APPLICATION & LABOR TIMES
| Vehicle Application | (1) Labor Times R & I | (2) Labor Times Overhaul | Transaxle Series |
|---|---|---|---|
| 1995 A6 AWD, 90 AWD | 7.4 | 9.8 | 01A |
| 1996 A4 AWD | 7.4 | 9.8 | 01A |
| (1) Removal and installation of transaxle from vehicle chassis. (2) Bench overhaul time for transaxle/differential. DOES NOT include removal and installation. | |||
| (1) | Removal and installation of transaxle from vehicle chassis. |
| (2) | Bench overhaul time for transaxle/differential. DOES NOT include removal and installation. |
APPLICATION & LABOR TIMES
IDENTIFICATION
Volkswagen Audi Group (VAG) transaxle type is cast into transaxle case flange near transmission-to-engine mounting surface. First 3 letters of transmission code identify transmission for vehicle application. Remaining identification code numbers identify build day, month, and year.
Transmission identification model number is located on side of transmission case flange near transmission-to-engine mounting surface. First 3 numbers of identification model number will be 01A, identifying transmission as a 5-speed manual gearbox used on vehicles with selectable 2 Wheel Drive (2WD) or All Wheel Drive (AWD).
LUBRICATION & ADJUSTMENTS
See appropriate TRANSMISSION SERVICING - M/T article in the TRANSMISSION SERVICING section.
TROUBLE SHOOTING
See TROUBLE SHOOTING - BASIC PROCEDURES article.
AXLE SHAFTS
See appropriate AXLE SHAFTS article in the AXLE SHAFTS & TRANSFER CASES section.
REMOVAL & INSTALLATION
Note. For transaxle removal, see appropriate TRANSMISSION REMOVAL & INSTALLATION - M/T article in the TRANSMISSION SERVICING section.
TRANSAXLE DISASSEMBLY
- Mount transmission on stand and drain fluid. Remove clutch return lever, clutch release bearing, guide sleeve and spring washer. Remove snap ring in front of ball bearing, and measure and record snap ring thickness. Remove roller bearing from gearbox housing. DO NOT damage roller bearing cage with puller.
- Remove snap ring behind roller bearing, and measure and record snap ring thickness. Remove Torsen differential bolts, Torsen differential and compression spring. Remove gearbox cover bolts and gearbox cover.
- Remove multi-function sensor and transmission breather sleeve. Remove relay arm bolts. Using a slide hammer, remove 3rd/4th shift rod bushing. Remove bolt for shift detent and remove shift detent. Remove mainshaft, pinion/hollow shaft assembly, relay shaft, relay shaft selector rods and shift forks together. (Scheme 36) Remove 5th/Reverse gear detent assembly.
- Remove drive flange from front differential gear. Remove front differential cover. Remove sealing ring and carefully pry out speedometer drive at drive pins using a screwdriver. Remove taper roller bearing outer race from front differential cover using commercial puller. Remove differential from gearbox housing. (Scheme 24)and (Scheme 39).
Scheme 24
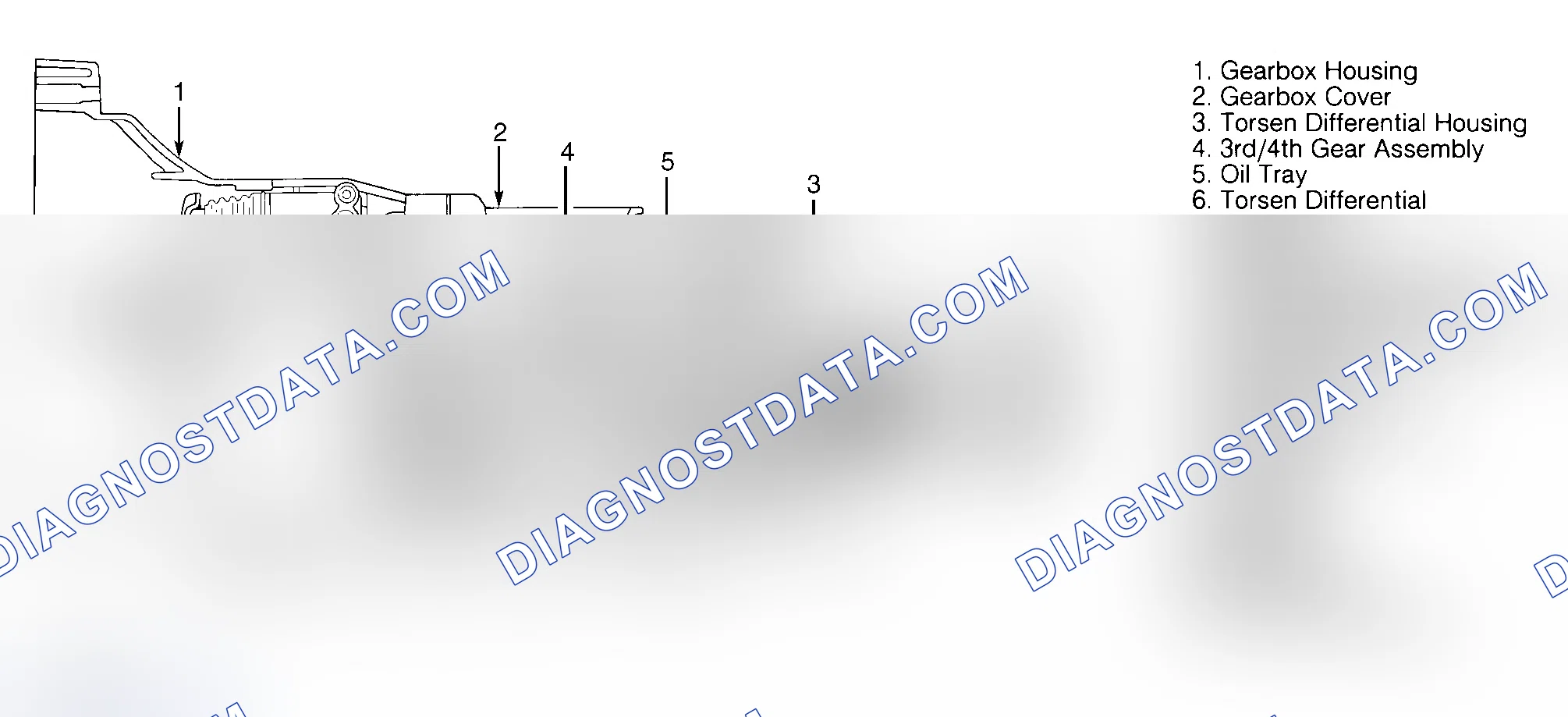
Disassembly
Remove gearbox cover from gearbox housing. Remove pinion and hollow shaft gear assembly, mainshaft gear assembly and shift selector assembly together, as an assembly. Pry out oil collector using screwdriver. Remove inner shift rod sealing ring.
Cleaning & Inspection
Clean gearbox cover with solvent. Dry with compressed air. Inspect for cracks and distortion, and replace as necessary.
Reassembly
Push oil tray into gearbox cover until oil tray locking tabs snap into cover. Tray cup faces upward in gearbox cover. Install inner shift rod sealing ring .04" (1.0 mm) below cover lip. Install assembled mainshaft, pinion/hollow shaft and shift selector assemblies together into gearbox housing. Install gearbox cover on gearbox housing. Tighten Torx bolts to 18 ft. lbs. (25 N.m).
MAINSHAFT
Note. Snap rings are of different thicknesses and should be measured as they are removed. Record measurements for reassembly reference. If a gear or shaft is replaced, snap ring clearance must be checked. If only a snap ring is being replaced, replacement must be same thickness.
- Disassemble transaxle. See «TRANSAXLE DISASSEMBLY»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd__transaxle-disassembly) step 1) through step 3). Remove 5th gear snap ring (No.5) and press off 5th gear.
- Remove 4th gear, 4th synchro ring and operating sleeve. Remove snap ring No. 4, 3rd/4th synchro hub, snap ring No. 3, 3rd gear and 3rd gear synchro ring.
Clean all parts with solvent and dry with compressed air. Inspect for chipped gears, galling and scoring on gears and shaft. Replace any damaged or broken parts. (Scheme 25)
Scheme 25
Note. Prior to reassembly, replace seals and bearings as necessary in gearbox housing and gearbox cover. See FRONT DIFFERENTIAL & GEARBOX HOUSING and GEARBOX COVER. Heat all gears and bearing inner races to 212°F (100°C) before installing.
Scheme 26
Scheme 27
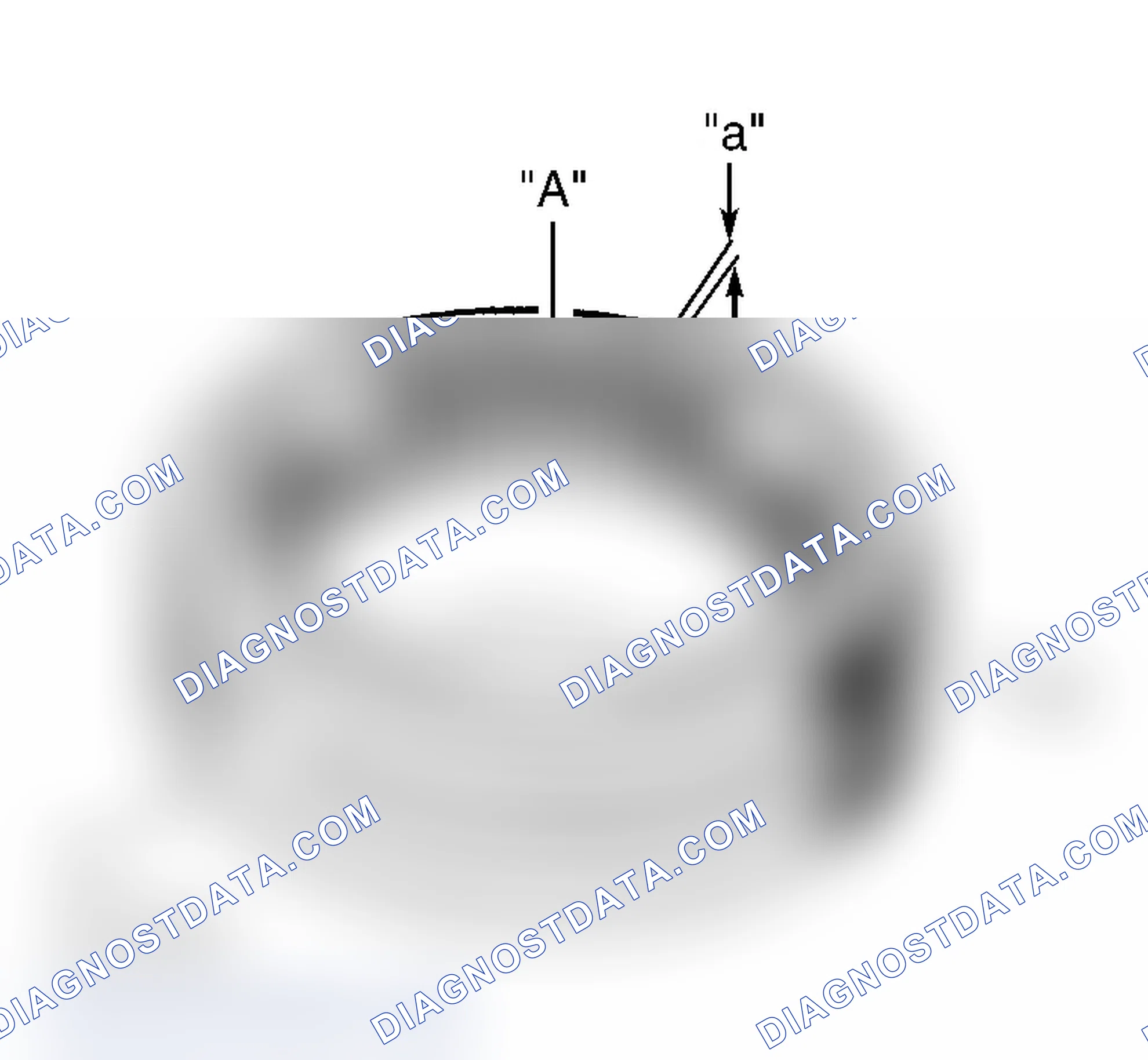
- Install spring on third gear. (Scheme 35) Slide gear and bearing on mainshaft (Scheme 25) Inspect synchro wear by installing 3rd and 4th gear rings in sleeve and measuring gap "a" in positions "A", "B" and "C". (Scheme 28) Add measurements and divide by 3 to obtain average. Measurement must not be less than.02" (.5 mm).
- Install third gear synchro ring and No. 3 snap ring. Press 3-4 synchro hub on mainshaft, then install No. 4 snap ring, using thickest snap ring that fits. See «MAINSHAFT SNAP RINGS»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd) table. NOTE: Snap ring thickness is critical. Measure thickness during disassembly and replace with new snap rings. No. 3 snap ring thickness is always the same. Thickness of snap rings No. 1 and 2 are used to adjust mainshaft. (Scheme 29)
- Install 3-4 synchro with chamfer toward 4th gear on mainshaft and 4th gear synchro ring. Install spring on 4th gear and install bearing and gear on main shaft. Press 5th gear on main shaft with higher collar facing reverse gear and install No. 5 snap ring, using thickest snap ring that fits.
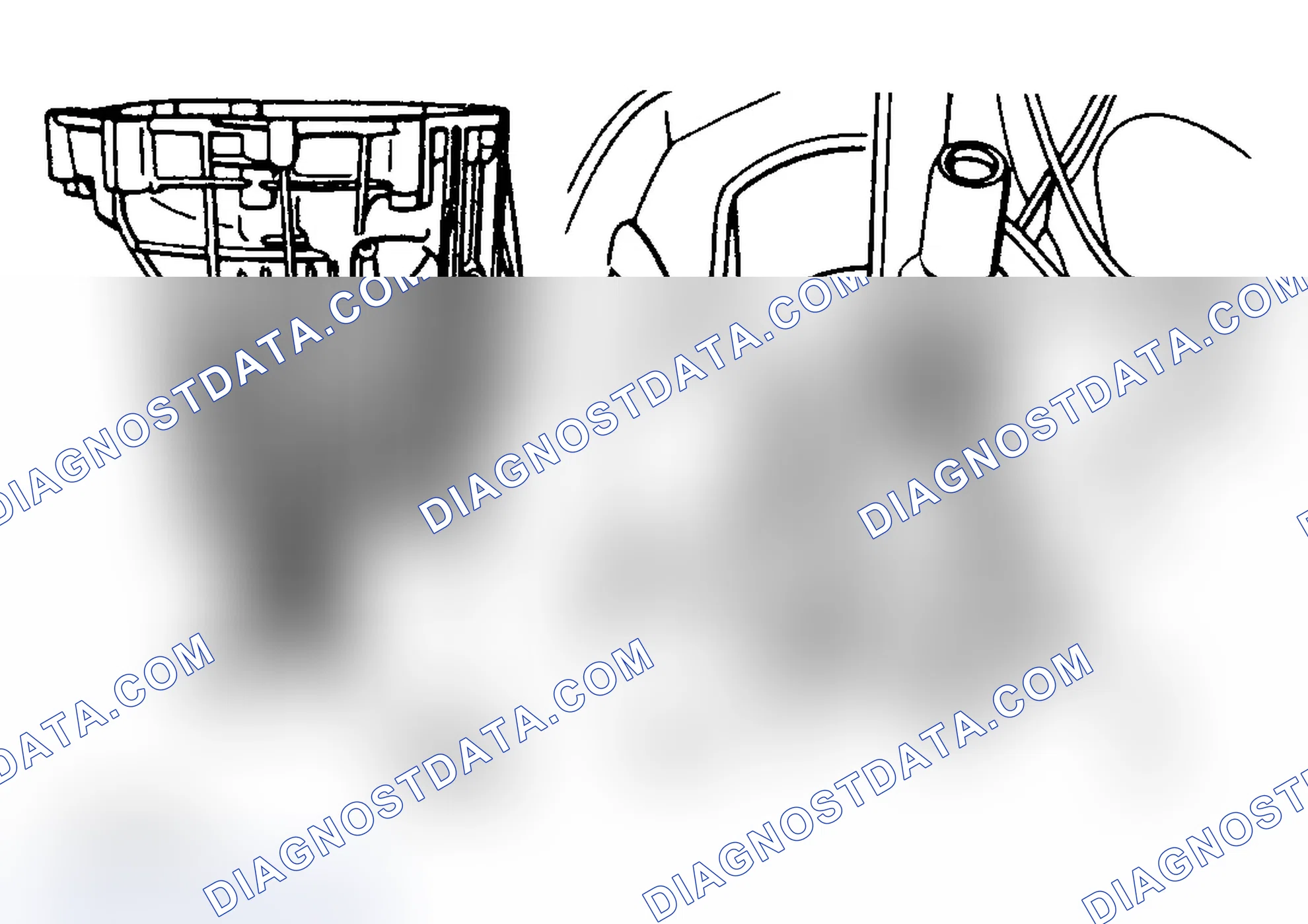
- Install needle bearing in gearbox housing. Needle bearing installed depth should be 1.56" (39.5 mm) from lower edge of straightedge to upper edge of bearing. (Scheme 26) MAINSHAFT SNAP RINGS Part No. Thickness In. (mm) Snap Ring No. 3 (Brown) N 902 945.01.078 (2.00) Snap Ring No. 4 (Blue) N 902 944.01.075 (1.90) N 902 944.02.076 (1.93) N 902 944.03.077 (1.96) N 902 944.04.078 (1.99) N 902 944.05.079 (2.02) N 902 944.06.080 (2.05) Snap Ring No. 5 N 902 942.02.075 (1.90) N 902 942.03.076 (1.93) N 902 942.04.077 (1.96) N 902 942.05.078 (1.99) N 902 942.06.079 (2.02)
- Install plastic sleeve and needle bearing into gearbox cover. Plastic sleeve is used on mainshaft with oil passages for 3rd/4th gear. Place mainshaft in a soft-jawed vise, and clamp securely. Place Spacer Gauge (3167) on 3rd gear. Install gearbox housing onto spacer gauge via mainshaft. Place depth gauge on housing and measure to lower groove in shaft, dimension "a". (Scheme 30) Example: 1.12" (28.5 mm)
- Place depth gauge on gearbox housing and measure roller bearing seat, dimension "b". Example: 1.05" (26.8 mm). (Scheme 31) Use the following formula to find roller bearing snap ring thickness: X = a - b Example: 28.5 mm - 26.8 mm = 1.70 mm. See MAINSHAFT ROLLER BEARING SNAP RING table.
| Part No. | Measurement In. (mm) | Thickness In. (mm) |
|---|---|---|
| N 902-941-14 | .058-.061 (1.48-1.56) | .061 (1.54) |
| N 902-941-15 | .062-.064 (1.57-1.65) | .064 (1.63) |
| N 902-941-16 | .065-.068 (1.66-1.74) | .067 (1.72) |
| N 902-941-17 | .069-.072 (1.75-1.83) | .071 (1.81) |
| N 902-941-18 | .073-.075 (1.84-1.92) | .074 (1.90) |
| N 902-941-19 | .076-.079 (1.93-2.01) | .078 (1.99) |
| N 902-941-20 | .080-.082 (2.02-2.10) | .081 (2.08) |
| N 902-941-11 | .083-.086 (2.12-2.19) | .085 (2.17) |
| N 902-941-12 | .087-.089 (2.20-2.27) | .088 (2.25) |
| N 902-941-13 | .090-.092 (2.28-2.35) | .091 (2.33) |
MAINSHAFT ROLLER BEARING SNAP RING
Scheme 28
Scheme 29

Scheme 30
Scheme 31

PINION SHAFT
Note. DO NOT damage seal lips between taper roller bearings. If pinion bearings are to be replaced, record and measure clearances. See PINION DEPTH under ADJUSTMENTS. Snap rings are different in thickness and diameter and should be measured as removed. If shaft is replaced, measure snap ring for correct size and fit.
- Disassemble transaxle. See «TRANSAXLE DISASSEMBLY»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd__transaxle-disassembly) step 1) through step 3). (Scheme 30) Remove double taper roller bearing outer race.
- Separate pinion shaft from hollow shaft. Remove hollow shaft needle bearing. Remove snap ring and press off double taper roller bearing inner race using outer race removed in Step 1).
Clean all parts in solvent and dry with compressed air. Inspect for chipped gear teeth, galling, scoring and excessive wear. Replace parts (as necessary). Ensure all parts are dry and free of lubricants. Snap ring must be replaced during reassembly. See PINION SHAFT SNAP RING table.
Heat all gears and bearing inner races to 212°F (100°C) before installing. Press roller bearing onto pinion shaft and secure using thickest possible snap ring. (Scheme 33)
| Part No. | Thickness In. (mm) |
|---|---|
| N 902 942.10 | .0787 (2.00) |
| N 902 942.06 | .0795 (2.02) |
| N 902 942.15 | .0799 (2.03) |
| N 902 942.11 | .0803 (2.04) |
| N 902 942.12 | .0811 (2.06) |
| N 902 942.08 | .0818 (2.08) |
| N 902 942.16 | .0822 (2.09) |
| N 902 942.13 | .0826 (2.10) |
| N 902 942.17 | .0834 (2.12) |
| N 902 942.18 | .0846 (2.15) |
PINION SHAFT SNAP RINGS
HOLLOW SHAFT
Note. DO NOT damage seal lips between taper roller bearings. If bearings are to be replaced, record and measure clearances. See PINION DEPTH under ADJUSTMENTS. Snap rings are different in thickness and diameter and should be measured as removed. If gears or hollow shaft is replaced, determine shim thicknesses and measure snap rings for correct size and fit.
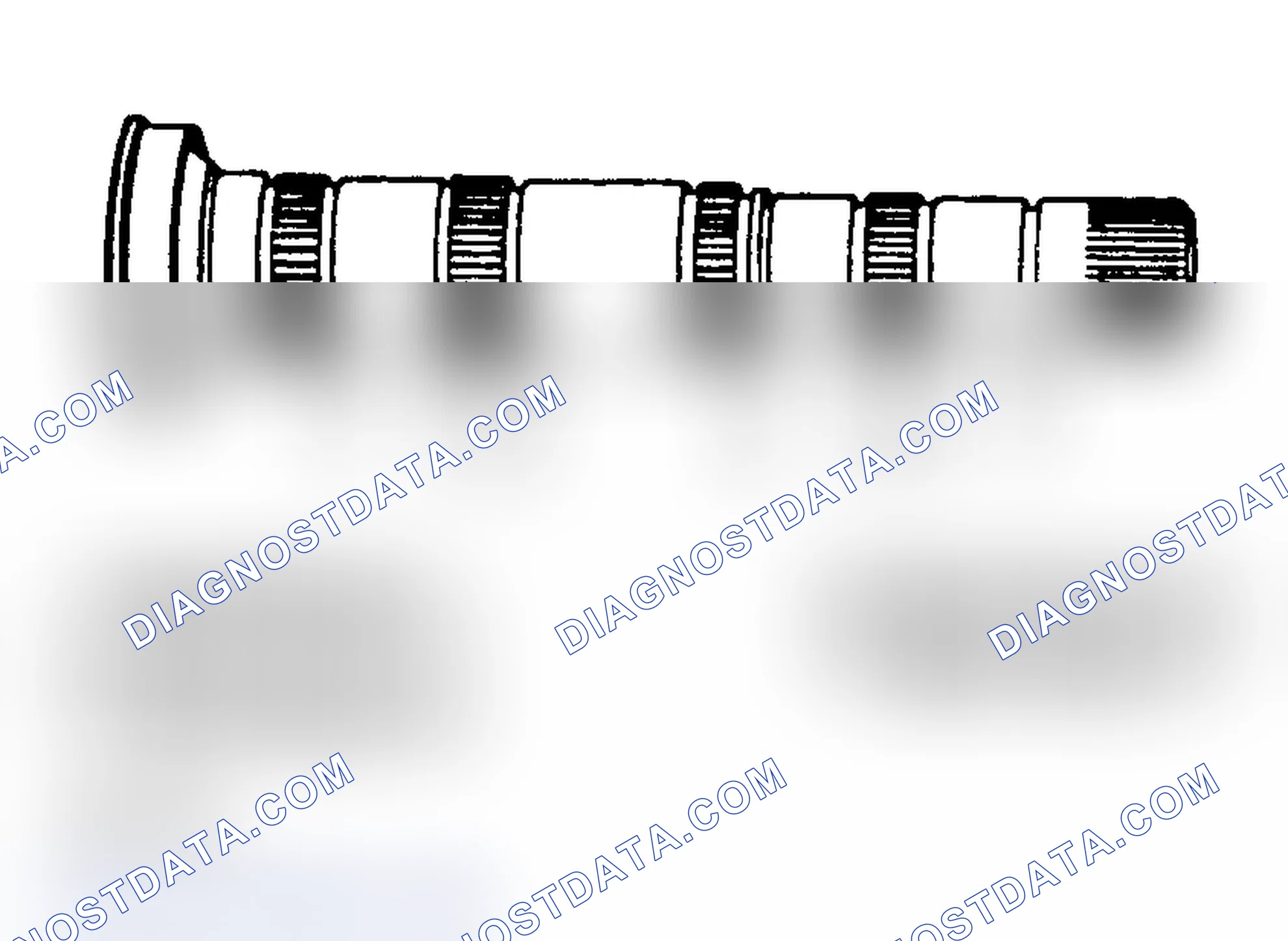
- Disassemble transaxle. See «TRANSAXLE DISASSEMBLY»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd__transaxle-disassembly) step 1) through step 3). (Scheme 30) Separate pinion shaft from hollow shaft. Press off taper roller bearing inner race with Reverse gear. Remove No. 6 snap ring and press off synchro hub with 5th gear.
- Remove No. 4 snap ring and press off 4th gear. Remove No. 3 snap ring and press off 2nd and 3rd gears. Remove No. 1 snap ring and press off synchro hub with 1st gear. (Scheme 32)
- Remove locking bushing and outer race for taper roller bearing from gearbox cover.
Note. Bushing reinstallation is not necessary once outer race is replaced. Bushing is only required during production.
Clean all parts in cleaning solvent and dry with compressed air. Inspect for chipped gear teeth, galling, scoring and excessive wear. Replace parts as necessary. Ensure all parts are dry and free of any lubricants. All snap rings must be replaced during reassembly. See HOLLOW SHAFT SNAP RING table.
- Heat all gears and bearing inner races to 212°F (100°C) before installing. Install needle bearing and 1st gear, ensuring spring angled end is in gear bore. (Scheme 35) Inspect syncro wear by installing 1st and 2nd gear rings in sleeve and measuring gap "a" in positions "A", "B" and "C". (Scheme 28) Add measurements and divide by 3 to obtain average. Measurement must not be less than.02" (.5 mm). Install synchro ring onto 1st/2nd gear synchro hub, ensuring recessed side faces 1st gear and chamfered edge faces 2nd gear. Press hub on hollow shaft.
- Install No. 1 snap ring and 2nd gear needle bearing. (Scheme 34) Install 1st/2nd gear operating sleeve, synchro ring and spring on 2nd gear. (Scheme 35) Press 2nd gear hollow shaft and install No. 2 snap ring. Press on 3rd gear with groove facing 4th gear and install No. 3 snap ring. Press on 4th gear with shoulder facing 3rd gear and install No. 4 snap ring. (Scheme 32)and (Scheme 34).
- Install needle bearing and 5th gear, ensuring angled end of spring is in bore. (Scheme 35) Install 5th gear synchro ring and No. 5 snap ring. (Scheme 34) Press on 5th/reverse synchro hub, ensuring high collar faces 5th gear. Install No. 6 snap ring and reverse gear needle bearing.
- Install 5th/reverse operating sleeve onto synchro ring. Install reverse gear, ensuring angled end of spring is in bore. Install taper roller bearing inner race on hollow shaft.
- Install washer, pressure plate, shim (S4) and taper roller bearing outer race into gearbox cover.
| Part No. | Thickness In. (mm) | |
|---|---|---|
| Snap Ring No. 1 (Blue) | ||
| N 902 947.01 | .075 (1.90) | |
| N 902 947.02 | .076 (1.93) | |
| N 902 947.03 | .077 (1.96) | |
| N 902 947.04 | .078 (1.98) | |
| N 902 947.05 | .079 (2.02) | |
| Snap Ring No. 2 (Blue) | ||
| N 902 947.06 | .098 (2.50) | |
| Snap Ring No. 3 | ||
| N 902 946.02 | .075 (1.90) | |
| N 902 946.09 | .076 (1.94) | |
| N 902 946.10 | .078 (1.98) | |
| N 902 946.06 | .079 (2.02) | |
| N 902 946.11 | .081 (2.06) | |
| Snap Ring No. 4 | ||
| N 902 952.07 | .073 (1.86) | |
| N 902 952.02 | .074 (1.90) | |
| N 902 952.08 | .076 (1.94) | |
| N 902 952.09 | .077 (1.96) | |
| Snap Ring No. 5 (Brown) | ||
| N 902 945.01 | .078 (1.98) | |
| Snap Ring No. 6 (Blue) | ||
| N 902 944.01 | .075 (1.90) | |
| N 902 944.02 | .076 (1.93) | |
| N 902 944.03 | .077 (1.96) | |
| N 902 944.04 | .078 (1.99) | |
| N 902 944.05 | .079 (2.02) | |
| N 902 944.06 | .080 (2.03) | |
| Snap Ring No. 7 | ||
| N 902 944.07 | .098 (2.50) | |
HOLLOW SHAFT SNAP RING
Scheme 32
Scheme 33
Scheme 34
Scheme 35

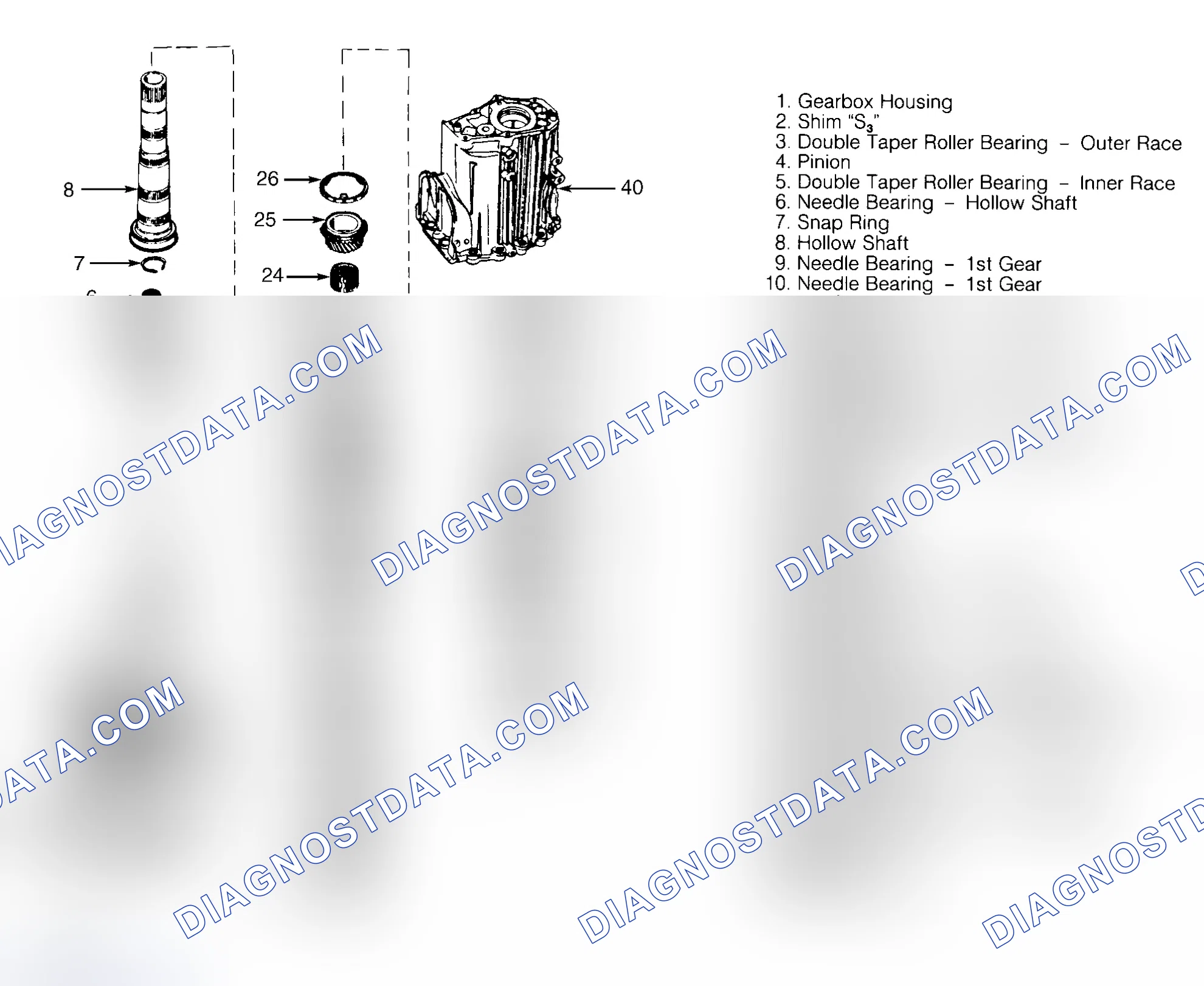
For disassembly, see exploded view of components. (Scheme 36)
Clean all parts in solvent and dry with compressed air. Inspect for damaged or excessively worn parts. All components can be replaced individually except 5th/reverse gear shift fork which must be replaced together with selector ring and selector shaft.
- For reassembly, see exploded view of components. (Scheme 36) Assembly must be assembled with main shaft, pinion shaft and hollow shaft in gearbox housing. Place gearbox housing on work table with open end up. (Scheme 37) Install 5th/reverse gear selector shaft with swinging fork.
- Install 3rd/4th selector shaft and 1st/2nd gear shift fork. Install relay shaft and tighten Torx bolts to 30 ft. lbs. (40 N.m). Install locking segment and tighten Torx bolt to 18 ft. lbs. (25 N.m). Install inner shift rod, assembled mainshaft, pinion with hollow shaft, selector shafts and shift forks together.
- When installing relay arm with inner shift rod, engage 3rd gear and install relay arm. Place inner shaft sideways on bracket opening in gearbox housing and align with bracket eye in relay arm. (Scheme 37) Install shift rod by rotating counterclockwise.
Scheme 36
Scheme 37

5TH/REVERSE GEAR DETENT ASSEMBLY
Note. If there is any catching or hanging up in 5th gear or Reverse gear, remove, check and reassemble 5th/Reverse gear detent assembly prior to removing transmission.
Disassembly & Reassembly
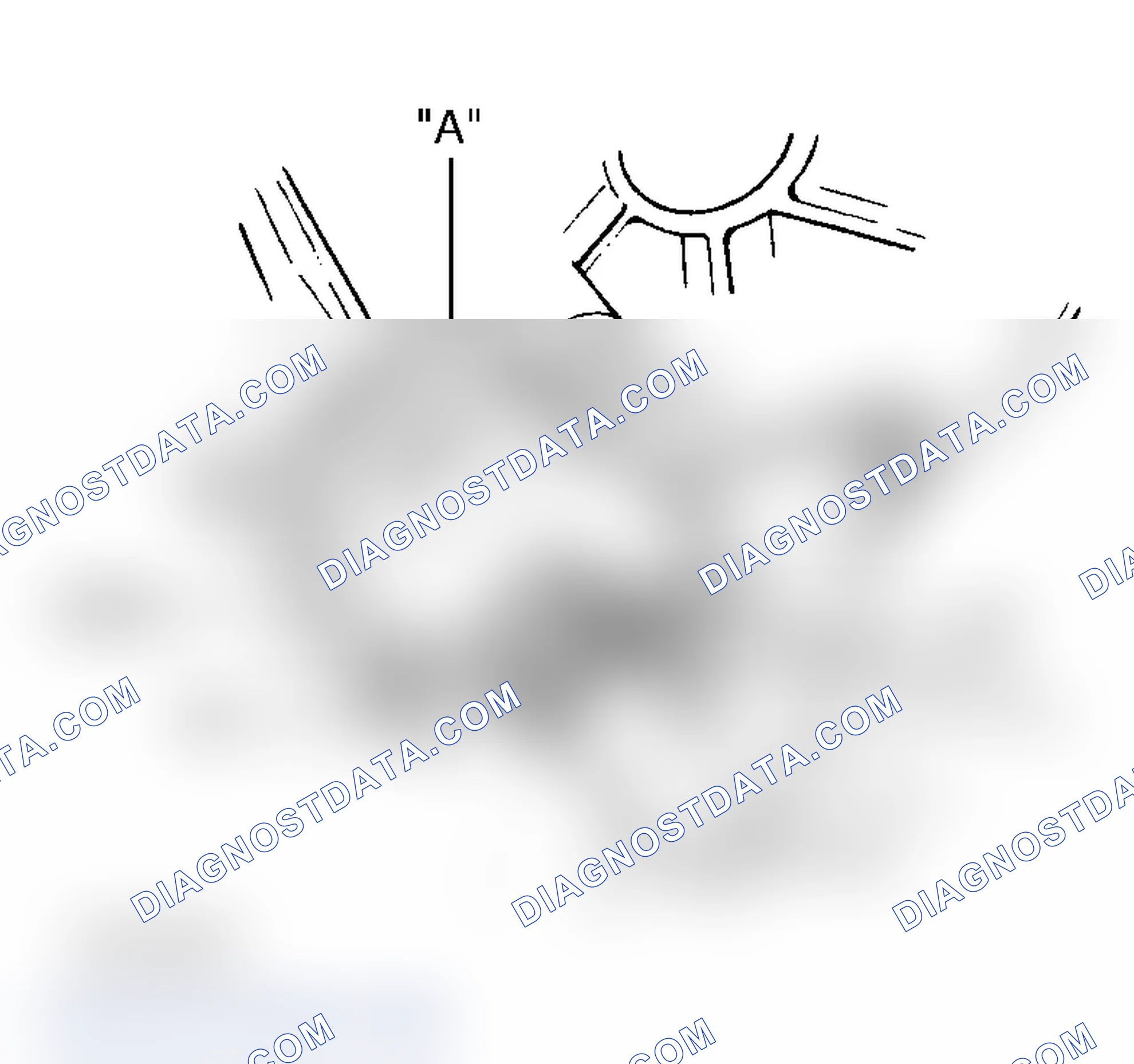
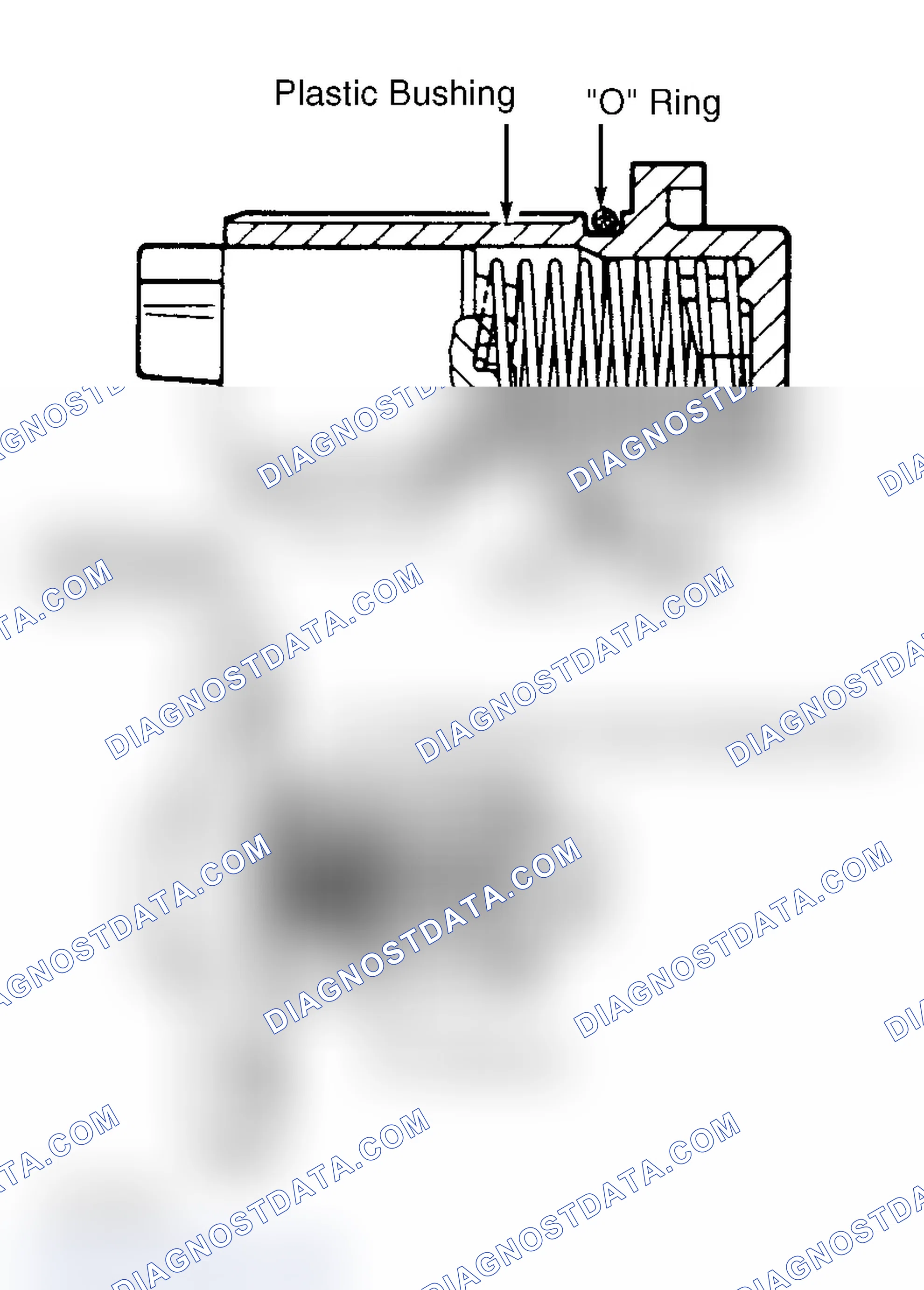
- Place spring in plastic bushing. Turn spring counterclockwise using light pressure until spring snaps in place in base of plastic bushing. Place 5th/Reverse gear detent bushing in spring so bent end of spring lies in groove. (Scheme 38)
- Press spring together using 5th/Reverse gear detent bushing. Twist 5th/Reverse gear detent bushing about one turn counterclockwise until tab on 5th/Reverse gear detent bushing lines up on groove in plastic bushing. Press 5th/Reverse gear detent bushing tab into groove in plastic bushing until it stops.
- Turn 5th/Reverse gear detent bushing clockwise and release 5th/Reverse gear detent bushing into final installed position. To ensure installation is correct, 5th/Reverse gear detent bushing tab "A" must always come to stop opposite groove "B" on plastic bushing.
Scheme 38
Remove mainshaft needle bearing and plastic sleeves. Remove Torx bolt for reverse gear shaft. Pry out oil tray using screwdriver and remove inner shift rod sealing ring.
Clean all parts with cleaning solvent and dry with compressed air. Inspect housing for cracks or damage. Replace as necessary.
- Install inner shaft rod sealing ring .04" (1.0 mm) below housing lip. Push oil tray into gearbox cover until oil tray locking tab snaps into cover. Ensure tray cup points upward in gearbox cover. Install reverse gear shaft.
- Install mainshaft needle bearing into gearbox cover 8.50" (216.0 mm) measured from gearbox cover face. On mainshaft with oil holes, insert plastic sleeve into end of mainshaft.
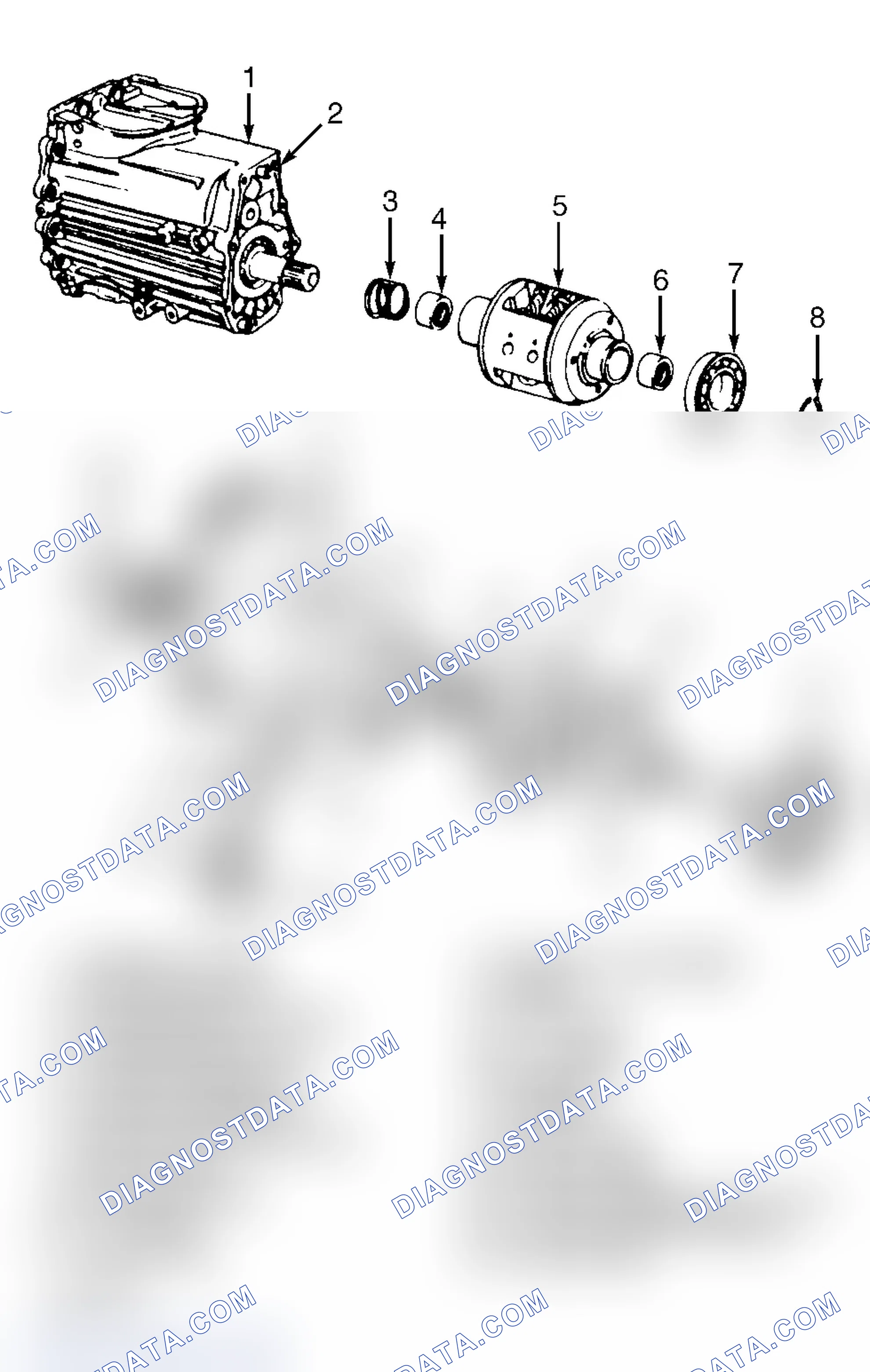
FRONT DIFFERENTIAL & GEARBOX HOUSING
Note. Differential can be removed and installed without disassembling transmission. If adjustments are necessary, transmission must be disassembled to access pinion.
- To remove drive flange, position chisel or spacer under drive flange and extract drive flange from gear by tightening flange bolt against spacer. Remove flange cover with sealing ring. Remove differential. (Scheme 40)and (Scheme 41).
- Remove differential bearing inner and outer race using puller. Remove all bolts, and use punch to remove ring gear from differential. Use puller to remove differential large inner race. Use puller to remove differential bearing large outer race from flange cover.
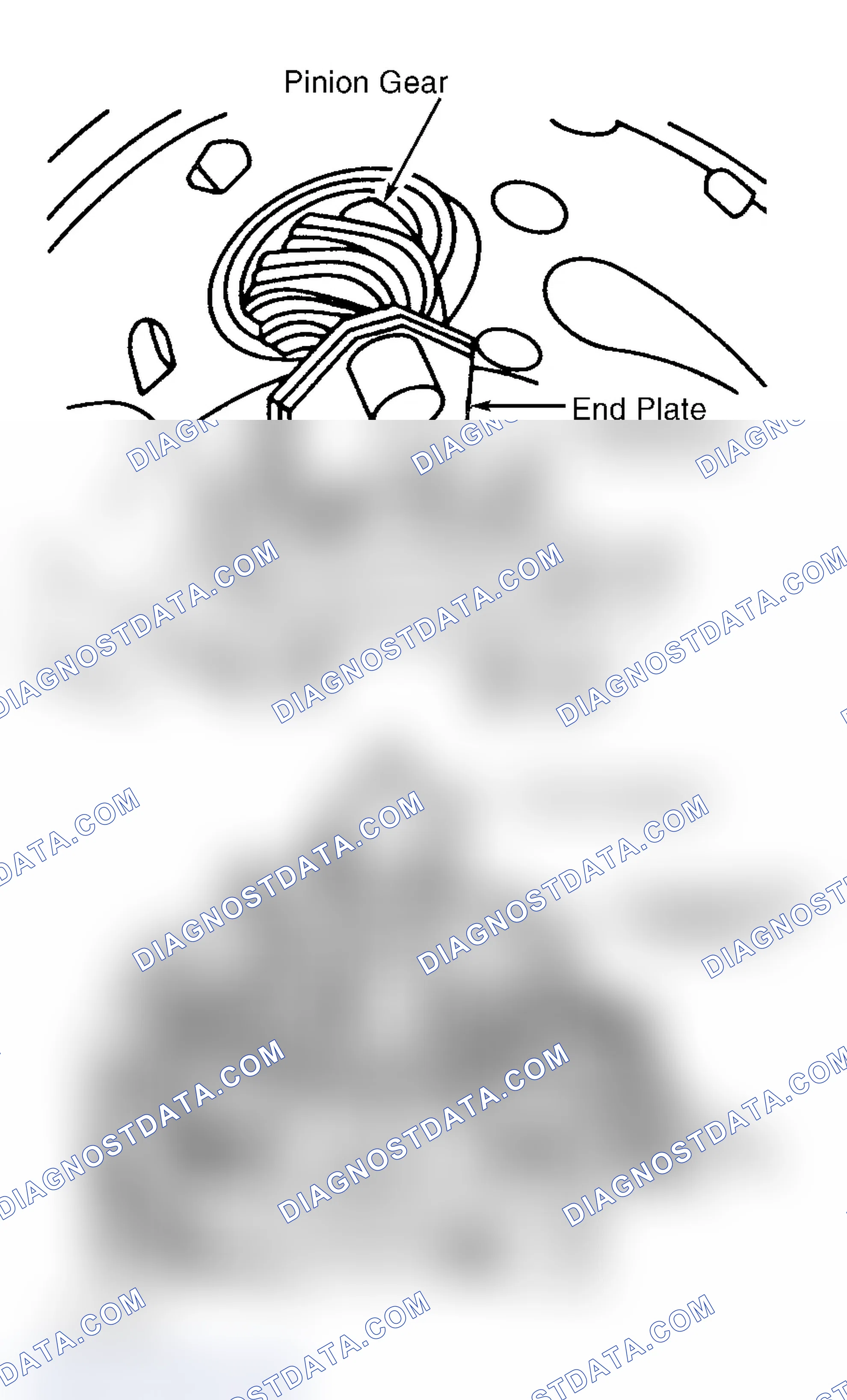
- Rotate side gears to bring pinion gears to an opening in case. Remove pinion gears, thrust washers and side gears.
- Remove final drive flange sealing ring and transmission breather. Remove tapered roller bearing outer race and 3rd/4th gear shift rod bushing. Remove pinion shaft needle bearing. Remove speedometer drive multifunction sender and connector.
Clean all parts with cleaning solvent and dry with compressed air. Inspect all parts for chipped gears, scoring and damage. Replace as necessary. Inspect housing for cracks and damage, and replace as necessary. Lubricate parts with transmission fluid prior to reassembly.
Reassembly (Differential)
- Heat all gears and bearing inner races to 212°F (100°C) before installing. Install one-piece thrust washer coated with gear oil. Install differential side gears and flange shafts without lock ring. Install differential pinion gears about 180 degrees apart and pivot into place by turning flange shaft clockwise.
- Align thrust washers and pinion gears. Drive in differential pinion shaft, and secure it using new roll pin. To complete assembly, reverse removal procedure and see «ADJUSTMENTS»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd) .
Reassembly (Gearbox Housing)
Install sealing ring for drive flange .02" (.5 mm) below housing edge. Install multifunction sender with locking plate. Tighten retaining plate to 18 ft. lbs. (25 N.m). Install 5th/Reverse gear lock with beveled side of plastic bushing facing relay shaft bore. Tighten retaining bolt to 89 INCH lbs. (10 N.m).
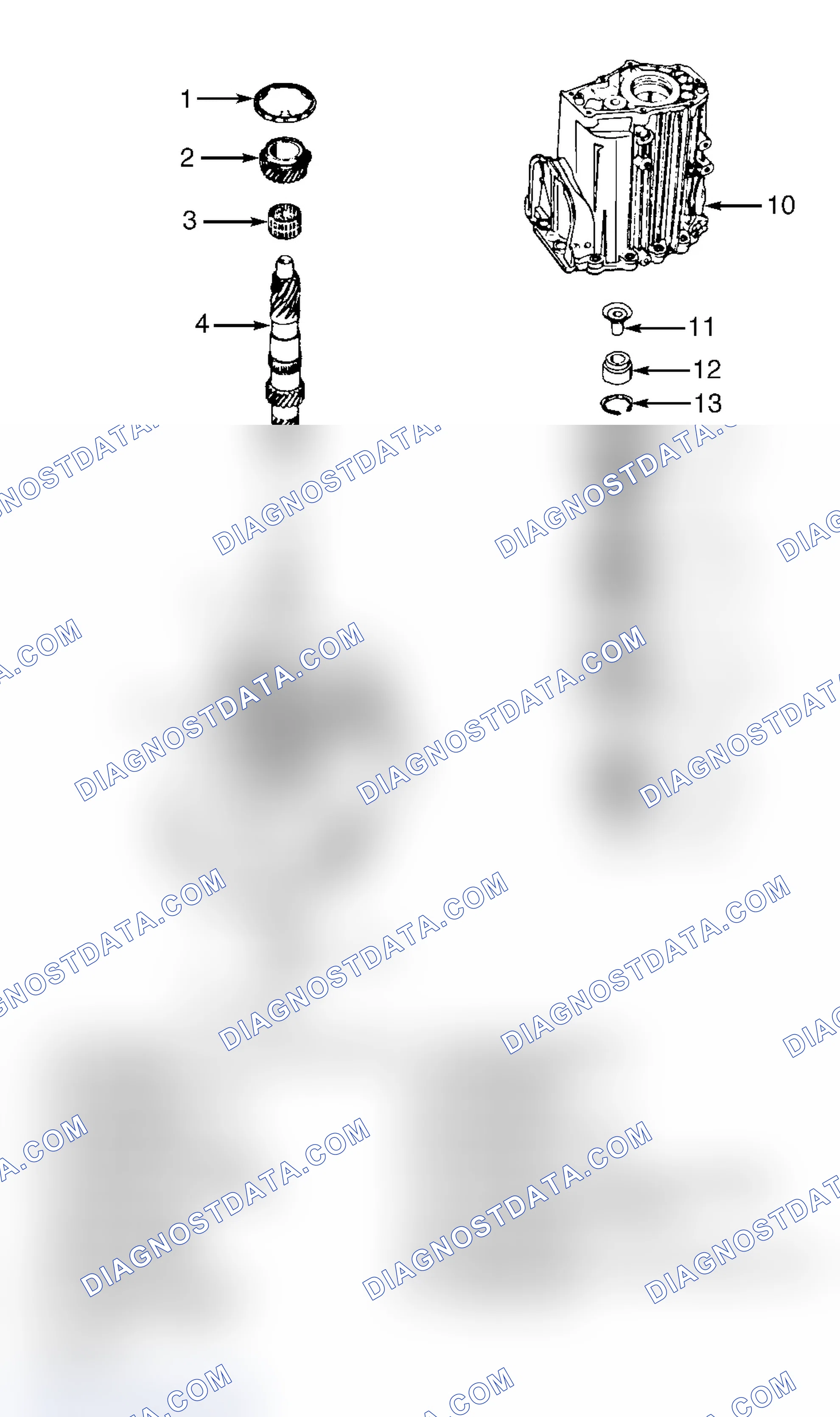
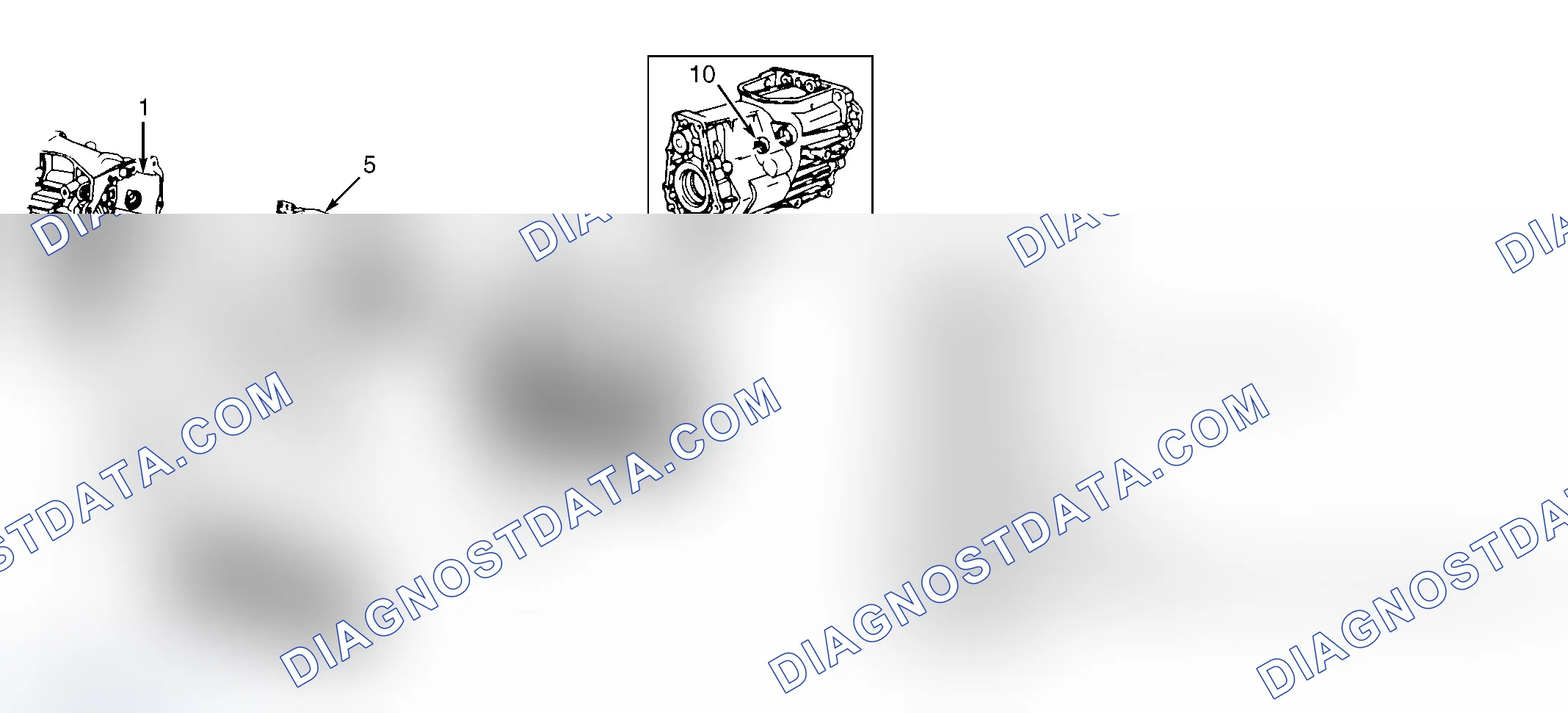
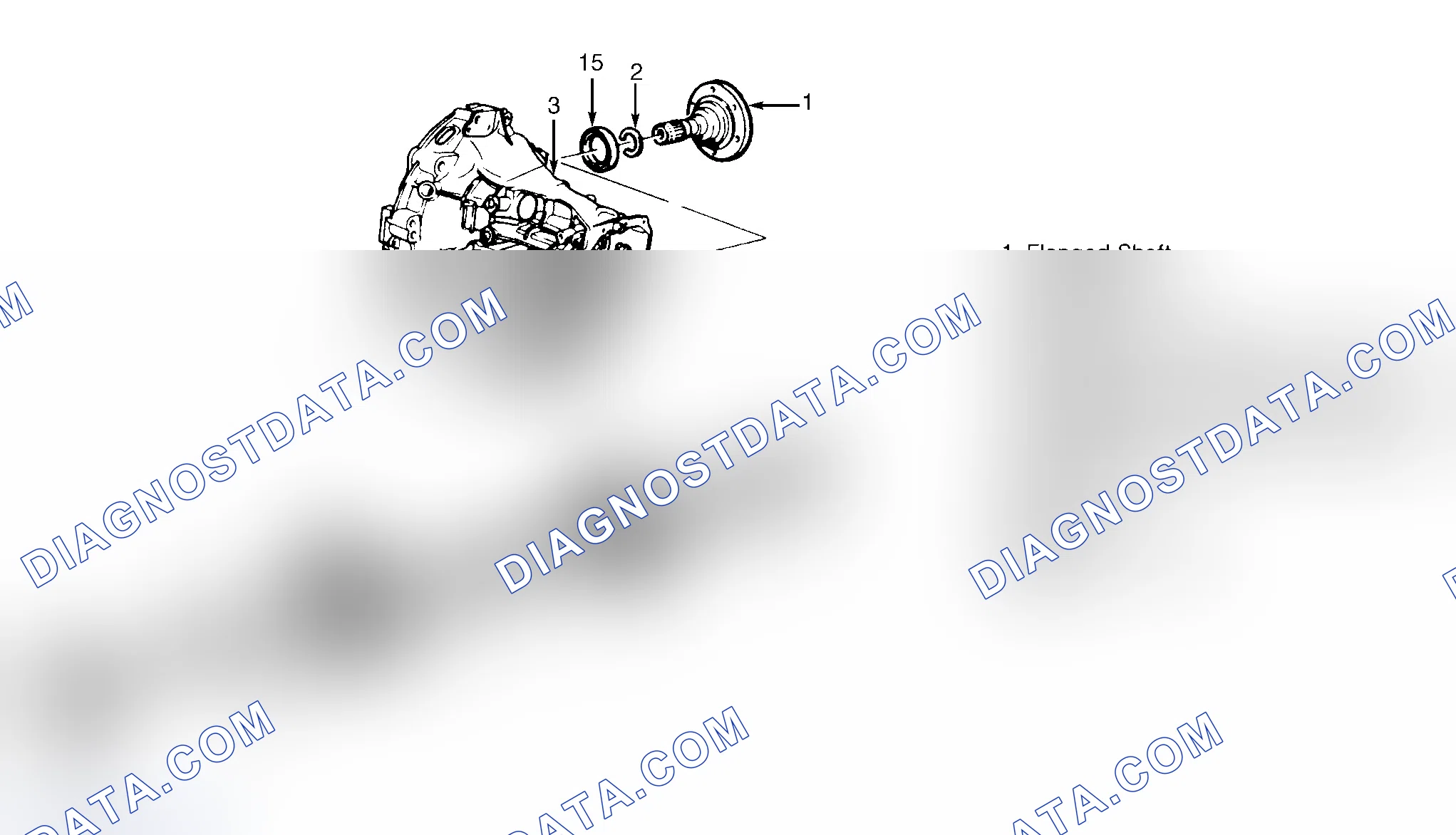
- Insert a M8 bolt into tapped hole of cover cap. Remove snap ring, cover cap, sleeve, magnet and "O" ring. (Scheme 39)
- Spread flanged shaft snap ring and remove flanged shaft and snap ring. Press out Torsen differential. Remove snap ring and press off differential grooved ball bearing.
- Remove snap ring and press out flanged shaft grooved ball bearing from differential cover. Pull out needle bearings for pinion/hollow shaft and flanged shaft from differential. NOTE: DO NOT disassemble Torsen differential. Replace as a unit.
- Remove balancing weight snap ring, bolts and balancing weight. Remove flanged shaft seal.
Clean all parts with cleaning solvent and dry with compressed air. Inspect housing for cracks or damage. Replace as necessary.
- Press in pinion/hollow shaft needle bearing to a depth of 1.28" (32.5 mm). Press in flanged shaft needle bearing to a depth of.55" (14 mm). (Scheme 39)
- Press on differential grooved ball bearing and install snap ring. Press in flanged shaft grooved ball bearing and install snap ring. Press in flanged shaft seal to a depth of.08" (2 mm) below inner edge of cover.
- Install balancing weight and torque bolts to 26 ft. lbs. (35 N.m). Install balancing weight snap ring.
- Press Torsen differential into housing. Install flanged shaft and flanged shaft snap ring. Install "O" ring, magnet, sleeve, cover cap and cover cap snap ring.
Scheme 39
Scheme 40
Scheme 41

ADJUSTMENTS
Note. When assembling final drive, it is necessary to adjust ring gear, pinion or both. See ADJUSTMENTS.
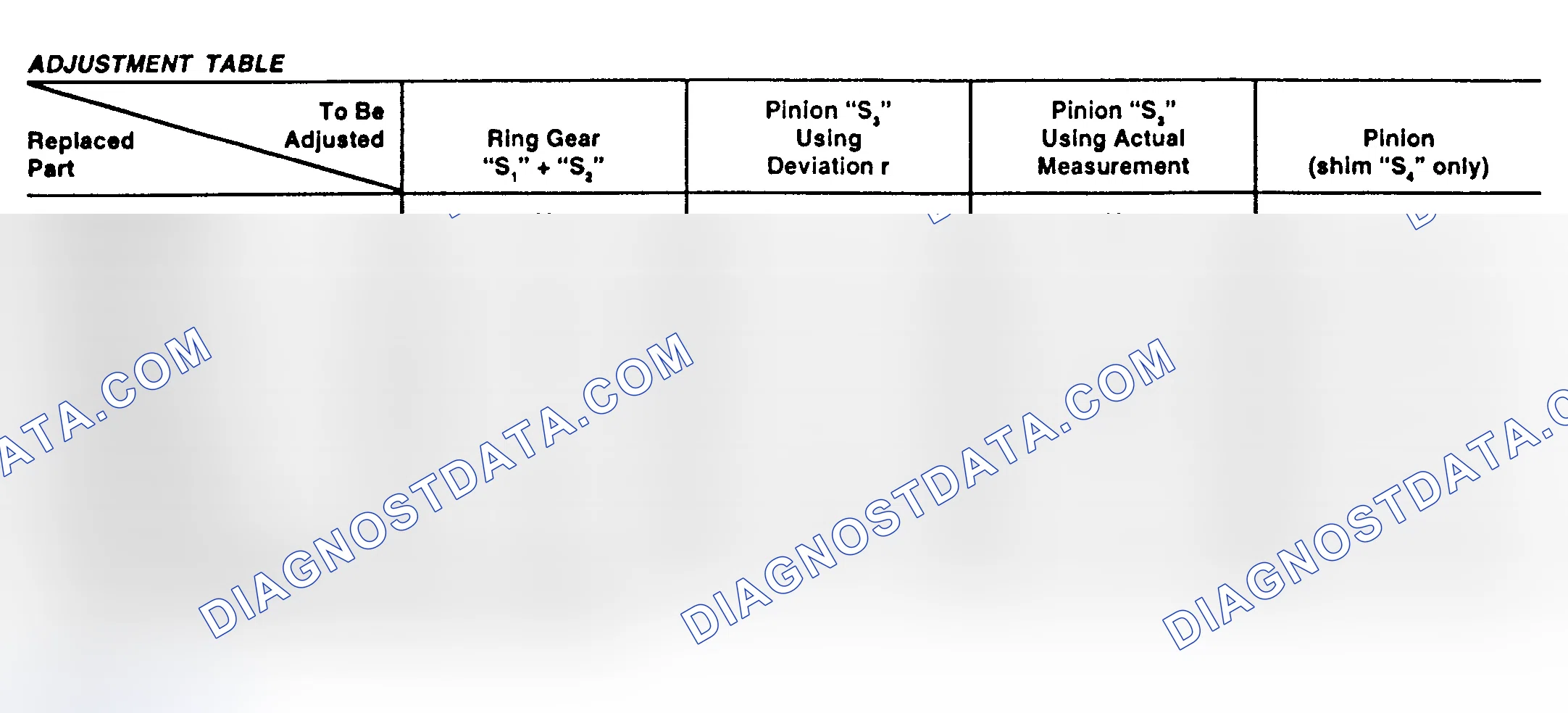
Adjustment Table. Scheme 42
PINION DEPTH
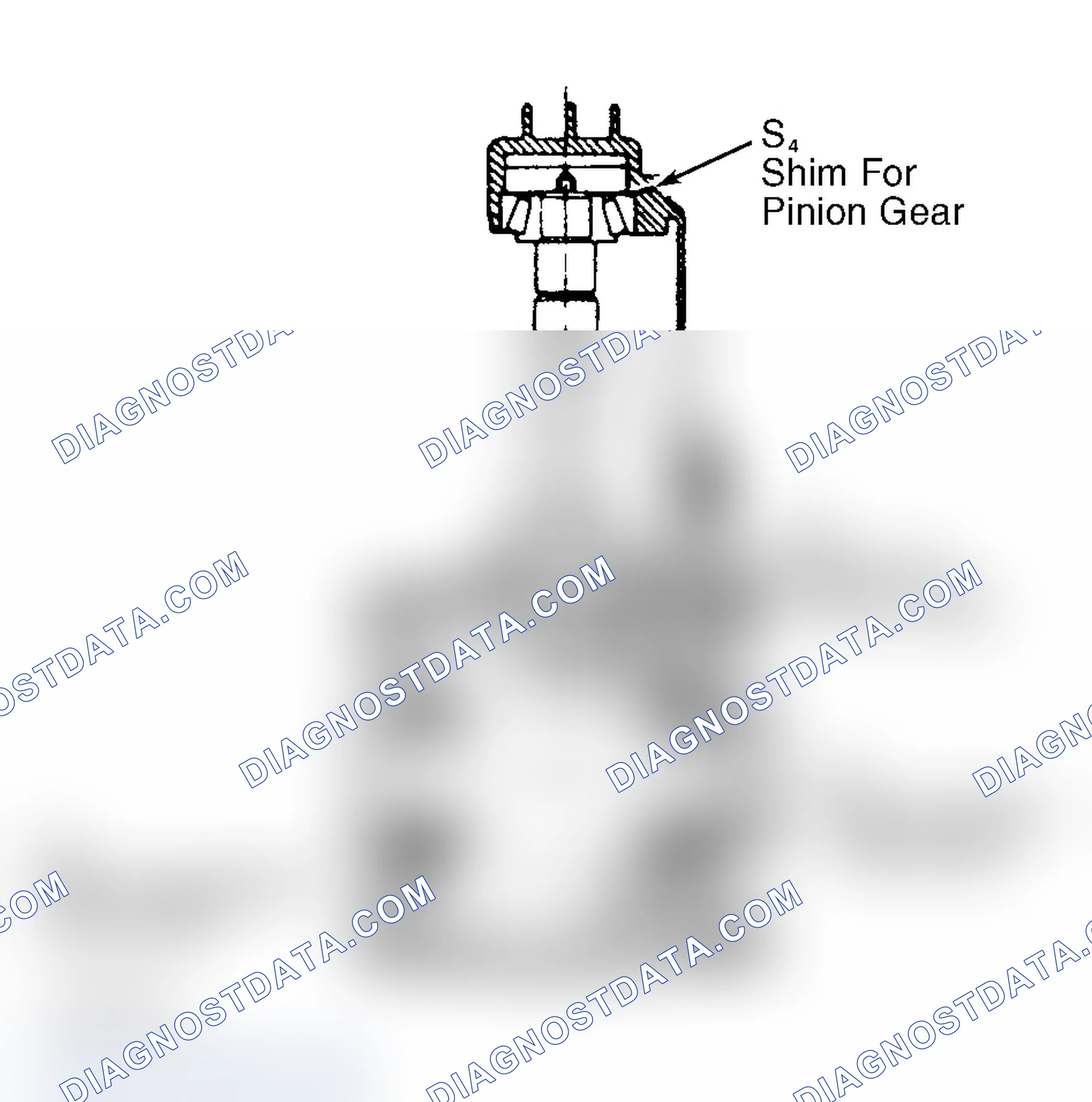
Note. Always install shims and pressure plate to determine "S4" shim. Pressure plate thickness is .58-.60" (14.8-15.3 mm).
Scheme 43
Scheme 44
Scheme 45
- Install bearing outer races in gearbox housing and gearbox cover without shims. Install pinion and hollow shaft bearing inner races. Seat lower bearing securely. Install assembled pinion and hollow shaft into gearbox housing.
- Install gearbox cover, and tighten bolts to 18 ft. lbs. (25 N.m). Turn final drive so gear housing faces down. Press pinion head on using Special Tool (VW296) until pinion bearing outer race contacts housing. Turn pinion manually until pinion bearing is seated.
- Install dial indicator, and set.04" (1.0 mm) preload. Turn gearbox so cover faces up. Turn pinion several times before measuring so pinion bearing seats, or readings will be inaccurate. Read and record measurement.
- To determine "S" total (total shim thickness), use the following formula: Stot" = Dial Indicator Reading + Preload. Example: Dial Indicator Reading.057" (1.45 mm) Constant Value) +.006" (.15 mm) Stot" =.063" (1.60 mm)
- To determine pinion bearing preload, select shims with combined thickness of "Stot", e.g.,.063" (1.60 mm). Install shims behind pinion bearings outer race in gearbox cover (S4 position). (Scheme 46) See appropriate SHIM THICKNESS table. Install gearbox cover. Turn pinion in both directions several times to seat bearings.
- Install dial indicator using Special Tool (VW792/1) on gearbox housing and zero with.04" (1.0 mm) preload at S4 end of shaft. Loosen bolts on gearbox cover. Dial indicator will display value of.003-.006" (.08-.15 mm) with selection of proper shim.
- Leave shim behind bearing in transmission (S4 side). Lube bearings with gear lube and install gearbox cover. Using Special Tool (3182) measure turning torque. Used bearings should have 3-5 INCH Lbs. (.3-.6 Nm), New bearings should have 13-27 INCH Lbs. (1.5-3.0 Nm) turning torque.
- To determine dimension "E", install selected "Stot" e.g.,.063" (1.60 mm) behind pinion bearing outer race in gear carrier housing (S4 position). (Scheme 46) Install gear carrier housing. Turn pinion several times in both directions to seat bearing. Set Universal Bar (VW385/1) centering ring to dimension "a" (1.38"/35.0 mm) and sliding ring to dimension "b" (2.95"/75.0 mm). (Scheme 43)
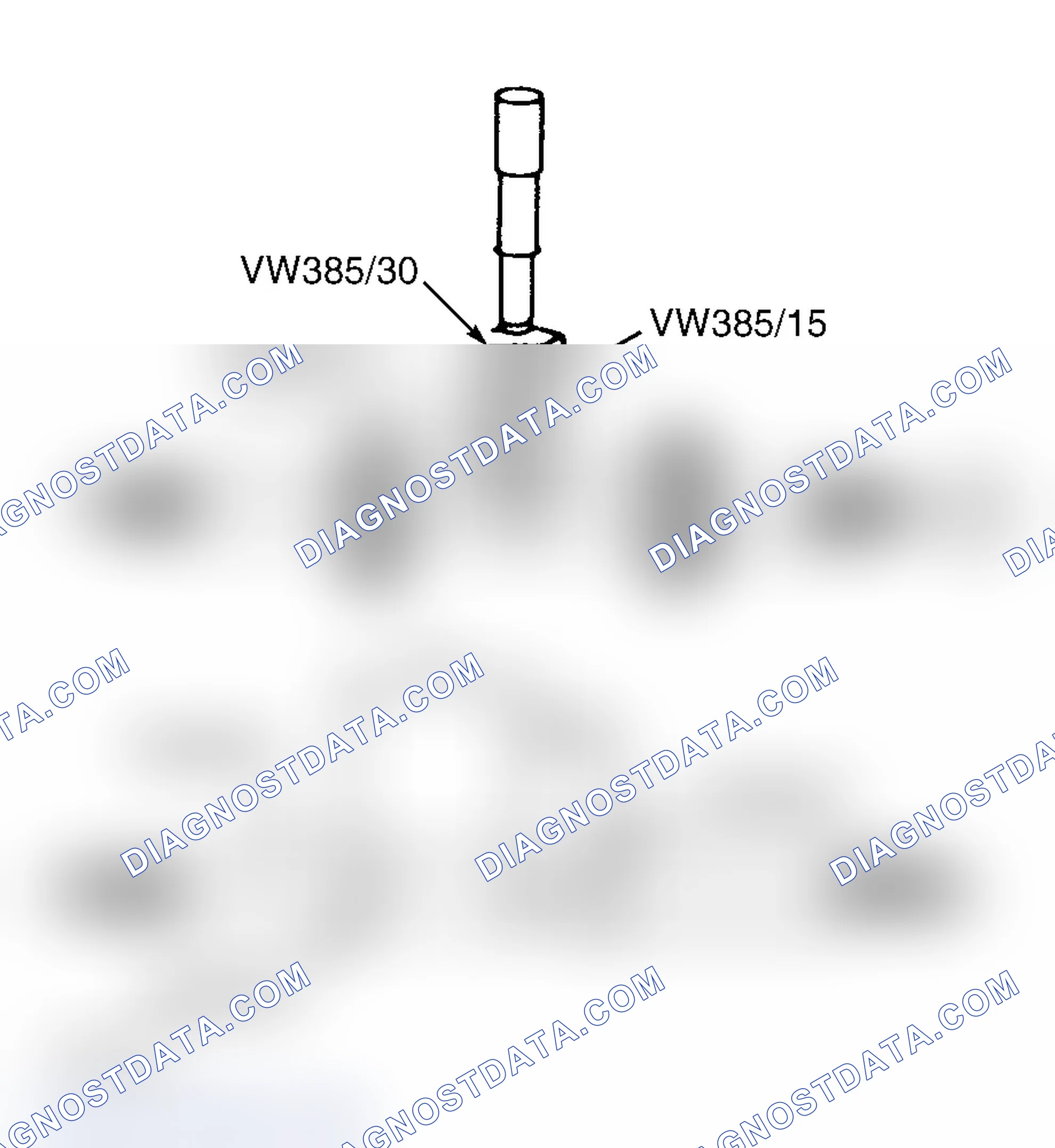
- Assemble and adjust measuring bar using the following specifications. (Scheme 40): With 6.7" (170 mm) Ring Gear Set Universal Master Gauge (VW385/30) dimension "Ro" to 2.200" (54.95 mm). Set Indicator Extension (VW385/15) to.260" (6.50 mm) With 7.1" (180 mm) Ring Gear Set Universal Master Gauge (VW385/30) dimension "Ro" to 2.348" (59.65 mm). Set Indicator Extension (VW385/15) to.366" (9.30 mm)
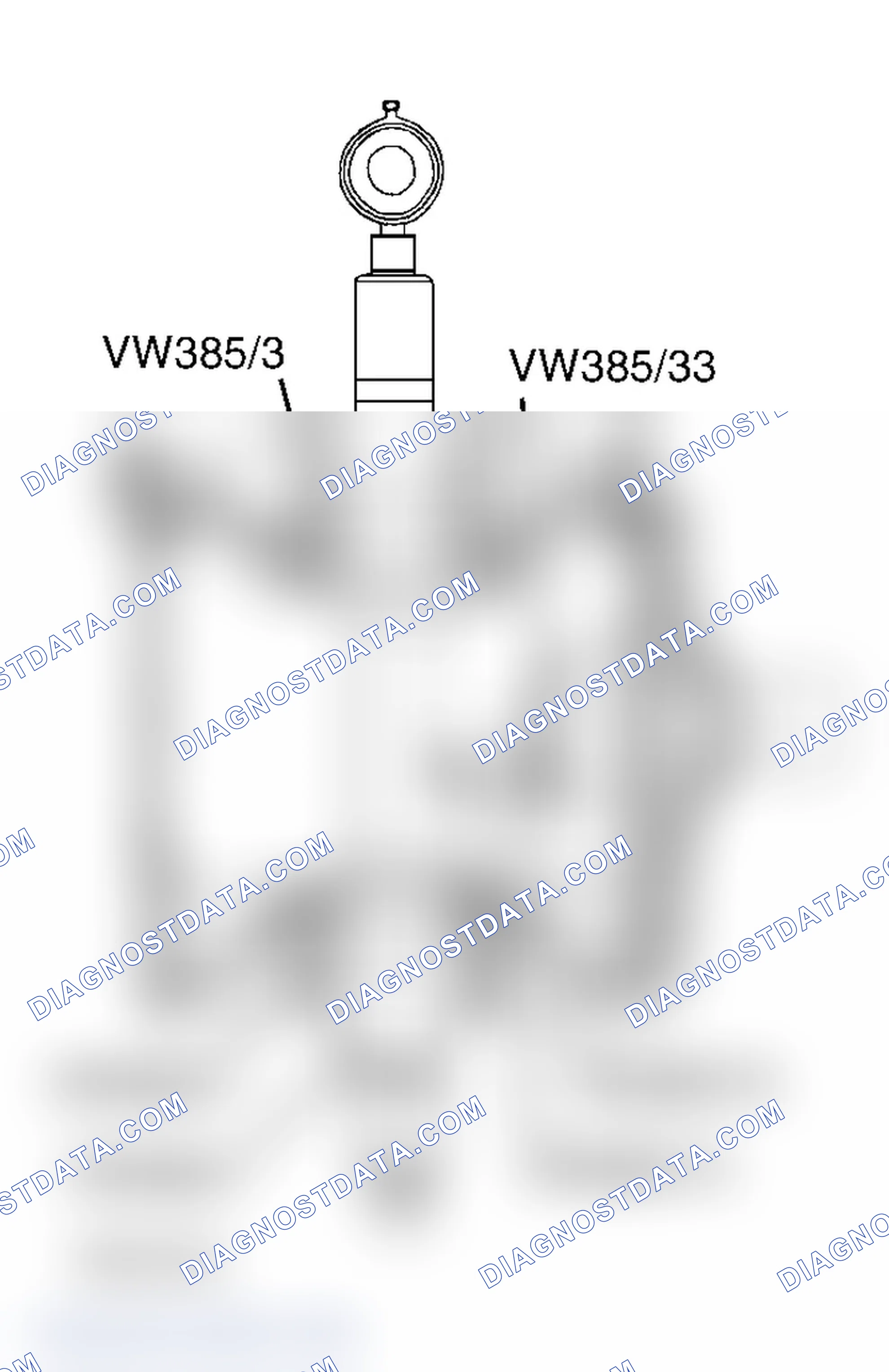
- Place master gauge on measuring bar and set dial indicator with.12" (3.0 mm) range to zero with.04" (1.0 mm) preload. Place End Plate (VW385/33) on pinion end face. (Scheme 45) Remove master gauge and install measuring bar in housing. Ensure Centering Disc (VW385/3) faces final drive cover. (Scheme 44)
- Install cover for final drive housing, and tighten bolts. Pull 2nd centering ring outward until measuring bar can just be turned by hand. Turn measuring bar slightly until dial indicator contacts end face of pinion and indicates maximum deflection (return point). Measured readings equal dimension "E". (Scheme 45)
- To determine "S" shim thickness, use the following formula and see «S3 SHIM THICKNESS»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd) table: "S3" = "E" + "R" "E" = dial indicator reading maximum deflection, "R" = deviation (marked on ring gear) or determined by actual measurement. Example: Indicator Reading "E".020" (.51 mm) Deviation "R" +.007" (.18 mm) Shim Thickness "S3" =.027" (.69 mm)
- To determine "S4" shim thickness, use the following formula and see «S4 SHIM THICKNESS»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd) table: "S4" = "S" total - "S" Example: Shim Thickness.063" (1.60 mm) S" Shim Thickness -.027" (.69 mm) S4" Shim Thickness =.036" (.91 mm) S3 SHIM THICKNESS Part No. Thickness In. (mm) 012-311-391 A.017 (.45) 012-311-391 B.019 (.50) 012-311-391 C.022 (.55) 012-311-391 D.024 (.60) 012-311-391 E.026 (.65) 012-311-391 F.028 (.70) 012-311-391 G.030 (.75) 012-311-391 H.031 (.80) 012-311-391 J.033 (.85) 012-311-391 K.035 (.90) 012-311-391 L.037 (.95) 012-311-391 M.039 (1.00) 012-311-391 N.041 (1.05) S4 SHIM THICKNESS Part No. Thickness In. (mm) 01A-311-393.017 (.45) 01A-311-393 A.019 (.50) 01A-311-393 B.021 (.55) 01A-311-393 C.023 (.60) 01A-311-393 D.025 (.65) 01A-311-393 E.027 (.70) 01A-311-393 F.029 (.75) 01A-311-393 G.031 (.80) 01A-311-393 H.033 (.85) 01A-311-393 J.035 (.90) NOTE: If required thickness is more than thickest shim, 2 shims that equal total required thickness may be installed.
- To ensure settings are correct, install pinion with measured shims "S" and "S4" and turn several times in both directions. Install measuring bar in position and verify measurements. Adjustment shims are correct if dial indicator, reading counterclockwise (Red reading), shows deviation "R" within.001" (.04 mm) tolerance.
GEARBOX COVER
- If gearbox cover is to be replaced, only "S4" shim must be remeasured. Install pinion in old gearbox cover and turn pinion several times to seat bearing. Place dial indicator on cover and zero with .04" (1.02 mm) preload. Turn pinion several times and record reading.
- Remove dial indicator from cover. Remove pinion and bearing outer race with pressure plate adjustment shim and washer. Install in new cover and repeat measurements. Select correct shim from «S4 SHIM THICKNESS»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd) table. Example: Preload .04" (1.02 mm) Indicator Reading - .034" (.88 mm) X" = .005" (.12 mm) Shim Thickness "S4" .030" (.77 mm) Value "X" + .005" (.12 mm) 035" (.89 mm)
- If reading is greater than .04" (1.0 mm), "S4" shim must be reduced by value "X". Install shim and gearbox cover, and recheck preload of pinion bearing.
Scheme 46
- Ring gear must be adjusted if any of following parts were replaced: Gearbox housing Final Drive cover Differential bearings Differential gear housing Ring and pinion set
- To adjust differential bearing preload (pinion removed) remove oil seals and outer races of differential bearings. Install bearing outer races without shims and seat into stop. Install differential gear into housing without speedometer gear. Install ring gear on left side.
- Install cover and tighten bolts to 18 ft. lbs. (25 N.m). Attach dial indicator. Zero indicator with.04" (1.0 mm) preload. Ensure dial indicator extension is 1.2" (30 mm) long. Install Special Tools (VW521/4 and VW521/8) on gearbox housing. Move differential up and down and record end play. NOTE: While taking measurements, DO NOT turn differential; bearing will settle, resulting in an incorrect reading.
- Example: Dial Indicator Reading.05" (1.27 mm). Stot" = Dial Indicator Reading.05" (1.27 mm) Preload (constant) +.02" (.51 mm) = 07" (1.78 mm) Install shim of correct size behind bearing outer race in gearbox housing ("S2" side). See «S2 SHIM THICKNESS»(/audi/a6/c4-1994-1997/remont/manual-trans/#overhaul-type-01a-5-speed-awd) table under RING GEAR BACKLASH. (Scheme 46)
- Check rotation torque using INCH-lb. torque wrench and Adapters (VW521/4 and VW521/8). Lubricate bearings with transmission oil prior to measuring torque. Torque should be: New bearing - 22-31 INCH lbs. (2.5-3.5 N.m). Used bearing - 3-5 INCH lbs. (.33-.56 N.m).
RING GEAR BACKLASH
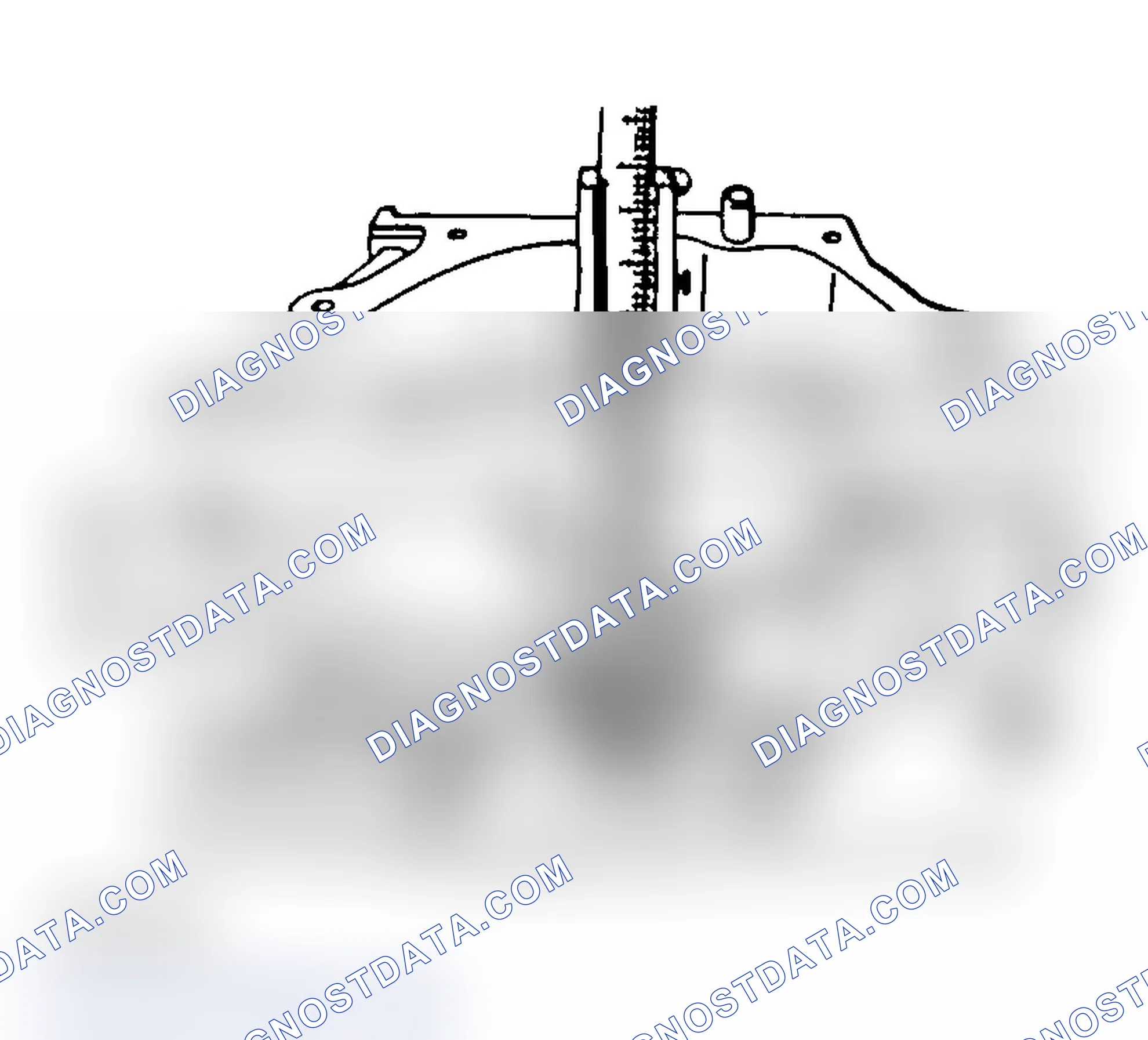
- Install pinion with shim "S" and "S4" installed. Install "Stot" shims on housing side of differential and turn differential several times to seat bearings. Install dial indicator and adjust Measuring Lever (VW388) to: A = 2.6" (67 mm) on 6.7" (170 mm) ring gear A = 2.8" (72 mm) on 7.1" (180 mm) ring gear
- To hold pinion from moving, install lock bolt on locking sleeve and tighten lock bolt. Turn ring gear to stop and set indicator to zero. Turn ring gear back. Note and record backlash. NOTE: If pinion turning torque is too low, install Bracket "A" (3177) to measure backlash precisely. Differential must be installed so opening for installation of gears faces pinion.
- Loosen lock bolt on locking sleeve, rotate ring gear 90 degrees, tighten lock bolt and measure backlash again. Repeat this procedure at least 2 more times. Add all 4 readings together and divide by 4 to determine average backlash. Example: Average Backlash = .13" divided by 4 = .03"
- If measurements differ by more than .002" (.06 mm) from each other, ring gear/pinion installation is incorrect. Check ring and pinion, and replace if necessary.
- To determine "S2" shim (side opposite ring gear), use the following formula: "S2" = "Stot" - Average Backlash + Lift Constant Value of .006" (.15 mm). Select appropriate shim from S2 SHIM THICKNESS table. Example: Stot" .07" (1.78 mm) Minus Backlash - .03" (.76 mm) 04" (1.02 mm) Lift (constant) + .006" (.15 mm) S2" = .046" (1.17 mm) Select appropriate shim from S2 SHIM THICKNESS table. S2 SHIM THICKNESS Part No. Thickness In. (mm) 012 409 386 .017 (.45) 012 409 386 A .019 (.50) 012 409 386 B .021 (.55) 012 409 386 C .023 (.60) 012 409 386 D .025 (.65) 012 409 386 E .027 (.70) 012 409 386 F .029 (.75) 012 409 386 G .031 (.80) 012 409 386 H .033 (.85) 012 409 386 J .035 (.90) 012 409 386 K .037 (.95) 012 409 386 L .039 (1.00)
- To determine "S1" shim thickness (ring gear side), use the following formula: "S1" = "Stot" - "S2". Select appropriate shim from S1 SHIM THICKNESS table. Example: Stot" .07" (1.78 mm) S2" - .05" (1.27 mm) S1" = .02" (.51 mm) S1 SHIM THICKNESS Part No. Thickness In. (mm) 012 409 385 .017 (.45) 012 409 385 A .019 (.50) 012 409 385 B .021 (.55) 012 409 385 C .023 (.60) 012 409 385 D .025 (.65) 012 409 385 E .027 (.70) 012 409 385 F .029 (.75) 012 409 385 G .031 (.80) 012 409 385 H .033 (.85) 012 409 385 J .035 (.90) 012 409 385 K .037 (.95) 012 409 385 L .039 (1.00) NOTE: If required thickness is more than thickest shim, 2 shims that equal total required thickness may be installed.
- To ensure correct backlash, measure backlash 4 times around circumference of ring gear. Acceptable values can range from .004-.008" (.12-.22 mm). No two values can deviate from each other by more than .002" (.05 mm).
TRANSMISSION REASSEMBLY
- Assemble mainshaft, pinion with hollow shaft, relay shaft, selector rods and shift rods. All components must be installed together as one unit into gearbox cover. Install relay shaft and locking segment. Tighten relay shaft bolts to 30 ft. lbs. (40 N.m). Tighten locking segment bolt to 18 ft. lbs. (25 N.m).
- Install multifunction sender with new "O" ring, and tighten retaining plate bolt to 18 ft. lbs. (25 N.m). Install 5th/reverse lock bolt and tighten to 89 INCH lbs. (10 N.m). Install roller bearing on mainshaft and use selected snap rings that are installed before and after roller bearing.
- Lightly coat sealing face on gearbox housing with sealing compound. Install new gasket and dowel pins. Attach gearbox cover to gearbox housing. Tighten Torx bolt to 18 ft. lbs. (25 N.m).
- Install guide sleeve with new sealing ring, and tighten new Torx bolts 26 ft. lbs. (35 N.m). Install assembled differential gear and differential cover. Tighten differential cover bolts in crisscross pattern to 18 ft. lbs. (25 N.m). Install drive flanges with new snap rings. Install speedometer drive. Ensure speedometer drive has not been dropped or damaged.
- Install transmission breather sleeve so sleeve extends .8" (21 mm) above vent lip. Install clutch return lever and clutch release bearing. Install Compression spring and Torsen differential. Tighten bolts to 18 ft. lbs. (25 N.m).
TORQUE SPECIFICATIONS
| Application | Ft. Lbs. (N.m) |
|---|---|
| Differential Cover Bolts | 18 (25) |
| Gearbox Cover Bolts | 18 (25) |
| Guide Sleeve Bolt | 26 (35) |
| Locking Segment Bolt | 18 (25) |
| Multifunction Sender Retaining Plate Bolt | 18 (25) |
| Relay Shaft Bolt | 30 (40) |
| Reverse Gear Shaft Bolt | 26 (35) |
| Ring Gear Bolt | 66 (90) |
| Torsen Differential Housing Bolts | 18 (25) |
| INCH Lbs. (N.m) | |
| Multifunction Connector Bolt | 89 (10) |
| 5th/Reverse Gear Lock Bolt | 89 (10) |
TORQUE SPECIFICATIONS