Cleanliness and Care
An automobile engine is a combination of many of the following surfaces
- Machined
- Honed
- Polished
- Lapped
The tolerances of these surfaces are measured in the ten-thousandths of an inch. When you service any internal engine part, cleanliness and care are important. Apply a liberal coating of engine oil to the friction areas during assembly in order to protect and lubricate the surfaces on initial operation. Throughout this section, practice proper cleaning and protection procedures to the machined surfaces and to the friction areas.
| CAUTION | Engine damage may result if an abrasive paper, pad, or motorized wire brush is used to clean any engine gasket surfaces. |
Whenever you remove the valve train components, keep the components in order. Follow this procedure in order to install the components in the same locations and with the same mating surfaces as when removed.
| WARNING | Refer to Battery Disconnect Warning . |
Disconnect the negative battery cables before you perform any major work on the engine. For more information on the disconnection of the battery, refer to Battery Negative Cable Disconnection and Connection .
Scheme 150
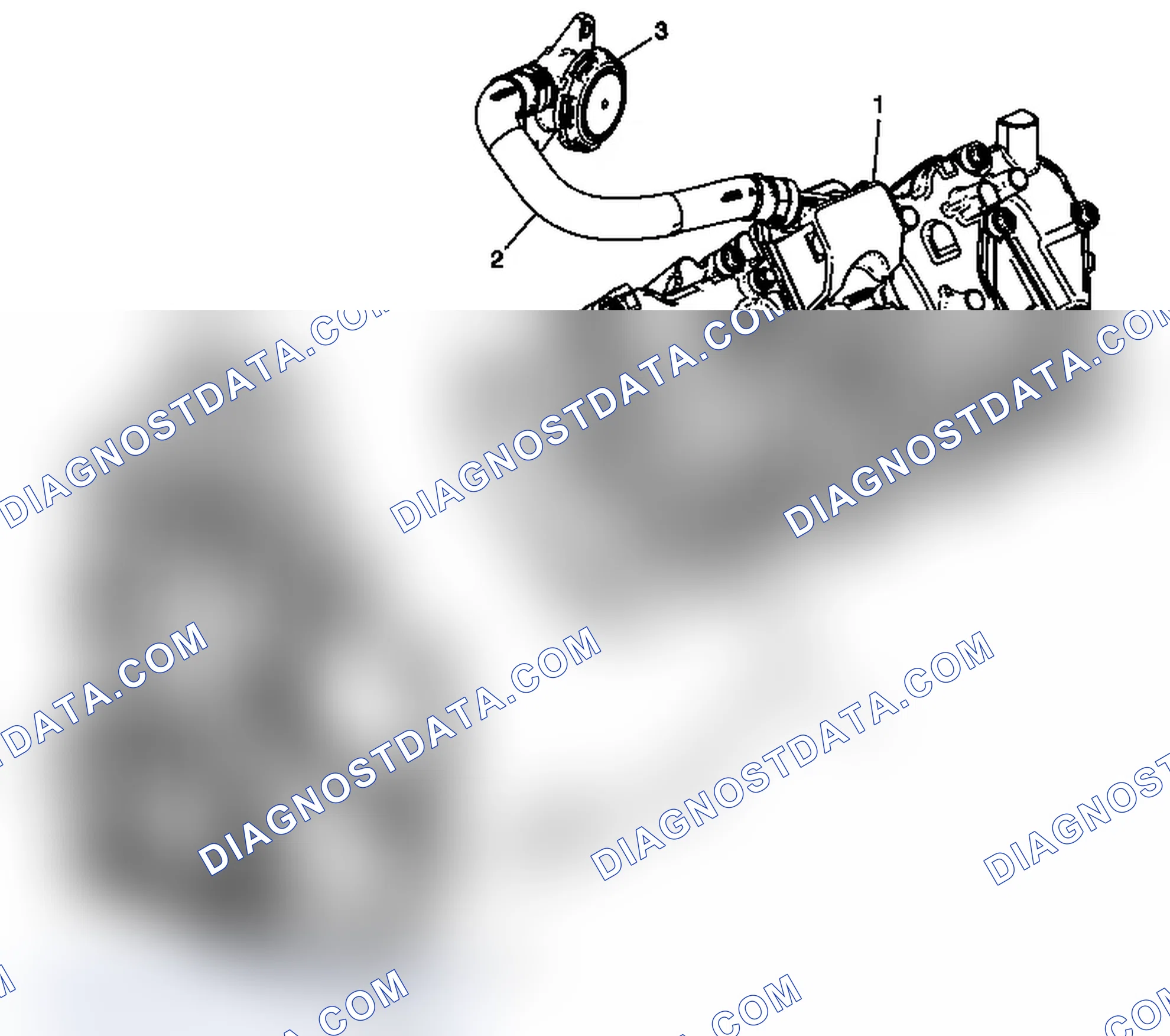
An oil/air separator (1) is located on the left valve cover. Oil entrained gases from the crankcase enter the separator through a passage in the left valve cover. The gases flow through fixed and variable nozzles inside the separator which aid in removing oil from the gases. The gases exit through a hose (2) and are returned to the intake stream through a CDR (crankcase depression regulator) valve (3). The CDR valve limits crankcase vacuum to -1.5 kPa at higher engine speeds.
Oil removed from the crankcase gases at the separator pass through tubing (4) and down to a check valve (5) at the bottom of the engine front cover (6). The oil drain check valve prevents the back-flow of crankcase pressure upwards through the drain. It allows oil to flow back to the crankcase when drain column pressures are above 2 kPa.
Crankcase pressures are maintained between approximately -1.5 and +4 kPa during all engine operation modes.
With a closed crankcase ventilation system, it is normal for oil residue to be found on the turbocharger compressor wheel and inside the charge air cooler, pipes, and hoses.
No routine maintenance is required to the crankcase ventilation system.
Drive Belt System Description
The drive belt system consists of the following components
- The drive belt
- The drive belt tensioner
- The drive belt idler pulley
- The crankshaft balancer pulley
- The accessory drive component mounting brackets
- The accessory drive components The power steering pump, if belt driven The generator The A/C compressor, if equipped The engine cooling fan, if belt driven The water pump, if belt driven The vacuum pump, if equipped The air compressor, if equipped
The drive belt system may use 1 belt or 2 belts. The drive belt is thin so that it can bend backwards and has several ribs to match the grooves in the pulleys. The drive belts are made of different types of rubbers, chloroprene or EPDM, and have different layers or plys containing either fiber cloth or cords for reinforcement.
Both sides of the drive belt may be used to drive the different accessory drive components. When the back side of the drive belt is used to drive a pulley, the pulley is smooth.
The drive belt is pulled by the crankshaft balancer pulley across the accessory drive component pulleys. The spring loaded drive belt tensioner keeps constant tension on the drive belt to prevent the drive belt from slipping. The drive belt tensioner arm will move when loads are applied to the drive belt by the accessory drive components and the crankshaft.
The drive belt system may have an idler pulley, which is used to add wrap to the adjacent pulleys. Some systems use an idler pulley in place of an accessory drive component when the vehicle is not equipped with the accessory.
Scheme 151
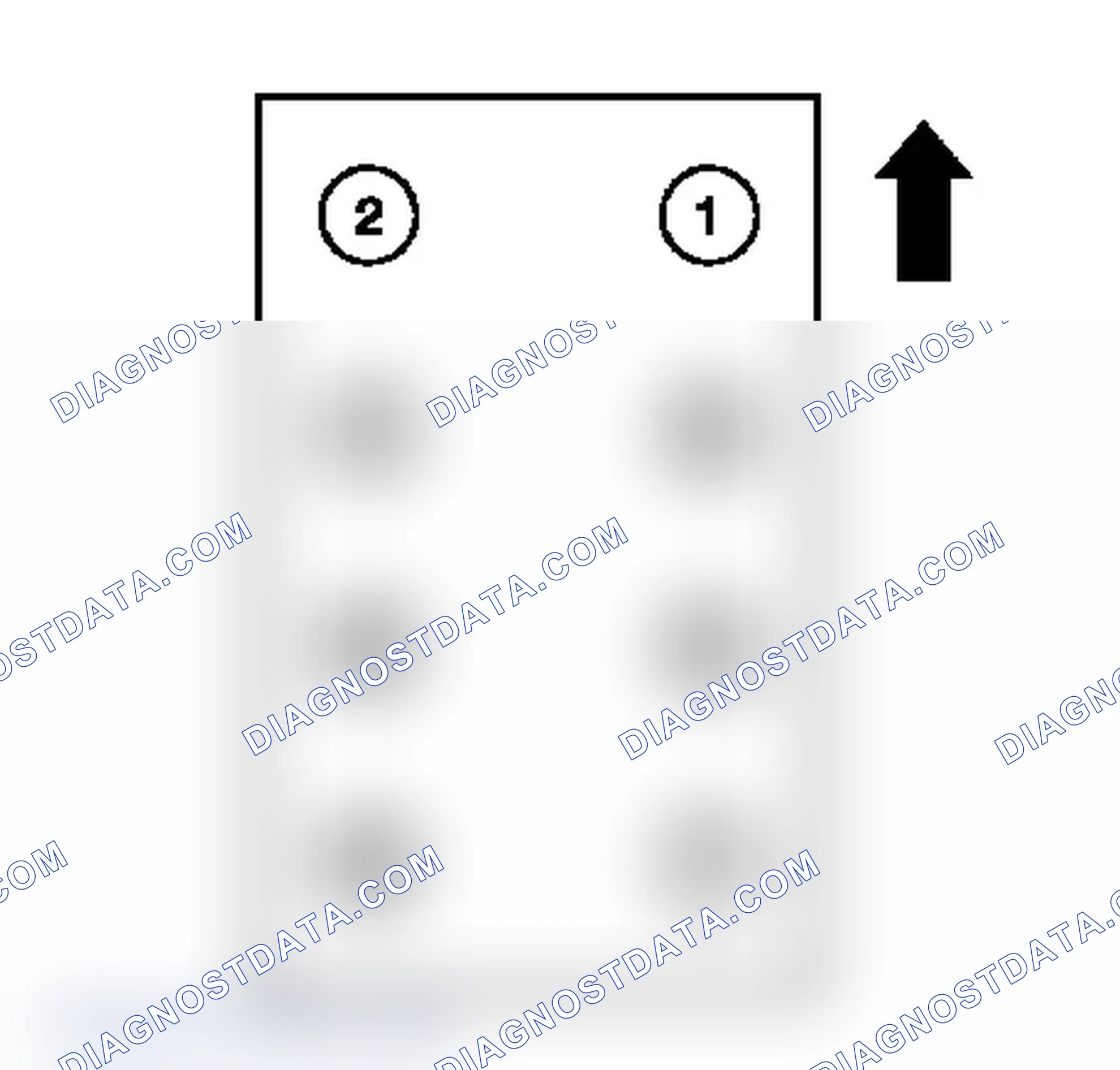
The engine block utilizes a deep skirt design for increased rigidity. The cylinders are positioned in a 90 degree "V" orientation with the number one cylinder being the right front. The block is induction hardened for increased durability. The crankshaft bearing caps are cross-bolted to enhance structural rigidity.
Upper Oil Pan
A single piece cast aluminum upper oil pan contributes to crankshaft and block rigidity while reducing overall weight.
Crankshaft
The crankshaft is a nitride hardened steel design with five main bearings. Crankshaft thrust is controlled by the number 5 bearing.
Connecting Rods
The connecting rods are one-piece hot forged steel. The connecting rods and caps are of a fractured split design to improve durability and reduce internal friction. The connecting rod small end is tapered cut for reduced weight and improved durability.
Pistons
The pistons are a full-floating design. The piston pins are a slip fit in the bronze bushed connecting rod and are retained in the piston by round wire retainers. The pistons have a piston cooling oil channel cast inside of the piston. These cooling oil channels utilize an oil jet located at the bottom of the cylinder bore to direct oil into the piston channel. There are two compression rings and one oil control ring. There is a groove machined into the pistons between the first and second compression rings. This groove reduces compression ring leakage by providing an empty space for expanding gases, reducing the combustion gas pressure on the second compression ring.
Cylinder Heads
The cylinder heads are made of aluminum for lighter weight and rapid heat dissipation. There are 4 valves per cylinder and the ports are of a high swirl design for improved combustion. The cylinder head gaskets consist of an all steel laminated construction.
Valve Train
The engine utilizes a mechanical roller lifter for valve operation. One rocker arm operates two valves simultaneously through a valve bridge.
Fuel System
The fuel system is of a direct injection fuel rail design. A high pressure pump mounted within the valley is gear driven directly from the camshaft. This pump provides a continuous and constant high pressure fuel supply to the fuel rails. The electronically controlled fuel injectors receive their fuel supply from these fuel rails. The fuel injection control utilizes a pilot injection method to reduce the combustion noise that is common in traditional diesel engines. The pilot injection method reduces noise by supplying a small amount of fuel to the cylinder just before the normal combustion timing.
Turbocharger
The turbocharger is water cooled for improved durability. It is a variable vane style. The pitch of the turbine vanes can be changed by engine control module (ECM) command to meet varying conditions.
Oil Cooler
The oil cooler lowers engine temperature by cooling the oil with engine coolant. Engine coolant is directed from the water pump to the oil cooler by a coolant tube. The oil filter attaches directly to the oil cooler.
Oil Pump
The oil pump is gear driven directly from the crankshaft. The oil pump drive gear is a slip fit to the crankshaft.
Water Pump
The water pump is gear driven for improved reliability.
Exhaust Gas Recirculation
Exhaust gas recirculation is water cooled for improved reduction in NOx emissions.
Engine Covers
There is a front engine cover and a flywheel housing, both are made of aluminum. The full bell flywheel housing is cross bolted to the upper oil pan. The flywheel housing also supplies a crossover passage for engine coolant. The front engine cover houses the gear train and provides a mounting surface for the cooling fan pulley assembly.
Scheme 152
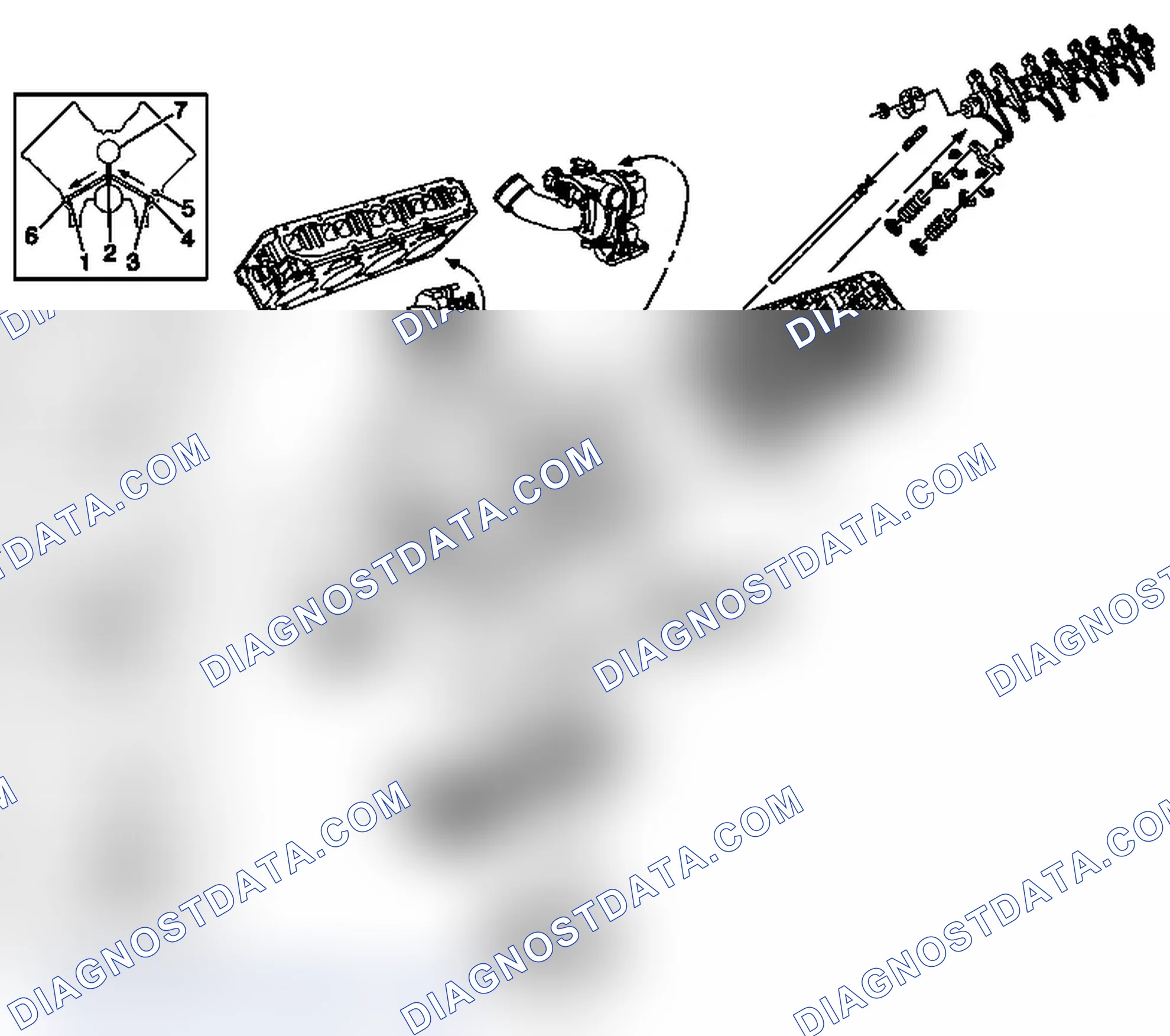
Engine lubrication is supplied by a gear type oil pump assembly. The pump is mounted on the front of the engine block and driven by the oil pump drive gear on the crankshaft. The pump gears rotate and draw oil from the oil pan sump through a pick-up screen and pipe. The oil is pressurized as it passes through the pump and is sent through the engine block oil galleries. Contained within the oil pump assembly is a safety relief valve that eliminates overpressurization. Pressurized oil is directed through the sub oil gallery (5) to the full flow oil filter where harmful contaminants are removed. Two bypass valves are incorporated into the oil cooler assembly which will permit oil flow in the event the filter or the oil cooler become restricted.
The oil is directed to the main oil gallery (4), and from the main oil gallery it flows to the piston cooling channel left bank (3), and the sub oil gallery (6) on the right bank. The sub oil gallery on the right bank supplies oil to the right bank piston cooling channel (1). Located in the front cover at the sub oil gallery (6) is an oil pressure relief valve which regulates oil pressure within operating range.
Oil flows from the main gallery (4) to the vertical crankshaft/camshaft bearing galleries (2). From the crankshaft/camshaft bearing galleries (2), the oil flows to both the camshaft bearings and the crankshaft main bearings. Oil flows from the crankshaft main bearings to the connecting rod big end.
Oil flows from the crankshaft/camshaft bearing galleries (2) to the number 1 camshaft bearing (7), where it splash lubricates the fuel injection pump gear.
Oil flows from the crankshaft/camshaft bearing galleries (2) to the number 2 and 5 camshaft bearings (8).
Oil flows from the crankshaft/camshaft bearing galleries (2) to the number 3 camshaft bearing (9), where it exits to both cylinder heads and enters the hollow rocker arm shafts. Oil flows through the rocker arm shafts and rocker arms where it lubricates the upper valve train components.
On production LB7 engines through 2004, oil flowed through the rocker arms, through the passage in the valve adjusting screw, and into the hollow pushrods where it was directed to the valve lifters. Beginning with the 2004.5 engine (LLY), lifters with hardened rollers were used and did not require hollow pushrods for additional oil flow. However, hollow pushrods were used in production until approximately the start of the 2006 model year, after which the hole in the push rod ends was removed. The hollow pushrods can be used for any model year, whereas the pushrods without the holes in the ends can only be used for 2004.5 model year and newer production engines.
Oil from the left main oil gallery is intersected in the passage that feeds the number 5 main and cam bearings (10), and exits at the top rear of the block to feed the turbocharger(s). Oil exiting the turbocharger(s) is routed through the turbocharger oil return pipe and into the flywheel housing.
New Product Information
The purpose of New Product Information is to highlight or indicate important changes from the previous model year.
Changes may include 1 or more of the following items
- Torque values and/or fastener tightening strategies
- Changed engine specifications
- New sealants and/or adhesives
- Disassembly and assembly procedure revisions
- Engine mechanical diagnostic procedure revisions
- New special tools required
- A component comparison from the previous year
Changed Engine Specifications
No revisions to the engine specifications.
Torque Values and/or Fastener Tightening Strategies
Due to the added content, new torque values have been added. Refer to Fastener Tightening Specifications .
New Sealants and/or Adhesives
Sealers and adhesives, as required, are identified within the specific service procedures. Refer to Adhesives, Fluids, Lubricants, and Sealers .
Disassembly and Assembly Procedure Revisions
The high pressure pump is required to be timed to coordinate fuel pressure pulses with injection events. A sight hole in the front cover allows for visual verification of pump gear to camshaft gear timing marks.
The valve stem seals have been redesigned and must be pressed onto the valve guide to a specified height, using a special tool.
Due to the considerable content change, the majority of the disassembly and assembly procedures are affected.
Engine Mechanical Diagnostic Procedure Revisions
The crankcase ventilation system has been redesigned and diagnostics are affected.
For a detailed explanation, refer to Diagnostic Starting Point - Vehicle .
New Special Tools Required
- Injector puller EN-49774
- Valve stem seal installer EN-49761
- Additional adapters for EGR cooler pressure tester, EN-48974-20
- Hydrocarbon injector disconnect tool CH-49736
A Component Comparison from the Previous Year
Two new RPO's have been added, LGH and LML, with considerable content change.
New product information that is common to both RPO's are as follows
- Relocated turbocharger oil feed
- Two-piece EGR cooler, C/K only, for added NOx reduction
- Weight/balance changes in the reciprocating assembly
- Piezo injectors
- 2000 Bar high pressure pump - requires pump timing
- Revised crankcase ventilation system with PCV oil/air separator and CDR valve
- Hydrocarbon, diesel fuel, injector in exhaust for increased catalyst efficiency
- Diesel emissions fluid, urea, system for NOx reduction
Product features specific to the LML are as follows
EGR cooler bypass valve, LML only. Operates during low load, cold start, and DPF regeneration conditions.
Gasket Reuse and Applying Sealant
- Do not reuse any gasket unless specified.
- Gaskets that can be reused will be identified in the service procedure.
- Do not apply sealant to any gasket or sealing surface unless specified in the service procedure.
Separating Components
- Use a rubber mallet in order to separate the components.
- Bump the part sideways in order to loosen the components.
- Bumping of the component should be done at bends or reinforced areas of the component to prevent distortion of the components.
Separating Parts
| IMPORTANT | Many internal engine components will develop specific wear patterns on their friction surfaces. When disassembling the engine, internal components MUST be separated, marked, or organized in a way to ensure reinstallation to their original location and position. |
Separate, mark, or organize the following components
- Piston and the piston pin
- Piston to the specific cylinder bore
- Piston rings to the piston
- Connecting rod to the crankshaft journal
- Connecting rod to the bearing cap A paint stick or etching/engraving type tool are recommended. Stamping the connecting rod or cap near the bearing bore may affect component geometry.
- Crankshaft main and connecting rod bearings
- Camshaft and valve lifters
- Valve lifters, guides, pushrods, pivot supports and rocker arms
- Valve to the valve guide
- Valve spring and shim to the cylinder head location
- Engine block main bearing cap location and direction
- Oil pump drive and driven gears
Tools and Equipment
- Special tools are listed and illustrated throughout this section with a complete listing at the end of the section. These tools or their equivalents, are specially designed to quickly and safely accomplish the operations for which they are intended. The use of these special tools will also minimize possible damage to engine components. Some precision measuring tools are required for inspection of certain critical components. Torque wrenches and a torque angle meter are necessary for the proper tightening of various fasteners.
- To properly service the engine assembly, the following items should be readily available: Approved eye protection and safety gloves A clean, well-lit, work area A suitable parts cleaning tank A compressed air supply Trays or storage containers to keep parts and fasteners organized An adequate set of hand tools Approved engine repair stand An approved engine lifting device that will adequately support the weight of the components
Sealant Types
| IMPORTANT | The correct sealant and amount of sealant must be used in the proper location to prevent oil leaks, coolant leaks, or the loosening of the fasteners. DO NOT interchange the sealants. Use only the sealant (or equivalent) as specified in the service procedure. |
The following 2 major types of sealant are commonly used in engines
- Aerobic sealant (Room Temperature Vulcanizing (RTV))
- Anaerobic sealant, which include the following: Gasket eliminator Pipe Threadlock
Aerobic Type Room Temperature Vulcanizing (RTV) Sealant
Aerobic type Room Temperature Vulcanizing (RTV) sealant cures when exposed to air. This type of sealant is used where 2 components (such as the intake manifold and the engine block) are assembled together.
Use the following information when using RTV sealant
- Do not use RTV sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Any other surfaces where a different type of sealant is specified in the service procedure
- Always follow all the safety recommendations and the directions that are on the RTV sealant container.
- Use a plastic or wood scraper in order to remove all the RTV sealant from the components.
- The surfaces to be sealed must be clean and dry.
- Use a RTV sealant bead size as specified in the service procedure.
- Apply the RTV sealant bead to the inside of any bolt holes areas.
- Assemble the components while the RTV sealant is still wet to the touch (within 3 minutes). Do not wait for the RTV sealant to skin over.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Anaerobic Type Gasket Eliminator Sealant
Anaerobic type gasket eliminator sealant cures in the absence of air. This type of sealant is used where 2 rigid parts (such as castings) are assembled together. When 2 rigid parts are disassembled and no sealant or gasket is readily noticeable, then the 2 parts were probably assembled using an anaerobic type gasket eliminator sealant.
Use the following information when using gasket eliminator sealant
- Always follow all the safety recommendations and directions that are on the gasket eliminator sealant container.
- Apply a continuous bead of gasket eliminator sealant to one flange. The surfaces to be sealed must be clean and dry.
- Apply the gasket eliminator sealant evenly to get a uniform thickness of the gasket eliminator sealant on the sealing surface.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
- After properly tightening the fasteners, remove the excess gasket eliminator sealant from the outside of the joint.
Anaerobic Type Threadlock Sealant
Anaerobic type threadlock sealant cures in the absence of air. This type of sealant is used for threadlocking and sealing of bolts, fittings, nuts, and studs. This type of sealant cures only when confined between 2 close fitting metal surfaces.
Use the following information when using threadlock sealant
- Always follow all safety recommendations and directions that are on the threadlock sealant container.
- The threaded surfaces to be sealed must be clean and dry.
- Apply the threadlock sealant as specified on the threadlock sealant container.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.
Anaerobic Type Pipe Sealant
Anaerobic type pipe sealant cures in the absence of air and remains pliable when cured. This type of sealant is used where 2 parts are assembled together and require a leak proof joint.
Use the following information when using pipe sealant
- Do not use pipe sealant in areas where extreme temperatures are expected. These areas include: The exhaust manifold The head gasket Surfaces where a different sealant is specified
- Always follow all the safety recommendations and the directions that are on the pipe sealant container.
- The surfaces to be sealed must be clean and dry.
- Use a pipe sealant bead of the size or quantity as specified in the service procedure.
- Apply the pipe sealant bead to the inside of any bolt hole areas.
- Apply a continuous bead of pipe sealant to 1 sealing surface.
- Tighten the fasteners in sequence (if specified) and to the proper torque specifications. DO NOT overtighten the fasteners.