Cleaning & Inspection
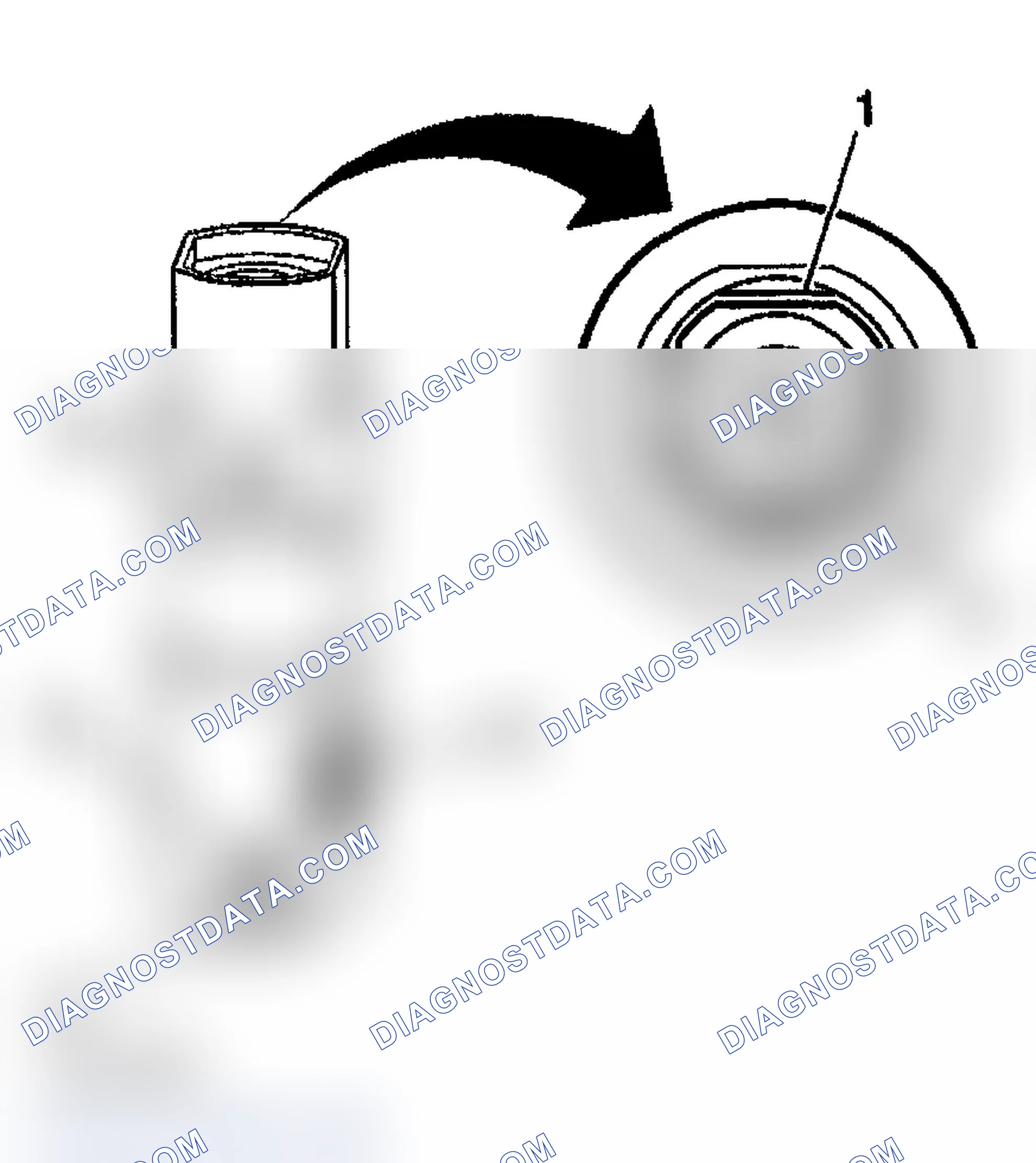
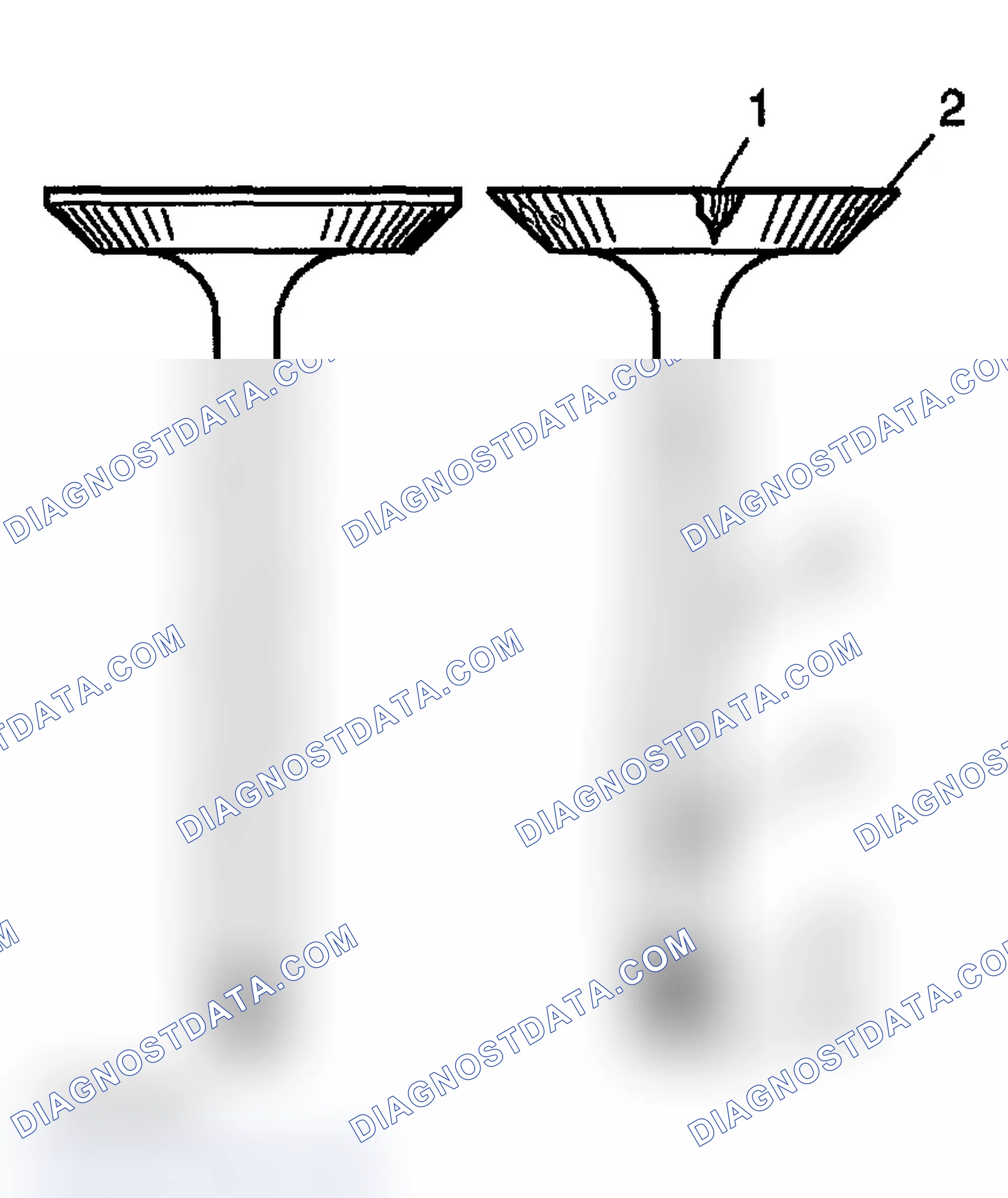
- Inspect the crankshaft balancer sealing area for grooves (1).
- Inspect the crankshaft balancer belt ribs for dents or damage.
- Replace the crankshaft balancer, if necessary.
Engine Flywheel - Cleaning & Inspection
- Inspect the engine flywheel for cracks.
- Inspect the engine flywheel teeth for damage.
- Replace the engine flywheel if necessary.
Piston & Connecting Rod - Disassemble
Tools Required
J24086-C Piston Pin Remover/Installer Set
Scheme 204
Scheme 205
Scheme 206
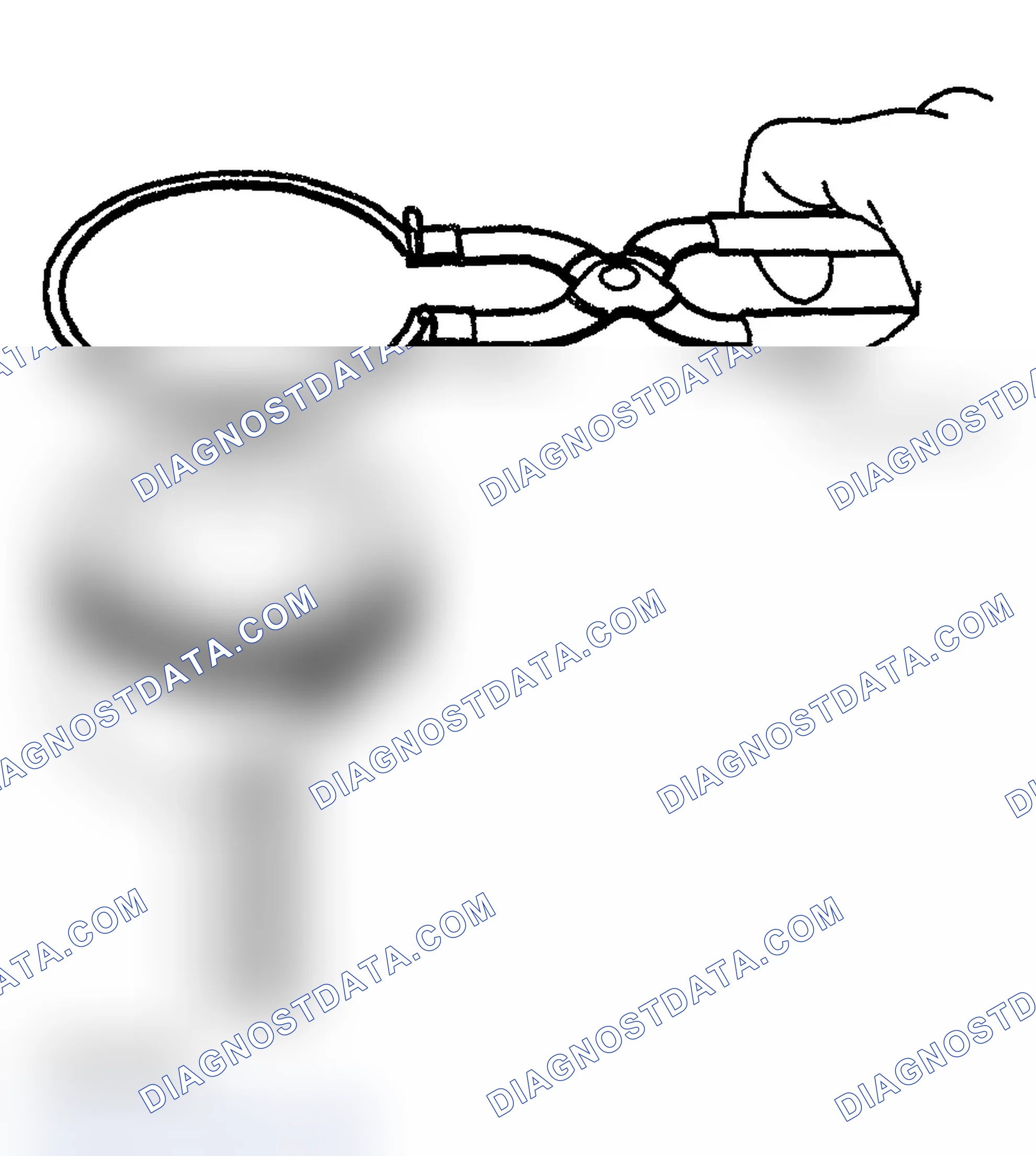
- Using piston ring pliers, remove the piston rings from the piston.
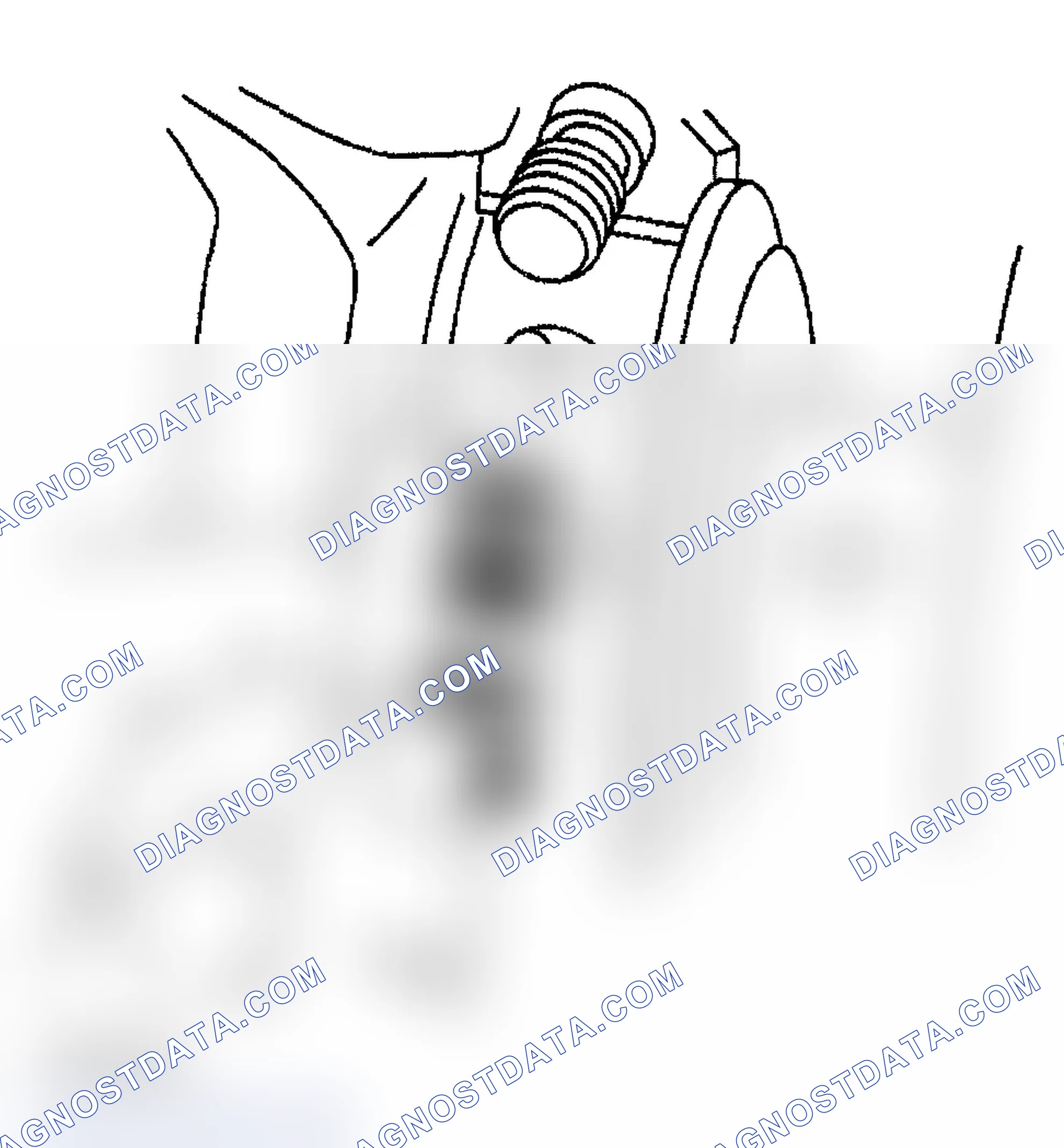
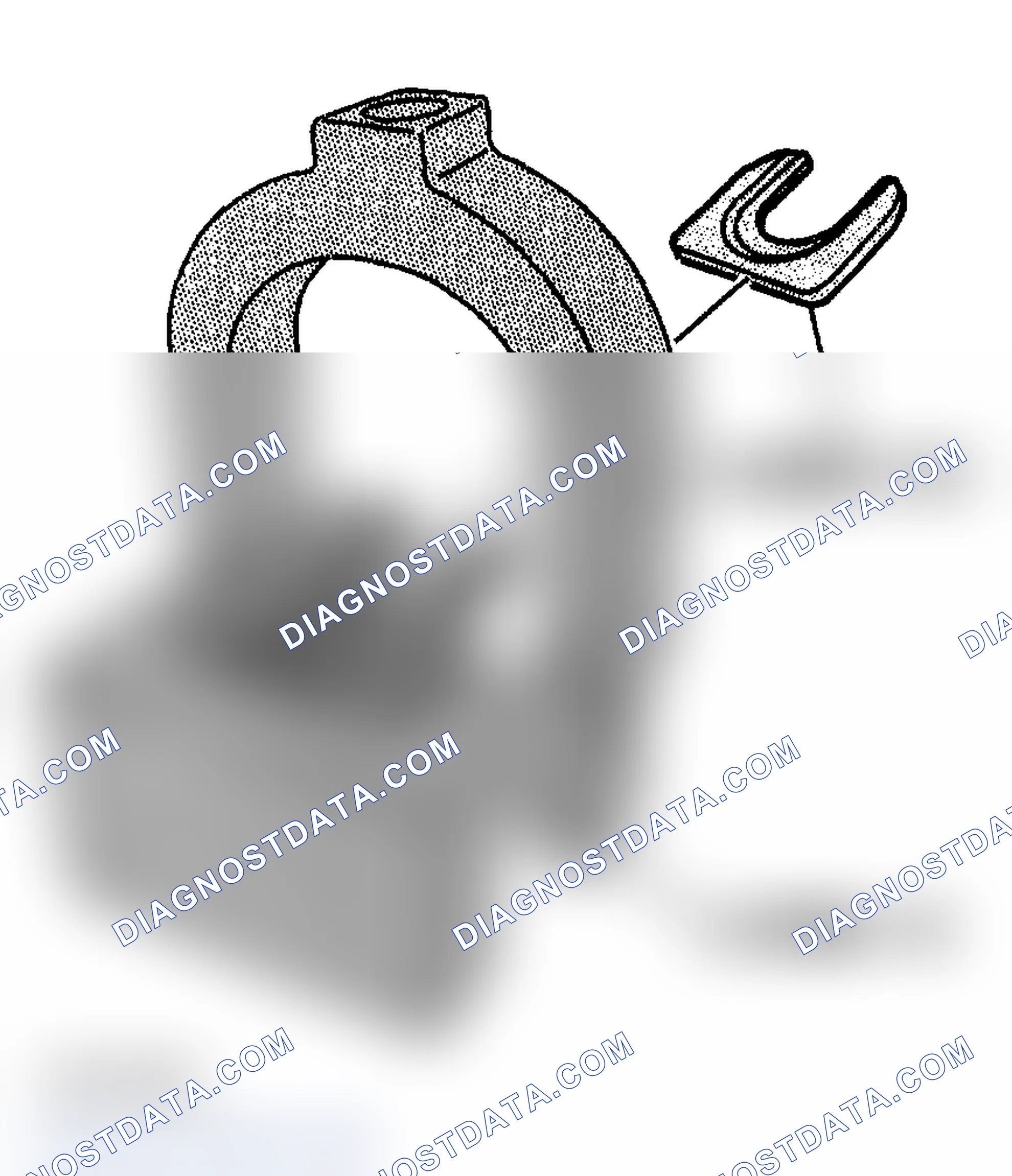
- Install fork insert J 24086-310 into fixture J 24086-10 Piston Pin Remover/Installer Base.
- Install the piston and connecting rod assembly onto J 24086-10 .
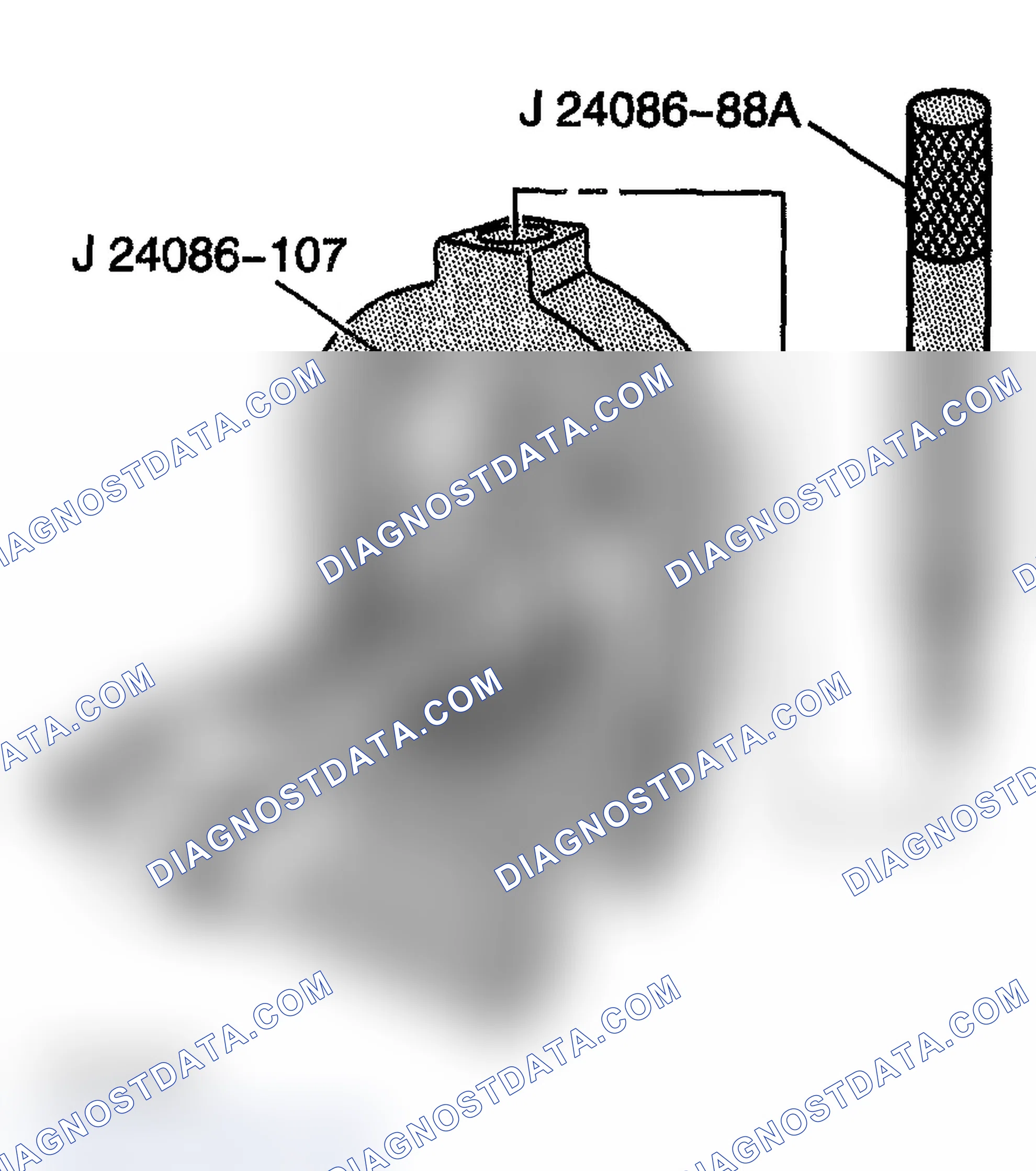
- Install the J 24086-107 onto the piston pin and J 24086-88A through the fixture and onto J 24086-107. NOTE: After the installer hub bottoms on the support assembly, Do not exceed 35 000 kPa (5,000 psi) pressure, this could cause damage to the tool.
- Press the piston pin from the piston and connecting rod assembly.
- The piston and pin are a matched set and are not to be serviced separately. Mark, sort or organize the piston and the matching piston pin.
Piston, Connecting Rod & Bearings - Cleaning & Inspection
Tools Required
J 8087 Cylinder Bore Gage
| CAUTION | Bodily injury may occur if the cleaning solvent is inhaled or exposed to the skin. |
Important: Measurement of all components should be taken with the components at room temperature. Do not use a wire brush in order to clean any part of the piston.
Scheme 207
Scheme 208
Scheme 209
Scheme 210

Scheme 211
Scheme 212
Scheme 213
Scheme 214

Scheme 215
Scheme 216

Scheme 217
Scheme 218
- Clean the piston and connecting rod in solvent.
- Clean the piston ring grooves with a suitable ring groove cleaning tool.
- Clean the piston oil lubrication holes and slots.
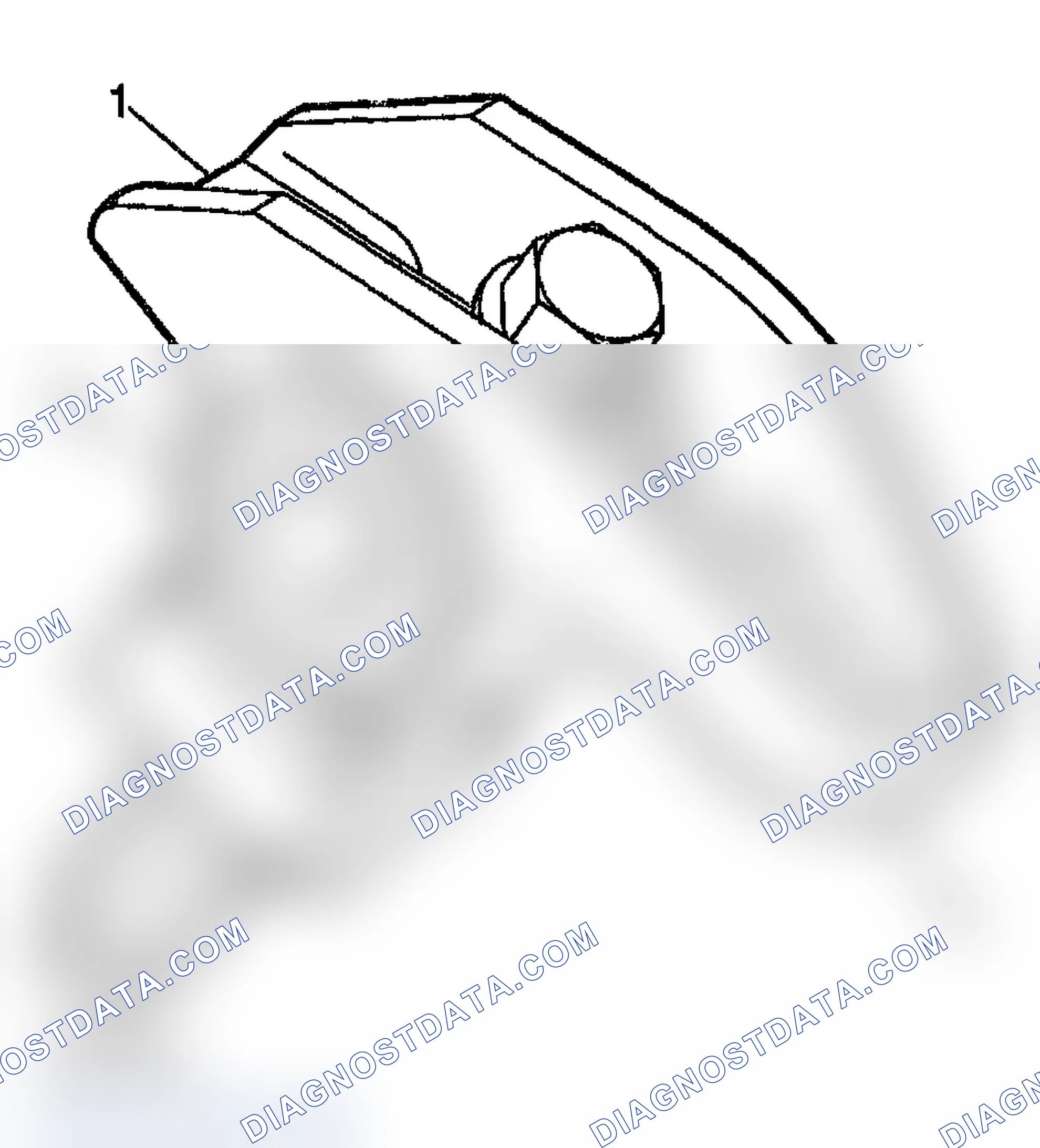
- Inspect the piston for the following: Eroded areas (1) on the top of the piston. Scuffed or damaged skirt (2). Damage to the pin bore (3). Cracks in the piston ring lands, the piston skirt, or the pin bosses. Piston ring grooves for nicks, burrs, or other warpage which may cause the piston ring to bind.
- Inspect the piston pin for scoring, wear or other damage.
- Measure the piston ring-to-piston ring groove side clearance. 6.1. Insert the edge of the piston ring into the piston ring groove. 6.2. Roll the piston ring completely around the piston ring groove. If binding is caused by distorted piston ring groove, replace the piston. If binding is caused by a distorted piston ring, replace the piston ring.
- Measure the piston ring side clearance with a feeler gage.
- If the side clearance is too small try another ring set.
- If the proper piston ring-to-piston ring groove clearance cannot be achieved, replace the piston and pin assembly. Proper ring-to-piston ring groove clearance for the top ring is 0.04-0.086 mm (0.00158-0.00338 in). Proper ring-to-piston ring groove clearance for the second ring is 0.04-0.087 mm (0.00158-0.00342 in).
- Measure the piston pin diameter using an outside micrometer. Important: When fitting pistons, consider both the pistons and the cylinder bore conditions together. Production and service pistons have the same nominal weight and may be intermixed without affecting engine balance. If necessary, used pistons may be fitted selectively to any cylinder of the engine, providing the pistons are in good condition and the same weight. Do not cut oversize pistons down or the engine balance may be affected. Finish hone when selecting the piston.
- Measure the piston pin bore using an inside micrometer.
- Subtract the piston pin diameter from the piston pin bore diameter in order to determine the piston pin-to-piston pin bore clearance.
- Piston-to-piston pin bore clearance must measure 0.0096-0.0215 mm (0.0004-0.0008 in). Replace the piston and the piston pin if the piston and the piston pin are not within specifications.
- Measure the piston diameter with a micrometer at a right angle to the piston bore with the piston pin removed, and record the measurement. Measure the piston at 49.8 mm (1.9606 in) from dome of piston. Piston diameter must measure 88.966-88.984 mm (3.5026-3.5033 in). Replace the piston and the pin as an assembly if the piston is not within specifications.
- Measure the cylinder bore, using J 8087 .
- Measure the J 8087 . Record this reading.
- Subtract the diameter of the piston from the diameter of the cylinder bore to determine the piston-to-bore clearance. The cylinder bore clearance must be 0.07-0.053 mm (0.0013-0.0027 in).
- If a used piston is not acceptable, inspect the service piston sizes and determine if a new piston may be selected. Service pistons are available in standard, and 0.5 mm (0.012 in) oversize.
- When a piston has been selected, mark the piston in order to identify the cylinder for which the piston was fitted.
- Inspect the connecting rod for an out-of-round bearing bore. If the out-of-round measurement exceeds 0.005 mm (0.0002 in) the connecting rod must be replaced.
- Inspect the connecting rod for twisting. 21.1. Install the connecting rod cap. 21.2. Place the connecting rod assembly on a checking fixture. Inspect the assembly for bending or twisting. 21.3. Do not attempt to straighten the connecting rod. Ensure that the connecting rod meets the following conditions: The connecting rods are not bent more than 0.18 mm (0.007 in). The connecting rods are not twisted more than 0.038 mm (0.0015 in). 21.4. Replace any bent or twisted connecting rods. 21.5. Inspect the new connecting rods before using the new rods.
- Inspect the connecting rod for damage to the bearing cap and bolt threads.
- Measure the piston compression ring end gap. Important: Fit each compression ring to the cylinder in which it will be used. 23.1. Place the compression ring into the cylinder bore. 23.2. Push the compression ring into the bottom of the cylinder bore to approximately 6.5 mm (0.25 in) above ring travel. The ring must be square to the cylinder wall. 23.3. Use a feeler gage in order to measure the end gap. Compression ring end gap must measure 0.25-1.02 mm (0.0098-0.04016 in). 23.4. Select another size ring set if the end gap exceeds specification. If ring gap clearance is below specification, increase the gap by carefully filling off excess material.
- Inspect the connecting rod bearings for craters or pockets. Flattened sections on the connecting rod bearing halves may indicate fatigue.
- Inspect the connecting rod bearings for excess scoring or discoloration.
- Inspect the connecting rod bearings for dirt or debris imbedded into the connecting rod bearing halves.
- Inspect the connecting rod bearings for improper seating indicated by bright, polished sections of the bearings.
- Inspect the inside of the connecting rod bearing and the outside diameter for the connecting rod bearing journal for wear. This indicates high spots.
Piston & Connecting Rod - Assemble
Tools Required
J24086-C Piston Pin Remover and Installer Set
Important: Assemble the piston for the specific cylinder with the connecting rod for the corresponding crankshaft journal.
Scheme 219
Scheme 220
Scheme 221
Scheme 222
Scheme 223
- Install the fork insert J 24086-310 into fixture J 24086-10 .
- Lubricate the piston pin with clean engine oil. Important: Ensure that the marks on the piston and connecting rod are aligned the same as when removed. If installing a new piston, ensure that the arrow on top faces towards the front of the engine. If no identification marks were made during disassembly, ensure that the flat area on the bottom of the piston pin skirt is aligned with the small dimple above the connecting rod crankshaft bearing bore.
- Assemble the piston, connecting rod and adapter J 24086-6A and install onto fixture J 24086-10 .
- Adjust installation pin J 24086-9 to G-4. NOTE: After the installer hub bottoms on the support assembly, Do not exceed 35 000 kPa (5,000 psi) pressure, this could cause damage to the tool.
- Insert pin J 24086-9 through fixture J 24086-10 and to the piston pin.
- Press pin J 24086-9 until the install bottoms on fixture J 24086-10 . NOTE: Use a piston ring expander to install the piston rings. The rings may be damaged if expanded more than necessary. Important: To provide an effective compression seal, the ring gaps must be staggered a minimum of 90 degrees.
- Using piston ring pliers, install the piston rings onto the piston. 7.1. Install the oil control ring spacer into the bottom groove of the piston. 7.2. Install the lower oil control ring. The oil control rings do not have a dimple or orientation mark and may be installed in either direction. 7.3. Install the upper oil control ring. 7.4. Install the middle compression ring with the dot facing up. 7.5. Install the top compression ring in either direction. The ring has no orientation markings.
Camshaft & Bearings - Cleaning & Inspection
Tools Required
J 7872 Magnetic Base Dial Indicator Set
Scheme 224
Scheme 225
Scheme 226
- Clean the camshaft with cleaning solvent.
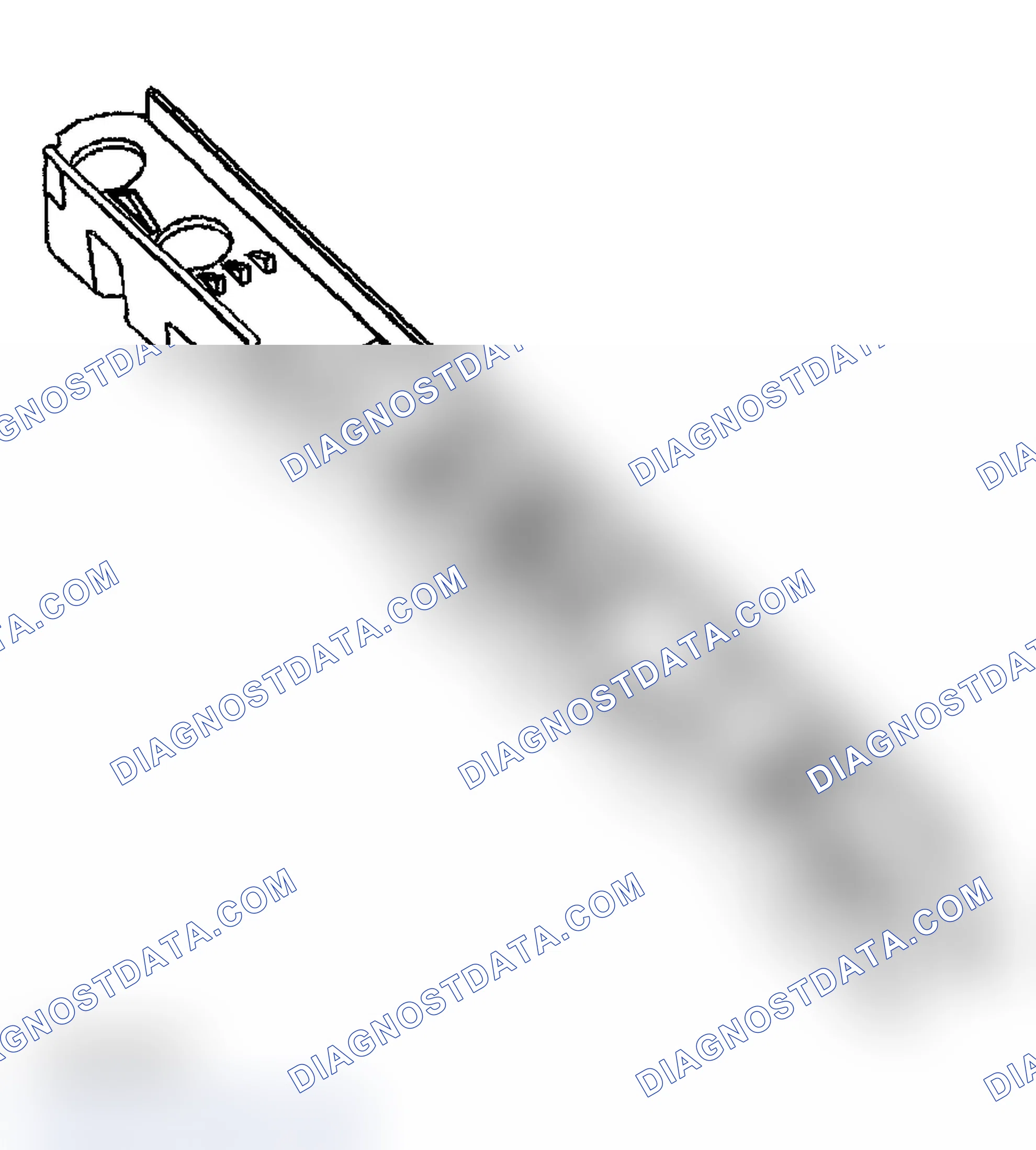
- Inspect the camshaft for the following conditions: Scored camshaft bearing journals (1) Damaged camshaft lobes (2) Damaged camshaft sprocket locator pins (3) Damaged threads (4)
- Measure the camshaft journals using a micrometer. If the camshaft journals are not within specifications, replace the camshaft.
- Measure the camshaft runout using the J 7872 . 4.1. Mount the camshaft in V-blocks between the centers. 4.2. Use the J 7872 in order to measure the intermediate camshaft journal.
- Measure the camshaft lobe lift using the J 7872 . 5.1. Lubricate the camshaft using GM P/N United States 12345501, GM P/N Canada 992704 or the equivalent. 5.2. Set the camshaft on V-blocks. 5.3. Use the J 7872 in order to measure the lobe lift.
- If the runout or lobe lift is not within specifications, replace the camshaft.
Timing Chain & Sprockets - Cleaning & Inspection
- Inspect the timing chain sprockets for teeth that are worn (1), broken (2), or chipped (3).
- Inspect the timing chain for binding or stretching.
- Inspect the timing chain dampener for excessive wear or cracks.
- Replace the timing chain and sprockets as needed.
Scheme 227
Scheme 228
- Clean the valve lifters in cleaning solvent.
- Dry the valve lifters with compressed air.
- Inspect the valve lifters for the following: Bent or broken clip (1) Worn push rod socket (2) Scuffed or worn sides (3). If the valve lifter shows wear, inspect the engine block lifter bores for wear or damage. Flat spots on the roller (4) Loose or damaged pin (5) Plugged oil hole (6) Worn or damaged roller bearing. The roller should rotate freely with no binding or roughness.
- Inspect the valve lifter guides for the following: For cracks or damage Excessive wear in the lifter mounting bores
Scheme 229
Scheme 230
- Clean the valve rocker arms and push rods in cleaning solvent.
- Dry the valve rocker arms and push rods with compressed air.
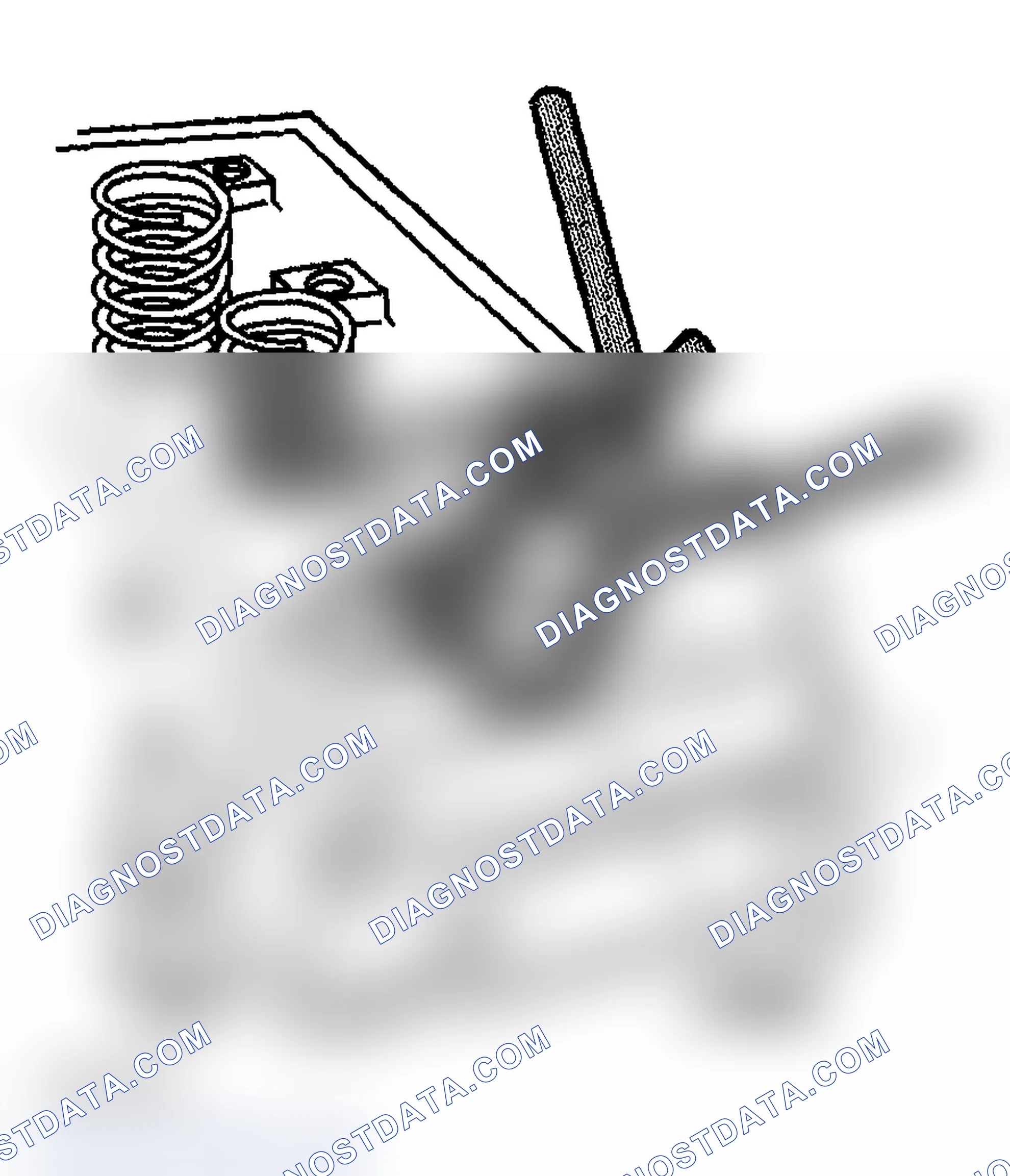
- Inspect the valve rocker arms for the following conditions: Excessive wear at the valve contact or push rod socket area (1) A loose or damaged pin (2) A worn or damaged roller bearing (2) The roller should rotate freely with no binding or roughness. The bolt threads for damage Important: Keep the push rods in order. The intake and exhaust are different lengths. Exhaust is green, intake is yellow.
- Inspect the push rods for the following conditions: Straightness using a straight edge (1) Excessive wear on the push rod ends (3) Clogging of the oil passage (2)
Cylinder Head - Disassemble
Tools Required
J 38606 Valve Spring Compressor
Important: Ensure that the valve train components are marked, organized or sorted when disassembling the cylinder head. Install the valve train components in the original location from which the components were removed.
Scheme 231
Scheme 232
Scheme 233
- Remove the fuel line bracket bolt and stud.
- Remove the fuel line bracket. NOTE: Do not damage the valve guide. Remove any burrs that have formed at the key groove by chamfering the valve stem with an oil stone or a file.
- Compress the valve springs using the J 38606 .
- Remove the valve spring cap keys.
- Remove the valve spring caps.
- Remove the valve springs.
- Remove the valves.
- Remove the valve stem oil seals and spring seats as an assembly.
Cylinder Head - Cleaning & Inspection
Tools Required
- J 8089 Carbon Removing Brush
- J 9666 Valve Spring Tester
Scheme 234
Scheme 235
Scheme 236
Scheme 237
- Inspect the cylinder head gasket and the mating surfaces. Inspect for leaks, corrosion, and blow-by.
- If the gasket failed, determine the cause. The following conditions may cause gasket failure: Improper installation A loose or warped cylinder head Missing, off location, or not fully seated dowel pins Low torque on the cylinder head bolts Cylinder head bolts with the incorrect length A warped engine block surface Scratched surfaces Excessive intake manifold torque Cracked engine block threaded holes Important: Do not scuff the chamber.
- Use the J 8089 in order to remove the carbon from the combustion chambers.
- Clean the following components: The gasket surfaces. Do not use a motorized brush on any gasket sealing surface. Valve stems and heads on a buffing wheel The bolt hole threads. Remove all dirt, debris, or threadlocking material from the bolt holes.
- Inspect the cylinder head mating surfaces for flatness. Recondition the cylinder head mating surface, if necessary, by milling. Replace the cylinder head if you must remove more than 0.25 mm (0.010 in).
- Inspect the cylinder head for cracks.
- Inspect the cylinder head deck for corrosion. Do not attempt to weld the cylinder head. If the cylinder head is damaged, replace the cylinder head.
- Inspect the valve springs for squareness.
- Use the J 9666 in order to measure the valve spring tension. Replace the spring if the spring tension is not within specification.
Valve Guide Reaming/Valve & Seat Grinding
Tools Required
J 8520 Camshaft Lobe Lift Indicator Set
Scheme 238
Scheme 239
Scheme 240
Scheme 241
Scheme 242

Scheme 243
Scheme 244

- Inspect the valves for the following conditions: Burnt or eroded areas (1) A worn margin (2) A bent stem (3) A worn or scored stem (4) A worn key groove (5) A worn stem tip (6)
- Inspect the valve face for the following conditions: Worn margin (4) No margin (1) Pitted surfaces (2) Burnt or eroded areas (3)
- Inspect the valve seats for a loose fit in the cylinder head. NOTE: Proper valve stem-to-valve guide clearance is necessary for proper engine operation and component life. Excessive clearance may cause a noisy valve train, premature valve stem oil seal failure, excessive oil consumption and related component damage. Insufficient clearance may cause a noisy valve train, rough engine operation or sticking valves that may lead to related component damage. Failure to inspect valve stem-to-valve guide clearance and repair or replace necessary components may lead to extensive engine damage. Important: Excessive valve stem-to guide clearance may cause the following conditions: A noisy valve train Premature valve stem oil seal wear Component damage Excessive engine oil consumption
- Inspect for excessive valve stem (1) to guide (2) clearance.
- Use a dial indicator in order to measure the valve stem-to-guide clearance. Complete the following steps: 5.1. Install the valve into the guide. 5.2. Install the J 8520 onto the cylinder head. 5.3. Locate the dial indicator so that the movement of the valve stem from side to side, crosswise to the cylinder head, will cause a direct movement on the indicator stem. 5.4. Ensure that the indicator stem contacts the side of the valve stem just above the valve guide. 5.5. Drop the valve head about 2 mm (1/8 in) off the valve seat. 5.6. Use light pressure and move the valve stem side to side in order to obtain a clearance reading. 5.7. If the valve stem to guide clearance is not within specification, replace the valve and/or repair the guide in order to obtain the proper clearances. Important: Replace a valve stem that has excessive scoring or wear. A valve guide that is worn and has excessive stem-to-guide clearance may need to be sleeved.
- Ream the valve guides for oversize valves if the clearance exceeds the specifications. Important: Follow the manufacturers instructions when using valve guide reamers, sleeves, and installers.
- Ream the valve guide in order to obtain the proper specification. Important: Valves that are pitted must be refaced to the proper angle. Replace valve stems that show excessive wear, or replace valves that are warped. Several different types of equipment are available for refacing valves and valve seats. Follow the manufacturers recommendations when performing these procedures.
- Inspect the valves for excessive scoring.
- Inspect the valve face. Replace the valve if the valve margin is not within specifications after grinding.
- Reface pitted valves on a valve refacing machine in order to ensure the correct relationship between the head and the stem. Important: Reconditioning the valve seats is very important. Ensure perfect seating of the valves in the engine in order to deliver optimum power and performance. Clean the valve guides of all debris and dirt before grinding the valve seat.
- Recondition the valve seats after reaming the valve guide bores or installing the new valve guides.
- The valve seats should be concentric to within 0.05 mm (0.031 in) total indicator reading.
Cylinder Head - Assemble
Tools Required
J 38606 Valve Spring Compressor
Important: Use oversize valve stem seals if you install oversize valves.
Scheme 245
- Lubricate the valve stem with clean engine oil.
- Install the valves.
- Lightly lap the reconditioned valves into the valve seat.
- Install the valve stem oil seals.
- Install the valve springs.
- Install the valve spring caps.
- Compress the valve springs using the J 38606 .
- Install the valve spring cap keys. Hold the valves in place with grease, if necessary.
- Release the valve springs.
- Ensure that the valve locks are seated.
- Measure valve spring installed height.
- If the valve spring installed height is not within specifications install 0.25 mm (0.010 in) rocker arm shims as needed. If more than 2 shims are needed replace the cylinder head or valve. NOTE: In order to avoid damage, install the spark plugs after the cylinder head has been installed on the engine.
- Install the fuel line bracket.
- Install the fuel line bracket bolt or stud. Tighten the fuel line bracket bolt or stud to 50 N.m (37 ft lbs).
Scheme 246

Scheme 247
Scheme 248
Scheme 249
Scheme 250
Scheme 251
- Remove the oil pump driveshaft and oil pump driveshaft retainer. Important: Do not remove the oil pump screen from the pipe. The pipe and oil pump screen are serviced as a complete assembly.
- Remove the oil pump screen, if necessary. The oil pump screen has a press fit into the oil pump cover.
- Remove the oil pump cover bolts.
- Remove the oil pump cover.
- Remove the oil pump drive gear and the oil pump driven gear.
- Matchmark the gear teeth for assembly. CAUTION: In some models, the pressure regulator valve spring is under pressure. Remove the retaining pin carefully in order to avoid bodily injury.
- Remove the following items: 7.1. The oil pump pressure relief valve spring straight pin. 7.2. The oil pump pressure relief spring. 7.3. The oil pump pressure relief valve. If the valve is stuck, soak the pump housing in cleaning solvent.
Scheme 252
Scheme 253
Scheme 254
Scheme 255
Scheme 256

- Clean all parts of sludge, oil, and varnish by soaking in cleaning solvent.
- Inspect for foreign material and determine the source of the foreign material.
- Inspect the pump housing and cover for the following conditions: Cracks or casting imperfections Scoring (3) Damaged threads
- Do not attempt to repair the pump housing. Replace the pump housing.
- Inspect the oil pump gears for the following conditions: Scoring (1) Excessive wear (2)
- Inspect the idler shaft for looseness or scoring (4). If loose or damaged, replace the oil pump.
- Inspect the drive gear shaft for looseness or scoring (5).
- Inspect the pressure regulator valve for the following conditions: Scoring Sticking Burrs may be removed using a fine oil stone.
- Inspect the pressure regulator valve spring for the following conditions: Loss of tension Bending
- Inspect the suction pipe and screen assembly for the following conditions: Looseness. If the suction pipe is loose, bent or has been removed, replace the pump body cover and suction pipe. Broken wire mesh or screen
- Measure the oil pump gear lash. Install the gears, and measure in several places.
- Measure the oil pump housing gear pocket (1, 2).
- Measure the oil pump gears (1, 2). Important: When deciding pump serviceability based on end clearance, consider depth of the wear pattern in the pump cover.
- Measure the oil pump gear side clearance.
Oil Pump - Assemble
Tools Required
J 21882 Oil Suction Pipe Installer
Scheme 257

- Lubricate all the internal oil pump parts using engine oil during assembly.
- Install the oil pump gears.
- Install the oil pump cover.
- Install the oil pump cover bolts. Tighten the oil pump cover bolts to 10 N.m (89 in lbs).
- Install the pressure regulator valve.
- Install the pressure regulator spring.
- Install the cotter pin. Important: Make sure the cotter pin is properly secured.
- Apply sealer GM P/N United States 12346004, GM P/N Canada 10953480 or the equivalent to the new suction pipe.
- Tap the new suction pipe into place using a plastic hammer. Use the J 21882 .
Scheme 258
- Remove the crankshaft position sensor bolts from the engine front cover.
- Remove the crankshaft position sensor.
- Clean the engine front cover with cleaning solvent.
- Inspect the engine front cover sealing surfaces for damage.
- Inspect the engine front cover threaded holes.
- Repair or replace the engine front cover as necessary.
- Install the crankshaft position sensor to the engine front cover.
- Install the crankshaft position sensor bolts. Apply threadlock GM P/N United States 12345382, GM P/N Canada 10953489 or the equivalent to the threads. Tighten the crankshaft position sensor bolts to 10 N.m (89 in lbs).
Scheme 259
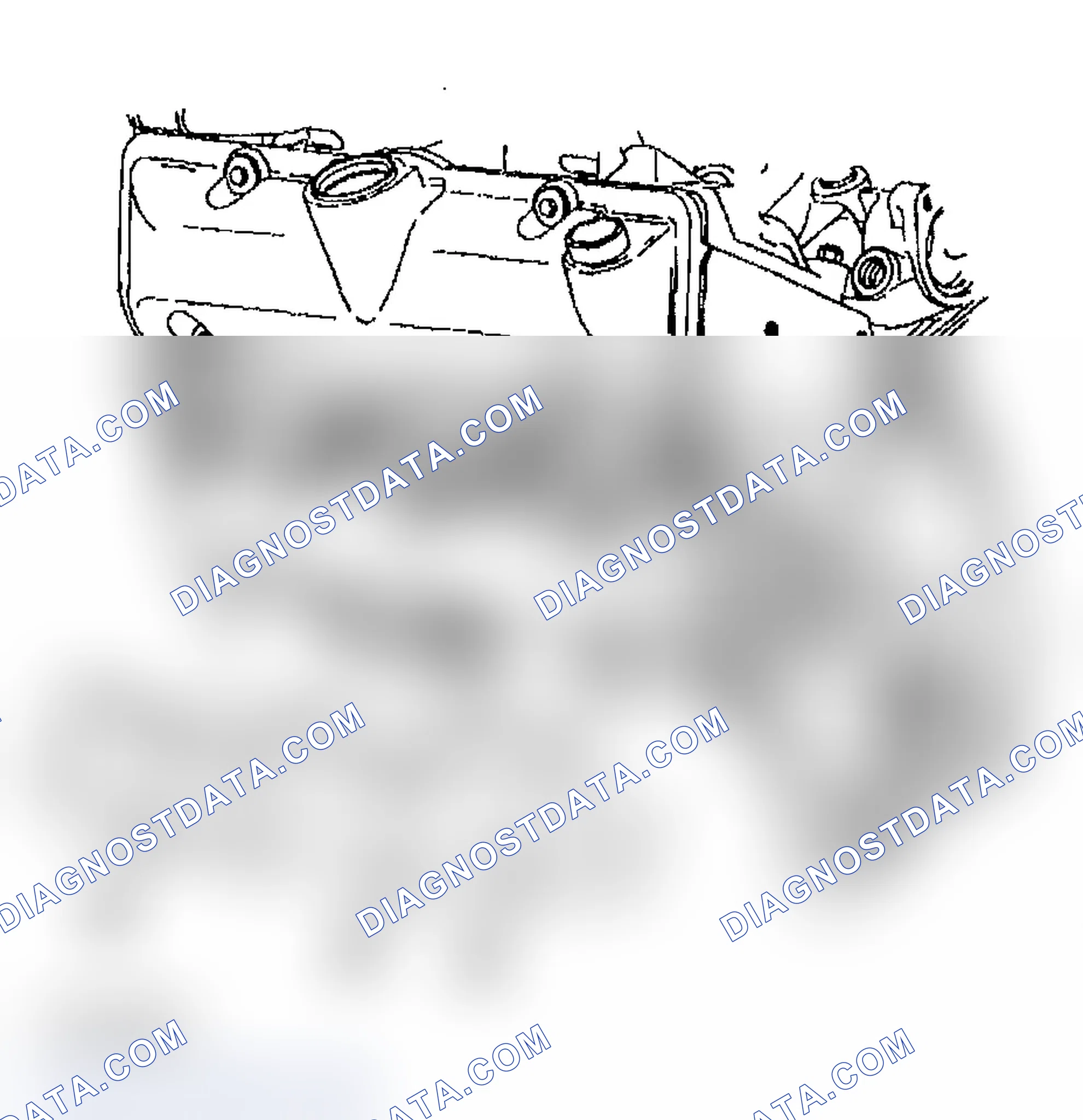
- Remove the rubber grommets.
- Clean the valve rocker arm cover.
- Inspect the valve rocker arm cover for damage. Replace the valve rocker arm cover if necessary.
Oil Pan - Cleaning & Inspection
- Remove the oil level sensor bolt.
- Remove the oil level sensor.
- Clean the oil pan in solvent. Remove all sludge and debris from the bottom of the oil pan.
- Inspect the oil pan sealing surfaces for damage. Replace the oil pan if necessary.
- Install the oil level sensor.
- Install the oil level sensor bolt. Tighten the oil level sensor bolt to 10 N.m (89 in lbs).
Intake Manifold (Lower) - Cleaning & Inspection
Tools Required
J 21882 Oil Suction Pipe Installer
Scheme 260
Scheme 261
Scheme 262
Scheme 263
Scheme 264
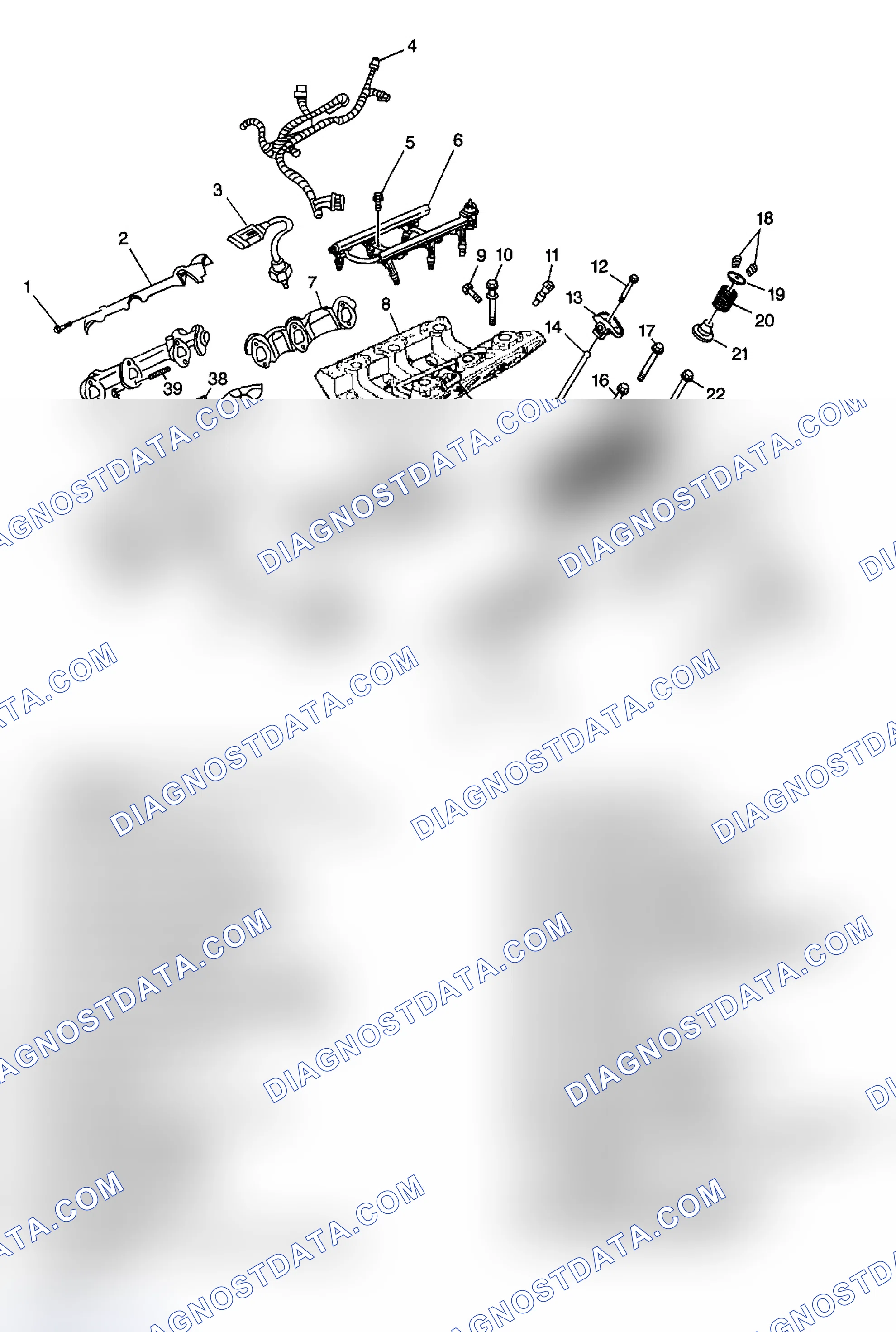
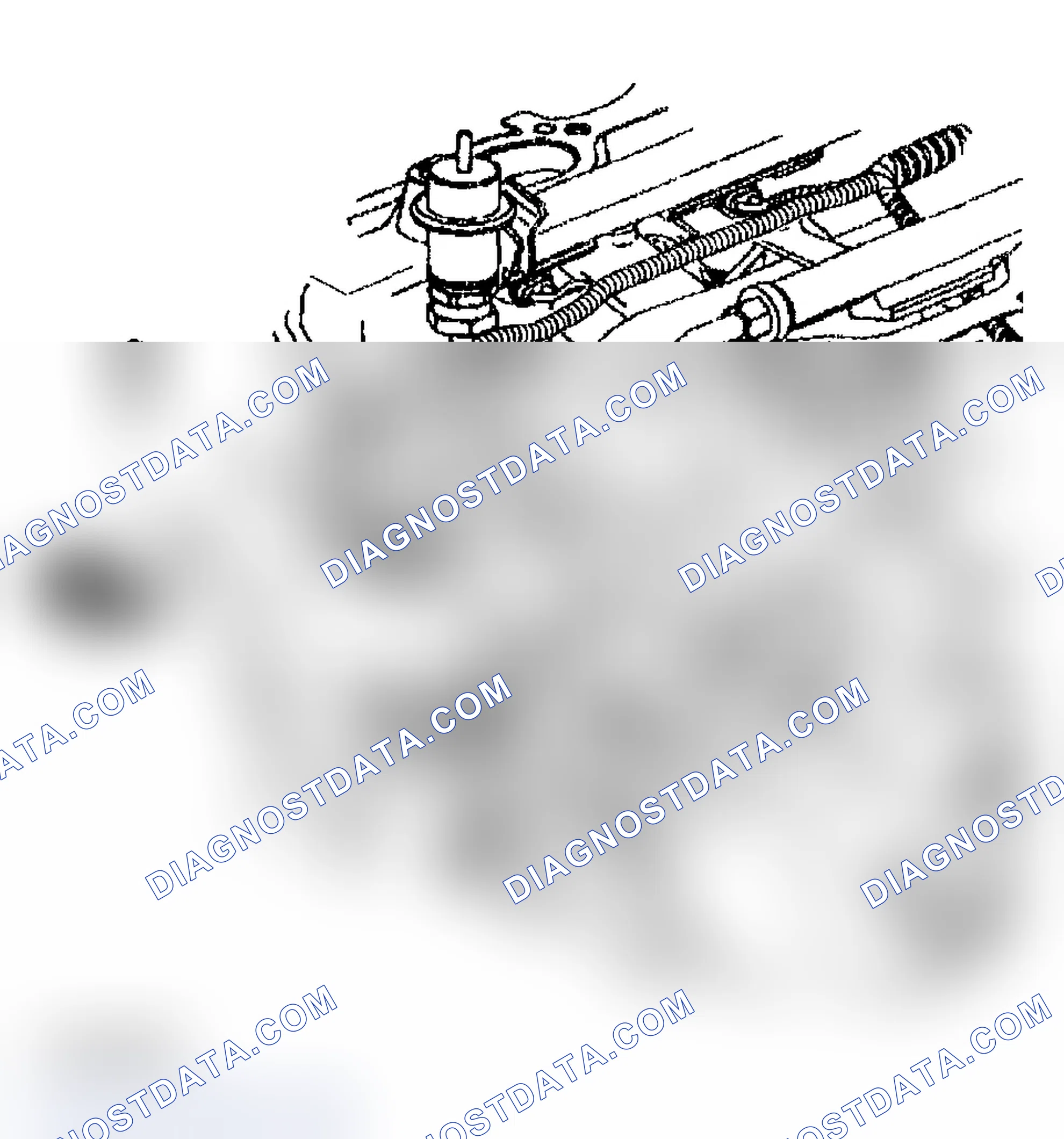
- Remove the engine coolant temperature sensor.
- Remove the intake manifold coolant pipe bolt.
- Remove the intake manifold coolant pipe.
- Clean the intake manifold gasket mating surfaces.
- Clean the fuel injector bores.
- Inspect the threaded holes for damage.
- Inspect the intake manifold mating surfaces for damage. Repair or replace the intake manifold as necessary.
- Apply sealant GM P/N United States 12345493, GM P/N Canada 10953488 to the end of a new intake manifold coolant pipe.
- Install the intake manifold coolant pipe using the J 21882 .
- Install the intake manifold coolant pipe bolt. Tighten the intake manifold coolant pipe bolt to 10 N.m (89 in lbs).
- Apply sealant GM P/N United States 12346004, GM P/N Canada 10953480 or equivalent to the threads of the engine coolant temperature sensor.
- Install the engine coolant temperature sensor. Tighten the engine coolant temperature sensor to 23 N.m (17 ft lbs).
Scheme 265

Scheme 266
Scheme 267
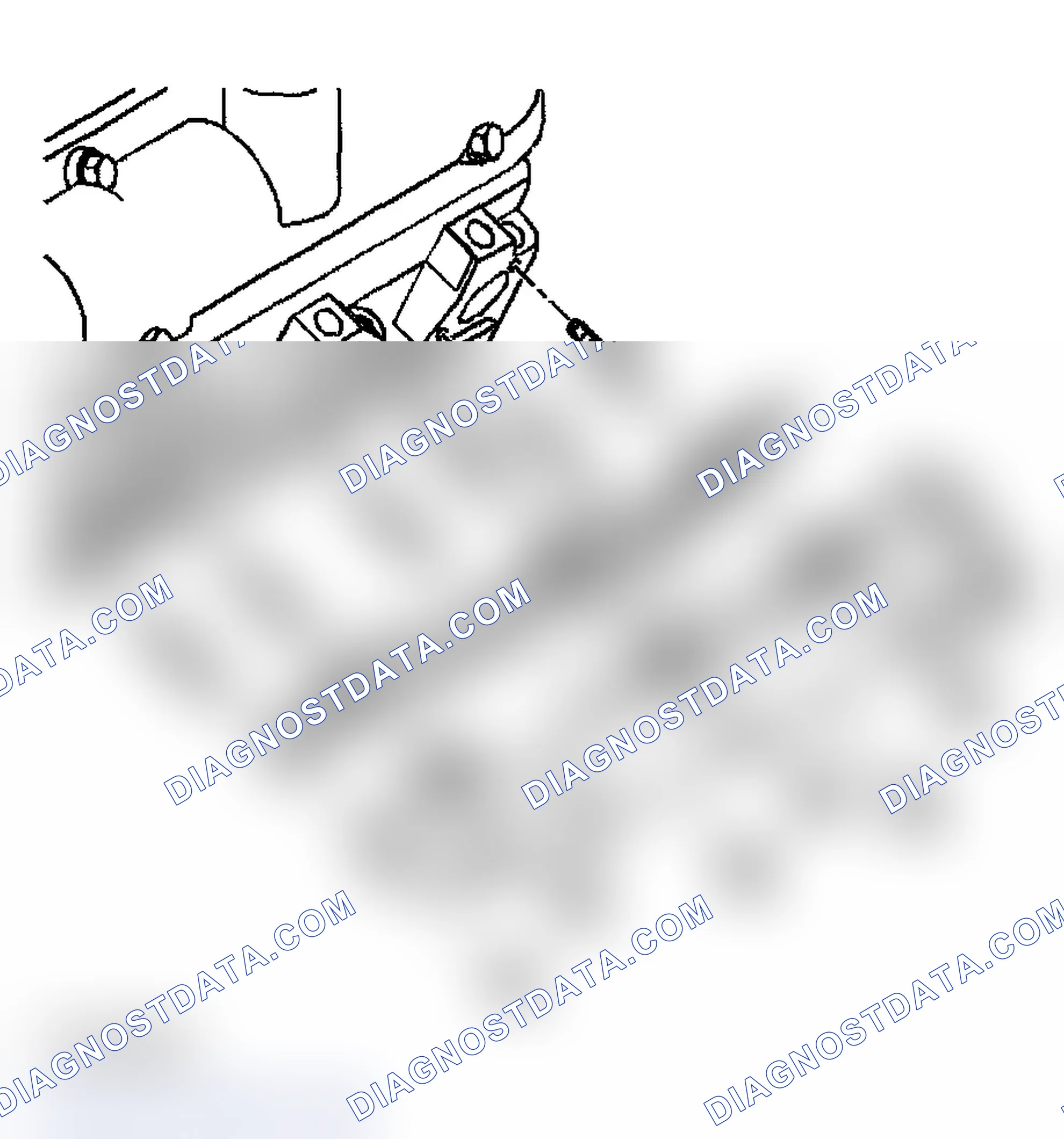
- Remove the accelerator control cable bracket bolts (1, 2) and the nut (3).
- Remove the accelerator control cable bracket.
- Remove the throttle body bolt and stud.
- Remove the throttle body.
- Remove the throttle body gasket.
- Clean the intake manifold gasket surfaces.
- Clean the intake manifold bolts and studs.
- Inspect the intake manifold mating surfaces for nicks or cracks. Replace the intake manifold if damaged.
- Install the throttle body gasket.
- Install the throttle body.
- Install the throttle body bolt and stud. Tighten the throttle body bolt and stud to 25 N.m (18 ft lbs).
- Install the accelerator control cable bracket.
- Install the accelerator control cable bracket bolts and nut. Tighten the accelerator control cable bracket bolts in sequence (1, 2, 3) to 10 N.m (89 in lbs).
Scheme 268

- Inspect the exhaust manifold mating surface for flatness.
- Inspect the exhaust manifold for cracks or damage. Replace the exhaust manifold if necessary.
Scheme 269
- Remove all gasket material from the sealing surface.
- Inspect the water pump impeller for damage
- Inspect the water pump shaft for looseness.
- Replace the water pump, if necessary.
Thread Repair
General purpose thread repair kits are available commercially.
Important: Refer to the thread repair kit manufacturer's instructions regarding the size of the drill and which tap to use.
Always avoid any buildup of chips. Back out the tap every few turns and remove the chips.
Scheme 270
Scheme 271
- Determine the size, the pitch, and the depth of the damaged thread.
- Adjust the stop collars on the cutting tool as needed. Tap the stop collars to the required depth.
- Drill out the damaged thread.
- Remove the chips.
- Apply clean engine oil to the top thread.
- Use the tap in order to cut new thread.
- Clean the thread.
- Screw the thread insert onto the mandrel of the thread insert installer. Engage the tang of the thread insert onto the end of the mandrel. Important: The thread insert should be flush to 1 turn below the surface.
- Lubricate the thread insert with clean engine oil - except when installing in aluminum - and install the thread insert.
- If the tang of the thread insert does not break off when backing out the thread insert installer, break off the tang using a drift punch.
Service Prior To Assembly
Dirt will cause premature wear of the rebuilt engine. Clean all of the components. Use the proper tools in order to measure components when inspecting for excessive wear. Repair or replace the components that are not within the manufacturers specification. When components are reinstalled into an engine, return the components to their original location, position, and direction. During assembly, lubricate all of the moving parts with clean engine oil or engine assembly lubricant unless otherwise specified. This will provide initial lubrication when the engine is first started.
Camshaft Bearing - Installation
Tools Required
J 33049 Camshaft Bearing Remover/Installer
Scheme 272
Scheme 273
Scheme 274
- Assemble the J 33049 according to the manufacturer's instructions. NOTE: Severe engine damage may result if the oil holes are not correctly aligned.
- Install the camshaft bearings in the following order: 2.1. Index the camshaft bearing oil holes with the engine block oil passages. 2.2. Place the bearing on the J 33049 . 2.3. Install the third camshaft bearing. 2.4. Install the second camshaft bearing. 2.5. Install the outer camshaft bearings.
- Apply sealer GM P/N United States 12377901, GM P/N Canada 10953504 or the equivalent to the camshaft rear bearing hole plug.
- Install the camshaft rear bearing hole plug.
Crankshaft & Bearings - Installation
Tools Required
J 36660-A Torque Angle Meter
Important: Ensure that the crankshaft bearing cap bolt holes and the crankshaft bearing cap mating surfaces are clean and dry.
Scheme 275
Scheme 276
Scheme 277
- Dip the crankshaft bearing cap bolts in clean engine oil. NOTE: Upper and lower inserts may be different. Do not obstruct any oil passages.
- Place the crankshaft bearing inserts into the crankshaft bearing cap and into the engine block. Important: The crankshaft bearing inserts will project slightly when put into place. Ensure that the bearing inserts project an equal distance on both sides. Ensure that the insert tangs are engaged.
- Coat the crankshaft main thrust bearing surface with GM P/N United States 1052367 GM P/N Canada 992869 or the equivalent.
- Lubricate the crankshaft main bearing surface with clean engine oil.
- Install the crankshaft. NOTE: In order to prevent the possibility of cylinder block or crankshaft bearing cap damage, the crankshaft bearing caps are tapped into the cylinder block cavity using a brass, lead, or a leather mallet before the attaching bolts are installed. Do not use attaching bolts to pull the crankshaft bearing caps into the seats. Failure to use this process may damage a cylinder block or a bearing cap.
- Install the crankshaft main bearing caps. Apply a small amount of sealer GM P/N United States 1052942, GM P/N Canada 10953466 to the rear of the #4 crankshaft main bearing cap sealing surface.
- Install the crankshaft main bearing cap bolts. Use the J 36660-A in order to tighten the crankshaft main bearing cap bolts to 50 N.m (37 ft lbs) plus 77 degrees.
- Measure the crankshaft end play. 8.1. Thrust the crankshaft forward or rearward. 8.2. Insert a feeler gage between the number 3 crankshaft bearing and the bearing surface of the crankshaft and measure the bearing clearance. The proper crankshaft end play clearance is 0.032-0.077 mm (0.0012-0.0030 in). 8.3. If the bearing clearance is not within specifications, inspect the thrust surfaces for nicks, gouges or raised metal. Minor imperfections may be removed with a fine stone.
- Install the crankshaft position sensor into the side of the engine block.
- Apply threadlock GM P/N United States 12345382, GM P/N Canada 10953489 or the equivalent to the crankshaft position sensor stud threads.
- Install the crankshaft position sensor stud. Tighten the crankshaft position sensor stud to 11 N.m (98 in lbs).
Crankshaft Rear Oil Seal - Installation
Tools Required
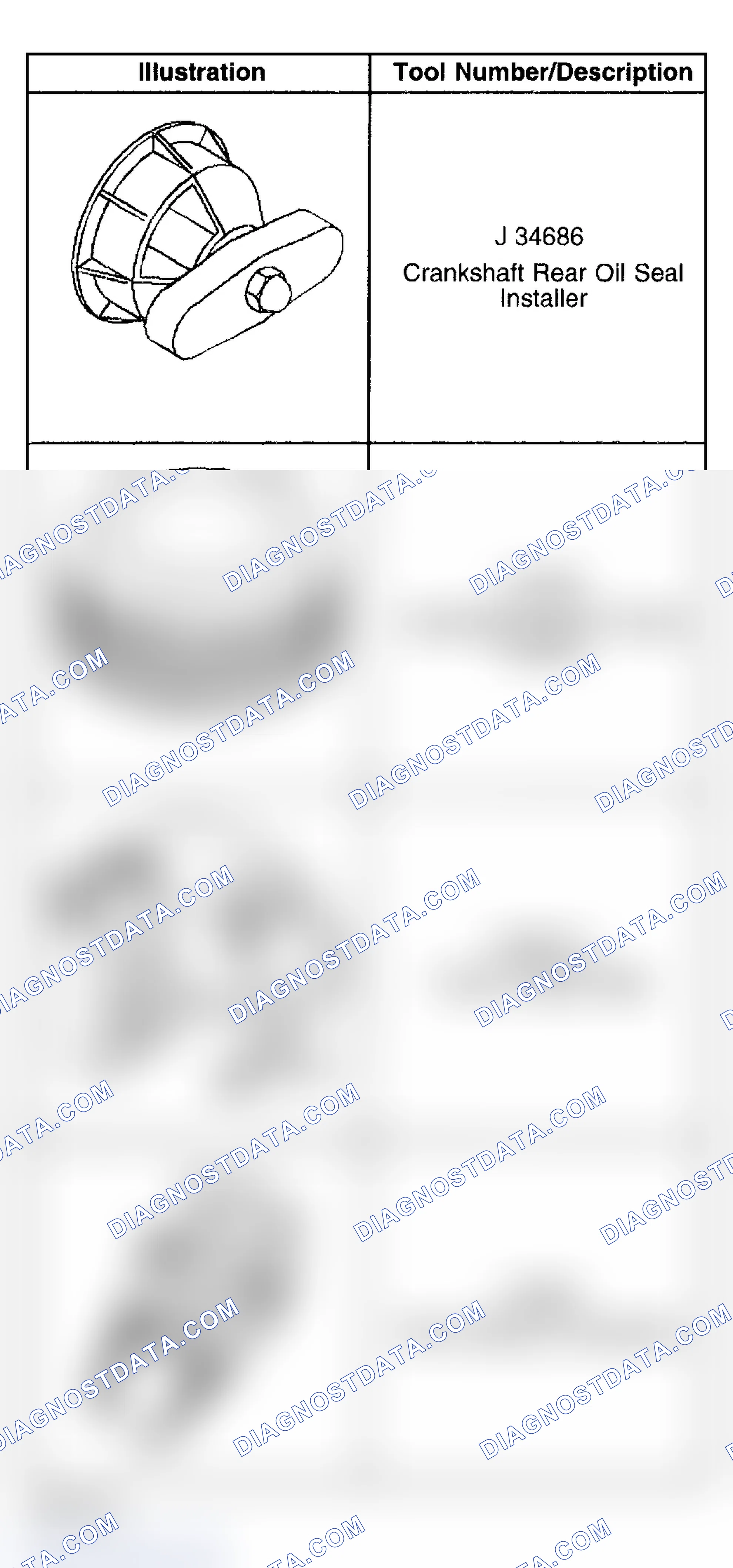
J 34686 Crankshaft Rear Oil Seal Installer
Scheme 278

- Apply engine oil to the inside diameter and the outside diameter of the new crankshaft rear oil seal.
- Slide the crankshaft rear oil seal over the mandrel until the back of the crankshaft rear oil seal bottoms squarely against the collar of the tool.
- Perform the following steps in order to install the crankshaft rear oil seal: 3.1. Align the dowel pin of the J 34686 with the dowel pin in the crankshaft. 3.2. Attach the J 34686 to the crankshaft by hand, or tighten attaching screws to 5 N.m (45 in lbs). 3.3. Turn the T-handle of the J 34686 in order to engage allow the collar to push the seal into the bore. Turn the handle until the collar is tight against the case. Ensure that the seal is seated properly. 3.4. Loosen the T-handle until the T-handle comes to a stop. 3.5. Remove the attaching screws.
Piston, Connecting Rod & Bearing - Installation
Tools Required
- J 5239 Connecting Rod Bolt Guide
- J 8037 Piston Ring Compressor
- J 36660-A Torque Angle Meter
Important: The piston and cylinder bore have been measured and the bore has been sized for the proper clearance. Install the piston and connecting rod assembly into the proper cylinder bore. The piston alignment mark MUST face the front of the engine block.
Scheme 279

Scheme 280
Scheme 281
Scheme 282

Scheme 283
- Lightly lubricate the following components with clean engine oil: The piston The piston rings The cylinder bore The bearing surfaces
- Stagger the oil control ring end gaps a minimum of 90 degrees.
- Stagger the compression ring end gaps a minimum of 25 mm (1.0 in).
- Install the J 8037 onto the piston and compress the piston rings. Important: The piston alignment mark MUST be facing the front of the engine block.
- Install the J 5239 on the connecting rod bolts.
- Install the piston and connecting rod assembly into the proper cylinder bore.
- Hold the piston ring compressor firmly against the engine block. Using a wooden hammer handle, lightly tap the top of the piston until all of the piston rings enter the cylinder bore.
- Guide the connecting rod end onto the crankshaft journal.
- Install the bearing, cap, and nuts. 9.1. Tighten the connecting rod bearing cap nuts a first pass to 20 N.m (15 ft lbs). 9.2. Tighten the connecting rod bearing cap nuts a second pass to 75 degrees using the J 36660-A .
- With the pistons and connecting rods installed, use a soft faced mallet and lightly tap each connecting rod assembly parallel to the crankpin to make sure that the rods have side clearance.
- Measure the connecting rod side clearance using a feeler gage or dial indicator. Connecting rod side clearance should be within 0.18-0.44 mm (0.007-0.017 in).
Scheme 284
Scheme 285
Scheme 286
- Coat the camshaft journals with clean engine oil.
- Coat the camshaft lobes with prelube GM P/N United States 12345501, GM P/N Canada 992704 or the equivalent.
- Install the camshaft using the following procedure: 3.1. Install a large screwdriver into the camshaft bolt hole for support. Do not damage the threads. 3.2. Rotate the camshaft while installing the camshaft into the camshaft bearings.
- Install the camshaft thrust plate.
- Install the camshaft thrust plate screws. Tighten the camshaft thrust plate screws to 10 N.m (89 in lbs).
- Install the camshaft position sensor.
- Install the camshaft position sensor bolt. Tighten the camshaft position sensor bolt to 10 N.m (89 in lbs).
Scheme 287
Scheme 288
Scheme 289
Scheme 290
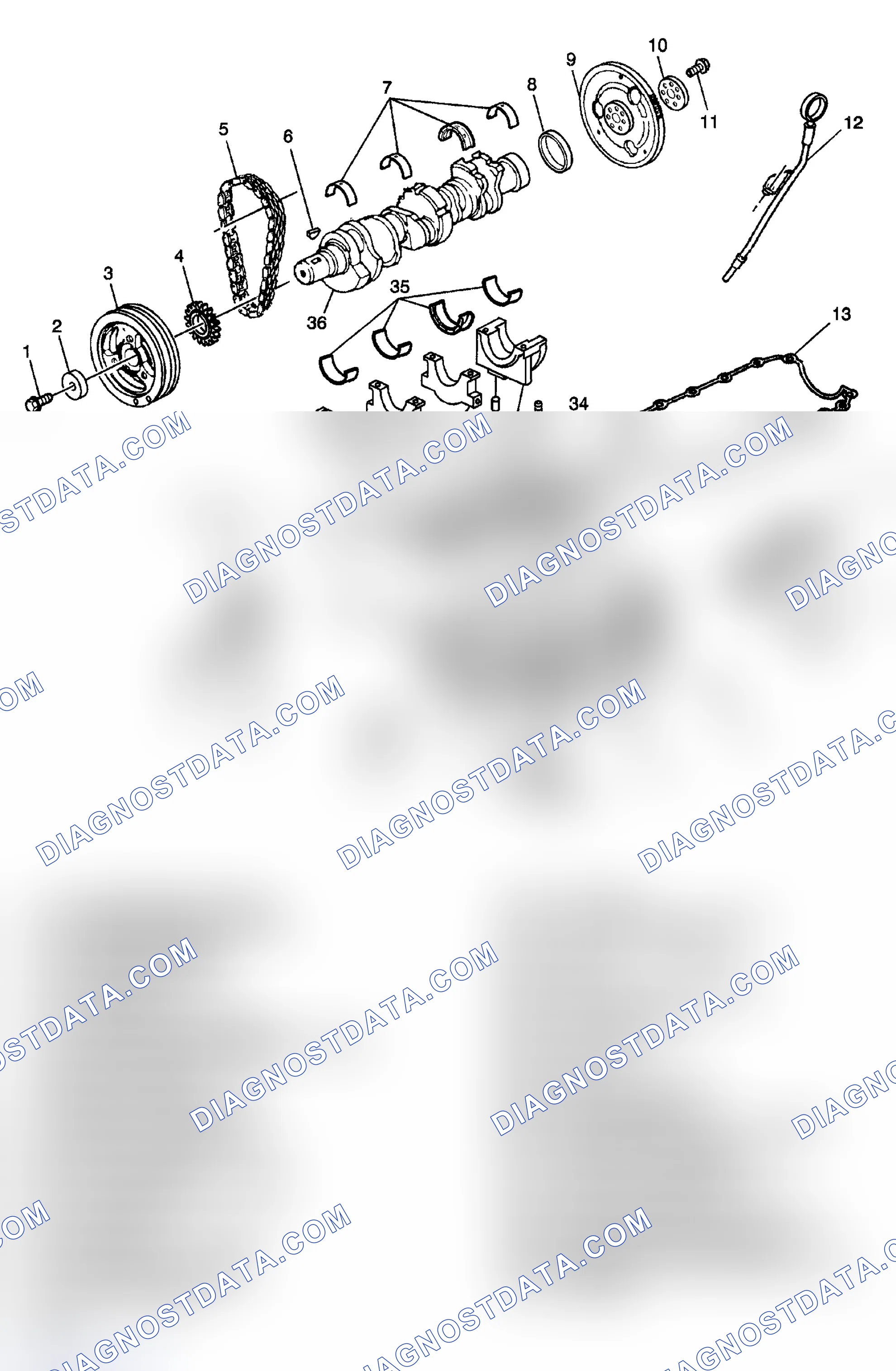
- Install the crankshaft sprocket.
- Apply prelube GM P/N United States 12345501, GM P/N Canada 992704 or the equivalent to the crankshaft sprocket thrust surface.
- Install the timing chain dampener.
- Install the timing chain dampener bolts. Tighten the timing chain dampener bolt to 21 N.m (15 ft lbs).
- Align the crankshaft timing mark (2) to the timing mark on the bottom of the timing chain dampener (1).
- Hold the camshaft sprocket with the timing chain hanging down and install the timing chain to the crankshaft gear.
- Align the timing mark on the camshaft gear (4) with the timing mark on top of the timing chain dampener (3).
- Align the dowel in the camshaft with the dowel hole in the camshaft sprocket.
- Draw the camshaft sprocket onto the camshaft using the mounting bolt.
- Coat the crankshaft and camshaft sprocket with engine oil. Tighten the bolt to 140 N.m (103 ft lbs).
Scheme 291
Scheme 292
Scheme 293
- Install the engine front cover gasket.
- Apply sealer GM P/N United States 12346004, GM P/N Canada 10953480 or equivalent to both sides of the lower tabs of the engine front cover gasket, and the engine front cover bolts.
- Install the engine front cover.
- Install the engine front cover bolts (2). Tighten the engine front cover bolts (2) to 55 N.m (41 ft lbs).
- Install the engine front cover bolts (3). Tighten the engine front cover bolts (3) to 55 N.m (41 ft lbs).
- Install the engine front cover bolts (1). Tighten the engine front cover bolts (1) to 27 N.m (20 ft lbs).
- Install the crankshaft position sensor wiring bracket.
- Install the crankshaft position sensor wiring bracket bolt. Tighten the crankshaft position sensor wiring bracket bolt to 40 N.m (30 ft lbs).
Crankshaft Front Oil Seal - Installation
Tools Required
J 35468 Crankshaft Front Oil Seal Installer
Scheme 294
- Align the J 35468 and the crankshaft front oil seal with the engine front cover and crankshaft.
- Install the crankshaft front oil seal using the J 35468 and a suitable tool.
Scheme 295

- Apply prelube GM P/N United States 12345501, GM P/N Canada 992704 or the equivalent to the oil pump drive gear.
- Apply engine oil to the oil pump drive gear assembly for ease of assembly.
- Install the oil pump drive gear assembly.
- Install the oil pump drive gear clamp.
- Install the oil pump drive gear clamp bolt. Tighten the oil pump drive gear clamp bolt to 36 N.m (27 ft lbs).
Scheme 296
- Install the crankshaft oil deflector.
- Install the crankshaft oil deflector nuts. Tighten the crankshaft oil deflector nuts to 25 N.m (18 ft lbs). Important: Do not reuse the oil pump driveshaft retainer. During assembly, install a NEW oil pump driveshaft retainer.
- Install the oil pump.
- Position the oil pump onto the pins.
- Install the oil pump bolt attaching the oil pump to the rear crankshaft bearing cap. Tighten the oil pump bolt to 41 N.m (30 ft lbs).
Scheme 297
- Apply sealer GM P/N United States 12345739, GM P/N Canada 10953541 or the equivalent to both sides of the crankshaft rear main bearing cap (1). Press sealer into gap using a putty knife.
- Install the oil pan gasket.
- Install the oil pan.
- Install the oil pan bolts. Tighten the oil pan bolts to 25 N.m (18 ft lbs).
- Install the oil pan side bolts. Tighten the oil pan side bolts to 50 N.m (37 ft lbs).
Cylinder Head (Left) - Installation
Tools Required
J 36660-A Torque Angle Meter
Scheme 298
Scheme 299
Scheme 300
- Install the cylinder head locator dowel pins, if necessary.
- Inspect the cylinder head locator dowel pins for proper installation.
- Install the cylinder head gasket.
- Install the cylinder head.
- Install NEW cylinder head bolts. Tighten the cylinder head bolts in sequence to 60 N.m (44 ft lbs). Turn the bolts an additional 95 degrees using the J 36660-A .
Cylinder Head (Right) - Installation
Tools Required
J 36660-A Torque Angle Meter
Scheme 301
Scheme 302
Scheme 303
- Install the cylinder head locator dowel pins, if necessary.
- Inspect the cylinder head locator dowel pins for proper installation.
- Install the cylinder head gasket.
- Install the cylinder head.
- Install NEW cylinder head bolts. Tighten the cylinder head bolts in sequence to 60 N.m (44 ft lbs). Turn the bolts an additional 95 degrees using the J 36660-A .
Scheme 304
Scheme 305
- Install the water pump gasket.
- Install the water pump.
- Install the water pump bolts. Tighten the water pump bolts to 11 N.m (98 in lbs).
- Install the water pump pulley.
- Install the water pump pulley bolts. Tighten the water pump pulley bolts to 25 N.m (18 ft lbs).
Scheme 306
- Coat the valve lifters using prelube GM P/N United States 1052367, GM P/N Canada 992869 or the equivalent.
- Install the valve lifters in their original locations.
- Apply threadlock GM P/N United States 12345382, GM P/N Canada 10953489 or the equivalent to the threads.
- Install the valve lifter guides and guide bolts. Tighten the valve lifter guide bolts to 10 N.m (89 in lbs).
Valve Rocker Arm & Push Rod - Installation
Tools Required
J 36660-A Torque Angle Meter
Scheme 307
Scheme 308
Scheme 309
- Install the lower intake manifold gaskets. NOTE: When replacing lower intake manifold gasket, a revised intake manifold gasket has been introduced by manufacturer. This new design gasket helps resolve issues related to intake manifold oil/coolant leaks. The gasket requires a revised torque specification and procedure in addition to the use of NEW revised intake manifold bolts. Please review TSB ENGINE OIL OR COOLANT LEAK (INSTALL NEW INTAKE MANIFOLD GASKET) for complete information.
- Coat the ends of the push rods using prelube GM P/N United States 1052367, GM P/N Canada 992869 or the equivalent. Important: The intake valve push rods measure 146.0 mm (5.75 in) in length, (yellow).
- Install the push rods in their original location. The exhaust valve push rods measure 152.5 mm (6.0 in) in length, (green).
- Coat the rocker arm friction surfaces using prelube GM P/N United States 1052367, GM P/N Canada 992869 or the equivalent. Important: Shims may be required under the valve rocker arm pedestals if reconditioning has been performed on the cylinder head or its components.
- Install the valve rocker arms in their original positions.
- Install the valve rocker arm bolts. Use the J 36660-A to tighten the valve rocker arm bolts to 19 N.m (14 ft lbs) plus 30 degrees.
Scheme 310
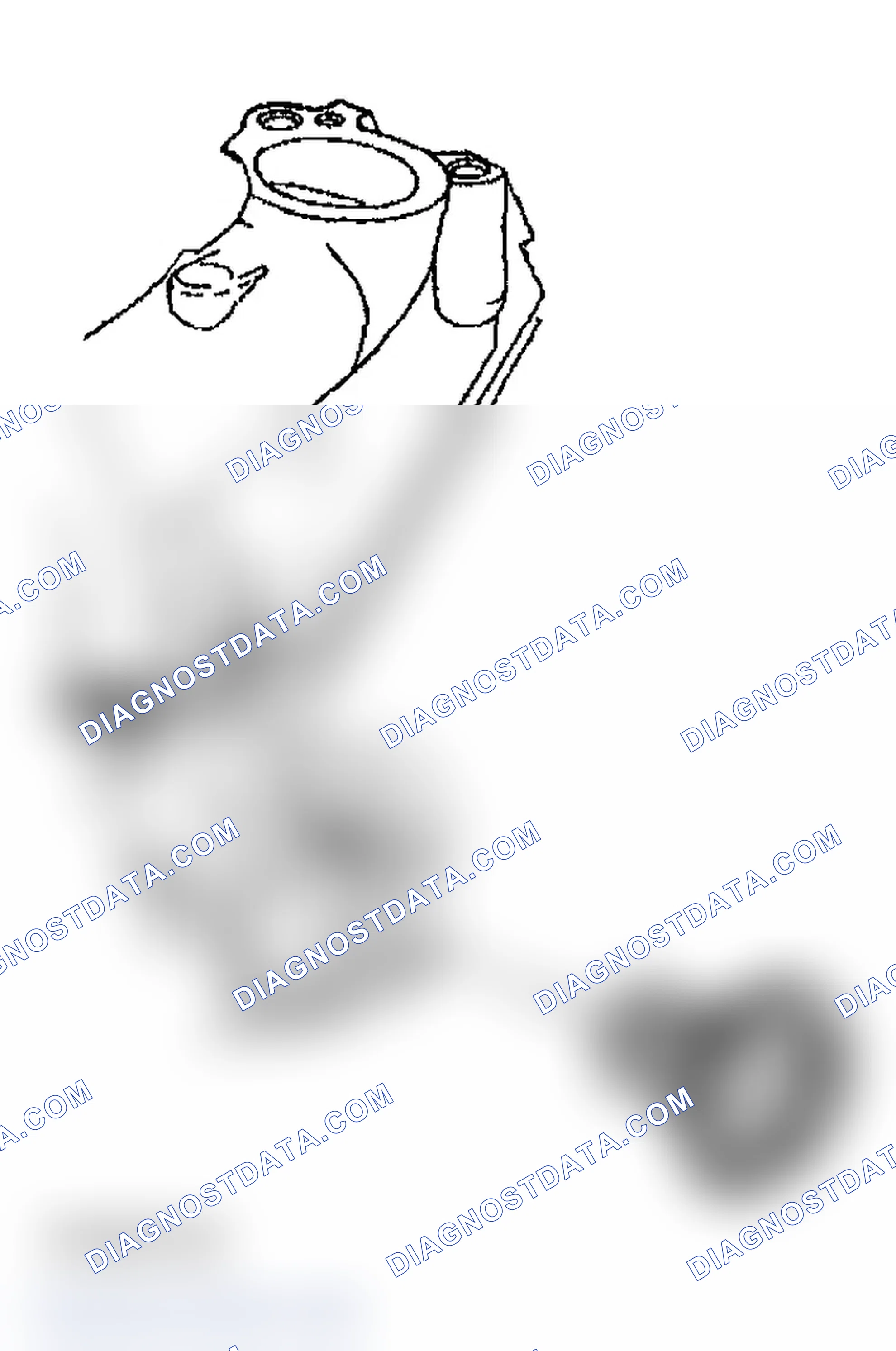
- Install the thermostat.
- Install the water outlet.
- Install the water outlet bolts. Tighten the water outlet bolts to 25 N.m (18 ft lbs).
Engine Lift Bracket & Generator Bracket - Installation
- Install the front engine lift hook.
- Install the generator bracket.
- Install the generator bracket bolts. Tighten the generator bracket bolts in sequence (1, 2, 3, 4) to 50 N.m (37 ft lbs).
Scheme 311

- Install the engine mount strut and lift bracket.
- Install the engine mount strut and lift bracket bolts. Tighten the engine mount strut and lift bracket bolts to 70 N.m (52 ft lbs).
Scheme 312
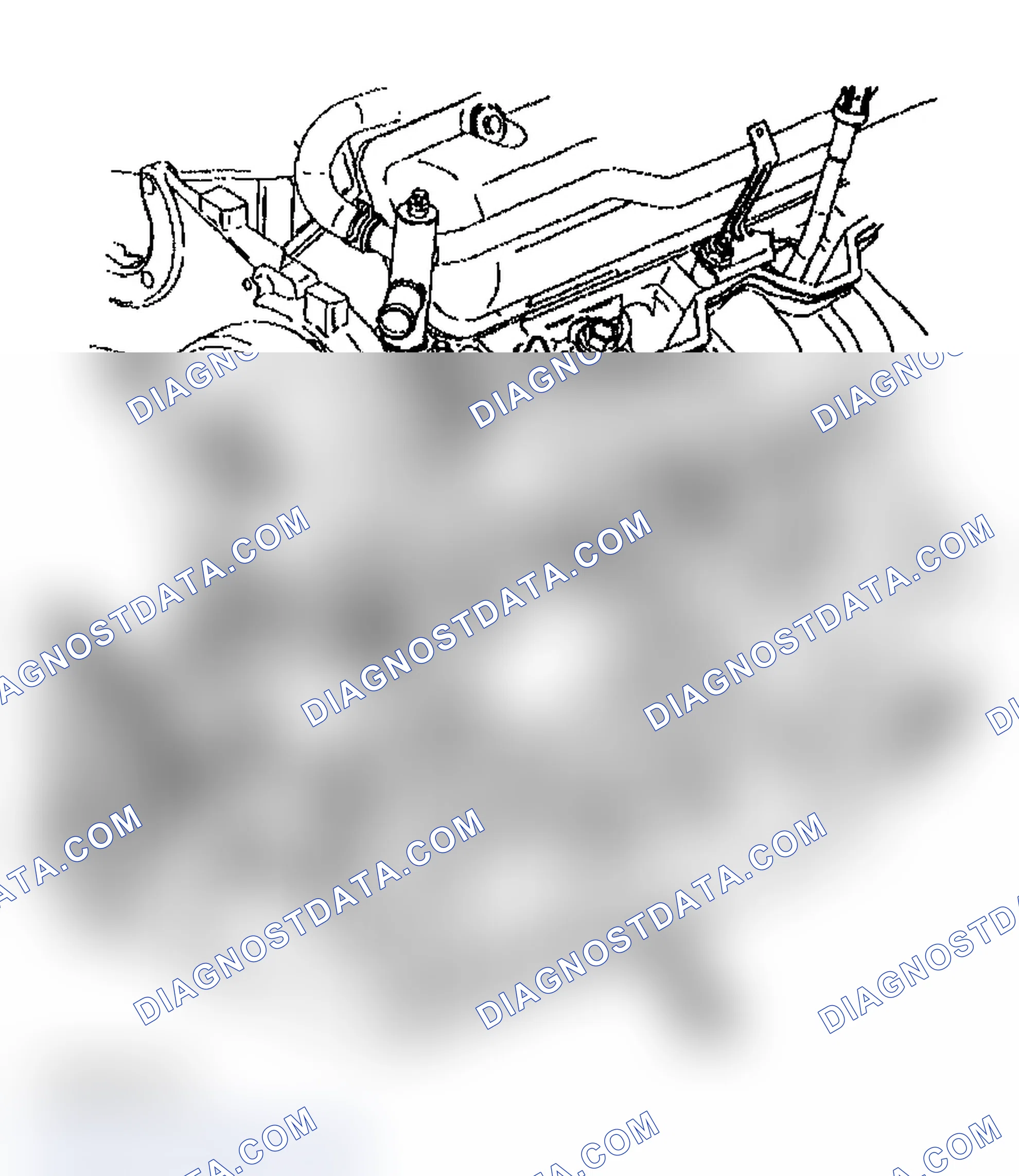
- Install the engine mount strut and A/C Compressor bracket.
- Install the engine mount strut and A/C Compressor bracket bolts. Tighten the engine mount strut and lift bracket bolts to 50 N.m (37 ft lbs).
Exhaust Manifold (Left) - Installation
- Install the exhaust manifold studs. Tighten the exhaust manifold studs to 18 N.m (13 ft lbs).
- Install the exhaust manifold gasket.
- Install the exhaust manifold.
- Install the exhaust manifold nuts. Tighten the exhaust manifold nuts to 16 N.m (12 ft lbs).
- Install the left side spark plugs. Tighten the spark plugs to 20 N.m (15 ft lbs) when installing spark plugs into a new cylinder head. Tighten the spark plugs to 15 N.m (13 ft lbs) when re-installing after initial installation.
- Install the exhaust manifold heat shield.
- Install the exhaust manifold heat shield bolts. Tighten the exhaust manifold heat shield bolts to 10 N.m (89 in lbs).
Scheme 313
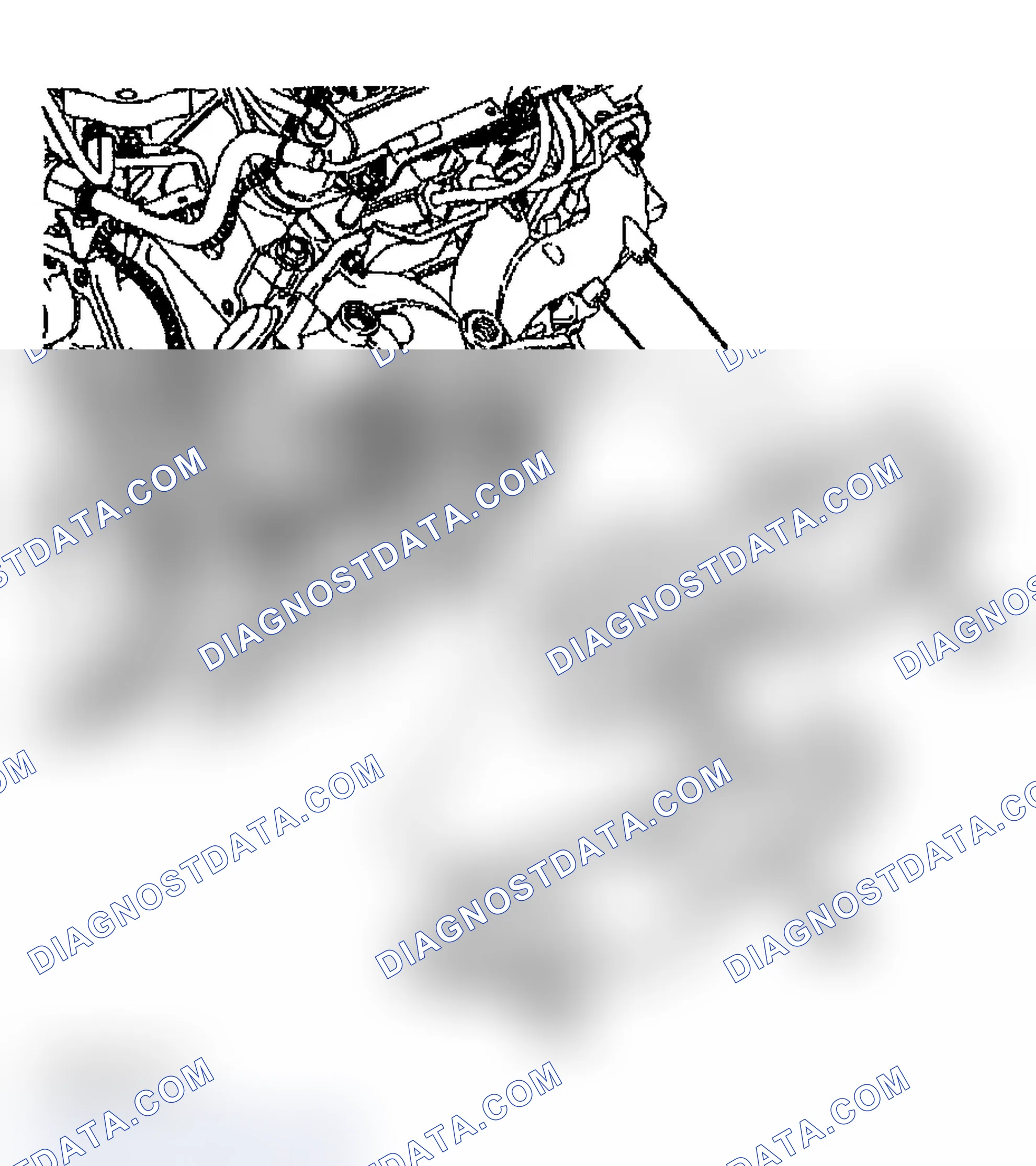
- Install the exhaust manifold studs. Tighten the exhaust manifold studs to 18 N.m (13 ft lbs).
- Install the exhaust manifold gasket.
- Install the exhaust manifold.
- Install the exhaust manifold nuts. Tighten the exhaust manifold nuts to 16 N.m (12 ft lbs).
- Install the right side spark plugs. Tighten the spark plugs to 20 N.m (15 ft lbs) when installing spark plugs into a new cylinder head. Tighten the spark plugs to 15 N.m (13 ft lbs) when re-installing after initial installation.
- Install the lower exhaust manifold heat shield.
- Install the upper exhaust manifold heat shield.
- Install the exhaust manifold heat shield bolts. Tighten the exhaust manifold heat shield bolts to 10 N.m (89 in lbs).
- Coat the threads of the heated oxygen sensor with anti seize compound.
- Install the heated oxygen sensor. Tighten the heated oxygen sensor to 42 N.m (31 ft lbs).
- Install the spark plug wires.
Intake Manifold (Lower) - Installation
Note. When replacing lower intake manifold gasket, a revised intake manifold gasket has been introduced by manufacturer. This new design gasket helps resolve issues related to intake manifold oil/coolant leaks. The gasket requires a revised torque specification and procedure in addition to the use of NEW revised intake manifold bolts. Please review TSB ENGINE OIL OR COOLANT LEAK (INSTALL NEW INTAKE MANIFOLD GASKET) for complete information.
Scheme 314
Scheme 315
Scheme 316

Scheme 317
Scheme 318
- Apply sealer GM P/N United States 12378479, GM P/N Canada 10953472 or the equivalent at the engine block-to-lower intake manifold mating surface. Ensure that the bead meets the following conditions: 8.0-10.0 mm (0.31-0.39 in) wide 3.0-5.0 mm (0.12-0.20 in) thick
- Install the lower intake manifold. NOTE: Failure to tighten vertical bolts before the diagonal bolts may cause an oil leak.
- Apply sealer GM P/N United States 12345382, GM P/N Canada 10953489 or the equivalent to the lower intake manifold bolt threads.
- Install the lower intake manifold bolts. See TSB For Revised Lower Intake Torque
- Install the heater inlet pipe.
- Install the heater inlet pipe nut. Tighten the heater inlet pipe nut to 25 N.m (18 ft lbs). Important: Do not press on the fuel pressure regulator valve when installing the fuel injector rail assembly.
- Install the fuel injector rail assembly. 7.1. Install the fuel injector O-rings using GM P/N United States 12345616, GM P/N Canada 993182 or the equivalent. 7.2. Install the injector nozzles into the lower intake manifold injector bores. 7.3. Press on the injector rail using the palms of both hands until the injectors are fully seated.
- Install the fuel injector rail bolts. Tighten the fuel injector rail bolts to 10 N.m (89 in lbs).
- Install the fuel feed and return pipe retaining clip.
- Install the fuel feed and return pipe retaining clip bolt. Tighten the fuel feed and return pipe retaining clip bolt to 8 N.m (71 in lbs).
Intake Manifold (Upper) - Installation
- Install the upper intake manifold gaskets.
- Install the upper intake manifold.
- Install the upper intake manifold bolts and studs. Apply threadlock GM P/N United States 12345382, GM P/N Canada 10953489 to the threads. Tighten the upper intake manifold bolts and studs to 25 N.m (18 ft lbs).
- Install the EGR valve pipe. Tighten the EGR valve pipe to 25 N.m (18 ft lbs).
- Install the EGR valve.
- Install the EGR valve bolts. Tighten the EGR valve bolts to 25 N.m (18 ft lbs).
- Install the map sensor bracket and bolts. Tighten the MAP sensor bracket bolts to 25 N.m (18 ft lbs).
- Install the MAP sensor.
- Install the MAP sensor bolts. Tighten the MAP sensor bolts to 5 N.m (44 in lbs).
- Install the MAP sensor electrical connector.
- Install the vacuum lines to the upper intake manifold.
- Install the throttle cable bracket.
- Install the throttle cable bracket bolts. Tighten the throttle cable bracket bolts to 13 N.m (115 in lbs).
Scheme 319
Scheme 320
- Install the valve rocker arm cover gasket into the valve rocker arm cover.
- Apply sealer GM P/N United States 12345739, GM P/N Canada 10953541 or the equivalent to the notches where the cylinder head and intake manifold meet.
- Install the valve rocker arm cover.
- Install the valve rocker arm cover bolts. Tighten the valve rocker arm cover bolts to 10 N.m (89 in lbs).
- Install the vacuum lines from the upper intake manifold.
- Install the ignition coil studs. Tighten the ignition coil studs to 25 N.m (18 ft lbs).
- Install the electronic ignition control module.
- Install the electronic ignition control module nuts and bolts. Tighten the electronic ignition control module nuts and bolts to 25 N.m (18 ft lbs).
Valve Rocker Arm Cover (Left) - Installation
- Install the valve rocker arm cover gasket into the valve rocker arm cover.
- Apply sealer GM P/N United States 12345739, GM P/N Canada 10953541 or the equivalent to the notches where the cylinder head and intake manifold meet.
- Install the valve rocker arm cover.
- Install the valve rocker arm cover bolts. Tighten the valve rocker arm cover bolts to 10 N.m (89 in lbs).
Scheme 321
Scheme 322

Scheme 323
Scheme 324
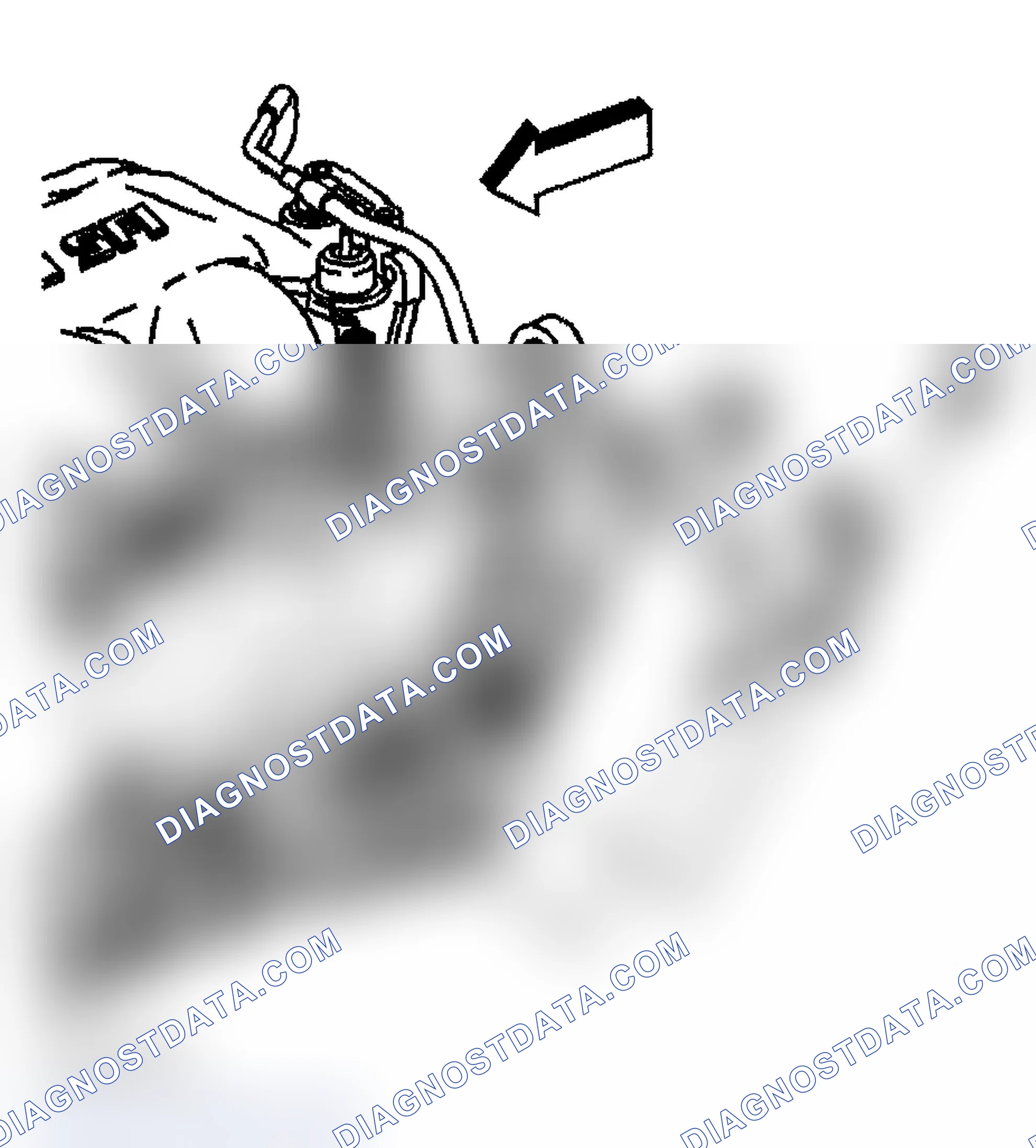
Scheme 325
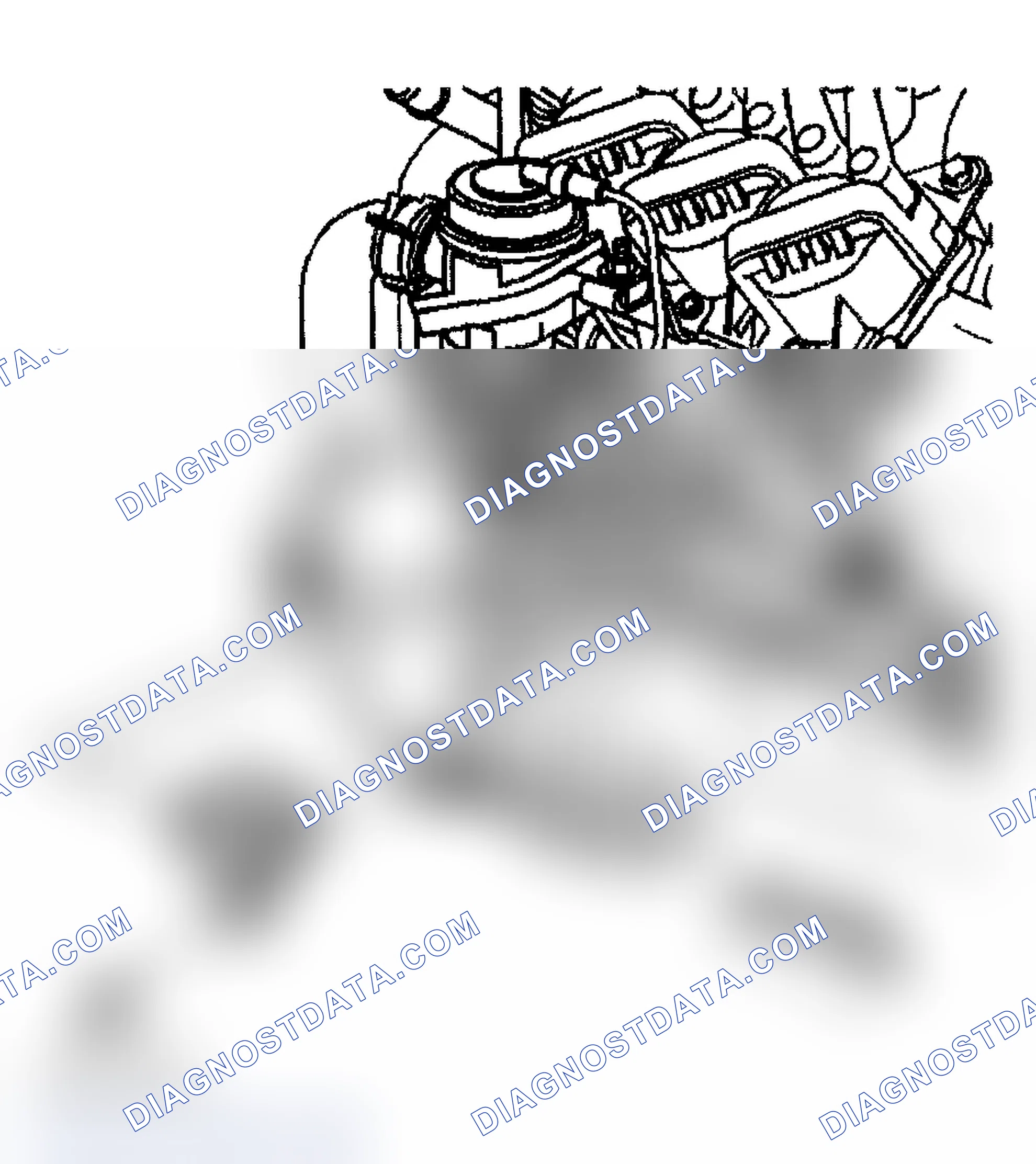
Scheme 326
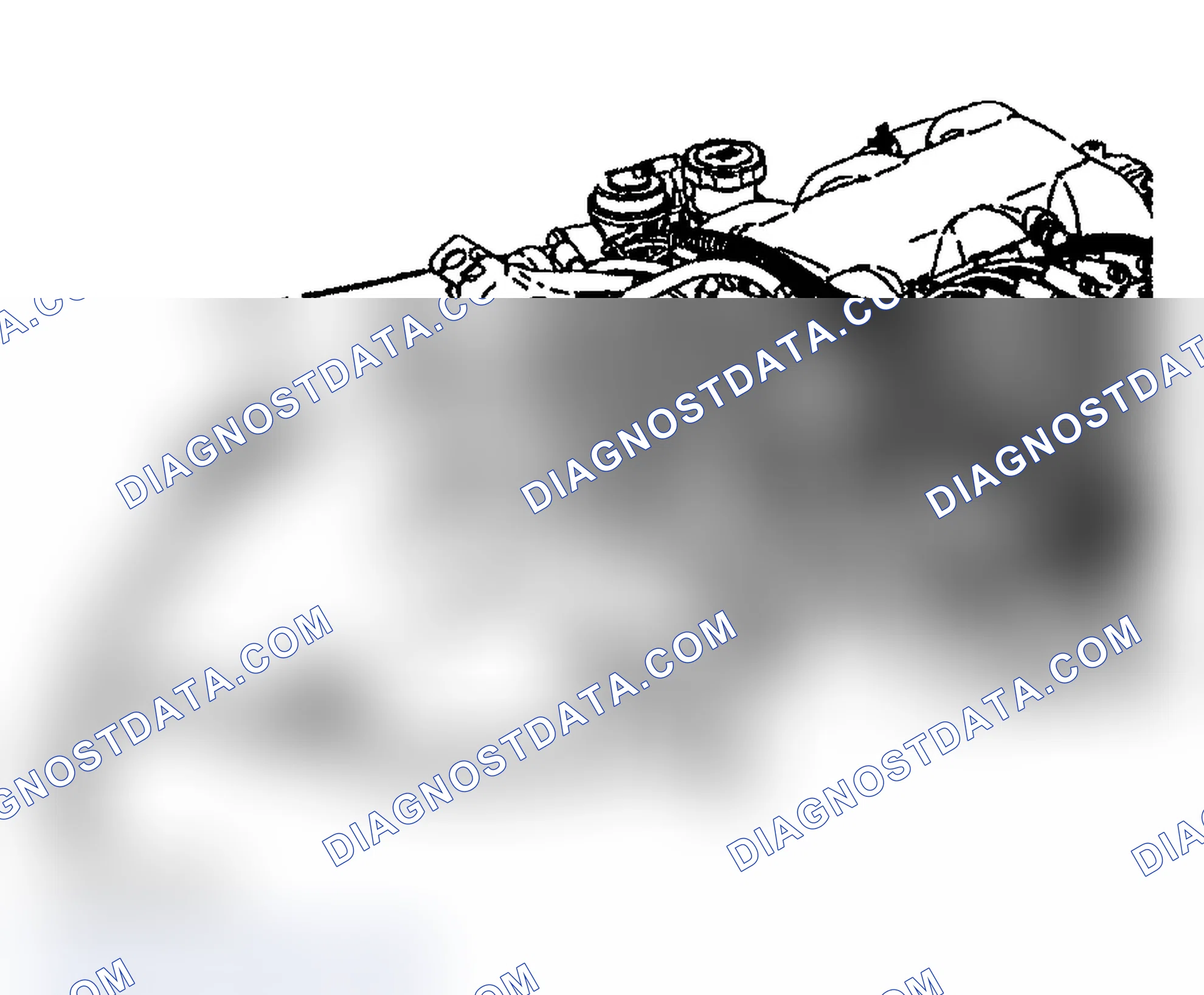
Scheme 327
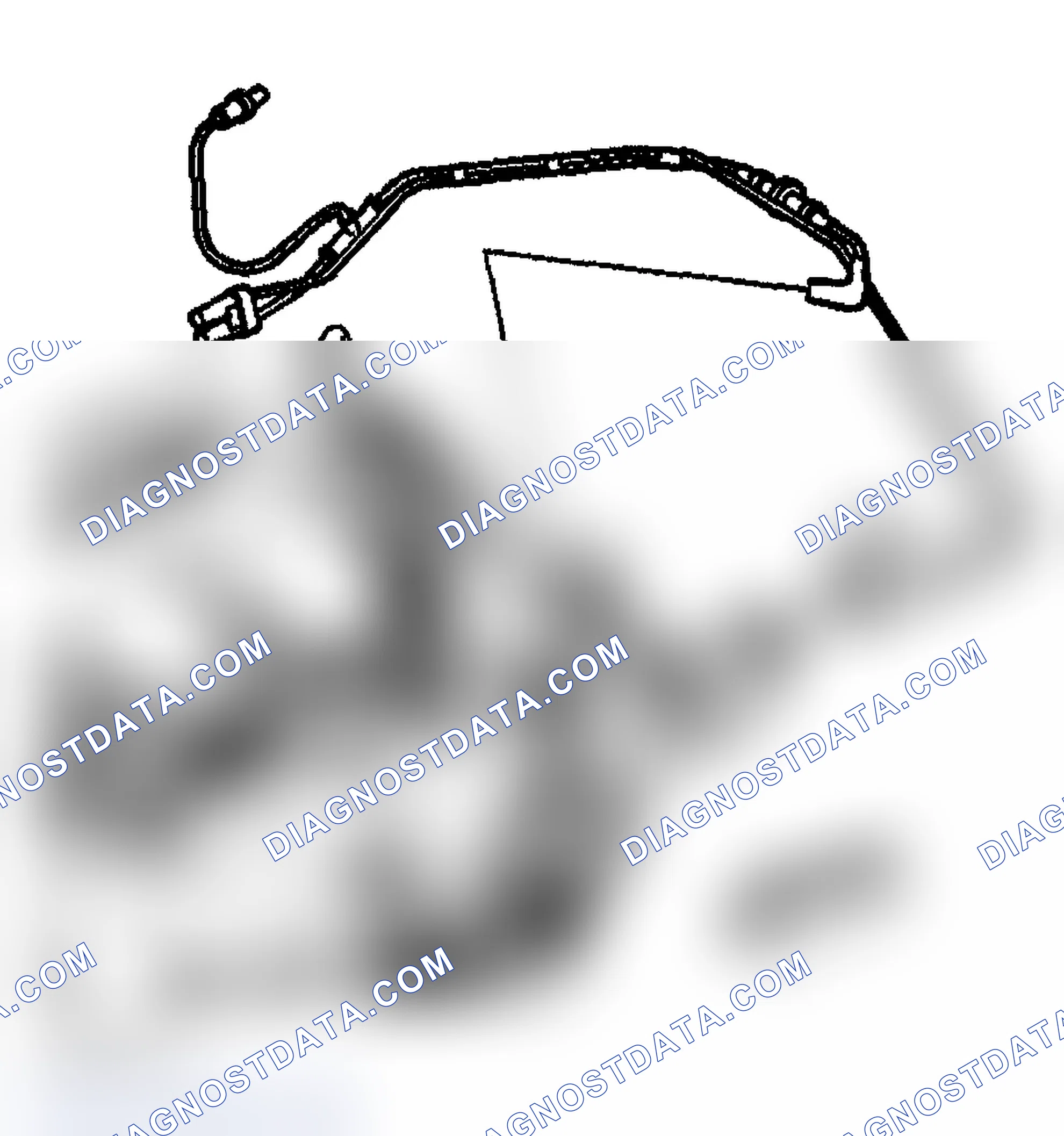
- Install air injection check valve pipe adapters, rear. Tighten the air injection check valve pipe adapters to 30 N.m (22 ft lbs).
- Install air injection check valve pipe adapters, front. Tighten the air injection check valve pipe adapters to 30 N.m (22 ft lbs).
- Install air injection check valve rear bracket and nuts. Tighten the air injection check valve rear bracket nuts to 25 N.m (18 ft lbs).
- Install air injection check valve front bracket, bolt and nut. Tighten the air injection check valve front bracket bolt and nut to 25 N.m (18 ft lbs).
- Install air injection check valve rear. Tighten the air injection check valve to 20 N.m (15 ft lbs).
- Install air injection check valve nut, rear. Tighten the air injection check valve nut rear to 10 N.m (89 in lbs).
- Install air injection check valve front. Tighten the air injection check valve front to 20 N.m (15 ft lbs).
- Install air injection check valve nut front. Tighten the air injection check valve nut to 10 N.m (89 in lbs).
- Install air injection solenoid switch and bolt. Tighten the air injection solenoid switch bolt to 10 N.m (89 in lbs).
- Install air injection check valve pipe, clamps, and bolt. Tighten the air injection check valve pipe bolt to 10 N.m (89 in lbs).
- Install air injection vacuum hose.
Scheme 328
Scheme 329
- Install the oil filter bypass valve.
- Install the oil filter fitting, if necessary. Tighten the oil filter fitting to 39 N.m (29 ft lbs).
- Install the oil filter bypass valve plug. Apply sealer GM P/N United States 12345739, GM P/N Canada 10953541 or the equivalent to the threads. Tighten the oil filter bypass valve plug to 19 N.m (14 ft lbs).
- Install the oil filter. Tighten the oil filter to 30 N.m (22 ft lbs).
Scheme 330
Scheme 331
Scheme 332
Scheme 333
- Install the oil cooler hose fitting. Tighten the oil cooler hose fitting to 19 N.m (14 ft lbs).
- Install the oil cooler inlet hose clamp and the oil cooler inlet hose onto the oil cooler hose fitting.
- Install the oil cooler inlet hose clamp and oil cooler.
- Install the oil cooler connector. Tighten the oil cooler connector to 50 N.m (37 ft lbs).
- Install the oil cooler outlet hoses and pipe.
- Connect the lower oil cooler outlet hose to the oil cooler.
- Connect the upper oil cooler hose to the thermostat bypass pipe.
Scheme 334
Scheme 335
Scheme 336
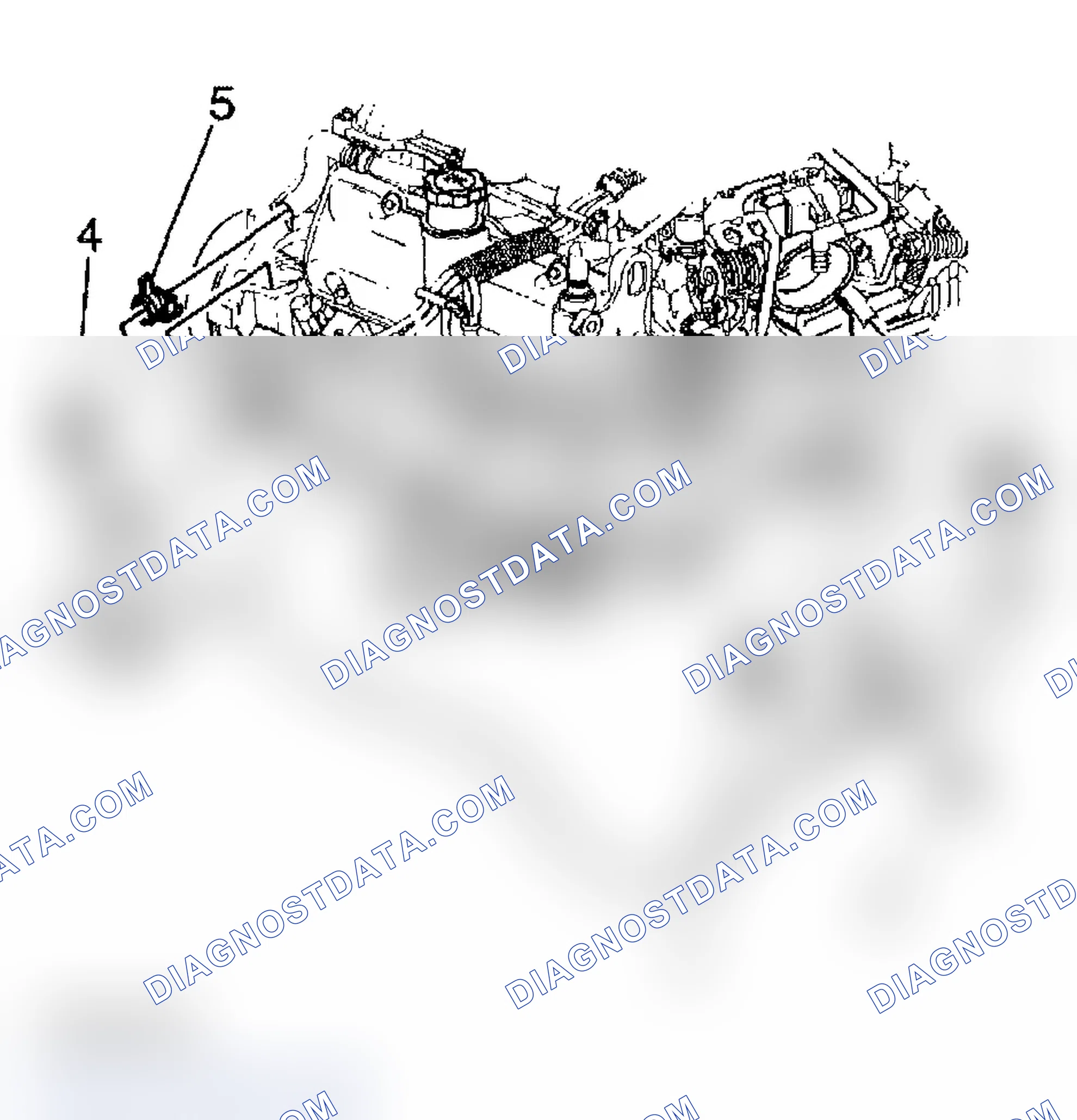
- Install the oil level indicator and oil level indicator tube.
- Install the oil level indicator tube bolt. Tighten the oil level indicator tube bolt to 25 N.m (18 ft lbs).
- Install the thermostat bypass pipe.
- Install the thermostat bypass pipe hose.
- Install the thermostat bypass pipe hose clamps (5).
- Install the thermostat bypass pipe to engine front cover bolt (4). Tighten the thermostat bypass pipe to engine front cover bolt to 11 N.m (98 in lbs).
- Install the thermostat bypass pipe to throttle body hose clamps.
- Install the thermostat bypass pipe to throttle body nut. Tighten the thermostat bypass pipe to throttle body nut to 25 N.m (18 ft lbs).
Scheme 337
- Install the drive belt tensioner.
- Install the drive belt tensioner bolt. Tighten the drive belt tensioner bolt to 50 N.m (37 ft lbs).
Scheme 338
- Install the flywheel.
- Install the flywheel retainer.
- Install the flywheel bolts. Tighten the flywheel bolts to 71 N.m (52 ft lbs).
Crankshaft Balancer - Installation
Tools Required
- J 29113 Crankshaft Balancer Installer
- J 36660-A Torque Angle Meter
Scheme 339
- Apply sealer GM P/N United States 12345739, GM P/N Canada 10953541 or the equivalent to the keyway of the crankshaft balancer.
- Place the crankshaft balancer into position over the key in the crankshaft.
- Install the J 29113 onto the crankshaft.
- Pull the crankshaft balancer into position.
- Remove the J 29113 from the crankshaft balancer. NOTE: Do not use a power-assisted tool with the special tool in order to remove or install this component. You cannot properly control the alignment of this component using a power-assisted tool, and this can damage the component.
- Install the crankshaft balancer washer and bolt. Tighten the crankshaft balancer bolt a first pass to 70 N.m (52 ft lbs). Tighten the crankshaft balancer bolt a second pass to 85 degrees using the J 36660-A .
Engine Component Description
The cylinder block is made of cast alloy iron. The cylinder block has 6 cylinders that are arranged in a V shape. There are 3 cylinders in each bank. The cylinder banks are set at a 60 degree angle from each other.
Starting from the front of the engine, the right bank cylinders are 1, 3, 5. The left bank cylinders are 2, 4, 6.
Four main bearings support the crankshaft. The crankshaft is retained by the bearing caps. The bearing caps are machined with the block for proper alignment and clearances. The main bearing caps are drilled and tapped for the structural oil pan side bolts.
The aluminum cylinder heads have individual intake and exhaust ports for each cylinder. The valve guides are pressed in. The roller rocker arms are located on a pedestal in a slot in the cylinder head. The roller rocker arms are retained on individual threaded bolts.
The crankshaft is cast nodular iron with deep rolled fillets on all 6 crankpins and all 4 main journals. Four steel-backed aluminum bearings are used. The #3 bearing is the end-thrust bearing.
The camshaft is made from a new metal composite design. The camshaft profile is a hydraulic roller design. The camshaft is supported by 4 journals. The camshaft includes an oil pump drive gear.
The pistons are cast aluminum using 2 compression rings and 1 oil control ring. The piston pin is offset 0.8 mm (0.031 in) towards the major thrust side. This placement allows for a gradual change in thrust pressure against the cylinder wall as the piston travels its path. The pins are chromium steel. The pins have a floating fit in the pistons. The pins are retained in the connecting rods by a press fit.
The connecting rods are made of forged steel. Full pressure lubrication is directed to the connecting rods by drilled oil passages from the adjacent main bearing journal.
A roller rocker type valve train is used. Motion is transmitted from the camshaft through the hydraulic roller lifter and from the pushrod to the roller rocker arm. The rocker arm pivots on the needle roller bearings. The rocker arm transmits the camshaft motion to the valve. The rocker arm pedestal is located in a slot in the cylinder head. The rocker arm is retained in the cylinder head by a bolt. The pushrod is located by the rocker arm.
The intake manifold is a 2-piece cast aluminum unit. The intake manifold centrally supports a fuel rail with 6 fuel injectors.
The exhaust manifolds are cast nodular iron.
New Product Information
The purpose of New Product Information is to highlight or indicate important product changes from the previous model year.
Changes may include one or more of the following items
- A component comparison from the previous year
- Fastener changes
- Torque values and/or fastener tightening strategies
- Changed engine specifications
- New sealants and/or adhesives
- Disassembly and assembly procedure revisions
- Engine mechanical diagnostic procedure revisions
- New special tools required
Component Comparison
Removed the EGR valve pipe gasket.
Fastener Changes
No fastener changes from 2001.
Torque Values and/or Fastener Tightening Strategies
No torque value or fastener tightening strategy changes from 2001.
Changed Engine Specifications
Engine mechanical specifications remain the same as the 2001 products.
New Sealants and/or Adhesives
Sealant GM P/N 12346004 (Canadian P/N 10953480) removed from knock sensor.
Disassembly and Assembly Procedure Revisions
- Engine mount strut and engine lift bracket removal and installation deleted
- Piston and connecting rod assembly
- Valve guide reaming/valve and seat grinding
- Cylinder head assembly
- Piston, connecting rod, bearing clean and inspect
- Valve rocker arm and pushrod installation
Engine Mechanical Diagnostic Procedure Revisions
No engine mechanical diagnostic changes from 2001.
New Special Tools Required
J 5825-A has been removed for 2002.
Lubrication Description
Full pressure lubrication, through a full flow oil filter, is furnished by a gear type oil pump. The oil is drawn up through the pickup screen and the tube. The oil passes through the pump to the oil filter. The oil filter is a full flow paper element unit. An oil filter bypass is used in order to ensure oil supply during the following conditions
- On a cold start.
- If the filter is plugged.
- If the filter develops excessive pressure drop.
The bypass is designed to open at 69-83 kPa (10-12 psi).
A new priority oil delivery system supplies oil first to the crankshaft journals. The oil from the crankshaft main bearings is supplied to the connecting rod bearings by intersecting the passages drilled in the crankshaft. The passages supply the oil to the crankshaft main bearings and the camshaft bearings through the intersecting vertical drilled holes. The oil passages from the camshaft journals supply oil to the hydraulic lifters.
The hydraulic lifters pump oil up through the pushrods to the rocker arms. The cast dams in the crankcase casting direct the oil that drains back from the rocker arms in order to supply the camshaft lobes. The camshaft chain drive is lubricated by indirect oil splash.
Scheme 340
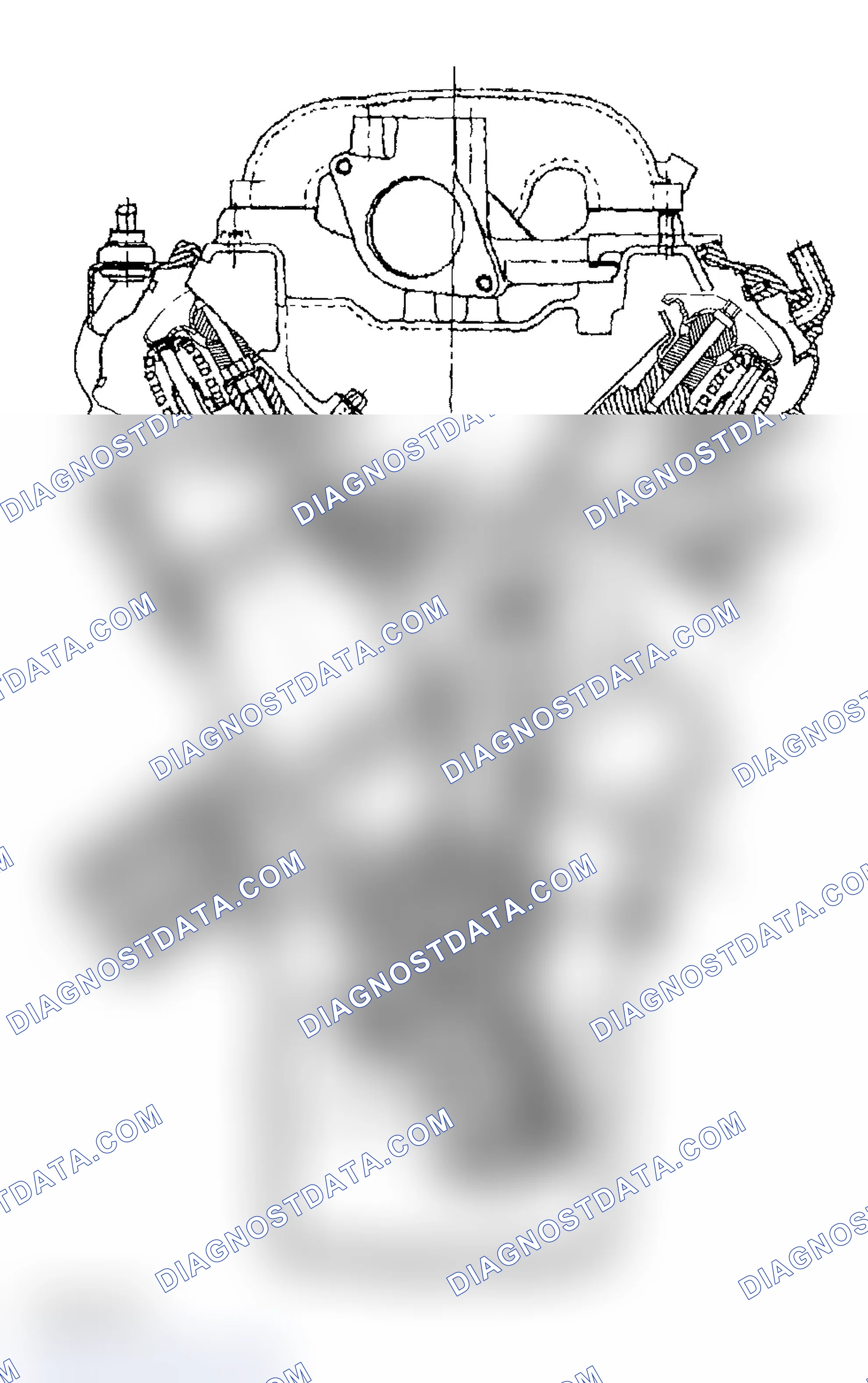
Scheme 341
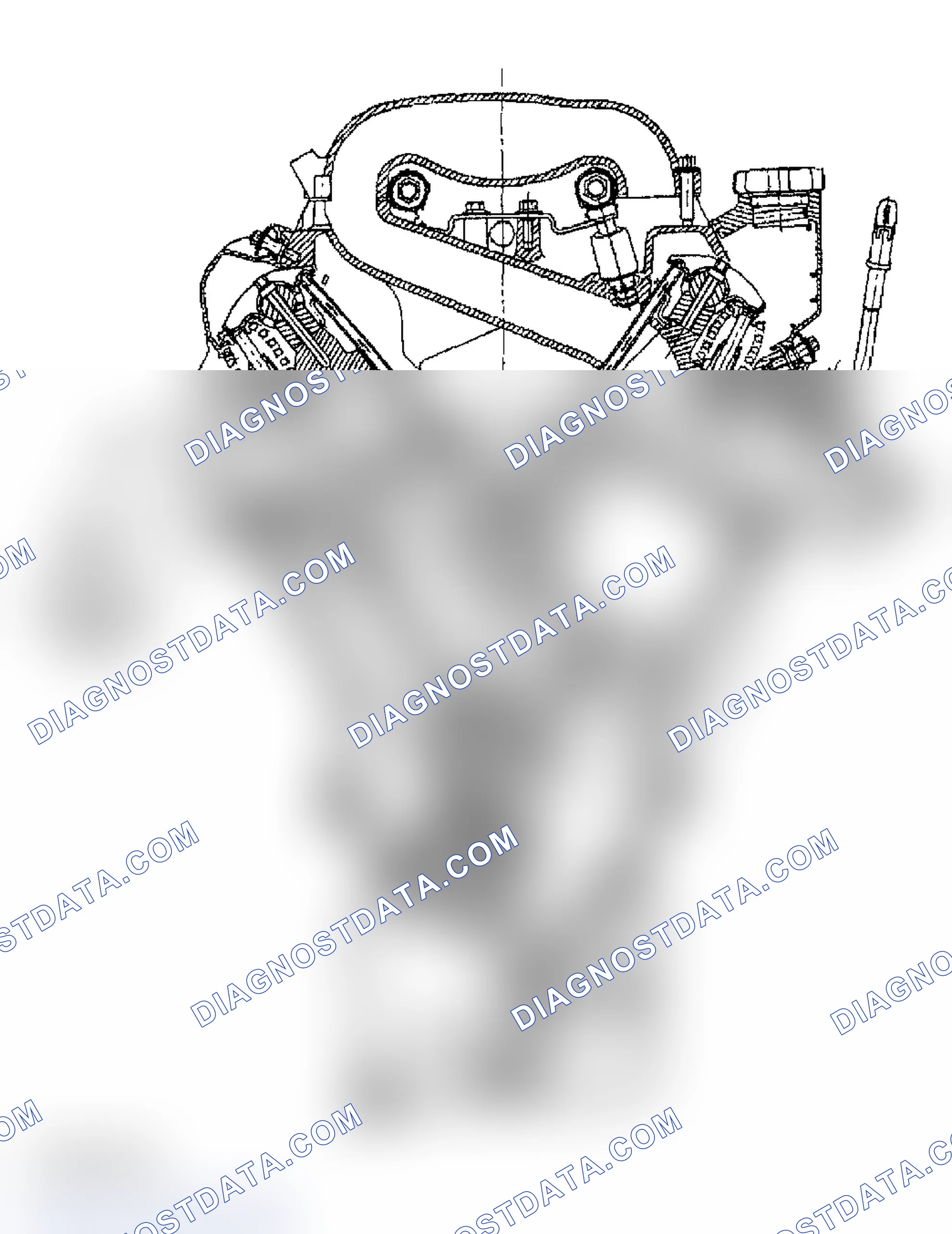
Scheme 342
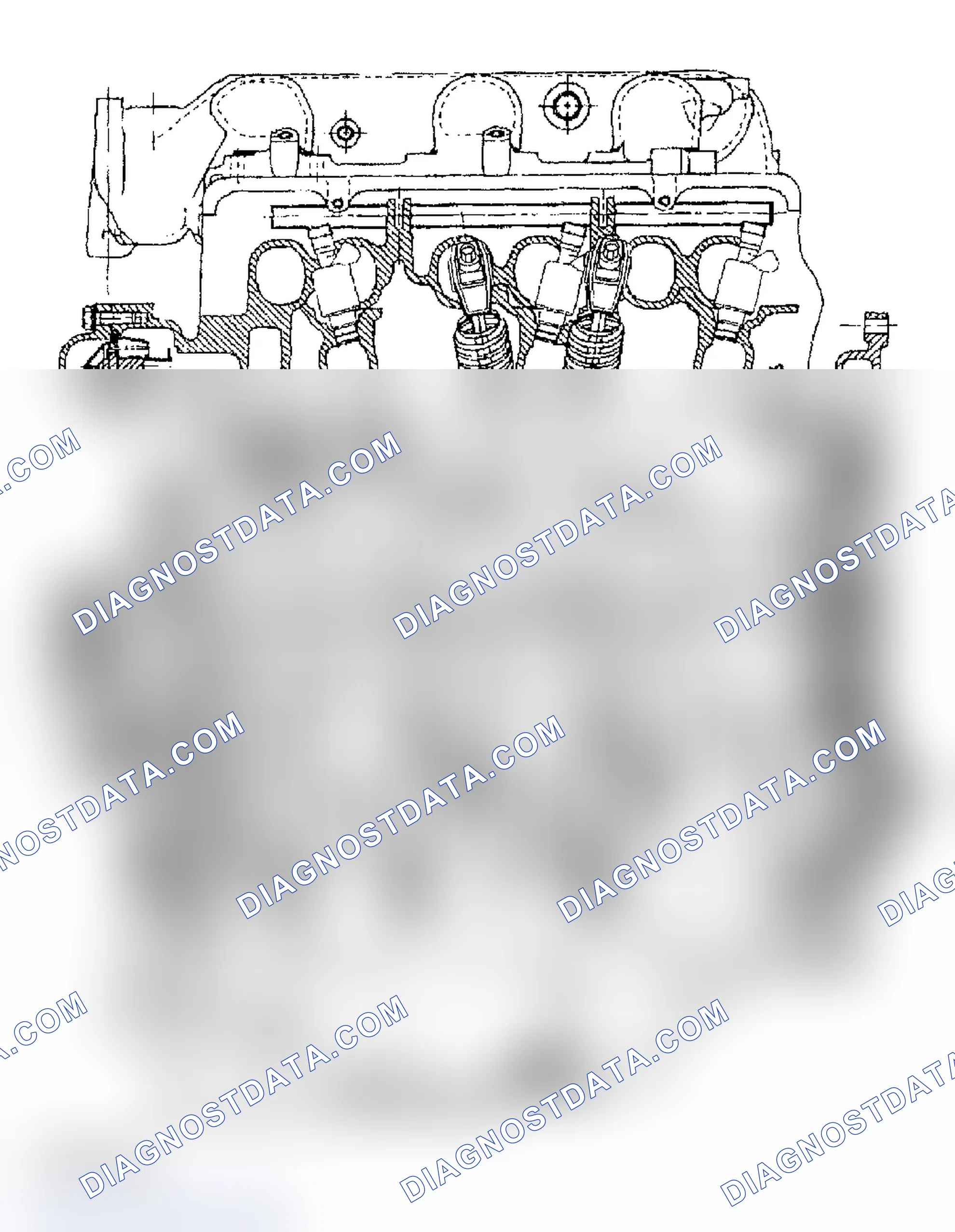
Cleanliness & Care
An automobile engine is a combination of many of the following surfaces
- Machined
- Honed
- Polished
- Lapped
The tolerances of these surfaces are measured in the ten-thousandths of an inch. When you service any internal engine part, cleanliness and care are important. Apply a liberal coating of engine oil to the friction areas during assembly in order to protect and lubricate the surfaces on initial operation. Throughout this section, practice proper cleaning and protection procedures to the machined surfaces and to the friction areas.
Note. Engine damage may result if an abrasive paper, pad, or motorized wire brush is used to clean any engine gasket surfaces.
Whenever you remove the valve train components, keep the components in order. Follow this procedure in order to install the components in the same locations and with the same mating surfaces as when removed.
Disconnect the negative battery cables before you perform any major work on the engine.
Replacing Engine Gaskets
- Do not reuse any gasket unless otherwise specified. Reusable gaskets will be identified in the service procedure. Do not apply sealant to any gasket or sealing surface unless called out in the service procedure.
- Use a rubber mallet in order to separate components. Bump the part sideways in order to loosen the components. Perform the bumping at the bends or at the reinforced areas in order to prevent the distortion of components. Important: Do not use any other method or technique in order to remove the gasket material from a components. Do not use the following items in order to clean the gasket surfaces: Abrasive pads Sand paper Power tools These methods of cleaning may damage the component. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and may cause internal engine damage.
- Remove all of the gasket and the sealing material from the component using a plastic or a wood scraper. Do not gouge or scrape the sealing surfaces. Important: Do not allow the sealant to enter any blind threaded holes. The sealant may cause the following conditions: Prevent you from properly seating the bolt. Cause damage when you tighten the bolt.
- When assembling components, use only the sealant specified in the service procedure. Ensure that the sealing surfaces are clean and free of debris or oil. When applying sealant to a component, apply a bead size as specified in the service procedure.
- Tighten the bolts to the specifications.
Use Of RTV & Anaerobic Sealer
The following 2 types of sealer are commonly used in engines
- The RTV sealer
- The anaerobic gasket eliminator sealer
Follow the service procedure instructions. Use the correct sealer in the proper place in order to prevent oil leaks. Do not interchange the 2 types of sealers. Use the sealer recommended in the service procedure.
Applying RTV Sealer
- Do not use the room temperature vulcanizing (RTV) sealant in areas where extreme temperatures are expected. These areas include the following locations: The exhaust manifold. The head gasket. The other surfaces where gasket eliminator is specified.
- Use a rubber mallet in order to separate the components sealed with RTV sealant. Bump the part sideways in order to shear the RTV sealer. Perform the bumping at the bends or the reinforced areas in order to prevent distortion of the components. The RTV sealant is weaker in shear (lateral) strength than in tensile (vertical) strength. Important: Do not use any other method or technique in order to remove the gasket material from a component.
- Do not use the following items in order to clean the gasket surfaces: Abrasive pads Sand Paper Power tools These methods of cleaning may damage the part. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and may cause internal engine damage.
- Remove all of the gasket material from the component using a plastic or a wood scraper. Use Loctite® brand gasket remover P/N 4MA or the equivalent. Follow all of the safety recommendations and the directions that are on the container. Important: Do not allow the sealer to enter the blind threaded holes. The sealer may cause the following conditions: Prevent you from properly seating the bolt. Cause damage when you tighten the bolt.
- Apply the RTV sealant to a clean surface. Use a bead size as specified in the procedure. Apply the bead to the inside of any bolt holes.
- Assemble the components while the RTV sealant is still wet (within 3 minutes). Do not wait for the RTV sealant to skin over. Important: Do not overtighten the bolts.
- Tighten the bolts to specifications.
Applying Anaerobic Sealer
The anaerobic gasket eliminator hardens in the absence of air. This type of sealer is used where 2 rigid parts (such as castings) are assembled together. When 2 rigid parts are disassembled and no sealer or gasket is readily noticeable, the parts were probably assembled using a gasket eliminator.
Important: Do not use any other method or technique in order to remove the gasket material from a component.
Do not use the following items in order to clean the gasket surfaces
- Abrasive pads
- Sand paper
- Power tools These methods of cleaning may damage the part. Abrasive pads also produce a fine grit that the oil filter cannot remove from the oil. This grit is abrasive and may cause internal engine damage.
- Remove all of the gasket material from the component using a plastic or a wood scraper. Use Loctite® brand gasket remover P/N 4MA or the equivalent. Follow all of the safety recommendations and the directions that are on the container.
- Apply a continuous bead of the gasket eliminator to 1 flange. Clean and dry any surfaces that you will reseal. Important: Anaerobic sealed joints that are partially torqued and allowed to cure more than 5 minutes may result in incorrect shimming and sealing of the joint.
- Do not allow the sealer to enter the blind threaded holes. The sealer may cause the following conditions: Prevent you from properly seating the bolt. Cause damage when you tighten the bolt.
- Spread the sealer evenly in order to get a uniform coating on the sealing surface.
- Tighten the bolts to the specifications.
- Remove the excess sealer from the outside of the joint.
Separating Parts
In addition to the RTV sealant's sealing capabilities, the RTV sealants may form an adhesive bond between the components. This may make the components difficult to remove or to separate. The RTV sealant is weakest in shear strength and parts. If possible, bump the components sideways rather than using prying tools in order to remove the components. This technique prevents damage when the bonding strength of the RTV sealant is stronger than the component itself. Perform bumping at the bends or at the reinforced areas in order to prevent part distortion.
Tools & Equipment
Work in a clean and well-lit area. Have the following components available before you begin to work
- A suitable parts cleaning tank.
- A compressed air supply.
- Trays, in order to keep the parts and the fasteners organized.
- An adequate set of hand tools.
An approved engine repair stand will prevent personal injury or damage to the engine components. The special tools are designed in order to quickly and safely accomplish the operations for which the tools are intended. Using the tools will minimize possible damage to the engine components. Precision measuring tools are required for the inspection of certain critical components. Torque wrenches are needed for the correct assembly of various parts.