41 00 ... Bonding steel on steel
| IMPORTANT | Conform with safety precautions! |
Overview of topics
- Equipment
- Expiry date of adhesive
- Grinding and cleaning
- Gluing coat
- Hardening times
- Aftertreatment of bonding surfaces
- Disposing of adhesive
1.0 Equipment
- Emery paper
- Cleaning agent: Isopropanol, acetone or spirit
- Adhesive K1
- Adhesive gun (standard cartridge gun)
- Spatula for applying adhesive
2.0 Expiry date of adhesive
- The adhesive cartridge is marked with a date.
- Do not use the adhesive after this date.
3.0 Grinding and cleaning
- For better adhesion, remove oxide film, rust, paint and scale from the adhesive areas with a wire brush or emery paper.
- Clean adhesive areas with isopropanol, acetone or spirit.
- Allow cleaned surfaces to dry for approx. 5 minutes.
Adhesive areas must be completely dry.
4.0 Adhesive application
- Processing temperature of adhesive cartridge 15°C - 25°C.
- Insert adhesive cartridge in adhesive gun, remove cap and allow both adhesive components to emerge. Strip adhesive components uniformly and attach mixing tube.
- Allow approx. 10 cm of mixed adhesive to emerge and then apply the mixed adhesive first on one side of the adhesive area.
- After applying the adhesive, check whether an adhesive component has emerged at the back of the cartridge. If yes, break off the bonding procedure. Clean new component. Use new adhesive cartridge. Contact national hotline.
- Use a spatula to spread the adhesive over the adhesive area. Thickness of layer approx. 2 mm (dependent on adhesive gap).
- Potlife of mixed adhesive approx. 2 hours. A change of mixer is only necessary if over a period of 1 hour no material has flowed through the mixer.
- Join, secure and rivet and/or weld new parts in accordance with repair instructions.
- Remove excessive glue with paper or cloths.
5.0 Hardening times
The hardening time is
- Either 48 hours at a minimum of 15°C (room temperature) up to vehicle operational strength.
- Or 1 hour in the spraying booth (booth temperature 80°C/ object temperature 60°C) up to vehicle operational strength.
- Do not use radiant heaters for hardening. Risk of adhesive being destroyed at temperatures of > or = 120°C.
- Do not apply load to glued parts until they have hardened!
6.0 Aftertreatment of bonding surfaces
- Seal all bonding surfaces with cavity sealant.
7.0 Disposing of adhesive
- Small amounts of mixed and hardened adhesive residue can be disposed of as domestic waste.
These regulations apply to the Federal Republic of Germany.
For other countries, comply with the (possibly differing) nationally applicable regulations.
41 00 ... Carrying over hole pattern
When replacing a body component, it is necessary to carry over the hole pattern from the existing body to the new component.
The following pictures are a schematic representation of carrying over the hole pattern on the example of the front wheel arch.
Necessary preliminary tasks
Adjust new part to fit with straightening attachment.
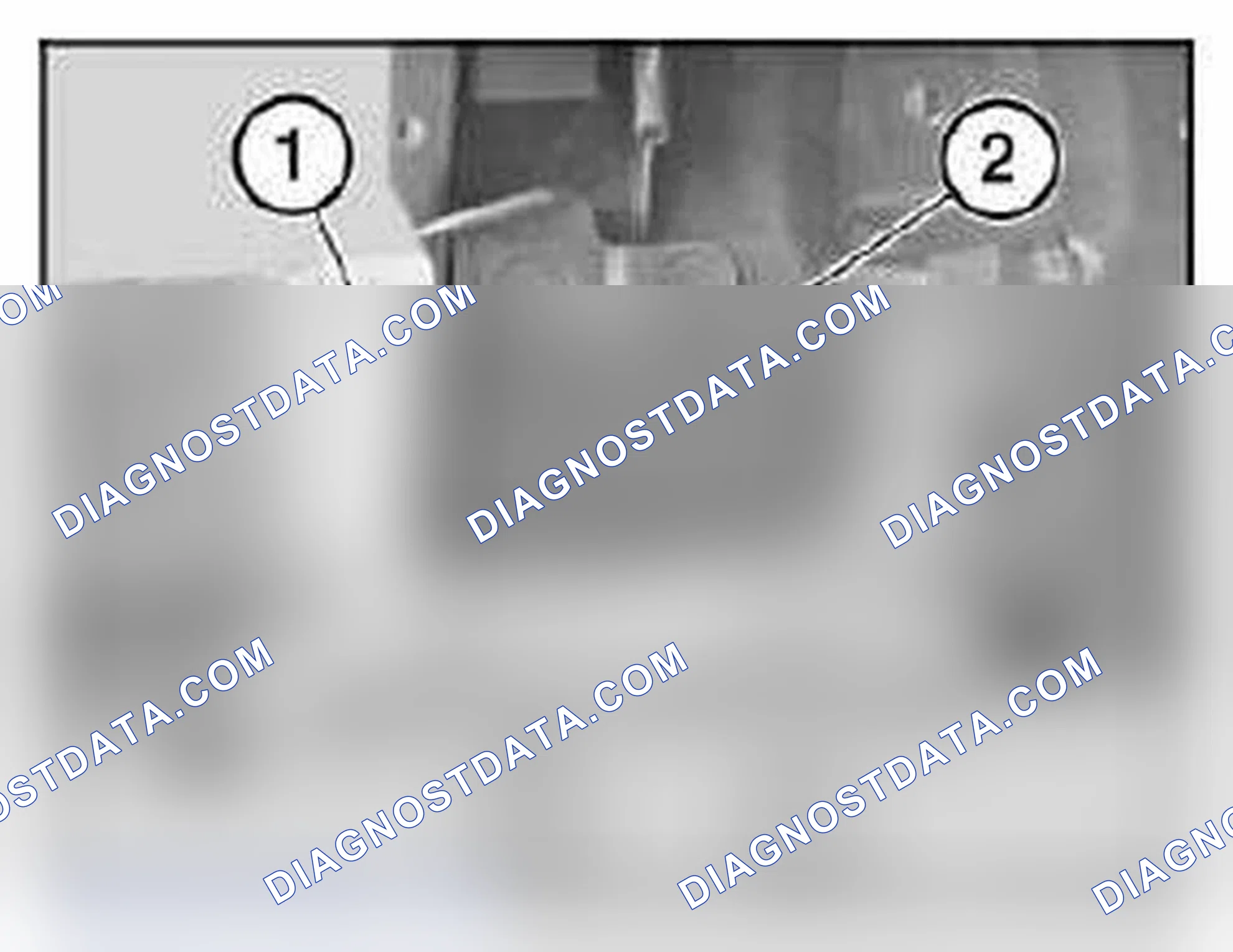
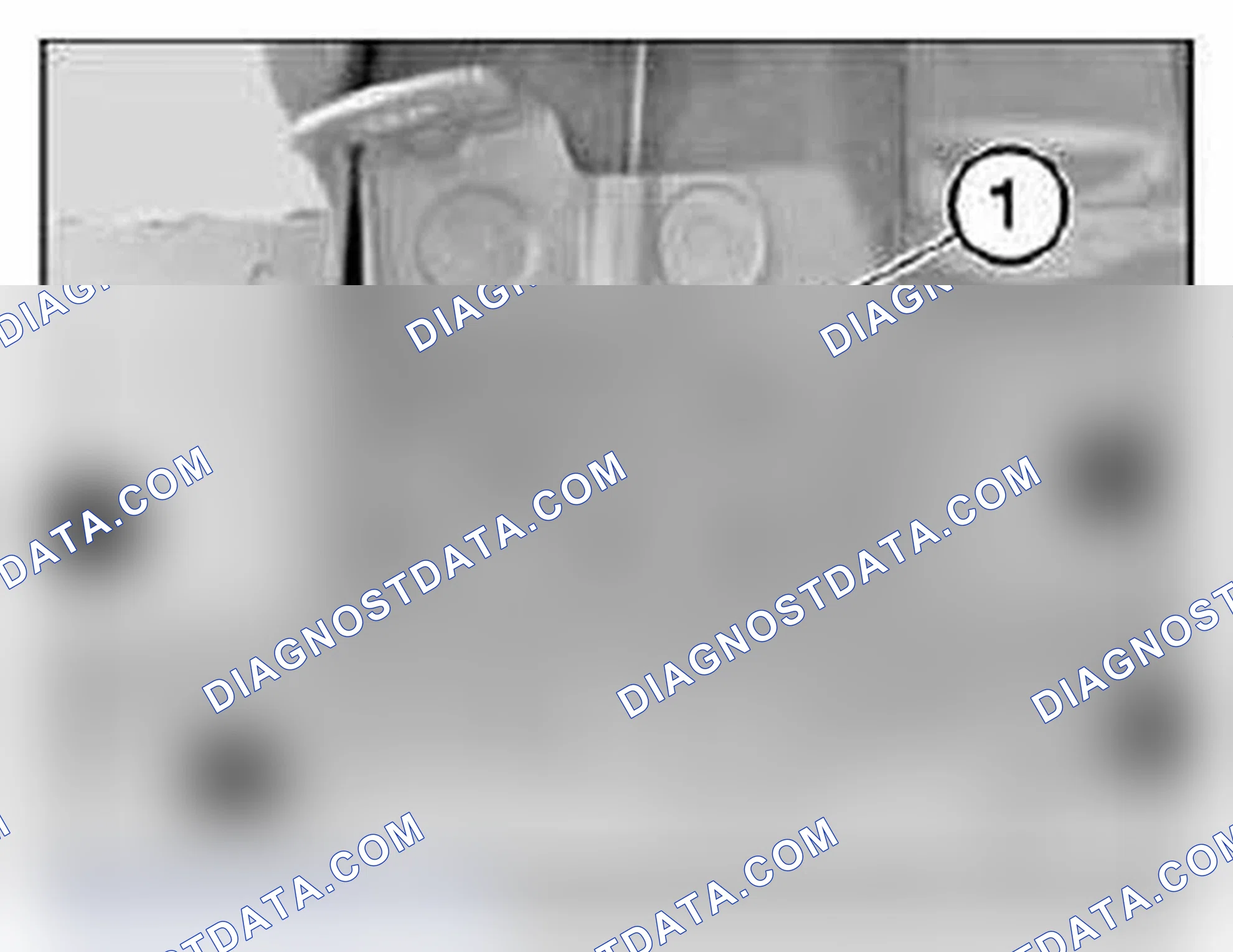
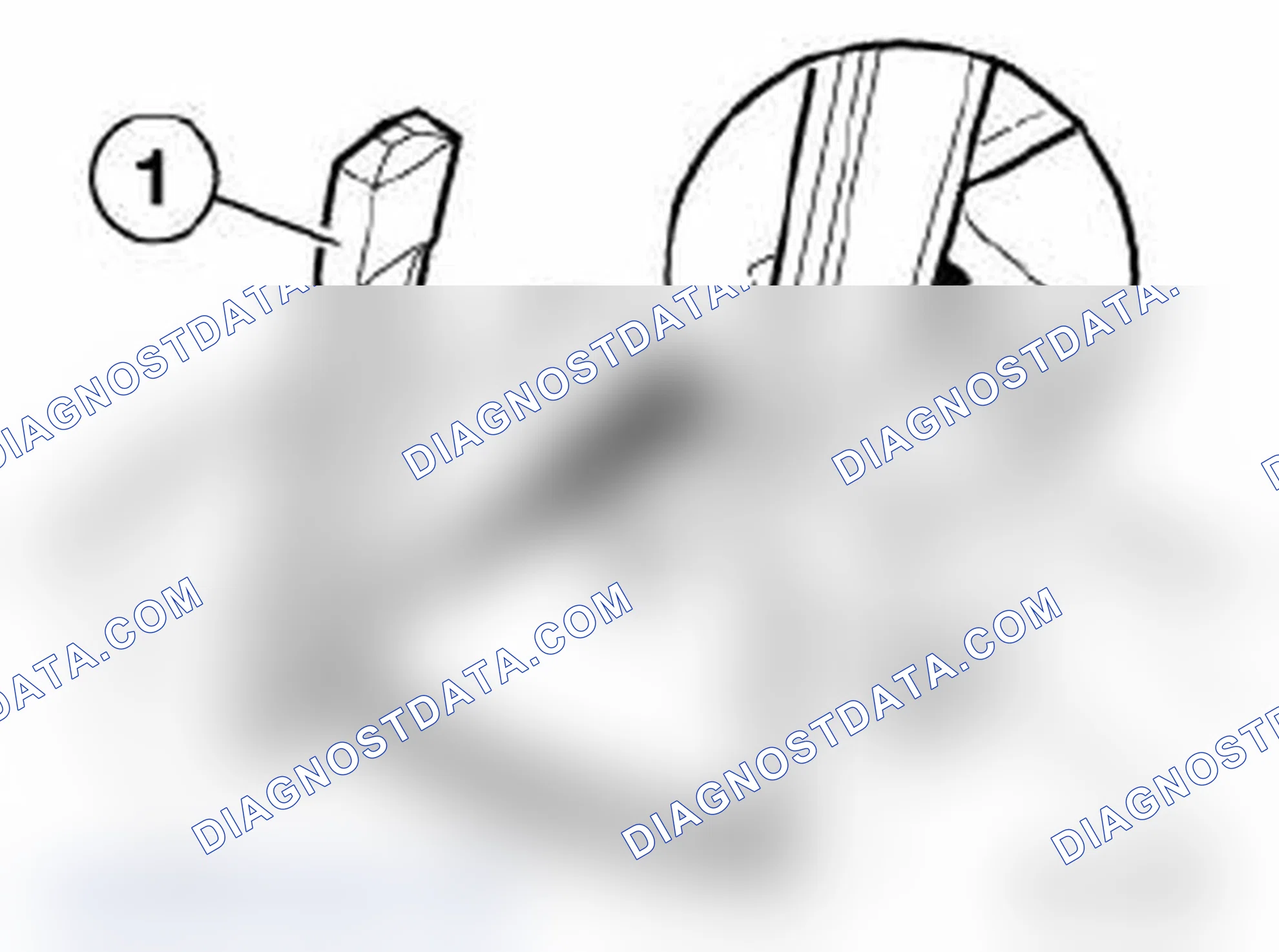
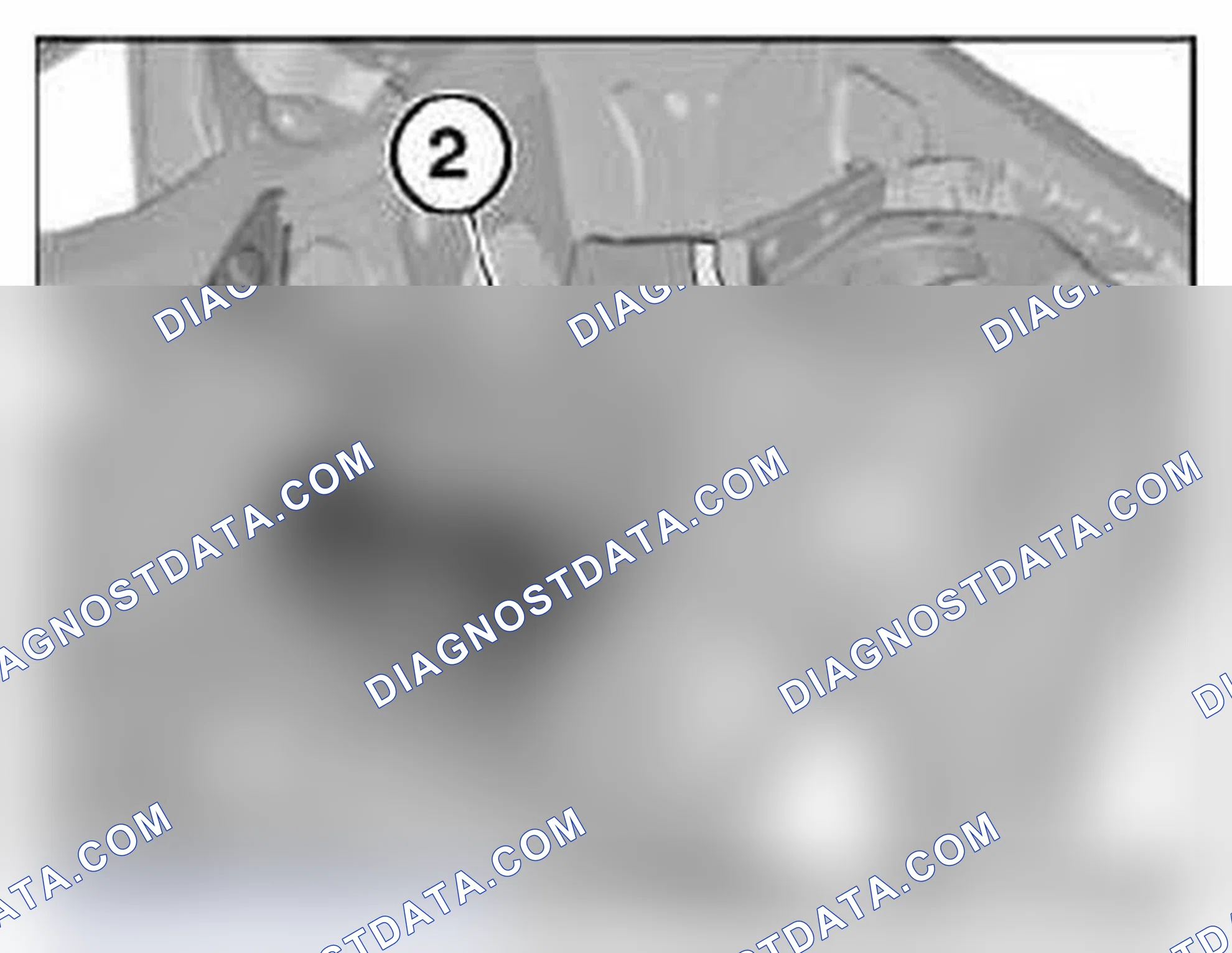
Insert paper stencil (1) between new component (2) and engine carrier and secure with adhesive tape (3).
Carry over contour (4) of new component to stencil.
Remove new component.
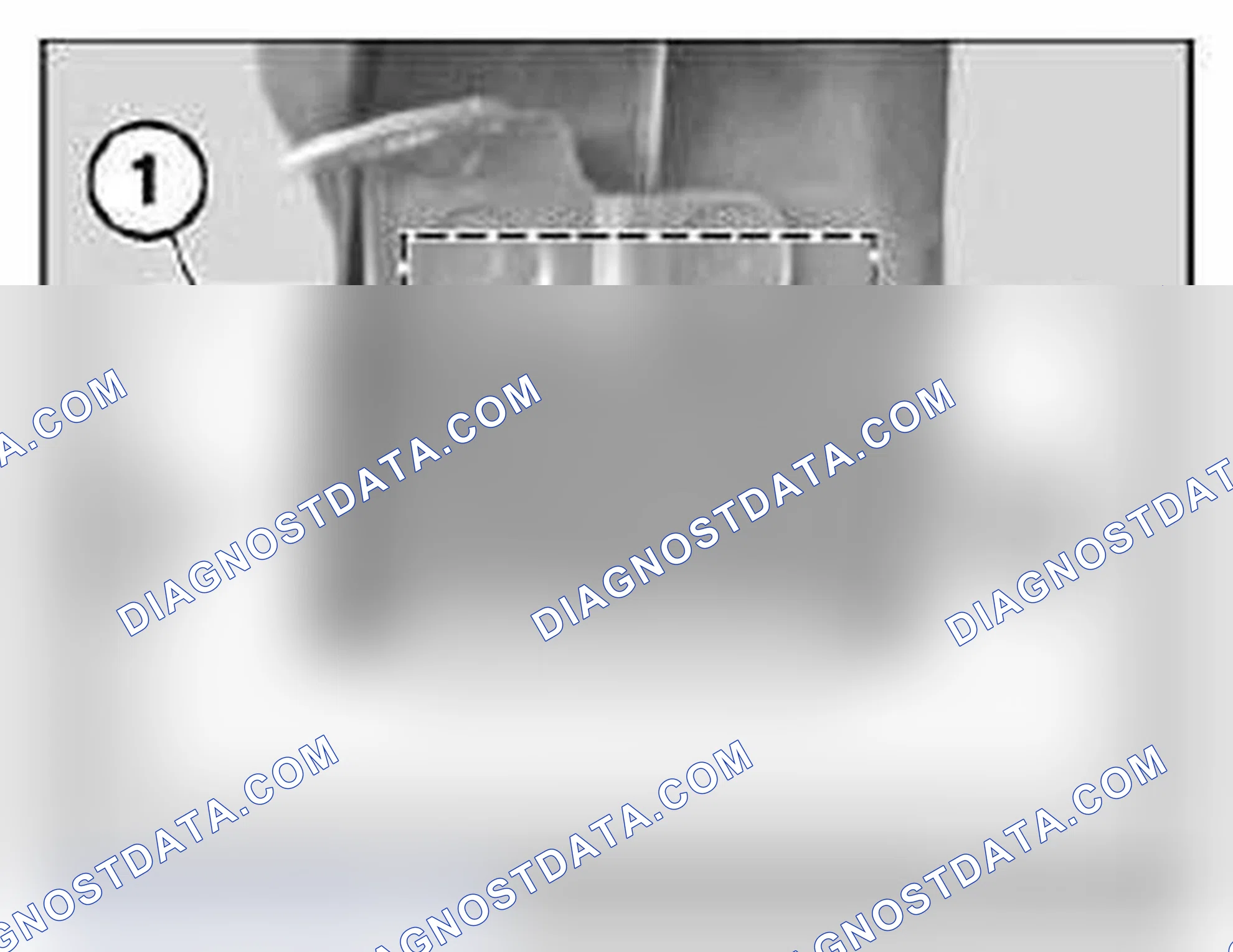
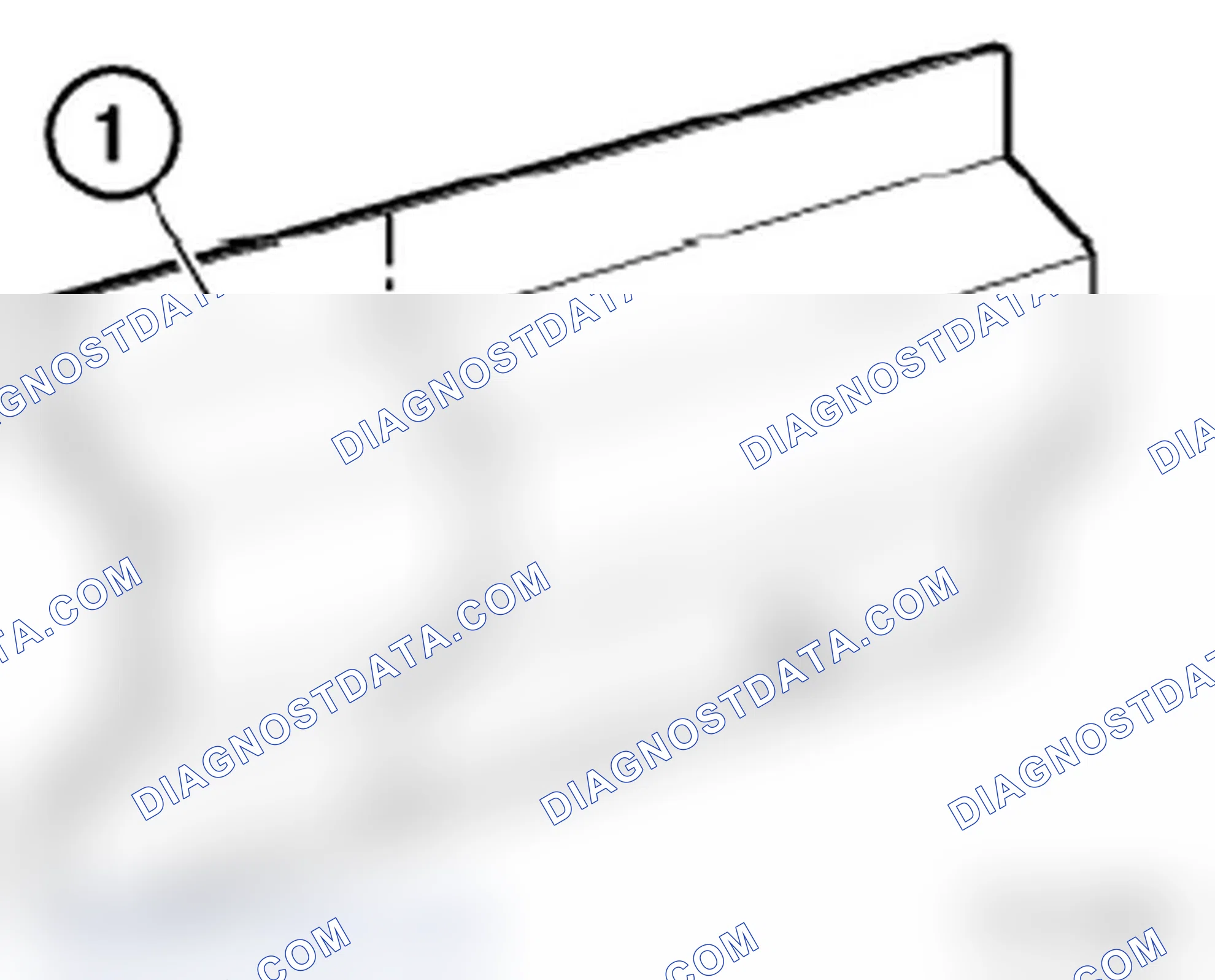
Scheme 1
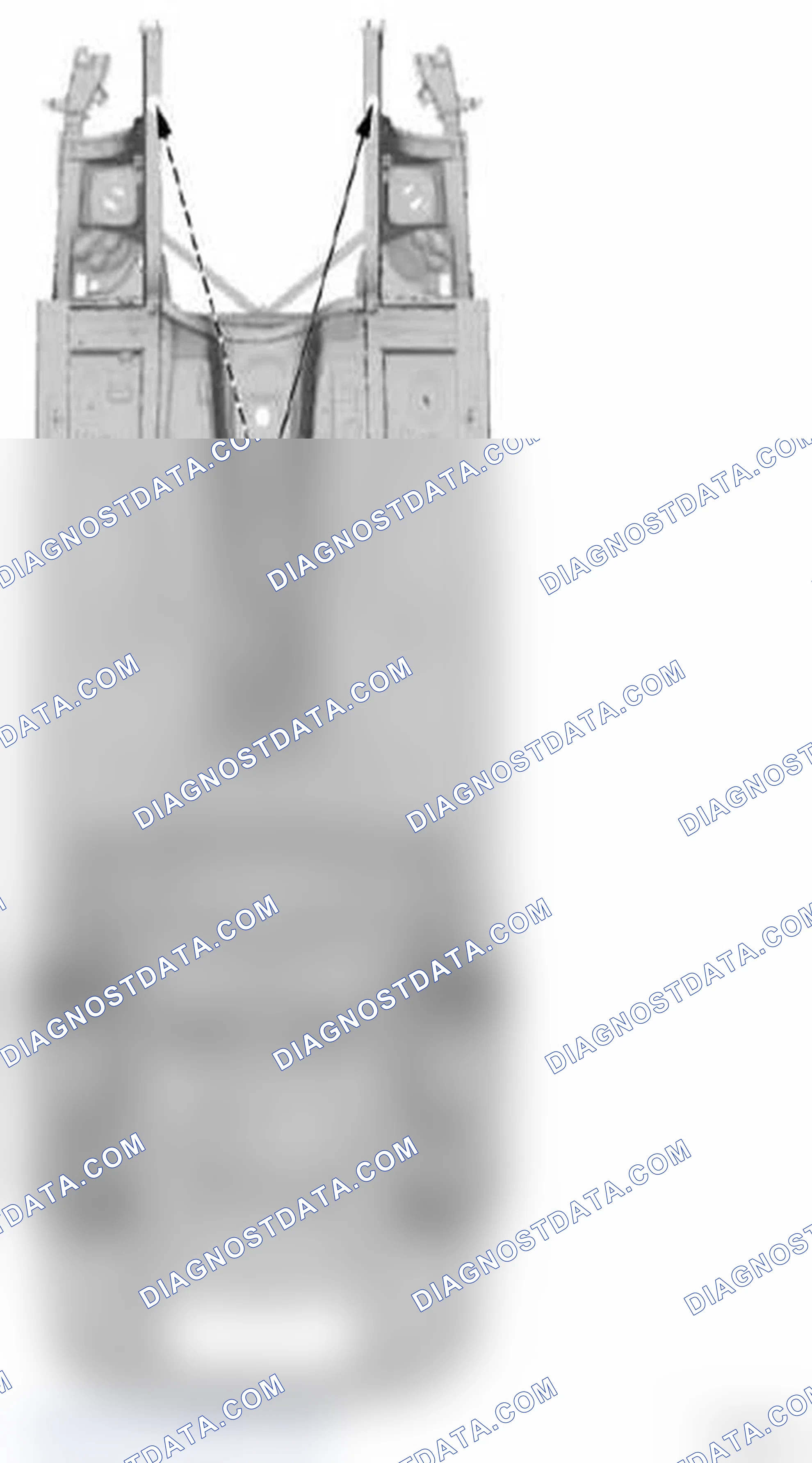
(1) = contour of new component.
Carry over positions of holes (2) to stencil by pressing down with thumbs.
Remove stencil.
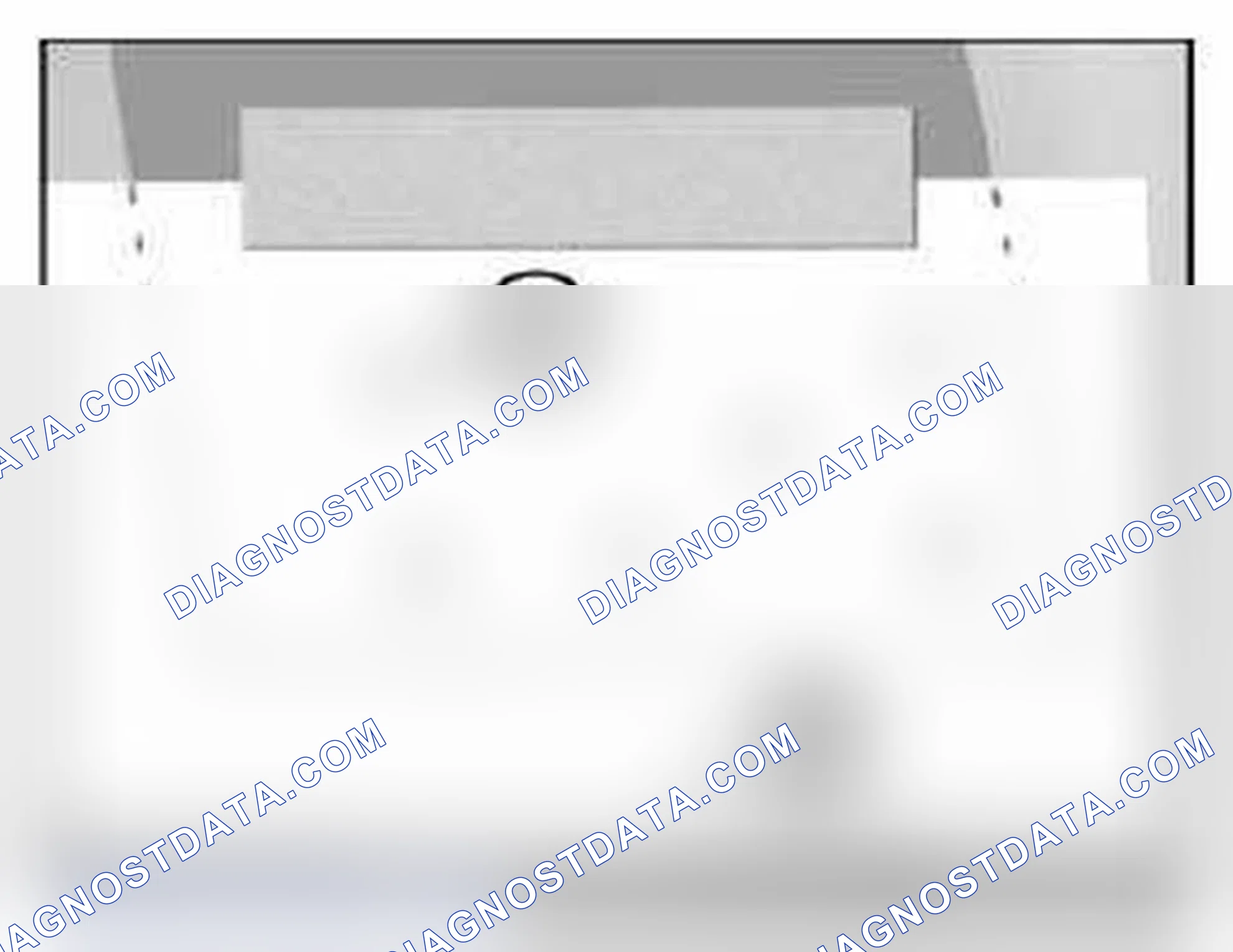
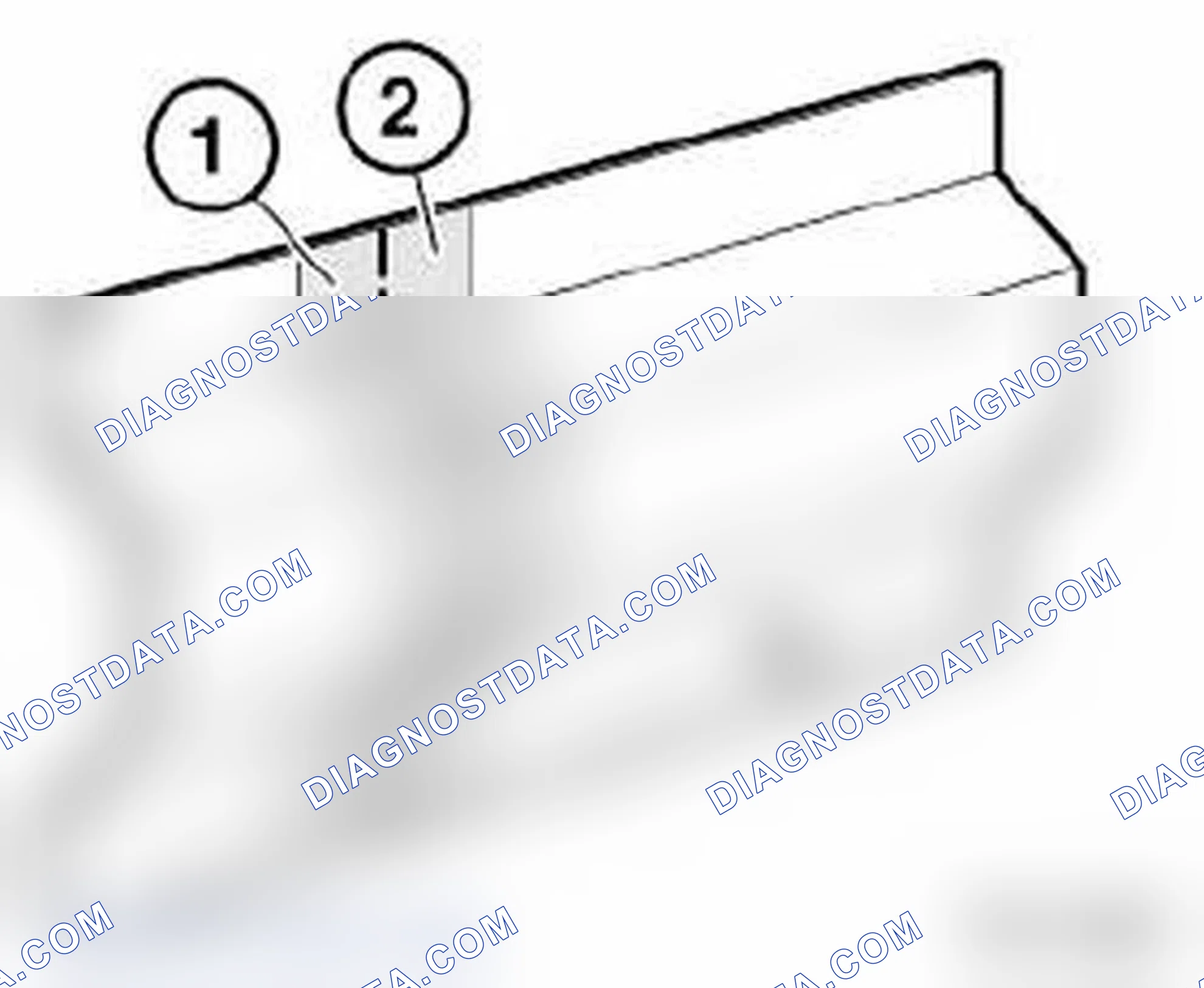
Scheme 2

Scheme 3
Lay stencil (1) on a flat surface.
Mark centrepoints of holes with crosses (2).
Then pierce paper through centrepoints (3) of holes with a pointed object.
Align stencil (1) according to contours (2) to inside of new component and secure with adhesive tape (3).
Scheme 4
Turn over new component.
| IMPORTANT | Crosses must not be visible in this view! |
Set punch marks at pierced centrepoints (1).
Grip directly under punch marks for marking with punch.
Remove stencil (2).
Drill holes to approx. 3 - 4 mm dia. at punch marks (1).
Scheme 5
Position new component (1) with straightening attachment on vehicle.
Drill out holes (2) to 6.7 mm dia.
Scheme 6
41 00 ... Corrosion protection
Note. Following repairs, the corrosion protection work already begins with the correct removal of the PVC undercoating, antinoise compound and seam seals. The products recommended by BMW are optimized with regard to corrosion protection.
1.0 Removing sealing materials
| IMPORTANT | Do not burn off PVC material (sealing compound) with a gas burner or similar or heat to temperatures above 180°C. This would generate highly corrosive hydrochloric acid and release harmful fumes. The new lining does not form a satisfactory bond with burnt PVC material which means that subsequent sub-surface rust may set in. |
Remove PVC material with a rotating steel brush, or heat PVC to maximum 180°C with a hot air blower and scrape off with a spatula.
2.0 Corrosion protection of sheet-metal parts
All weld joints sealed off with body sealing compound in original state must be primed and sealed off again thoroughly after repairing. Replace damaged or removed antinoise compounds.
Note. Spray gun required for body sealing compound (order no. 81 49 0 300 887).
Concluding cavity protection is the most important part of all corrosion protection measures.
Use the cavity protection spray only for smaller-scale straightening work where the parts in question are easily accessible.
Use the HRS spray gun with pressure container for all other repairs. Cavity protection agent is available in different container sizes.
Use the relevant probes with tubes for the different cavity areas.
| IMPORTANT | Incorrectly performed cavity protection can, especially in the case of steel/aluminum joints, give rise to a non-calculable product liability and safety risk. |
The best repair is worth nothing if the subsequent cavity protection measures are not conscientiously carried out.
2.1 Cavity protection of steel parts
New doors and lids must be sealed with cavity protection agent after being painted.
New sheet-metal parts or cavities, weld seams and folds formed by new sheet-metal parts must be sealed with cavity protection agent after being painted.
The cavities affected must be sealed with cavity protection agent after all straightening work.
2.2 Cavity protection of aluminum parts
New doors, lids and side panels made of aluminum are not sealed with cavity protection agent.
After all straightening work on aluminum components, the cavities affected must be sealed with cavity protection agent after being painted.
After all welding work (E52 only) on aluminum components, the cavities affected must be sealed with cavity protection agent after being painted.
Cavities, seams and folds formed from new sheet-metal parts must be sealed with cavity protection agent after being painted.
41 00 ... Frame alignment control dimensions, body
Dimensions in mm.
Measurement tolerances
- < or = 1000 mm ± 1.5 mm
- > or = 1000 mm ± 2.5 mm
The control points shown serve to check the body and the straightening attachment.
The specified dimensions/measurements always refer to the centrepoint of the bore/screw.
Underbody view 1
Scheme 7

Underbody view 2
Scheme 8
Top view, front end
Scheme 9
The specified dimensions refer to removed assemblies.
View, B-pillar (Saloon and Touring only)
Scheme 10

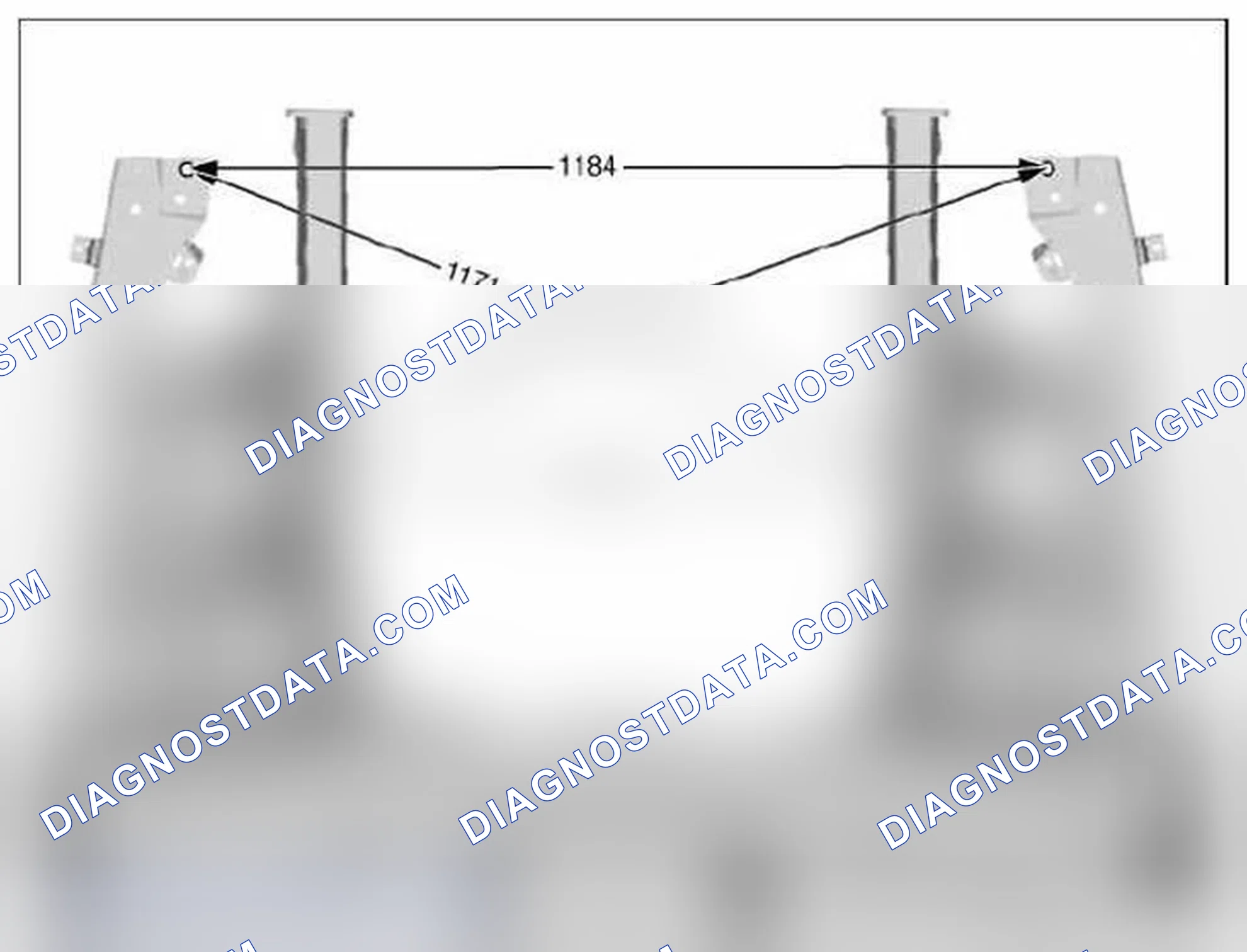
Measurement a=1551 mm between screw-on points of door brakes.
View, B-pillar (Coupe only)
Scheme 11
Measurement a=1543 mm between screw-on points of lock strikers.
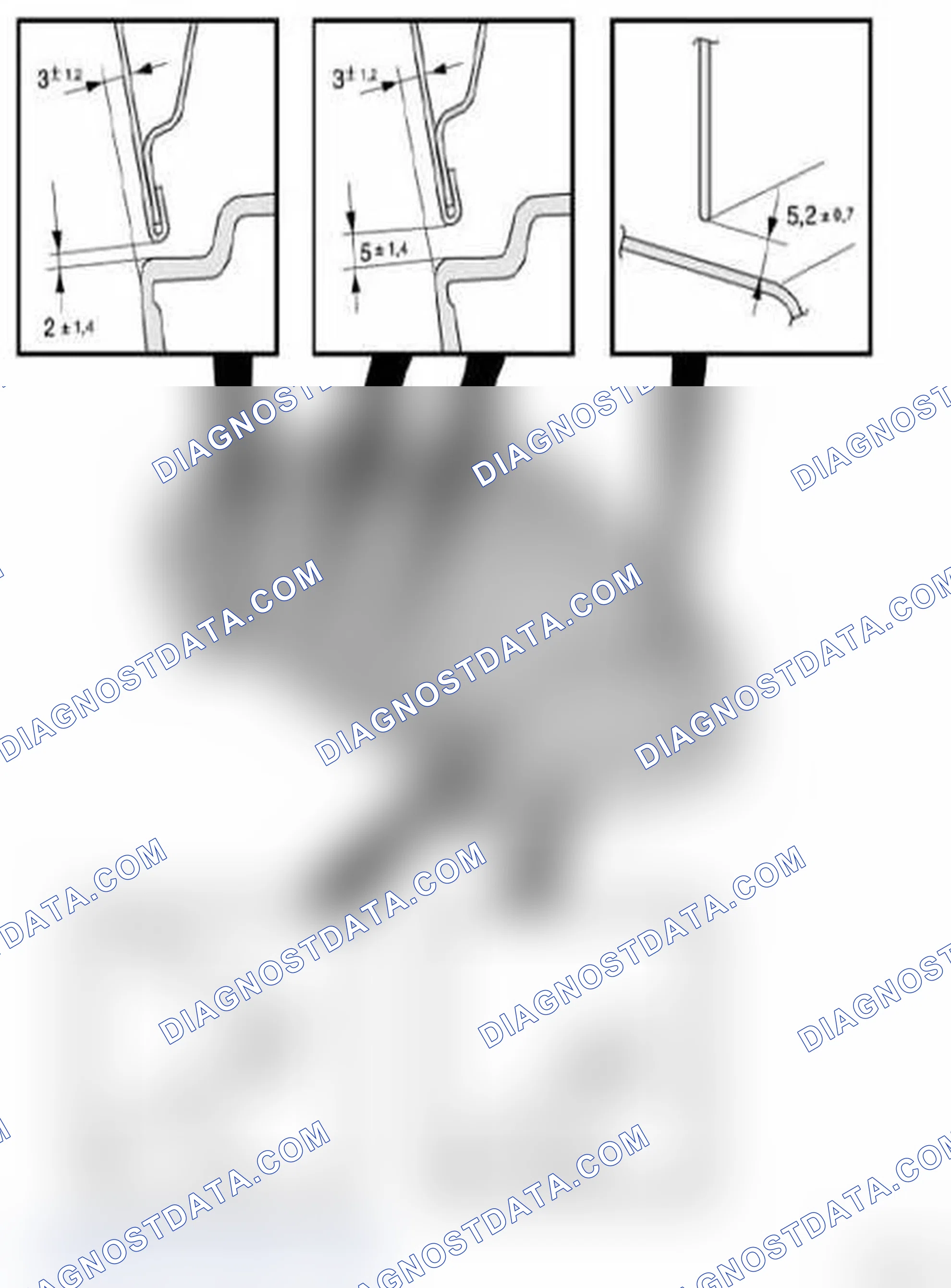
41 00 ... Gap dimensions, body
Dimensions in mm
Scheme 12
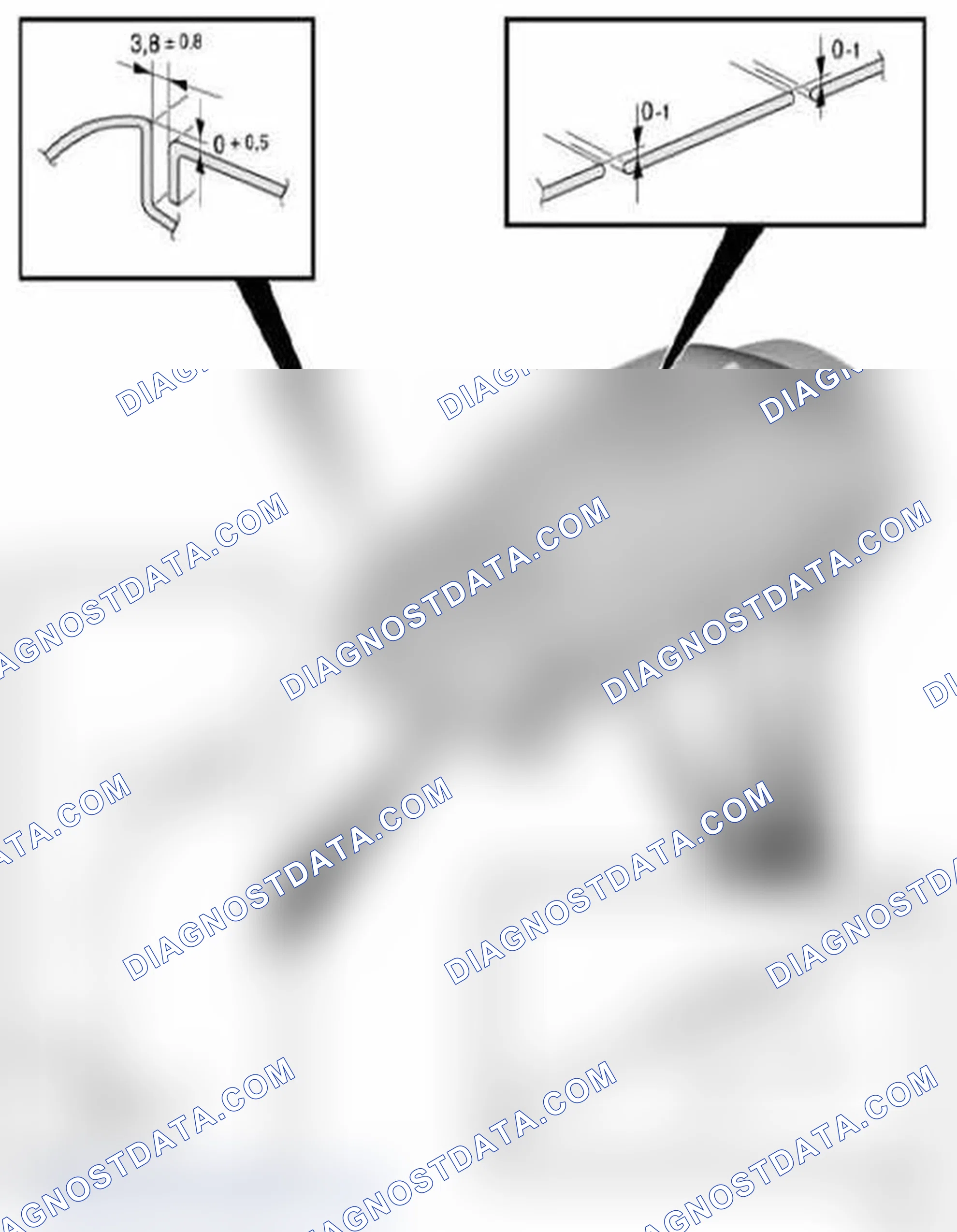
Scheme 13
41 00 ... General cementing instructions
| IMPORTANT | Conform with safety precautions! |
- The bonding surfaces must be kept free of all types of dirt and contamination. Avoid leaving fingerprints.
- Cleanliness is the golden rule for all bonds!
- Cleaning agent: isohexane
Expiry date of adhesive
- The adhesive cartridge is marked with a date.
- Do not use the adhesive after this date.
2-component adhesive application
- Insert adhesive cartridge in adhesive gun, remove cap and allow some adhesive to emerge. Strip adhesive components uniformly and attach mixing tube.
- Allow approx. 1 mixer length of mixed adhesive to emerge (there must be no smearing of colors). Only then apply the mixed adhesive to one side of the bonding surface.
Adhesive disposal
- Hardened adhesive is disposed of as normal waste.
- Empty adhesive cartridges are disposed of as normal waste.
- Non-hardened adhesives and mixtures of adhesive and solvent and the like must be disposed of as hazardous waste.
These regulations apply to the Federal Republic of Germany.
For other countries, comply with the (possibly differing) nationally applicable regulations.
41 00 ... Grinding steel parts
1.0 Recommended tools and equipment
- Tools are recommended for manual grinding work.
- Machines/equipment are recommended for machine grinding work.
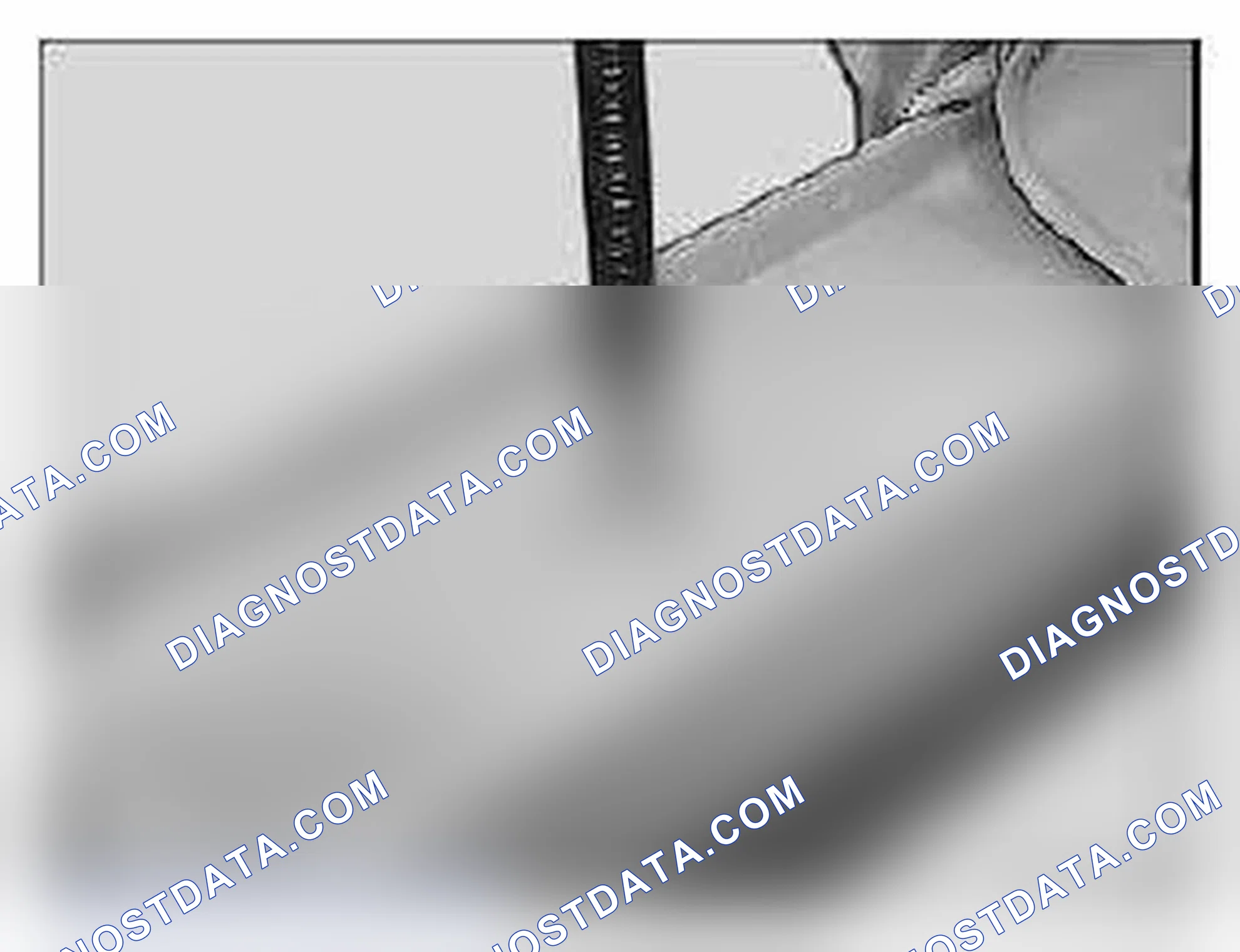
2.0 Grinding outer shell and structure
Always replace abrasives which have already been used to treat aluminum (risk of corrosion).
Do not grind the material thin.
Scheme 14
1.0 Scope of delivery
- Owner's Handbook
- Pressure vessel gun (1) for cavity sealing
- Spray set, consisting of spray hoses: angle nozzle (2) and round spray nozzle (3)
| IMPORTANT | Before start-up, read Owner's Handbook and safety instructions. |
2.0 Start-up
- Open pressure vessel and introduce cavity sealant in form of a 1-litre can.
- Connect spray hose to quick-connect coupling.
- Connect apparatus to compressed air supply.
Working pressure 2-6 bar, max. 8 bar!
3.0 Mode of operation
Note. Unlike previous apparatus, it is possible here to alter the spray pattern with the air flow control screw (large knurled screw)!
- Twisting the air flow control screw in decreases the air flow and thus reduces the material spray mist.
This facilitates optimum working when preserving open components/surfaces.
- Twisting the air flow control screw out increases the air flow and thus the material spray mist (for closed cavities).
- The trigger lever has two stages. Stage 1 - discharge of air only. Stage 2 - discharge of air and material.
- After finishing work, press the first stage to clean the spray hose with compressed air.
- When storing, remember to twist the air flow control screw closed to prevent the material from drying out.
- Clean the gun prior to extended periods of non-use (approx. 2 weeks and upwards).
- To ensure that the spray hoses function properly, do not store the hoses coiled up e.g. in the frame side member area! Store spray hoses stretched out.
4.0 Application examples
- Use the matching spray hoses for the different cavities or surfaces.
- Example - doors and lids: Spray hose with angle nozzle. Reduce air flow to keep spray mist to a minimum.
- Example - frame side member: Long spray hose with round spray nozzle. Depending on the type, increase the air flow slightly.
- Always keep the spray mist to a minimum so as to avoid fouling and bad smells.
5.0 Safety instructions
- Do not inhale spray mist.
- Use only in well ventilated rooms.
- Working pressure max. 8 bar.
41 00 ... Handling airbags and restraint systems
1.0 Airbags and restraint systems
- On vehicles with airbags and restraint systems, observe the relevant safety instructions.
- During straightening work on the body, you will be exposed to the risk of accidental airbag triggering when the battery is connected. Due to this potential hazard, it is essential to disconnect the battery negative lead prior to welding and straightening work. Prior to disconnecting the negative lead, interrogate the fault memories of the control units if necessary.
41 00 ... Handling electrical and electronic equipment
1.0 Battery
- There is a risk of explosion when welding or grinding work is carried out in the vicinity of the battery. The battery must be removed . Prior to removing the battery, interrogate the fault memories of the control units if necessary.
2.0 Control units
- The following hazards are present when the battery is connected: Damage to control units during welding work on the body. Accidental triggering of airbags during straightening work on the body.
Due to these potential hazards, it is essential to disconnect the battery negative lead prior to welding and straightening work. Prior to disconnecting the negative lead, interrogate the fault memories of the control units if necessary.
- Control units are designed for a temperature of 65°C. The temperatures in a spraying booth do not pose any problems. If a vehicle is inside the spraying booth at an indicated temperature of 80°C, the actual temperature of the vehicle will be < or = 60°C (object temperature).
- Protects control units against the effects of heat at temperatures > 65°C (e.g. during welding and drying with an infrared radiator or hot air blower).
3.0 Electric cables and wiring harnesses
- Protect electric cables and wiring harnesses against damage (e.g. during straightening and grinding work).
- Protect electric cables and wiring harnesses against the effects of heat at temperatures > 65°C (e.g. during welding and drying with an infrared radiator or hot air blower).
- Do not kink electric cables.
4.0 Optical fibers
- Follow instructions for handling optical fibers . See «61 00 ... NOTES ON HANDLING OPTICAL FIBERS»(/bmw/m3/e90-2007-2013/remont/door-locks-anti-theft-systems/#general-electrical-system-repair-e9293__61-00-notes-on-handling) .
41 00 ... Information on hazards
1.0 Aluminum
| Hazards / effects | Measures / regulations |
|---|---|
| Repair stage 1: (replacement of bolted parts, dent removal) Repair stage 2: (structural repairs with bonding and riveting) | When a vehicle outer shell is ground, aluminum dust accumulates in small amounts. This dust can be removed with conventional extractor systems. |
| Repair stage 3: (structural repairs with welding) Explosion hazard due to high concentration of fine aluminum dust. Arising e.g. during straight-through grinding of coated parts in the base material and large-surface grinding of bright-finish parts. Explosion hazard due to swirling up of fine aluminum dust in cavities. Created by the necessary, thorough cleaning of machining surfaces and tools before and after machining aluminum. | Avoid high concentration of fine aluminum dust by means of continuous extraction. Use explosion-proof extractor systems. Do not use compressed air when cleaning the work bay. Avoid swirling up dust when cleaning the work area. |
| Spontaneous combustion of fine aluminum dust when ignition and fire sources are drawn in. E.g.: hot splinters, grinding sparks, cigarettes etc. | Do not operate ignition and fire sources in the intake area of extractor systems. |
HAZARDS INFORMATION
41 00 ... Information on vehicle protection
- Vehicle components which are situated in the repair area or exposed to heat, flying sparks or dust must be removed or covered.
| IMPORTANT | Do not use combustible or contaminated coverings. |
41 00 ... Installation solution for straight shank/hexagon rivet nut
Protection measures!
- Wear protective goggles
- Wear protective gloves
Straight shank rivet nut
| IMPORTANT | Risk of damage! Failure to comply with these instructions may result in the drill bit slipping and causing significant paintwork damage. |
Scheme 15
Scheme 16

Scheme 17
Scheme 18

Scheme 19

- Mark position of bore and then punch-mark component IMPORTANT: If the determined drill bit diameter is not observed: the knurling on the straight shank rivet nut is rendered useless the component will be damaged when the straight shank rivet nut is inserted Determining suitable drill bit: Depending on the rivet nut shank diameter, the next drill bit diameter higher (5/10 step) can be used. E.g. with a shank diameter of 10.1 mm, the 10.5 mm drill bit can be used. The 11.0 mm drill bit must not be used.
- Drill bore with determined drill bit and deburr, pilot-drill with a smaller drill bit if necessary
- Clean component, eliminate paintwork damage if necessary IMPORTANT: To avoid corrosion, stop chips/swarf by means of cavity sealing. Follow «instructions on corrosion protection»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-00-corrosion-protection) .
- Preserving cavity IMPORTANT: Follow manufacturer's operating instructions. Make sure straight shank rivet nut correctly contacts component.
- Set straight shank rivet nut with hand rivet gun NOTE: According to the manufacturer, the pictured tool is suitable up to an M8 thread. Hexagon rivet nut (up to M8 thread): IMPORTANT: Follow manufacturer's operating instructions. Make sure hexagon rivet nut correctly contacts component.
- Set hexagon rivet nut with hand rivet gun NOTE: According to the manufacturer, the pictured tool is suitable up to an M8 thread. Hexagon rivet nut (from M10 thread): IMPORTANT: Ensure correct screw length. The complete thread length of the rivet nut must be used for installation. Make sure hexagon rivet nut correctly contacts component. Replace screw after use.
- Insert screw (tensile strength min. 10.9) with body washer into hexagon rivet nut
- Insert hexagon rivet nut into pre-punched hexagon hole and install by turning screw
Notes on installation
Rivet nut is upset (screw very difficult to move).
Rivet nut is contracted (screw comparatively easy to move).
Rivet nut is pressed onto the component (screw slowly becomes difficult to move). Procedure is finished with the fitting of the relevant component and its tightening torque.
Scheme 20
41 00 ... Installing a cavity acoustic baffle (expanded)
Note. Carry over schematic representation to the relevant vehicle type.
The following repair represents the procedure for an already expanded cavity acoustic baffle.
The cavity acoustic baffle remains on the body in this instance.
Before these work steps, prepare the new part so that it is ready to install (adapting, cutting to size, applying welding primer etc.).
Clean contact surface (1) with spirit.
Apply a bead approx. 15 mm high (2) of window glass adhesive to contact surface (1).
Fit, secure and weld up new part.
Scheme 21
| WARNING | Ensure adequate ventilation over entire processing period. |
41 00 ... Installing a cavity acoustic baffle (not expanded)
Note. Carry over schematic representation to the relevant vehicle type.
The following repair represents replacement of a cavity acoustic baffle.
Before these work steps, prepare the new part so that it is ready to install (adapting, cutting to size, applying welding primer etc.).
Sand contact surface of cavity acoustic baffle (1) with coarse-grained abrasive paper (grain 50 - 100).
Clean contact surface (1) with spirit.
Apply a bead approx. 15 mm high of window glass adhesive to contact surface (1).
Attach cavity acoustic baffle in specified position (see old part).
Fit, secure and weld up new part.
| WARNING | Ensure adequate ventilation over entire processing period. |
41 00 ... Installing a cavity acoustic baffle with 2-component PU cavity foam
| IMPORTANT | The cavity foam may only be use for cavity sealing at the points at which cavity sealing is present as standard! |
The following repair represents the replacement of a shaped part for the cavity seal by the use of cavity foam.
This type of cavity sealing is used at points at which shaped parts cannot be used for repairs.
This is the case when large amounts of heat occur (e.g. due to welding, soldering or tin-plating) in the direct vicinity or at the point of the standard cavity sealing.
It is not possible here to install shaped parts for the cavity seal because of the fire risk!
To replace shaped parts with cavity foam at further locations, adopt the procedure shown here and adapt it to the relevant conditions.
It must be ensured that the cavity is completely sealed off.
Note. Check the accessibility for the spraying pipe of the cavity foam to the affected cavity after removing the damaged part.
Properties of cavity foam
- 2-component PU foam, solvent-free.
- Excellent flow capacity, enabling complete sealing of cavities.
- Good strength, preventing slipping in cavities.
- Low water absorption, preventing corrosion.
- Ideal for use as insulating and sealing compound.
Information on dangers/hazards
- Avoid eye and skin contact. Wear protective goggles, solvent-resistant protective gloves and protective clothing.
- Do not inhale. Apply in well ventilated rooms only.
- WARNING: Application time after mixing: within 8 minutes! Completely empty open can after use.
- Remaining amounts which are not used can cause the can to explode on account of a chemical reaction (buildup of heat)! Alternatively, cool the can containing the non-removed remaining amount for several hours in cold water.
- Do not eat, drink or smoke during this operation.
- Keep heat and ignition sources well away.
- Read the manufacturer's information on hazards/dangers (printed on the can) prior to application.
Application instructions
- Use by date on can. Do not use the spray can after the Use by date on the can has expired. After the Use by date the properties of the cavity foam will no longer meet the requirements of the BMW Group.
- Cavity sealing of repair area possible after an air drying time of 1 hour.
- Backing surface must be clean and free from dust, grease, oil and stripping agent.
- Application temperature at least 15°C. Optimally 20°C.
- IMPORTANT: Foam expands many times over as it sets (change in volume).
- Before applying to the vehicle, fill a clearly visible cavity of corresponding size with foam on a used part. This enables an optimal dosage (i.e. spraying time) to be specified for filling the cavity on the vehicle with foam.
- Tape off open passages to visible areas with adhesive tape to prevent foam from escaping.
- Setting takes approx. 30 minutes. Mechanical processing (e.g. drilling, cutting, etc.) is then possible.
- Cavity sealing of repair area possible after an air drying time of 1 hour.
- Remove fresh, non-hardened PU foam with adhesive cleaner 208. Sourcing reference: BMW Parts Service. Hardened PU foam can only be removed by mechanical means (machine).
- Excess, hardened PU foam can be disposed of as residual waste. Cans which are not entirely empty and unused whose Use by date has expired are classed as hazardous waste. Observe country-specific waste-disposal regulations.
- Observe the manufacturer's application instructions (printed on the can).
41 00 ... Materials science
1. Aluminum
1.1 Chassis and suspension components
Read and observe the Notes on chassis and suspension components before handling aluminum.
1.2 Material influences
| Causes | Effects / remedies |
|---|---|
| A galvanic element is created under the effects of moisture by contact with materials such as copper, tin, nickel, iron and zinc. | This plating process causes aluminum to be removed from the joint. This results in surface corrosion or pitting. New parts and accessory parts which have been approved by the BMW Group for aluminum (screws, washers, nuts etc.) have undergone special surface treatment. Such parts must not be replaced by conventional parts. NOTE: Damaged parts lose this protection and must be specially coated or replaced. Damage caused by contact corrosion is excluded from the warranty. |
| Materials also used for work on steel components can implant steel particles in the softer surface of an aluminum component. | Surface corrosion or pitting occurs. A separate tool kit is available for processing/machining aluminum. |
| Surfaces are attacked when fluxing agents are used. | Soldering is not permitted for joining aluminum components. Risk of corrosion from chemical factors. |
| Aluminum/steel grinding dust from adjoining work areas. | This results in surface corrosion. Erection of protective barriers. |
| NOTE |
|---|
| Damaged parts lose this protection and must be specially coated or replaced. Damage caused by contact corrosion is excluded from the warranty. |
MATERIAL INFLUENCES
1.3 Machining properties
| Properties of aluminum compared with steel | Effects |
|---|---|
| Aluminum parts are magnetically neutral. | Attachment with magnetic tools/working aids is not possible. |
| Elasticity is only 1/3 as high. Elongation failure is approx. 50% slighter. | Convertibility is limited in comparison with steel. Overstretching the material results in strain-hardening and an increased tendency of cracking. |
| Electrical conductivity is almost 4 times higher. | Electric welding procedures require different equipment (MIG welding). |
| Material expansion during heating is twice as high. | The material expands more markedly. Shorter heat treatment is necessary for removing dents. |
| Thermal conductivity is 3 times higher. | Heat is drained more quickly. Adjoining working areas are affected more heavily e.g. during welding. |
| Microstructural change between 200°C and 250°C. | Elongation characteristics and thus plasticity are improved. Strength is reduced. IMPORTANT: No heat treatment when working on the vehicle structure! Temperature cannot be monitored to sufficiently exact levels in garages. |
| Aluminum shows no annealing colors. | The melting point is 650°C. Once the melting temperature has been reached, the material begins to flow without any further indications. The temperature can only be estimated by means of the paint coloring and the surface warpage. IMPORTANT: Do not use thermal applicators. Not suitable for garage use because the paint runs too quickly. |
| IMPORTANT |
|---|
| No heat treatment when working on the vehicle structure! Temperature cannot be monitored to sufficiently exact levels in garages. |
| IMPORTANT |
|---|
| Do not use thermal applicators. Not suitable for garage use because the paint runs too quickly. |
MACHINING PROPERTIES
1.4 Mounting
| Characteristic features of aluminum | Special measures |
|---|---|
| Corrosion (ageing) in damp environments. | Store aluminum parts in a dry place. |
| Contact corrosion in event of contact e.g. with steel parts. | Always store aluminum parts separately or in isolation from steel parts. |
| Susceptibility to paint infiltration. | Do not damage protective surface layer since this would cause oxidation. Failure to comply with this requirement would result in more painting work. |
MOUNTING REFERENCE
41 00 ... Notes on repairing threads
| IMPORTANT | Install Helicoil thread inserts so that they are flush with the original thread. |
Note. Damaged threads may be repaired with Helicoil thread inserts. Comply with the procedure described in the example.
| Screw/bolt connection | Vehicle | Screw/bolt fastening point(s) | Helicoil thread insert |
|---|---|---|---|
| Front axle carrier to engine carrier | E46 | All | M12x1.5x18 |
| E53 | All | M12x1.5x18 | |
| E60, E61, E63, E64 | Front, middle | See | |
| Rear | M12x1.5x18 | ||
| E65, E66, E67 | All | M12x1.5x18 | |
| E70, E71 | All | M14x1.5x21 | |
| E83 | All | M12x1.5x18 | |
| E85, E86 | All | M12x1.5x18 | |
| E81, E82, E87, E88 | All | M12x1.5x18 | |
| E90, E91, E92, E93 | All | M12x1.5x18 | |
| E92 with S65 | All | M10x1.5x15 | |
| Bracket, control arm, to engine carrier | E46, E85, E86 | All | M10x1.5x15 |
| Rear axle carrier to frame side member | E46 | All | M12x1.5x18 |
| E53 | All | M14x1.5x21 | |
| E60, E61 | All | M14x1.5x21 | |
| E63, E64 | All | M14x1.5x21 | |
| E65, E66, E67 | All | M14x1.5x21 | |
| E70, E71 | All | M14x1.5x21 | |
| E83 | All | M12x1.5x18 | |
| E85, E86 | All | M12x1.5x18 | |
| E81, E82, E87, E88 | All | M12x1.5x18 | |
| E90, E91, E92, E93 | All | M12x1.5x18 | |
| Bearing block, trailing arm to side member | E46, E83, E85, E86 | All | M12x1.5x18 |
REPAIRING PROCEDURE
41 00 ... Opening adhesive bonds
- Opening spot-weld bonds Set punch mark in center of weld spot. Set 8 mm dia. weld spot drill bit on punch mark and drill through top metal sheet. Or open weld spot with Vario Drill spot-weld cutter. NOTE: Because the weld spots may have surface-hardened, grind them if necessary with an angle grinder and paper grinding disk. Heat connecting flange with a hot air blower. CAUTION: Extract vapors and gases. Release connection flange with chisel. Grind off residual adhesive from connecting flange. CAUTION: Wear a grinding dust mask.
- Opening adhesive bonds on aluminum parts Remove punch rivets or blind rivets . Roughly cut out damaged component. The component can be peeled with the aid of pliers. If necessary, heat bonding flange with hot air blower. CAUTION: Heat only the damaged component with a hot air blower. Extract vapors and gases. Grind off residual adhesive from connecting flange. CAUTION: Wear a grinding dust mask. If engine carrier part replacement on the GRAV is carried out repeatedly, cut the damaged part at the existing cutting line. Heat bonding flanges with a hot air blower. Peel off remnants of expander elements with pliers.
- Opening adhesive bonds on carbon-fibre-reinforced plastic parts
Procedure is described in detailed in the relevant repair instructions.
41 00 ... Opening weld joints
- Opening weld spots (resistance pressure spot welding): Sheet steel panels made from high- and super-high-strength materials make great demands on the tools used. Only with special carbide milling cutters can weld spots be drilled out on these sheet panels. Use BTR/BOR milling cutters only in conjunction with Vario Drill spot-weld remover. Procedure: Set punch mark in center of weld spot. Set 8 mm dia. weld spot drill bit on punch mark and drill through top metal sheet. NOTE: Because the weld spots may have surface-hardened, grind them if necessary with an angle grinder and paper grinding disk.
- Opening laser weld seams: Laser weld seams are used in the roof outer skin area. Procedure: Roughly cut roof outer skin in the roof channel to improve accessibility. Place angle grinder with grinding disc on laser weld seam and grind through top metal sheet. Be careful not to cut through and damage sheet metal underneath. Remove sheet metal flange.
41 00 ... Overview of consumables (Electronic Parts Catalogue - EPC)
1.0 Adhesives
| Designation in repair instruction | Designation EPC | Part number EPC | Application examples | |
|---|---|---|---|---|
| Window glass adhesive | Bonding and sealing compound for car window glass | 83 19 0 152 031 | Installation of cavity bulkheads | |
| K1 | Adhesive | 2C EP repair adhesive | 83 19 0 413 015 | Front end E60, front wheel arch E70, side frame E65, rear apron/tail panel F01/E89/MINI, rear side panels and roof outer skin MINI |
| K2 | Adhesive | Dow Betamate 2816 | Roof outer skin F01, F02 | |
| K3 | Adhesive | Adhesive set Sikaforce 7888 | 83 19 0 417 144 | Carbon-fibre reinforced plastic roof M6 |
| K4 | Adhesive | 2C repair adhesive | 83 19 0 452 262 | Clip repair roof strip F01 |
ADHESIVES REFERENCE
2.0 Rivets
| Designation in repair instruction | Designation EPC | Part number EPC | Application examples | |
|---|---|---|---|---|
| N1 | Rivet Hemlock 813 | Blind rivet Hemlock 813 | 83 19 0 301 414 | Engine carrier, wheel arch, E60 |
| N2 | Rivet Hemlock 815 | Blind rivet Hemlock 815 | 83 19 0 301 419 | Engine carrier, wheel arch, E60 |
| N3 | Rivet | Blind rivet Avibulb | 83 19 0 301 421 | Support carrier E60 |
| N4 | Punch rivet | Rear apron/tail panel F01, E89, MINI; roof outer skin MINI; rear side panels MINI |
RIVETS REFERENCE
3.0 Primer
| Designation in repair instruction | Designation EPC | Part number EPC | Application examples | |
|---|---|---|---|---|
| Primer, potlife 5 hours | 2C spray HS-AK filler grey | 51 91 0 432 612 | Corrosion protection of newly welded sheet panels | |
| Primer, potlife 8 hours | 2C spray EP priming filler | 51 91 0 432 615 | Corrosion protection of newly welded sheet panels | |
| Welding primer | INOX spray, welding primer | 83 40 0 409 992 | Welding flanges internal only |
PRIMER REFERENCE
4.0 Sealing compounds
| Designation in repair instruction | Designation EPC | Part number EPC | Application examples | |
|---|---|---|---|---|
| Sealing compound | Polyurethane sealing compound white | 83 19 0 414 598 | Roof bow, gap seal | |
| Sprayable sealing compound | Seam seal | 83 42 0 428 349 | Flange seal, front wheel arch | |
| IMPORTANT: Due to insufficient adhesion, polyurethane-based sealing compounds and sprayable sealing compounds must not be intermixed. | ||||
| Underseal | Underseal Grey | 51 91 0 42 7673 | Surface application, e.g. rear wheel arch | |
| Underseal | Underseal AQUA black (water-based) | 51 91 0 427 675 US version: 51 91 0 427 677 | Surface application, e.g. rear wheel arch | |
| IMPORTANT: Due to insufficient adhesion, grey underseal and AQUA underseal (water-based) must not be intermixed. | ||||
| IMPORTANT |
|---|
| Due to insufficient adhesion, polyurethane-based sealing compounds and sprayable sealing compounds must not be intermixed. |
| IMPORTANT |
|---|
| Due to insufficient adhesion, grey underseal and AQUA underseal (water-based) must not be intermixed. |
SEALING COMPOUNDS REFERENCE
5.0 Cavity sealing
| Designation in repair instruction | Designation EPC | Part number EPC | Application examples | |
|---|---|---|---|---|
| Cavity sealant | Cavity sealant spray | 83 42 0 428 190 83 42 0 428 351 | Minor straightening work with good accessibility | |
| Cavity sealant | Cavity preserevation | 83 42 0 428 348 83 42 0 428 352 | Major straightening work, e.g. frame side members, engine carriers, pillars, side panels |
CAVITY SEALING REFERENCE
6.0 Cavity foam
| Designation in repair instruction | Designation EPC | Part number EPC | Application examples | |
|---|---|---|---|---|
| Cavity foam | Cavity foam | 83 42 9 410 694 | Cavity bulkhead | |
| Structural foam | Structural foam | 83 19 0 007 361 US version: 83 19 0 445 721 | E61 inner section of wheel arch, MINI R56 roof outer skin |
CAVITY FOAM REFERENCE
41 00 ... Position of shaped parts for cavity bulkhead
Cavity sealing is carried out in specific body areas in order to reduce internal noise and to reduce condensate. To do this, shaped parts are inserted in the cavities. These shaped parts adapt themselves optimally due to heating of the body to approx. 180°C by expansion to the shape of the cavities.
Because it is not possible to heat the body to this extent for a body repair, a different procedure has been specified for this situation.
Scheme 22

41 00 ... Position of shaped parts for cavity acoustic baffle
Cavity sealing is carried out in specific body areas in order to reduce internal noise and to reduce condensate. To do this, shaped parts are inserted in the cavities. These shaped parts adapt themselves optimally due to heating of the body to approx. 180°C by expansion to the shape of the cavities.
Because it is not possible to heat the body to this extent for a body repair, a different procedure has been specified for this situation.
Scheme 23

41 00 ... Procedure for folding roof after an accident
The folding roof may be under tension after the vehicle has incurred damage following an accident. Moving the folding roof by hydraulic means may result in irreparable damage. For this reason, the folding roof may only be moved manually until the damaged has been repaired.
| IMPORTANT | It is not possible to check the correct operation of the folding roof on the damaged vehicle. |
Different procedures are required, depending on the degree of damage which the vehicle has incurred. The repair instructions for emergency actuation describe only the complete sequences for manually opening and closing the folding roof.
When removing the roof module and/or the rear end module, it is possible to move the folding roof manually into the necessary intermediate positions in each case.
| WARNING | Risk of injury due to the heavy weight of the folding roof! Since the hydraulic system may have to be depressurized during manual movement of the folding roof, there is an increased risk of injury by trapping. Always secure the folding roof adequately against unintentional movement. |
After body repairs to the vehicle
All the folding roof components screwed/bolted to the body are precisely screwed/bolted to the vehicle at the factory by means of gauges. This affects above all the base plates and mounting brackets of the roof and rear end modules. To minimize extensive adjustment work after a body repair as much as possible, only remove those components which are screwed/bolted to a damaged body part.
- Gauge the base plates only after a body repair to the cowl panel.
41 00 ... Quality standard
- The overall requirements relating to a vehicle can only be implemented by including "all" components. This applies in particular to the body. With regard to an optimum crash result, it is necessary to maintain the structural measures. It is absolutely essential to observe the procedures set out in the repair instructions. Any deviation from these procedures will only be permitted after prior consultation with and approval by BMW. Should you have any questions, please contact the country-specific Hotline. The use of non-approved repair steps or tools may have serious consequences for the structure of the vehicle (e.g. in the event of a crash). In the end, this can result in safety and product liability risks which cannot be calculated. Corrosion protection measures during and after repairs are absolutely essential to maintain the value of the vehicle.
- Use only genuine BMW parts and approved auxiliary devices, materials and operating fluids when carrying out repairs.
41 00 ... Repair solution for straight shank/hexagon rivet nut
Protection measures!
- Wear protective goggles
- Wear protective gloves
| IMPORTANT | To prevent the material from tapering, do not drill out the rivet head. |
Scheme 24
Scheme 25

Scheme 26
- Carefully spot-drill rivet head with a larger drill bit/countersink IMPORTANT: Avoid paintwork damage
- Knock rivet head away with a chisel
- Drive through rivet shank into cavity, remove if necessary
- Clean component, eliminate paintwork damage if necessary If the rivet shank can be removed: IMPORTANT: To avoid corrosion, stop chips/swarf by means of cavity sealing. Follow «instructions on corrosion protection»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-00-corrosion-protection) .
- Preserving cavity If the rivet shank cannot be removed: WARNING: Risk of injury! IMPORTANT: To avoid corrosion and rattling noises, stop chips/swarf and rivet nut shank with cavity foam. Remove foam remnants with isohexane (cleaning-grade petroleum spirit).
- 5. Stop rivet shank by means of specific foaming NOTE: Fit rivet nut as quickly as possibly, ideally before the cavity foam hardens. Hexagon rivet nut (up to M8 thread), straight shank rivet nut: IMPORTANT: Follow manufacturer's operating instructions. Make sure rivet nut correctly contacts component.
- 6. Set rivet nut with hand rivet gun NOTE: According to the manufacturer, the pictured tool is suitable up to an M8 thread. Hexagon rivet nut (from M10 thread): IMPORTANT: Ensure correct screw length. The complete thread length of the rivet nut must be used for installation. Make sure hexagon rivet nut correctly contacts component. Replace screw after use.
- 6. Insert screw (tensile strength min. 10.9) with body washer into hexagon rivet nut
- 7. Insert hexagon rivet nut into pre-punched hexagon hole and install by turning screw Notes on installation: Rivet nut is upset (screw very difficult to move). Rivet nut is contracted (screw comparatively easy to move). Rivet nut is pressed onto the component (screw slowly becomes difficult to move). Procedure is finished with the fitting of the relevant component and its tightening torque.
41 00 ... Repairing plastic parts
1.0 General information
- Economic efficiency must always be checked prior to repair.
- Only the following painted components in the outer skin area are approved for repair: Bumper trims (exception: E52) Sill trims Front side panels Hardtop/roof Convertible top compartment lid Rear lid
- Prerequisite for professional repair: Only minor deformations (without microcracks, usually visible in the paint) Only minor damage, e.g. abrasions, cracks and holes up to 2.5 cm long No damage (cracks) to the edge of the component!
- CAUTION: The following are not approved for repair: Fuel tanks, reservoirs for liquids/fluids (e.g. windscreen washer unit, brake fluid, coolant expansion tank, etc.) Headlight mountings (pedestrian protection)
2.0 Shaping plastic parts
- Plastic parts can be reshaped using a hot-air blower.
- Microcracks can occur in the plastic if plastic parts are deformed. After the component is reshaped and then painted, the cracks may become visible again on the surface after a period of time.
- The component must be replaced if microcracks can be identified in the area of deformation.
3.0 Bonding plastic parts
| IMPORTANT | Conform with safety precautions! |
- A plastics repair box (sourcing reference: BMW Parts Service) is offered for cost-effective and time-value-compatible repairs.
- The plastics repair box contains the step-by-step instructions for repairing plastic parts.
41 00 ... Riveting aluminum parts
1.0 Recommended tools and equipment
- Stud welding apparatus with gas bottle containing inert gas (82 % argon, 18 % CO 2 ).
- Stainless steel stud (sourcing reference via BMW Parts Service picture board Aluminum and steel/bonding and welding)
- Universal riveting tool
- Riveting tongs for blind rivet nuts and blind rivet studs.
2.1 Extracting punch rivets
- Grind off paint and dark grey coating of punch rivets.
- Position bolt centrally on the rivet and weld on vertically. The area in which the bolts are welded on should be between the two grounding terminals. Position both terminals, if possible, on the top side of the metal plate on which the rivet is located.
- Extract bolt with welded-on rivet using universal riveting tool. Use a large plastic nose piece if not otherwise specified in the repair instructions. Check plastic nose piece prior to use for wear.
- Plastic nose piece must rest on sheet metal all round; if necessary, grind off plastic noise piece in collision area. Do not push riveting tool forcefully onto special-steel bolts. Do not use riveting tool to bend special-steel bolts.
- Pay particular attention to central positioning of the bolt when using the small plastic mouthpiece.
- Follow the equipment manufacturer's instructions for use.
2.2 Drilling out punch rivets
Only if extraction proves repeatedly unsuccessful or the rivet cannot be accessed with the universal riveting tool.
- Drill out rivets with a 6 mm dia. carbide drill bit.
- Punch rivets can be drilled out on both sides. When drilling from the protruding rear side, spot-drill the rivet shank only and remove the rest with a rivet punch.
- Use a drift punch to remove punch rivet remnants in the aluminum (risk of corrosion).
- Clean vehicle to remove chips (risk of corrosion).
2.3 Drilling out blind rivets
Only when a part is repeatedly replaced.
- Drill out rivet head only with 6 mm dia. metal drill bit. Knock out rivet remnants with a drift. Use existing 6.7 mm hole for blind rivet.
- Clean vehicle to remove chips and rivet remnants (risk of corrosion).
3.0 Blind riveting in conjunction with bonding
- The standard punch rivets are always replaced by blind rivets in conjunction with bonding.
- The required strength of the connection is only achieved through a combination of bonding and riveting.
4.0 Setting blind rivets
- Refer to repair instruction for rivet size.
- Position blind rivets in the same locations as the extracted punch rivets. Exceptions are described in the relevant repair instruction. If necessary, carry over the positions of the rivets to the new component.
- Drill holes (0.2 mm bigger than the outside diameter of the rivet. Example 4.2 mm dia. for 4 mm rivet and 6.7 mm dia. for 6.5 mm rivet).
- Apply adhesive.
- Insert blind rivet. The riveting direction is the same as the line of vision in the picture shown in the repair instruction (e.g. from wheel arch into engine carrier).
- Universally rivet blind rivet with riveting tongs.
- Seal blind rivet with sealing compound (risk of corrosion).
- Seal cavities with cavity sealant (risk of corrosion).
5.0 Setting blind rivet nuts and blind rivet studs
- Studs welded as standard are always replaced by blind rivet studs.
- Drill holes (0.2 mm larger than the outside diameter of the blind rivet nuts or blind rivet studs).
- Blind rivet nuts and studs must have a special coating for anti-corrosion purposes (sourcing reference: BMW Parts Service). Use the blind rivet nuts and studs supplied in the case of the manual riveting tool for steel only!
- Insert blind rivet nuts or studs and tighten down with the riveting tool.
- It will no longer be possible to set a blind rivet nut if the drilled hole is too big. In this event, set a clip nut (sourcing reference: BMW Parts Service). This nut tightens itself automatically when screwed to the component.
- Seal blind rivet nuts and blind rivet studs with sealing compound (risk of corrosion).
41 00 ... Riveting steel parts
1.0 Recommended tools and equipment
- Manual riveting tool for blind rivet nuts and bolts.
2.0 Setting blind rivet nuts and blind rivet bolts
- Drill holes (0.2 mm larger than the outside diameter of the blind rivet nuts or blind rivet bolts).
- Blind rivet nuts and bolts must have a special coating for corrosion reasons. Use the blind rivet nuts and bolts supplied in the case of the manual riveting tool for steel only!
- Insert blind rivet nuts or bolts and tighten down with the riveting tool.
41 00 ... Safety at work
1.1 Working with aluminum dust
- Wear a fine dust mask.
- E52 only: Use an explosion-proof extractor system.
- Note national regulations.
1.2 Removing sealing materials
- Hydrochloric acid is created when PVC sealing material is heated to temperatures in excess of 180°C.
- Remove PVC sealing material with a rotating wire brush only or heat material with a hot air blower to max. 180°C and remove with a spatula.
- Ensure that all enclosed areas are well ventilated or are provided with direct extractor facilities.
1.3 Arc welding and brazing
| IMPORTANT | The extremely bright arc during welding may cause serious injury to the eyes if appropriate protective measures are not taken. |
- Use a special welding screen for the relevant welding process (MAG or MIG).
- Partition off the work bays with beam protection screens.
- Use a welding-emissions extractor facility.
- The welder must wear protective clothing and gloves which are suitable for welding (i.e. flameproof).
- A fire extinguisher must be located within reach of the welding area.
- Do not carry out any welding work in the proximity of a fuel tank e.g. when it is installed.
- Note national regulations.
1.4 Working with adhesive products (adhesives, cleaning agents, primers etc.)
| IMPORTANT | Handling adhesives can trigger off allergic skin and breathing reactions. |
- Do not eat, drink or smoke during this operation.
- Avoid direct contact with eyes and skin.
- Wear protective goggles, protective gloves and if necessary an apron.
- Ensure that all enclosed areas are well ventilated or are provided with direct adhesive fume extractor facilities.
- Work clothing which has been contaminated with adhesive or solvent must be changed immediately.
- After finishing work, wash your hands and apply protective skin cream.
- Always keep an eye bath on hand, change the water regularly (once a month).
- Store adhesive products in a secure cabinet only.
- Keep adhesive products away from naked flames and other ignition sources.
- Protect adhesive products against strong heat sources and direct sunlight.
- Note national regulations.
First Aid
In the event of eye contact, flush immediately with running water for approx. 10-15 minutes and, if necessary, visit eye specialist.
In the event of skin contact and where applicable an allergic skin reaction, clean the affected areas immediately with soap and water and then apply silicone-free skin cream. If necessary, consult a doctor.
If an adhesive product is swallowed, rinse mouth/parts of mouth thoroughly with running water. Drink 1-2 glasses of water. Do not induce vomiting. Consult a doctor.
If adhesive fumes are inhaled, ensure a constant supply of fresh air, keep calm, keep respiratory tracts unobstructed and consult a doctor.
41 00 ... Spot-weld bonding steel parts
- The spot-weld bonding process is used starting from the E65 to increase vehicle rigidity. In partial bodywork areas, a 1-component adhesive is applied to the spot flanges and this is followed by resistance pressure spot welding. The adhesive is hardened only after the paint drying process (at approx. 180°C).
- In the case of repairs, adhesive is not applied to the spot flanges. The number of welding spots is doubled as a substitute for the omitted adhesive.
- The following processes are used as a substitute for spot-weld bonding: MAG welding ( M etal A ctive G as welding) Resistance pressure spot welding (referred to in the following and in the repair instructions as spot welding).
- Adhesive is not applied between the spot flanges on new parts in the case of 2- or multi-sheet joints. Areas which cannot be reached by the spot-welding tongs can be joined by MAG spot welding. The number of welding spots is doubled as a substitute for the omitted adhesive. Exceptions (e.g. E65) are described in the relevant repair instructions. Apply welding spots to existing welding spots on new part. This is necessary because the adhesive between the spot flanges of the new part acts as an insulator.
- CAUTION: Extract smoke and fumes during welding work.
41 00 ... Stamping vehicle identification number
Special tools required
- 41 0 000
- 41 1 140
- 41 1 141
- 41 1 142
See BODY - SPECIAL TOOLS .
Note. If the stamped vehicle identification number is removed during repair work, it must be stamped in again. Read and comply with General Information .
Necessary preliminary tasks
- Remove front right spring strut . See «31 31 003 REMOVING AND INSTALLING COMPLETE FRONT LEFT OR RIGHT SPRING STRUT (M3)»(/bmw/m3/e90-2007-2013/remont/axle-shafts/#front-axle-repair-e92e93__31-31-003-removing-and-installing) .
- Remove rubber base from guide plate 41 1 141
Special tool kit 41 1 140 for stamping vehicle identification number consists of
Guide plate 41 1 141
Counter-plate 41 1 142
Scheme 27
Position counter-plate 41 1 142 at bottom on spring strut dome.
Position guide plate 41 1 141 at top on spring strut dome and tighten bolts (1) by hand.
Scheme 28
Tighten bolt (1) until counterholder 41 1 142 rests on spring strut dome.
Scheme 29
Tighten screws (1).
Note. The illustration is a schematic representation and is to be applied to the relevant vehicle type. Insert punch numbers 41 0 000 (1) individually into guide plate (2) and stamp vehicle identification number.
Scheme 30
Note. In the event of component or body replacement by the workshops/garages, clearly delimit the vehicle identification number at front and rear by stamping a "+" in place of the BMW emblem.
Note national regulations.
41 00 ... Straightening steel parts
1.0 Recommended tools
Only use those tools designed for steel repairs.
2.0 Straightening outer shell
- "Cold" straightening: Press dents out from their center and smooth in an inwards direction with gentle taps. In the case of small, soft dents (hail and parking damage), this is also possible without damaging the paintwork. This work requires a special tool (5 04 98 328) and a trained worker.
- "Hot" straightening: Heat dents in their central point only with a gas flame until bright red hot. Then quench the material with a wet cloth.
- Stud welding can be used in the case of damage where access is only possible from one side. Weld on the stud in the middle of the damaged area. The steel pin or shim is driven out using a hammer until the depression is removed. The stud, pin or shim is then ground or twisted off.
- Avoid cracking.
- Avoid hardening and overstretching.
- Avoid heating and overheating the outer shell over large areas.
- If, after steel parts have been straightened, the surface shows no dents larger than 2 mm, these dents may be touched up with knifing filler. Dents larger than 2 mm must be treated with filling solder. NOTE: Only applicable within the European Union! European used-car regulations prohibit the use of tin containing lead in motor vehicles introduced after 01.07.2003!
- For safety vehicles, follow the special notes and information in the repair instructions.
3.0 Straightening structure
- Repairs affecting the mounting points of assemblies and chassis/suspension components must be carried out on the straightening bench with the matching straightening attachment set or specification sheet for the vehicle. Straightening attachments and specification sheets are also available for the top section, e.g.: door pillars, convertible top mounts, cowl, rear lid hinges, etc.
- Check windshield and rear window apertures for curvature by inserting the original glass.
- Take the gap dimensions for doors, engine hood and rear lid from the vehicle-specific gap dimension diagram.
- Bearing body components such as e.g. engine carriers, door pillars, frame side members etc. with deformations which can no longer be returned to their original shape by "cold straightening" must be replaced. Heating bearing body components for better reshaping is not permitted! Failure to comply with this requirement would result in a loss of original strength of up to 40 %.
- High-strength and super-high-strength steel plates as a rule cannot be reshaped. Reshaping only serves as a preparatory measure to replacing the component in order to achieve optimal joining of the connection points.
- The body must be anchored as follows for reshaping: If using vehicle-specific/universal straightening attachment sets (Carbench/ Celette), it is necessary to secure the body additionally with 4 retaining clips to the spot flange of entrance or to the 4 jacking points. The spot flange (if available) is to be preferred. If using universal electronic or mechanical straightening systems (Car-O-liner/ Celette), it is necessary to secure the body with 4 retaining clips to the spot flange of entrance or to the 4 jacking points. The spot flange (if available) is to be preferred. In addition anchor at least 2 points with the securing set. Failure to comply with these instructions will result in damage to the body during reshaping in non-damaged areas. Vehicle-specific straightening attachments and universal mounts may be damaged.
41 00 ... Use of materials in outer shell
The following illustration is a schematic representation of all the body variants.
Apply this illustration to the relevant vehicle.
Scheme 31

All components not listed in the table below are composed of established sheet steel qualities.
| Component | Vehicle | Material |
|---|---|---|
| (1) Side panel, front | E52 (Z8) | Aluminum |
| E60, E61 | Aluminum | |
| E63, E64 | Plastic (thermoplastic) | |
| E65, E66 | Aluminum | |
| E70, E92, E93 | Plastic (thermoplastic) | |
| E89 | Aluminum | |
| (2) Front door | E36/C (M3) | Aluminum or steel |
| E36/2 (M3) | Aluminum or steel | |
| E52 (Z8) | Aluminum | |
| E63, E64 | Aluminum | |
| (4) Side panel, rear | E52 (Z8) | Aluminum |
| (5) Engine hood | E38 (750i) | Aluminum or steel |
| E46/C (M3) | Aluminum | |
| (5) Engine hood | E46/2 (M3) | Aluminum |
| E52 (Z8) | Aluminum | |
| E60, E61, E63, E64 | Aluminum | |
| E65, E66, E70, E71 | Aluminum | |
| E85 (Z4) | Aluminum | |
| E92 (M3) | Aluminum | |
| E89 | Aluminum | |
| (6) Hardtop/ roof | E36/C | Aluminum |
| E36/7 (Z3) | Plastic (glass fibre / epoxy resin) | |
| E46/C | Aluminum | |
| E46/2 (M3 CSL) | Plastic (CFK) | |
| E52 (Z8) | Plastic (PU) | |
| E85 (Z4) | Plastic (SMC) | |
| E63 (M6) | Plastic (CFK) | |
| E89 | Aluminum | |
| (7) Soft top lid | E46/C | Magnesium |
| E64 | Plastic (SMC) | |
| (8) Rear lid | E46/2 (M3 CSL) | Plastic (SMC) |
| E52 (Z8) | Aluminum | |
| E63, E64 | Plastic (SMC) |
MATERIAL CHART
41 00 ... Vehicle identification number, general
The vehicle identification number must be stamped with a special tool. There are different special tool numbers and stamping procedures for the various vehicles. Refer to the relevant repair instructions.
In repair work, the vehicle identification number is always stamped into a replacement vehicle identification number surface. The replacement surface is usually situated under the original VIN surface.
The IGEF number (bodyshell number) is omitted when the wheel arch is replaced.
In the event of component or body replacement by the BMW garages/workshops, clearly delimit the vehicle identification number at front and rear by stamping a + in place of the BMW emblem.
If a VIN is stamped into the replacement surface in addition to the original VIN (e.g. if the original VIN has been tampered with), the following applies: The original VIN must be crossed out. To do so, stamp the letter I from the punch digits lengthways through the original VIN.
| IMPORTANT | Do not use an angle grinder in conjunction with a cutting disk! |
The protective film used as standard is omitted after the VIN has been manually stamped in. Paint area in accordance with BMW Painting Handbook. Ensure that layer thicknesses are small.
Observe country-specific regulations.
41 00 ... Welding and soldering steel parts
- Welding steel parts: General information The following procedures are used for repairs: MAG welding ( M etal A ctive G as welding) Resistance pressure spot welding. Take the number and location of weld spots and MAG weld seams from the separated part. Replace areas inaccessible to spot-welding tongs with MAG plug/spot welds at the same distance. Diameter of bores for plug/spot welds 8 mm. In the case of emissions extraction, observe a minimum distance of 30 cm for MAG welding during the welding process. Otherwise the inert gas would be drawn off. Follow the equipment manufacturer's instructions for use. Work materials MAG welding: Steel welding apparatus. Steel welding wire - G3SI1 (SG2) or alternatively G4SI1 (SG3) Welding mask Gas bottle containing inert gas (82 % argon, 18 % CO 2 ) Resistance pressure spot welding: Spot-welding apparatus. Protective goggles Preparations for MAG and spot-welding Remove the paint coating in an area of approx. 30 mm around the weld seam or spot. The zinc coating underneath must be removed during the MAG welding operation. It is not necessary to remove the zinc coating underneath during spot-welding. Remove the paint coating on the reverse side of the weld seam or spot. Contaminants will otherwise enter the weld pool via the root of the weld seam. An insufficient electron flow prevents an optimum spot-weld joint. Coat all metal overlaps and weld spot flanges with welding primer. To determine the optimum electrode contact force for spot-welding, carry out spot-weld shear tests on sample metal sheets. In order to keep the electron flow short during MAG welding on the body, you must if possible attach the ground terminal directly to the component to be welded. Welding During MAG welding, the weld gap must be kept as small as possible. The larger the weld gap, the lower will be the strength of the joint. During spot-welding, the metal flanges to be joined must be placed as close together as possible without gaps. The larger the gap, the lower will be the strength of the joint. Minimum gap between welding spots 25 mm. Subsequent treatment of weld joints: When grinding a weld seam, do not grind thin the base material next to the seam. After joining, clean all weld seams and spots with a stainless steel wire brush. Remove burnt paint with a stainless steel wire brush. All weld joints sealed off with body sealing compound in original state must be primed and sealed off again thoroughly after repairing. Replace damaged or removed antinoise compounds.
- Soldering steel parts: General information The following procedures are used for repairs: Gas brazing Tinning The MIG soldering procedure is not used in repairs for strength reasons. MIG soldered/brazed seams used in series production are replaced in repairs by MAG weld seams. Areas brazed in vehicle production are joined during repairs with the same procedure. It is possible when straightening steel parts to correct irregularities smaller than 2 mm with filler. If in exceptional cases the irregularities are in excess of 2 mm, these areas must be tinned. Only visible areas of the outer skin and on the support carrier must be tinned. All areas which have covers on the vehicle are not to be tinned. NOTE: Only applicable within the European Union! European used-car regulations prohibit the use of tin containing lead in motor vehicles introduced after 01.07.2003! Work materials Gas brazing: Tube pack and torch (gas torch) Brazing solder Gas bottles (oxygen and acetylene) Welding goggles Tinning: Tube pack and torch (torch for tinning) Tinning paste Tin. Gas bottle (acetylene) Protective goggles Preparations for brazing/tinning Heat brazed joints to be opened with an autogenous flame. Lift off remaining metal and remove remaining brazing solder with a wire brush. Remove the paint and zinc coating in an area of approx. 30 mm around the seam to be soldered. Remove the paint and zinc coating in the tin-plating area and approx. 30 mm beyond. Brazing/tinning Execute brazed seam without overheating the solder and with low heat dissipation. If necessary, use heat protecting paste. Subsequent treatment of brazed joints: Remove burnt residual zinc completely. Straighten, grind and tin visible connection points. Remove burnt paint with a stainless steel wire brush.
41 00 ... Welding in reinforcement plate (steel plate)
In the case of a partial replacement piece, a body component is cut at a point described in the repair instructions.
A reinforcement plate is welded in to ensure sufficient strength.
Follow notes for welding steel parts .
Note. The following illustrations serve as general illustrations of reinforcement plate repair work. They are applicable to all cutting repairs.
Mark component in accordance with distance A and cut.
Scheme 32
Cut new part (1) in accordance with cut and if necessary adjust to fit with straightening attachment or universal mount.
Installation
Adhere to a gap at severance cut of approx. one to max. two material thicknesses in order to ensure welding with the reinforcement plate and to facilitate a more tolerant fit.
Scheme 33
Clean inner and outer sides of connecting areas (1) on new part and (2) on body.
Coat inner sides with welding primer.
Scheme 34
Drill holes (1) and (2) at distance of 25 mm to each other.
Hole diameter approx. 8 mm.
Scheme 35
Make reinforcement plate (1) from trim of new part.
If necessary, make further reinforcement plates.
Length of reinforcement plates is min. 40 mm.
Coat reinforcement plates (1) and (2) on both sides with welding primer.
Scheme 36
Push reinforcement plate (1) into component on body up to half way and plug-weld (3).
Scheme 37
If necessary, adjust new part (1) to fit with straightening attachment or universal mount and plug-weld (2).
MAG weld joint (3).
Grind and clean weld seam and plug weld spots.
Only visible areas of the outer skin and worn areas on the support carrier must be tinned.
All areas which have covers on the vehicle are not to be tinned.
Note. Only applicable within the European Union! European used-car regulations prohibit the use of tin containing lead in motor vehicles introduced after 01.07.2003!
Scheme 38
41 00 ... Working with 2-component PU cavity foam
Properties of cavity foam
- 2-component PU foam, solvent-free.
- Excellent flow capacity, enabling complete sealing of cavities.
- Good strength, preventing slipping in cavities.
- Low water absorption, preventing corrosion.
- Ideal for use as insulating and sealing compound
Information on dangers/hazards
- Avoid eye and skin contact. Wear protective goggles, solvent-resistant protective gloves and protective clothing.
- Do not inhale. Apply in well ventilated rooms only.
- WARNING: Application time after mixing: within 8 minutes! Completely empty open can after use.
- Remaining amounts which are not used can cause the can to explode on account of a chemical reaction (buildup of heat)! Alternatively, cool the can containing the non-removed remaining amount for several hours in cold water.
- Do not eat, drink or smoke during this operation.
- Keep heat and ignition sources well away.
- Read the manufacturer's information on hazards/dangers (printed on the can) prior to application.
Application instructions
- Use by date on can. Do not use the spray can after the Use by date on the can has expired. After the Use by date the properties of the cavity foam will no longer meet the requirements of the BMW Group.
- Cavity sealing of repair area possible after an air drying time of 1 hour.
- Backing surface must be clean and free from dust, grease, oil and stripping agent.
- Application temperature at least 15°C. Optimally 20°C.
- Remove fresh, non-hardened PU foam with adhesive cleaner 208. Hardened PU foam can only be removed by mechanical means (machine).
- Excess, hardened PU foam can be disposed of as residual waste. Cans which are not entirely empty and unused whose Use by date has expired are classed as hazardous waste. Observe country-specific waste-disposal regulations.
- Observe the manufacturer's application instructions (printed on the can).
- IMPORTANT: Foam expands many times over as it sets (change in volume).
- Setting takes approx. 30 minutes. Mechanical processing (e.g. drilling, cutting, etc.) is then possible.
41 00 ... Workshop equipment
Minimum workshop equipment requirements in order to ensure the correct and expert performance of body repairs
The tools listed below must be used.
| Steel | Aluminum | |||
|---|---|---|---|---|
| Tool | Structure | Outer skin | Structure | Outer skin |
| Bodywork tool assortment | X | X | ||
| Aluminum bodywork tool assortment | X | X | ||
| Bodywork saw | X | X | ||
| Single-handed grinder | X | X | X | X |
| Welding spot remover | X | X | ||
| MAG welding apparatus | X | X | ||
| MIG welding apparatus | X (E52 only) | |||
| Spot welding apparatus | X | X | ||
| Gas welder | X | |||
| Straightening system | X | X | ||
| Stud welding apparatus | X | |||
| Flame coating set | X | |||
| Universal riveting tool | X | |||
WORKSHOP EQUIPMENT CHART
| IMPORTANT | In vehicles from model year 2001, higher-tensile and high-tensile steels are used in certain areas. It is essential to check whether the spot-welding apparatus used conforms to the technical requirements of the currently recommended welding sets. Should you have any questions, please contact the country-specific Hotline. The use of technically obsolete equipment may have serious consequences for the structure of the vehicle (e.g. in the event of a crash). In the end, this can result in safety and product liability risks which cannot be calculated. |
Use and restrictions
Definition of Recommendation
All currently recommended spot welding sets comply with the requirements relating to reliable welding of today's and future BMW Group vehicles. A spot welding unit will loose its recommendation as soon as tests with materials and material combinations designated for future use in BMW Group vehicles return negative results. All previous application before the withdrawal of the recommendation shall remain unaffected.
| Device designation | Manufacturer | |
|---|---|---|
| Group 1 Devices currently no longer recommended | CR500 | Car-O-Liner |
| Spot9000 | Tecna | |
| ATL 400V | Wielander&Schill | |
| Group 2 Devices currently recommended (March 2007) | MIDIspot QSVM9000 | Celette |
| MIDIspot QSVM9000 | Elmatech | |
| CR600 | Car-O-Liner | |
| Multispot MI-100 Control | Elektron |
MANUFACTURER CHART
Application options and restrictions of above devices.
| Vehicle | Group 1 | Group 2 |
|---|---|---|
| E93 | X Except A-pillar, B-pillar, sill | X |
| E70 | X Except B-pillar | X |
| E64 | X Except A-pillar, B-pillar, sill | X |
VEHICLE INFORMATION
Note. (March 2007) All models not listed can be repaired using the Group 1 and Group 2 devices.
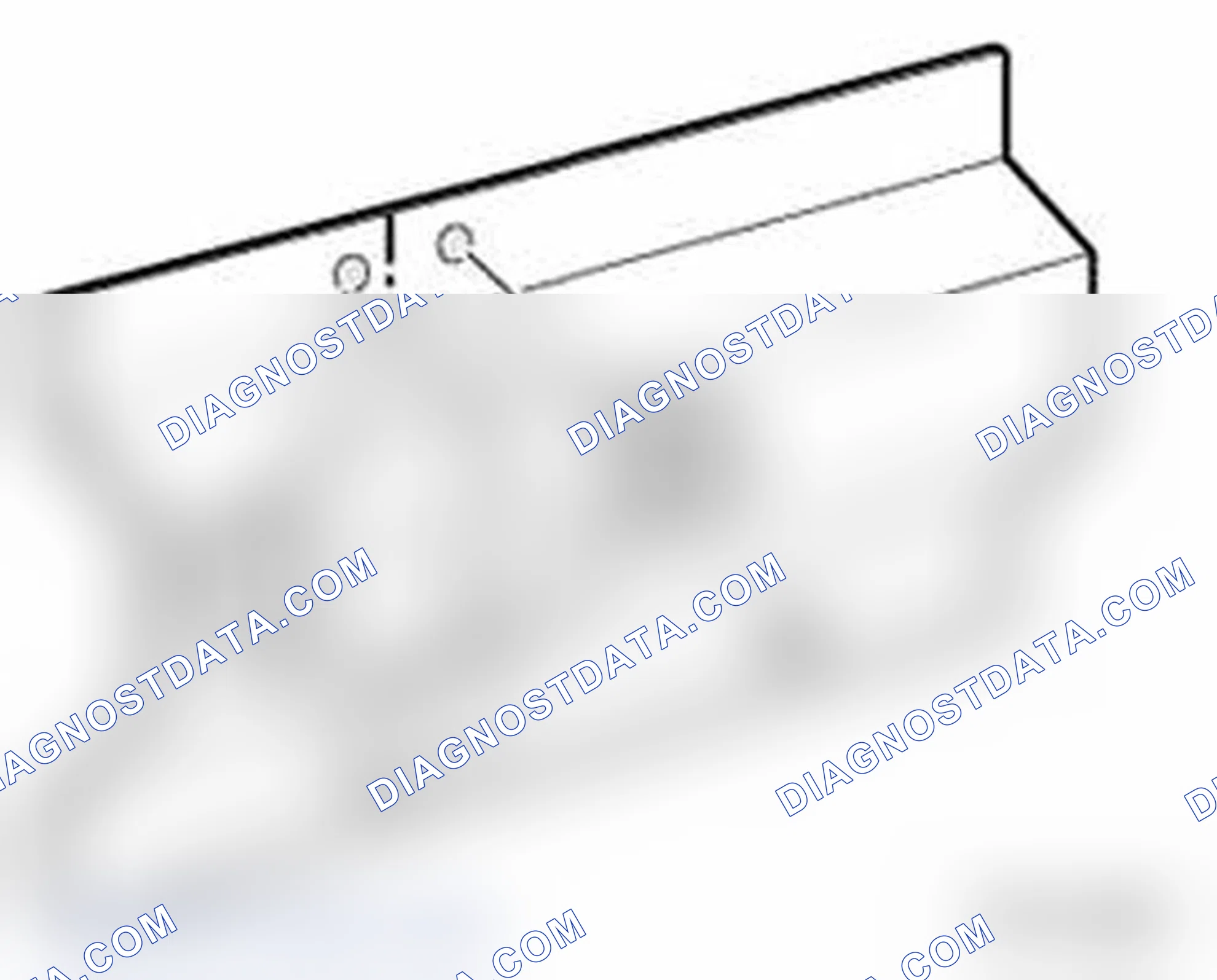
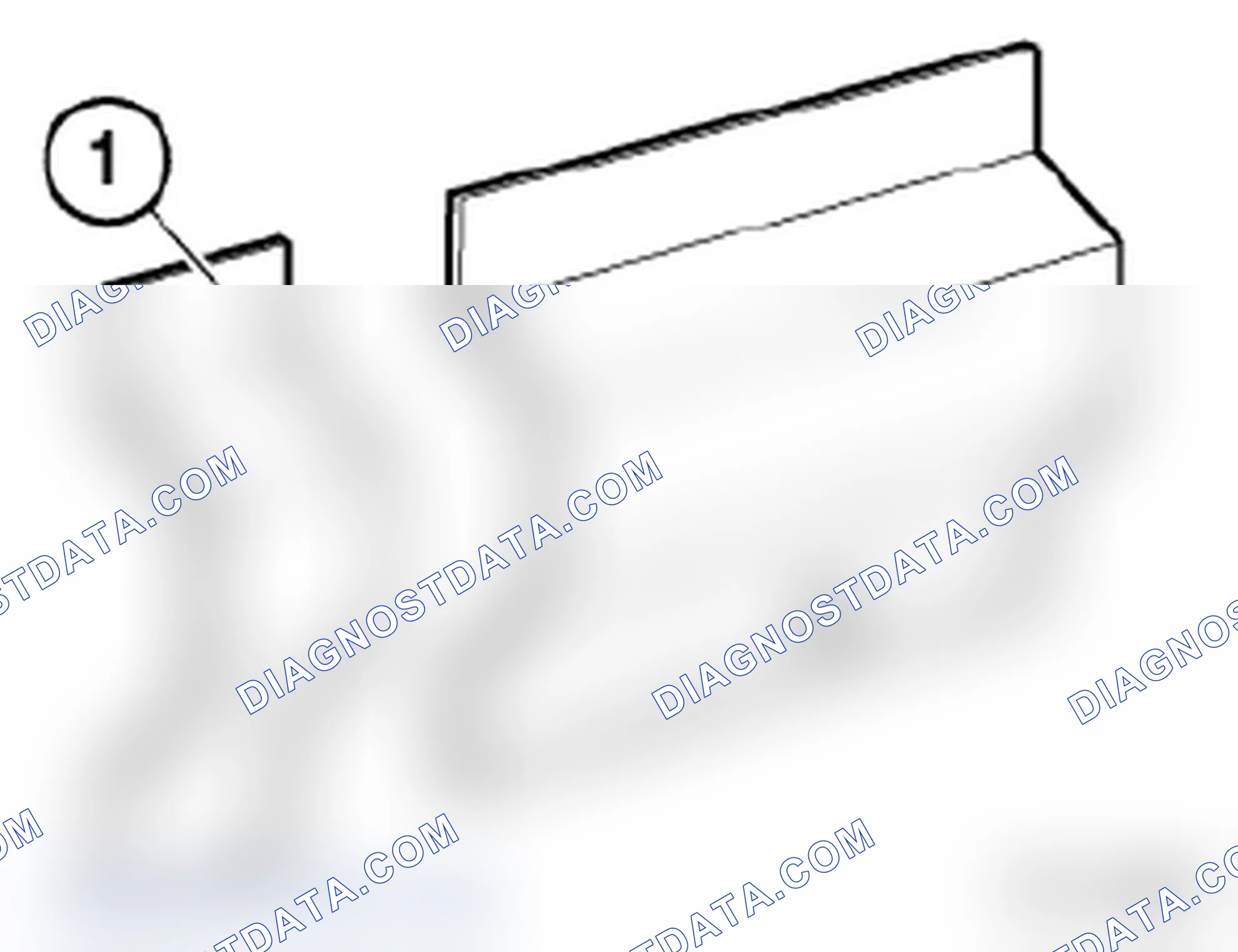
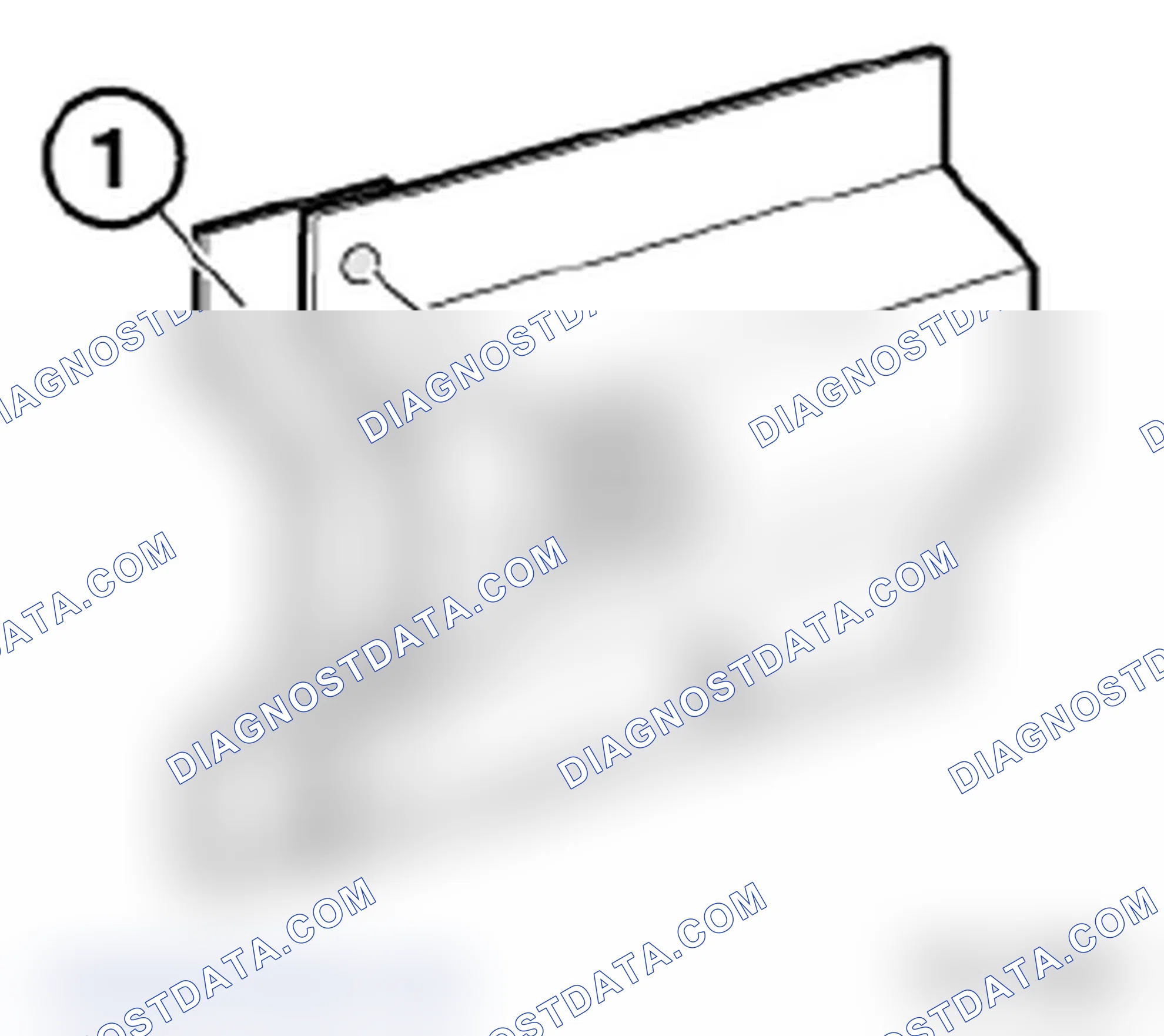
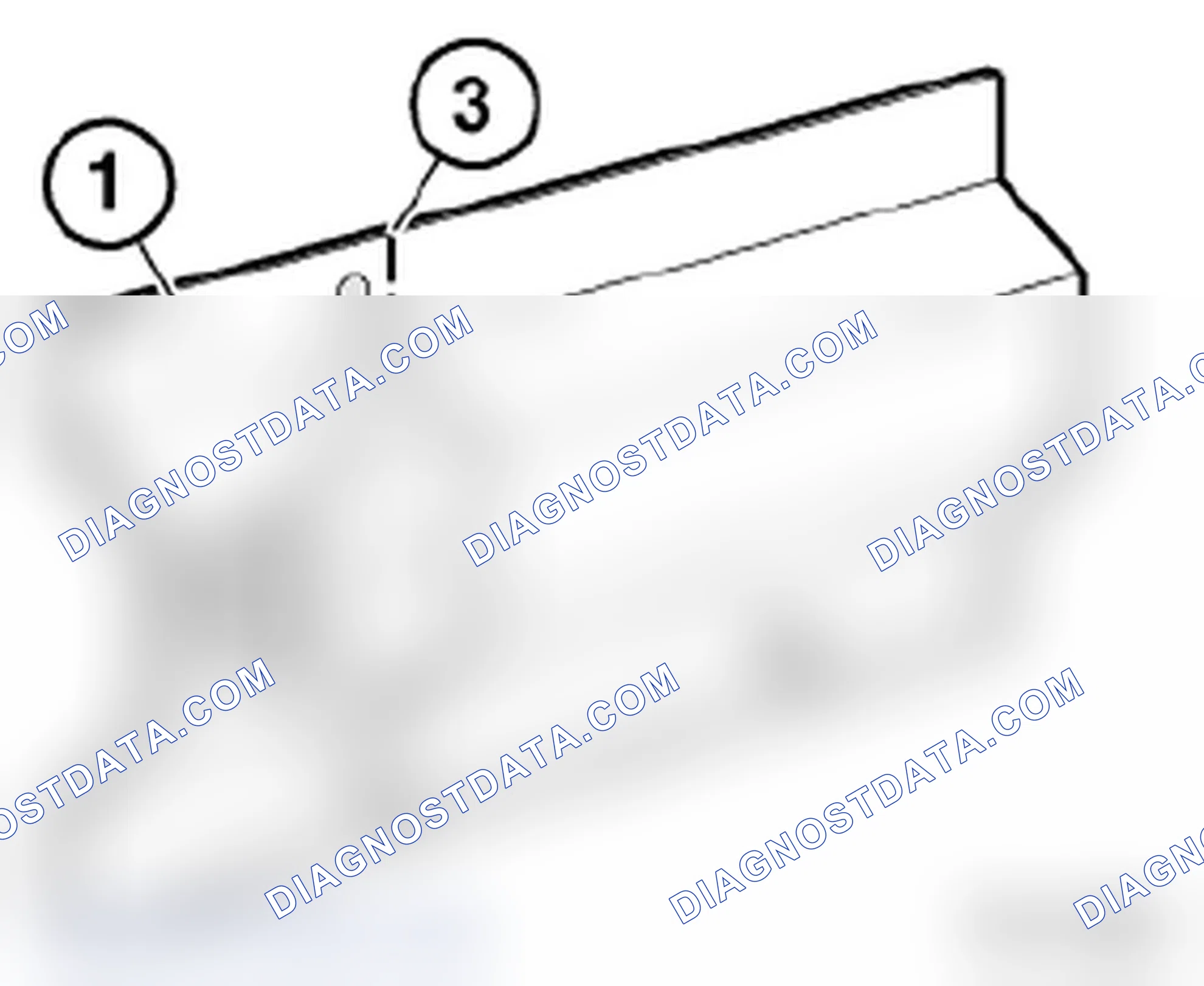
Scheme 39

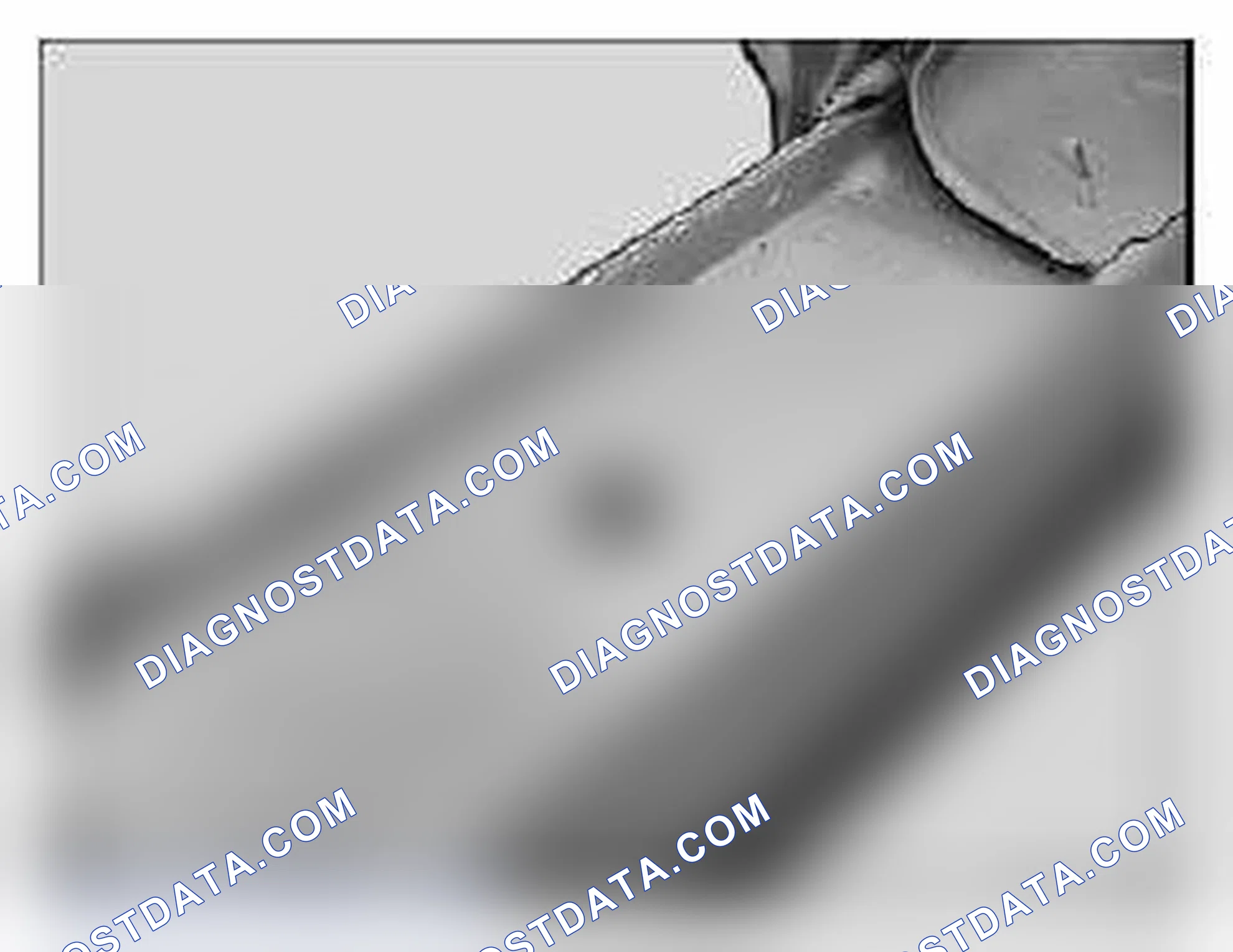
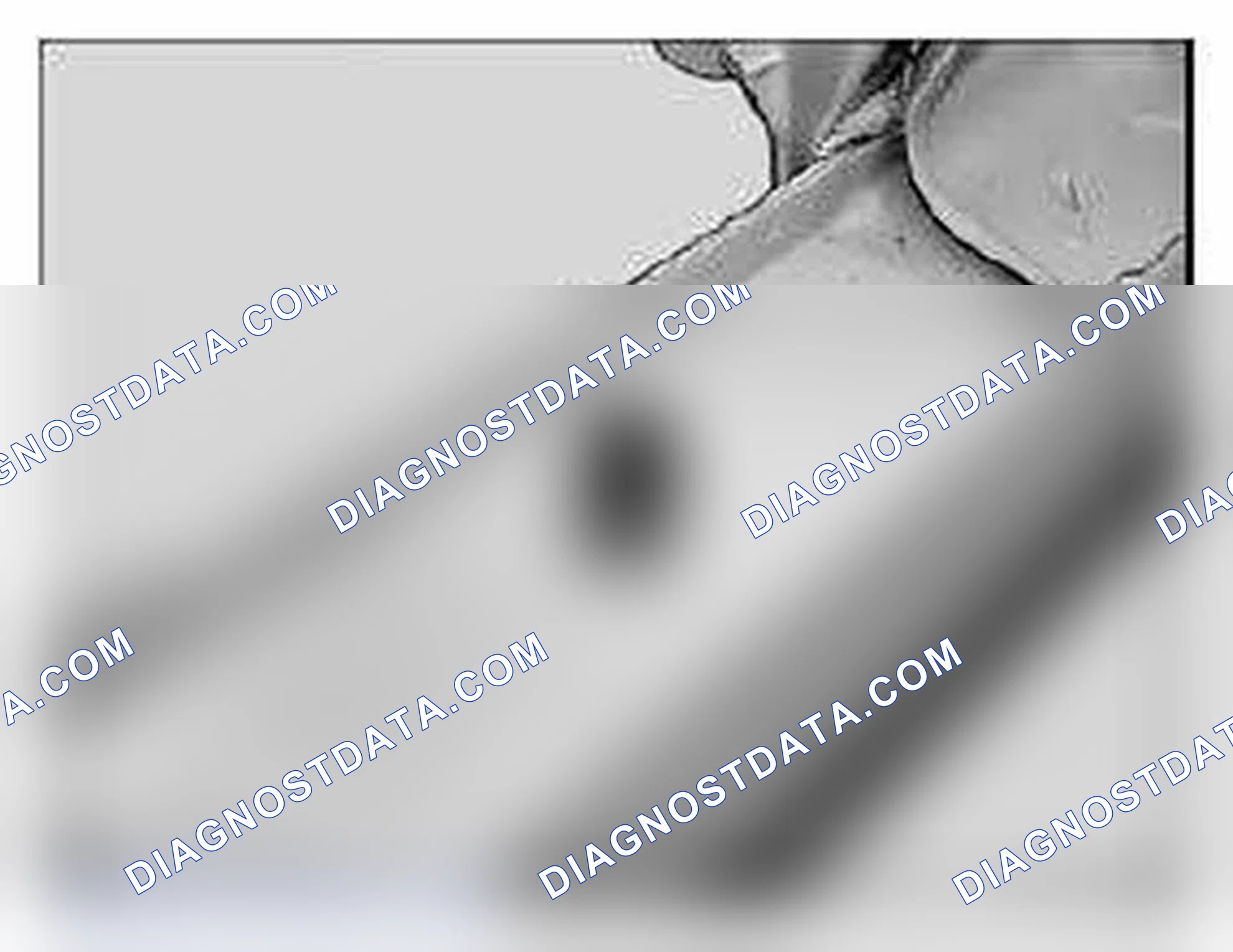
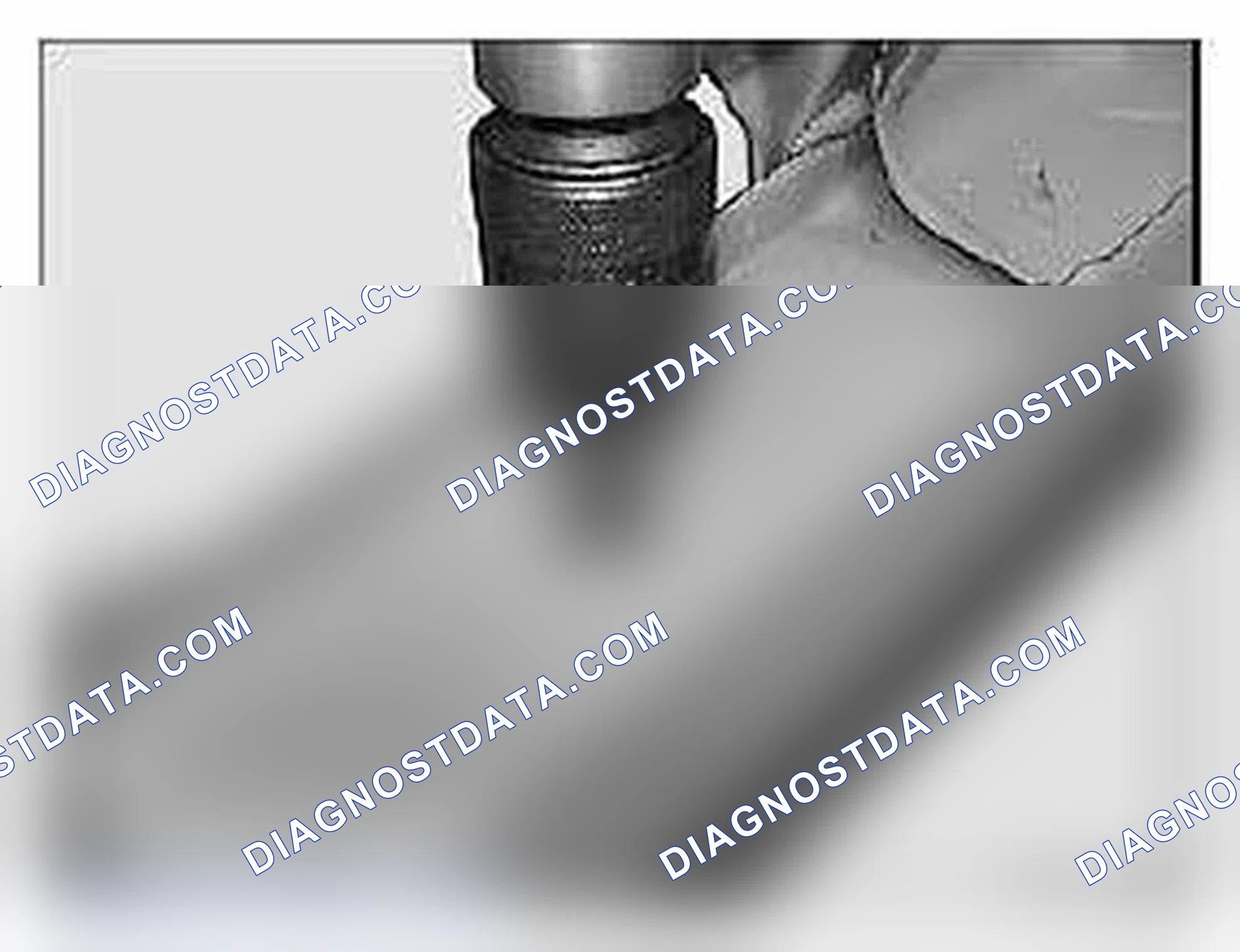
- Remove area (1) of bead edge on wheel arch bend with a one-hand angle grinder and rough grinding wheel.
- Heat area (2) with hot air blower. CAUTION: Extract vapors and gases.
- Release connection flange with chisel.
- Grind adhesive residue (4) off wheel arch connection flange. CAUTION: Wear a grinding dust mask.
- Remove remnants of sealing material in area (3).
99 00 ... General instructions on painting
General instructions and classification of paint stages are described on the KSD-CD (notes-general information on flat rate unit data, passenger car explanation for FR specifications for painting).
The marked area serves as the starting point for painting. This area may differ from the illustration for technical painting reasons.
Touching-up areas are taken into account.
41 11 023 Replacing front section of engine support to left wheel arch
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus for repairs.
Place vehicle on straightening bench.
- (1) Wheel arch, front
- (2) Support carrier, wheel arch, outer
Scheme 40
Open weld joints in area (1).
Installation
Weld new components in areas (2) additionally.
Apply window glass adhesive to cavity acoustic baffle (3).
Scheme 41
Mark severance cut (1) in accordance with measurement a and cut engine carrier.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a=130 mm from front edge of sleeve
Installation
Weld in reinforcing panels at all severance cuts.
Scheme 42
Open weld joints in areas (1).
Scheme 43

Open weld joints in areas (1).
Scheme 44
Open weld joints in area (1).
Installation
If equipment compartment partition wall (2) is damaged, cut along line (3).
Mark new part in accordance with severance cut on vehicle + 20 mm extra material and cut.
Join both parts by spot-welding.
Scheme 45
Open weld joints in area (1).
Scheme 46
Preparation of new part
Mark new part in accordance with severance cut on car and cut.
Open weld joints in areas (1) on both sides.
Open weld joints in area (2).
Detach remainder of reinforcement from engine carrier.
Scheme 47
Preparation of new part
Open weld joints in areas (1).
Take off holder.
Scheme 48
Installation
Adjust new parts to fit with straightening attachment or universal mount.
Scheme 49
Weld new part in area (1) with additional MAG weld seams.
Scheme 50

Installation
Vehicles with spring support plate insert
Different plate inserts are fitted, depending on the model.
- Version (A) riveted
- Version (B) screwed
| IMPORTANT | Use only identical plate inserts on both sides of the vehicle. |
Riveted version
If damaged, the plate inserts must always be replaced with screwed versions on both sides of the vehicle.
Scheme 51
41 11 028 Replacing left engine carrier (partial replacement before front axle)
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Place vehicle on straightening bench.
- (1) Partial section, engine carrier
Scheme 52

Mark severance cut (1) in middle of 20 mm dia. bore and cut.
Preparation of new part
Mark severance cut (1) in accordance with vehicle and cut.
Installation
Adjust all new parts to fit with straightening attachment or universal mount.
Weld in reinforcement plate at severance cut.
Scheme 53
Preparation of new part
Open weld joints in areas (1).
Take off holder.
41 11 043 Replacing front section of left engine support
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus for repairs.
Place vehicle on straightening bench.
- (1) Engine carrier, front
Scheme 54

Mark severance cut (1) in accordance with measurement a and cut engine carrier.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a=130 mm from front edge of sleeve
Installation
Weld in reinforcing panels at all severance cuts.
Open weld joints in areas (1).
Scheme 55

Open weld joints in areas (1).
Scheme 56
Preparation of new part
Mark new part in accordance with severance cut on car and cut.
Open weld joints in areas (1) on both sides.
Open weld joints in area (2).
Detach remainder of reinforcement from engine carrier.
Scheme 57
Preparation of new part
Open weld joints in areas (1).
Take off holder.
Installation
Adjust new part to fit with straightening attachment or universal mount.
Scheme 58
Weld new part in area (1) with additional MAG weld seams.
41 11 300 Replacing cover for longitudinal member with left door pillar (partial replacement B-pillar)
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus for repairs.
Place vehicle on straightening bench.
- (1) B-pillar with entrance
- (2) Shaped part, B-pillar, inner (not shown)
Scheme 59
Scheme 60
Mark severance cuts in accordance with specified measurements and cut.
| IMPORTANT | Cut outer plate only for following severance cuts. |
Measurement a = approx. 128 mm behind hole dia. 25 mm.
Measurement b = approx. 100 mm from roof edge.
Measurement c = approx. 80 mm below cut b.
Measurement d = approx. 190 mm from center point of hole dia. 20 mm.
Open weld joints in areas (1).
Installation
Cut out metal section (2) is needed again for sealing.
Weld in reinforcing panels at all severance cuts.
Mark severance cut in accordance with specified measurement and cut.
| IMPORTANT | Cut outer metal plate only for following severance cut. |
Measurement a = 140 mm from roof edge.
Installation
Weld in reinforcement plate at severance cut.
Scheme 61
Note. View from inside Open weld joints in areas (1).
Scheme 62
Note. View from inside Open adhesive bonds in areas (1).
Scheme 63
Note. View from below Open weld joint in area (1).
Scheme 64

Scheme 65
Installation information
Mark new part in accordance with severance cuts on vehicle and cut.
Apply window glass adhesive to cavity acoustic baffle (1).
Apply adhesive in areas (2).
Adjust new part to fit with straightening attachment or universal mount.
41 11 141 Replacing cover for left or right frame side member (partial replacement between A-and B-pillars)
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus for repairs.
Following new body parts are required
Scheme 66
Scheme 67
- (1) Side frame, outer
- (2) Shaped part, entrance (not shown)
Mark severance cuts (1) in accordance with specified measurements and cut.
Measurement a = approx. 85 mm behind A-pillar
Measurement b = approx. 35 mm before side panel at rear
Open weld joints in areas (2).
Installation
Weld reinforcement plate s at all severance cuts (1).
Apply window glass adhesive to cavity acoustic baffle (3).
41 11 516 Replacing front left or right support carrier (partial replacement, front side panel removed)
Use only approved spot-welding apparatus for repairs.
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Place vehicle on straightening bench.
- (1) Support carrier, wheel arch, outer
Scheme 68
Mark severance cut in accordance with measurement a and cut support carrier.
Measurement a=240 mm from edge of rectangular hole.
Open weld joints in areas (1).
Installation
Weld in reinforcement plate at severance cut.
Scheme 69

Open weld joints in area (1).
Installation
Adjust new part to fit with straightening attachment or universal mount.
Scheme 70

41 11 734 Replacing complete rear tension strut mounting
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Following new body parts are required
Scheme 71
- (1) Bracket, tension strut, rear
Open weld joints in areas (1).
Open weld joints in areas (2) on both sides of rear axle carrier (3).
Installation information
To adjust new part to fit, screw down tension strut.
If vehicle is on straightening bench, adjust new part to fit with straightening attachment or universal mount.
Scheme 72
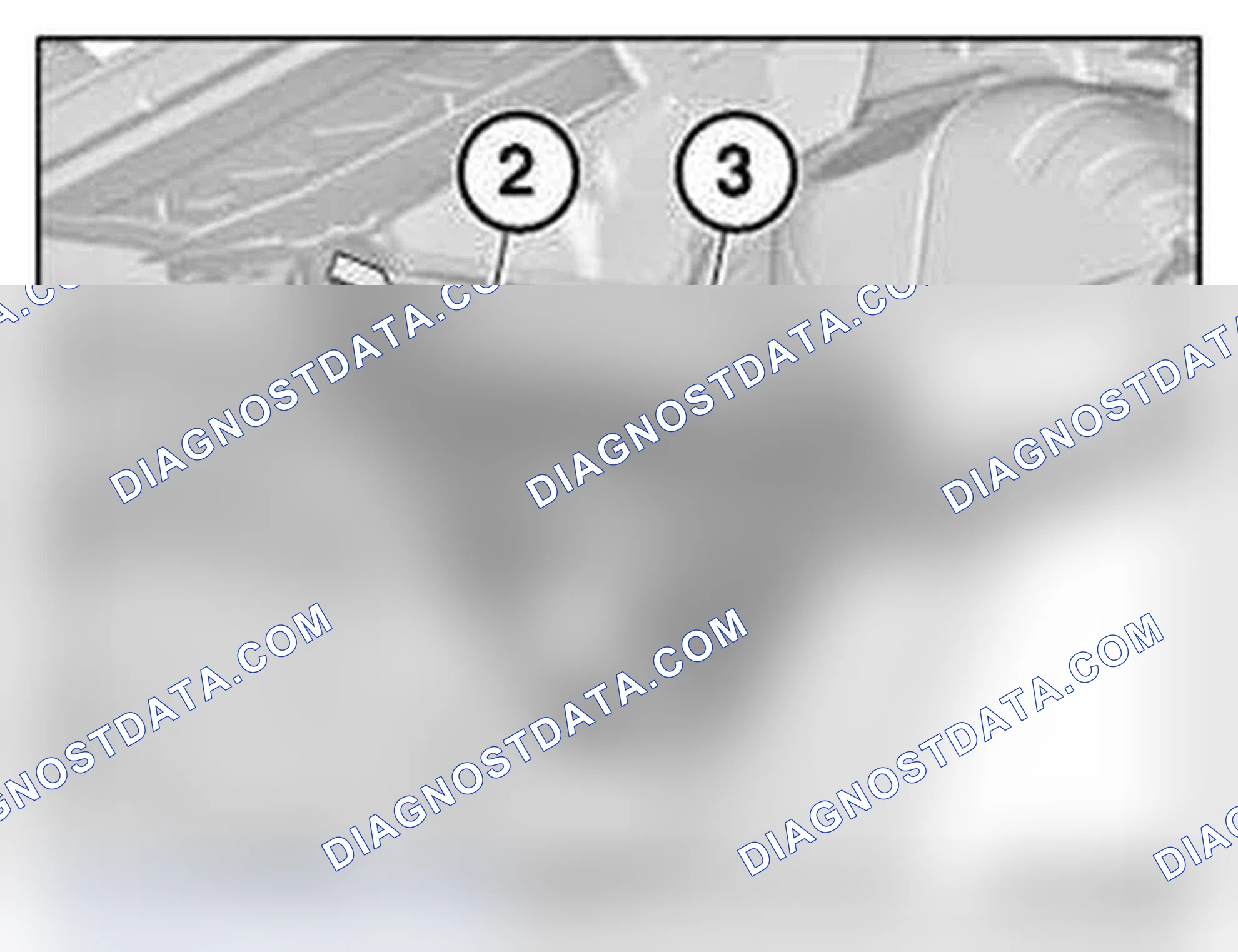
41 11 915 Replacing inner left or right frame side member cover partial replacement
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Use only approved spot-welding apparatus for repairs!
Following new body parts are required
Scheme 73
Scheme 74
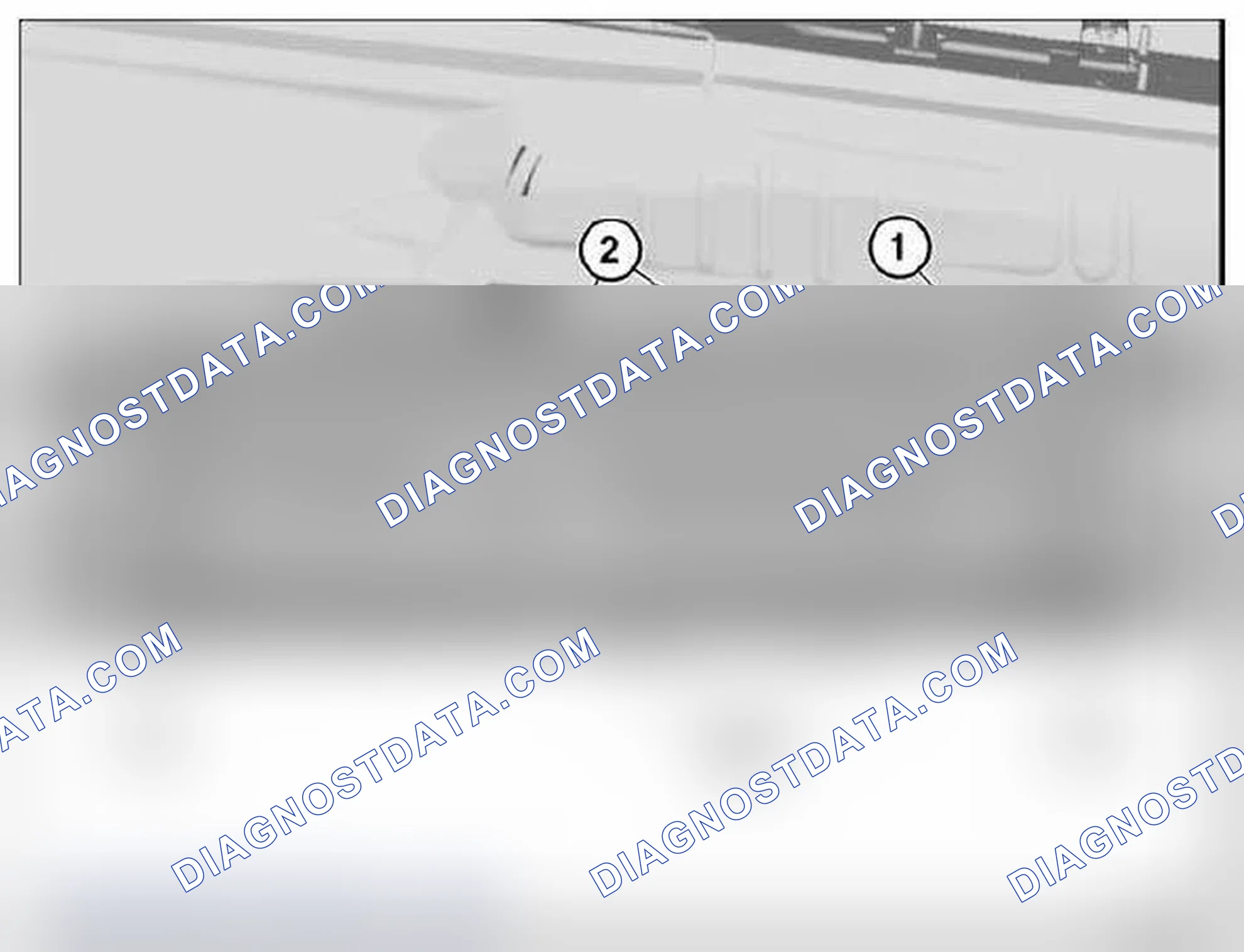
- (1) Inner side frame
Remove cavity bulkhead (1).
Mark severance cuts in accordance with specified measurements and cut.
Measurement a = approx. 30 mm after frame side member cover severance cut.
Measurement b = approx. 30 mm before frame side member cover severance cut.
Open weld joints in areas (2).
Open adhesive bonds in areas (3).
Installation
Replace adhesive in areas (3) with MAG weld seams from underside of vehicle.
Length of weld seams 20 mm with 15 mm distance.
Mark new part in accordance with severance cuts on vehicle and cut.
Maintain a distance of 3 mm at severance cuts.
Adjust new part to fit and weld severance cuts.
Installation
Grind weld seam (1) in area of reinforcement plate (2).
Make 40 mm wide reinforcement plate (2) and adjust to fit.
Weld reinforcement plate (2) with 20 mm long MAG weld seams at distance of 15 mm on both sides.
Repeat procedure at 2nd severance cut.
Scheme 75
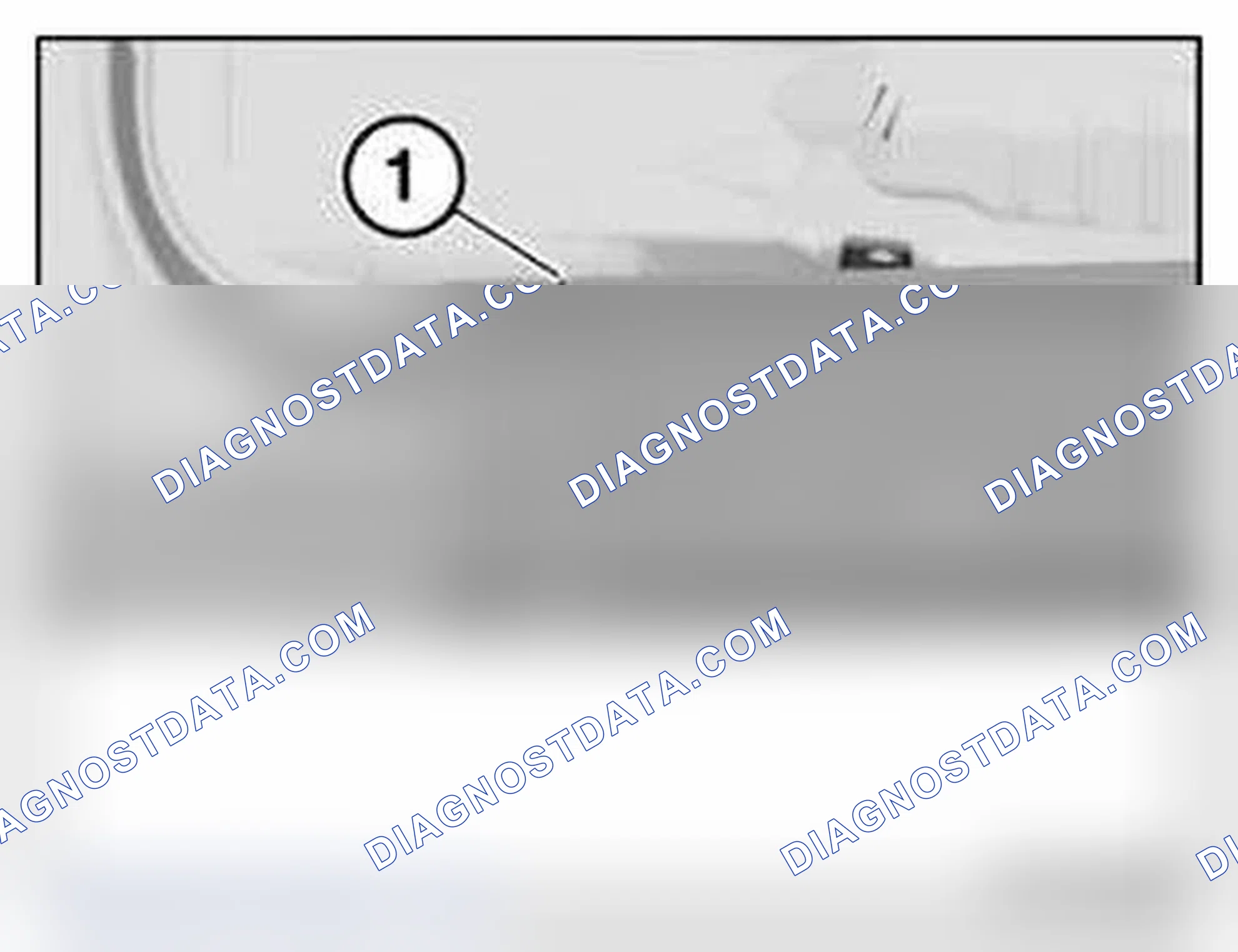
41 12 535 Replacing complete rear luggage compartment floor (tail panel removed)
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Use only approved spot-welding apparatus for repairs!
Place vehicle on straightening bench.
- (1) Luggage compartment floor, left
- (2) Frame side member, left
- (3) Frame side member, top left
- (4) Frame, luggage compartment floor
- (5) Frame side member, top right
- (6) Frame side member, right
- (7) Luggage compartment floor, right
Scheme 76
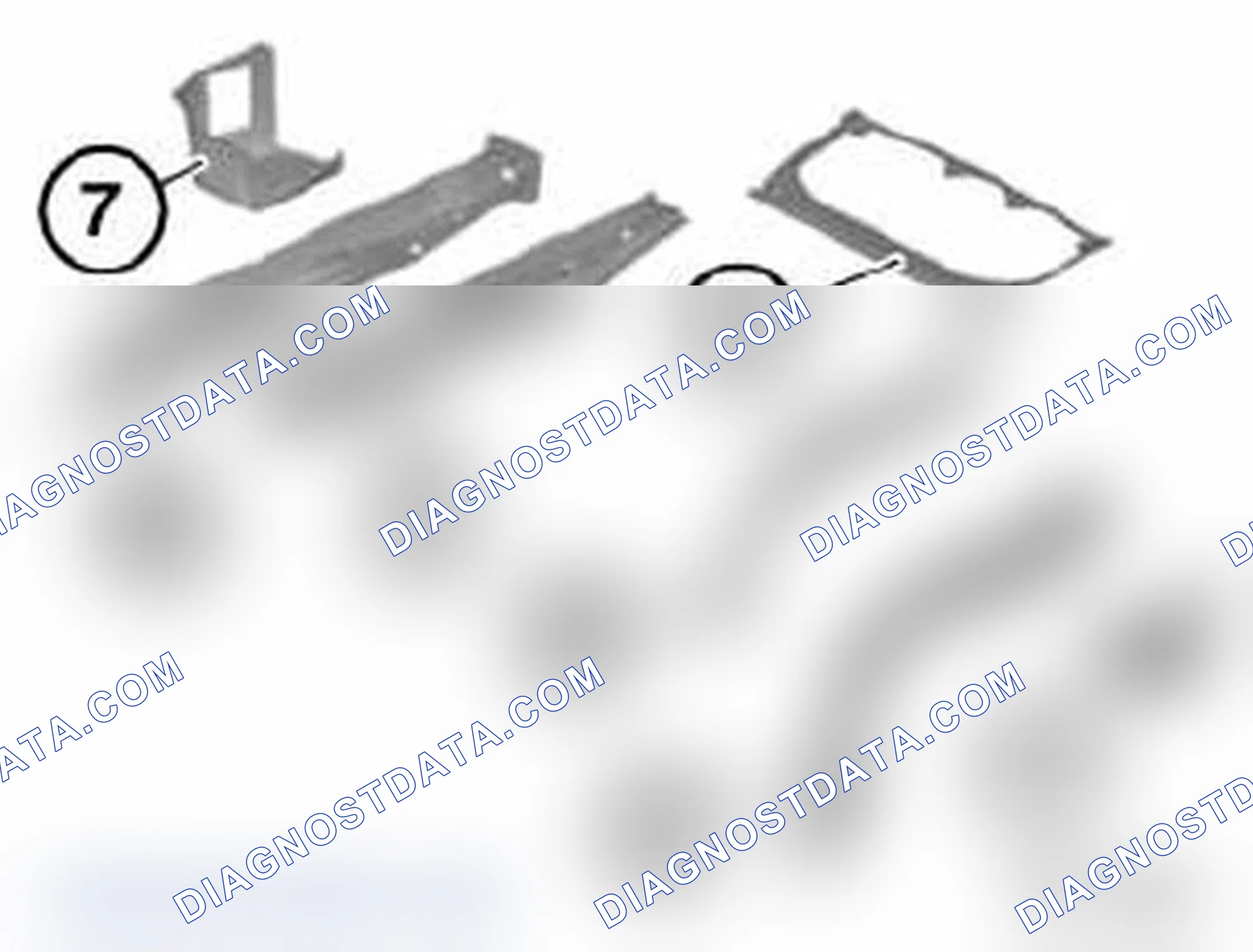
Carry over the work step shown symmetrically to the other side of the vehicle.
Mark severance cuts (1) at edge of 20 mm dia. bore.
Cut frame side member (2).
Installation
Weld in reinforcement plate s at severance cuts.
Scheme 77
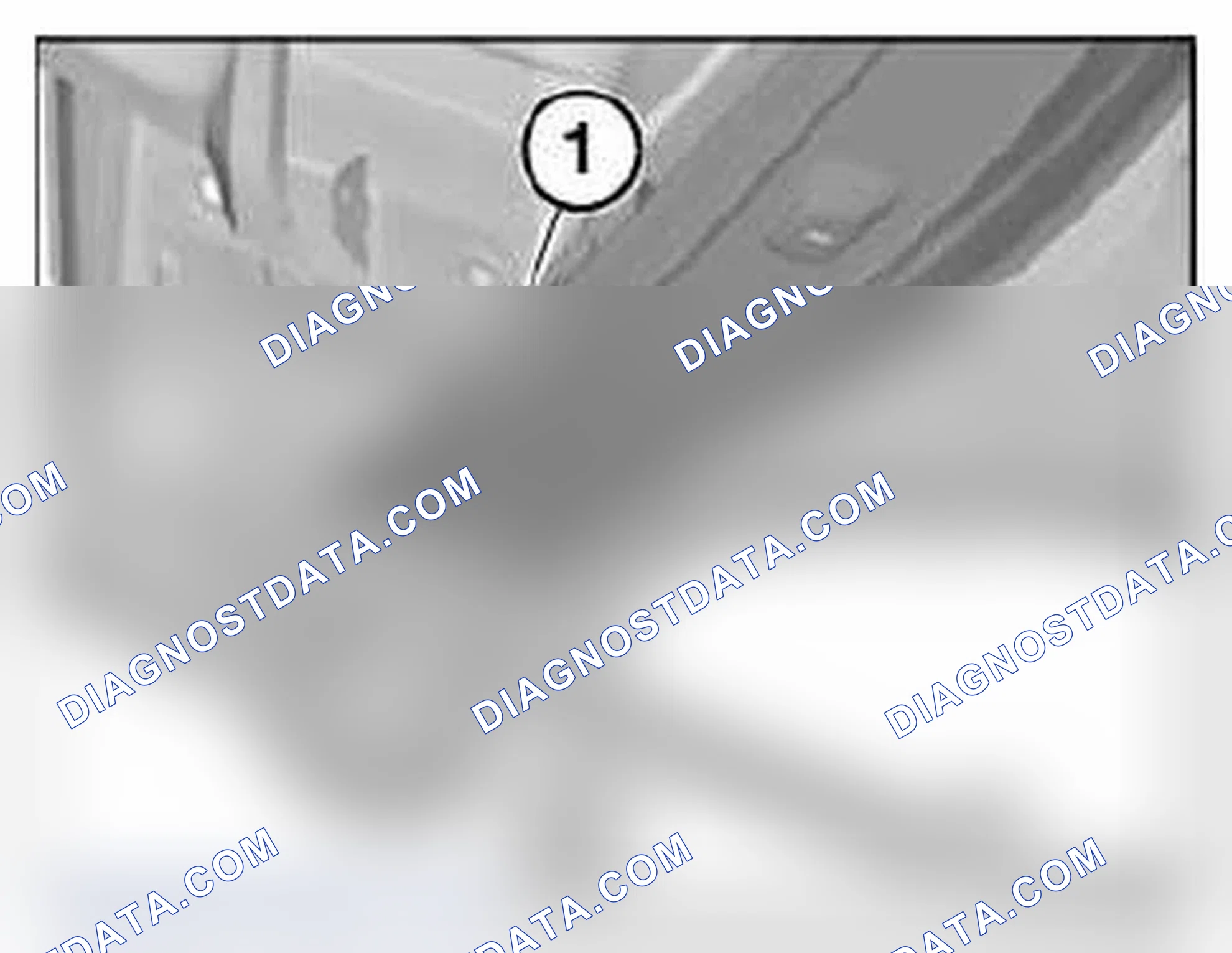
Open weld joints in areas (1).
Installation
Weld new component in areas (2) additionally.
Scheme 78
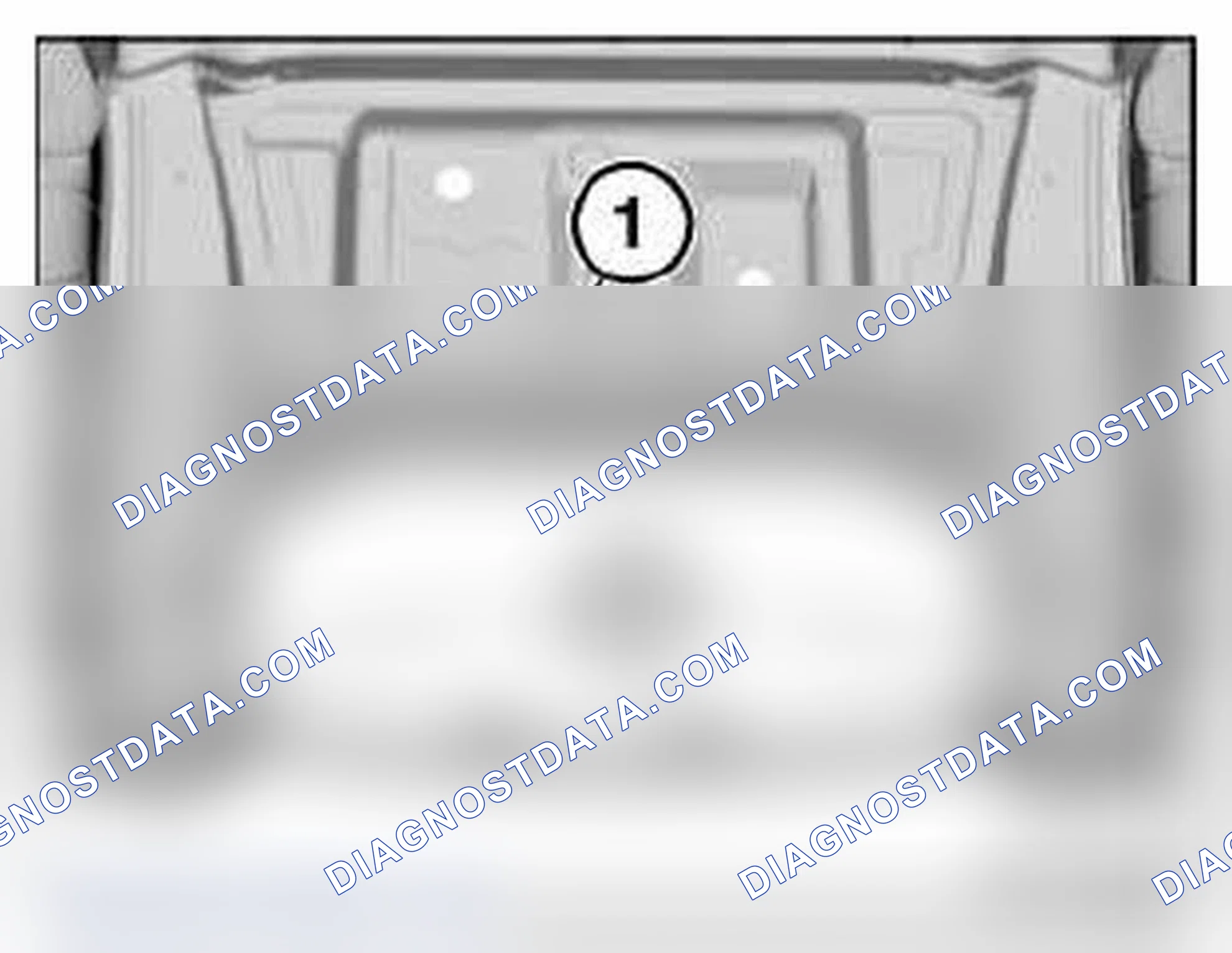
Saloon and Coupe only
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in area (1).
Scheme 79
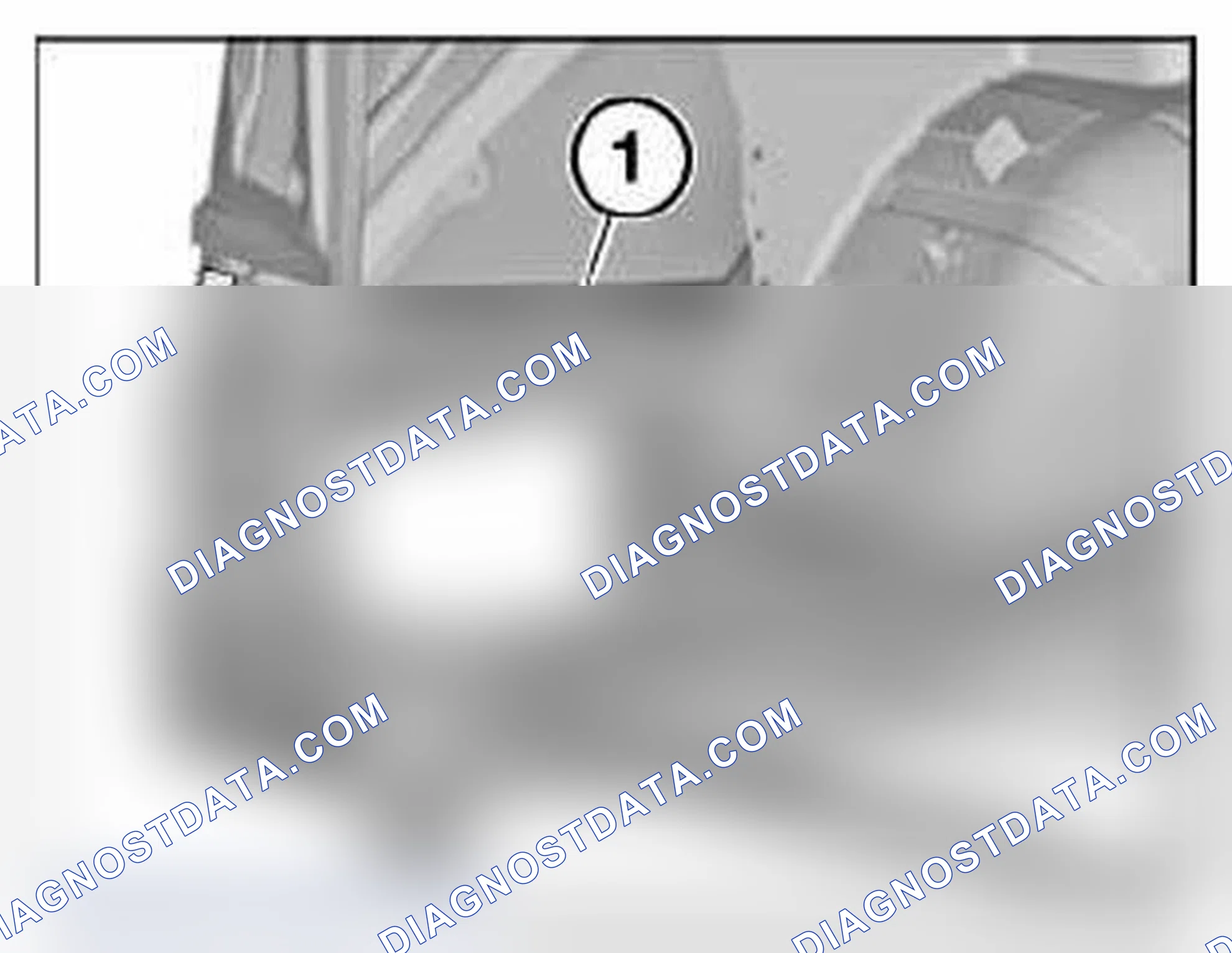
Touring only
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in areas (1) and (2).
Scheme 80

Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in area (1).
Installation
Weld new component in area (2) additionally.
Adjust new parts to fit with straightening attachment or universal mount.
Before welding in, also adjust tail panel, rear lid and rear lights to fit.
Scheme 81

41 12 560 Replacing luggage compartment floor (complete with both inner wheel arch sections, tail panel removed)
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Use only approved spot-welding apparatus for repairs!
Place vehicle on straightening bench.
- (1) Luggage compartment floor, upper section
- (2) Rear axle carrier
- (3) Wheel arch, rear, inner half, left
- (4) Wheel arch, rear, inner half, right
- Touring only
(5) Bracket, tension strut, rear (2 x) (not shown)
Scheme 82
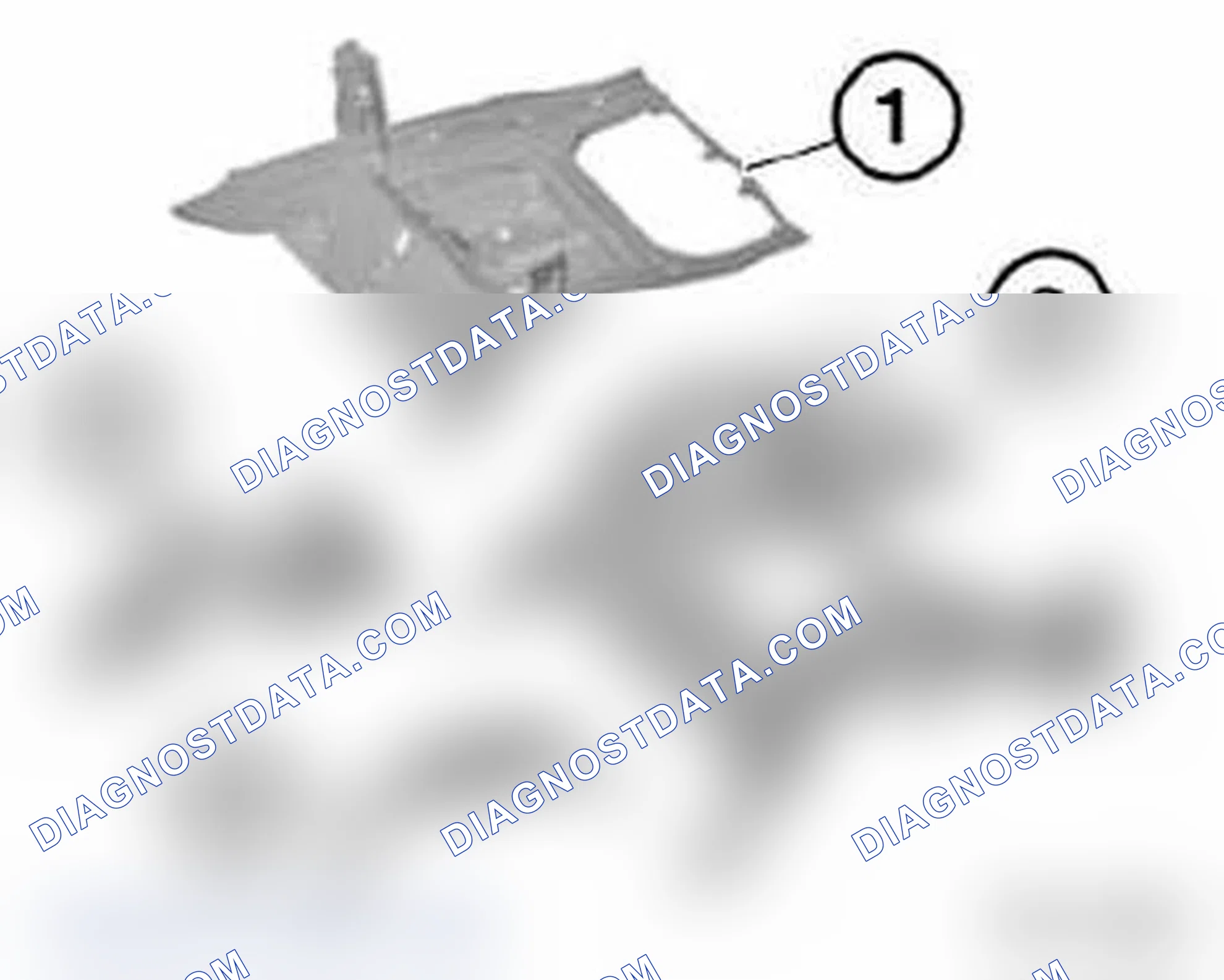
Carry over the work step shown symmetrically to the other side of the vehicle.
Mark severance cut in accordance with measurement a and cut.
Measurement a=40 mm behind support, frame side member (1).
Installation
Weld in reinforcement plate s at severance cuts.
Scheme 83
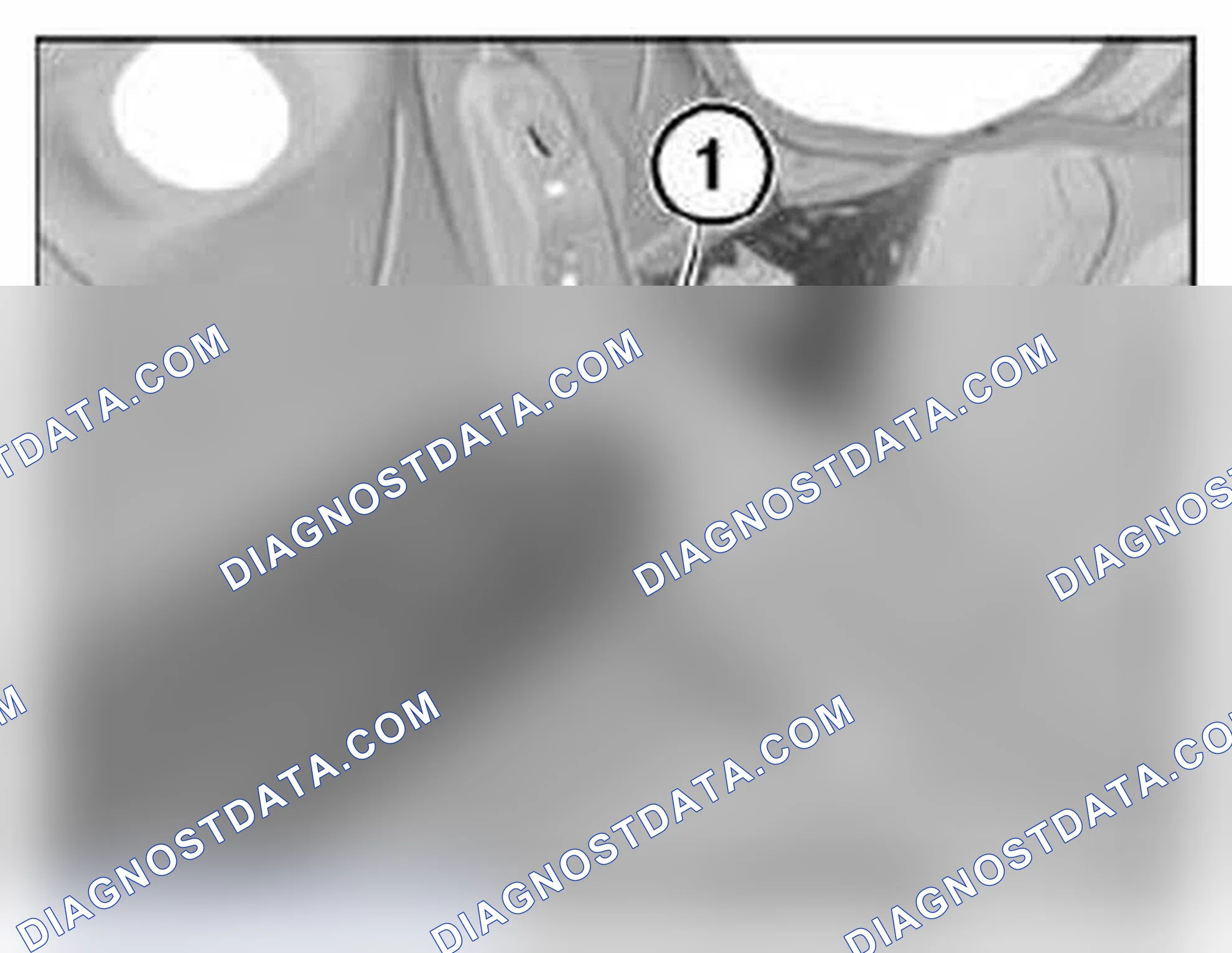
Carry over the work step shown symmetrically to the other side of the vehicle.
Mark severance cut (1) and cut.
Open weld joints in areas (2).
Installation
Weld new components in areas (3) additionally.
Scheme 84
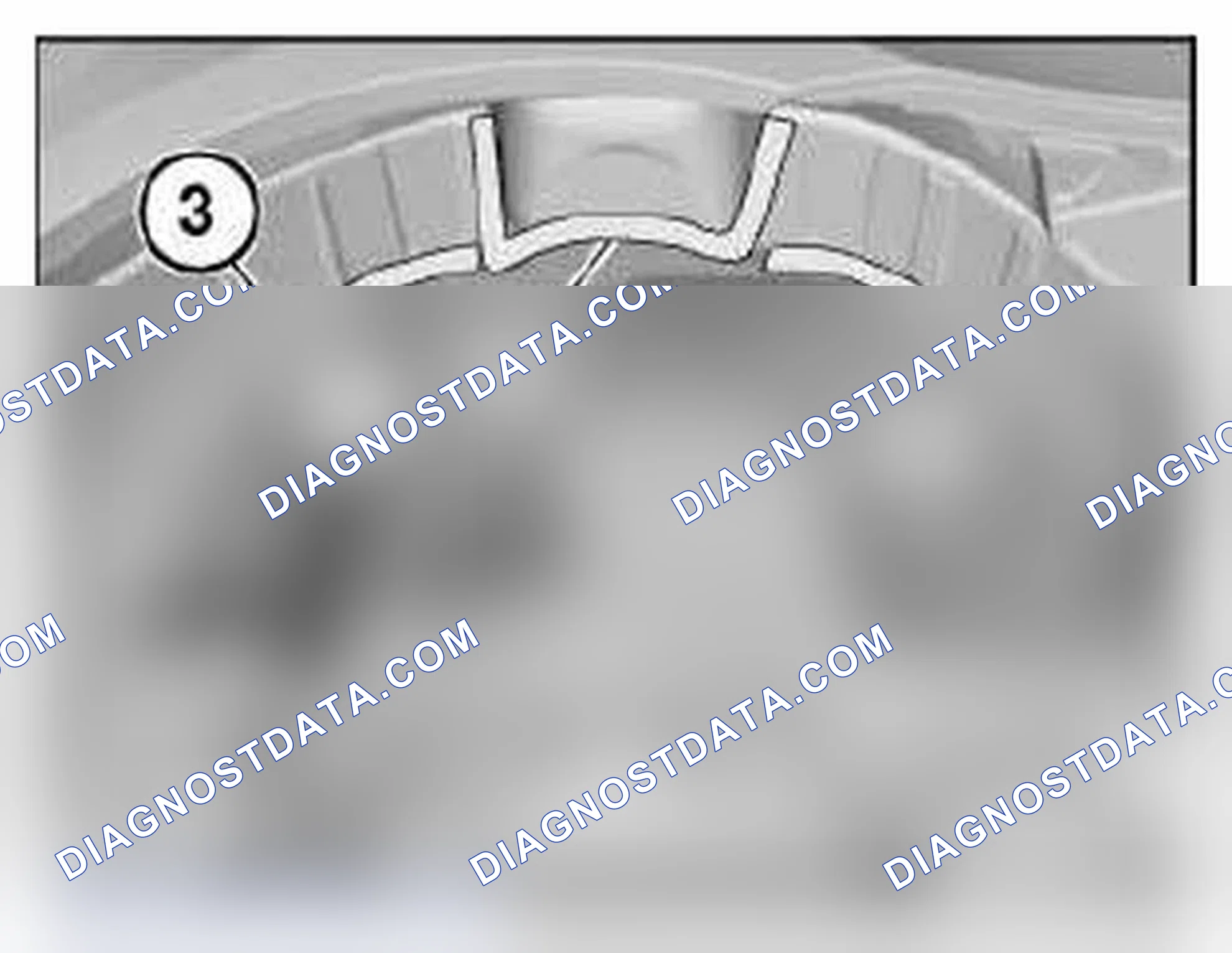
Carry over the work step shown symmetrically to the other side of the vehicle.
Mark severance cut (1) in accordance with measurement a and cut rear axle carrier.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a=70 mm from rear axle bushing mounting.
Open weld joints in area (2).
Installation
Weld in reinforcement plate s at severance cuts.
Scheme 85
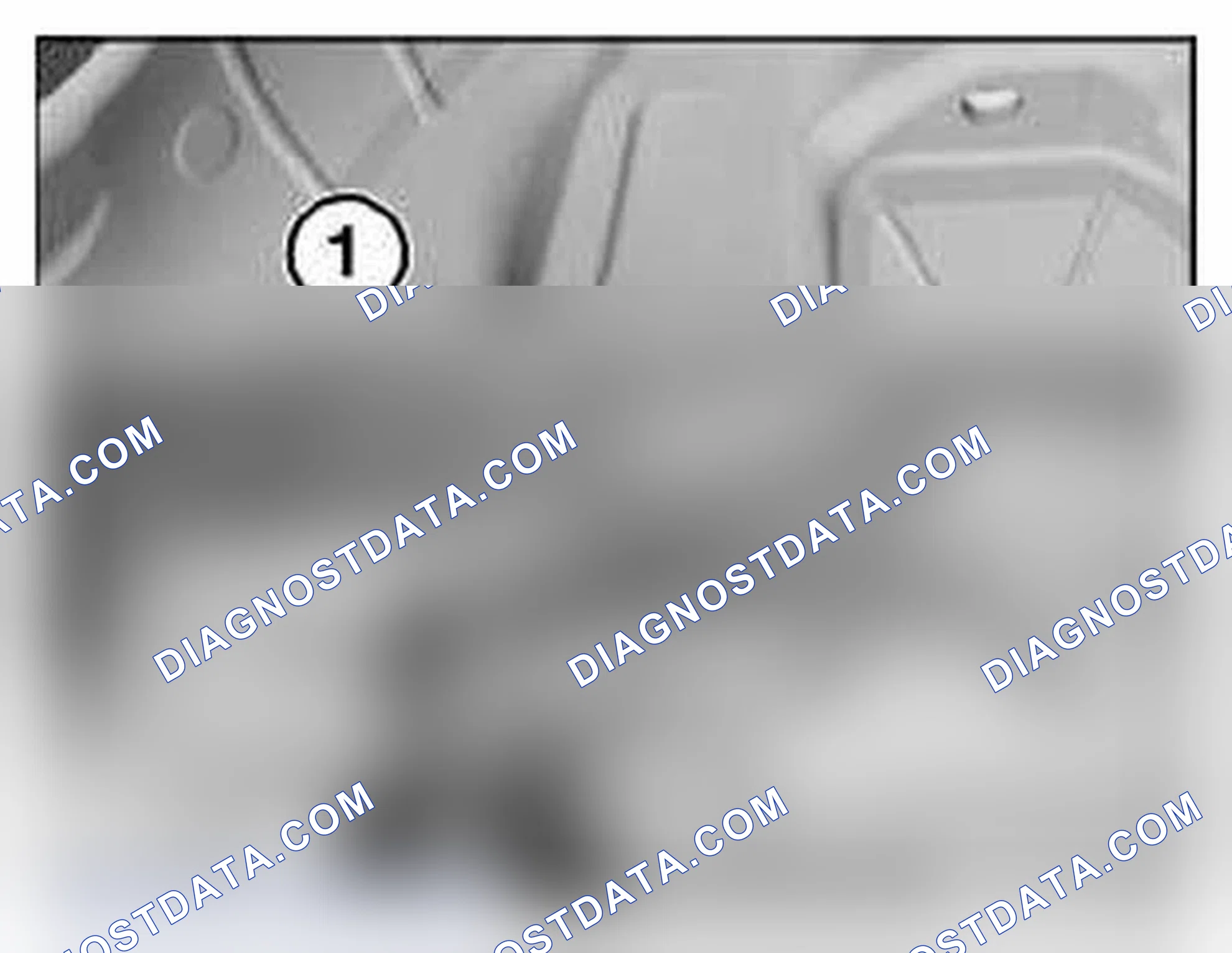
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in areas (1).
Scheme 86
Saloon and Coupe only
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in area (1).
Installation
Weld new components in areas (2) additionally.
Scheme 87
Touring only
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in area (1).
Installation
Weld new components in areas (2) additionally.
Note. Rear parcel shelf of Saloon and Coupe is shown removed for purposes of clarity.
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in areas (1) and (2).
Scheme 88
Note. Rear parcel shelf of Saloon and Coupe is shown removed for purposes of clarity.
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in area (1).
Installation
Weld new component in areas (2) additionally.
Scheme 89
Open weld joints in area (1).
Scheme 90
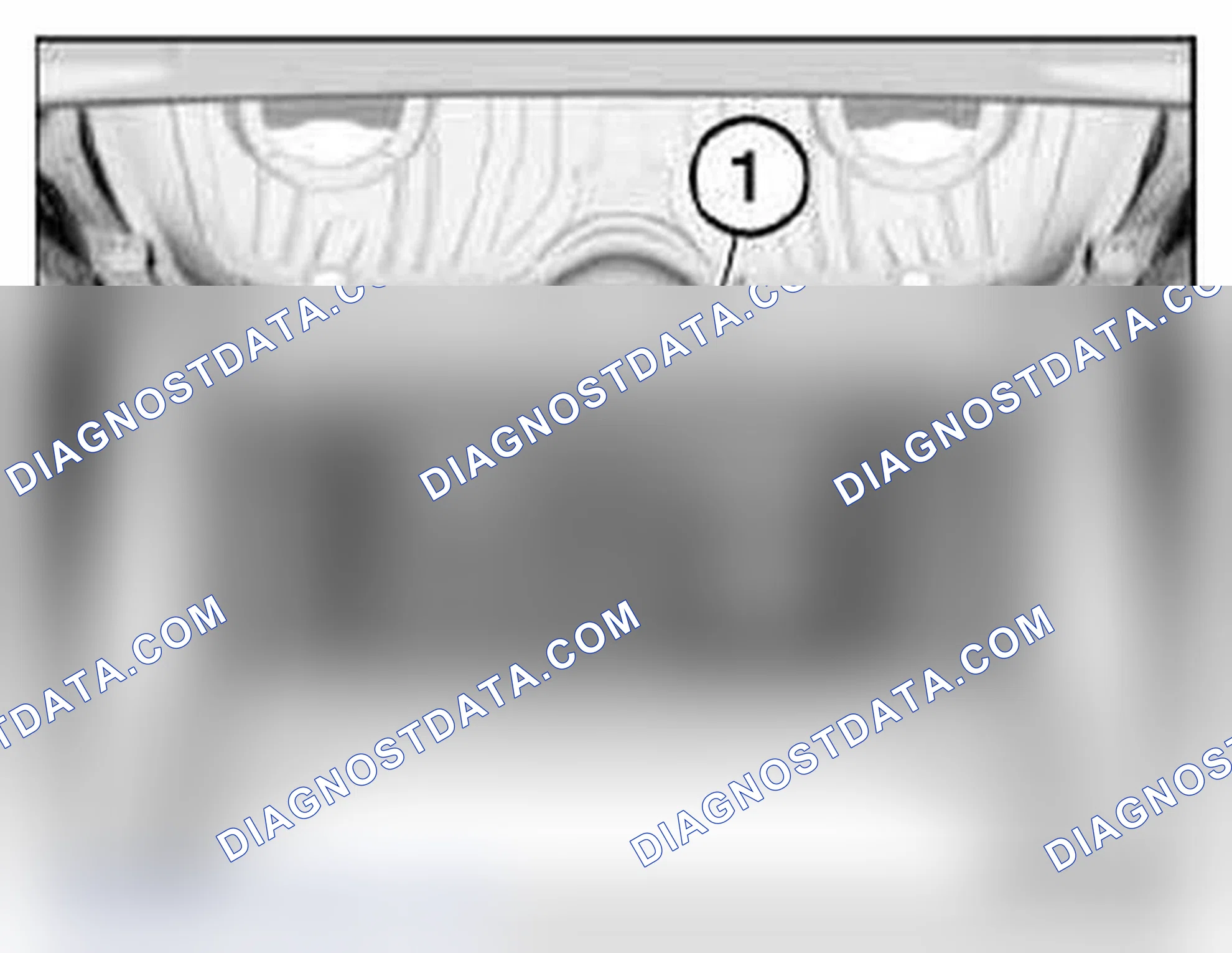
Preparation of new part
Carry over the work step shown symmetrically to the other side of the vehicle.
Mark severance cuts (1) in accordance with measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a=170 mm
Measurement b = 110 mm
Installation
Weld in reinforcement plate at severance cuts.
Scheme 91
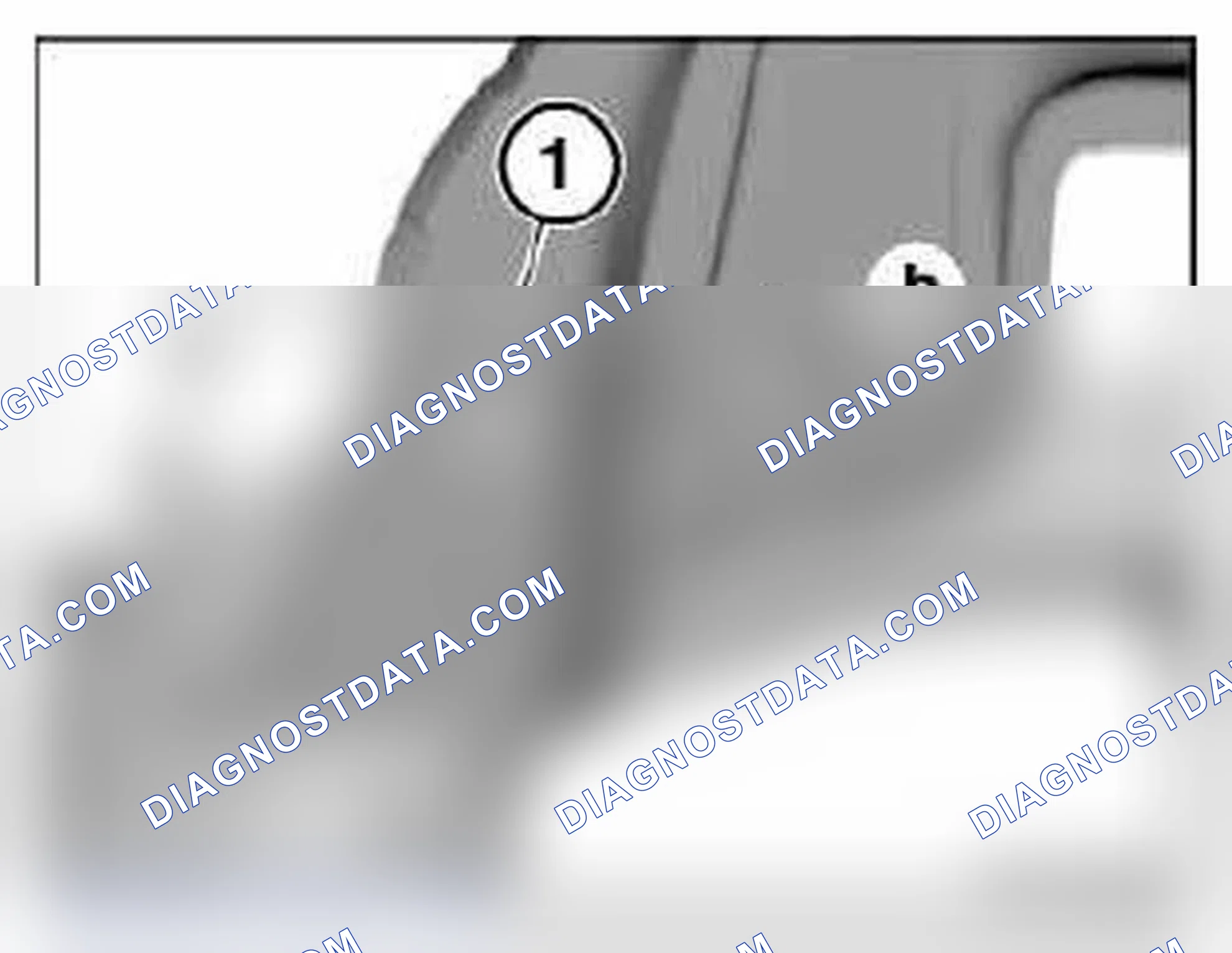
Preparation of new part
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in areas (2).
Installation
The parts separated by cutting are still needed.
Scheme 92
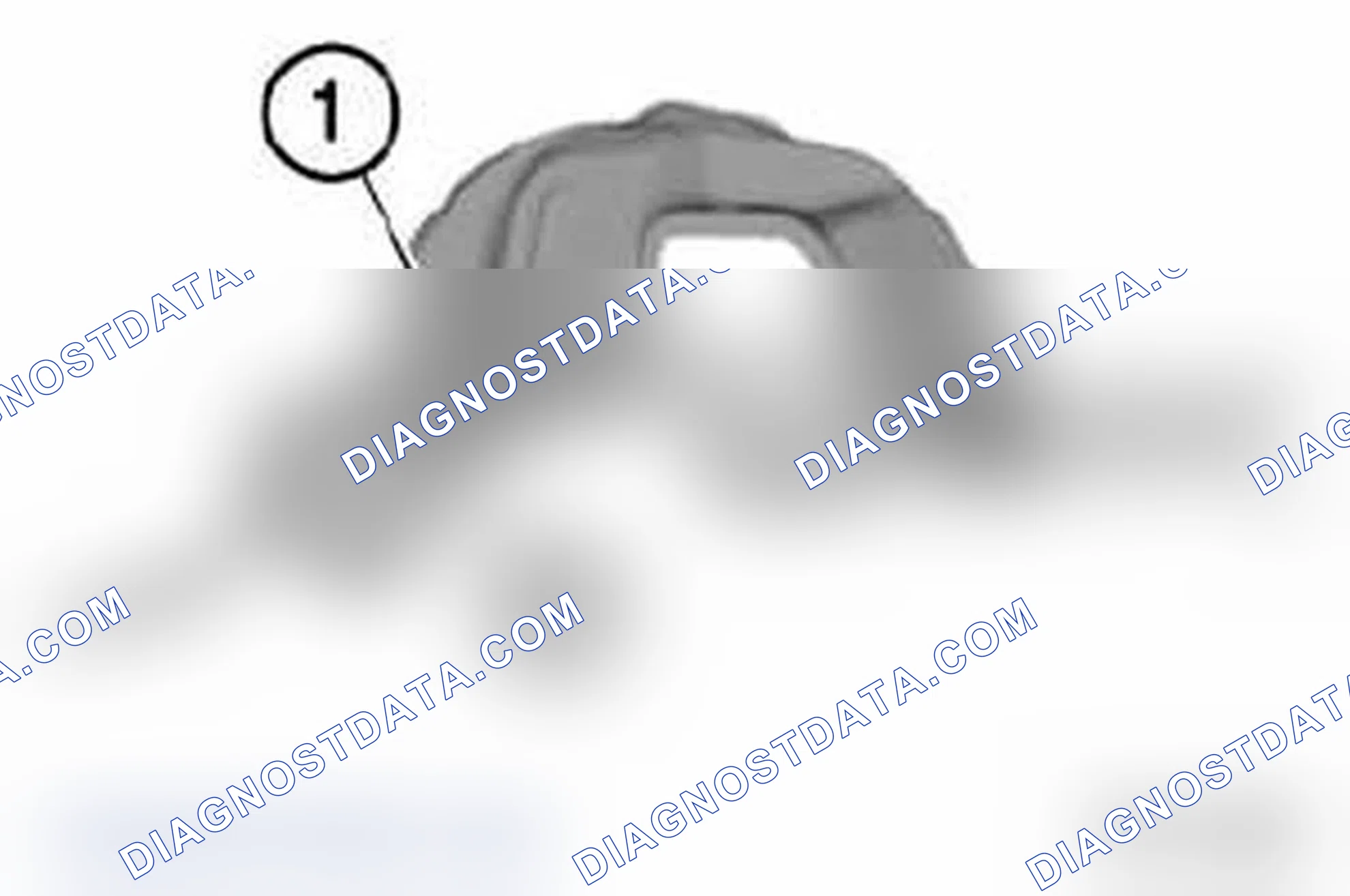
Preparation of new part
Open weld joints in areas (1).
Mark severance cut (2) in accordance with vehicle and cut.
| IMPORTANT | Cut outer metal sheet only. |
Scheme 93
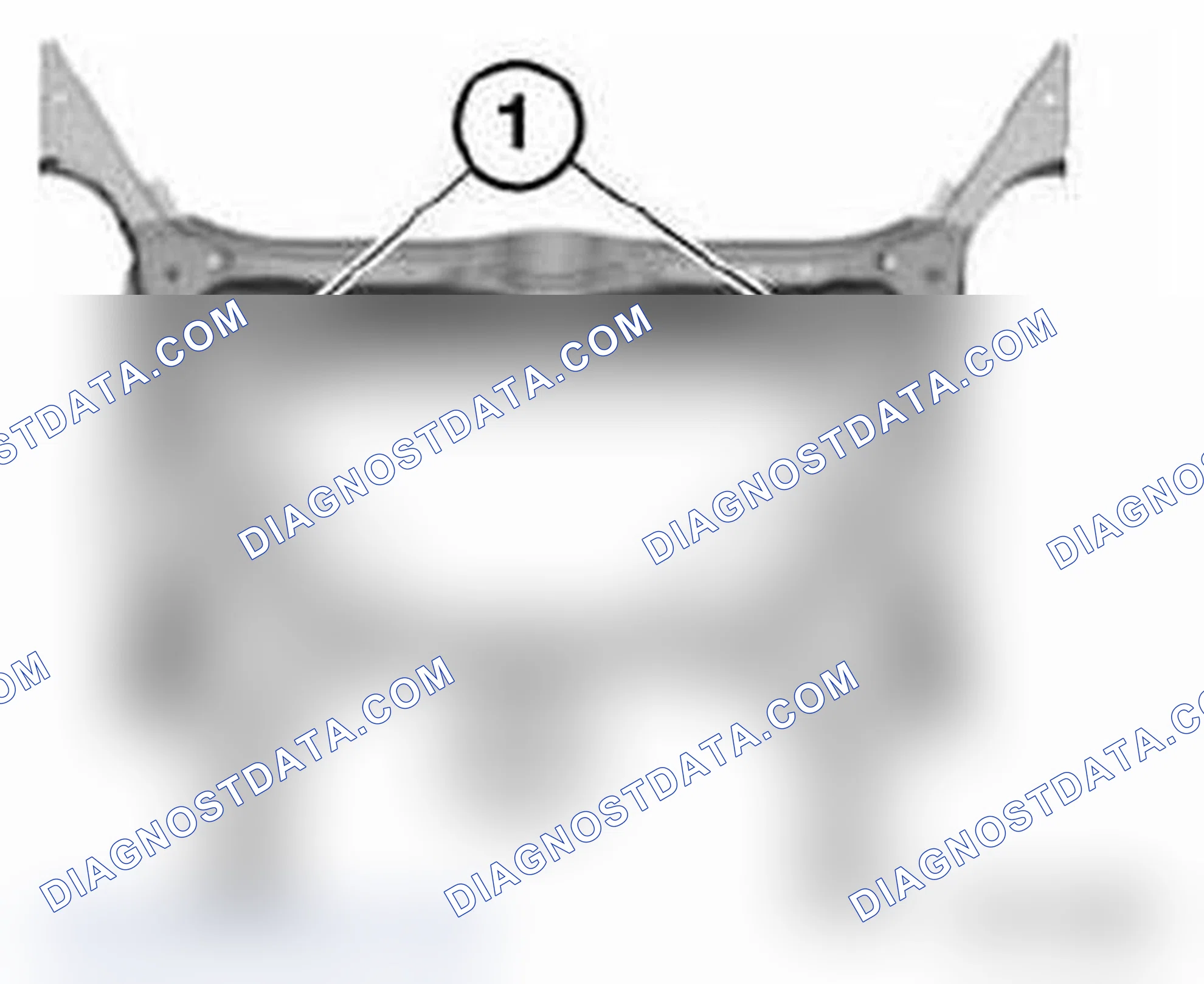
Preparation of new part
Carry over the work step shown symmetrically to the other side of the vehicle.
Open weld joints in areas (1).
Scheme 94
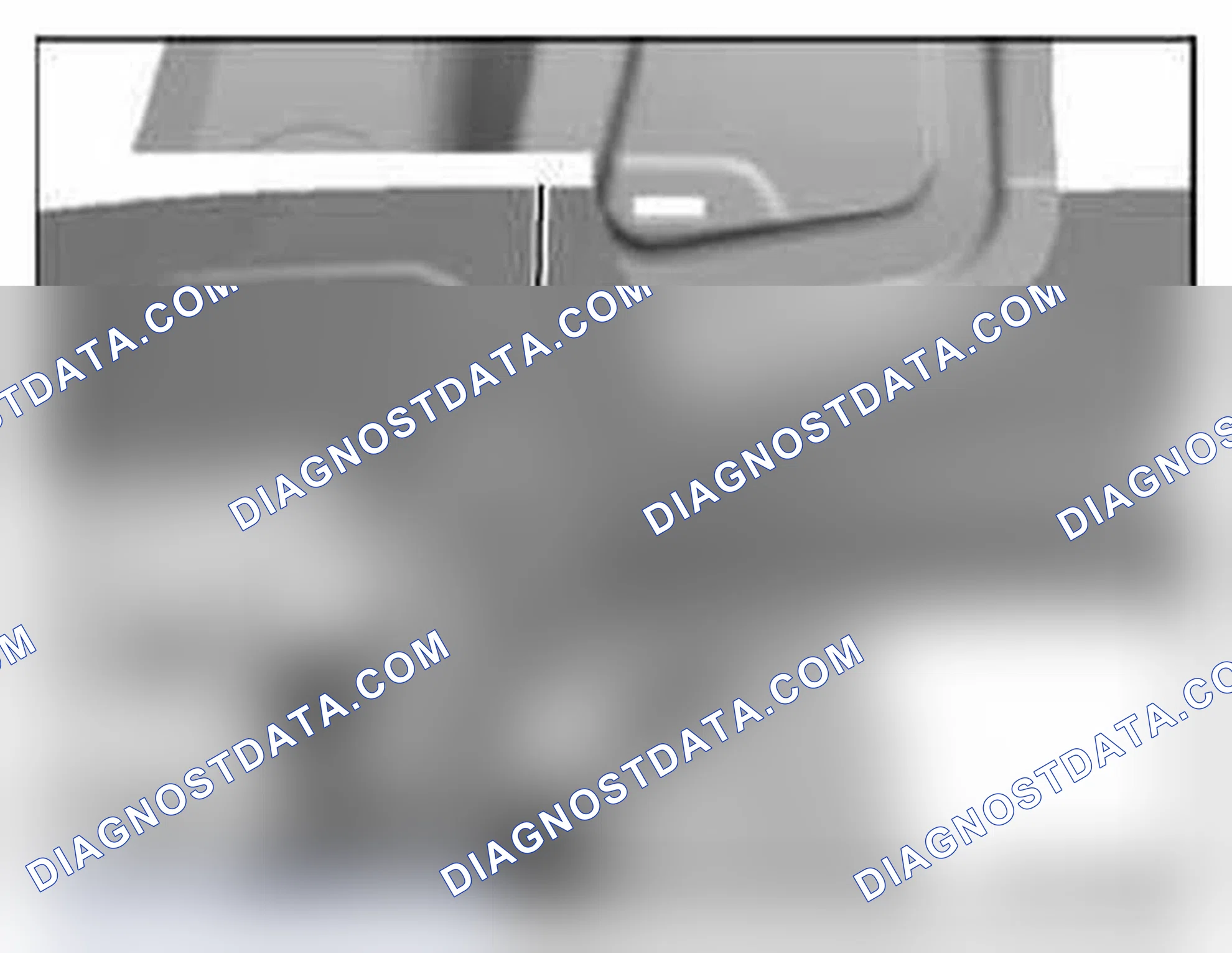
Preparation of new part
Open weld joints in areas (1).
Installation
The parts (2) separated by cutting are still needed.
Scheme 95
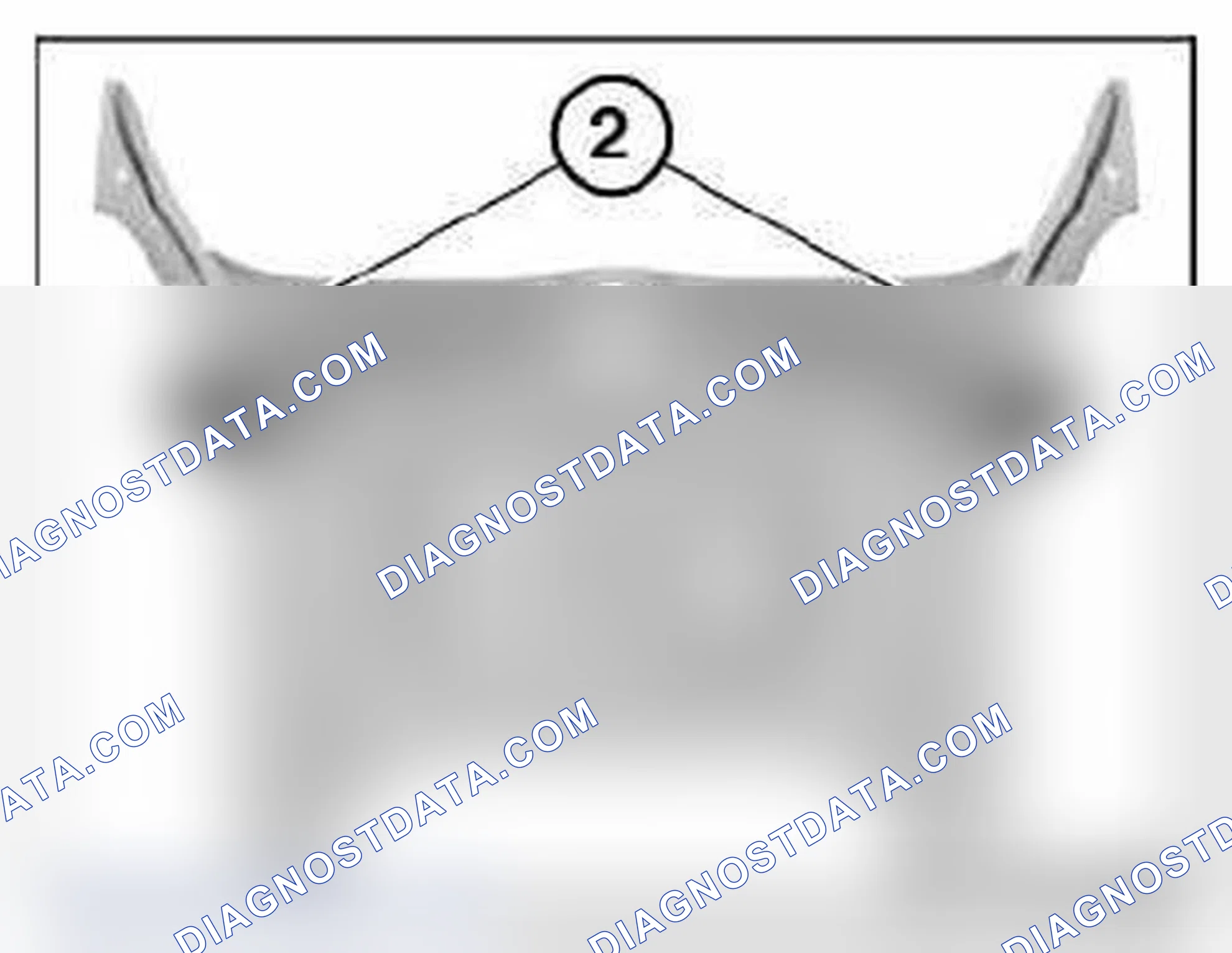
Preparation of new part
Open weld joints in area (1).
Mark severance cut (2) in accordance with vehicle and cut.
Scheme 96
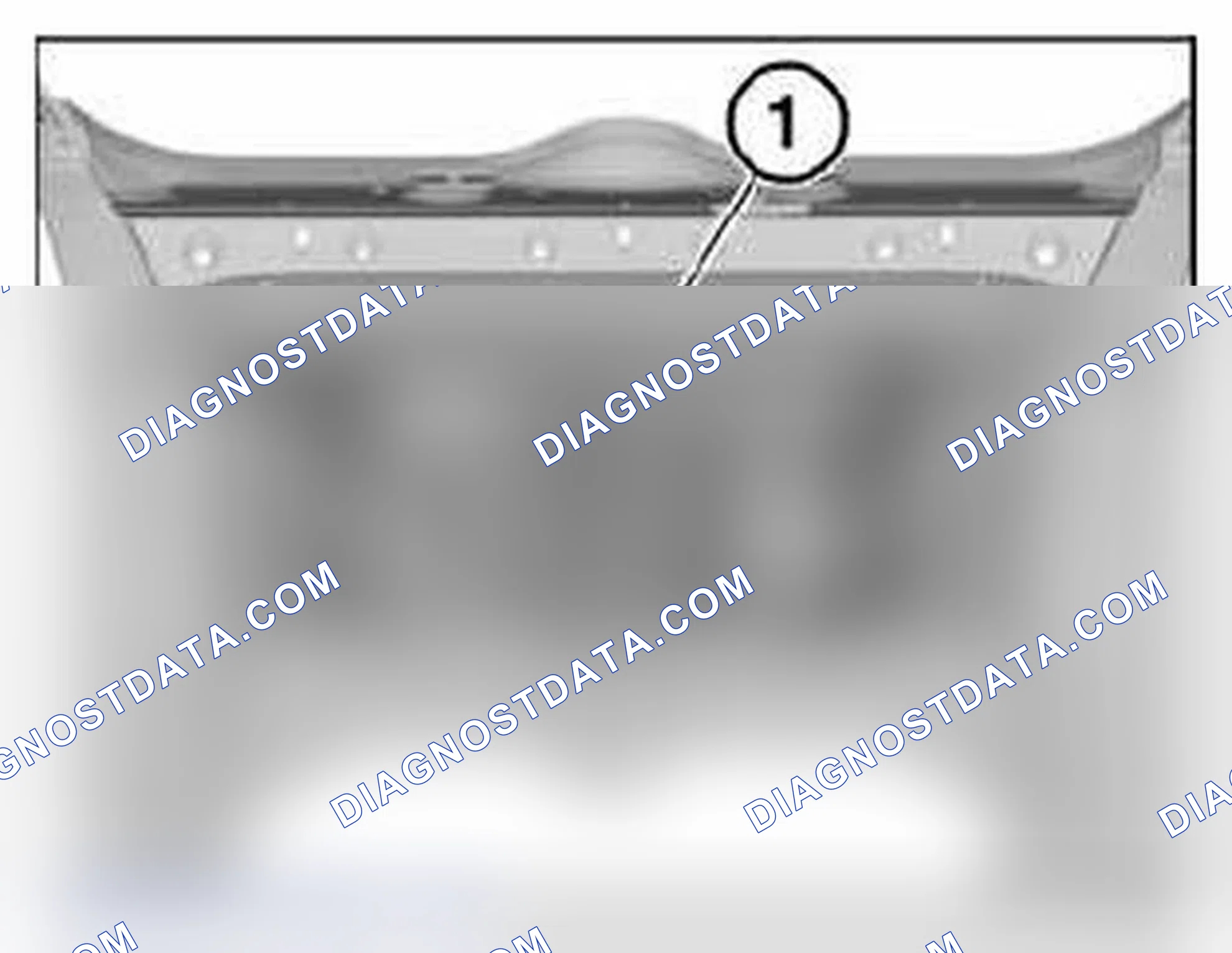
Installation
Adjust new parts to fit with straightening attachment or universal mount.
Before welding in, also adjust tail panel, rear lid and rear lights to fit.
Weld new components in following order
- (1) Rear axle carrier
- (2) Luggage compartment floor, upper section
- (3) Support, frame side member
- (4) Wheel arch, rear, inner half
Scheme 97
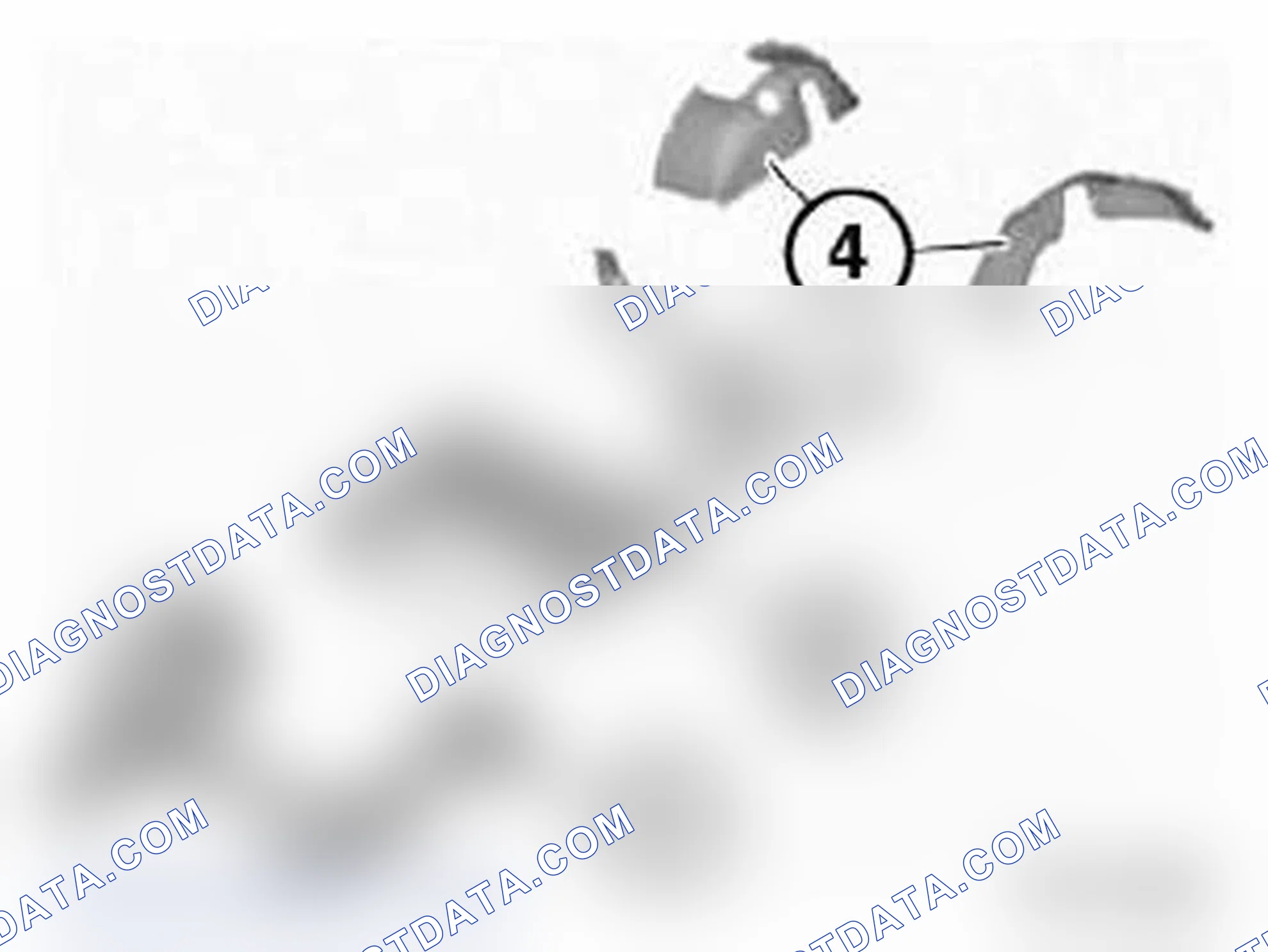
Note. Rear parcel shelf of Saloon and Coupe is shown removed for purposes of clarity.
Installation
For reasons of accessibility, the repair joining sequence differs from the standard joining sequence.
Fit new component from above in area (1), adjust to fit and weld.
Scheme 98
Installation
Touring only
Adjust new parts (1) to fit with tension strut and weld.
Scheme 99
41 12 590 Replacing luggage compartment floor (complete with left or right inner wheel arch section, tail panel removed)
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Use only approved spot-welding apparatus for repairs!
Place vehicle on straightening bench.
- (1) Luggage compartment floor, upper section
- (2) Rear axle carrier
- (3) Wheel arch, rear, inner half, left
- Touring only: (4) Bracket, tension strut, rear (not illustrated)
Scheme 100
Mark severance cut in accordance with measurement a and cut.
Measurement a=40 mm behind support, frame side member (1).
Installation
Weld in reinforcement plate at severance cuts.
Mark severance cut (1) and cut.
Open weld joints in areas (2).
Installation
Weld new components in areas (3) additionally.
Mark severance cut (1) in accordance with measurement a and cut rear axle carrier.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a=70 mm from rear axle bushing mounting.
Open weld joints in area (2).
Installation
Weld in reinforcement plate at severance cuts.
Open weld joints in areas (1).
Saloon and Coupe only
Open weld joints in area (1).
Installation
Weld new components in areas (2) additionally.
Touring only
Open weld joints in area (1).
Installation
Weld new components in areas (2) additionally.
Note. Rear parcel shelf of Saloon and Coupe is shown removed for purposes of clarity. Open weld joints in areas (1) and (2).
Note. Rear parcel shelf of Saloon and Coupe is shown removed for purposes of clarity. Open weld joints in area (1).
Installation
Weld new component in areas (2) additionally.
Note. Rear parcel shelf of Saloon and Coupe is shown removed for purposes of clarity.
Mark severance cut (1) centrally and cut.
Cut floor pan and cross-member underneath.
Open weld joints in area (2).
Scheme 101
Preparation of new part
Mark severance cut (1) in accordance with measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a=170 mm
Measurement b = 110 mm
Installation
Weld in reinforcement plates at severance cuts.
Preparation of new part
Open weld joints in area (2).
Installation
The cut part is not needed.
Preparation of new part
Open weld joints in area (1).
Mark severance cut (2) in accordance with vehicle and cut.
| IMPORTANT | Cut outer metal sheet only. |
Scheme 102
Preparation of new part
Open weld joints in areas (1).
Preparation of new part
Open weld joints in area (1).
Installation
The cut part (2) is not needed.
Scheme 103
Preparation of new part
Open weld joints in area (1).
Mark severance cut (2) in accordance with vehicle and cut.
Scheme 104
Installation
Adjust new parts to fit with straightening attachment or universal mount.
Before welding in, also adjust tail panel, rear lid and rear lights to fit.
Weld new components in following order
- (1) Rear axle carrier
- (2) Luggage compartment floor, upper section
- (3) Support, frame side member
- (4) Wheel arch, rear, inner half
Scheme 105
Note. Rear parcel shelf of Saloon and Coupe is shown removed for purposes of clarity.
Installation
For reasons of accessibility, the repair joining sequence differs from the standard joining sequence.
Fit new component from above in area (1), adjust to fit and weld.
Installation
Touring only
Adjust new part (1) with tension strut to fit and weld.
Scheme 106
41 14 502 Replacing rear left outer wheel arch section (rear left side panel removed)
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus for repairs!
- (1) Wheel arch, outer, rear
- (2) C-pillar reinforcement
- (3) Shaped part, C-pillar, outer (not shown)
- (4) Rear entrance shaped part (not shown)
Scheme 107

Scheme 108
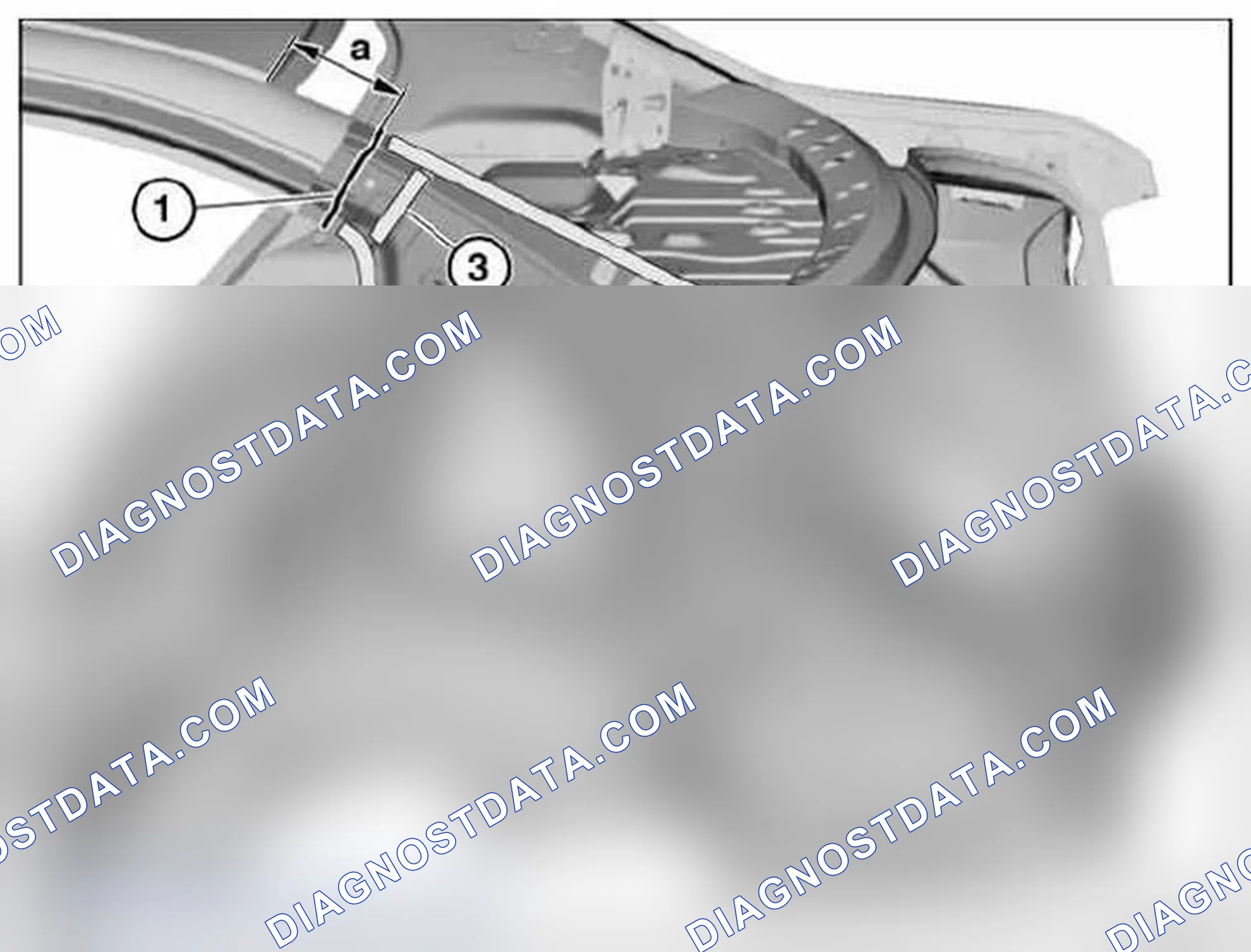
Mark severance cut (1) in accordance with measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 140 mm from roof edge.
Open weld joints in areas (2).
Installation
Weld in reinforcement plate at severance cut.
Apply window glass adhesive to cavity acoustic baffles (3).
Scheme 109
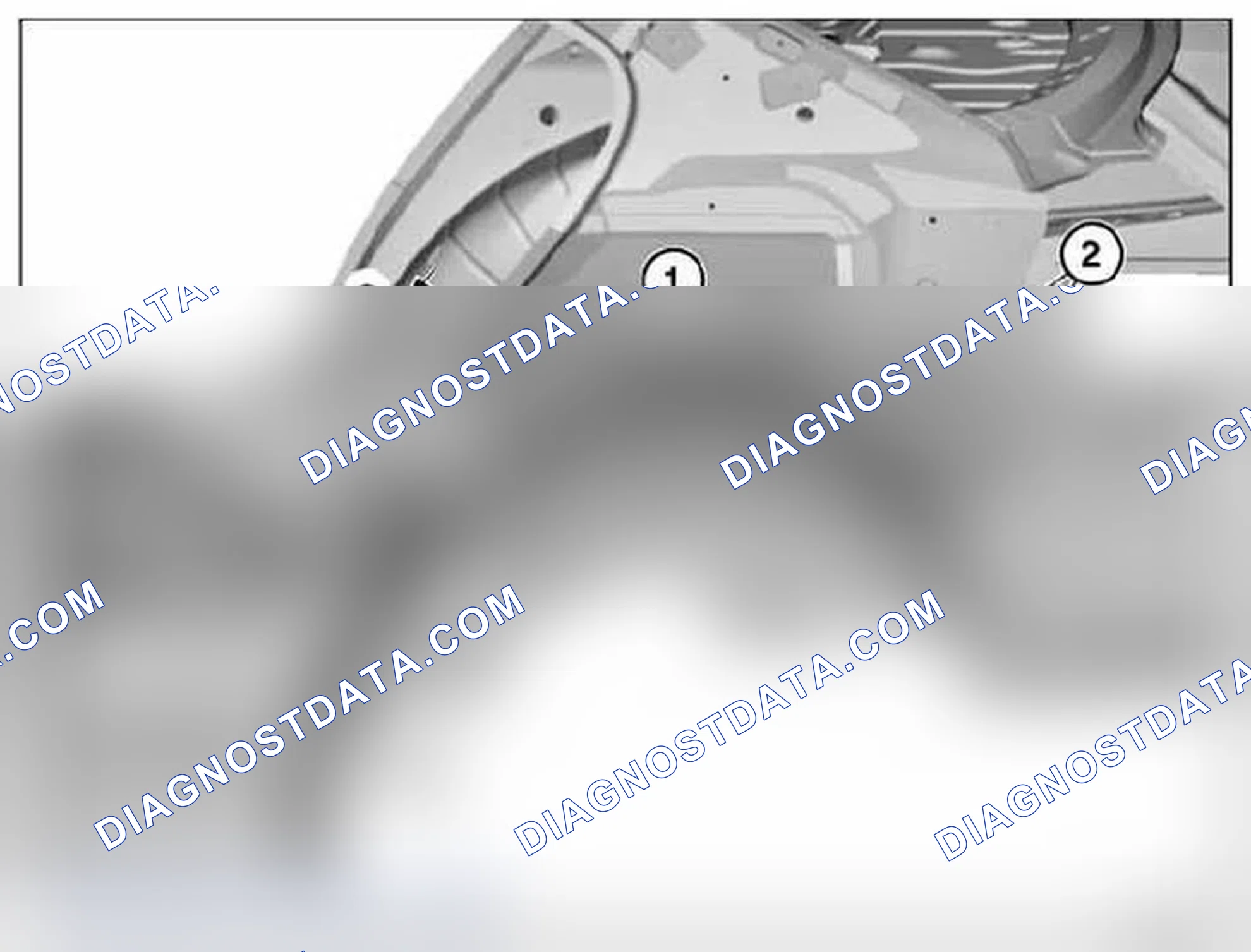
Mark severance cut (1) in accordance with measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 30 mm from lock striker reinforcement.
Open weld joints in areas (2).
Installation
Apply window glass adhesive to cavity acoustic baffle (3).
Preparation of new part
Mark new part in accordance with severance cut on vehicle + 20 mm extra material and cut (1).
Slide new part under weld spot flange in area (3).
Plug weld in areas (2) and (3).
Scheme 110

41 14 511 Replacing complete rear left wheel arch (rear left side panel removed)
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Use only approved spot-welding apparatus for repairs!
Place vehicle on straightening bench.
- (1) C-pillar reinforcement
- (2) Wheel arch, outer, rear
- (3) Support, wheel arch
- (4) Wheel arch, rear, inner half
- (5) Support, frame side member
- (6) Shaped part, C-pillar, outer (not shown)
- (7) Rear entrance shaped part (not shown)
Scheme 111
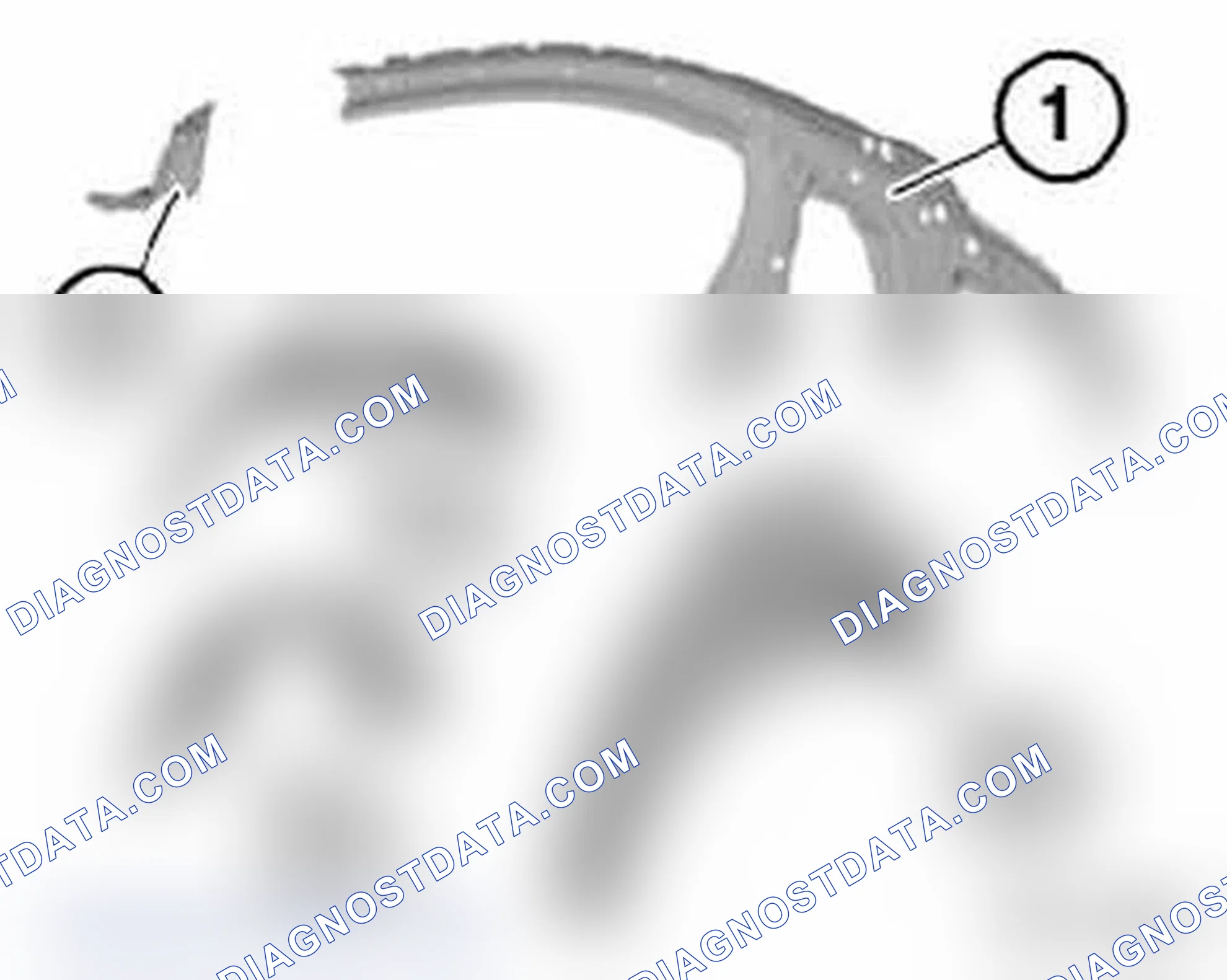
Secure door opening at spot-welding flanges with support strut (1).
Scheme 112
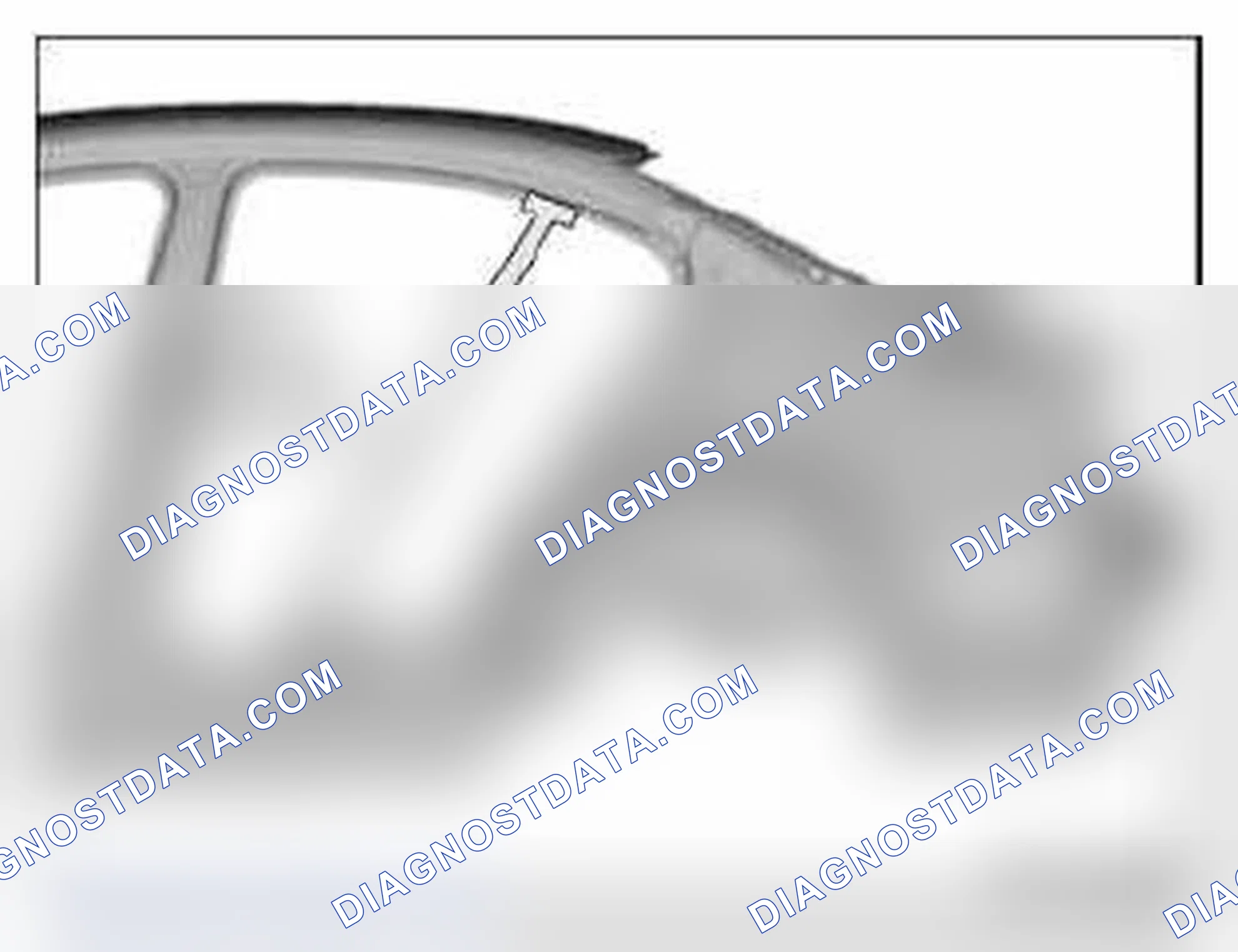
Mark severance cut (1) in accordance with measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 140 mm from roof edge.
Open weld joints in areas (2).
Installation
Weld in reinforcement plate at severance cut.
Apply window glass adhesive to cavity acoustic baffles (3).
Scheme 113
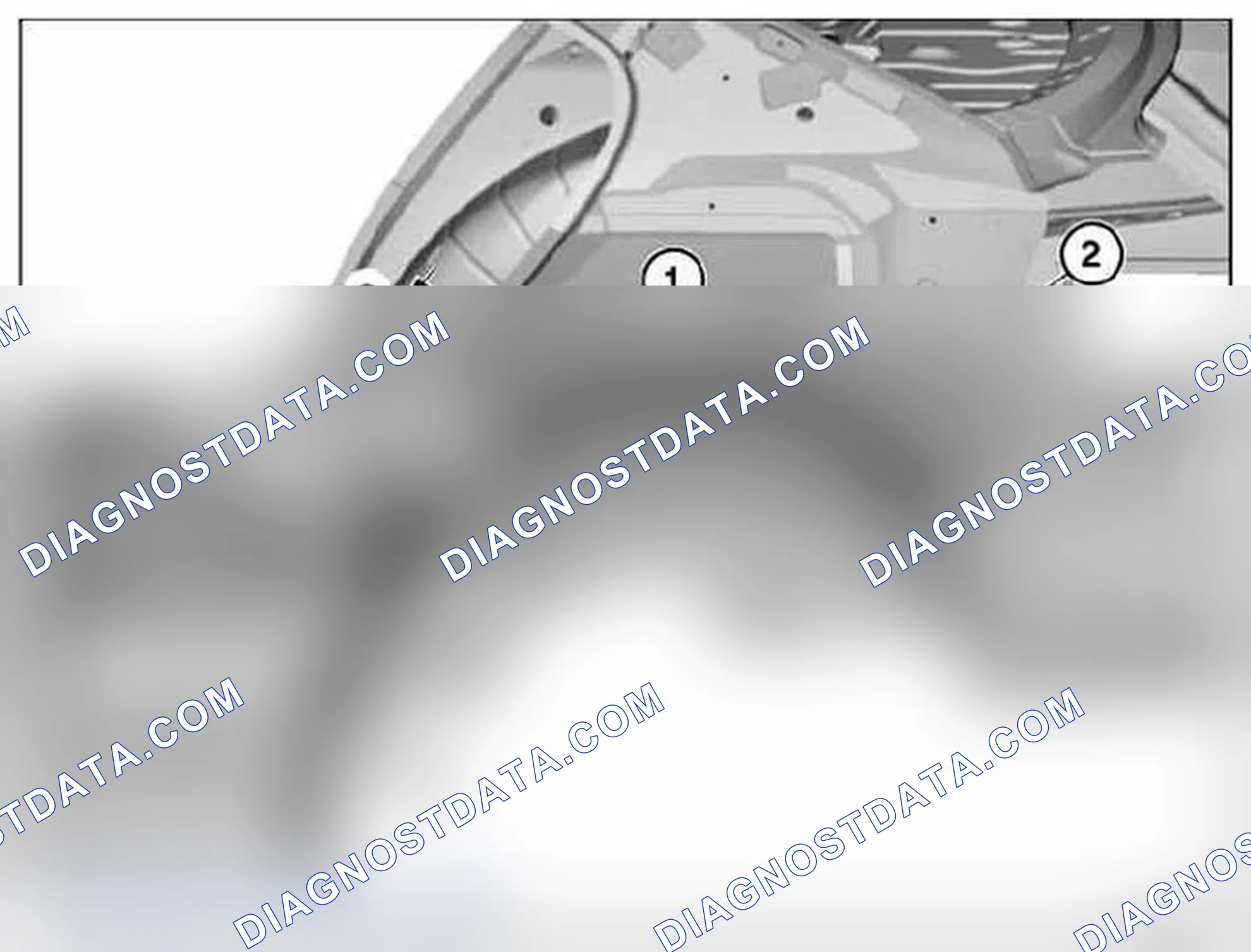
Mark severance cut (1) in accordance with measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 30 mm from lock striker reinforcement.
Open weld joints in areas (2).
Installation
Apply window glass adhesive to cavity acoustic baffle (3).
Open weld joints in areas (1).
Installation
Weld new components in areas (2) additionally.
Scheme 114

Note. Rear parcel shelf not shown. Open weld joints in areas (1).
Installation
Weld new components in areas (2) additionally.
Scheme 115
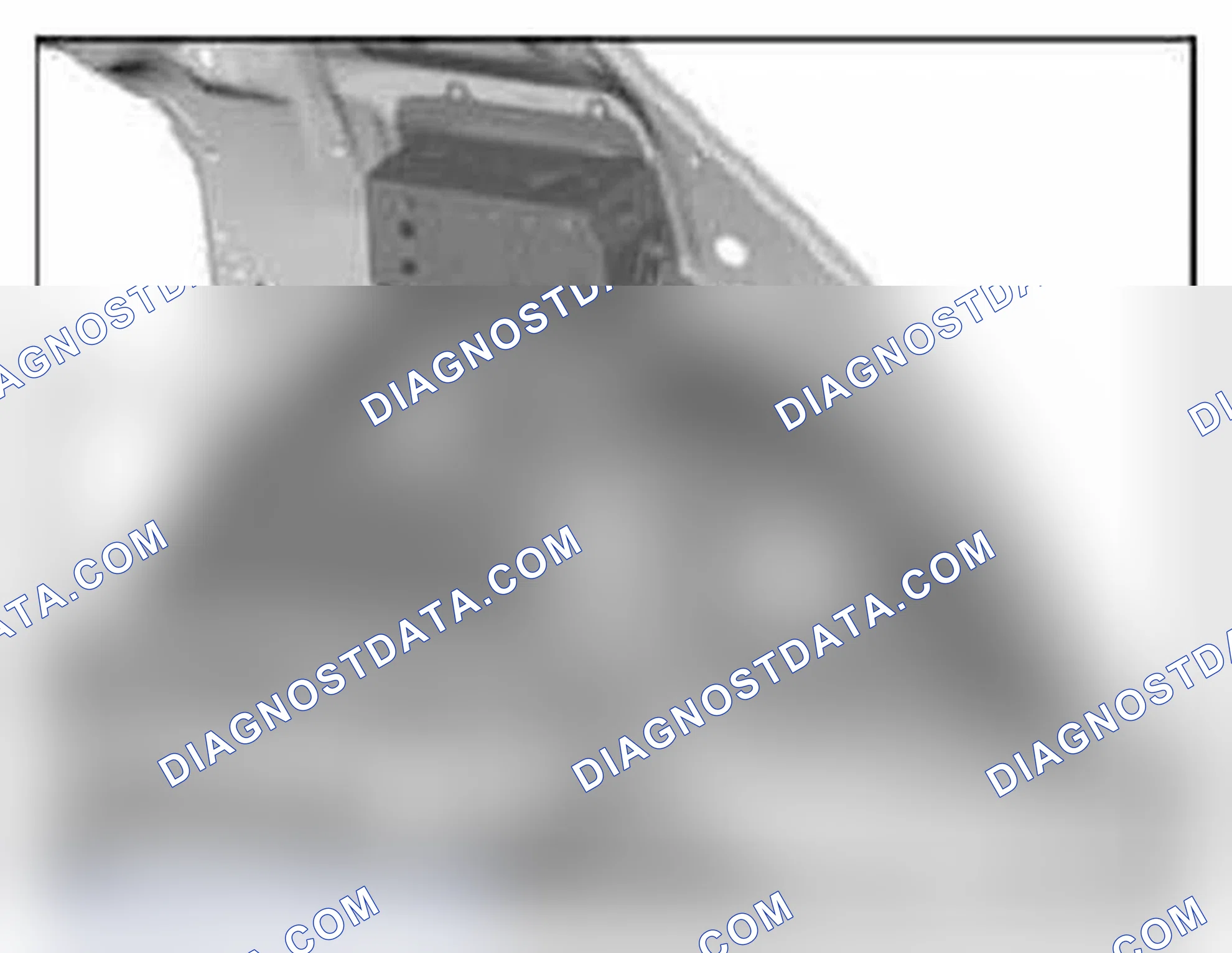
Note. Rear parcel shelf not shown. Open weld joints in area (1).
Installation
Weld new components in area (2) additionally.
Scheme 116

Preparation of new part
Mark new part in accordance with severance cut on vehicle + 20 mm extra material and cut (1).
Slide new part under weld spot flange in area (3).
Plug weld in areas (2) and (3).
41 21 510 Replacing front left door pillar (front side panel removed)
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus for repairs!
Place vehicle on straightening bench.
- (1) A-pillar, outer
- (2) Support carrier, wheel arch, outer
- (3) Shaped part, support carrier (not shown)
- (4) Shaped part, A-pillar, bottom inner (not shown)
Scheme 117
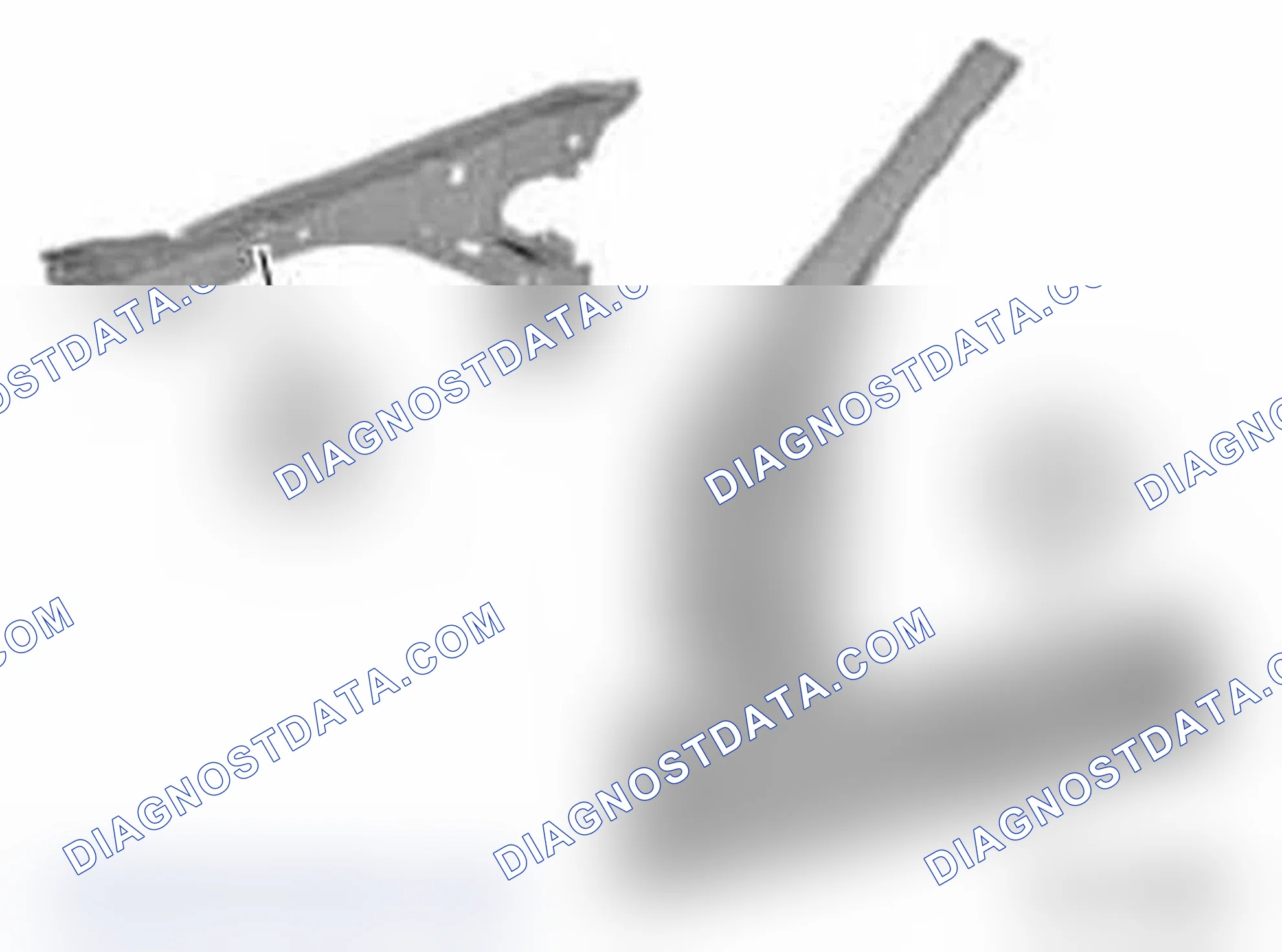
Scheme 118
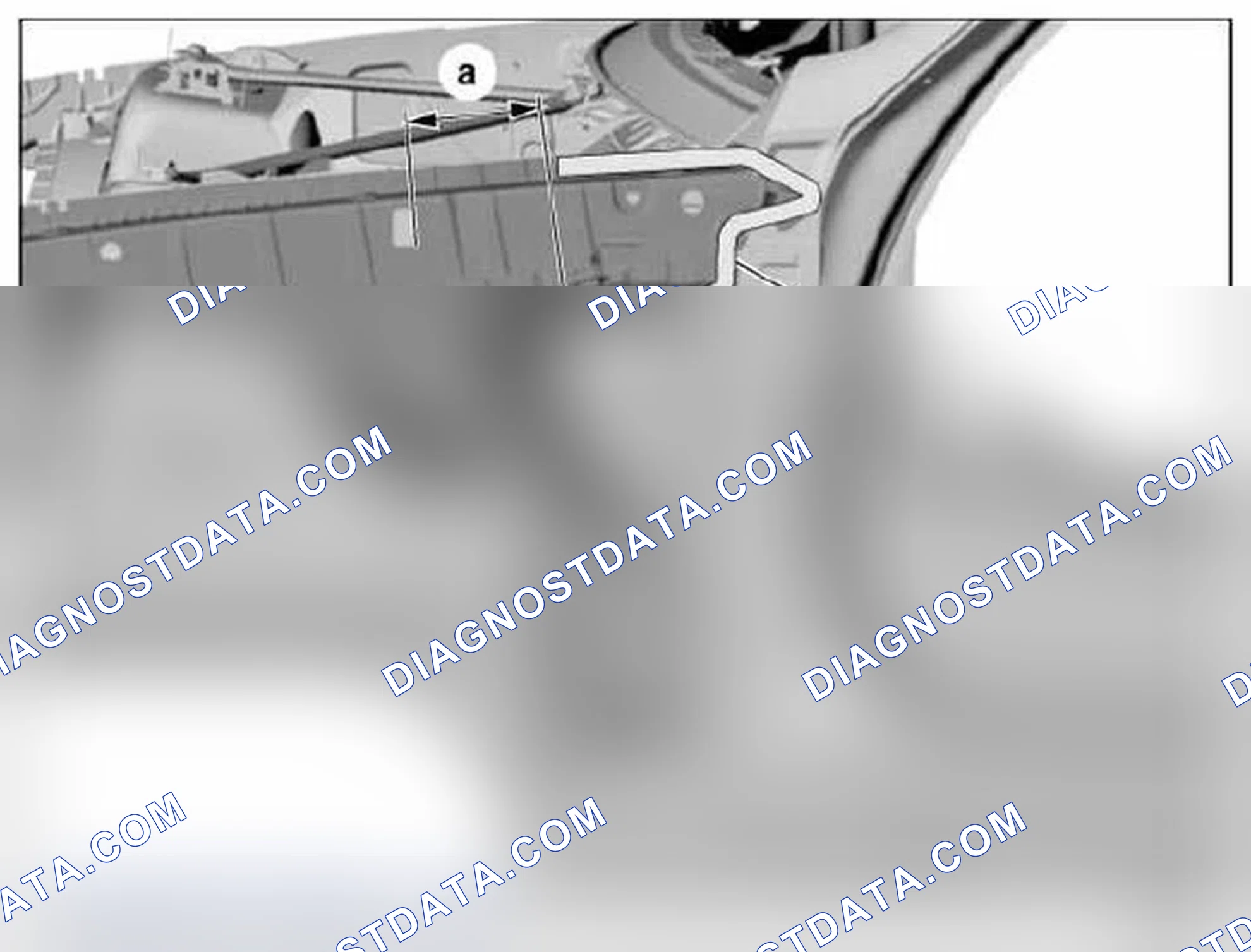
Mark severance cuts in accordance with specified measurements and cut.
| IMPORTANT | Cut outer plate only for following severance cuts. |
Measurement a = approx. 130 mm from edge of rectangular hole.
Measurement b = approx. 160 mm from centrepoint of 12 mm dia. bore.
Open weld joints in areas (1).
Installation
Weld in reinforcing panels at all severance cuts.
Apply window glass adhesive to cavity acoustic baffles (2).
Scheme 119
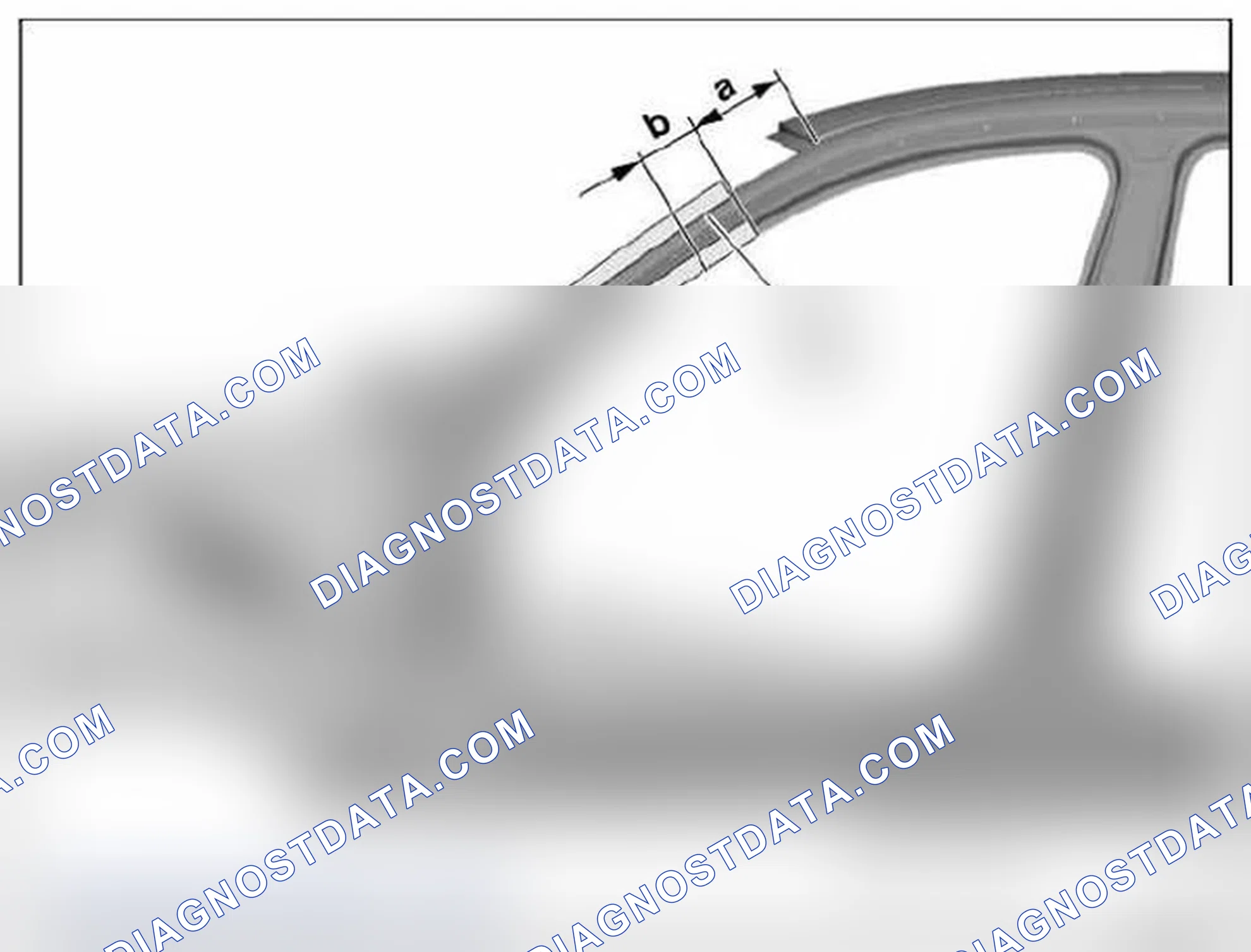
Mark severance cuts in accordance with specified measurements and cut.
| IMPORTANT | Cut outer plate only for following severance cuts. |
Measurement a = approx. 210 mm from roof edge.
Measurement b = approx. 80 mm below severance cut a.
Measurement c = approx. 215 mm before hole dia. 20 mm.
Open weld joints in areas (1).
Open adhesive bond in area (3).
Installation
Sheet panel (2) is needed again to seal cowl.
Plug weld in area (3).
| IMPORTANT | For following severance cut, do not damage sunroof water drain hose. |
Mark severance cut (1) in accordance with measurement and cut.
Measurement a = approx. 250 mm from roof edge.
Scheme 120
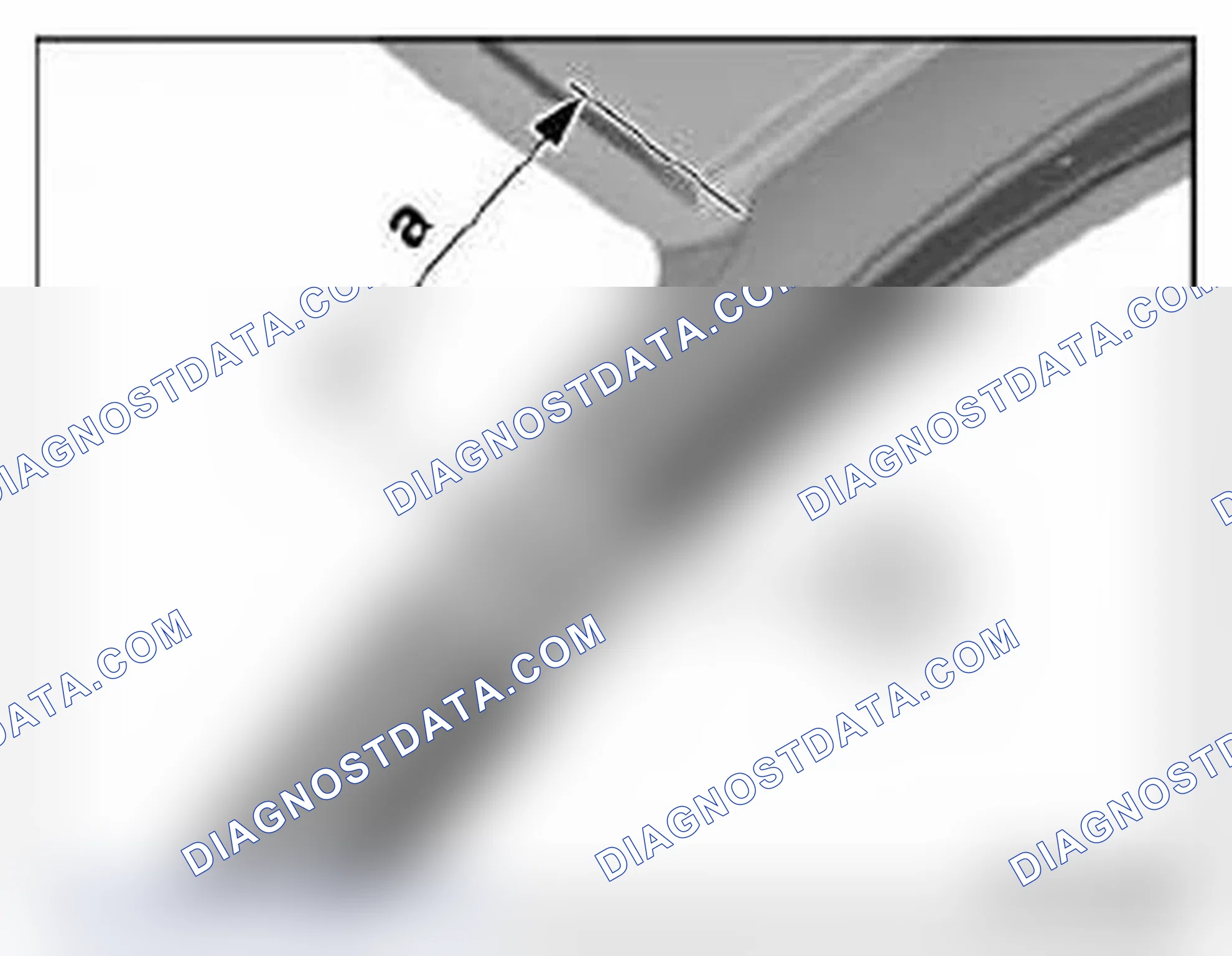
Open weld joint in area (1).
| IMPORTANT | Do not damage sunroof water drain hose (2). |
Scheme 121
Open adhesive bond in area (1).
Open weld joint in area (2).
Scheme 122
Preparation of new part
Mark new part in accordance with severance cuts above and cut.
Installation
Adjust new part to fit with straightening attachment or universal mount.
Weld in reinforcing panels at all severance cuts.
Apply window glass adhesive to cavity acoustic baffle (1).
Apply adhesive in area (2).
Scheme 123
41 21 540 Replacing front left outer door pillar section
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus form repairs!
Place vehicle on straightening bench.
Necessary preliminary tasks
- Remove «front side panel»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-35-010-removing-and-installingreplacing)
Following new body parts are required
Scheme 124
- (1) Support carrier, wheel arch, outer
- (2) Door hinge, top left
- (3) A-pillar, outer
Mark severance cut in accordance with specified measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 130 mm from edge of rectangular hole.
Open weld joint in area (1).
Scheme 125
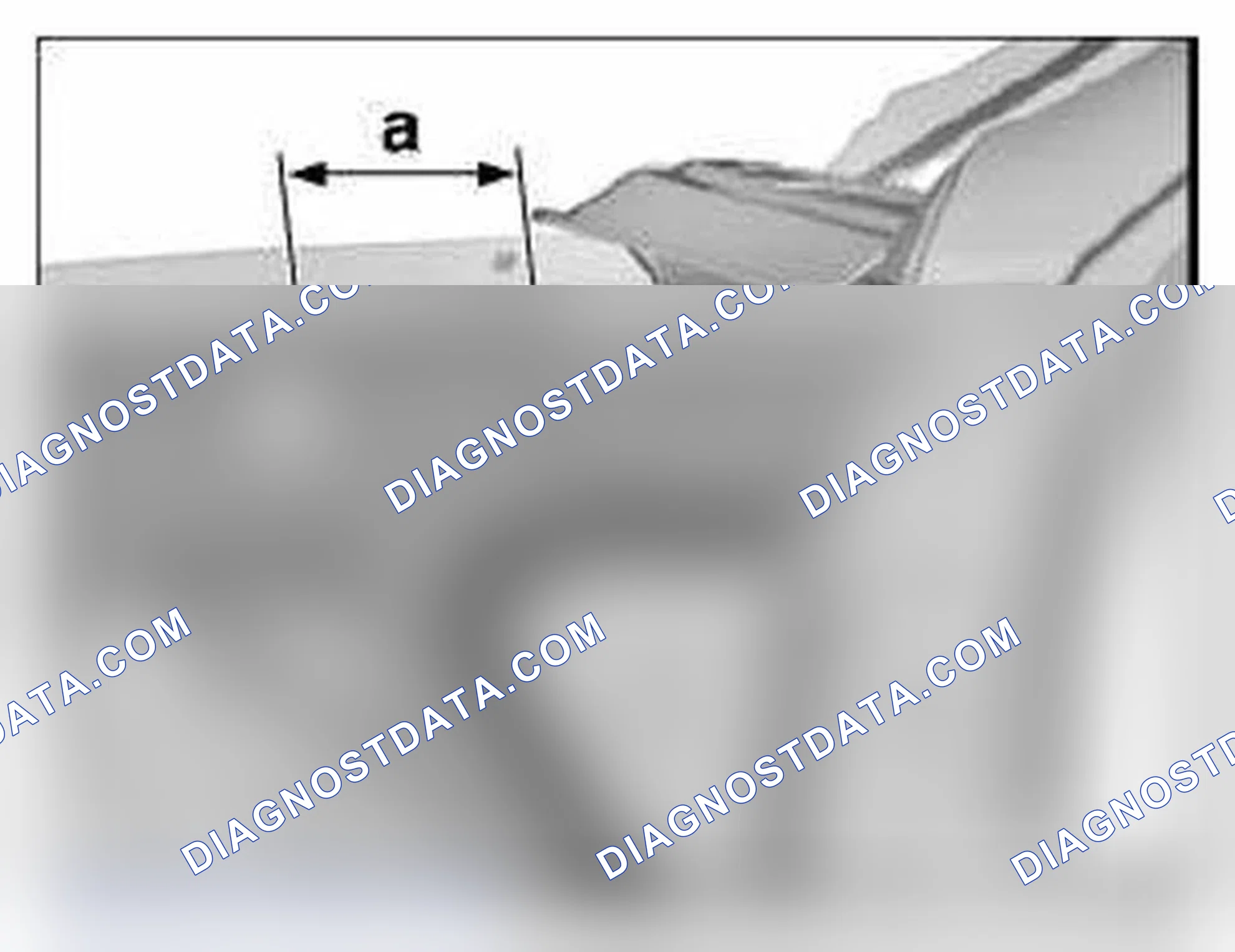
Scheme 126
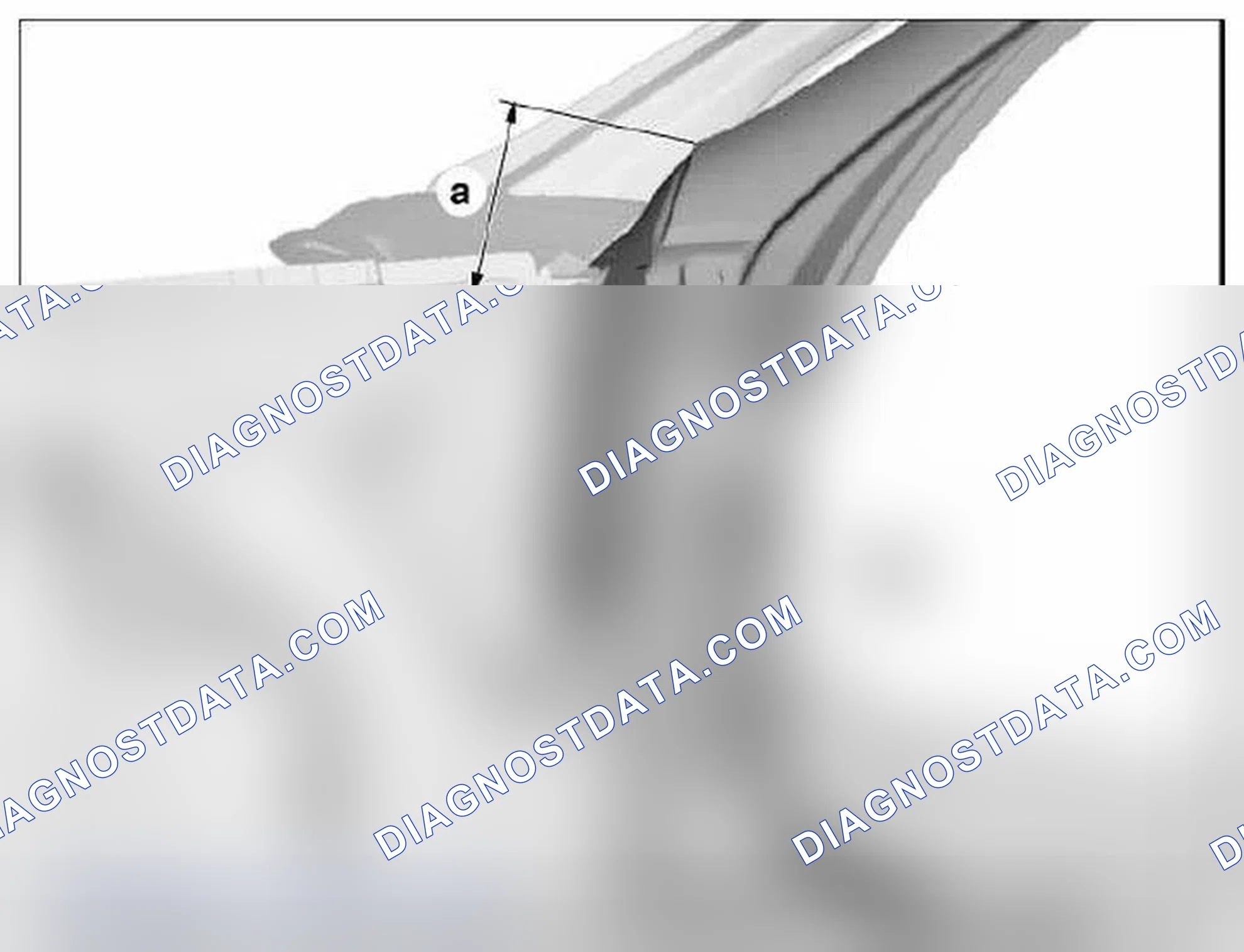
| IMPORTANT | Cut outer plate only for following severance cuts. |
Mark severance cut at top in accordance with specified measurement and cut.
Measurement a = approx. 175 mm from edge of cowl panel.
Severance cut (1) at bottom through 20 mm dia. bore hole.
Open weld joints in areas (2).
Installation
Weld in reinforcing panels at all severance cuts.
Open weld joint in area (1).
Installation
Mark new part in accordance with severance cuts above and cut.
Scheme 127
Installation
Adjust new part to fit with straightening attachment or universal mount.
MAG-weld hinge in area (1).
Scheme 128

41 31 010 Replacing roof outer skin (version with slide/tilt sunroof)
Use only approved spot-welding apparatus for repairs.
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
- (1) Roof outer skin, slide/tilt sunroof
Scheme 129
Release 4 screws (1) in roof channel.
Scheme 130
Scheme 131
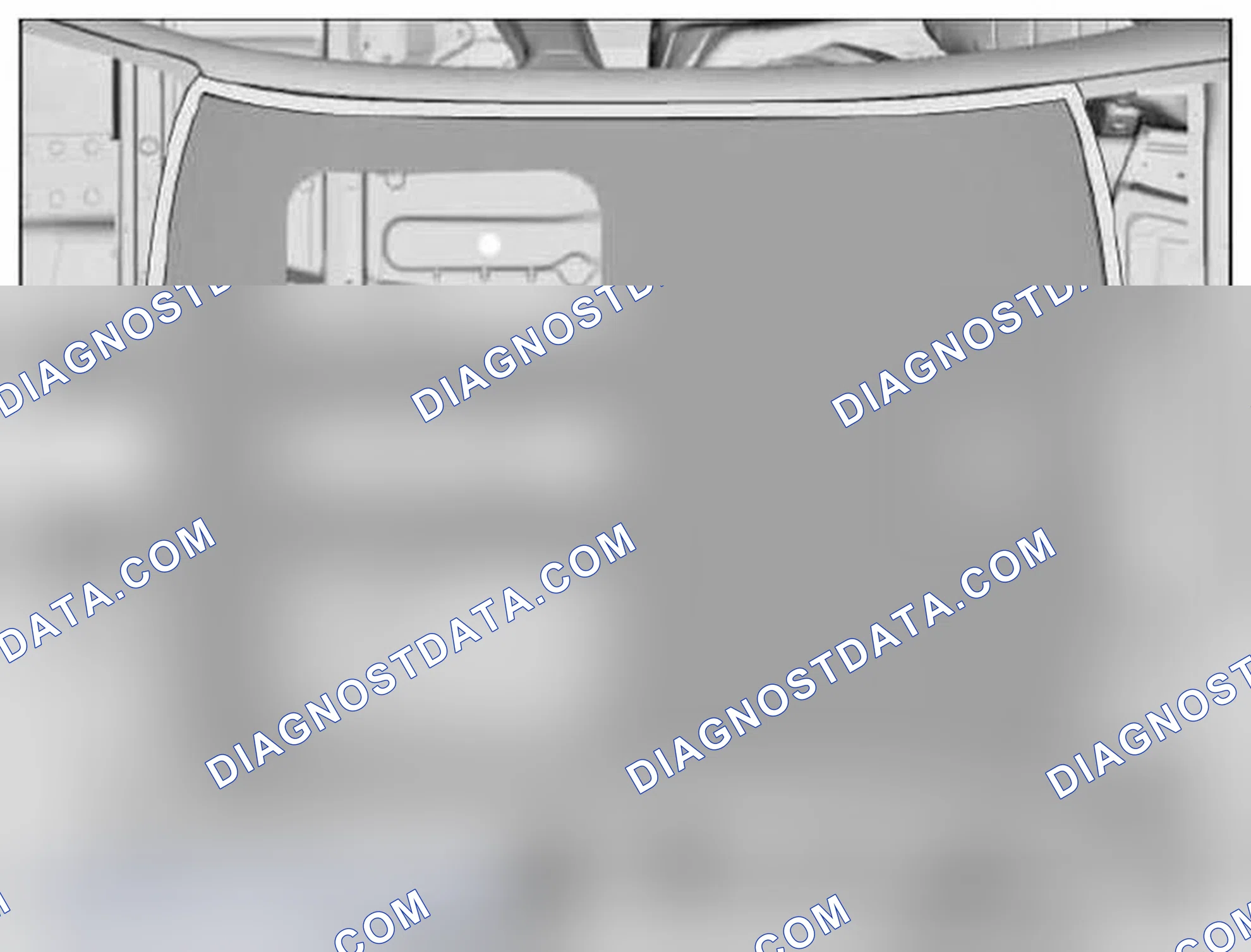
Open weld joints in area (1).
Release adhesive areas (layout, see next operation) and remove roof outer skin.
Installation
Fit new part on body. Fit windscreen for positioning.
Seal weld seams and screws with sealing compound.
Scheme 132
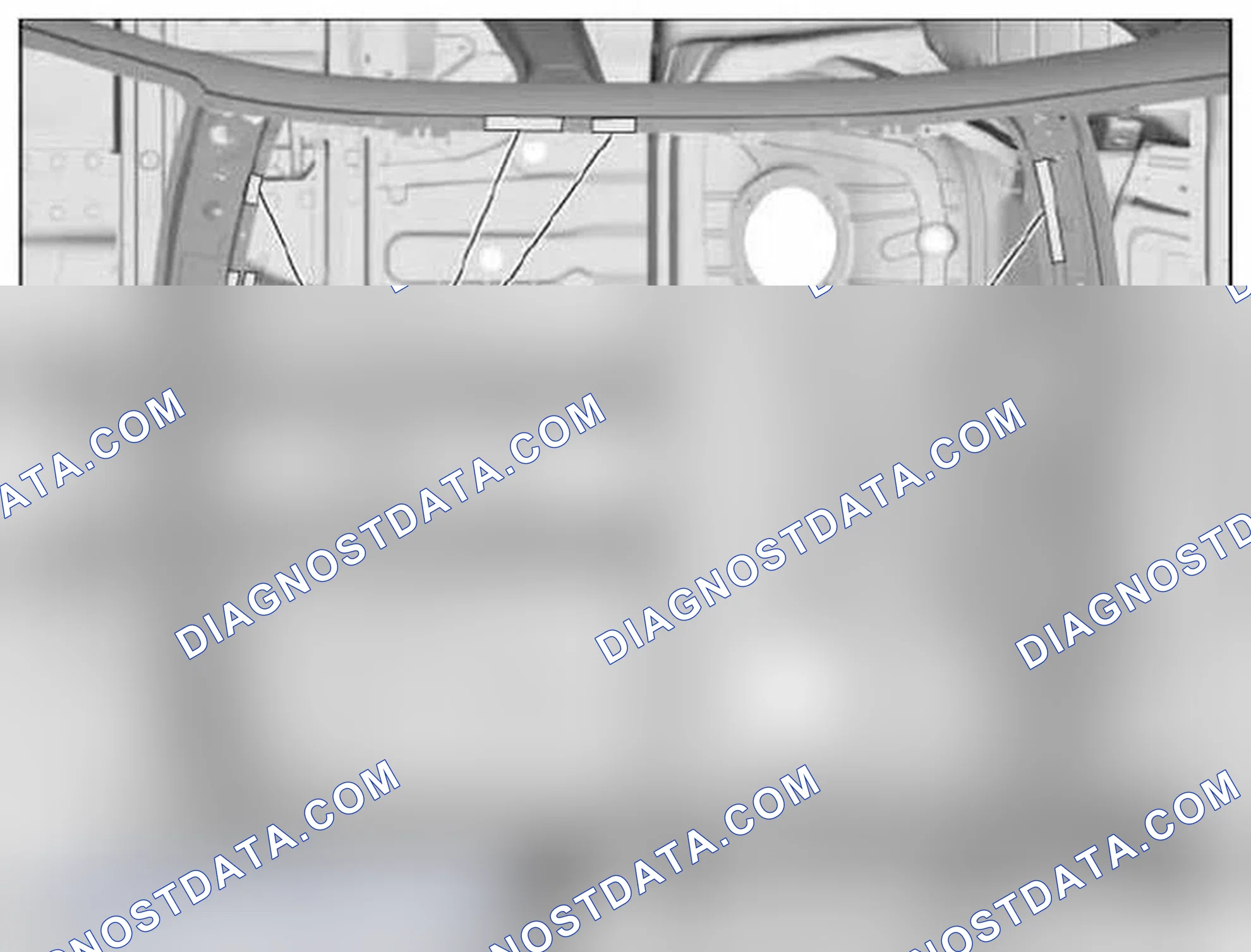
Apply adhesive in areas (1).
Apply sealing compound in areas (2).
41 32 010 Replacing complete cowl panel
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Use only approved spot-welding apparatus for repairs!
Place vehicle on straightening bench.
Necessary preliminary tasks
- Remove «front side panel»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-35-010-removing-and-installingreplacing)
Following new body parts are required
Scheme 133

- (1) Support carrier, wheel arch, outer
- (2) A-pillar, outer
Mark severance cut in accordance with specified measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 130 mm from edge of rectangular hole.
Open weld joint in area (1).
Scheme 134
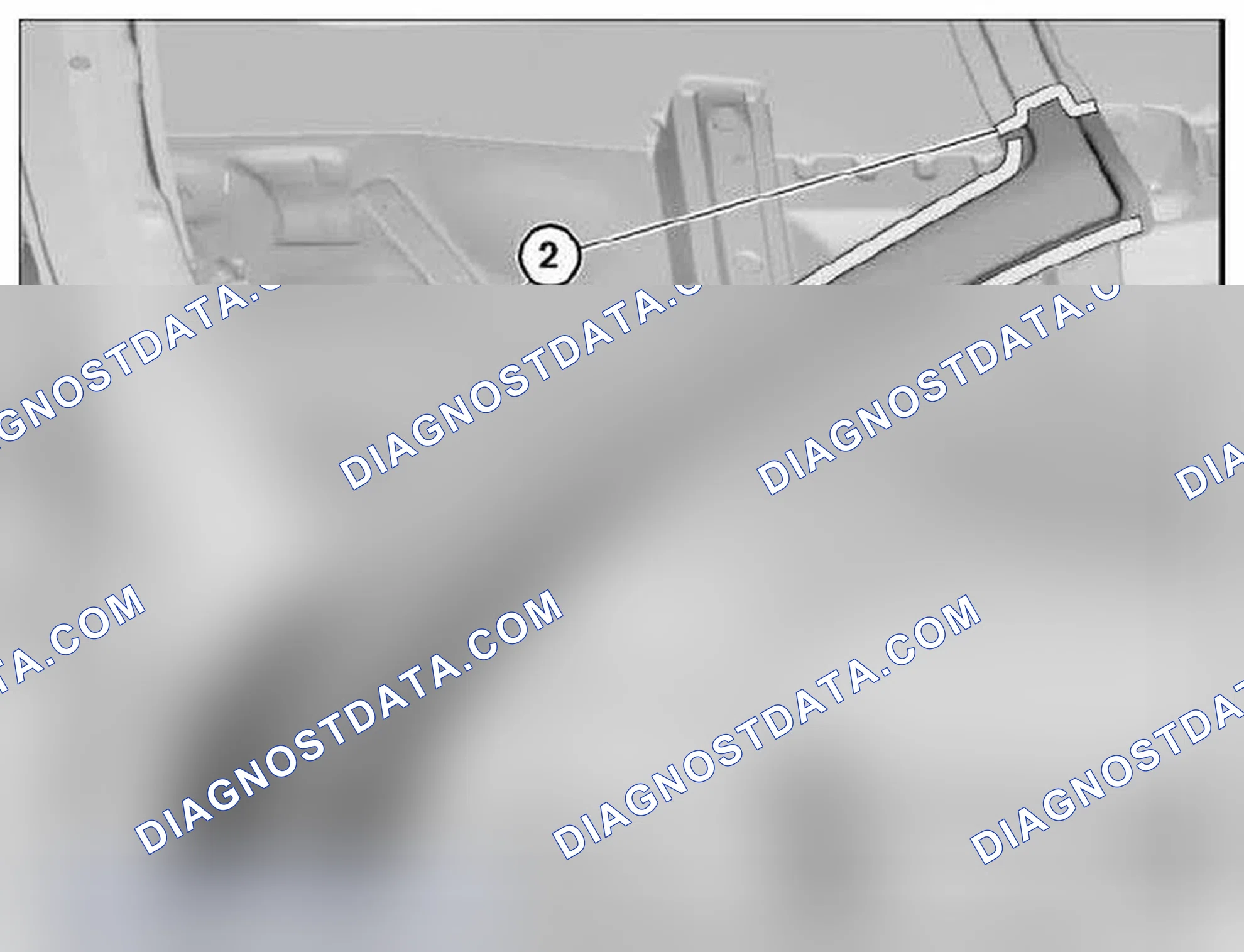
Mark severance cut in accordance with specified measurement and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 175 mm from edge of cowl panel.
Open weld joints in areas (1).
Open brazed joints in areas (2).
Installation
Weld in reinforcing panels at all severance cuts.
41 33 040 Replacing front wall
Necessary preliminary tasks
- Remove carrier for bumper trim . See «51 11 050 REMOVING AND INSTALLING/REPLACING CARRIER FOR FRONT BUMPER TRIM»(/bmw/m3/e90-2007-2013/remont/door-locks-anti-theft-systems/#body-equipment-repair-e9293-m3__51-11-050-removing-and-installingreplacing) .
| IMPORTANT | Car must not be driven without the front wall. Driving without the front wall may damage the body structure. |
- (1) Front panel
- (2) Headlight holder, left
- (3) Headlight holder, right
Scheme 135
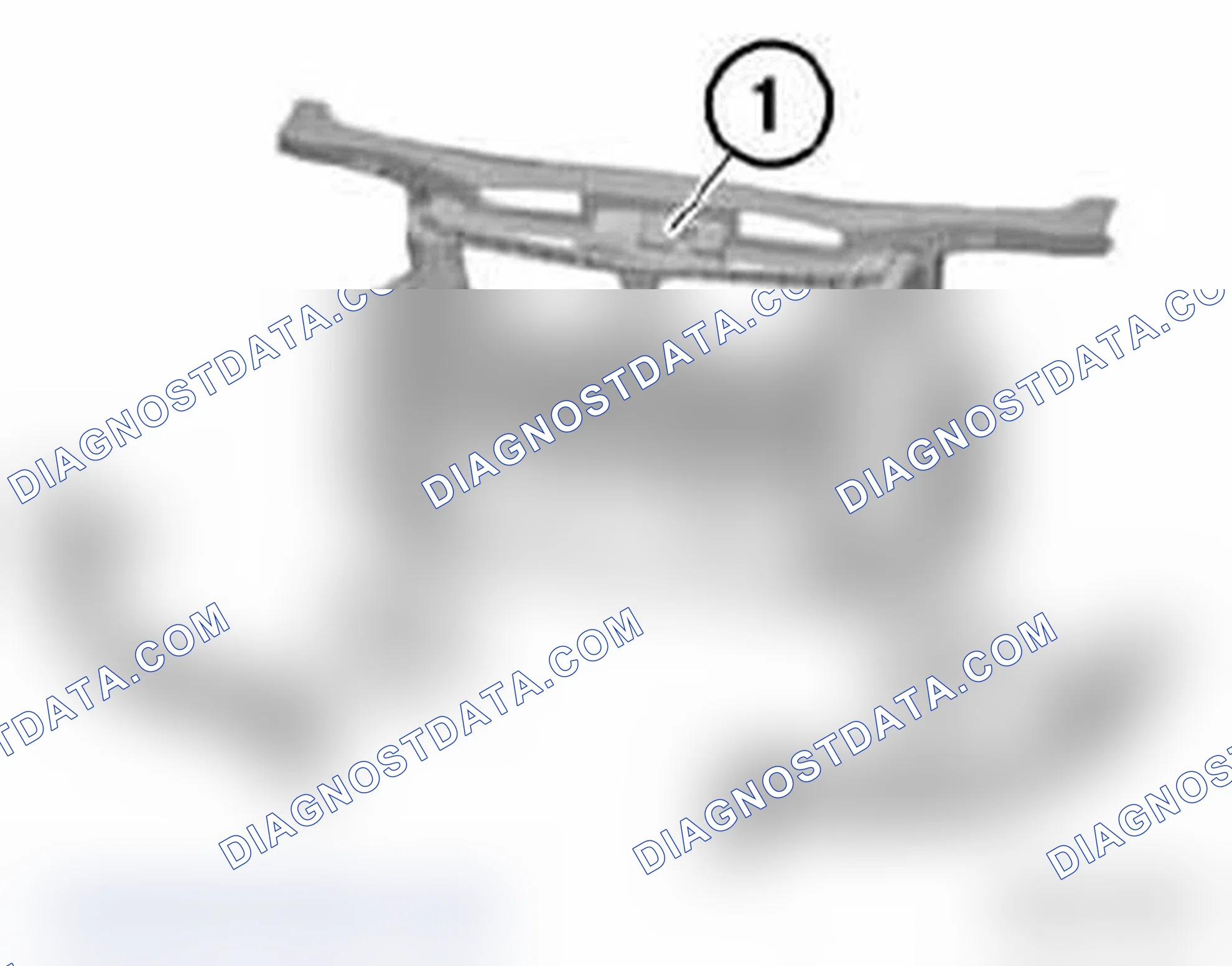
Carry over the following work steps symmetrically to the other side of the car.
Note. View, front side panel, in direction of travel
Release screw (1).
Tightening torque 41 33 3AZ , see 41 33 FRONT TRIM PANEL .
Scheme 136
Release screws (1).
Tightening torque 41 33 1AZ , see 41 33 FRONT TRIM PANEL .
Remove front panel (2) together with headlight holder (3).
Replacement
Release screws (4) and remove headlight holder.
Tightening torque 41 33 2AZ , see 41 33 FRONT TRIM PANEL .
Scheme 137
41 34 041 Replacing complete tail panel
Use only approved spot-welding apparatus for repairs.
- (1) Rear trim
Scheme 138
Open weld joints in area (1).
Open brazed joints in areas (2).
Scheme 139

Open weld joints in area (1).
Scheme 140
Preparation of new part
Open weld joints in areas (1).
Remove reinforcements (2).
Note. This work step is omitted if the rear side panels are replaced at the same time.
Scheme 141
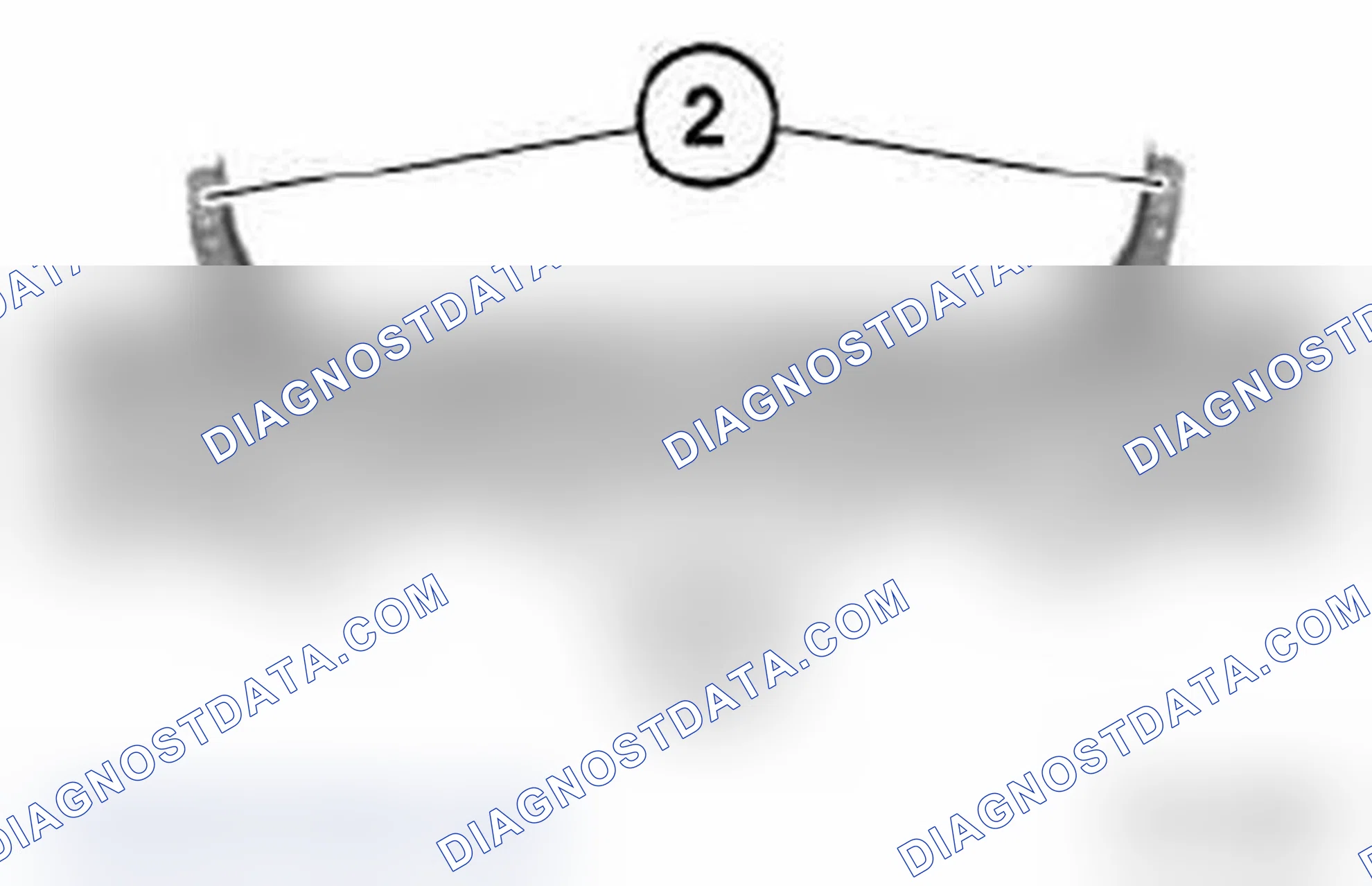
Installation
Slide in rear trim (1) from bottom upwards.
Scheme 142

41 35 010 Removing and installing/replacing side panel, front left or right
| CAUTION | Do not damage adjoining body parts. |
Installation information
Gap dimensions serve as basis for adjustment tasks.
Scheme 143
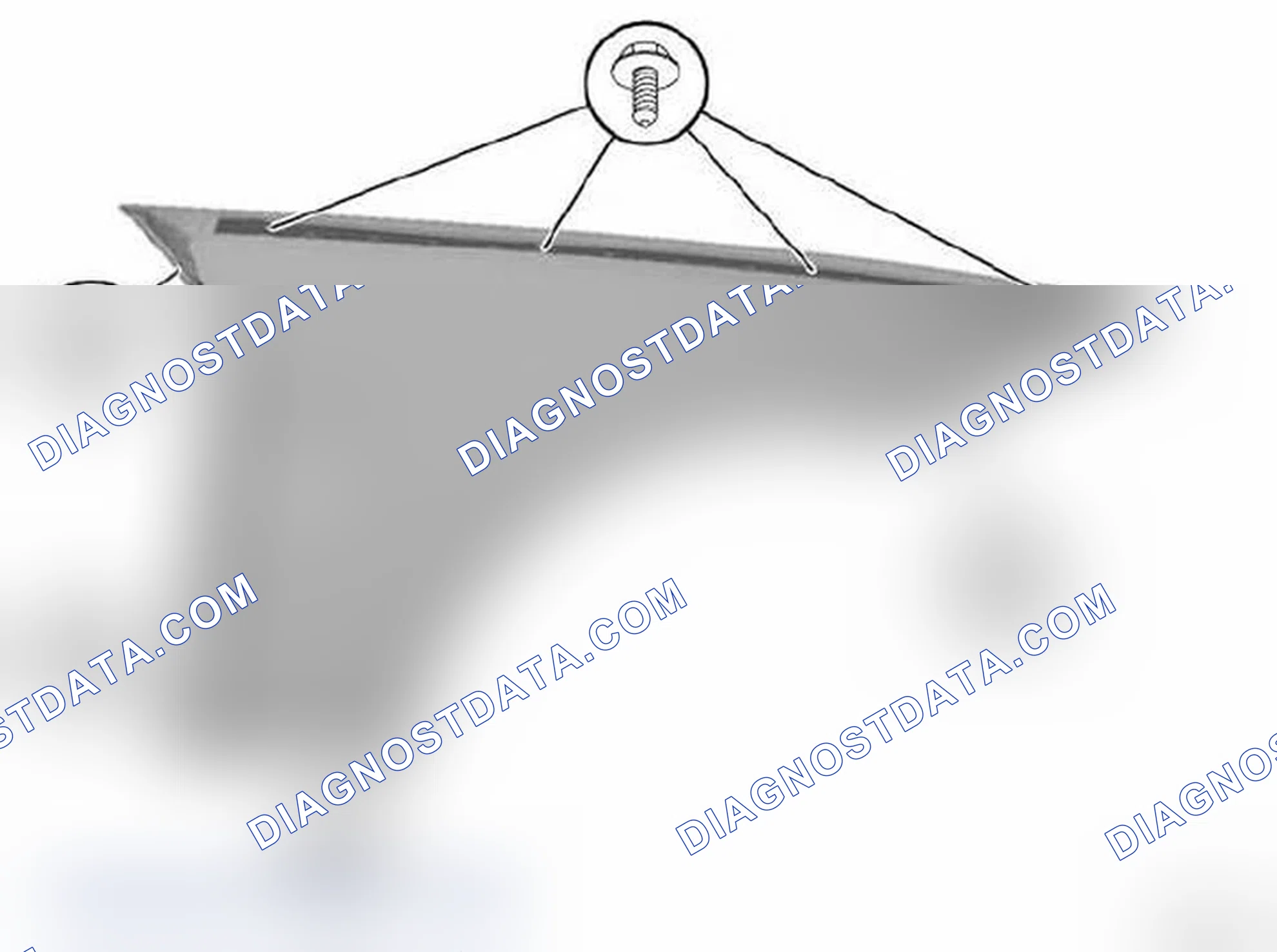
Interior view of front side panel
Unfasten screws.
Tightening torque 41 35 1AZ , see 35 SIDE PANELS .
41 35 101 Replacing rear left side panel (partial replacement, longitudinal member cover before B-pillar)
Use only approved spot-welding apparatus for repairs.
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
- (1) Side panel, rear
Scheme 144
Scheme 145
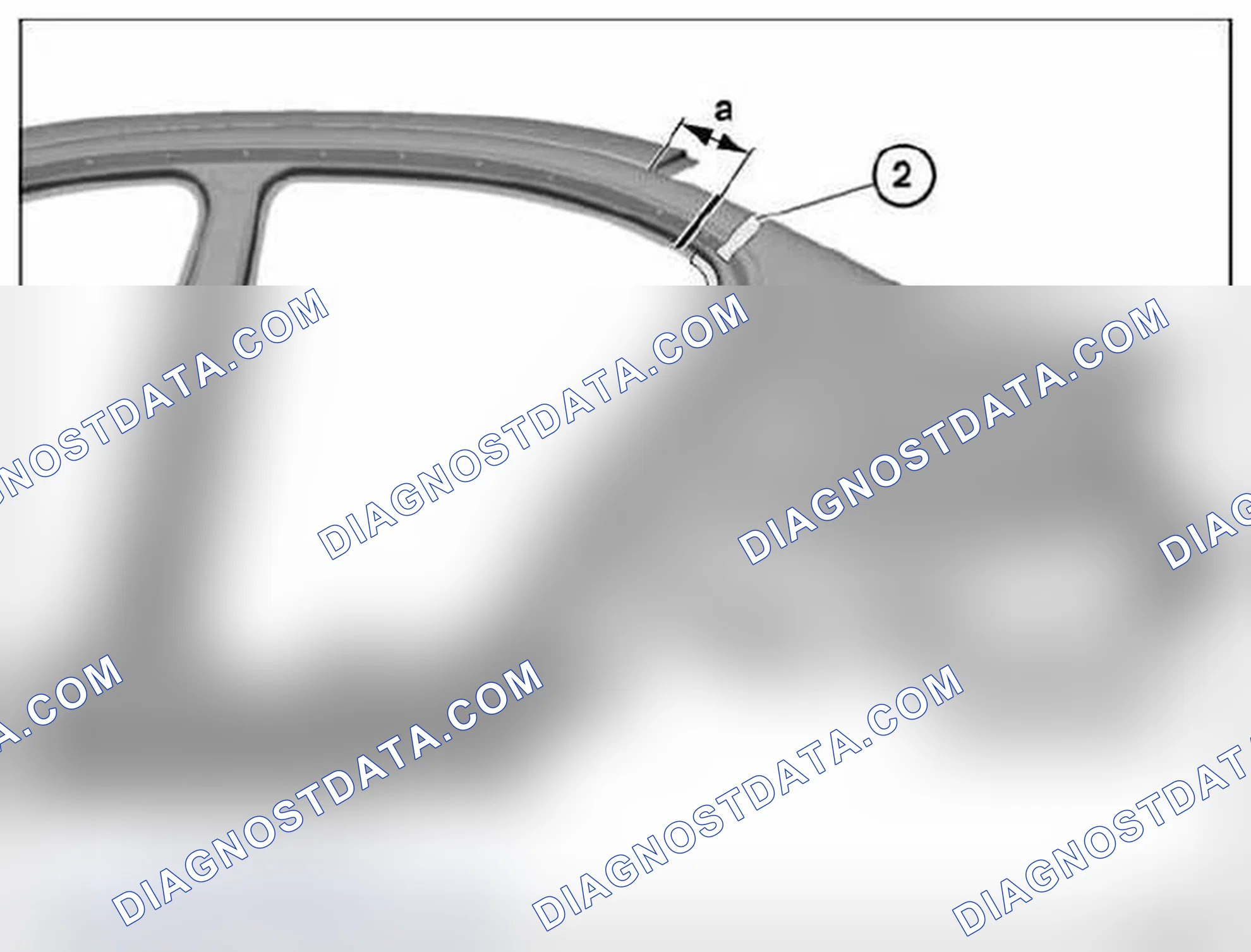
Mark severance cuts in accordance with specified measurements and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 100 mm from roof edge
Measurement b = approx. 375 mm from centrepoint of hole dia. 25 mm.
Open weld joints in areas (1).
Installation information
- Apply window glass adhesive to cavity acoustic baffles (2).
- Weld in reinforcing panels at all severance cuts.
Open weld joints in areas (1).
Open brazed joints in areas (2).
Scheme 146
41 35 101 Replacing rear left side panel
Use only approved spot-welding apparatus for repairs.
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Place vehicle on straightening bench.
Following new body parts are required
Scheme 147

- (1) Side panel, rear
Open weld joints in area (1).
Open brazed joint in area (2).
Spot-weld bonding is used on this vehicle. Observe specific procedure .
Scheme 148

Open weld joints in areas (1).
Open brazed joints in areas (2).
Scheme 149
Open weld joints in area (1).
Open brazed joints in areas (2).
Scheme 150
Open MIG soldered joints in area (1).
Installation
MAG-weld new part in area (1).
Scheme 151

Open brazed joint in area (1).
Installation
When sealing in area (2), ensure sufficient clearance for outer window cavity cover strip.
Scheme 152
41 35 102 Replacing rear left side panel (partial replacement before longitudinal member cover)
Use only approved spot-welding apparatus for repairs.
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
- (1) Partial section, rear side panel
Scheme 153
Scheme 154
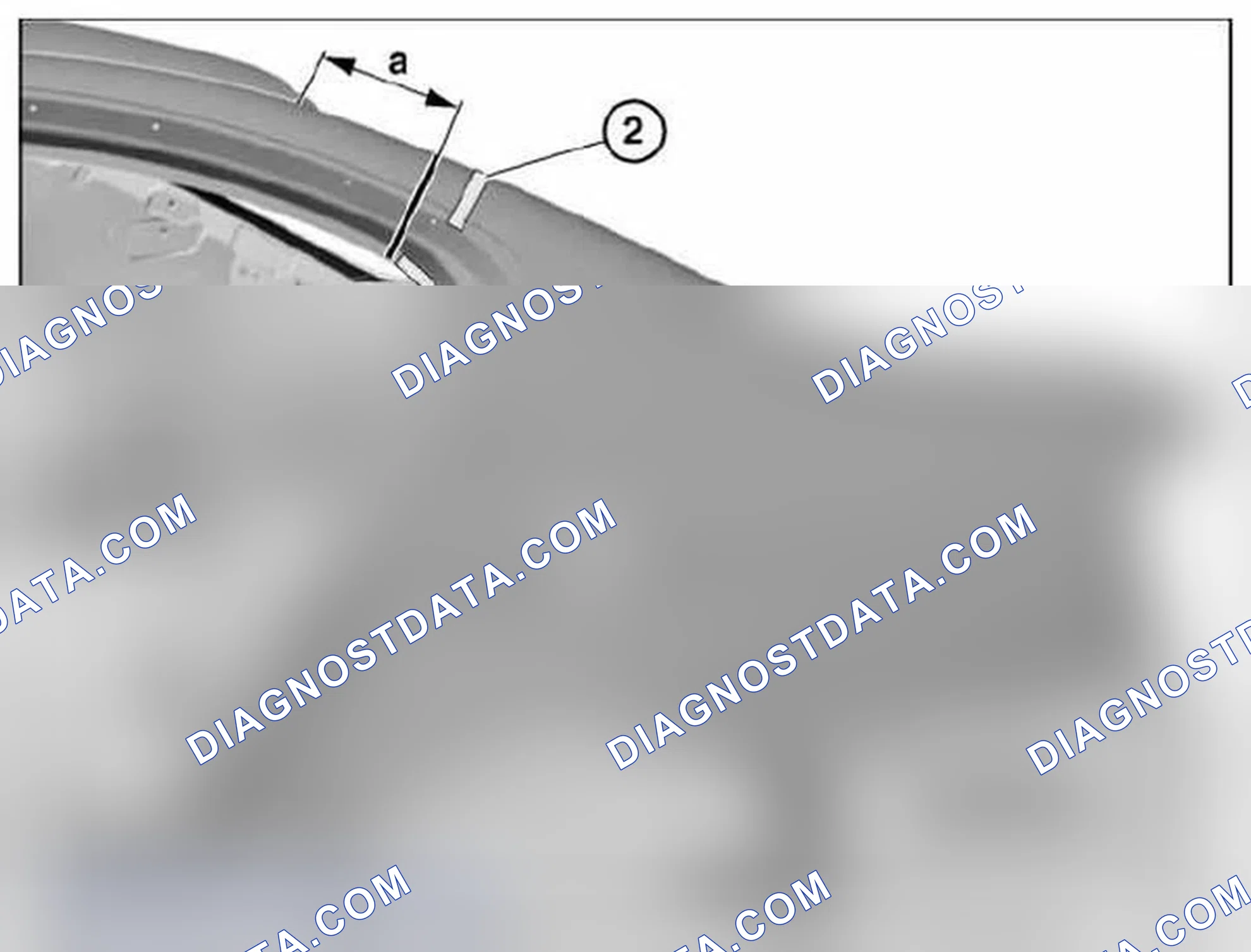
Mark severance cuts in accordance with specified measurements and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = 100 mm from roof edge
Measurement b = approx. 90 mm from middle of lower lock striker screw point
Open weld joints in areas (1).
Installation information
- Apply window glass adhesive to cavity acoustic baffles (2).
- Weld in «reinforcement plate»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-00-welding-in-reinforcement) s at severance cuts.
Open weld joints in areas (1).
Open brazed joint in areas (2).
41 35 102 Replacing rear left side panel (partial replacement behind wheel arch)
Use only approved spot-welding apparatus for repairs.
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
Following new body parts are required
- (1) Side panel, rear
Mark severance cut (1) in accordance with measurement a and cut.
Measurement a =240 mm from corner of side panel
Scheme 155
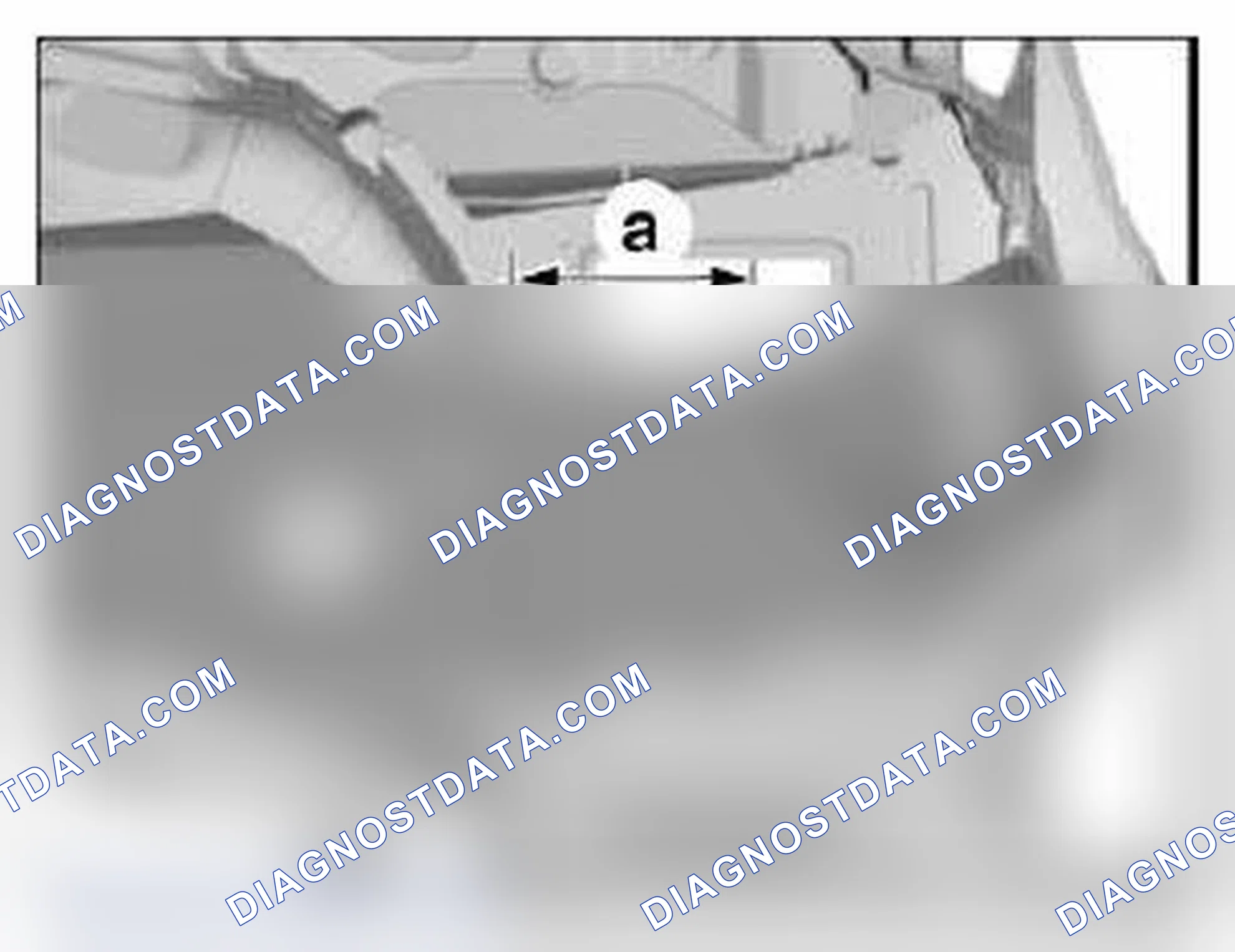
Open weld joints in areas (1).
Open brazed joints in areas (2).
Open weld joints in area (1).
Open brazed joint in area (2).
Scheme 156
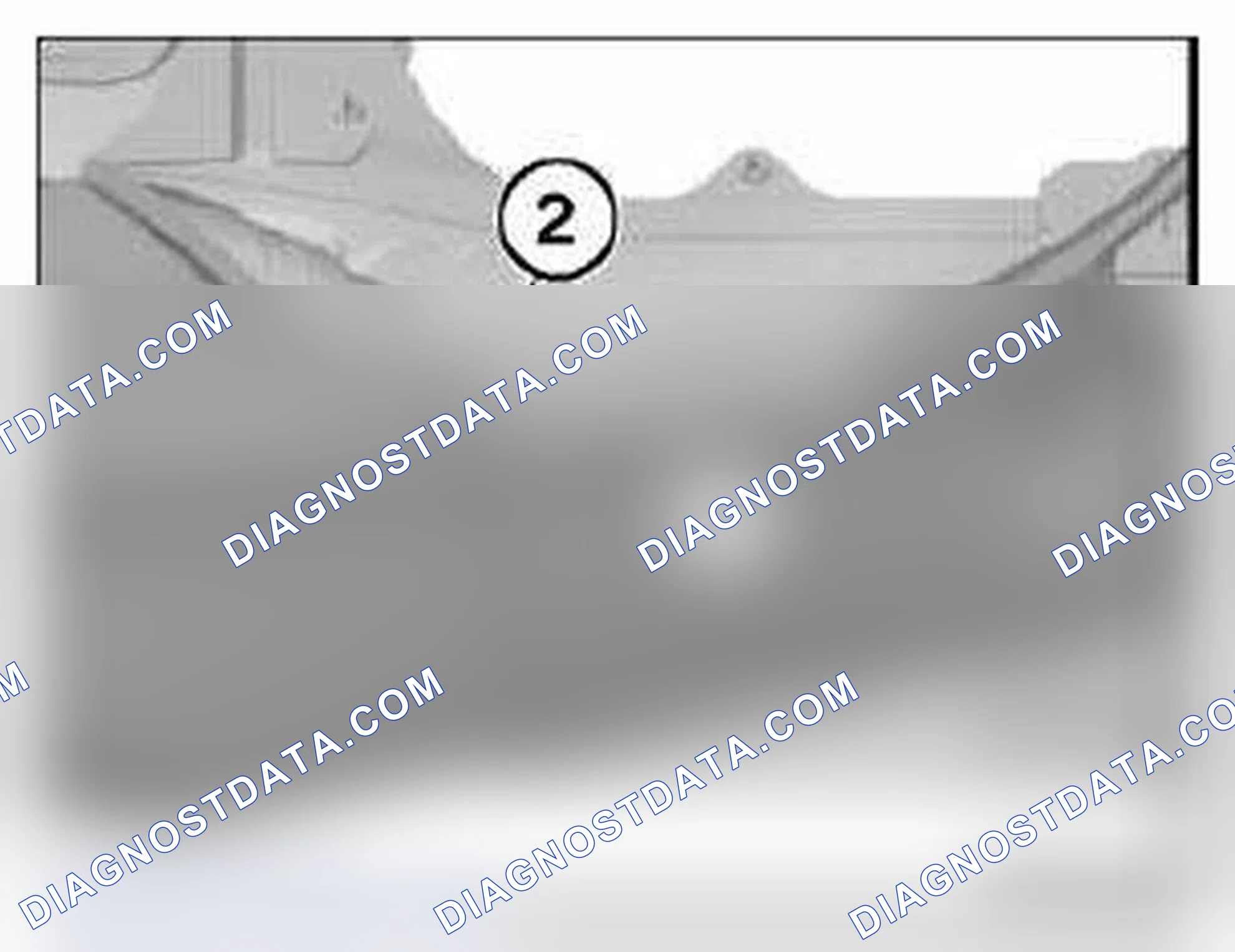
Open weld joints in area (1).
Scheme 157
Preparation of new part
Mark new part in accordance with severance cut (1) on car and cut.
Open weld joints in area (1).
Scheme 158
Installation
Procedure deviating from standard
Make 15 mm wide reinforcement plate (1).
Adjust new part (2) to fit in conjunction with rear lid.
Bring reinforcement plate from inside into contact with side panel.
Set tacking points in area of severance cut (3) from outer side. In so doing, exert pressure from inner side on reinforcement plate to enlarge gap at severance cut (3) by approx. 0.5 mm. This reduces warpage in the welding area.
Weld severance cut completely.
Scheme 159
41 35 401 Replacing rear left side panel (partial replacement, door opening)
Use only approved spot-welding apparatus for repairs.
Remove or cover those vehicle components in the repair area which are susceptible to heat or dust.
- (1) Side panel, rear
Scheme 160
Mark severance cuts in accordance with specified measurements and cut.
| IMPORTANT | Cut outer metal sheet only. |
Measurement a = approx. 90 mm from middle of lower lock striker screw point
Measurement b = approx. 375 mm from centrepoint of 25 mm dia. hole
Open weld joints in areas (1).
Installation information
- Apply window glass adhesive to cavity acoustic baffles (2).
- Weld in reinforcing panels at all severance cuts.
41 5. ... Adjusting door
| CAUTION | Do not damage adjoining body parts. Minor corrections (realignment work) are permitted if the existing adjustment options are not sufficient. |
Note. Observe gap dimensions .
The door must be provided with all attachment parts for correct adjustment.
Adjust screwed body parts from rear to front.
The following illustrations are schematic representations and are to be applied to the relevant vehicle type.
Slacken lock striker, remove if necessary.
Slacken nuts (1) until door can still just be moved.
Tightening torque 41 51 2AZ , see 51 FRONT SIDE DOORS .
Tightening torque 41 52 2AZ , see 52 REAR SIDE DOORS .
Scheme 161

Scheme 162

Adjust rear door in transition to front door (Y) by fitting shims.
Installation
To preset new part, carry over number of shims from damaged door.
Adjust door longitudinally (X) and vertically (Z).
Check that adjoining body parts are flush in terms of height and correct if necessary.
Note. Vertical adjustment of door must not be influenced by lock striker.
When the door is closed, the lock striker must not touch or scrape against the door lock. Look out for scratches.
Scheme 163
Slacken screws (1) until lock striker can still just be moved.
Move lock striker sideways in order to adjust transition between door and rear side panel.
Tightening torque 51 21 2AZ , see 51 21 FRONT DOOR LOCKS .
Note. When the door is closed, the lock striker must not touch or scrape against the door lock. Look out for scratches.
Scheme 164
After installation
- Tighten all screws and nuts to specified torque.
- Touch up unpainted surfaces in the appropriate color.
- If necessary, adjust front door.
41 5. ... Removing and installing door
| IMPORTANT | Do not damage adjoining body parts. |
The illustrations are schematic representations and are to be applied to the relevant vehicle type.
Open door.
Release screw on connector frame.
Front door
Tightening torque 41 51 4AZ , see 51 FRONT SIDE DOORS .
Rear door
Tightening torque 41 52 4AZ , see 52 REAR SIDE DOORS .
Scheme 165

Note. Secure door against closing.
Release screw (1) on door retainer.
Front door
Tightening torque 51 21 3AZ , see 51 21 FRONT DOOR LOCKS .
Rear door
Tightening torque 51 22 3AZ , see 51 22 REAR DOOR LOCKS .
Scheme 166

| IMPORTANT | Secure door against falling out. |
Release screws between both hinge elements at top and bottom.
Pull both screws out of hinges.
Front door
Tightening torque 41 51 1AZ , see 51 FRONT SIDE DOORS .
Rear door
Tightening torque 41 52 1AZ , see 52 REAR SIDE DOORS .
Scheme 167
Pull out door sideways and place it on a suitable surface.
Scheme 168

Pull plug connection from door pillar, unlock by pulling out bar and detach.
Installation
If necessary, adjust door .
Scheme 169
41 51 ... Replacing door hinge bushing (door removed)
Special tools required
- 41 1 150
- 41 1 151
- 41 1 152
See BODY - SPECIAL TOOLS .
Special tool kit 41 1 150 comprises
Bushing 41 1 151
Bolt 41 1 152
Scheme 170
Cut off hinge bushing in area (1) with chisel.
Drive out remainder of hinge bushing with punch.
Scheme 171

Insert bolt 41 1 152 with new hinge bushing (2) into hinge.
Screw bushing 41 1 151 with flat end (3) pointing upwards onto bolt 41 1 152 .
Turn bushing 41 1 151 until taper (1) borders hinge bushing (2).
Screw off bushing 41 1 151 again.
Scheme 172
Twist bushing 41 1 151 with flat end (1) onto bolt 41 1 152 .
Turn bushing 41 1 151 until gap dimensions (2) are identical.
Scheme 173
| CAUTION | Do not damage adjoining body parts. Minor corrections (realignment work) are permitted if the existing adjustment options are not sufficient. |
Note. Observe gap dimensions .
The door must be provided with all attachment parts for correct adjustment.
Adjust screwed body parts from rear to front.
The following illustrations are schematic representations and are to be applied to the relevant vehicle type.
Slacken lock striker, remove if necessary.
Slacken nuts (1) until door can still just be moved.
Tightening torque 41 51 2AZ , see 51 FRONT SIDE DOORS .
Tightening torque 41 52 2AZ , see 52 REAR SIDE DOORS .
Adjust rear door in transition to front door (Y) by fitting shims.
Installation
To preset new part, carry over number of shims from damaged door.
Adjust door longitudinally (X) and vertically (Z).
Check that adjoining body parts are flush in terms of height and correct if necessary.
Note. Vertical adjustment of door must not be influenced by lock striker. When the door is closed, the lock striker must not touch or scrape against the door lock. Look out for scratches.
Slacken screws (1) until lock striker can still just be moved.
Move lock striker sideways in order to adjust transition between door and rear side panel.
Tightening torque 51 21 2AZ , see 51 21 FRONT DOOR LOCKS .
Note. When the door is closed, the lock striker must not touch or scrape against the door lock. Look out for scratches.
After installation
- Tighten all screws and nuts to specified torque.
- Touch up unpainted surfaces in the appropriate color.
- If necessary, adjust front door.
| IMPORTANT | Do not damage adjoining body parts. |
The illustrations are schematic representations and are to be applied to the relevant vehicle type.
Open door.
Release screw on connector frame.
Front door
Tightening torque 41 51 4AZ , see 51 FRONT SIDE DOORS .
Rear door
Tightening torque 41 52 4AZ , see 52 REAR SIDE DOORS .
Note. Secure door against closing.
Release screw (1) on door retainer.
Front door
Tightening torque 51 21 3AZ , see 51 21 FRONT DOOR LOCKS .
Rear door
Tightening torque 51 22 3AZ , see 51 22 REAR DOOR LOCKS .
| IMPORTANT | Secure door against falling out. |
Release screws between both hinge elements at top and bottom.
Pull both screws out of hinges.
Front door
Tightening torque 41 51 1AZ , see 51 FRONT SIDE DOORS .
Rear door
Tightening torque 41 52 1AZ , see 52 REAR SIDE DOORS .
Pull out door sideways and place it on a suitable surface.
Pull plug connection from door pillar, unlock by pulling out bar and detach.
Installation
If necessary, adjust door .
Special tools required
- 41 1 150
- 41 1 151
- 41 1 152
See BODY - SPECIAL TOOLS .
Special tool kit 41 1 150 comprises
Bushing 41 1 151
Bolt 41 1 152
Cut off hinge bushing in area (1) with chisel.
Drive out remainder of hinge bushing with punch.
Insert bolt 41 1 152 with new hinge bushing (2) into hinge.
Screw bushing 41 1 151 with flat end (3) pointing upwards onto bolt 41 1 152 .
Turn bushing 41 1 151 until taper (1) borders hinge bushing (2).
Screw off bushing 41 1 151 again.
Twist bushing 41 1 151 with flat end (1) onto bolt 41 1 152 .
Turn bushing 41 1 151 until gap dimensions (2) are identical.
41 61 000 Removing and installing hood/bonnet
Necessary preliminary tasks
- Disconnect all cable plug connections
| IMPORTANT | For the following work step, secure the engine hood against falling closed. |
Disconnect gas-pressure damper from engine hood (1).
Loosen screws (2).
Release screws (3).
Tightening torque 41 61 1AZ , see 61 FRONT LID .
Note. This work step must be carried out with a second person assisting.
Scheme 174
Remove hood lid.
Installation
Install engine hood at screw locations to on hinge. This dispenses with the need for adjustment after installation.
If this is not possible, adjust engine hood .
41 61 014 Adjusting engine bonnet/hood
The specified gap dimensions serve as the basis for adjustment tasks.
Make unpainted surfaces visible by also moving the hinges.
Touch these up in the appropriate color.
Note. Carry over schematic representation to the relevant vehicle type.
Loosen screws (1) and (2) on left and right hinges.
Hood lid must be able to be moved.
Note. If the adjustment range is not sufficient, release retaining screws of engine hood hinge on body and move hinge.
Scheme 175
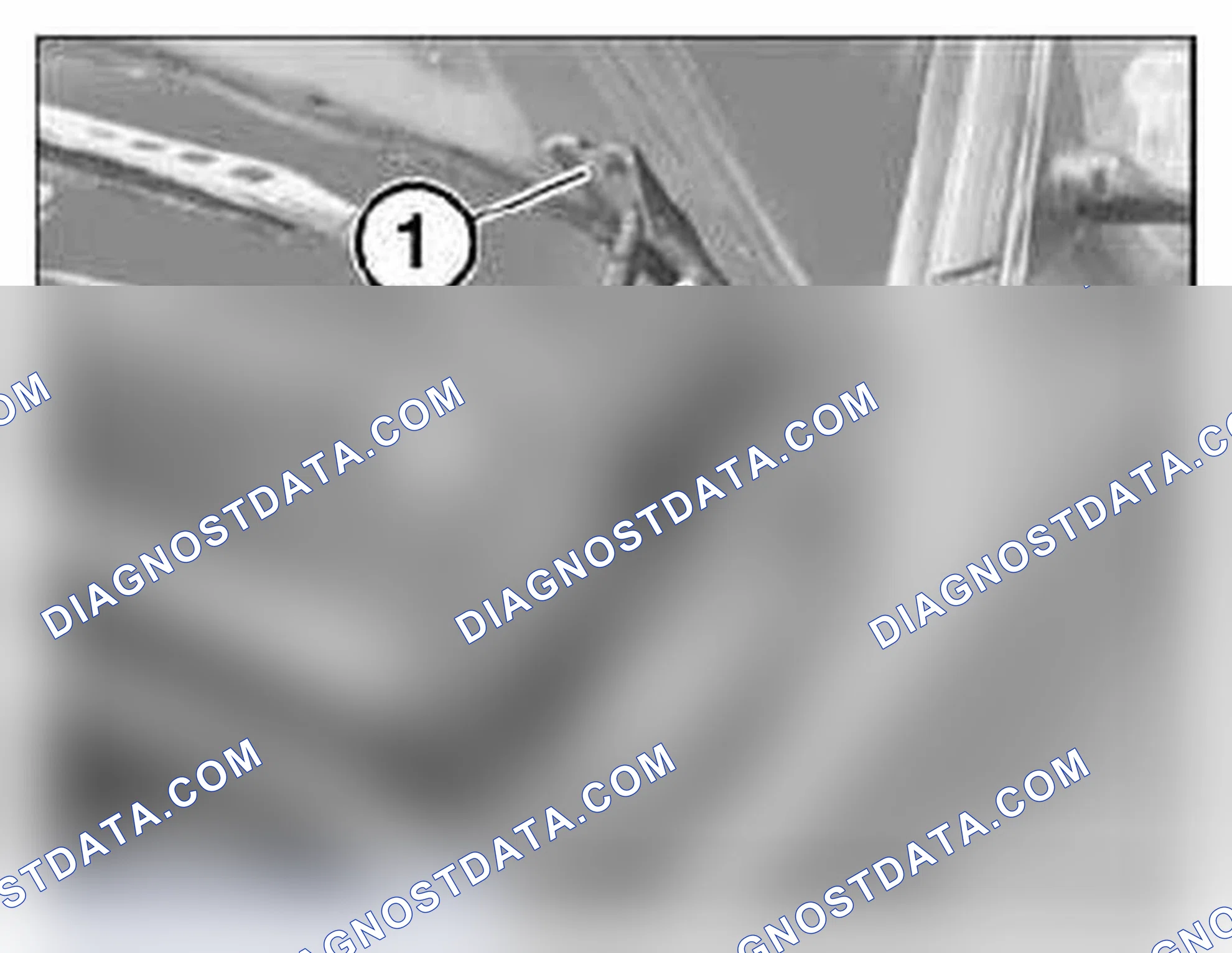
Locks and retaining hook must snap correctly into place.
Adjust engine hood.
Note. Vertical adjustment of engine hood to side panel by means of stop pads.
Scheme 176

Note. Height adjustment of bonnet to front wall: Release screw (1) and remove cover (2). Height adjustment by turning at closing hooks (3).
Scheme 177
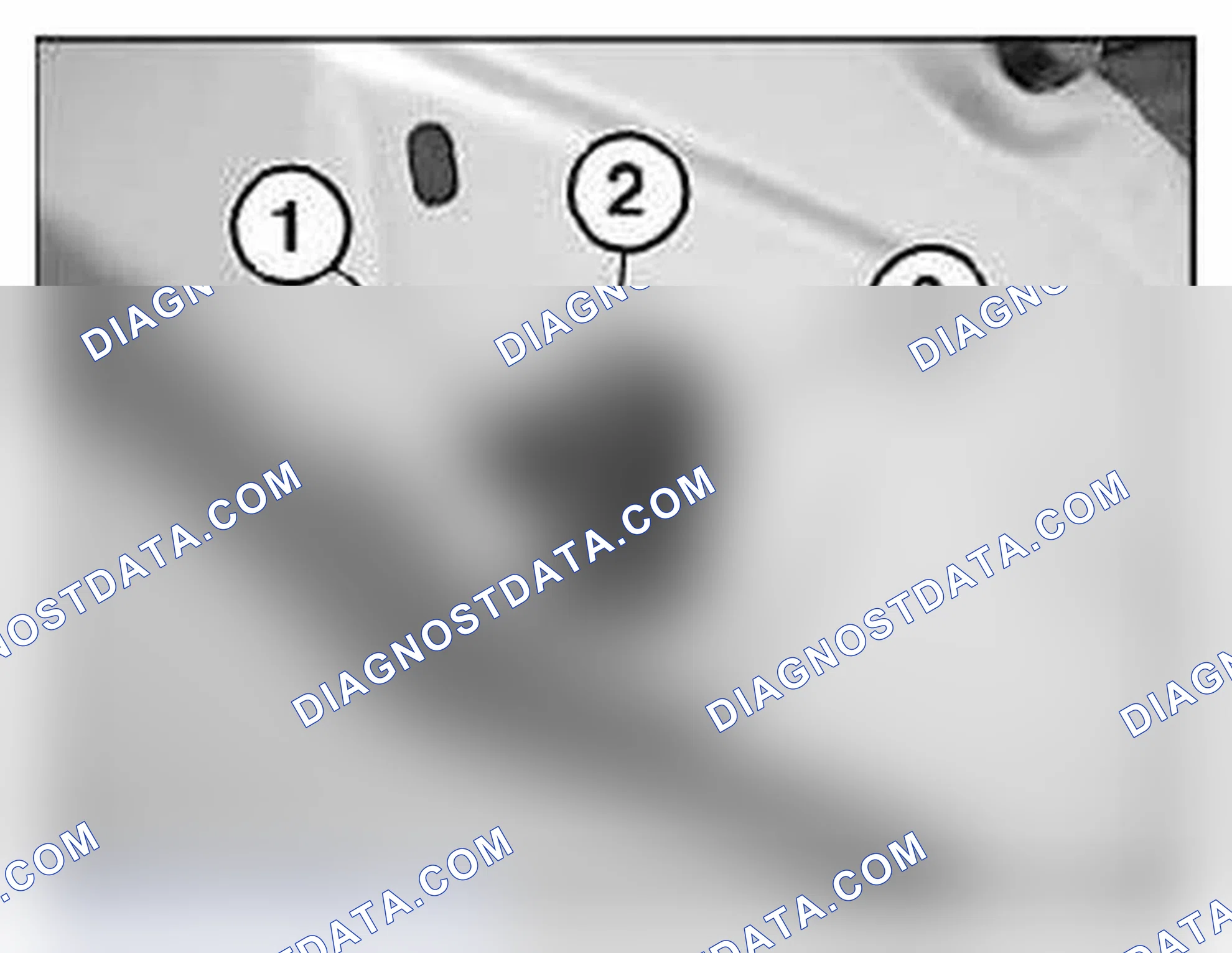
Tighten down all screw connections again.
Tightening torque 41 61 1AZ , see 61 FRONT LID .
| IMPORTANT | Check function of retaining hook. |
41 62 000 Removing and installing rear lid (convertible)
Special tools required
- 00 9 450
- 54 0 180
Necessary preliminary tasks
- Remove trim from tail panel . See «51 46 050 REMOVING AND INSTALLING/REPLACING TOP TRIM ON REAR APRON»(/bmw/m3/e90-2007-2013/remont/door-locks-anti-theft-systems/#body-equipment-repair-e9293-m3__51-46-050-removing-and-installingreplacing) .
- Remove both gas-filled struts . See «51 24 300 REMOVING AND INSTALLING OR REPLACING LEFT OR RIGHT GAS STRUT FOR REAR LID»(/bmw/m3/e90-2007-2013/remont/door-locks-anti-theft-systems/#body-equipment-repair-e9293-m3__51-24-300-removing-and-installing) .
Unlock plug connections (1) without locking bar.
Identifying Plug Connections. Scheme 178
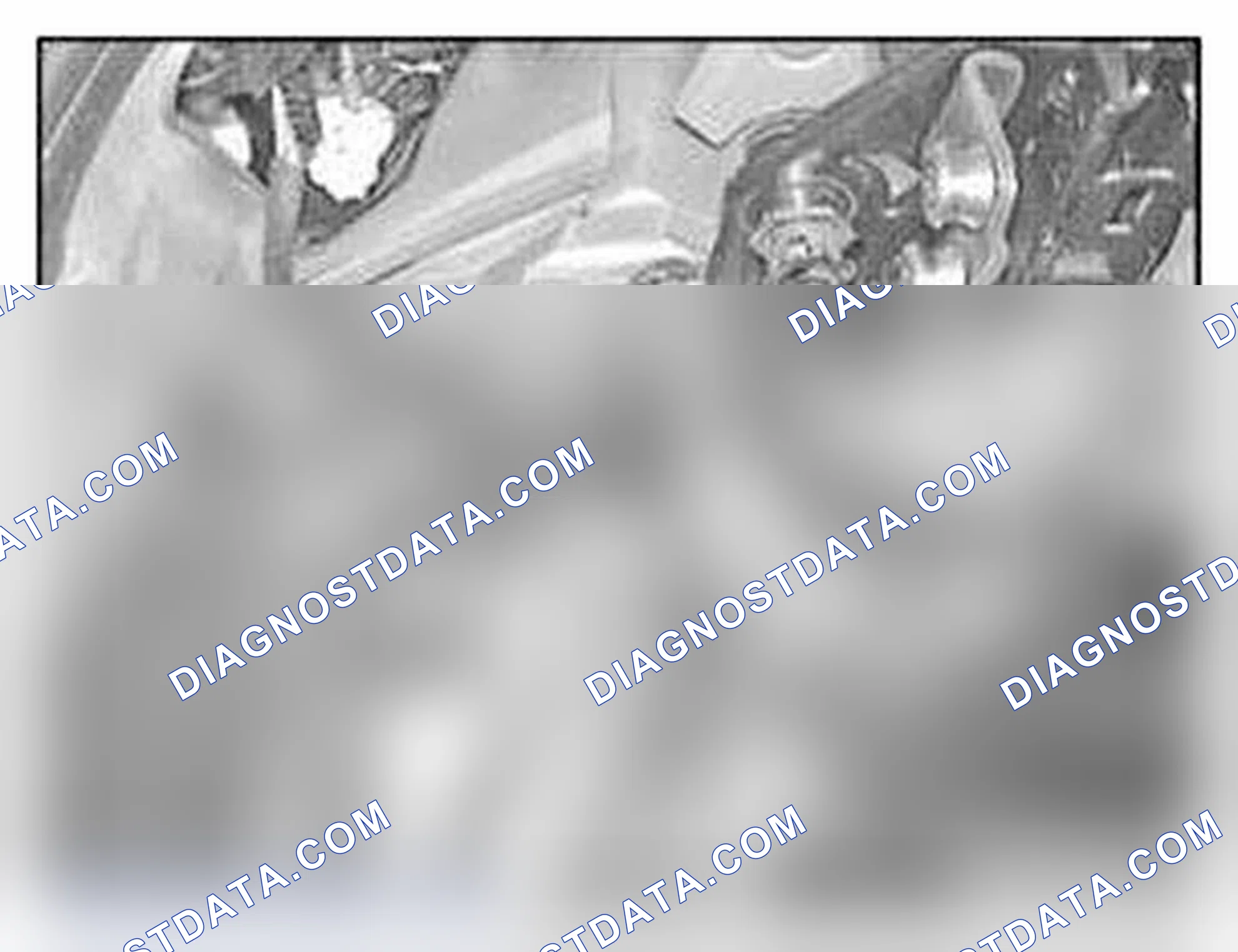
Cut through cable straps.
Identifying Cable Straps. Scheme 179
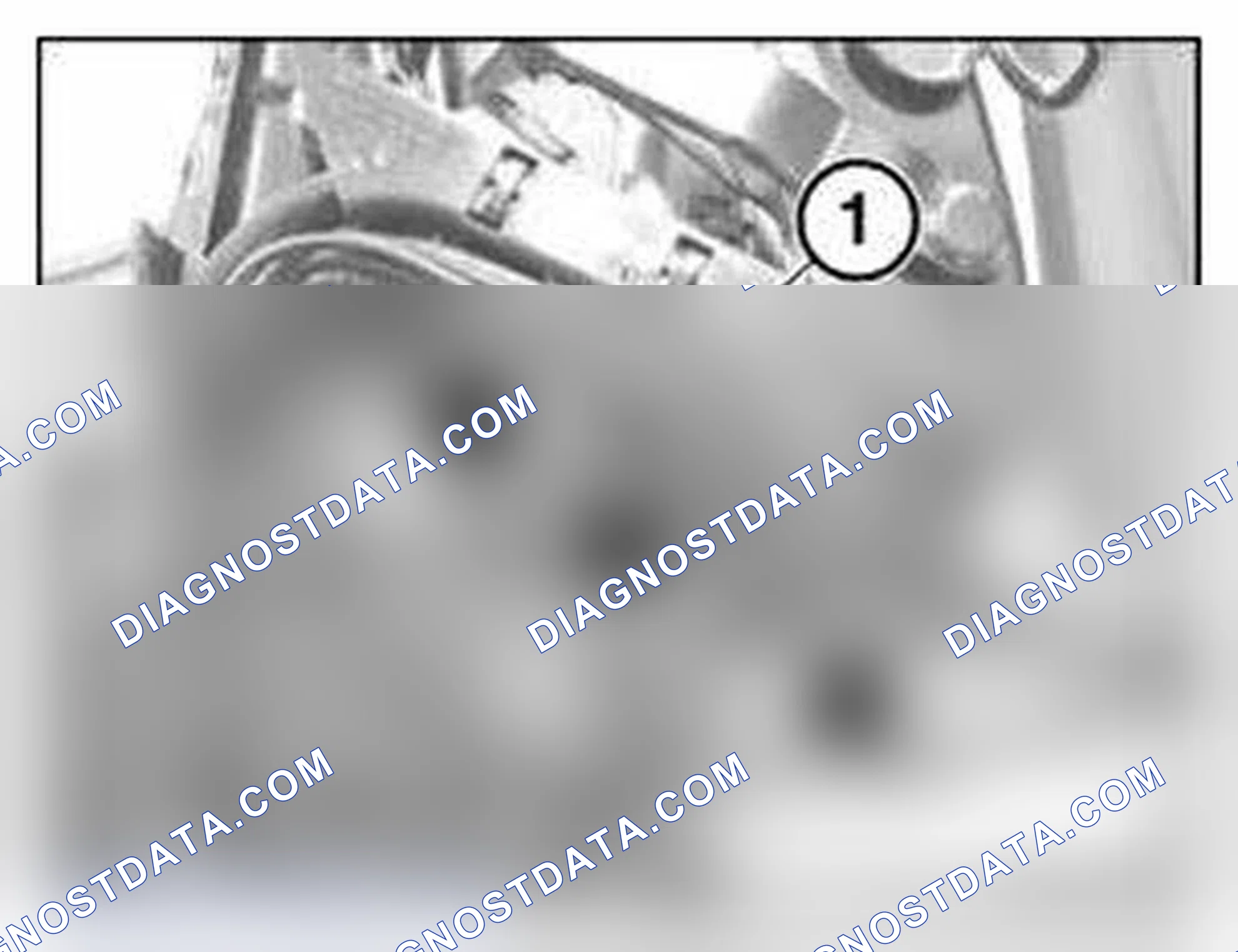
Release screws and remove cable duct (1).
Identifying Screws And Cable Duct. Scheme 180
Release screw.
Tightening torque 19 Nm.
Slacken hexagon nut (1).
Twist out barrel screw (2) until wiring harness can be removed between body and frame (3).
Installation
Bring barrel screw into contact with special tool 54 0 180 in conjunction with special tool 00 9 450.
Tightening torque 20 cNm (20 cNm = 0.2 Nm)
Identifying Hexagon Nut And Barrel Screw. Scheme 181
Carry over the work step shown symmetrically to the other side of the vehicle.
Release bolts (1).
Tightening torque 41 62 1AZ, see 62 REAR LID .
Remove rear lid.
Installation
Scheme 182

- Install rear lid at screw locations on hinge. This dispenses with the need for adjustment after installation. If necessary, adjust «rear lid»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-62-014-adjusting-rear-lid). (Scheme 182): Identifying Bolts
41 62 000 Removing and installing rear lid
Necessary preliminary tasks
- Remove panel for rear lid . See «51 49 000 REMOVING AND INSTALLING/REPLACING PANEL FOR REAR LID»(/bmw/m3/e90-2007-2013/remont/door-locks-anti-theft-systems/#body-equipment-repair-e9293-m3__51-49-000-removing-and-installingreplacing) .
- Disconnect all plug and socket cable connections on rear lid.
Carry over the work step shown symmetrically to the other side of the vehicle.
Slacken screws (1)
Unfasten screws (2).
Tightening torque 41 62 1AZ , see 62 REAR LID .
Remove rear lid.
Installation
Adjust rear lid .
Scheme 183
41 62 014 Adjusting rear lid
The gap dimensions serve as the basis for adjustment work.
Make unpainted surfaces visible by also moving the hinges.
Touch these up in the appropriate color.
Slacken screws (1) and (2) on rear lid hinge to rear lid until such stage that rear lid can still be moved.
Adjust rear lid.
Retighten all screws.
Tightening torque 41 62 1AZ , see 62 REAR LID .
Adjusting height of rear lid in relation to side panel
Slacken screws (1) on rear lid hinge to side panel until such stage that rear lid can still be moved.
Adjust rear lid.
Retighten all screws.
Tightening torque 41 62 3AZ , see 62 REAR LID .
Adjust rear lid lock .
Scheme 184
41 62 520 Removing and installing/replacing left or right hinge for rear lid (rear lid removed)
Release screws (1).
Tightening torque 41 62 3AZ , see 62 REAR LID .
Remove hinge (2).
Adjust rear lid on the basis of the body gap dimensions .
Replacing hinge only
Remove gas-filled strut for rear lid.. See 51 24 300 REMOVING AND INSTALLING OR REPLACING LEFT OR RIGHT GAS STRUT FOR REAR LID .
41 63 000 Removing and installing flap for fuel filler neck
Note. The illustration is a schematic representation and is to be applied to the relevant vehicle type.
Open fuel filler flap.
Lever out lock (2) and detach fuel filler flap (1) in direction of arrow.
Scheme 185
41 63 003 Replacing cover bowl (convertible)
Special tools required
- 00 9 321
Necessary preliminary tasks
Note. Carry over schematic representation to the relevant vehicle type.
- Remove «flap for fuel filler neck»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-63-000-removing-and-installing) .
- Remove servodrive for tank filler flap . See «67 11 555 REMOVING AND INSTALLING/REPLACING SERVODRIVE FOR TANK FILLER FLAP (CONVERTIBLE)»(/bmw/m3/e90-2007-2013/remont/door-locks-anti-theft-systems/#electrical-drives-repair-e9293__67-11-555-removing-and-installingreplacing) .
| IMPORTANT | Deformation of the sheet metal flanges in the side panel and the wheel arch results in permanent vehicle leakage. Carry out removal/installation with great care. |
Following new body parts are required
Scheme 186
- (1) Filler bowl (Scheme 186): Identifying Filler Bowl
Press retaining strap (1) inwards and lift out.
Pierce cover bowl at markings (3) with a small screwdriver.
Remove cover (2).
Identifying Retaining Strap And Cover. Scheme 187
Lift rubber collar (1) over plastic tabs in areas (2).
Release rubber collar (1) from cover bowl (3) by pressing inward.
Note. Rubber collar (1) remains attached to vehicle.
Identifying Rubber Collar, Plastic Tabs And Cover Bowl. Scheme 188

Insert screwdriver to a depth of max. 5 mm and unlock cover bowl catch.
Unlocking Cover Bowl Catch. Scheme 189
Keep cover bowl tensioned with pliers (2).
Unlock catches individually with screwdriver (1).
Unlock catches in following order
- Top left
- Bottom left
- Top right
- Bottom right
Move screwdriver in opposite direction at both lower catches.
Unlocking Catches With Screwdriver. Scheme 190
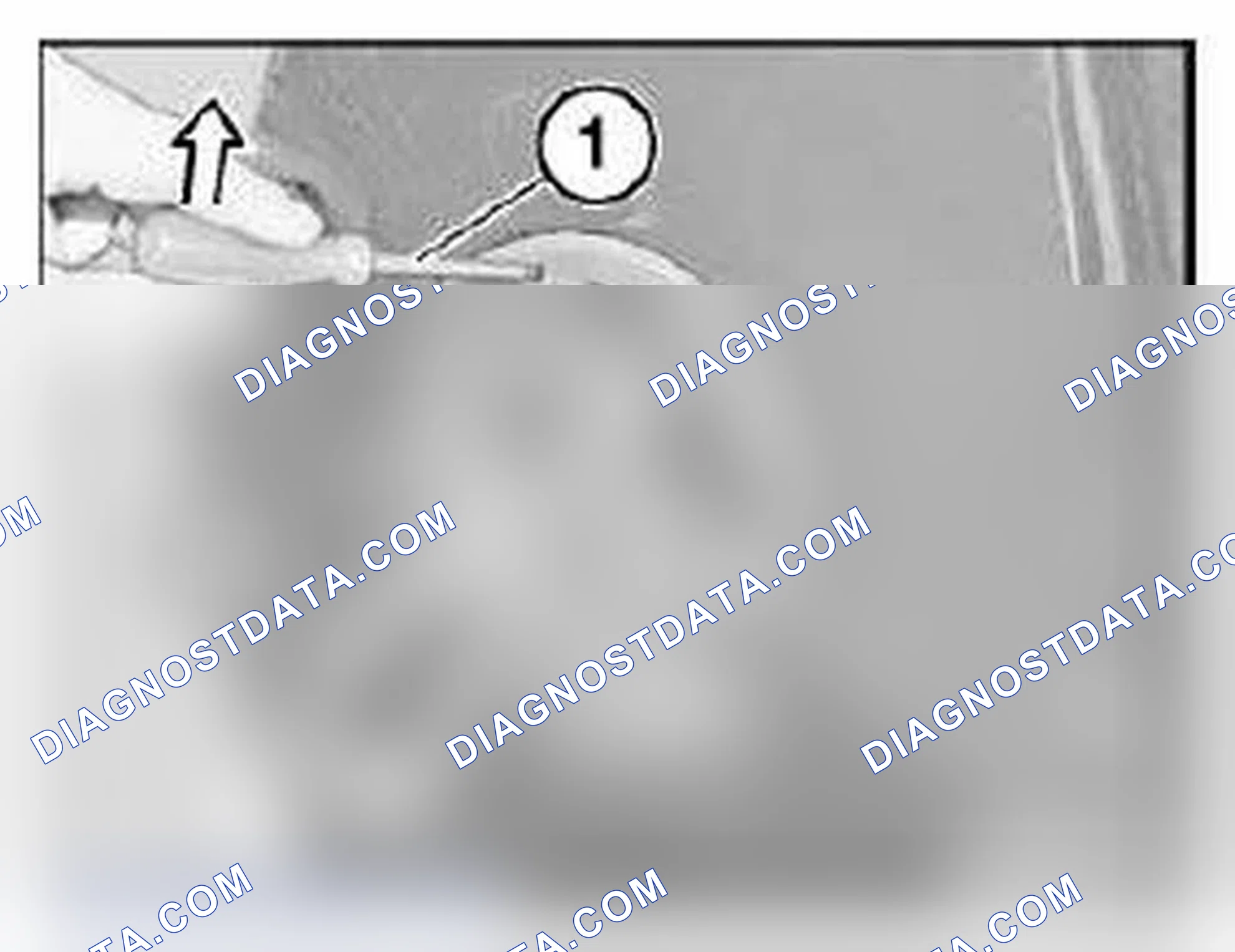
Close hinge arm (1).
| IMPORTANT | Do not damage sheet metal flange of side panel. |
Carefully twist out cover bowl (2) at first at rear in direction of arrow from side panel and remove.
Identifying Hinge Arm And Cover Bowl. Scheme 191
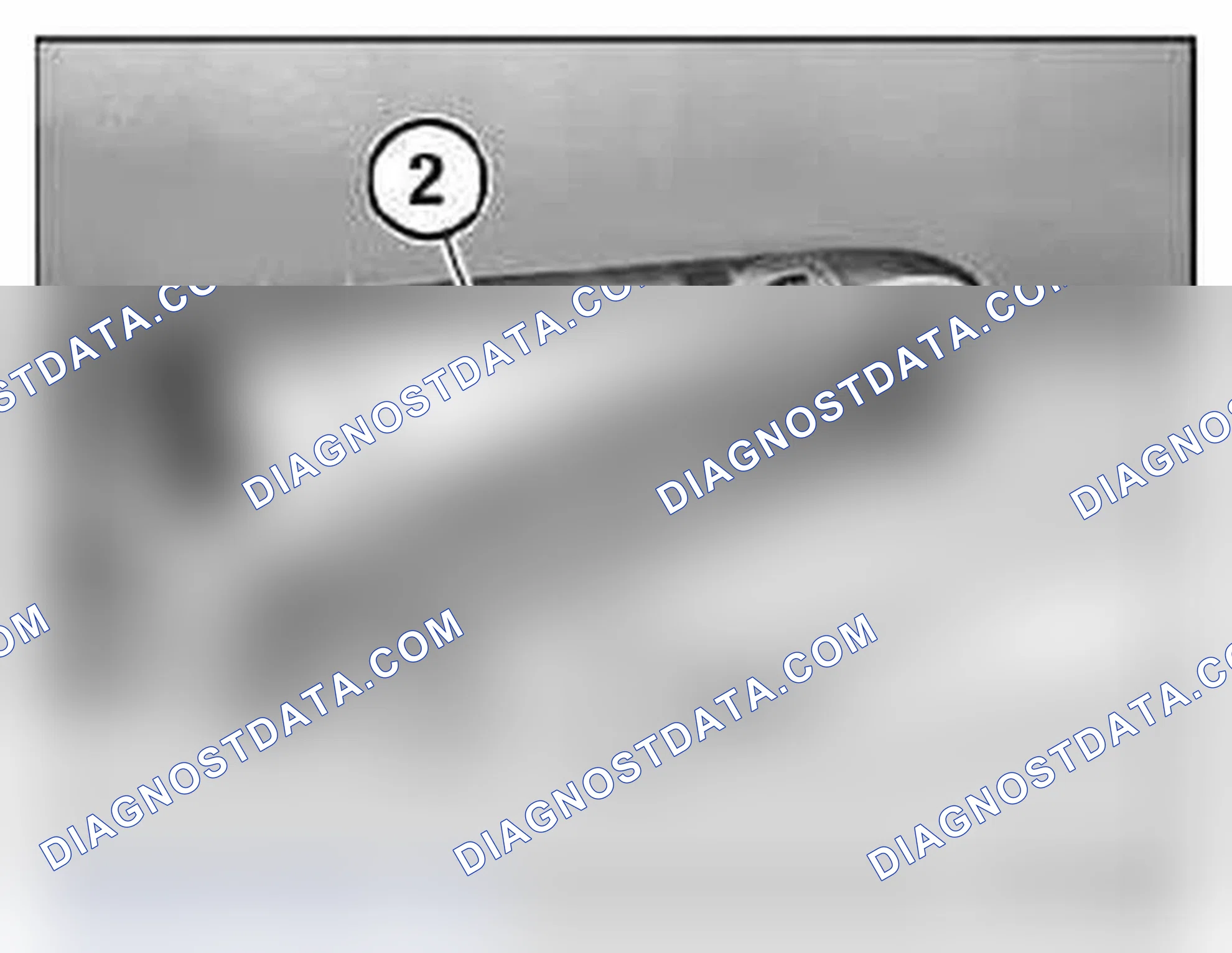
Installation
Fit approx. 0.5 m long cable (1) in groove on rubber collar (2).
Identifying Cable And Rubber Collar. Scheme 192
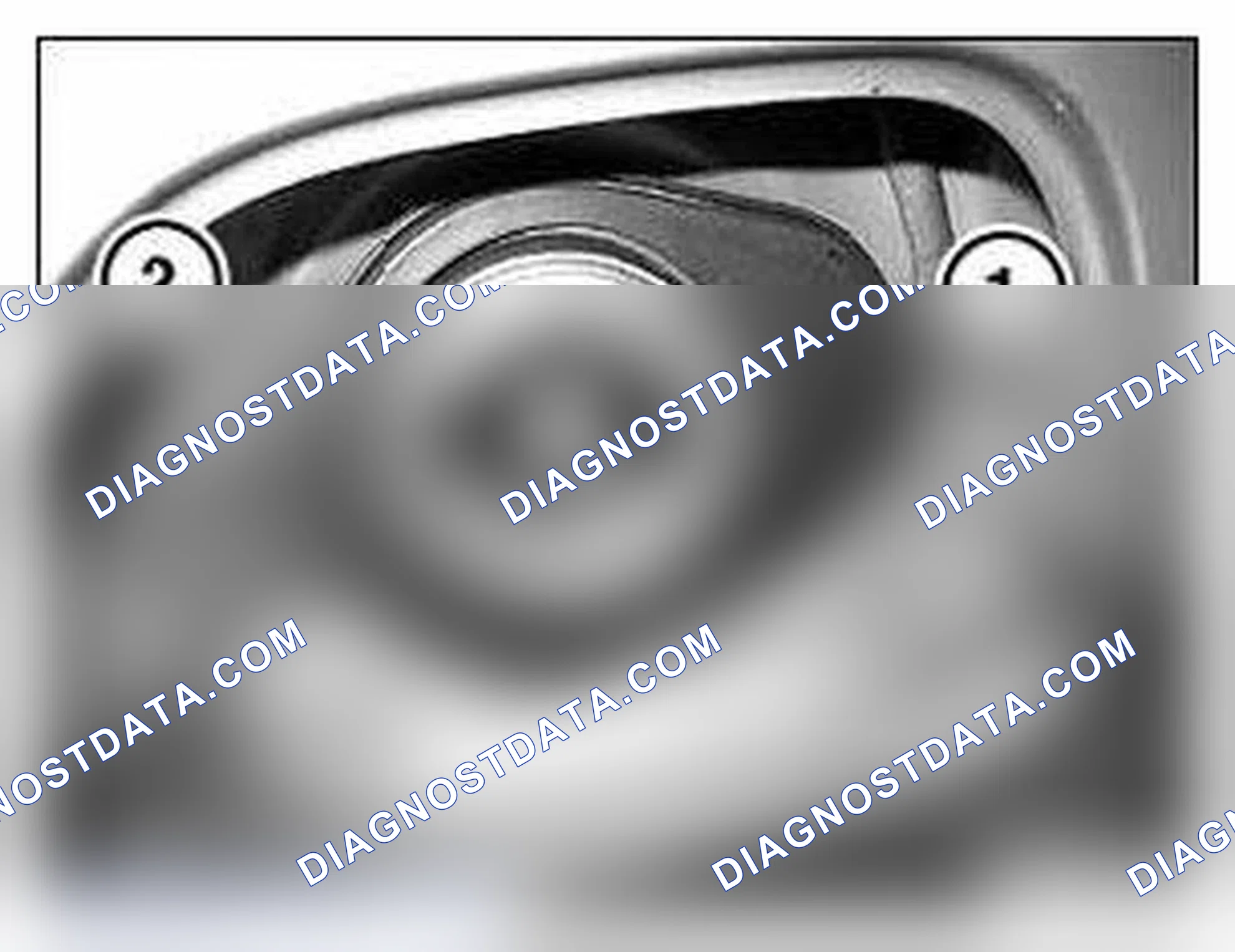
Installation
Install cover bowl (1).
Thread ends of cable (2) outwards.
Align bottom rubber collar (3) with recess.
Pull rubber collar (3) over the cover bowl by pulling the ends of cables (2).
Identifying Cover Bowl And Rubber Collar. Scheme 193
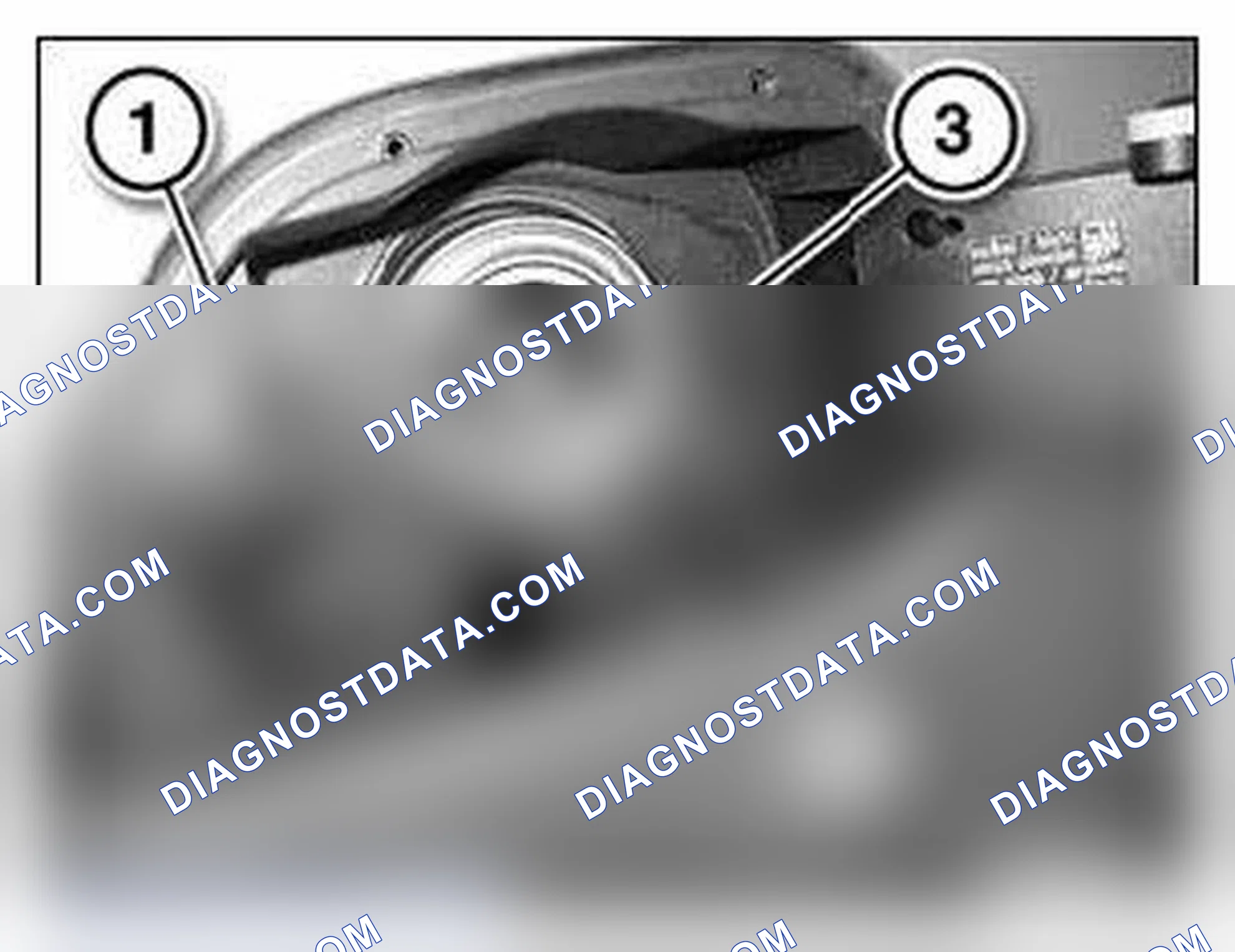
Installation
Slowly pull out cable ends (2).
Press rubber collar (1) into groove with special tool 00 9 321.
Identifying Rubber Collar And Cable Ends. Scheme 194

Installation
Cover bowl must snap into place 4 times.
After installing, carefully check cover bowl at clips for secure fit.
There must be no discernible gap between sealing lip and side panel in area (4).
Check secure fit of rubber collar (1) in areas (2).
41 63 003 Replacing cover bowl
Necessary preliminary tasks
- Remove «flap for fuel filler neck»(/bmw/m3/e90-2007-2013/remont/exterior-body-panels/#body-repair-e9293__41-63-000-removing-and-installing) .
- Remove servodrive for tank filler flap . See «67 11 555 REMOVING AND INSTALLING / REPLACING SERVODRIVE FOR TANK FILLER FLAP (COUPE/SEDAN)»(/bmw/m3/e90-2007-2013/remont/door-locks-anti-theft-systems/#electrical-drives-repair-e9293__67-11-555-removing-and-installing) .
- Remove front wheel arch cover (rear section) .
Unscrew nut (1).
Installation
Make sure seal (2) is correctly seated.
Scheme 195

Installation
Clean contact surface on body and grounding lead on fuel filler pipe.
Ground connection must be guaranteed.
Release nuts (1).
Scheme 196

Turn cover (1) through approx. 45° and lever out in direction of arrow.
Scheme 197
Press retaining strap (1) inwards and remove.
Remove cover (2).
Remove rubber pad (3).
Insert a suitable tool through bores (3) and release catches.
Installation
Make sure seal (4) is correctly seated.
Installation
Catches (1) on ejector (2) must not be damaged.
Check protective cap (3) for correct seating.
Scheme 198
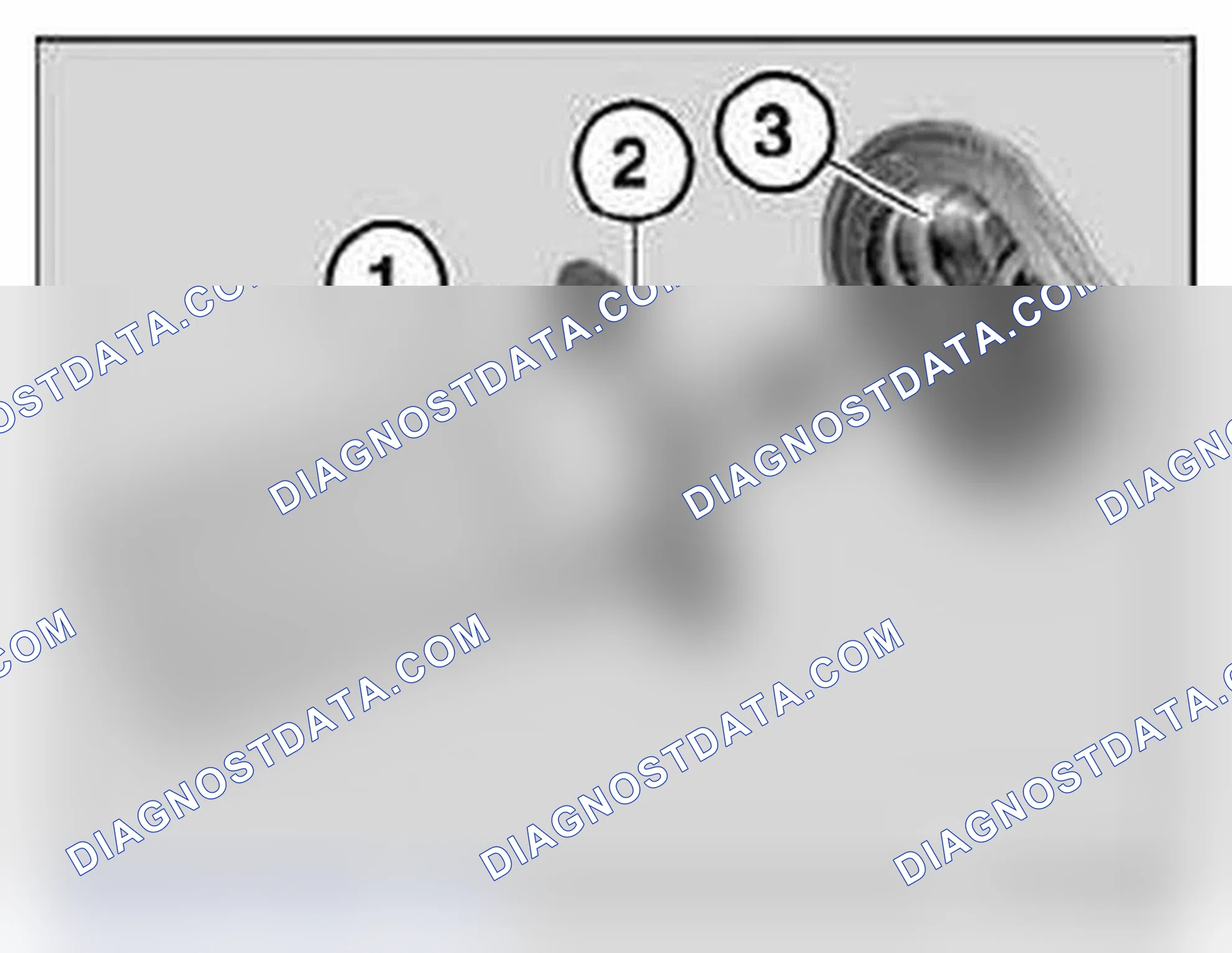
Installation
Locks (1) on left/right of cover (2) must not be damaged.
Scheme 199
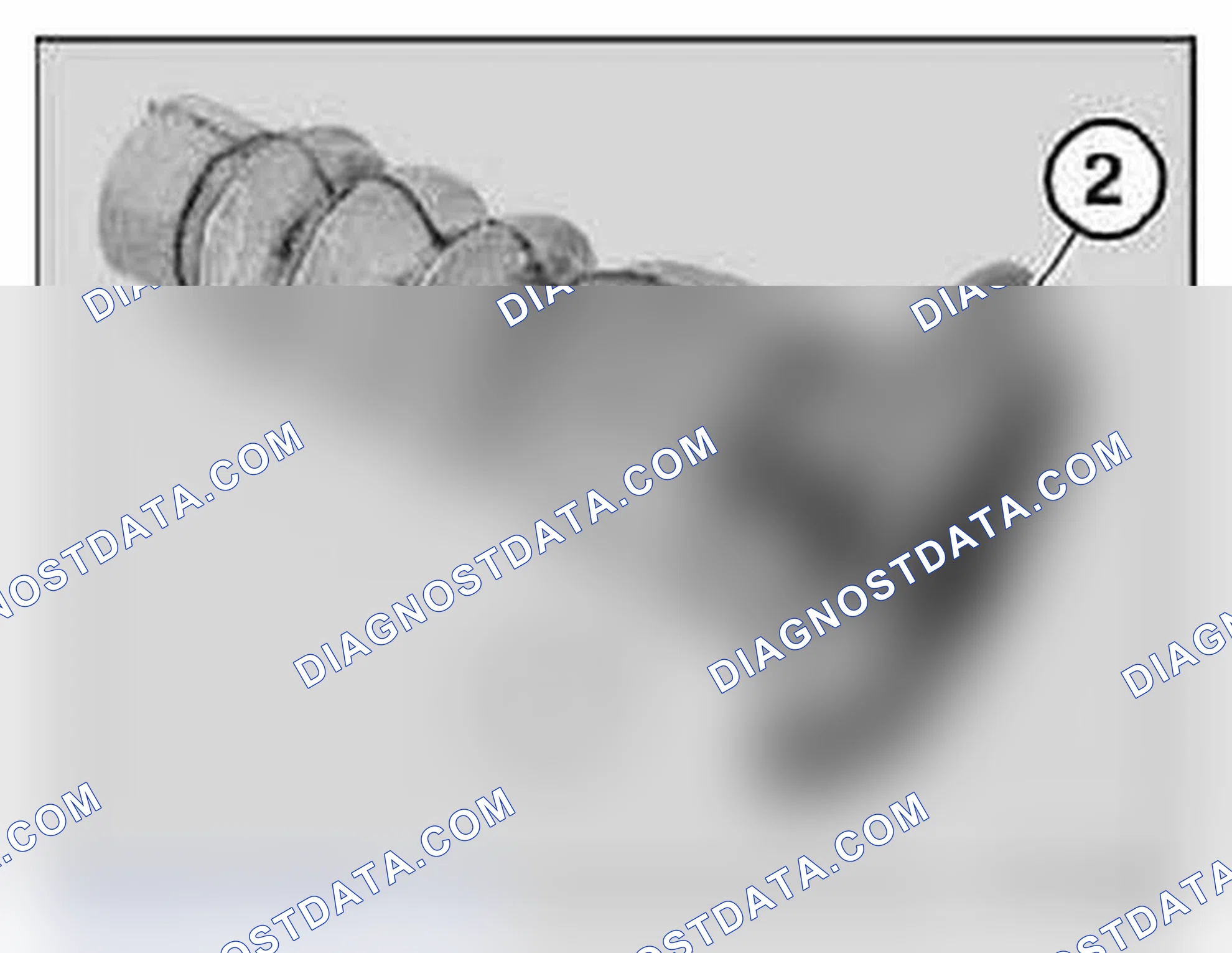
Close flap (1).
Twist cover bowl (2) in direction of arrow out of side panel and remove.
Installation
Following parts on cover bowl (6) must not be damaged or missing
- Rubber pad
- Catches, top/bottom
- Spring
- Catch
- Guide
Scheme 200
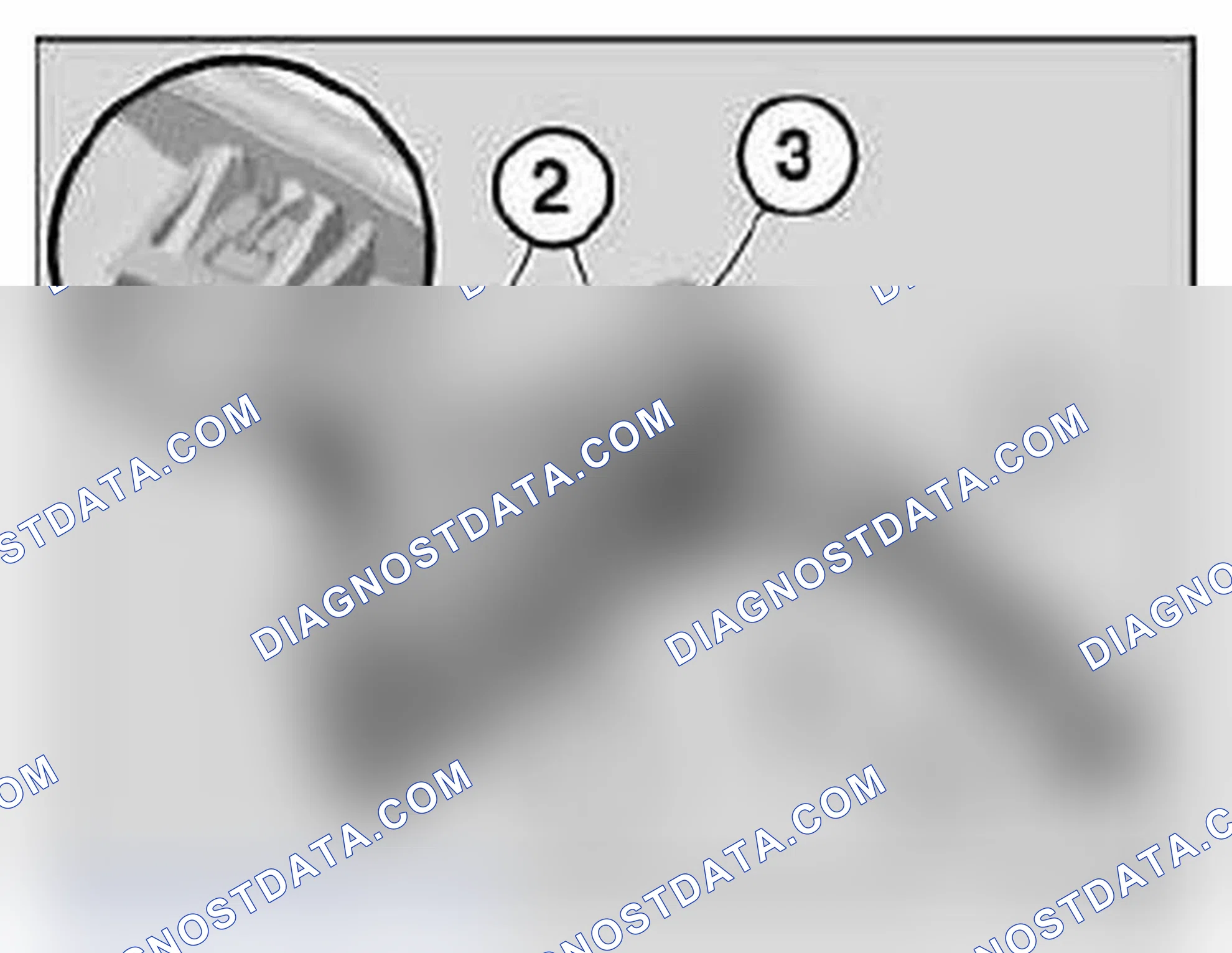
41 63 060 Removing and installing convertible top compartment lid
Special tools required
- 54 0 240 (Scheme 201)
Necessary preliminary tasks
- Connect charger.
- Open rear end module.
Clip special tool 54 0 240 onto hydraulic cylinder on left and right.
Scheme 201
Open rear lid with ignition key.
Scheme 202

| IMPORTANT | Risk of damage! |
Tape off rear lid (1) in area shown (2) on both sides with plastic adhesive tape.
Scheme 203
Carry over the work step shown symmetrically to the other side of the vehicle.
Pay attention to spacer plates.
Release screws (2). Tightening torque 41 63 1AZ, see 41 63 CONVERTIBLE TOP COMPARTMENT LID .
Remove convertible top compartment lid (3).
Installation
Scheme 204
- To pre-adjust, mount the convertible top compartment lid at the screw impressions on the hinge. Adjust convertible top compartment lid .
41 63 068 Adjusting convertible top compartment lid
The E93 gap dimensions serve as the basis for adjustment work.
Necessary preliminary tasks
Connect charger.
Note. Carry out adjustment first vertically, then longitudinally and laterally.
Work sequence starts with convertible top closed.
Height adjustment
Open convertible top compartment lid (3).
Slacken nuts (2). Pay attention to spacer plates (1).
Adjust convertible top compartment lid (3) to side panels by means of spacer plates (1).
Tightening torque 41 63 1AZ, see 41 63 CONVERTIBLE TOP COMPARTMENT LID .
Longitudinal and lateral adjustment
Open convertible top until rear module (1) is opened approx. 10 cm.
Stop opening operation in the position shown.
Scheme 205
Close rear end module (1) again.
Stop closing operation when the coupling fastener has locked the rear end module (1).
The correct position is reached when the rear end module (1) is flush with the side panel in area (2). If necessary, repeat procedure.
Scheme 206
Note. In event of excessive height difference between convertible top compartment lid and rear lid in area shown: Tilt convertible top compartment lid in rear area downwards.
To do so, remove spacer plates from middle and rear screw fastening points.
Scheme 207
| IMPORTANT | For purposes of clarity, picture shows and description refers to the opened convertible top compartment lid. However, adjustment in the longitudinal direction and to the side is carried out with the convertible top compartment lid closed from the luggage compartment. |
Open rear lid with ignition key.
Slacken nuts (2).
Adjust convertible top compartment lid (3) longitudinally and laterally.
Tighten down nuts (2).
Tightening torque 41 63 1AZ, see 41 63 CONVERTIBLE TOP COMPARTMENT LID .
51 71 ... Replacing convertible top compartment lid seal
Open rear end module.
Scheme 208
Release sheet screw (1) and thin sheet screw (2) on left and right.
Installation
Make sure screws are installed in correct positions.
Scheme 209

Retract folding roof fully and open rear end cover.
| IMPORTANT | Do not stretch, kink or crush seal. |
Pull off seal (1) from left to right.
Installation
Moisten seal with soapy water.
Carry out installation from left to right (check screw fastening points).
Scheme 210
See also:
• 61 00 ... NOTES ON HANDLING OPTICAL FIBERS
• BODY - SPECIAL TOOLS
• 31 31 003 REMOVING AND INSTALLING COMPLETE FRONT LEFT OR RIGHT SPRING STRUT (M3)
• 51 11 050 REMOVING AND INSTALLING/REPLACING CARRIER FOR FRONT BUMPER TRIM
• 41 33 FRONT TRIM PANEL
• 35 SIDE PANELS
• 51 21 FRONT DOOR LOCKS
• 51 22 REAR DOOR LOCKS
• MAINTENANCE AND GENERAL INFORMATION - SPECIAL TOOLS
• 51 46 050 REMOVING AND INSTALLING/REPLACING TOP TRIM ON REAR APRON
• 51 24 300 REMOVING AND INSTALLING OR REPLACING LEFT OR RIGHT GAS STRUT FOR REAR LID
• 51 49 000 REMOVING AND INSTALLING/REPLACING PANEL FOR REAR LID
• 67 11 555 REMOVING AND INSTALLING/REPLACING SERVODRIVE FOR TANK FILLER FLAP (CONVERTIBLE)
• 67 11 555 REMOVING AND INSTALLING / REPLACING SERVODRIVE FOR TANK FILLER FLAP (COUPE/SEDAN)
• 41 63 CONVERTIBLE TOP COMPARTMENT LID
• safety precautions!
• instructions on corrosion protection
• reinforcement plate
• spot-welding apparatus
• procedure
• front side panel
• gap dimensions
• door
• adjust engine hood
• rear lid
• flap for fuel filler neck