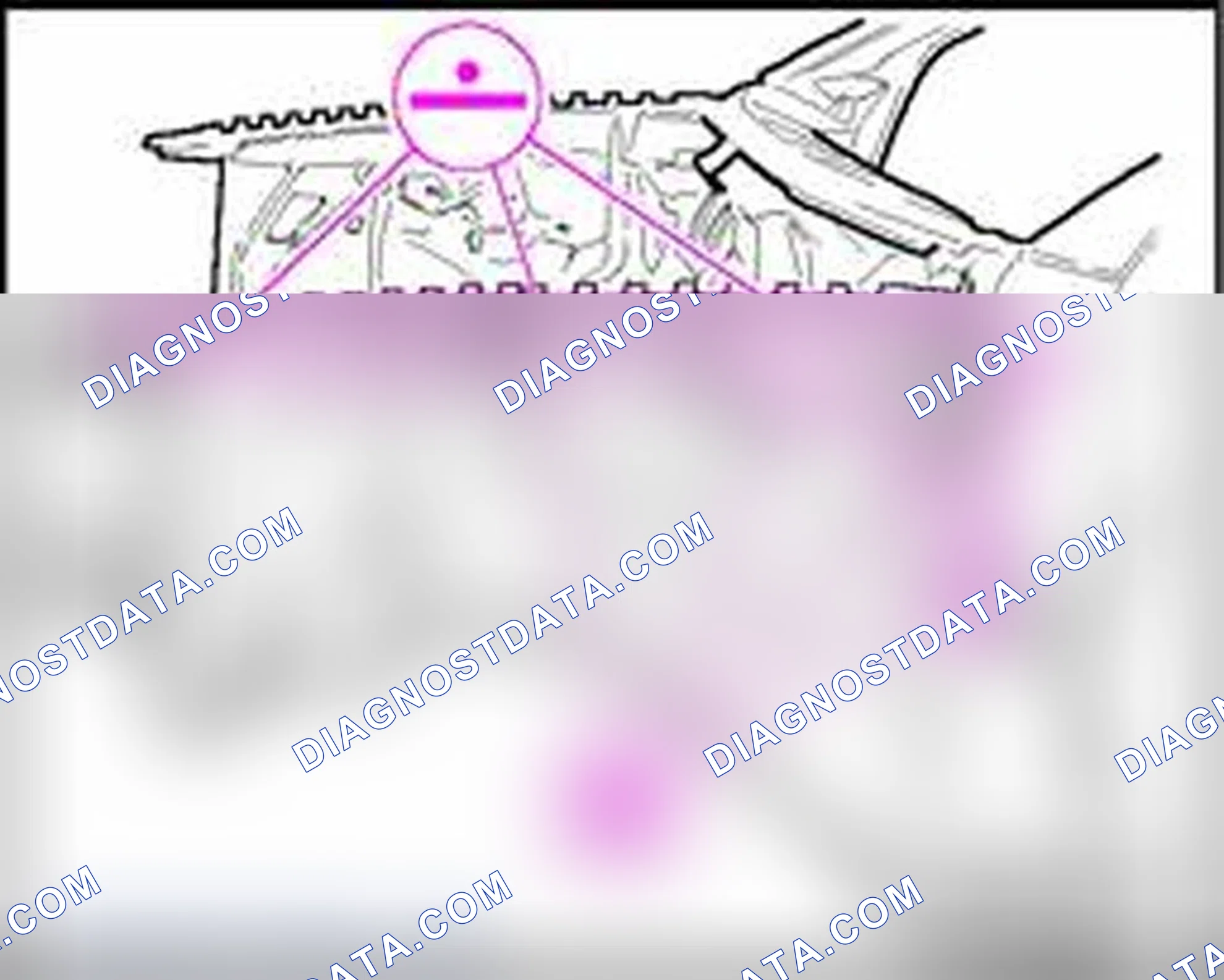
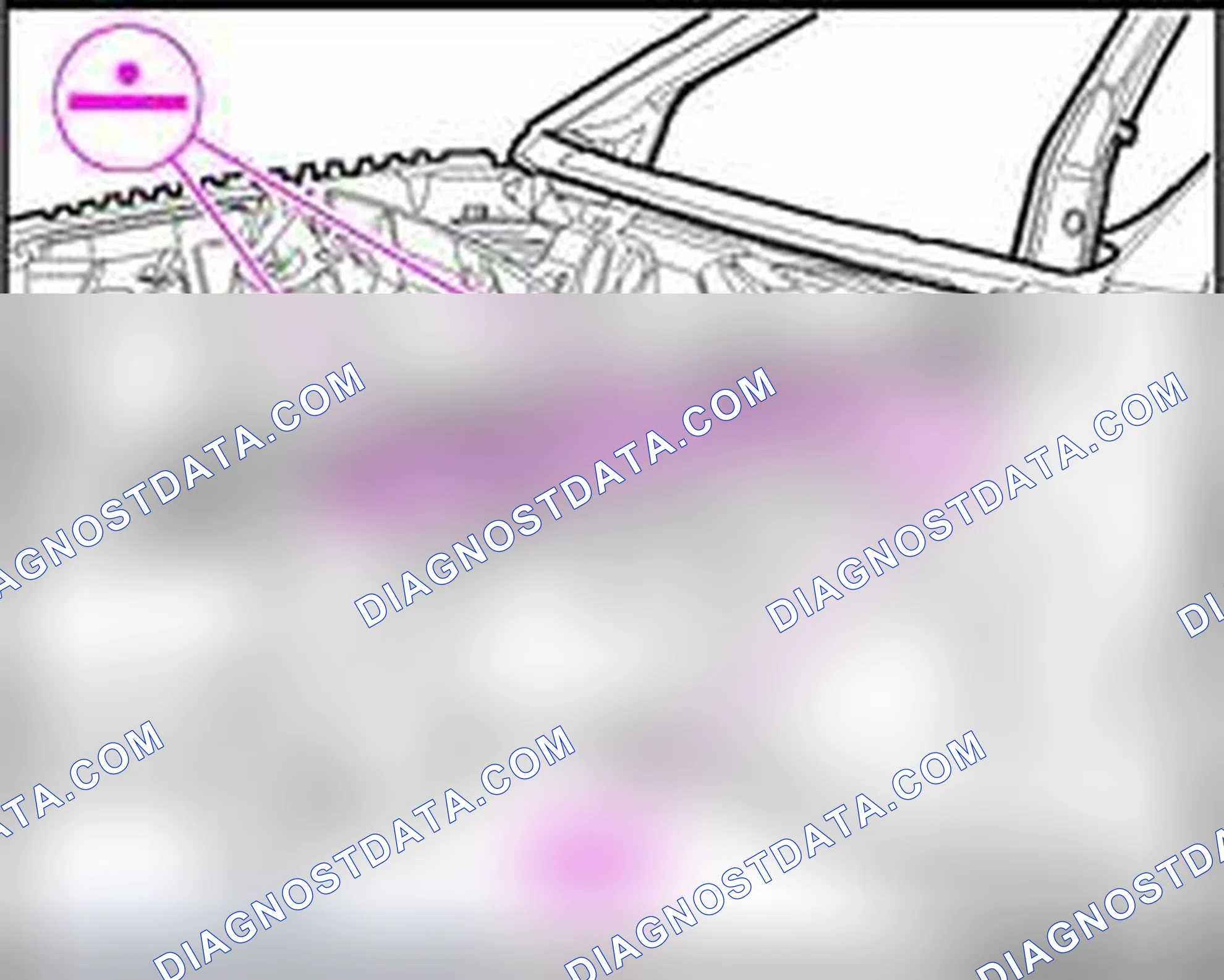
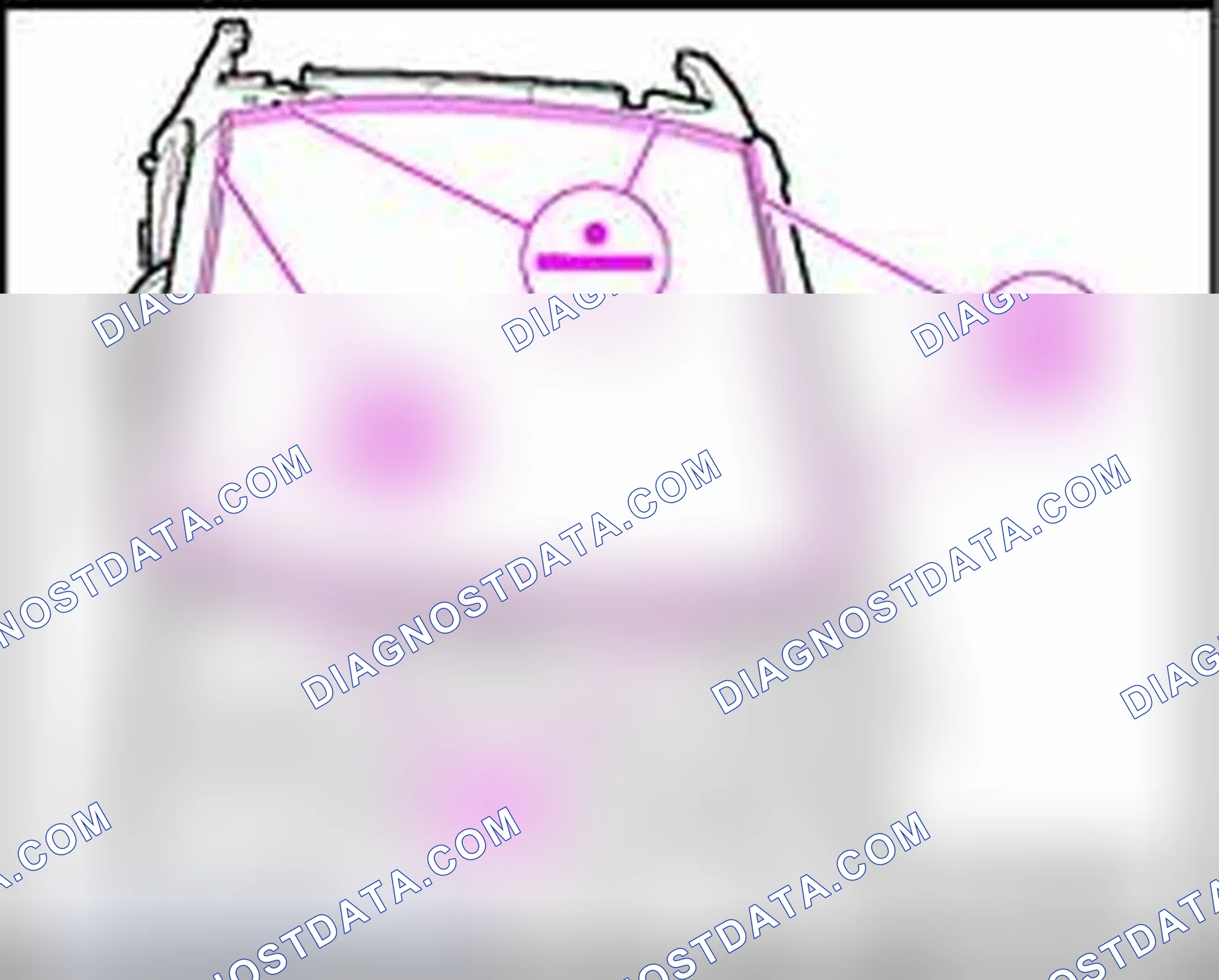
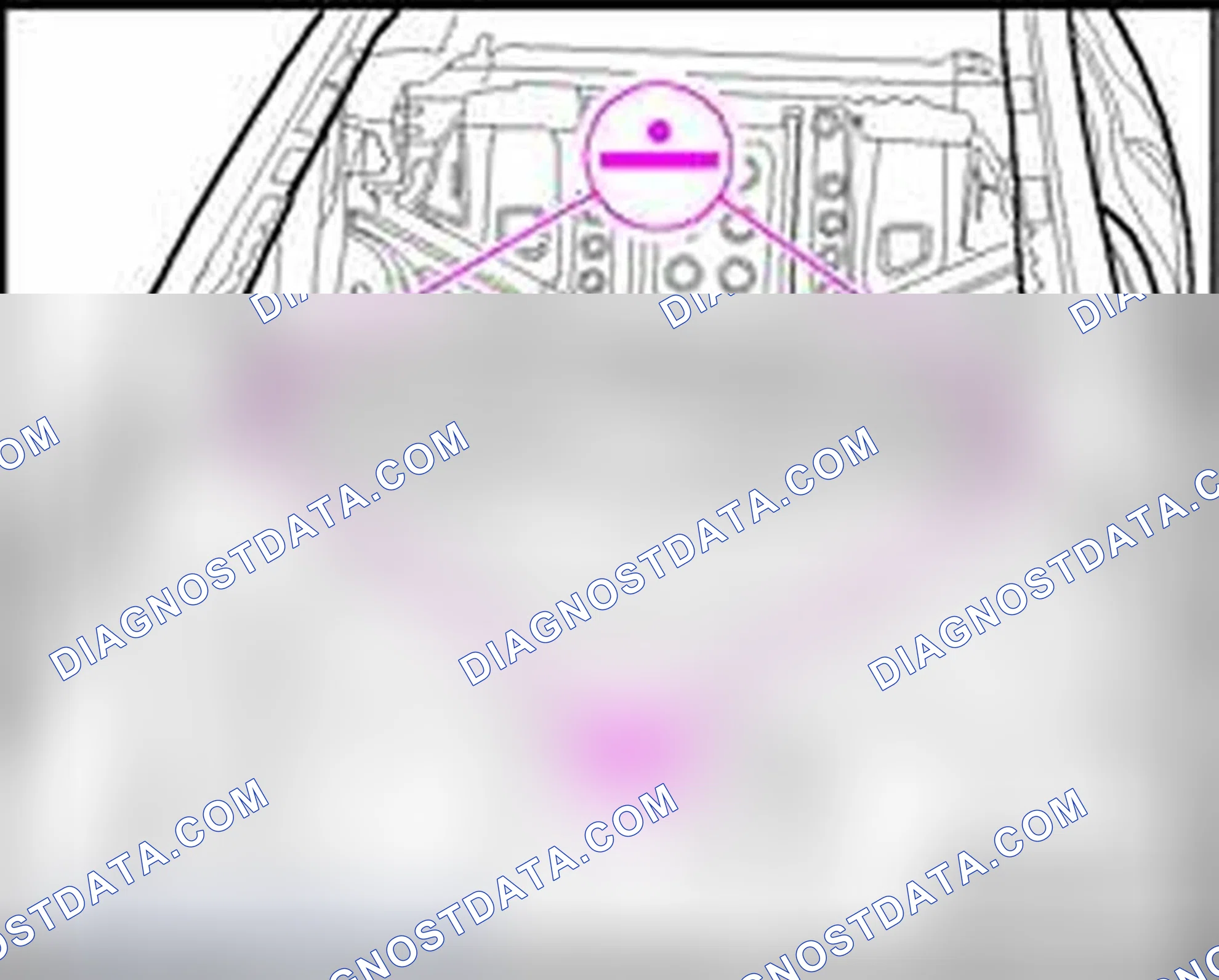
Scheme 1
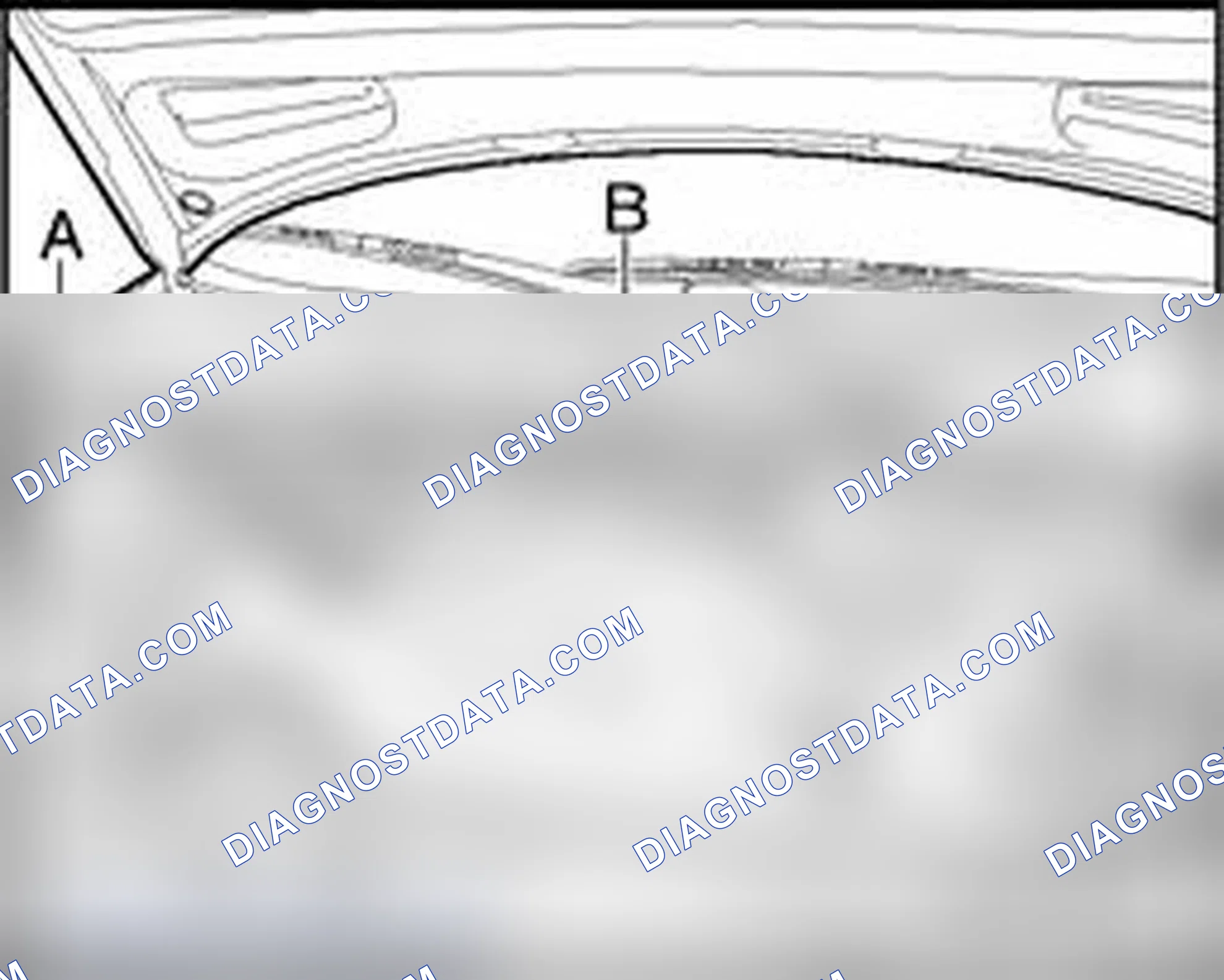
The type plate is located on the left suspension turret below the cover support.
Vehicles for certain export countries have no type plate.
The vehicle identification number (VIN) - B - (chassis number) is stamped on the rear bulkhead in the engine compartment.
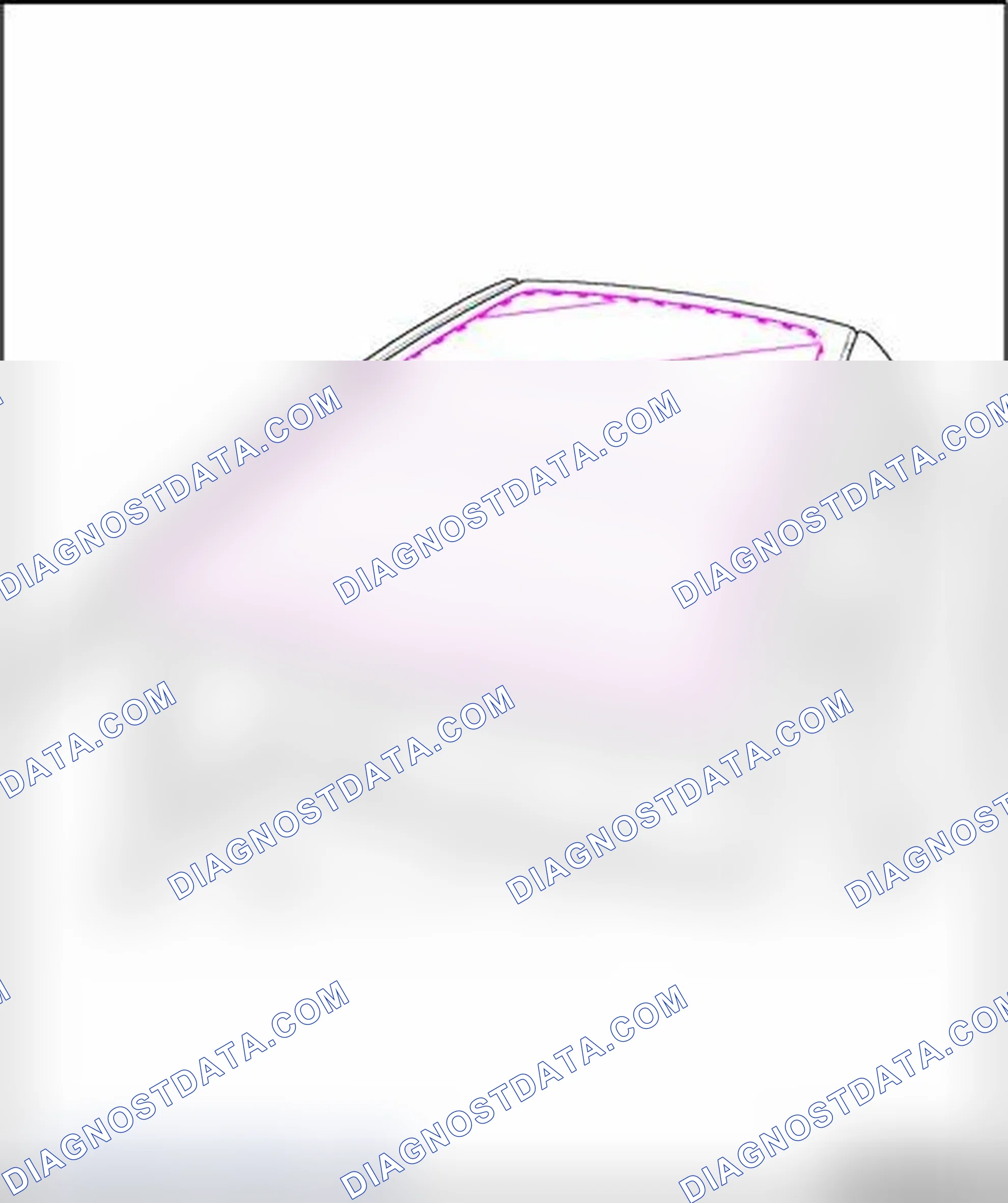
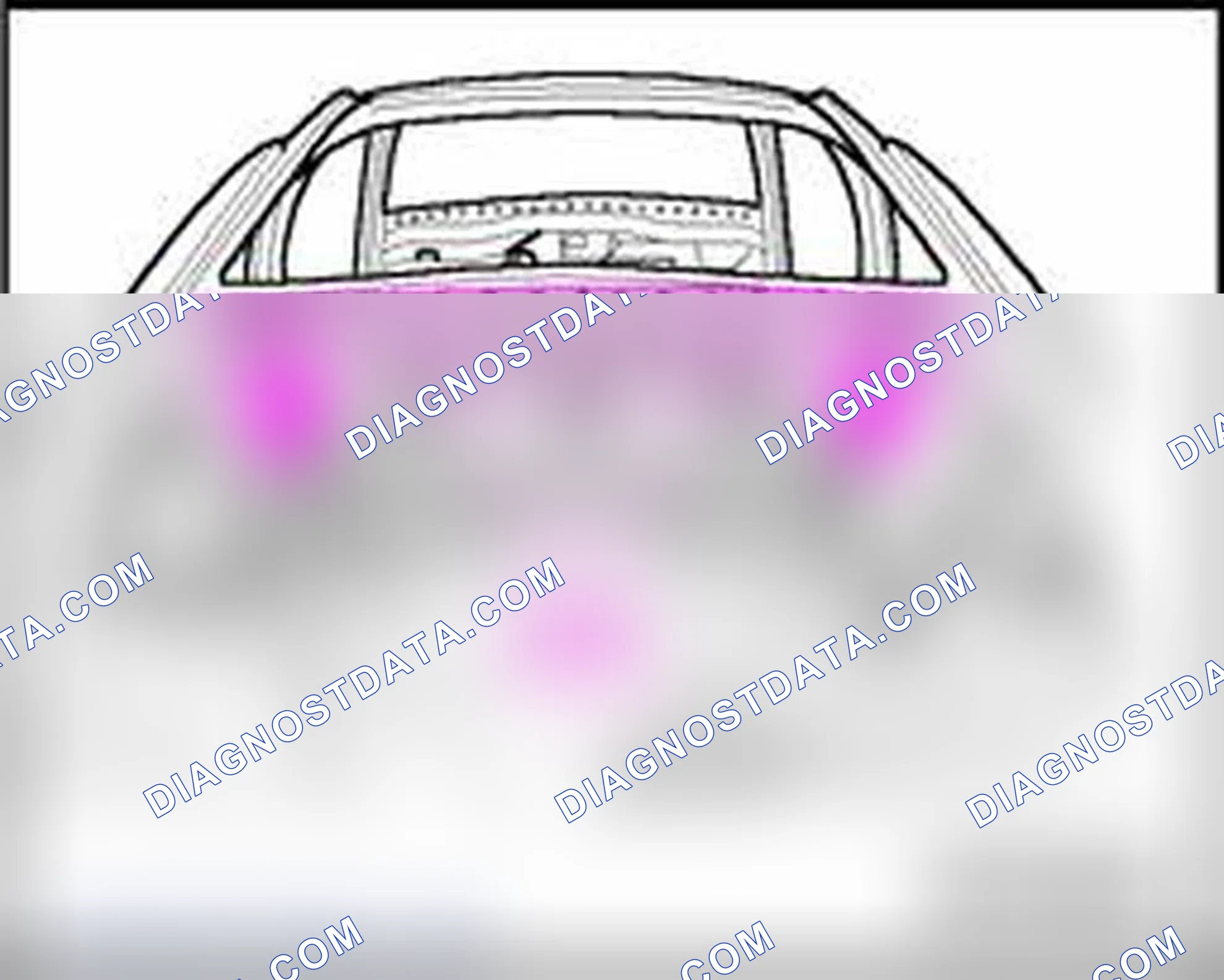
Scheme 2
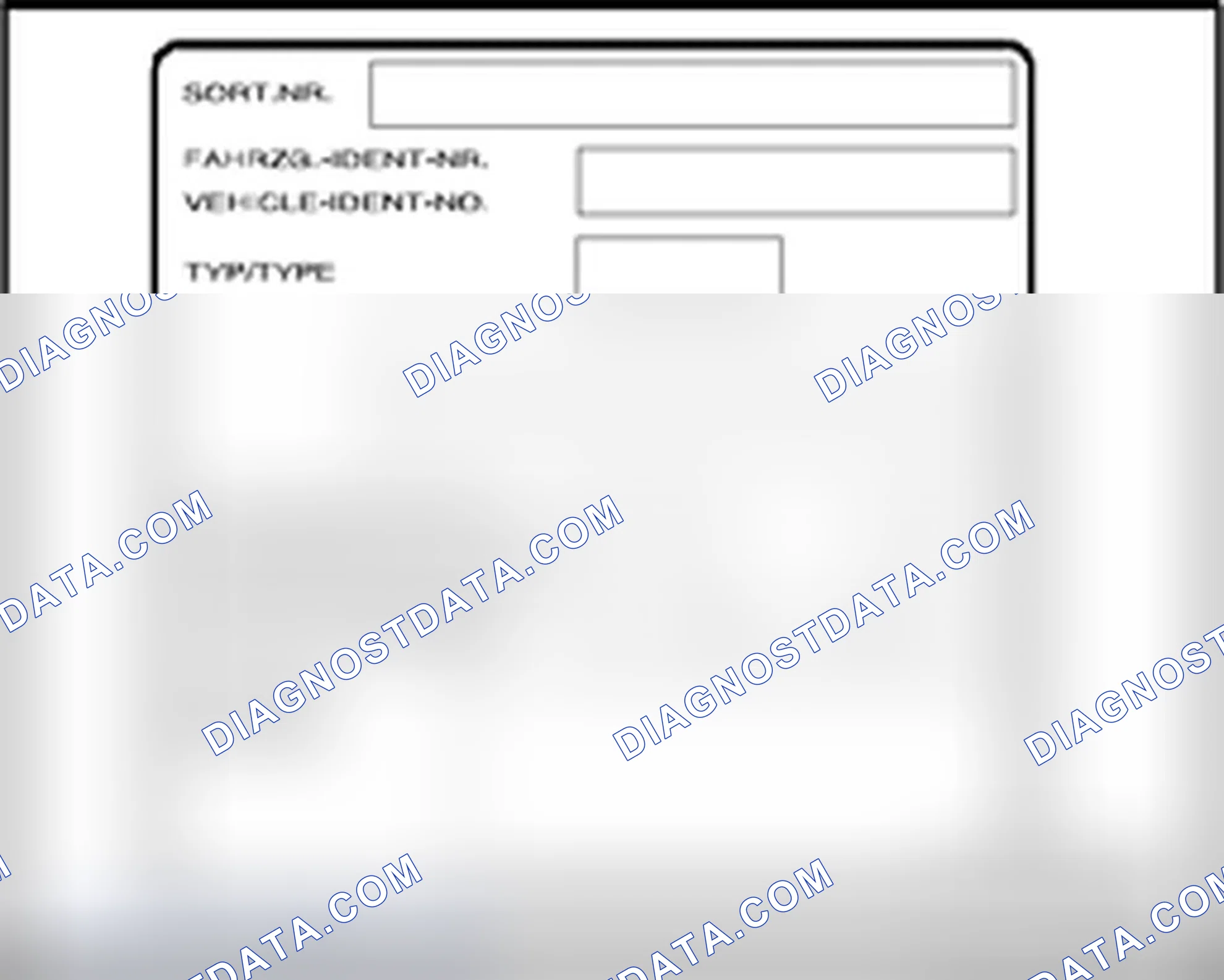
The vehicle data sticker is located in the spare wheel well at the rear of the vehicle.
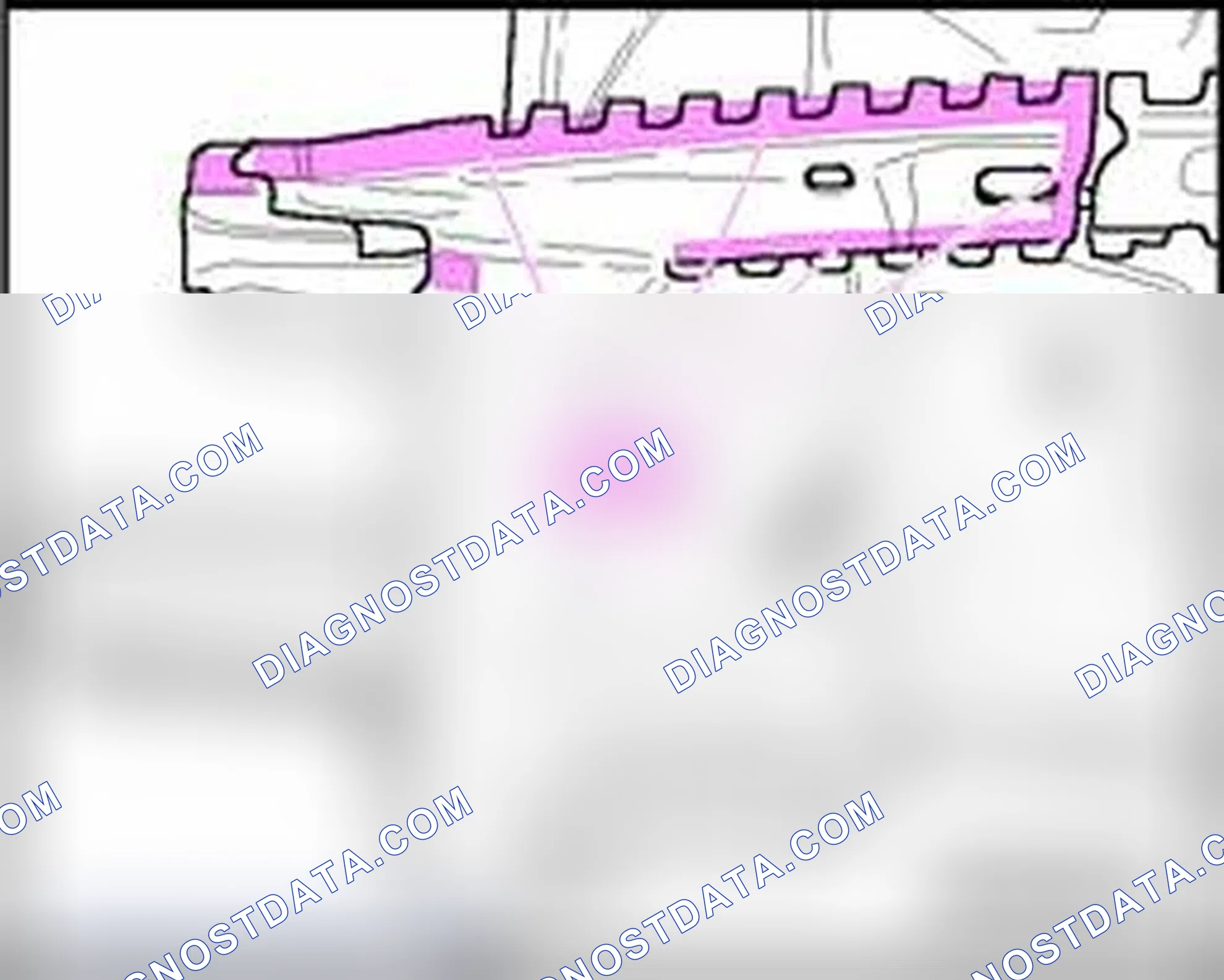
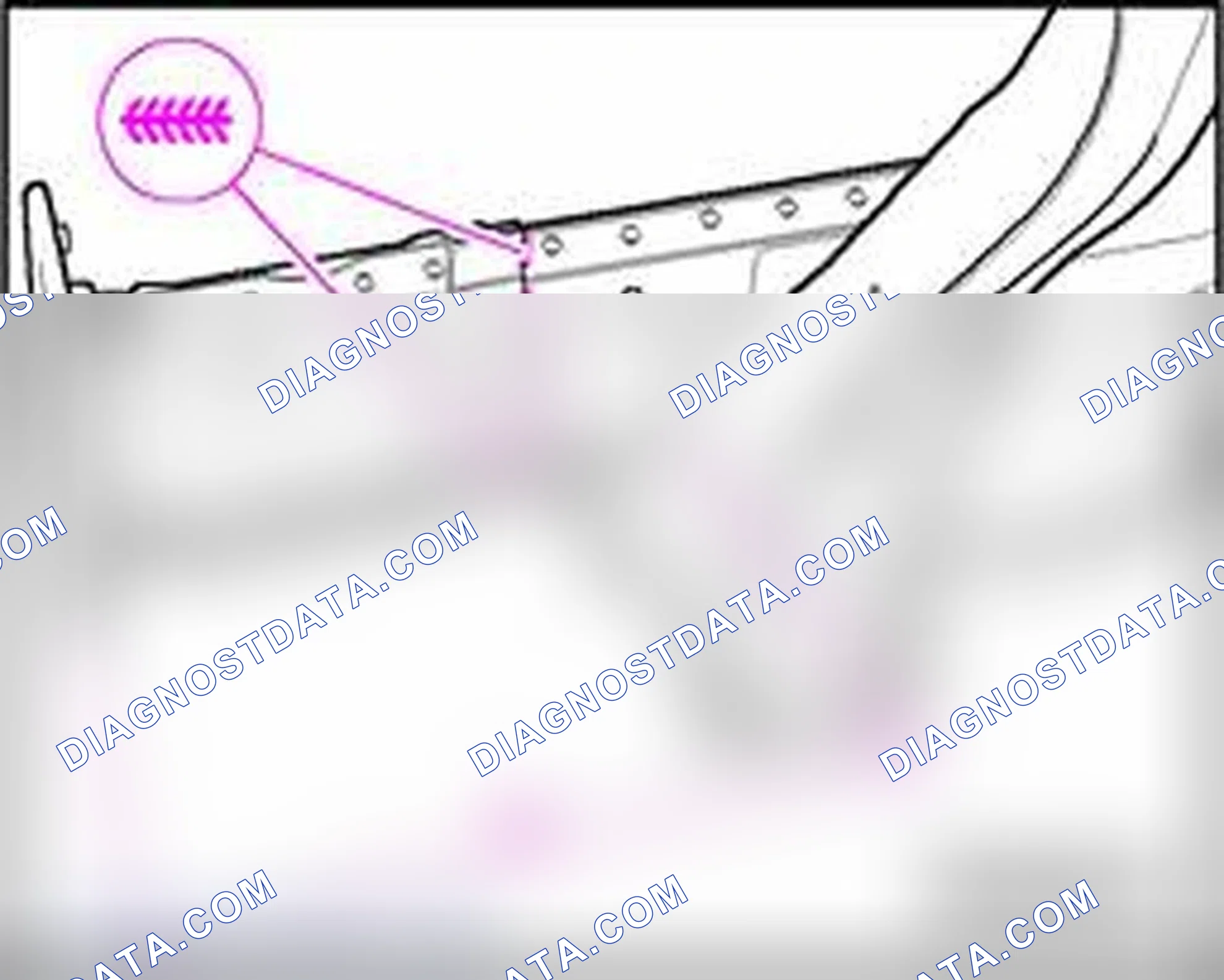
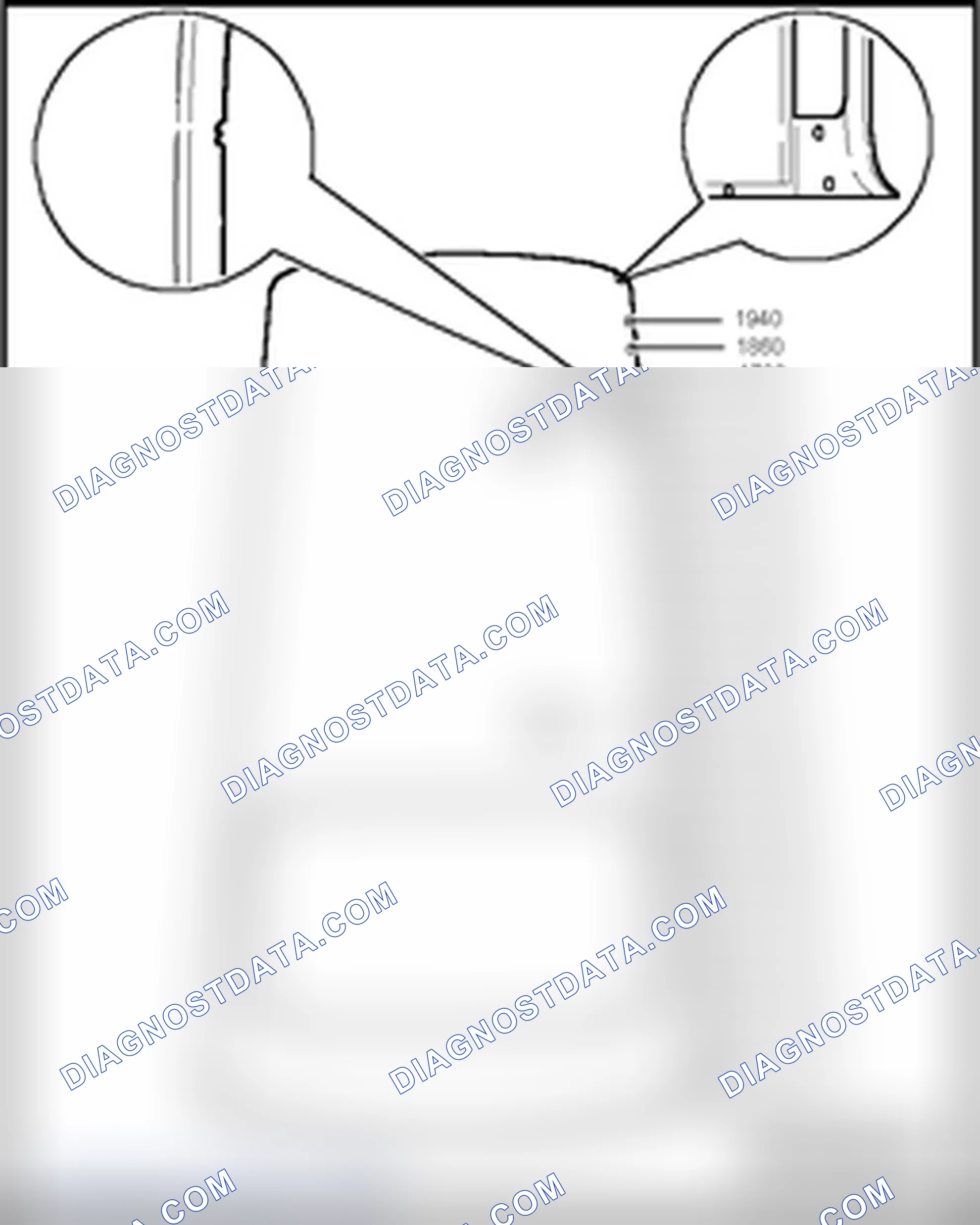
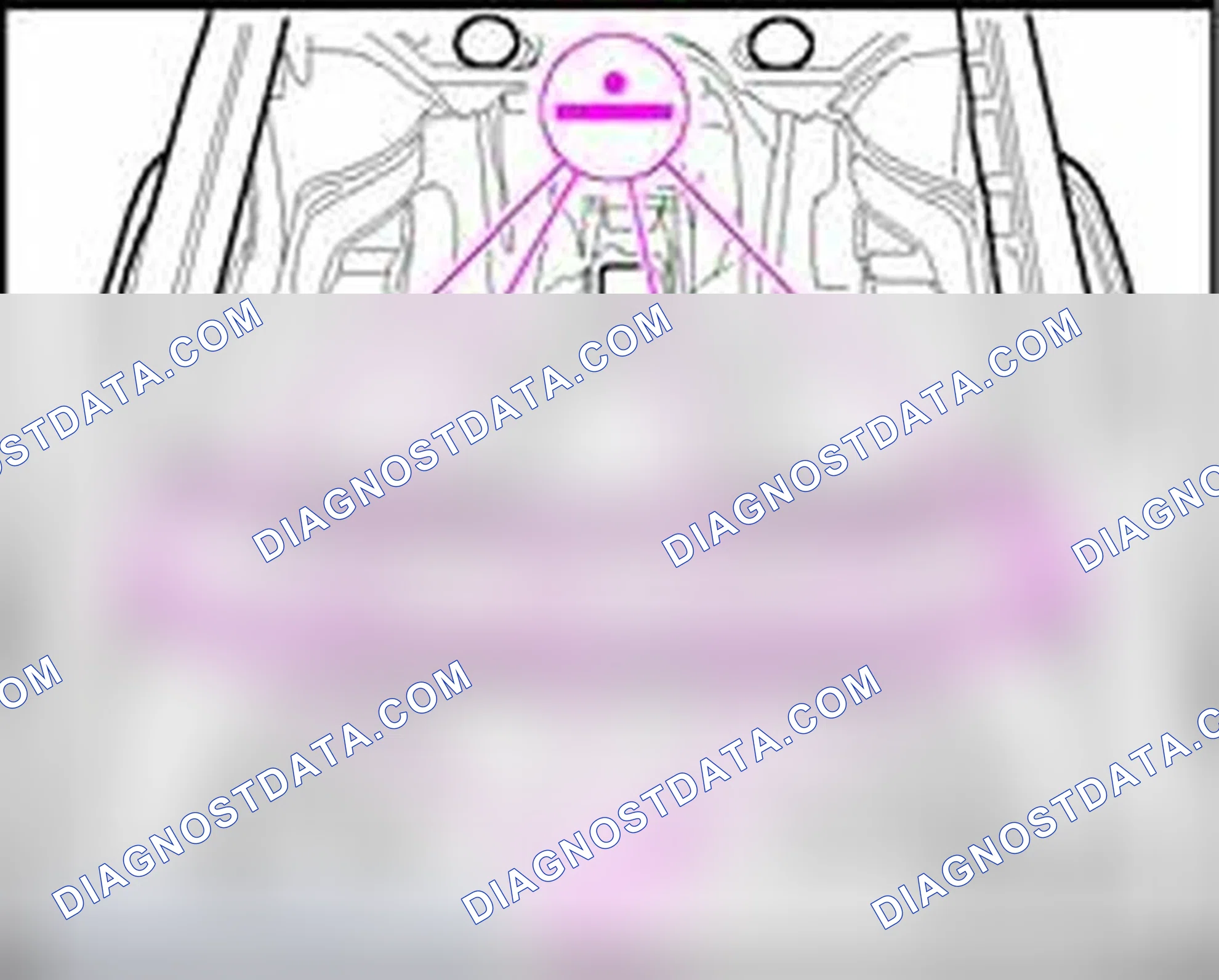
Scheme 3
Aluminum panels are used on the following parts of the car body: article, General notes; Repair procedures
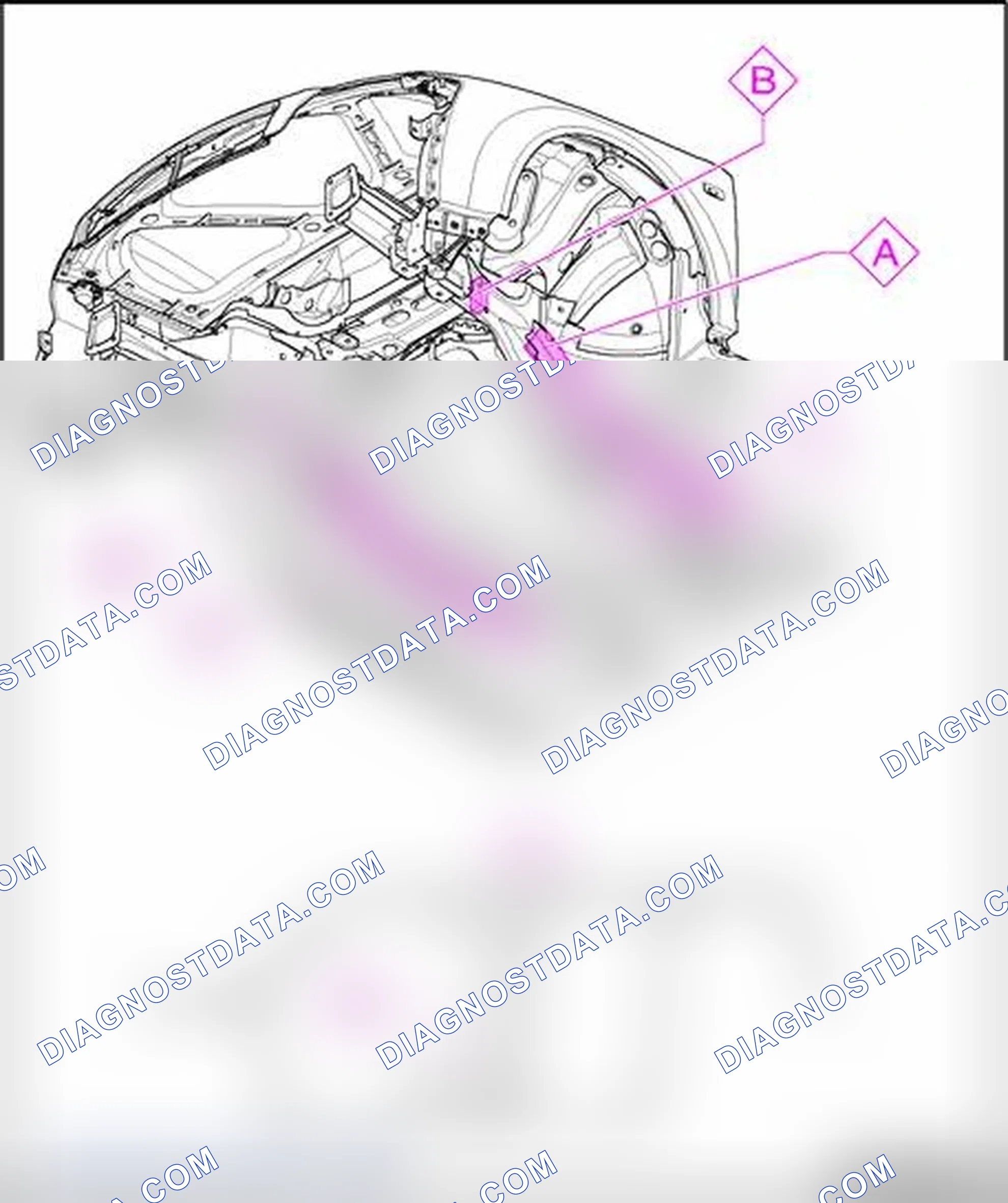
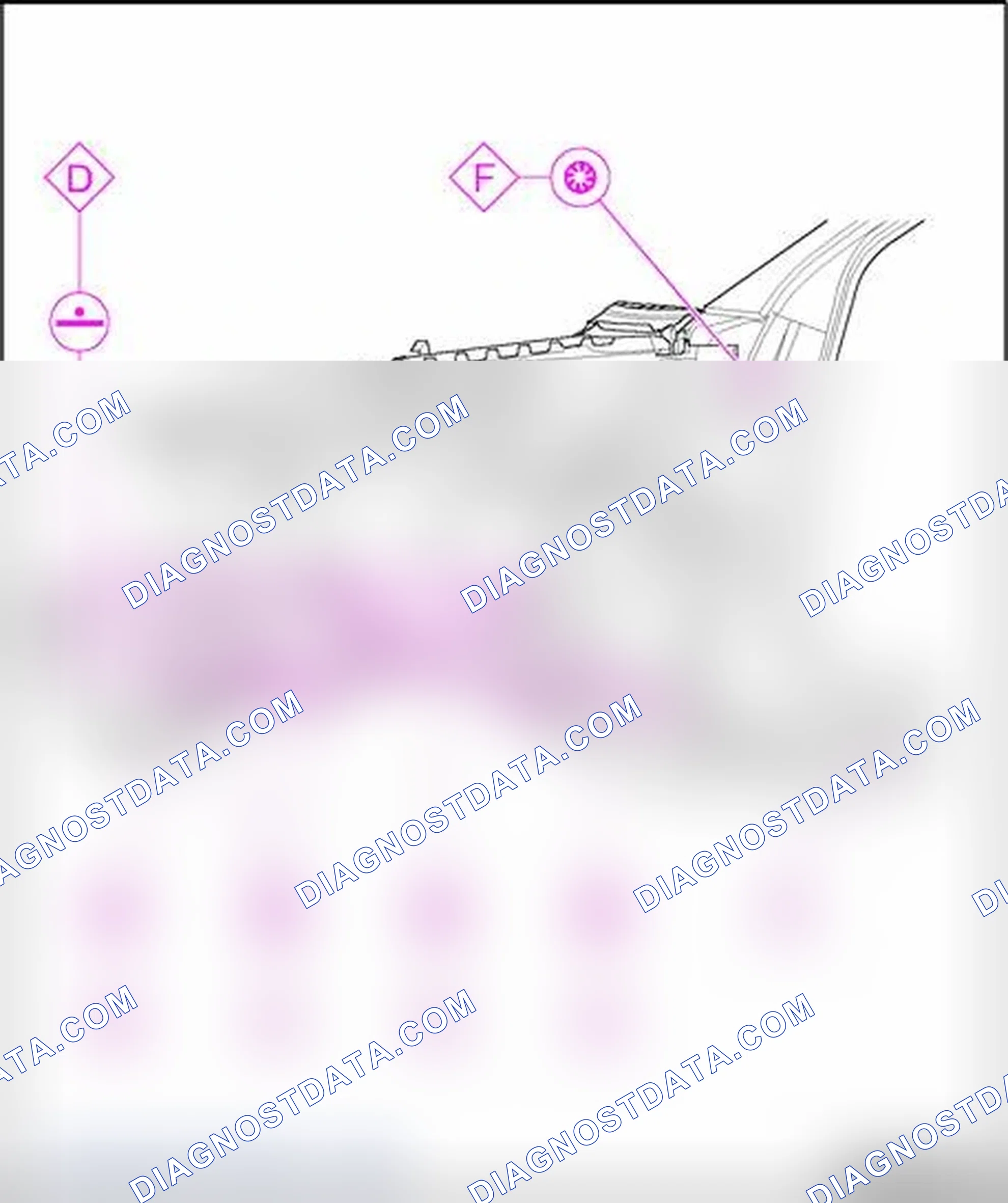
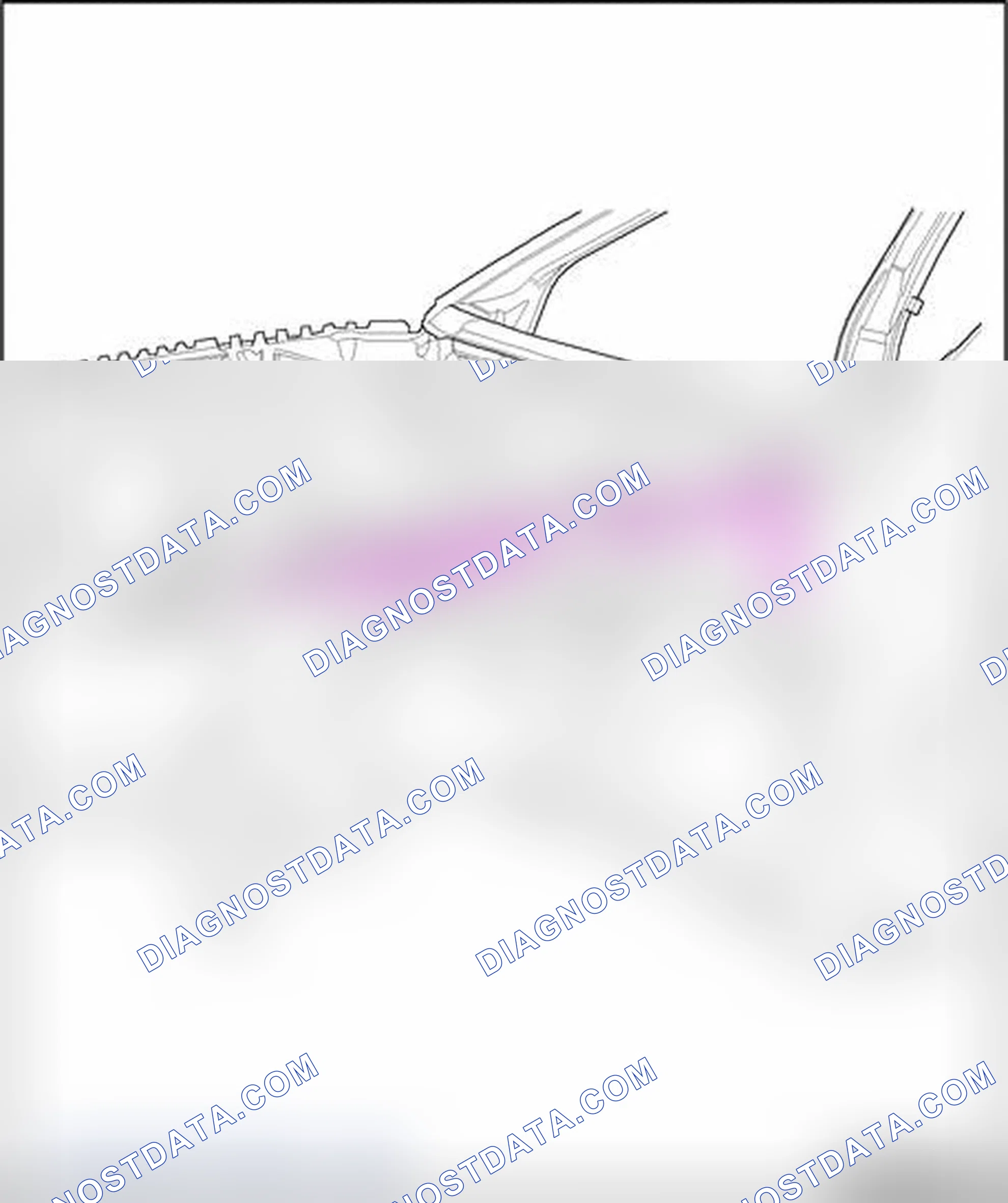
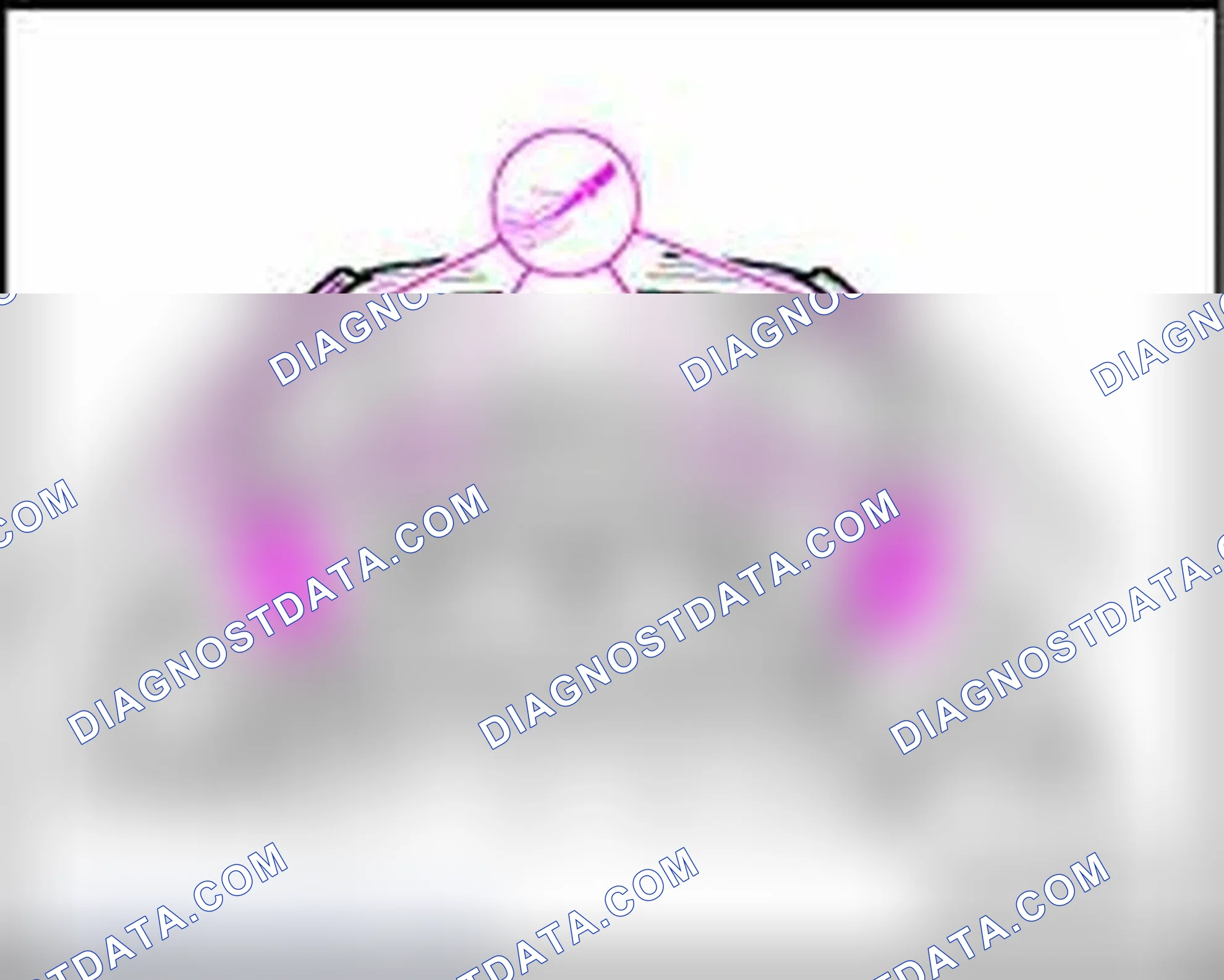
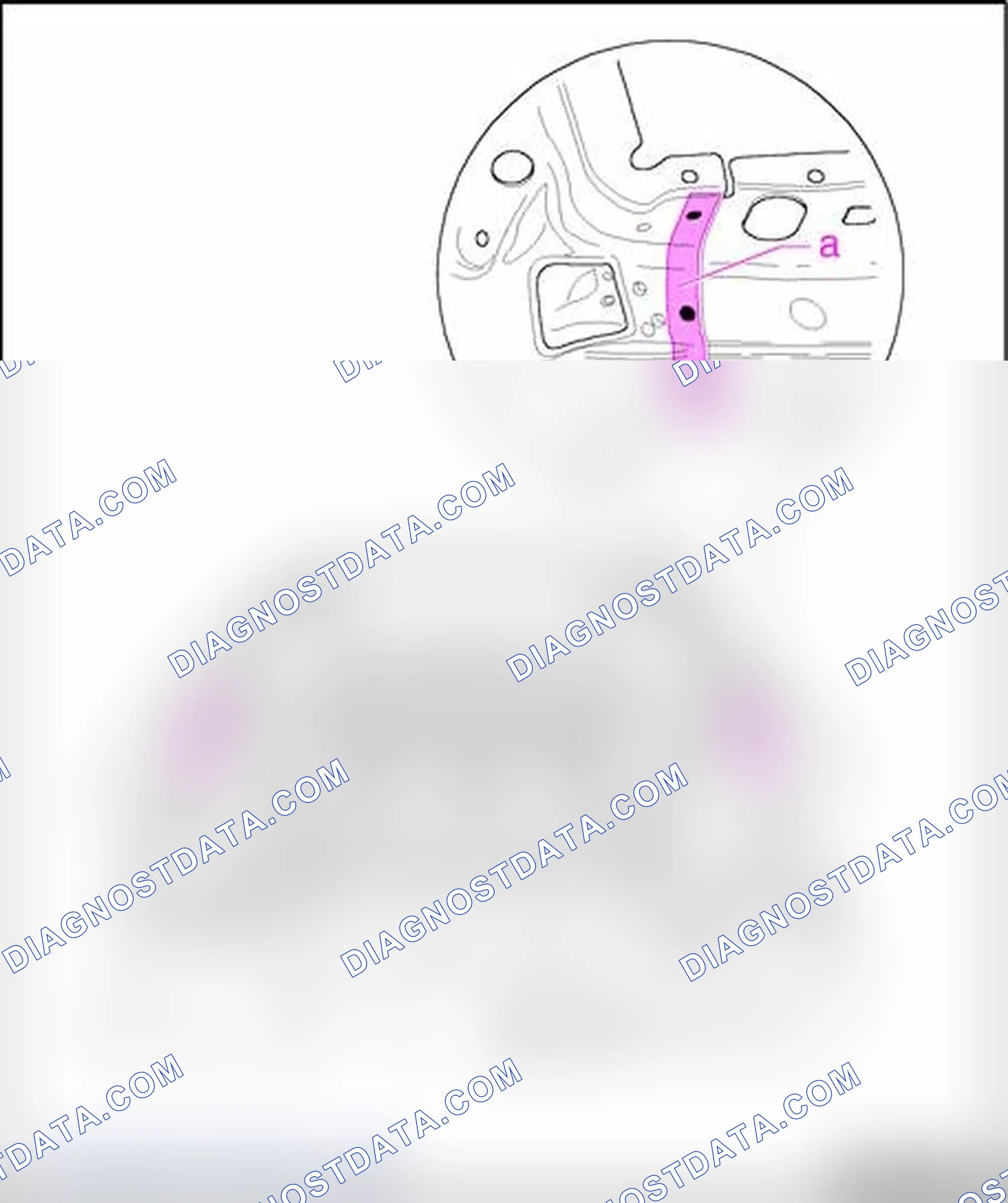
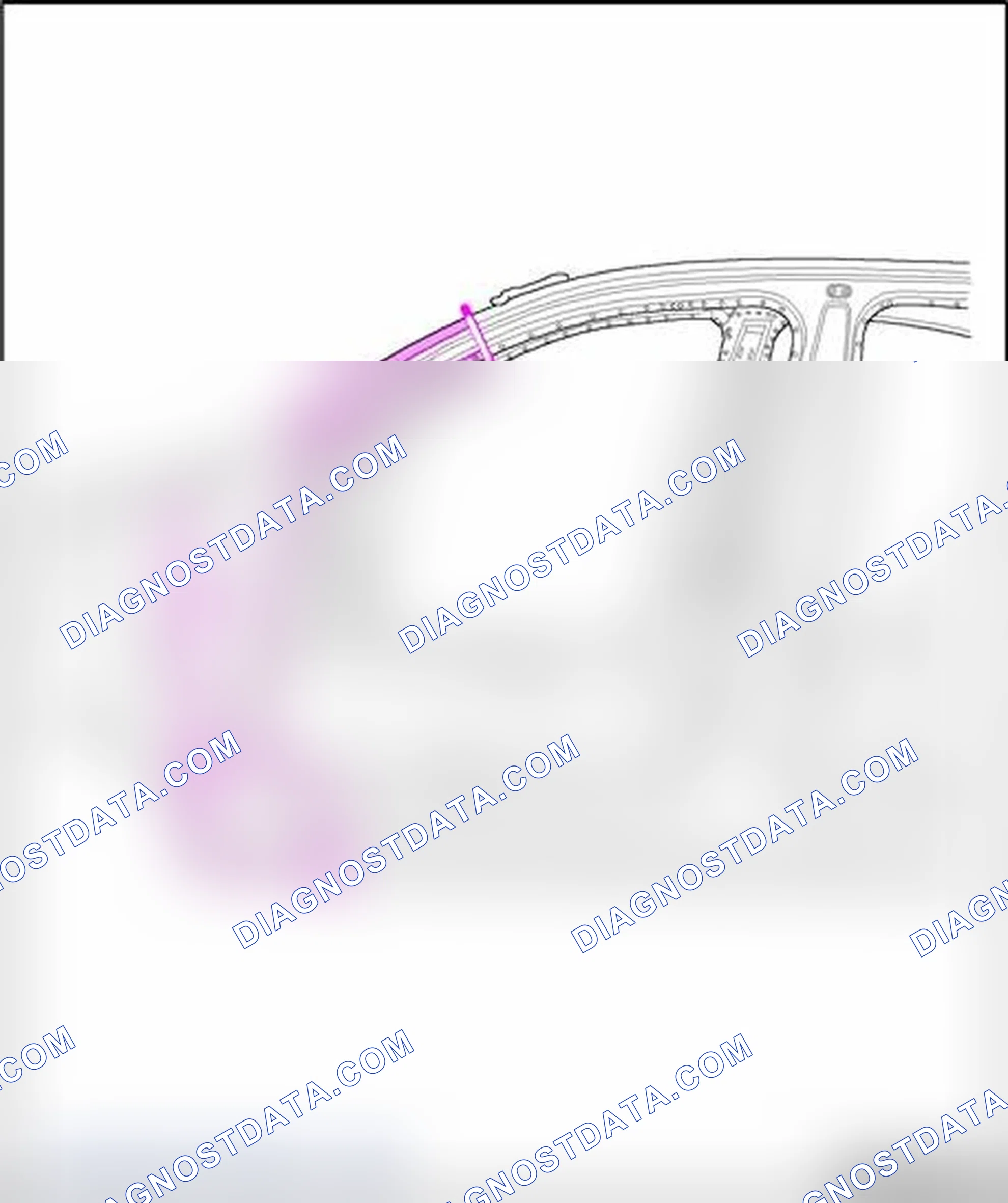
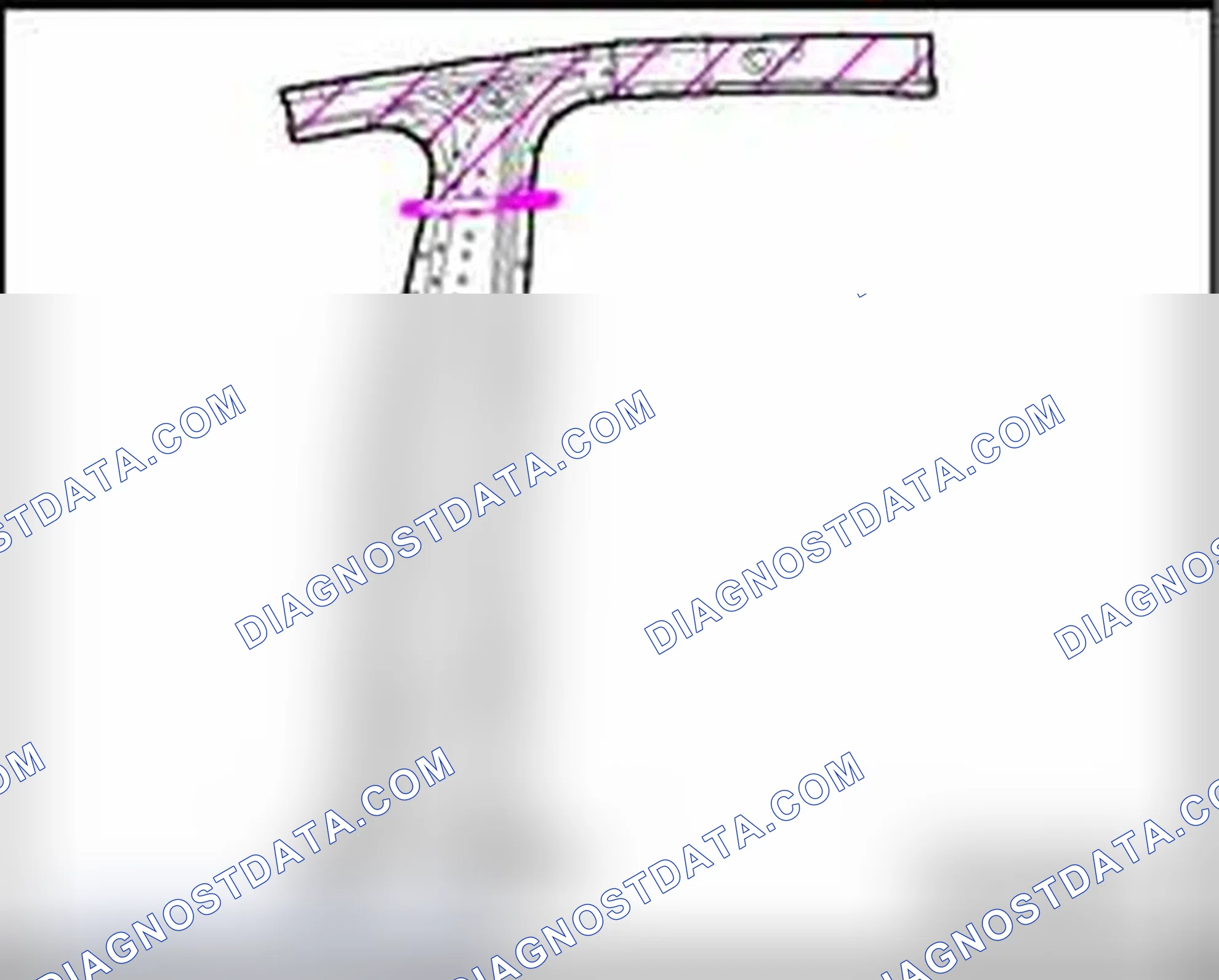
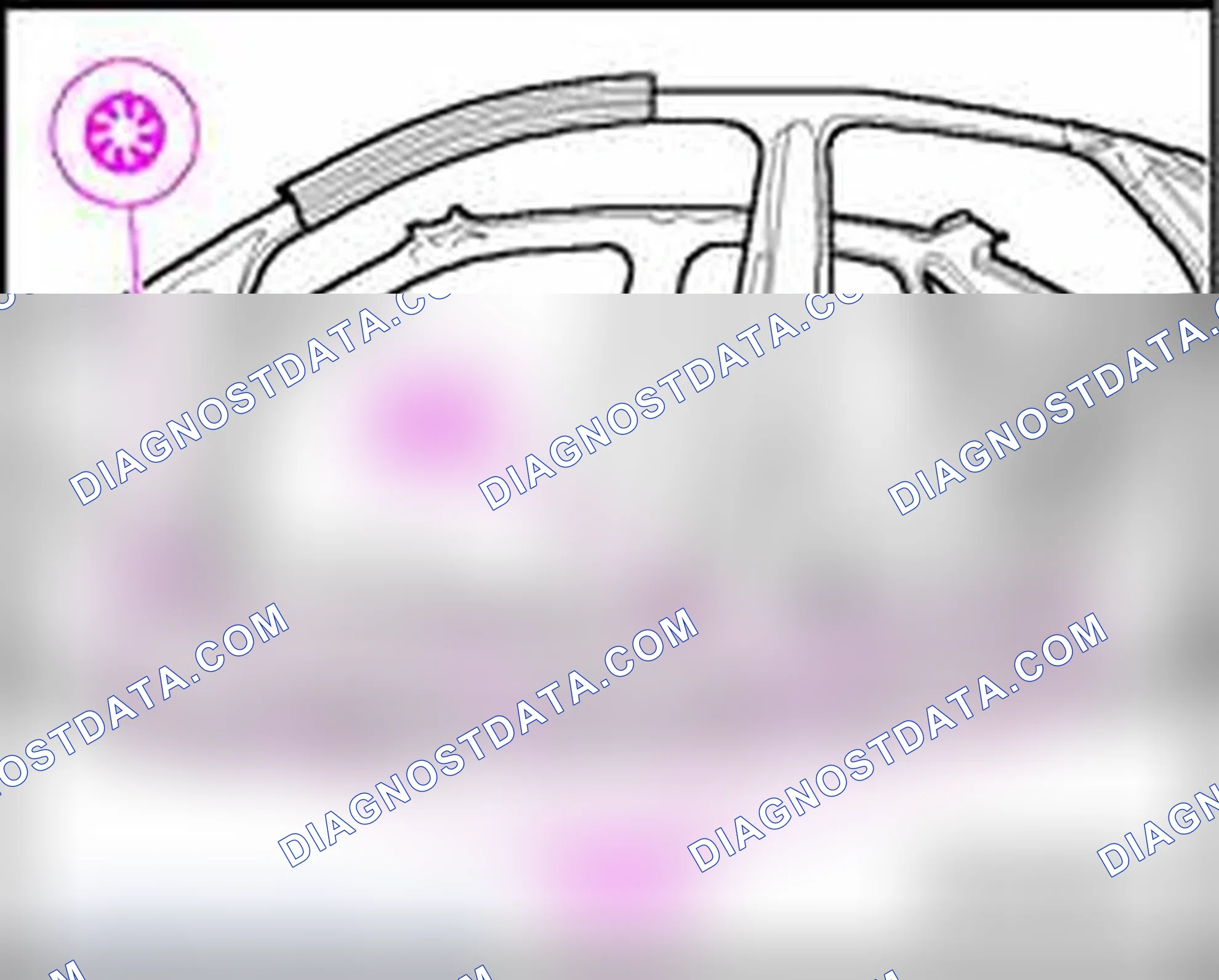
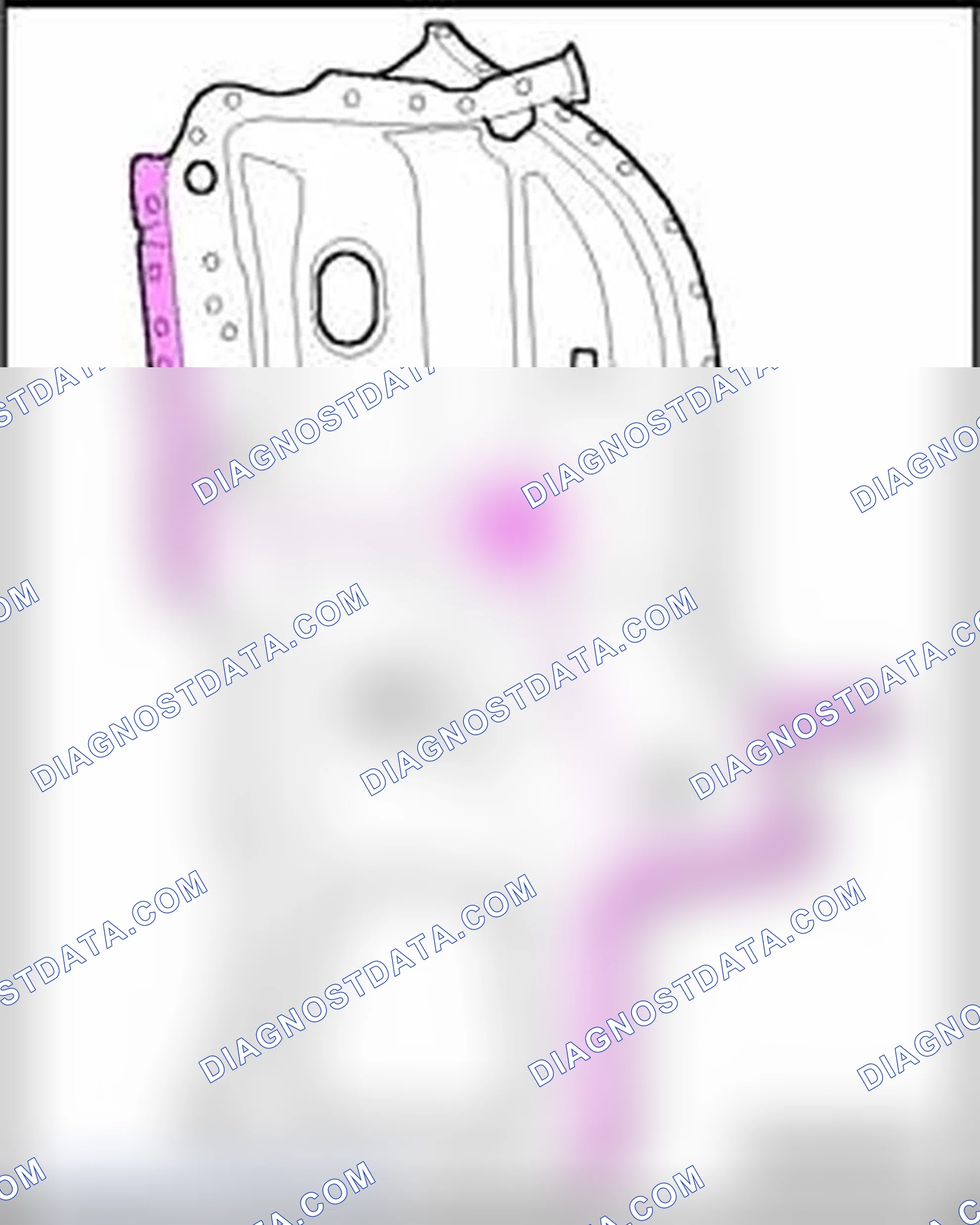
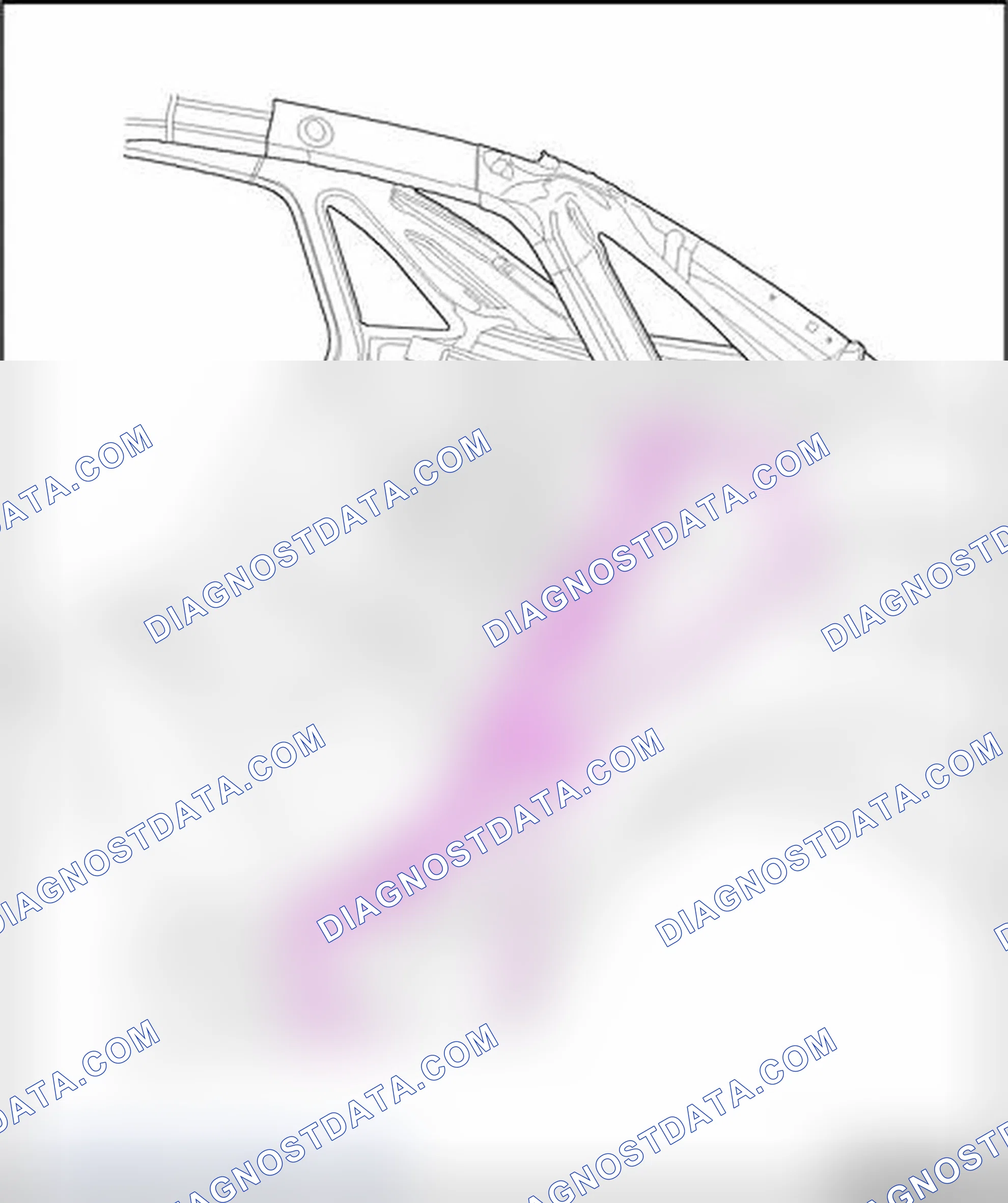
Scheme 4

a - Foam-filling hole
The following parts of the body are foam-filled for acoustic reasons
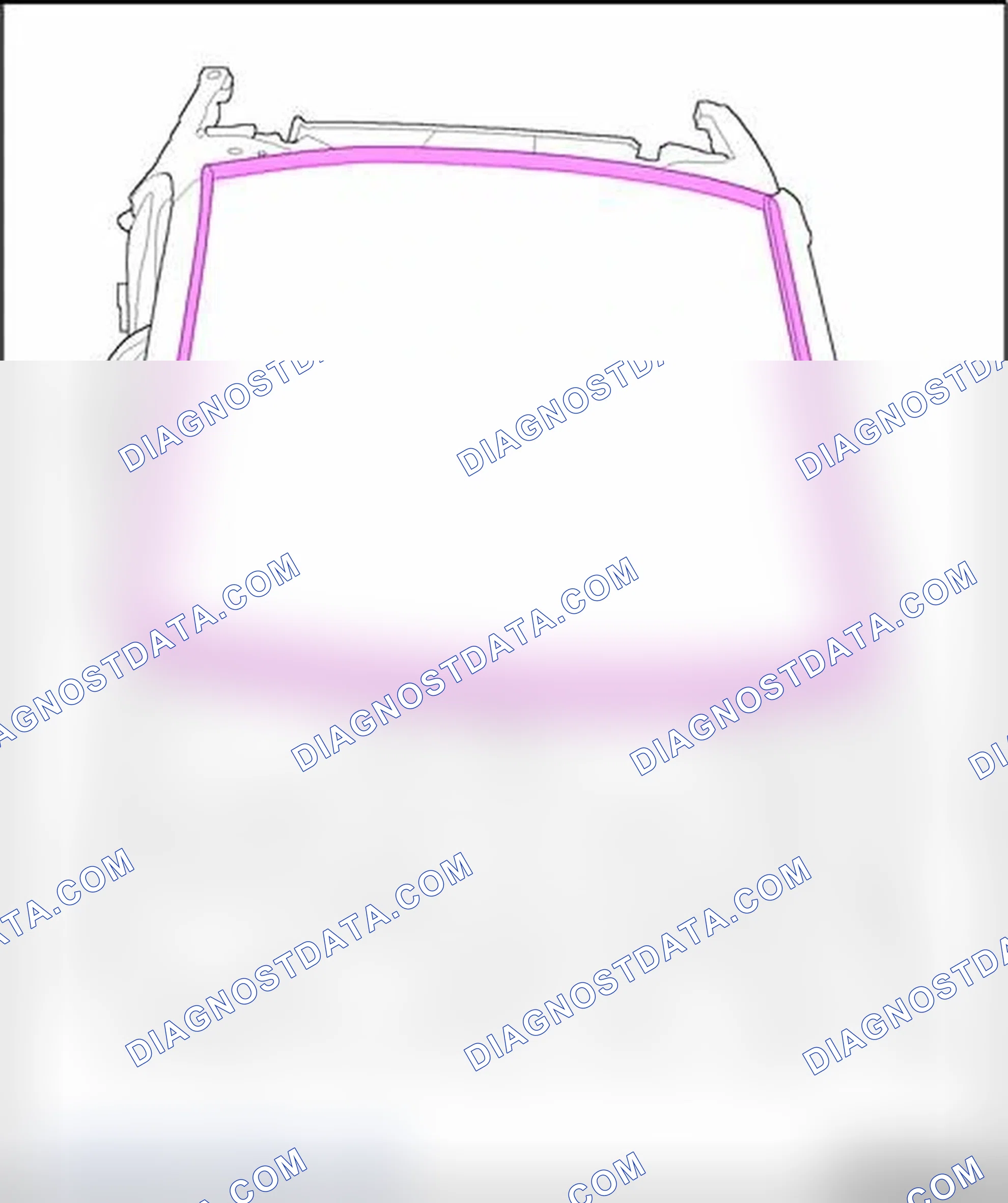
A-pillar
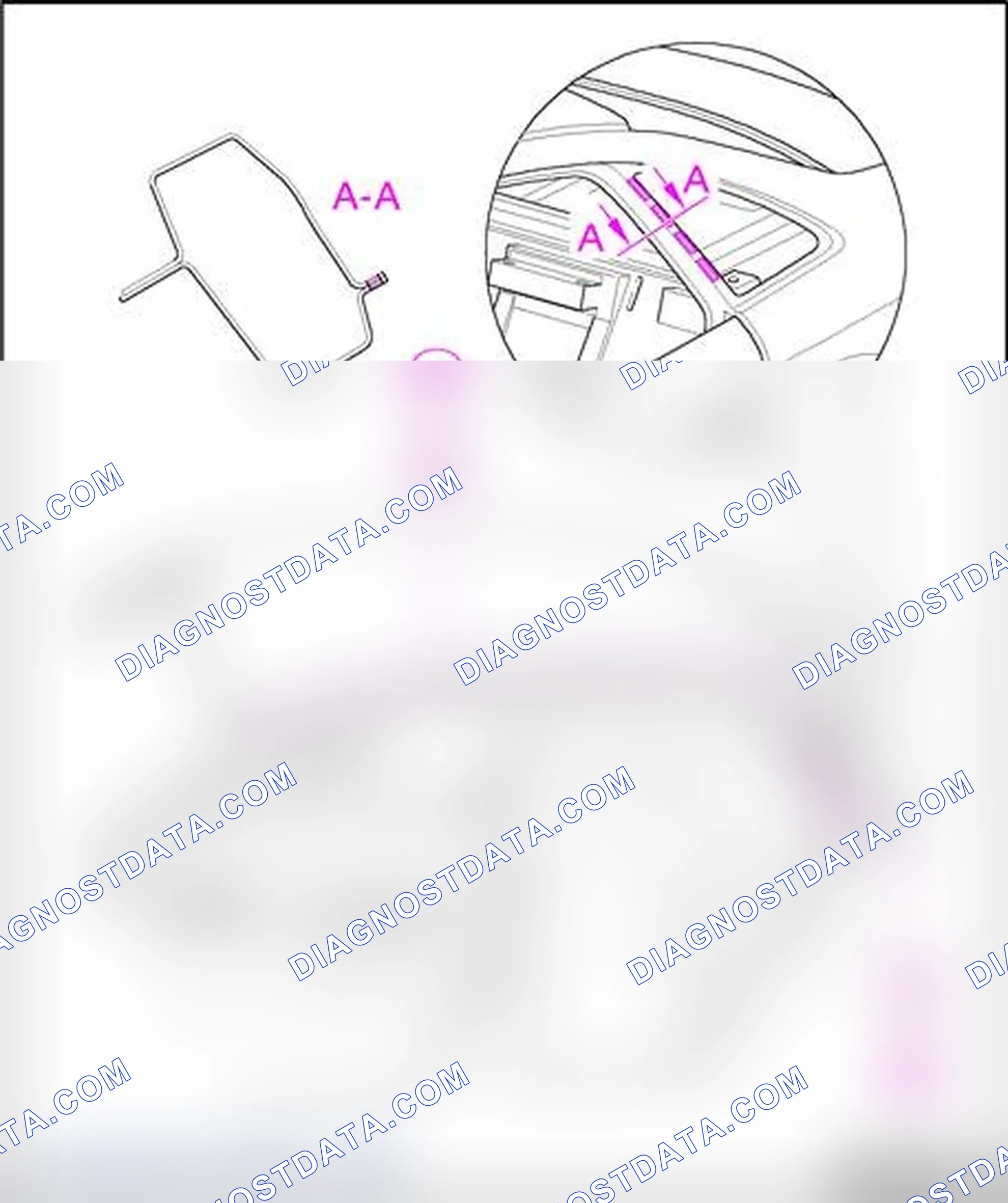
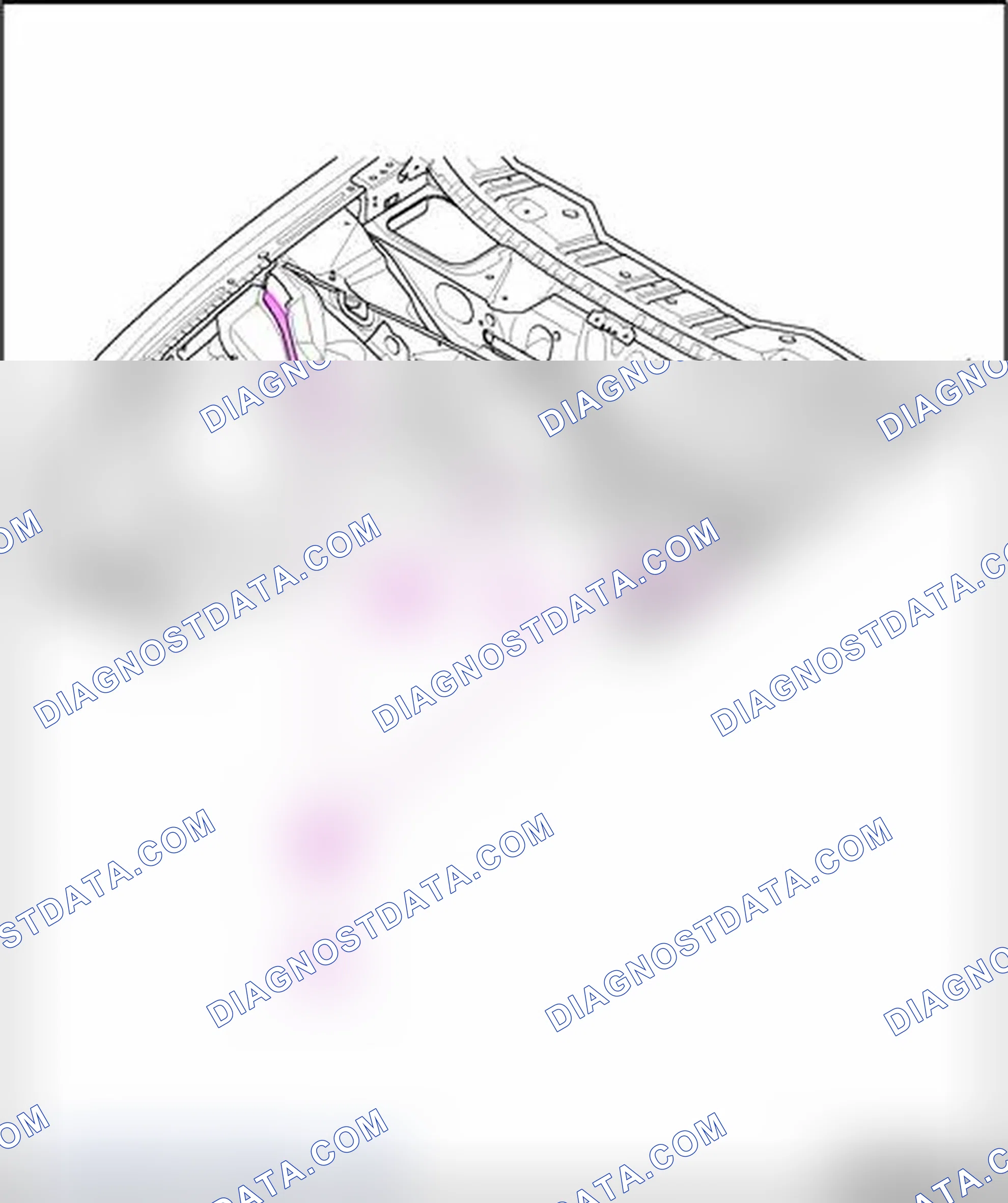
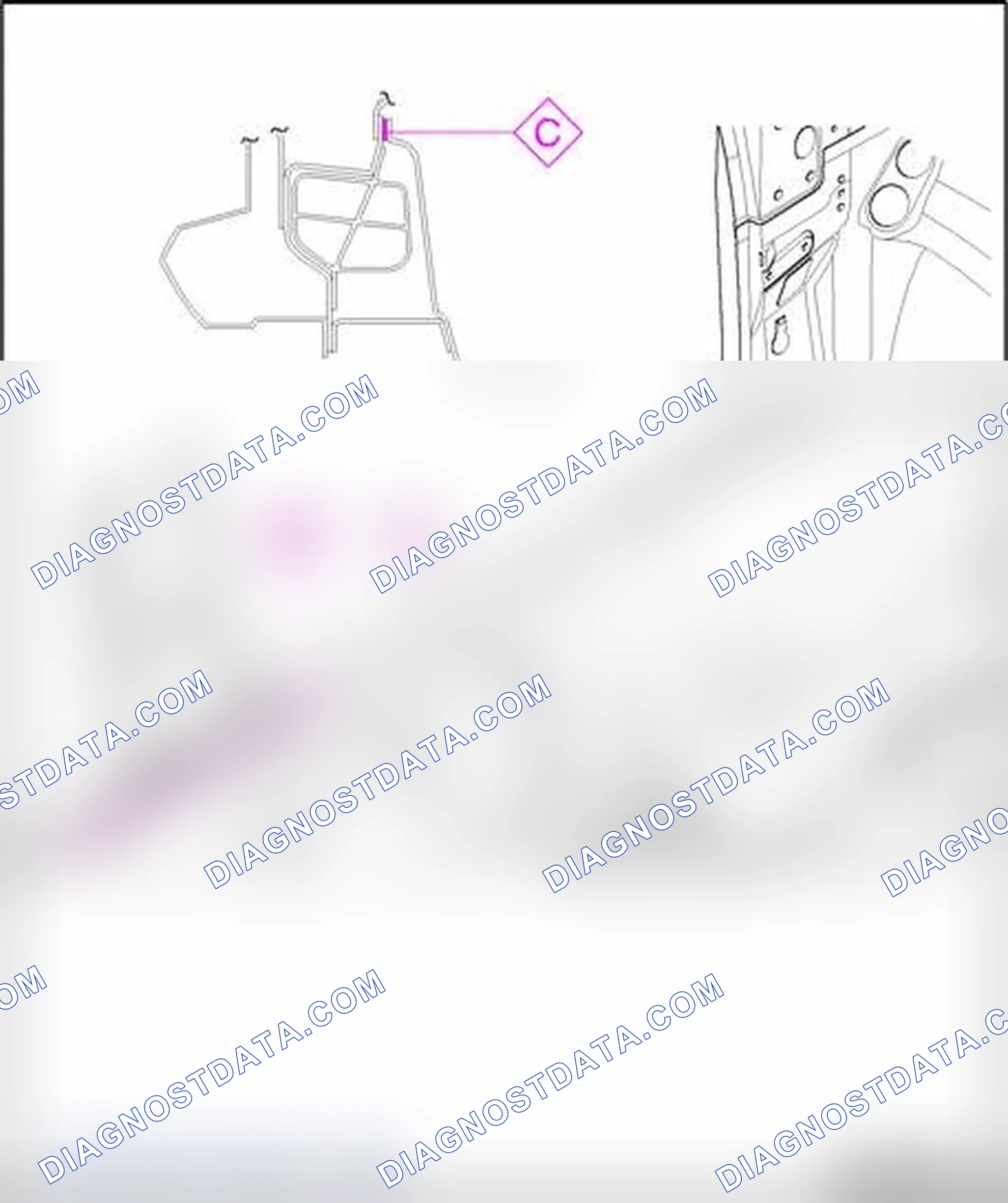
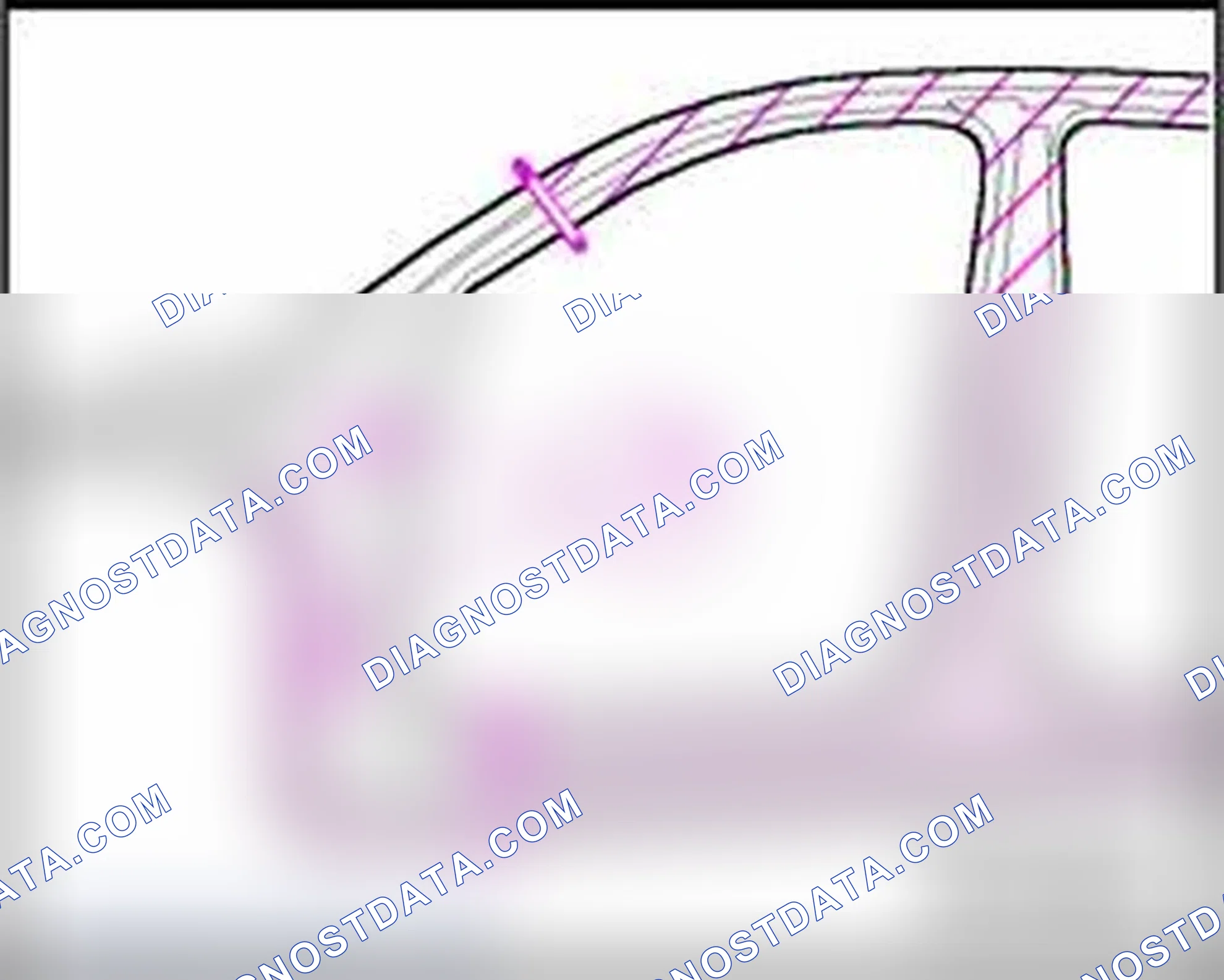
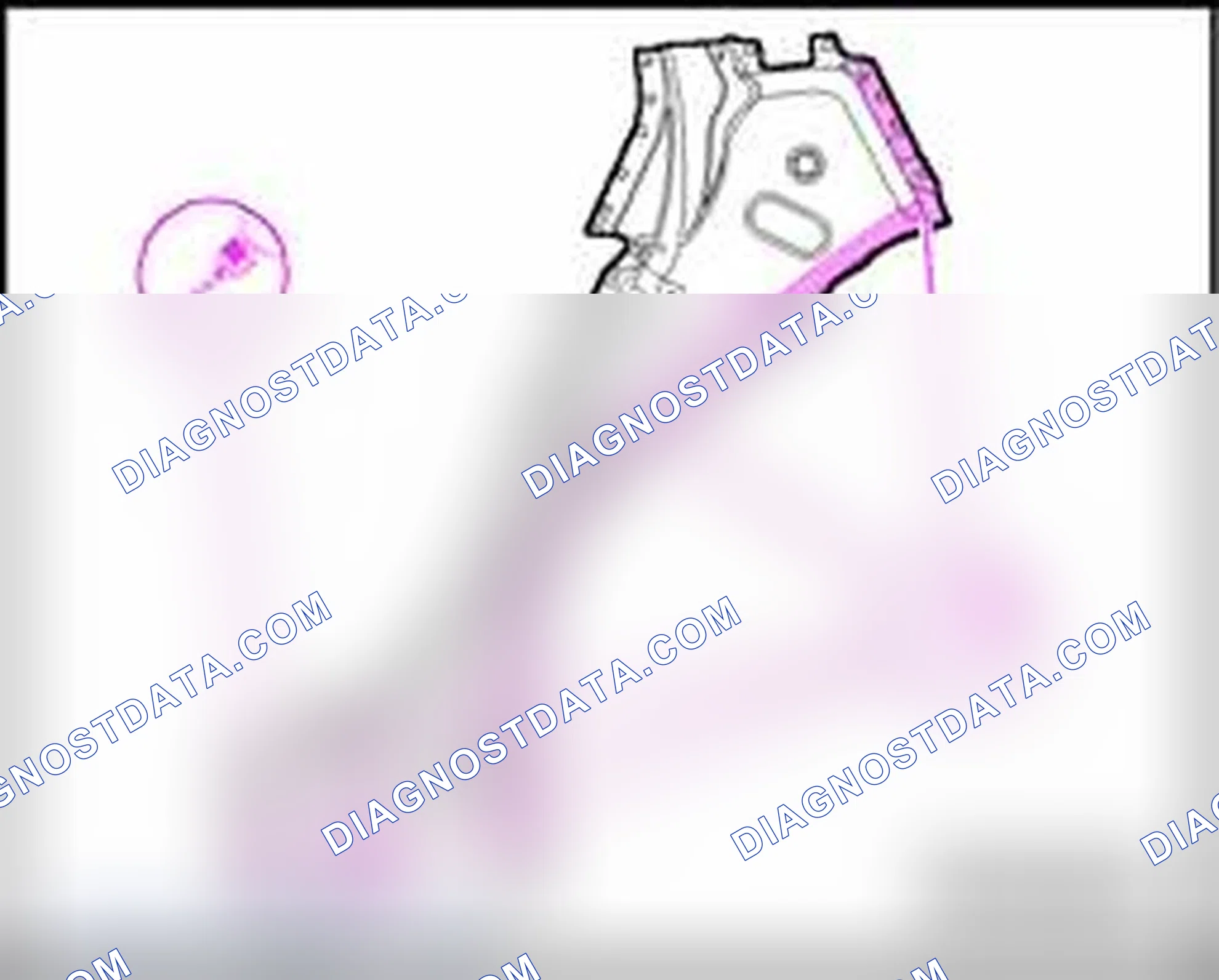
Scheme 5
A - Foam insert
Can be re-used. Do not make separating cut in this area. Glue in part with window adhesive.
B - Expanded foam insert
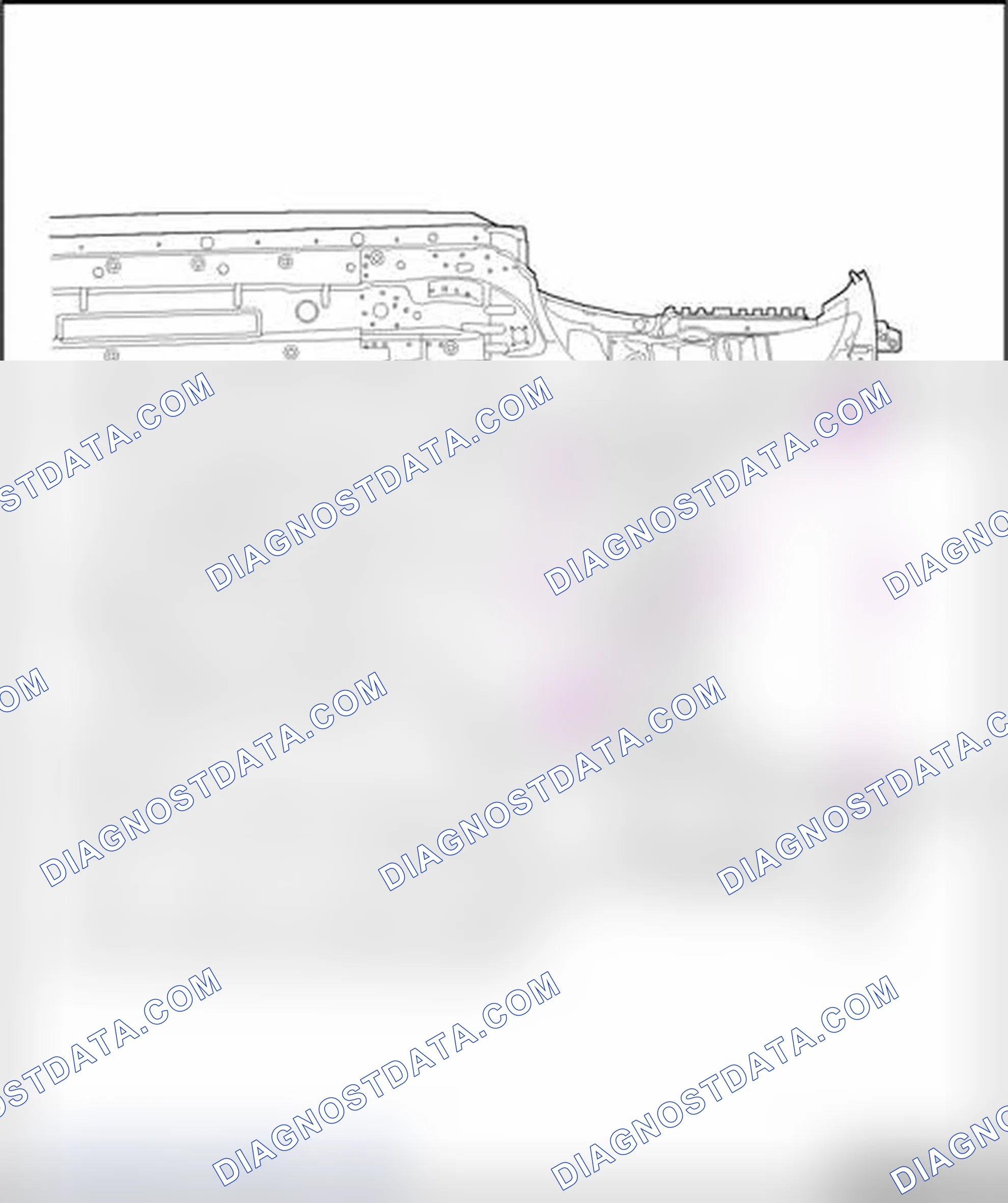
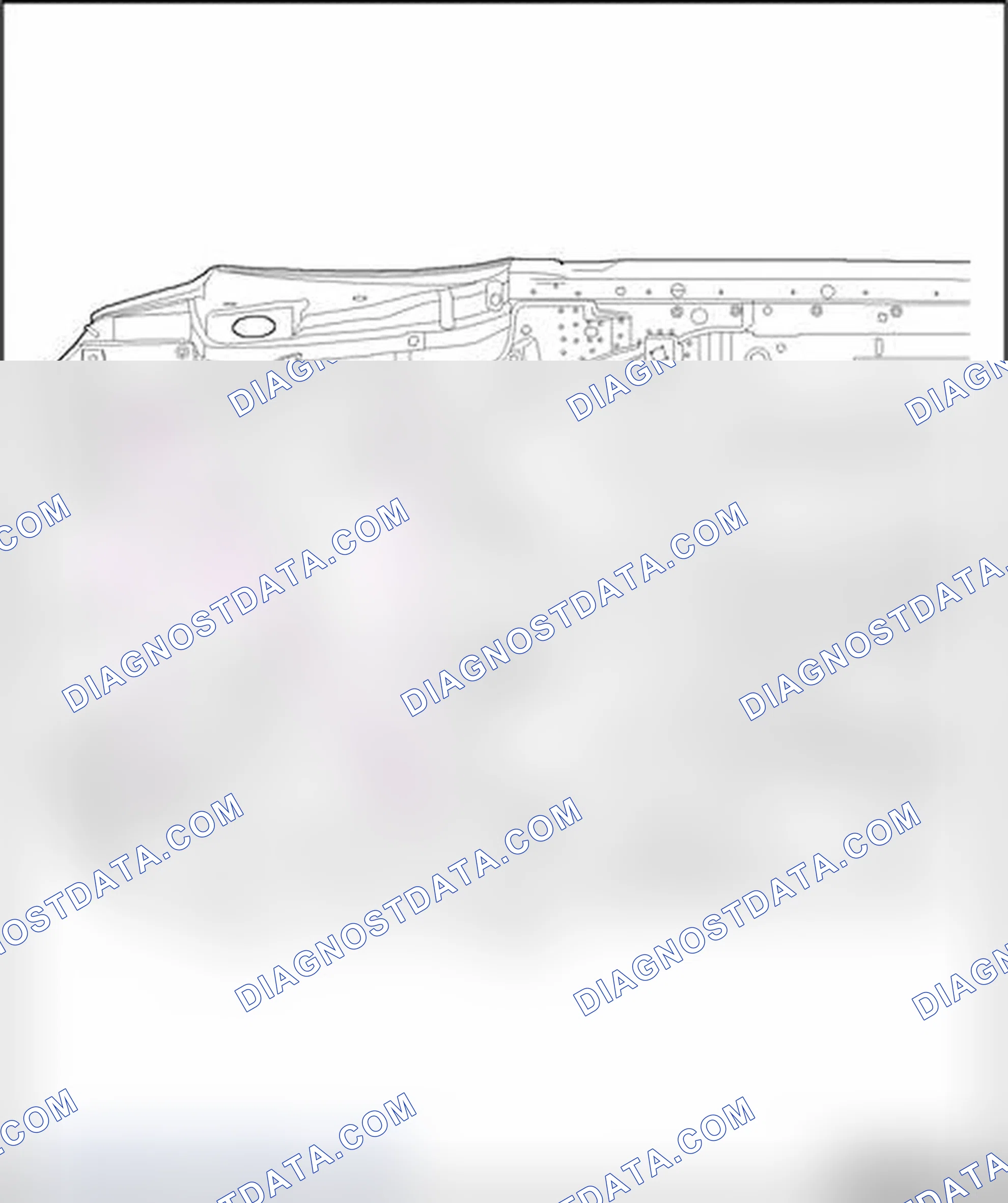
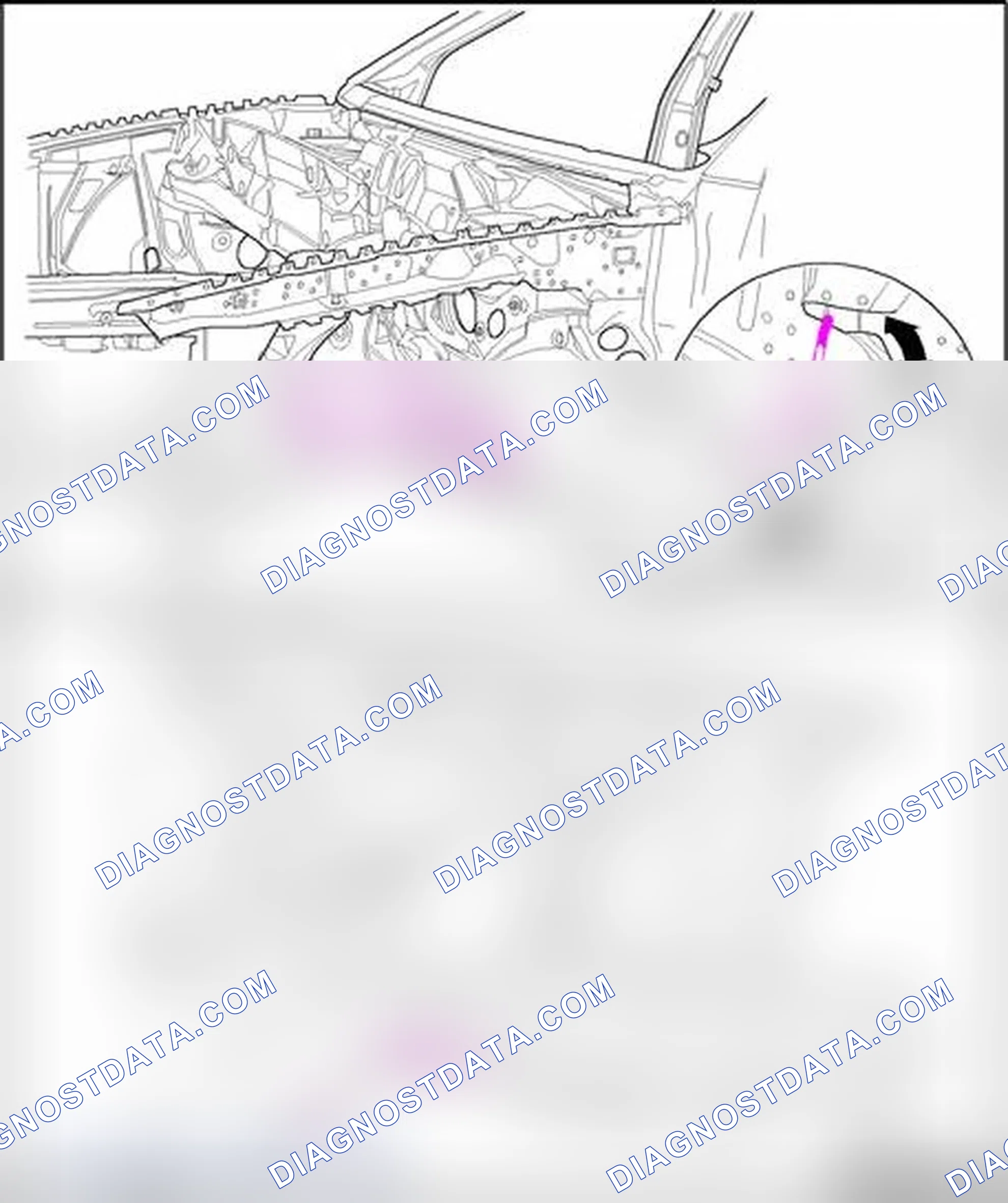
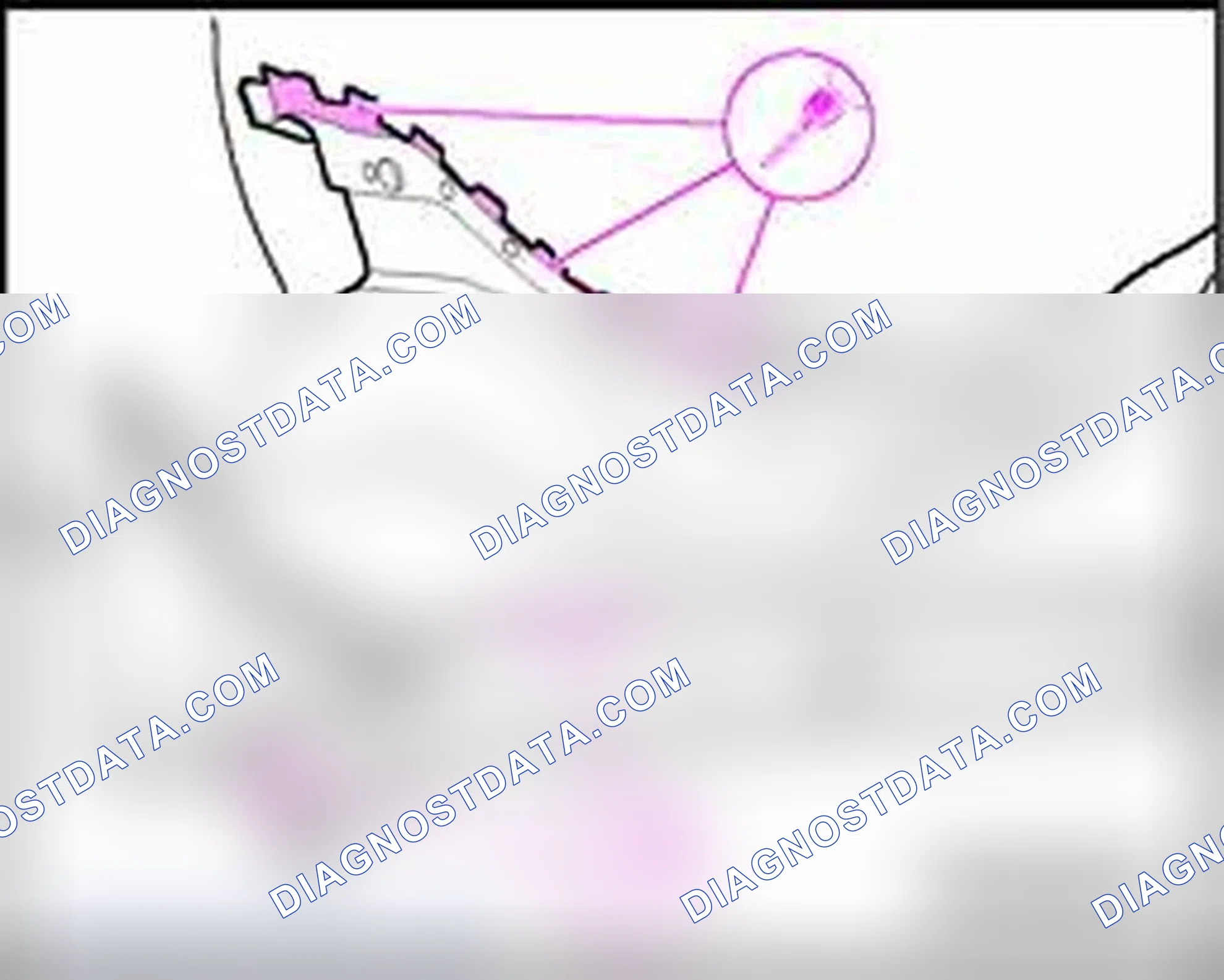
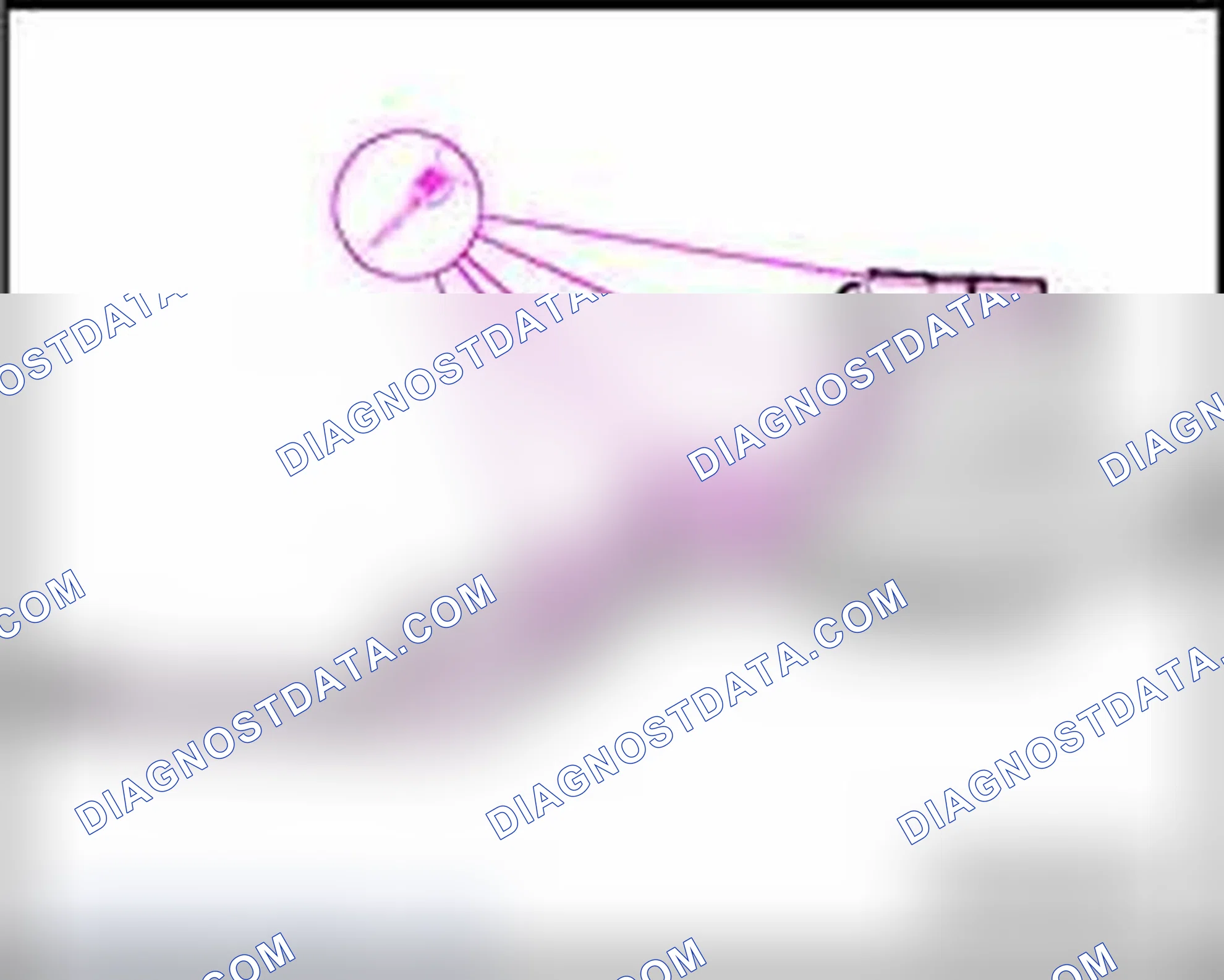
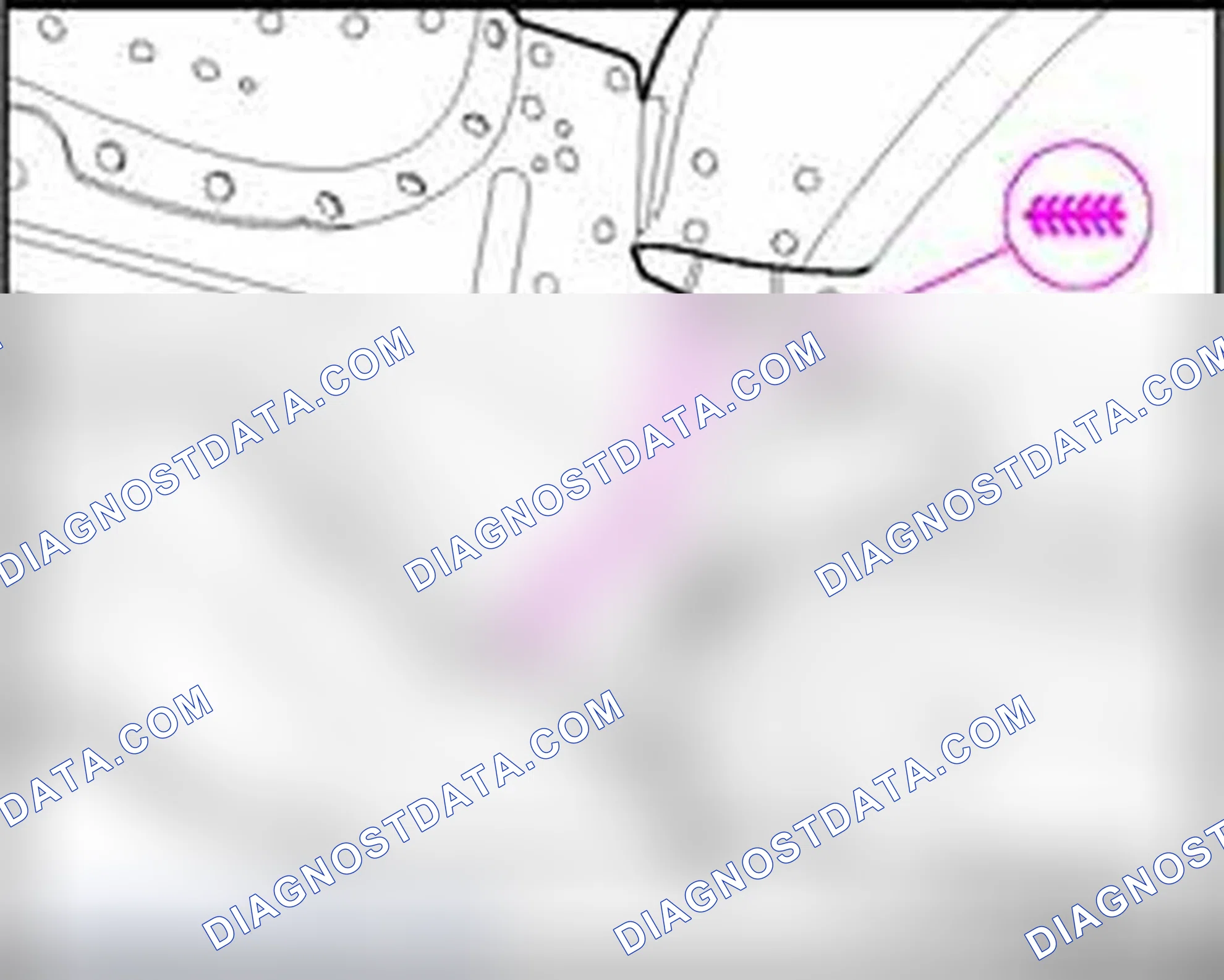
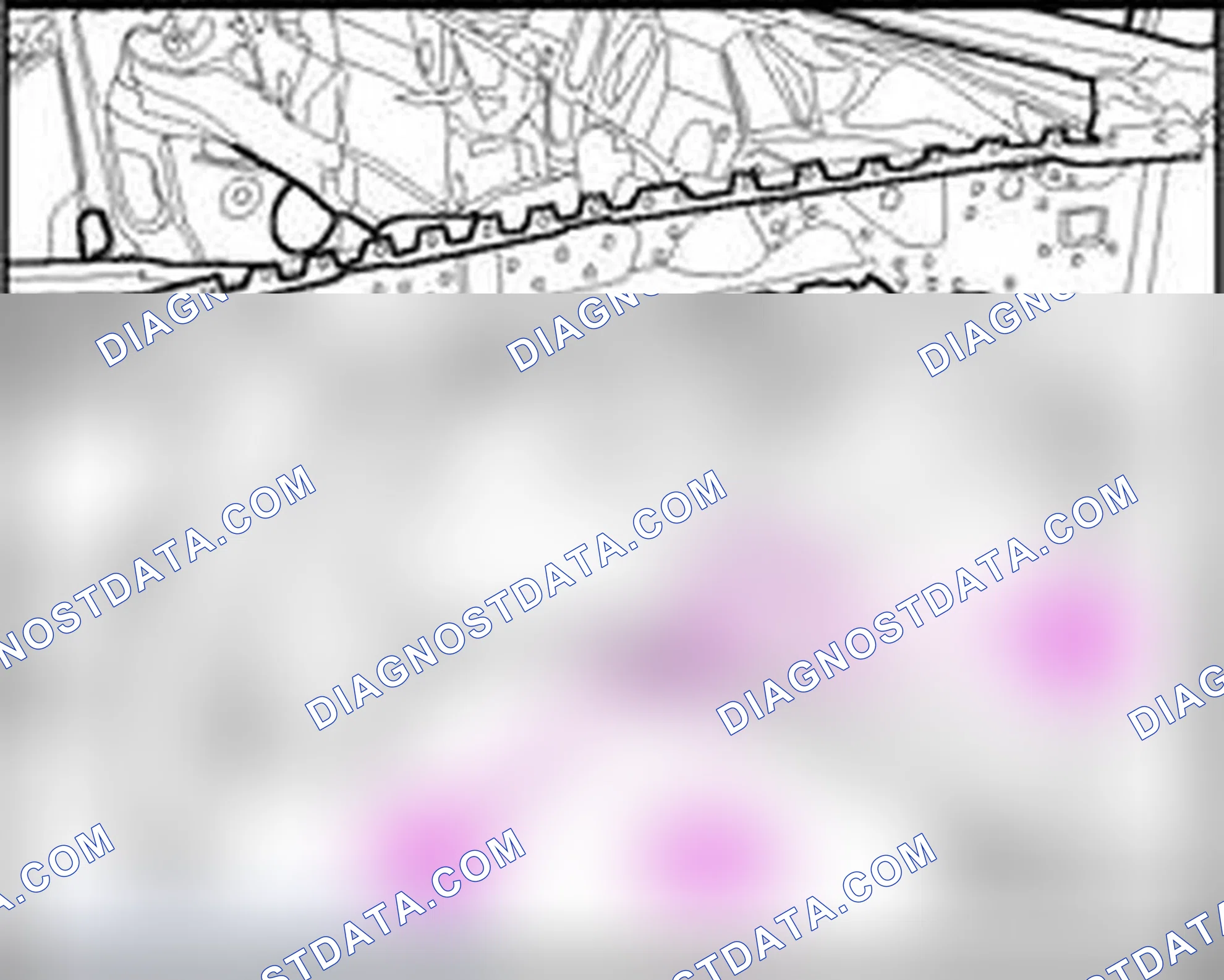
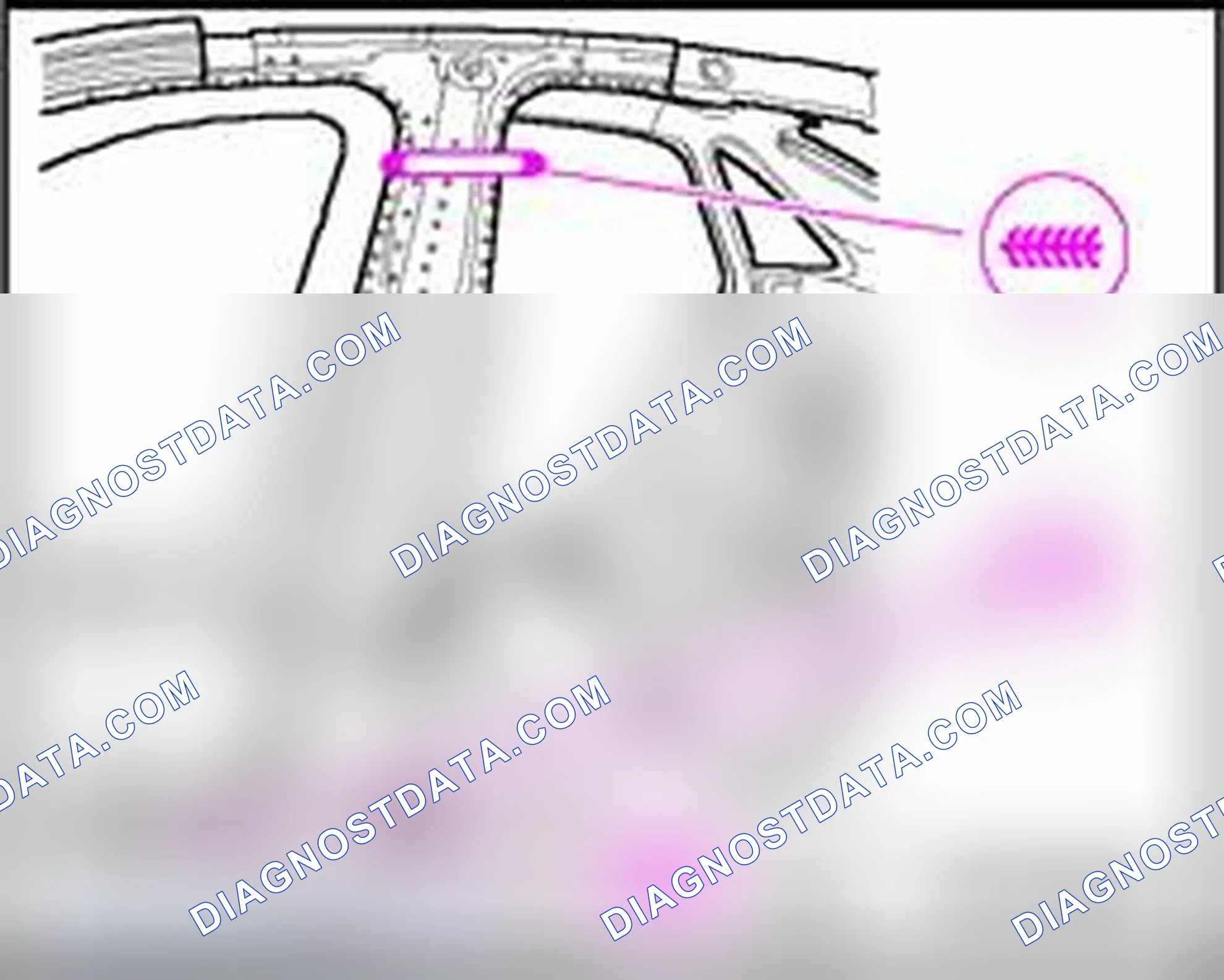
In front longitudinal member
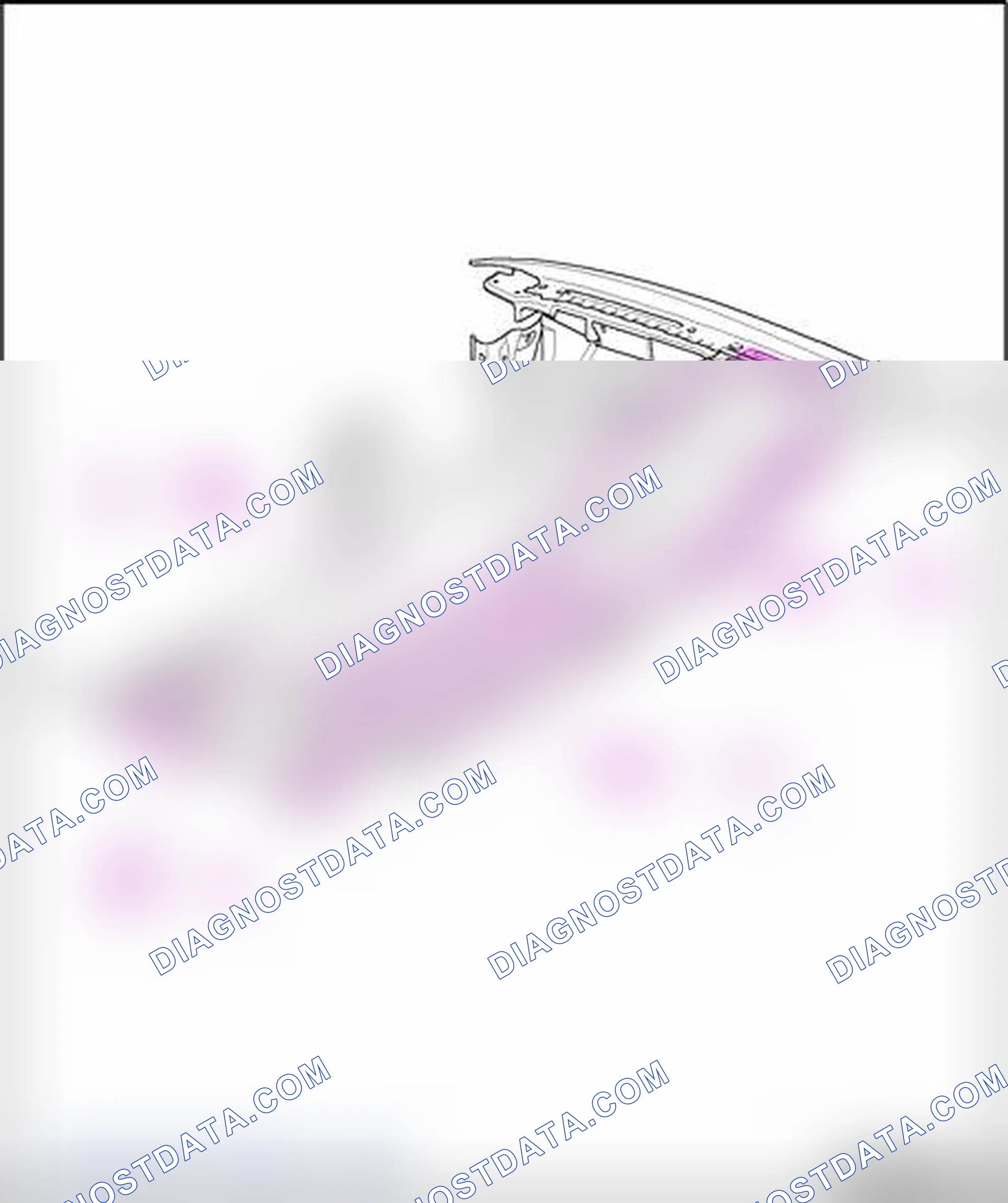
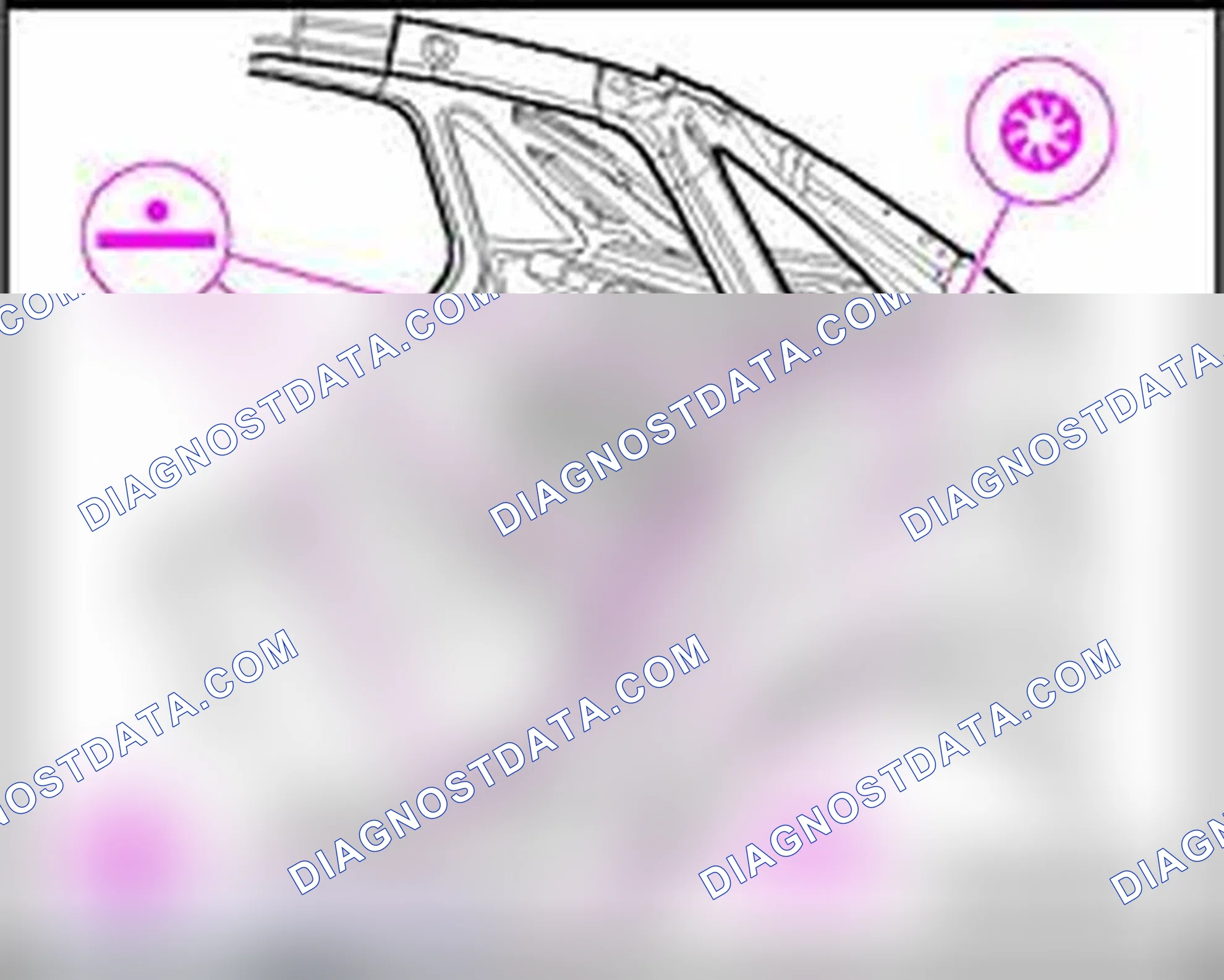
Scheme 6
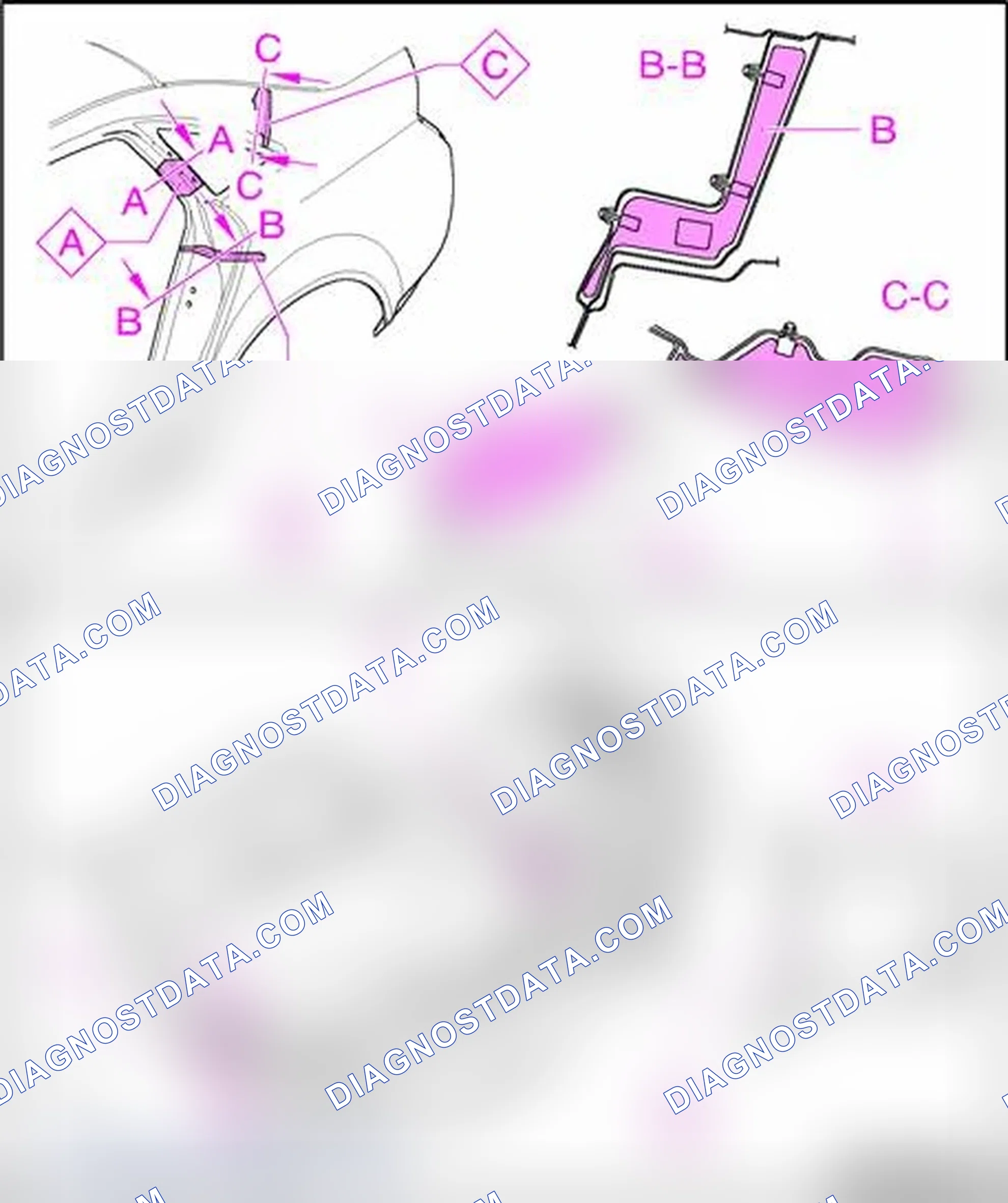
A - Foam-filling hole
B - Expanded foam insert
Can be re-used; secure with two-part component foam.
C - Expanded foam insert
Can be re-used; secure with two-part component foam.
D - Dampening foam
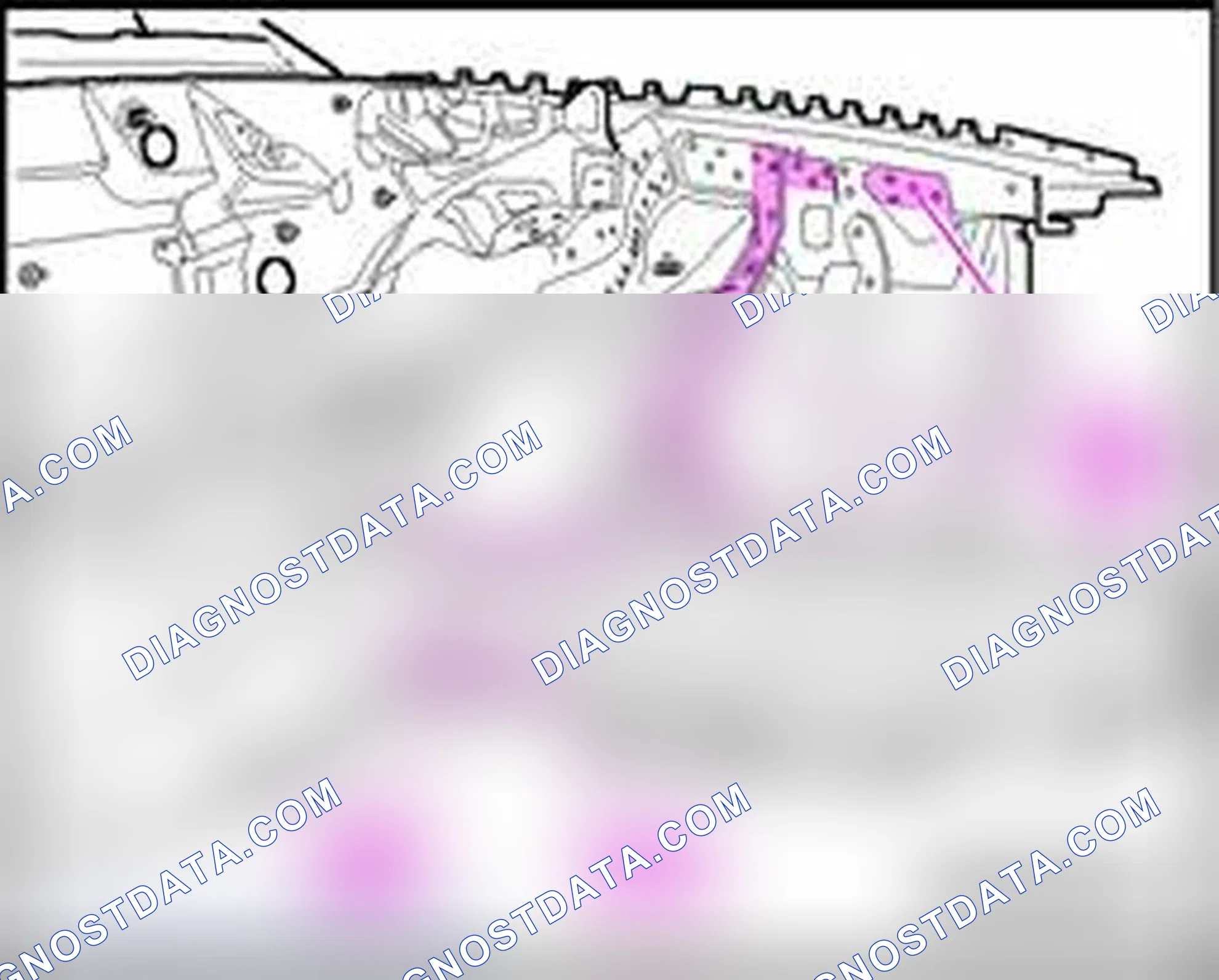
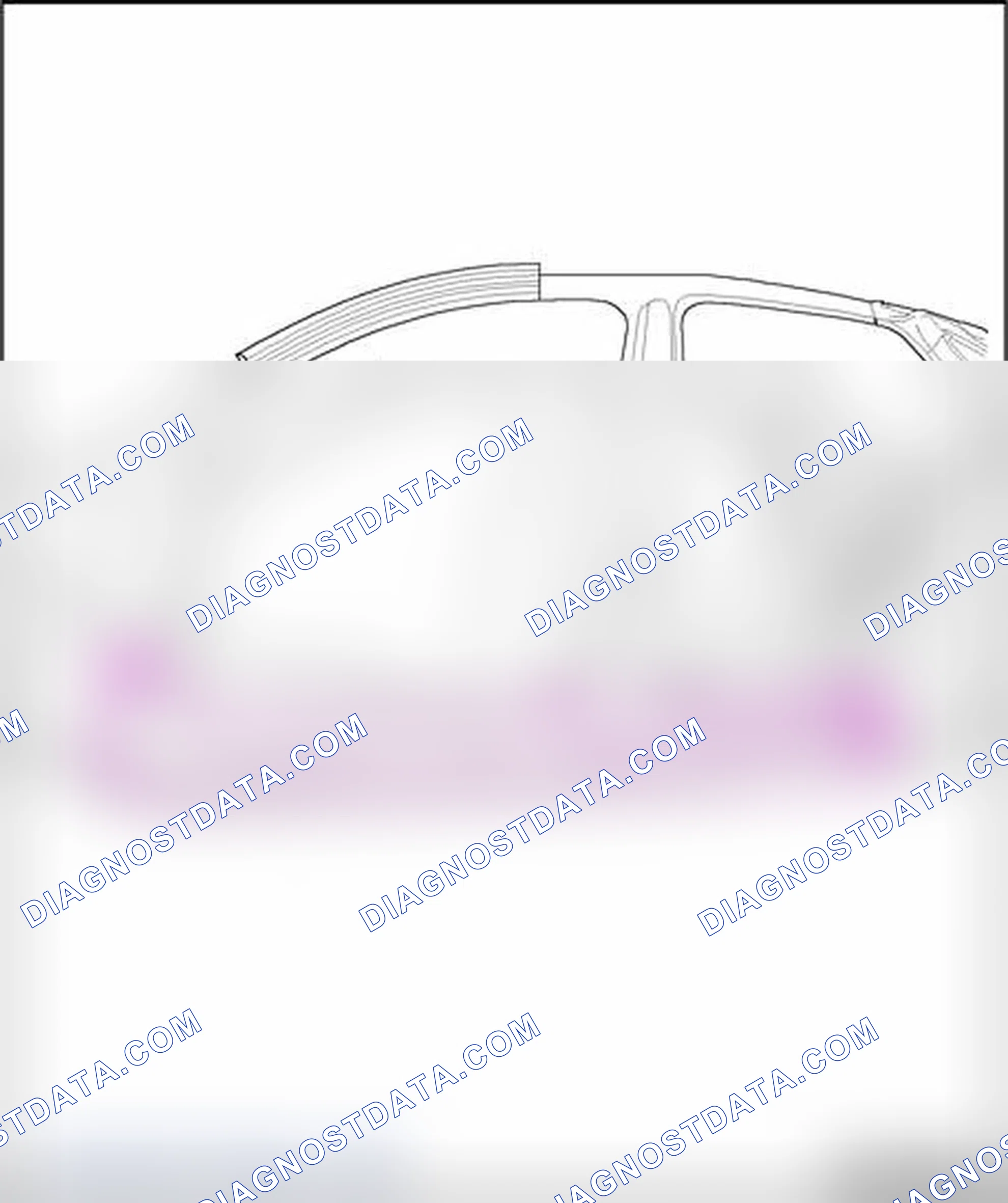
In rear longitudinal member
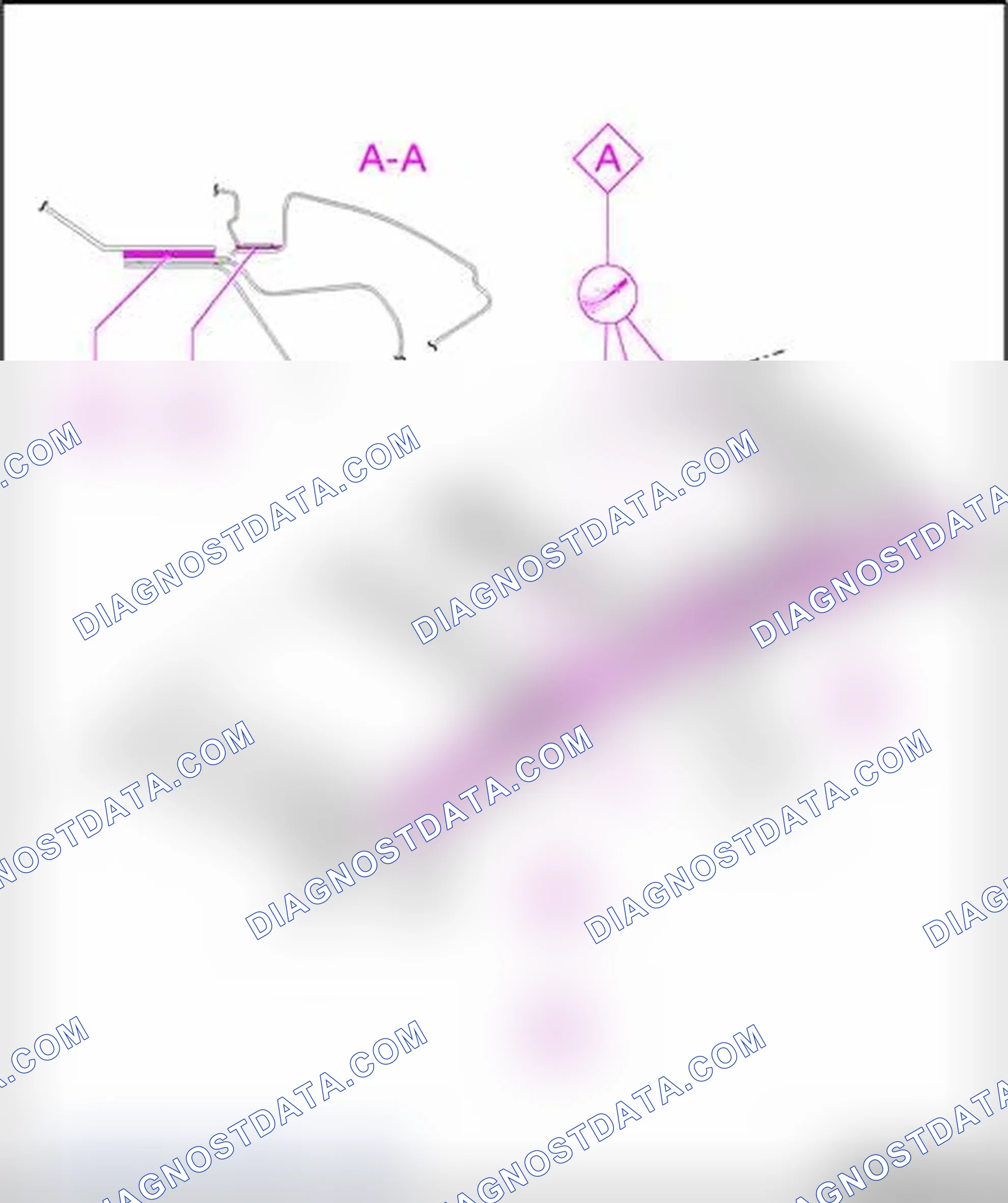
Scheme 7
N - 0.0 mm
D - 2.0 mm
E - 2.5 mm
F - 3.0 mm
G - 3.5 mm
H - 4.0 mm + 1
K - 5.0 mm
Use special tool 3371 for checking or adjusting.
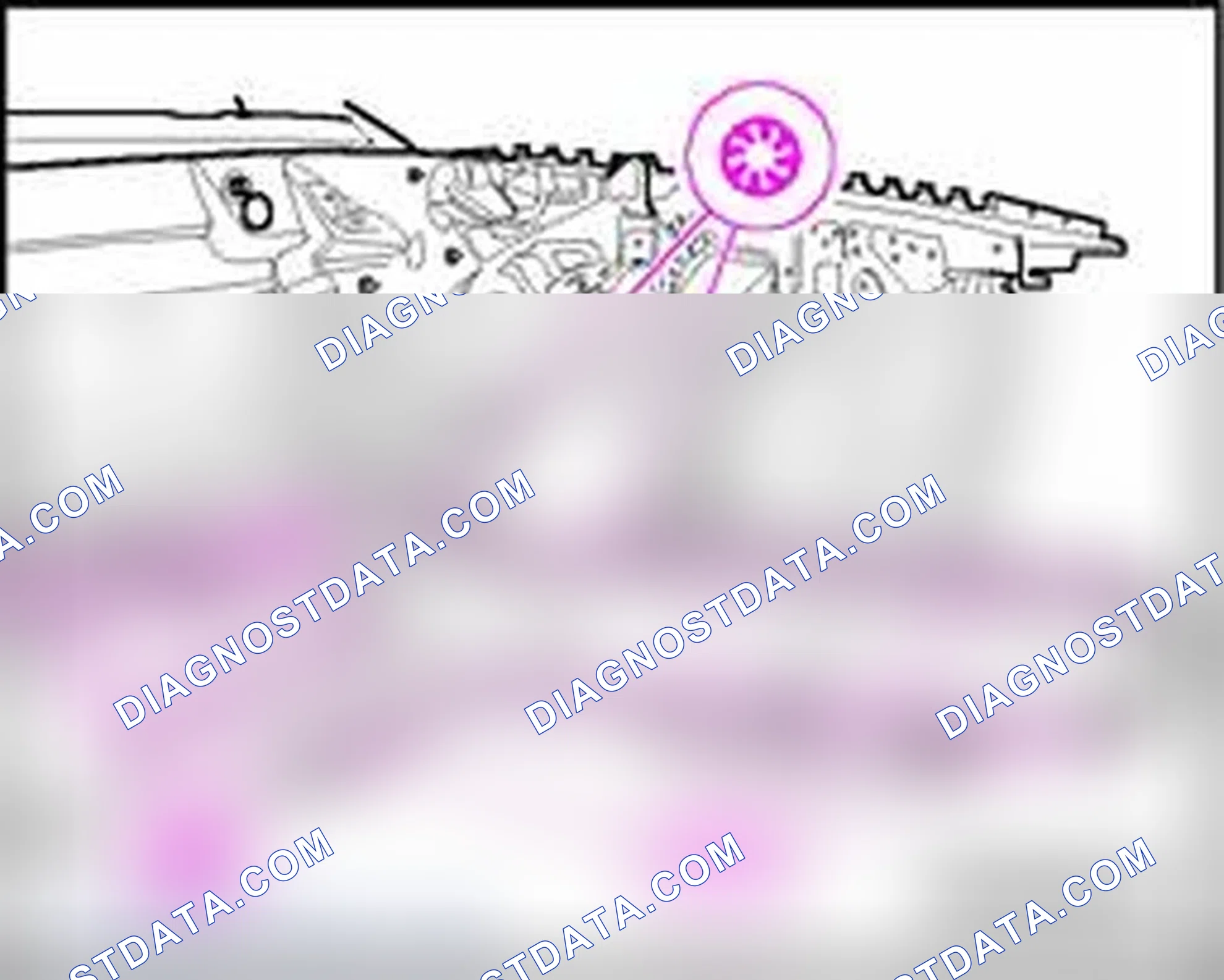
Scheme 8
N - 0.0 mm
G - 3.5 mm + 1
H - 4.0 mm + 1
Scheme 9
D - 2.0 mm
E - 2.5 mm
F - 3.0 mm
K - 5.0 mm
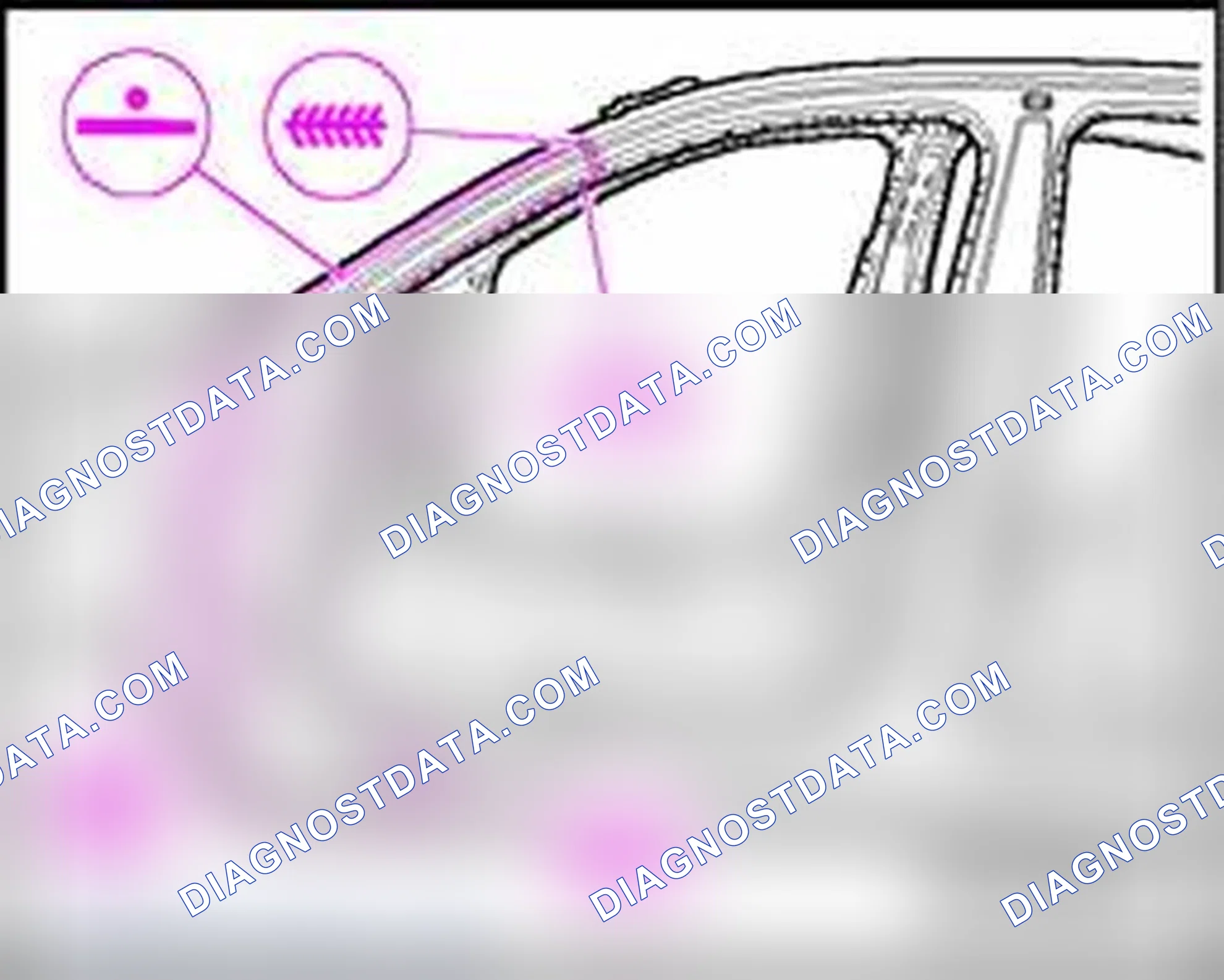
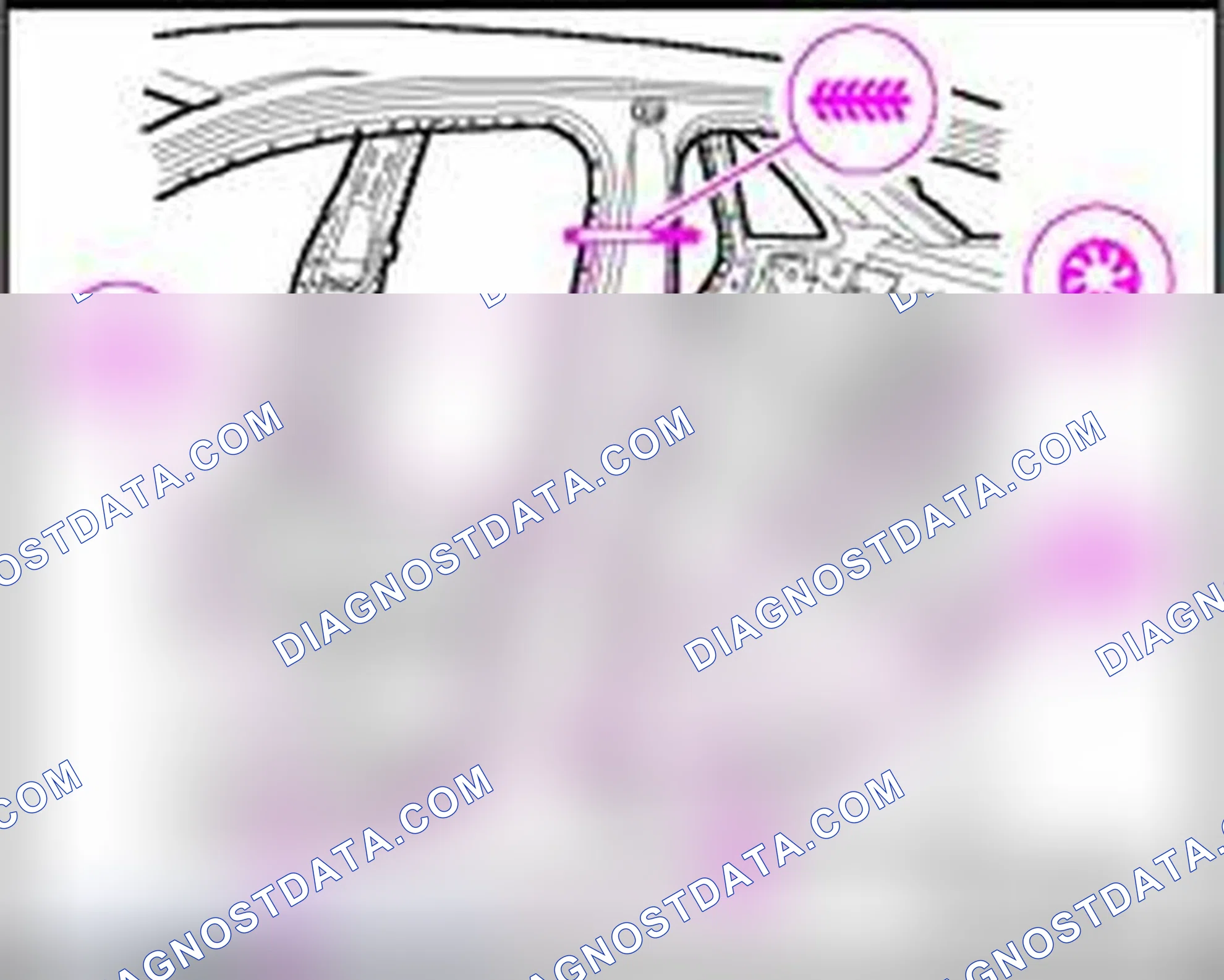
Laser welding
Audi has introduced laser welding for the production of the Audi A4.
The laser welding technique employs a high-energy light beam directed onto the weld by means of optical lenses or fiber optics.
During the welding process, the upper panel is welded onto the partially melted lower panel, creating a weld joint with no additional material.
When performing repairs, laser weld seams are replaced by SG welds or pop rivets.
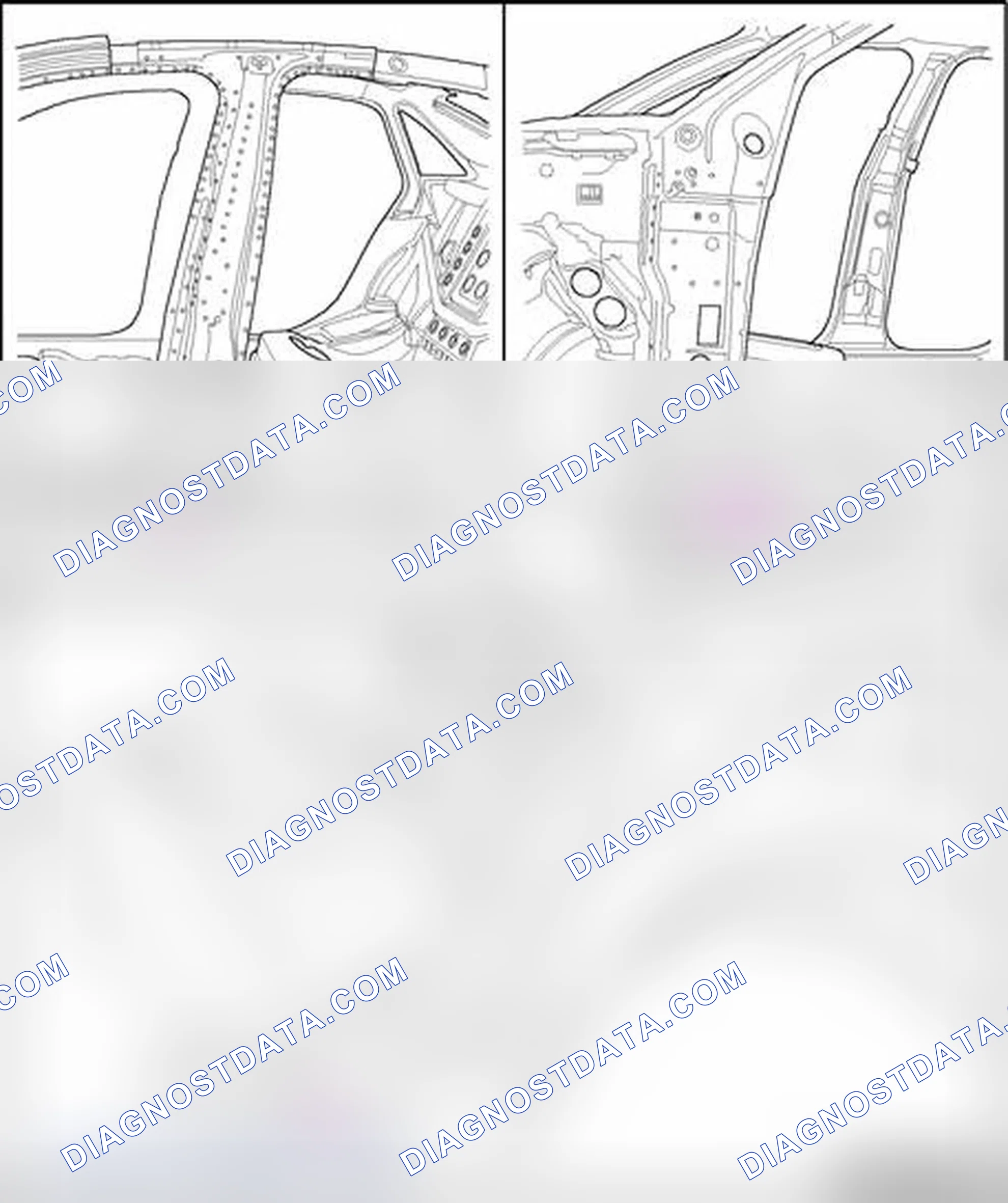
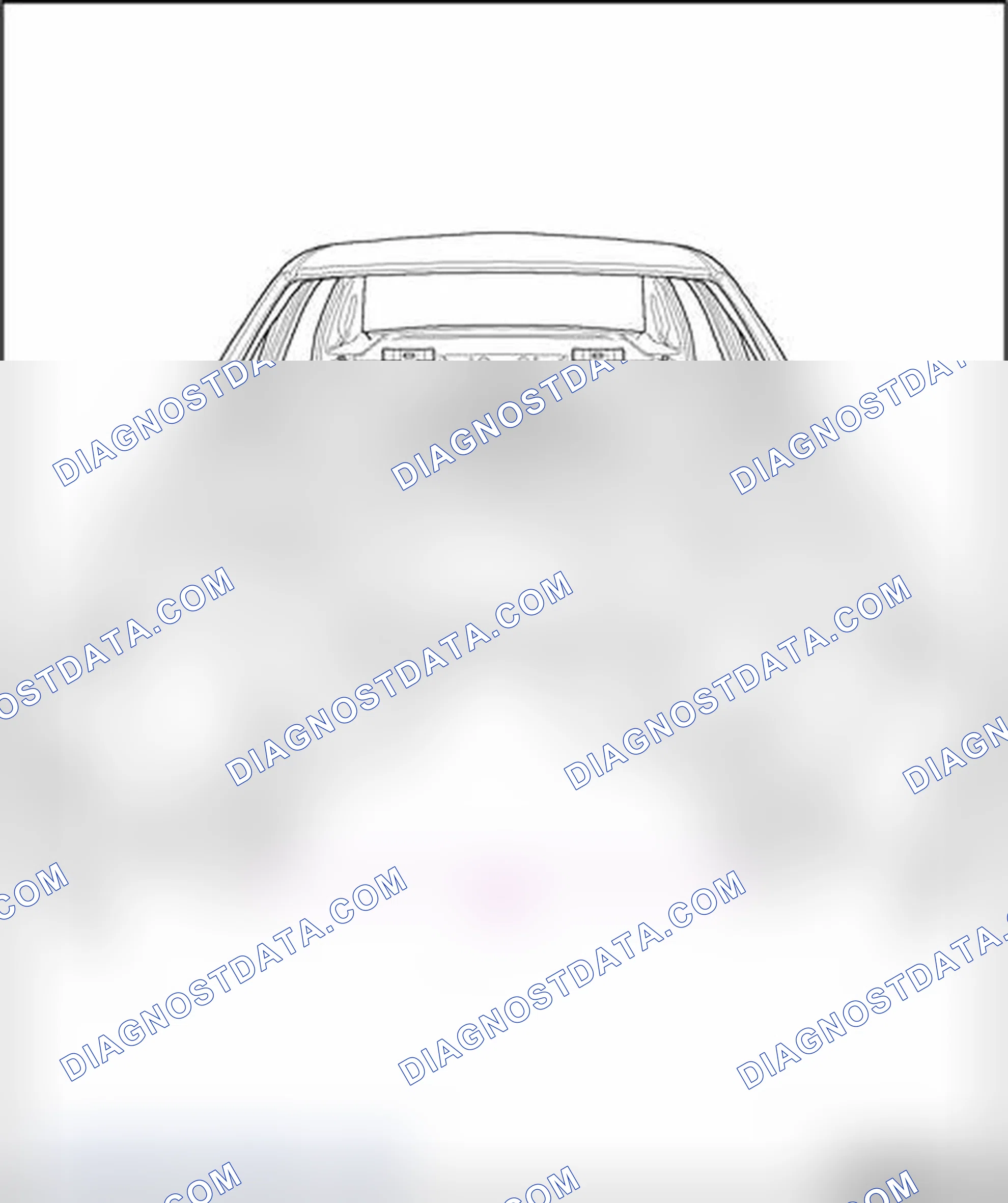
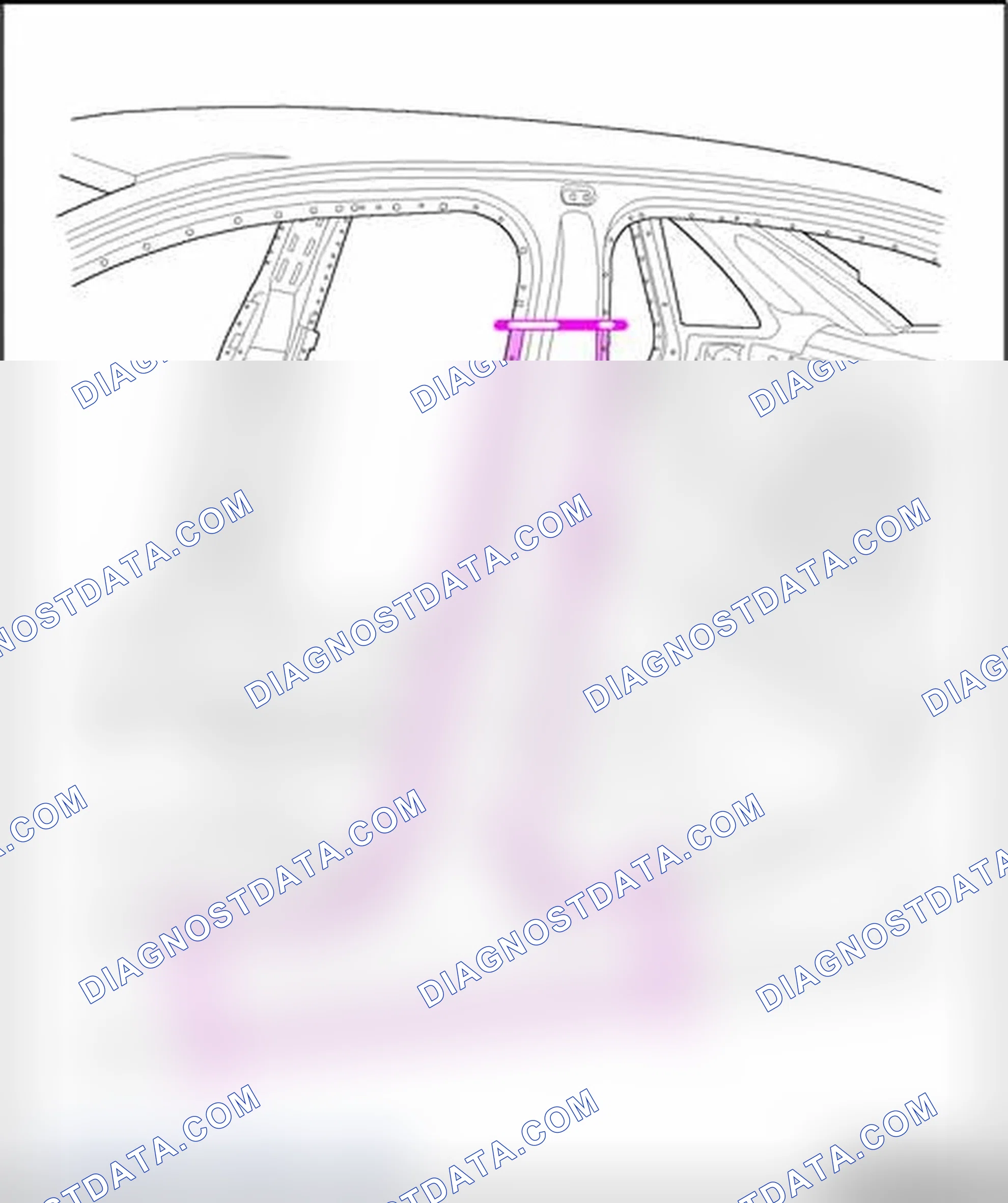
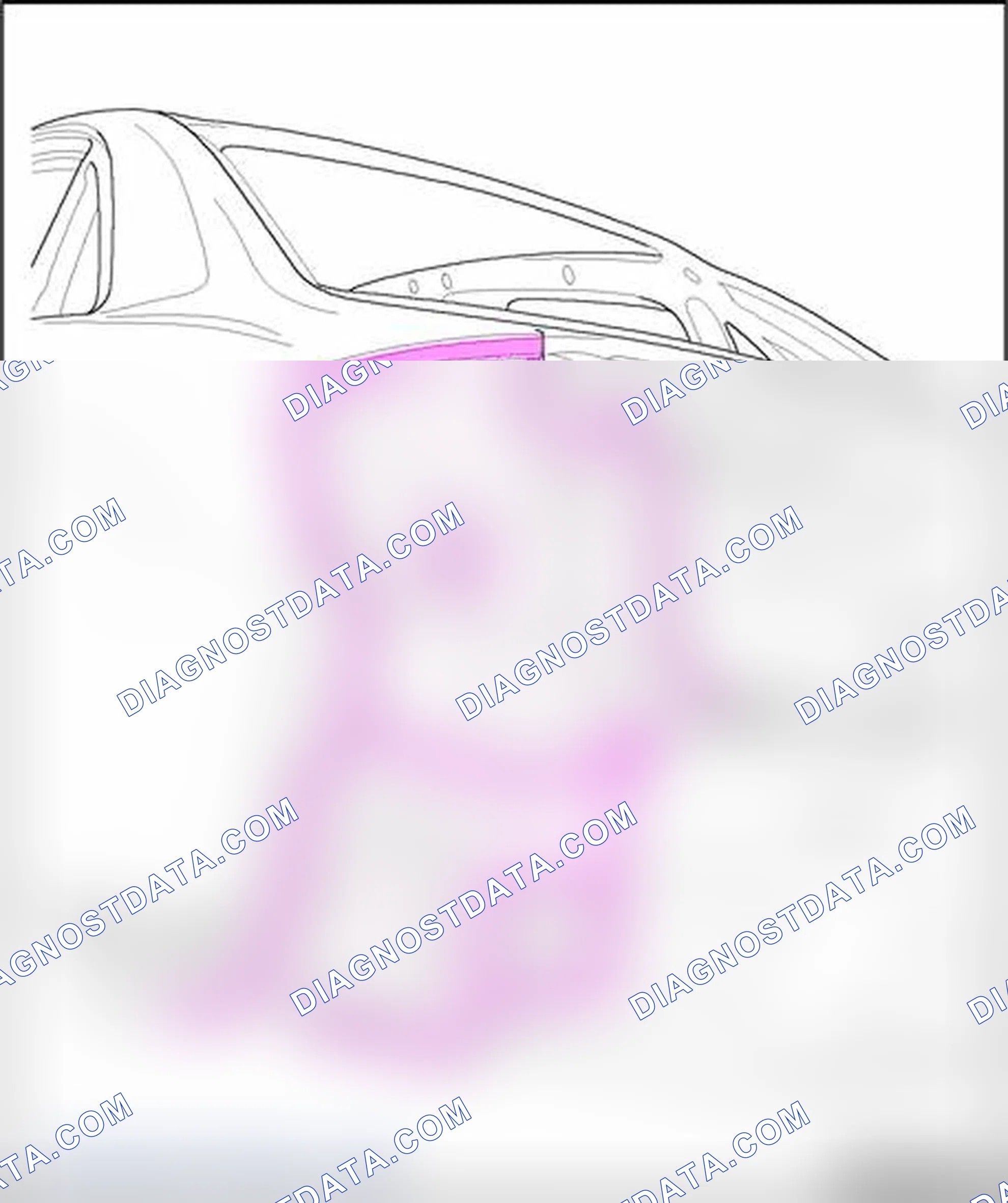
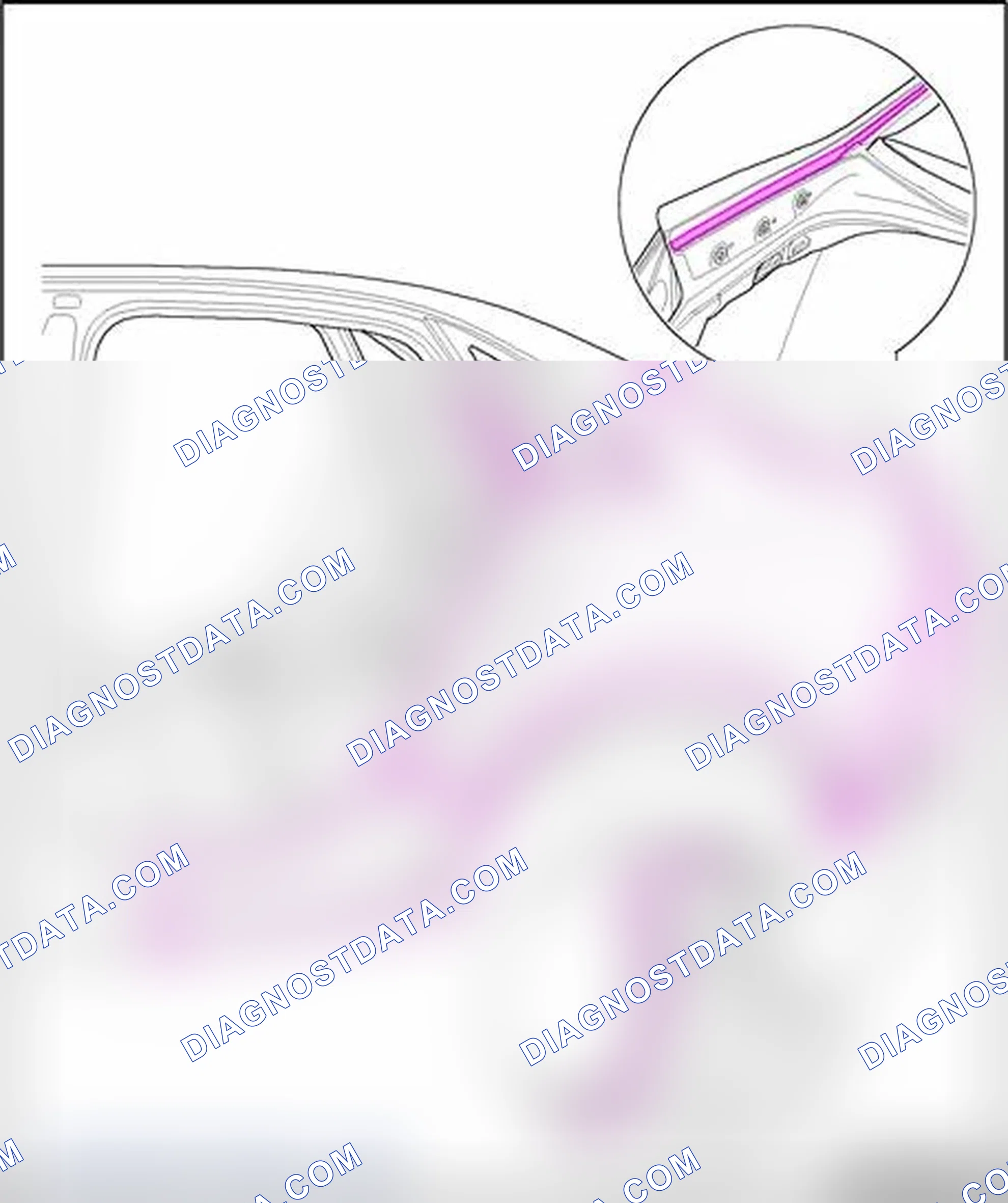
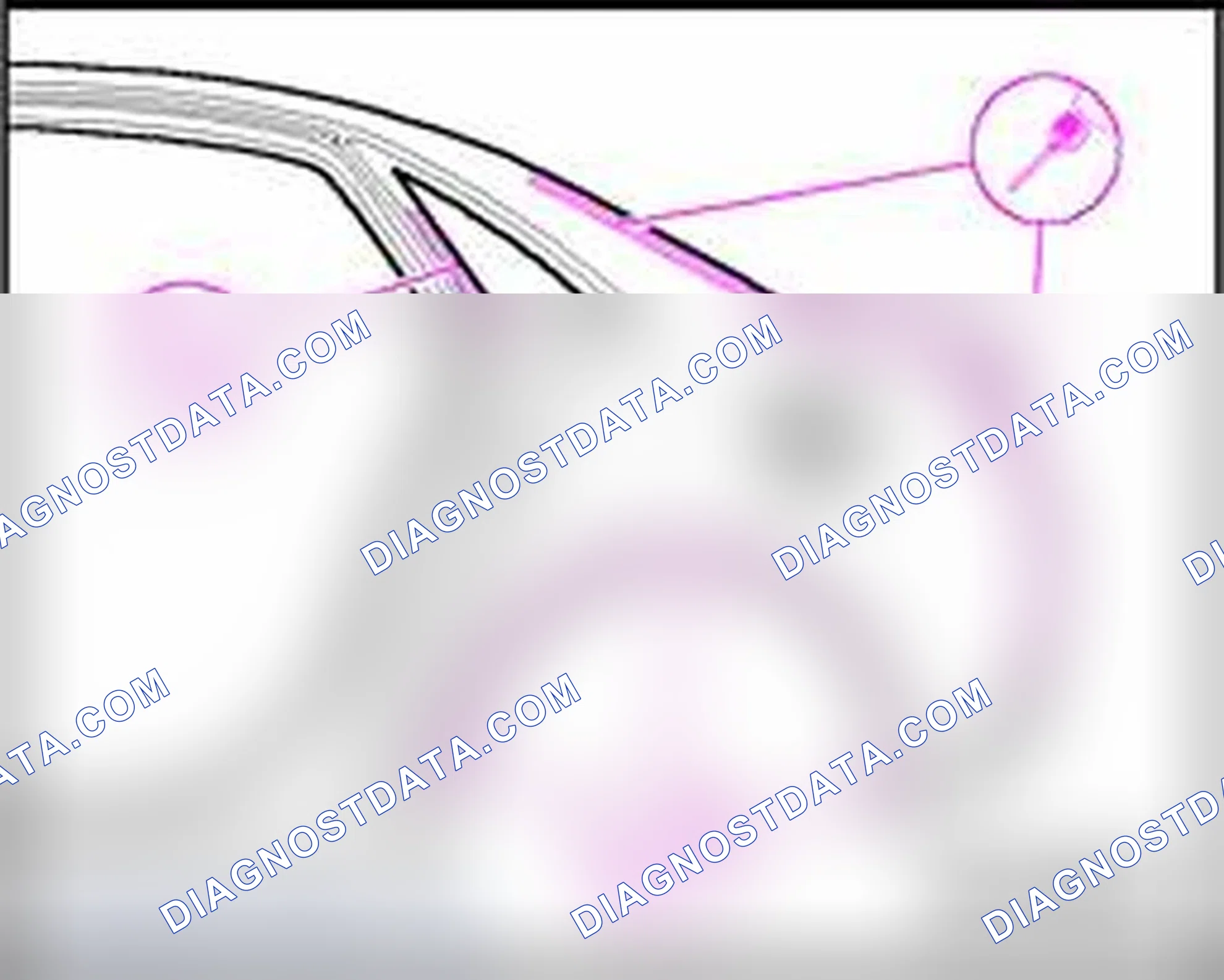
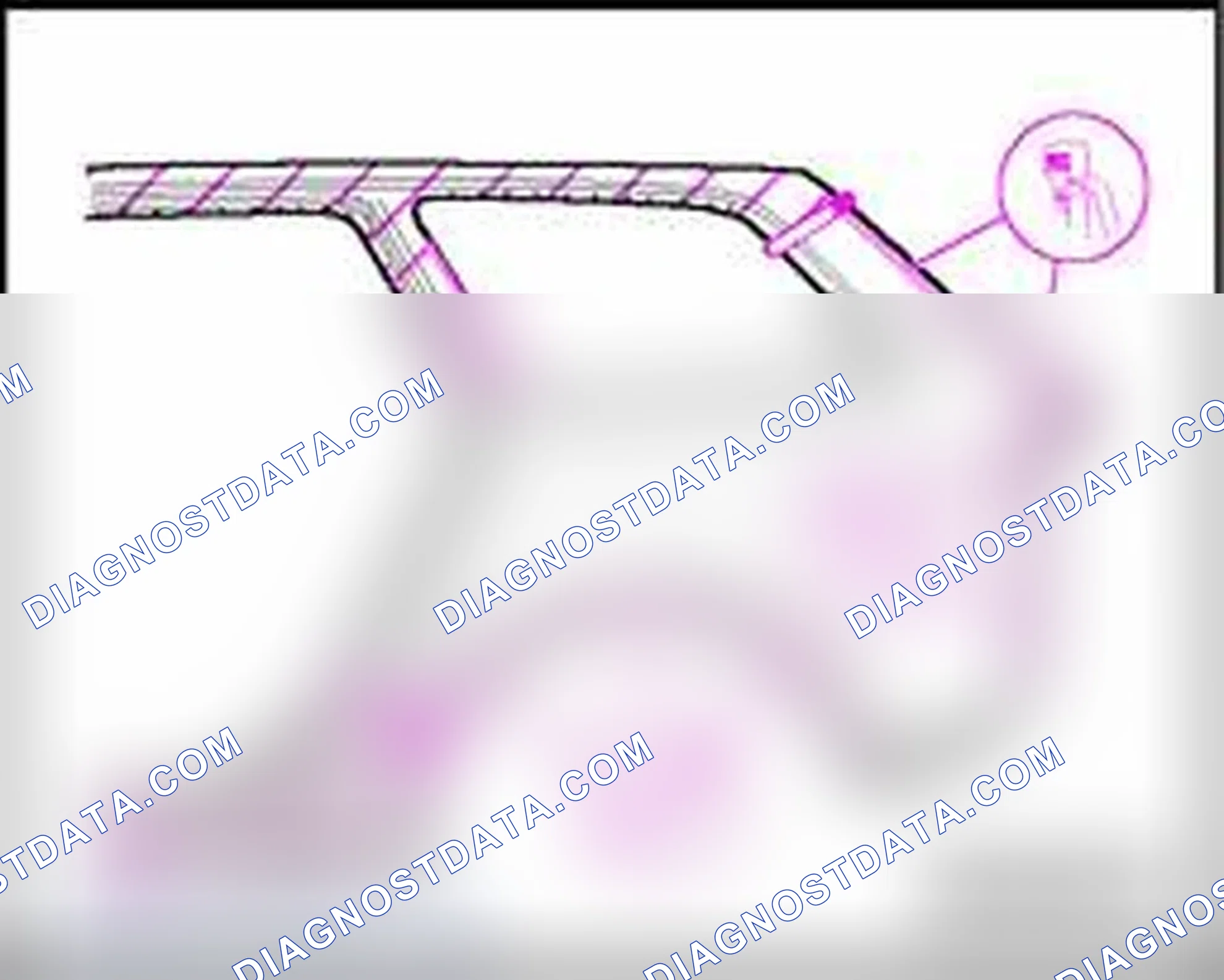
Scheme 10
A - C-pillar laser-welded to inner side panel
4 x SG continuous seam in place of laser weld
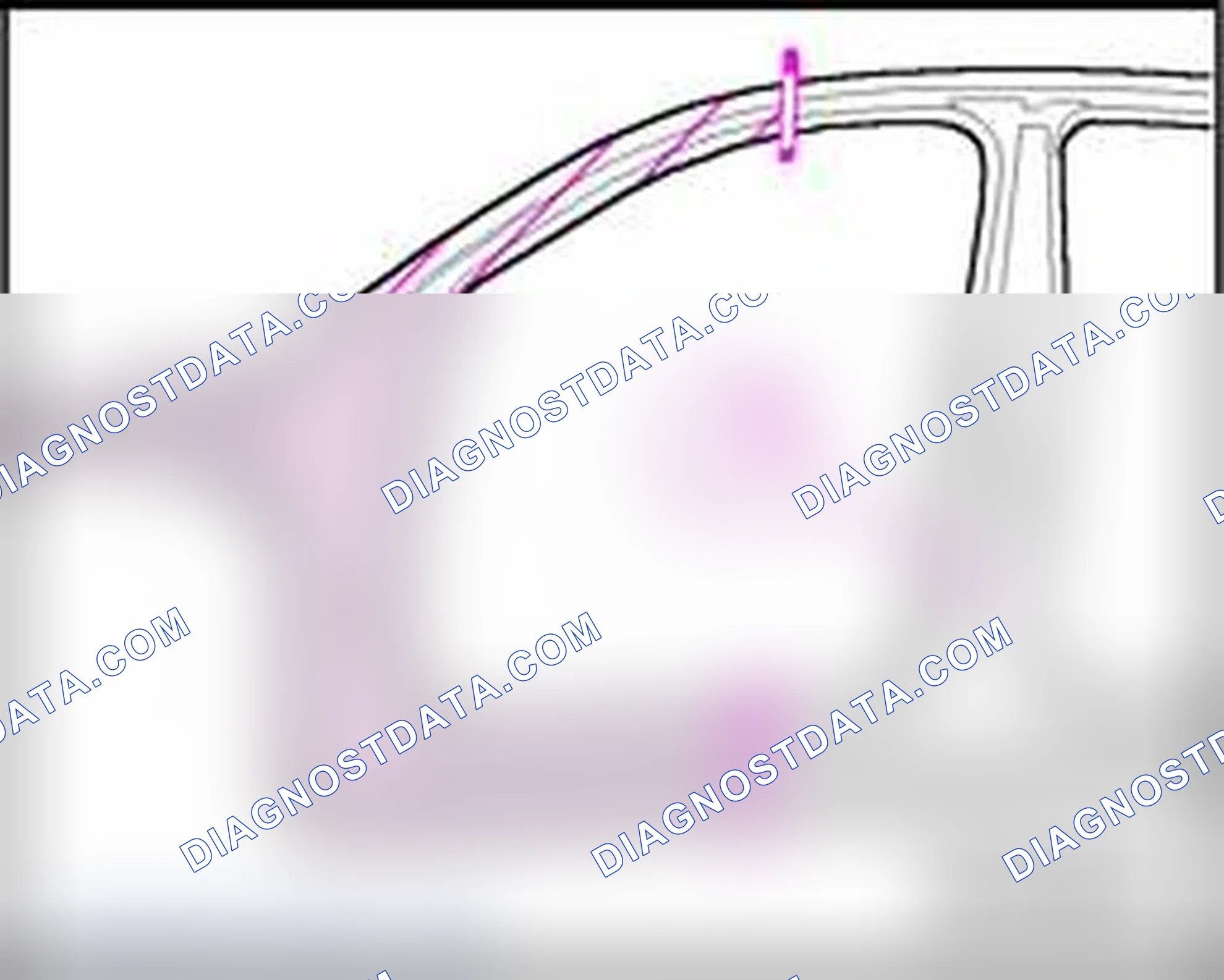
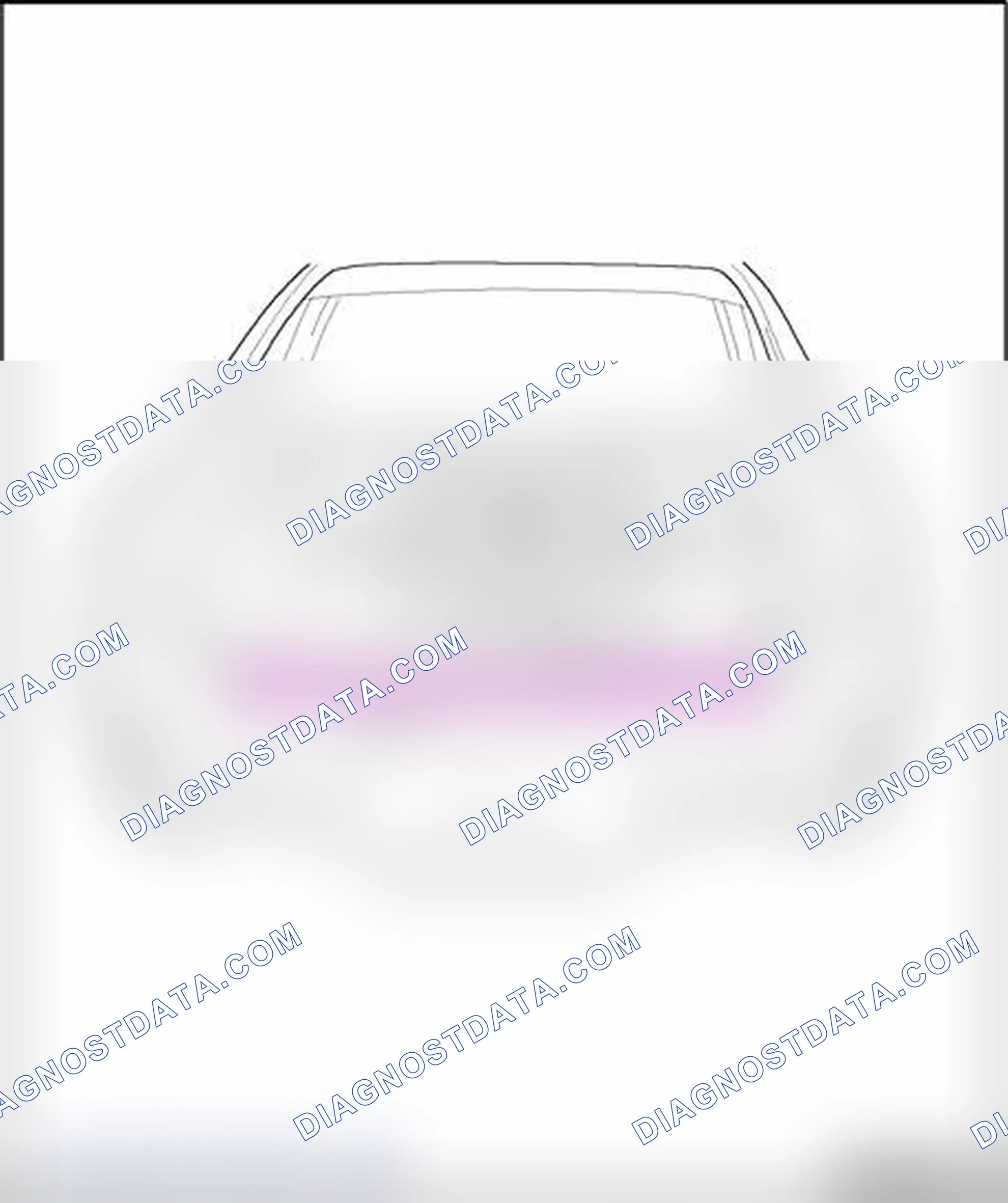
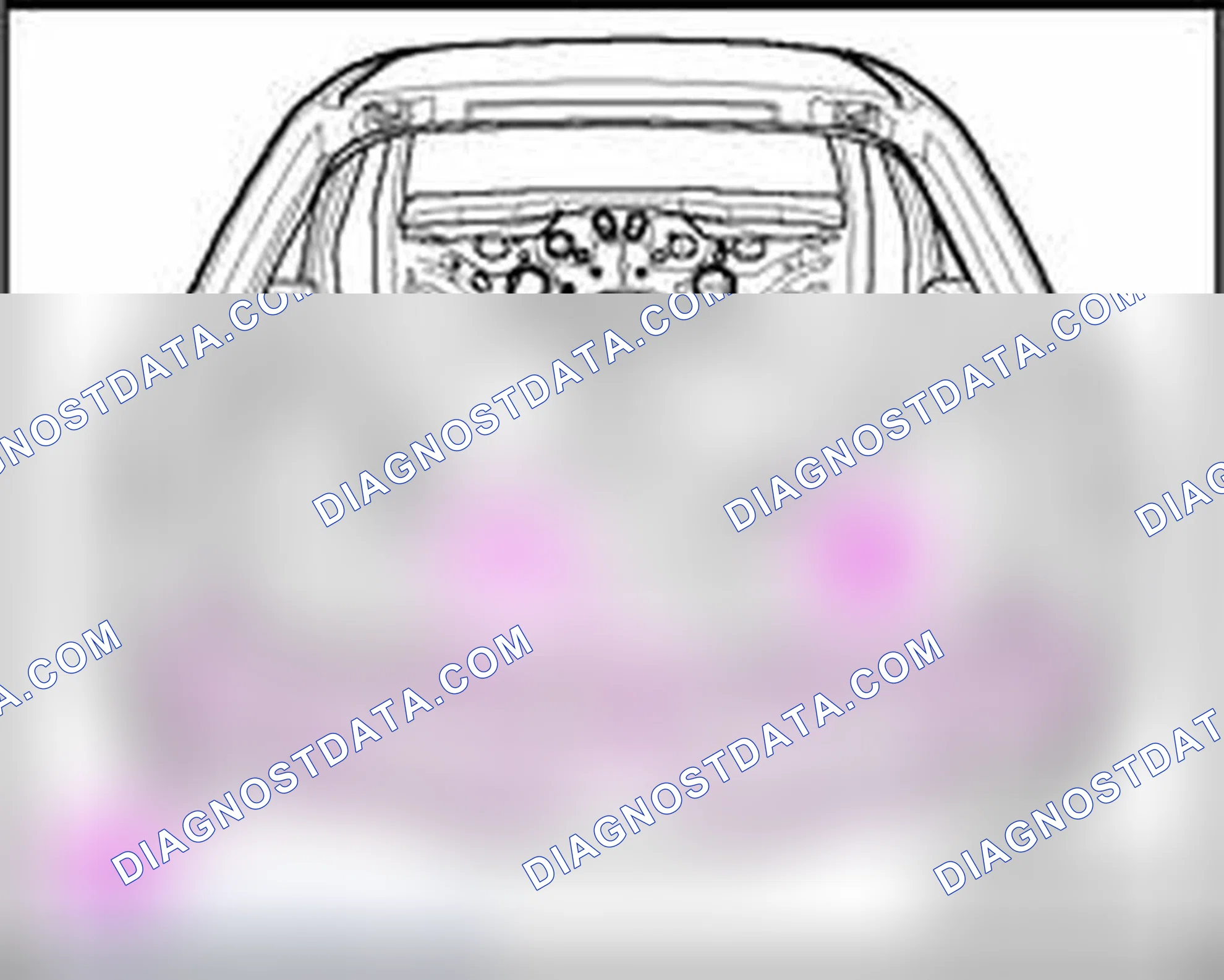
B - Roof laser-welded to outer roof frame
Roof is repaired using SG plug weld seam in place of laser weld.
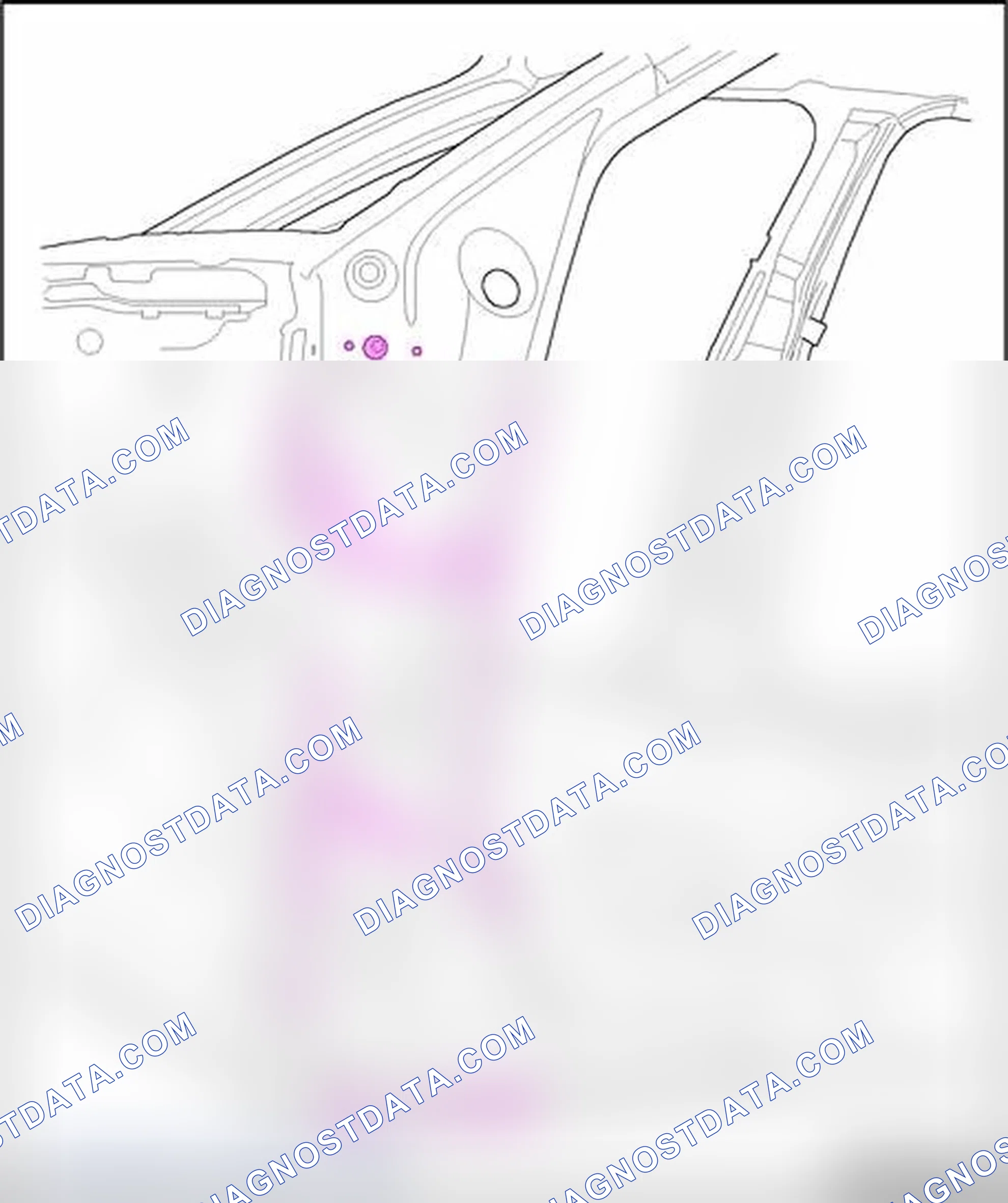
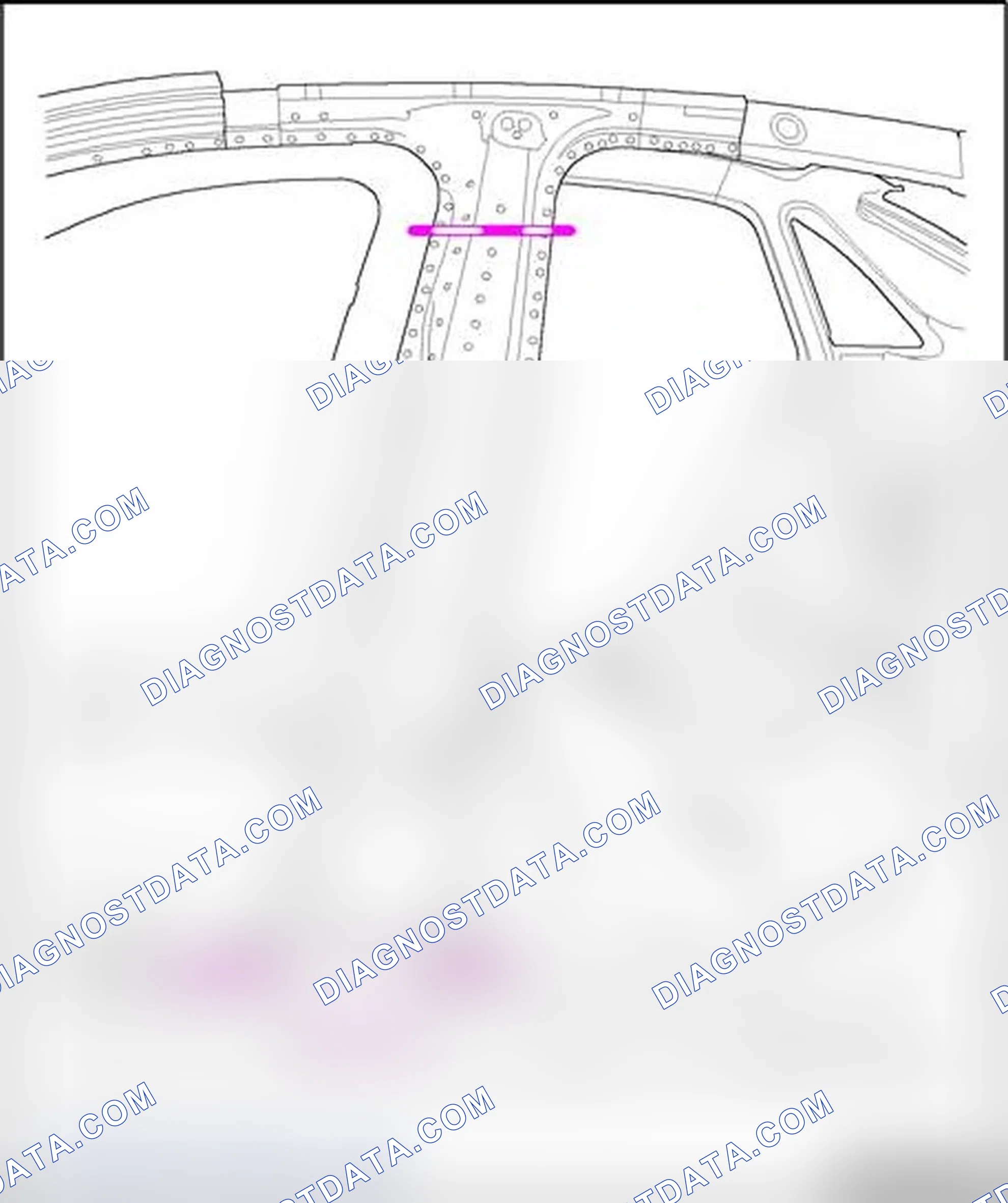
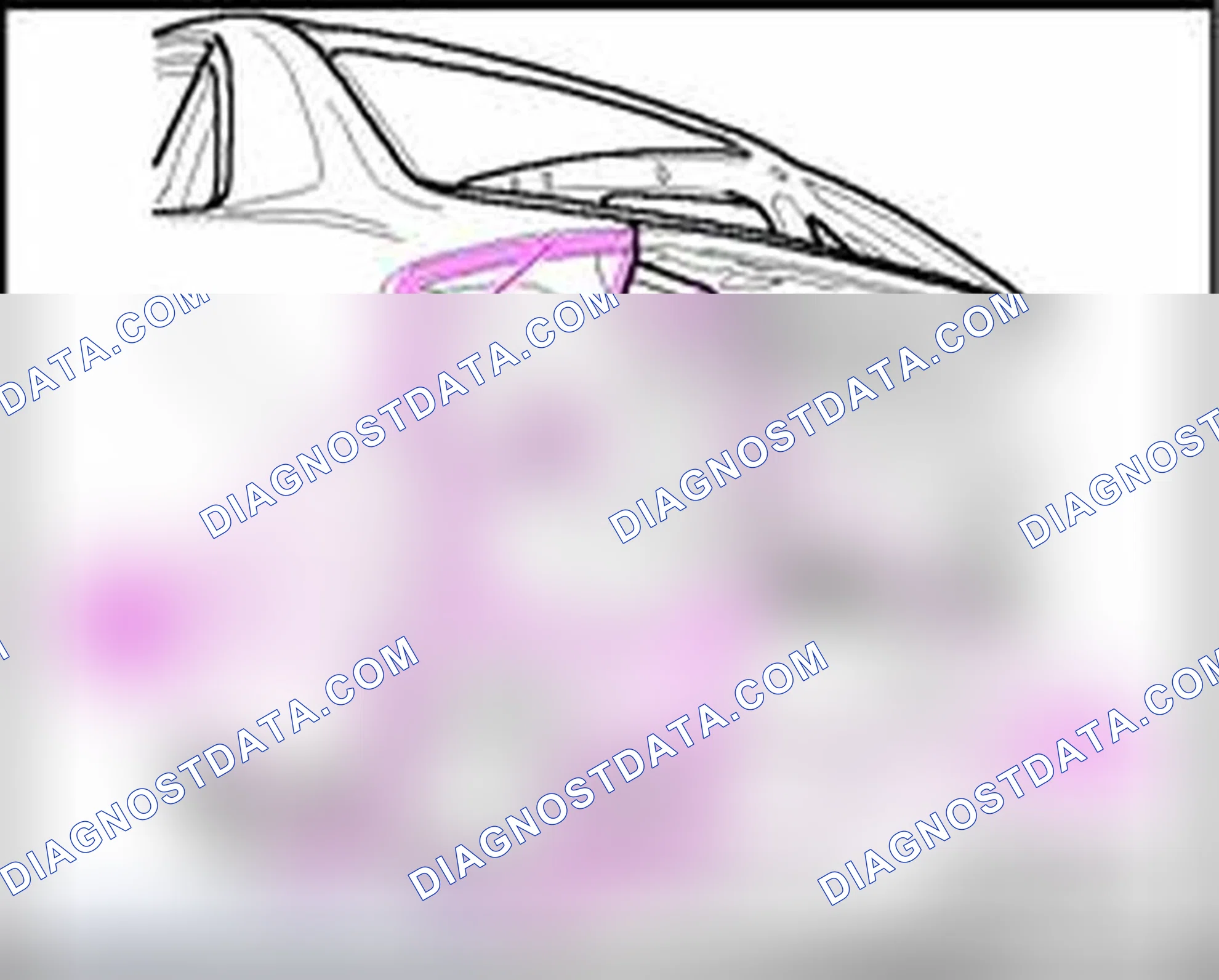
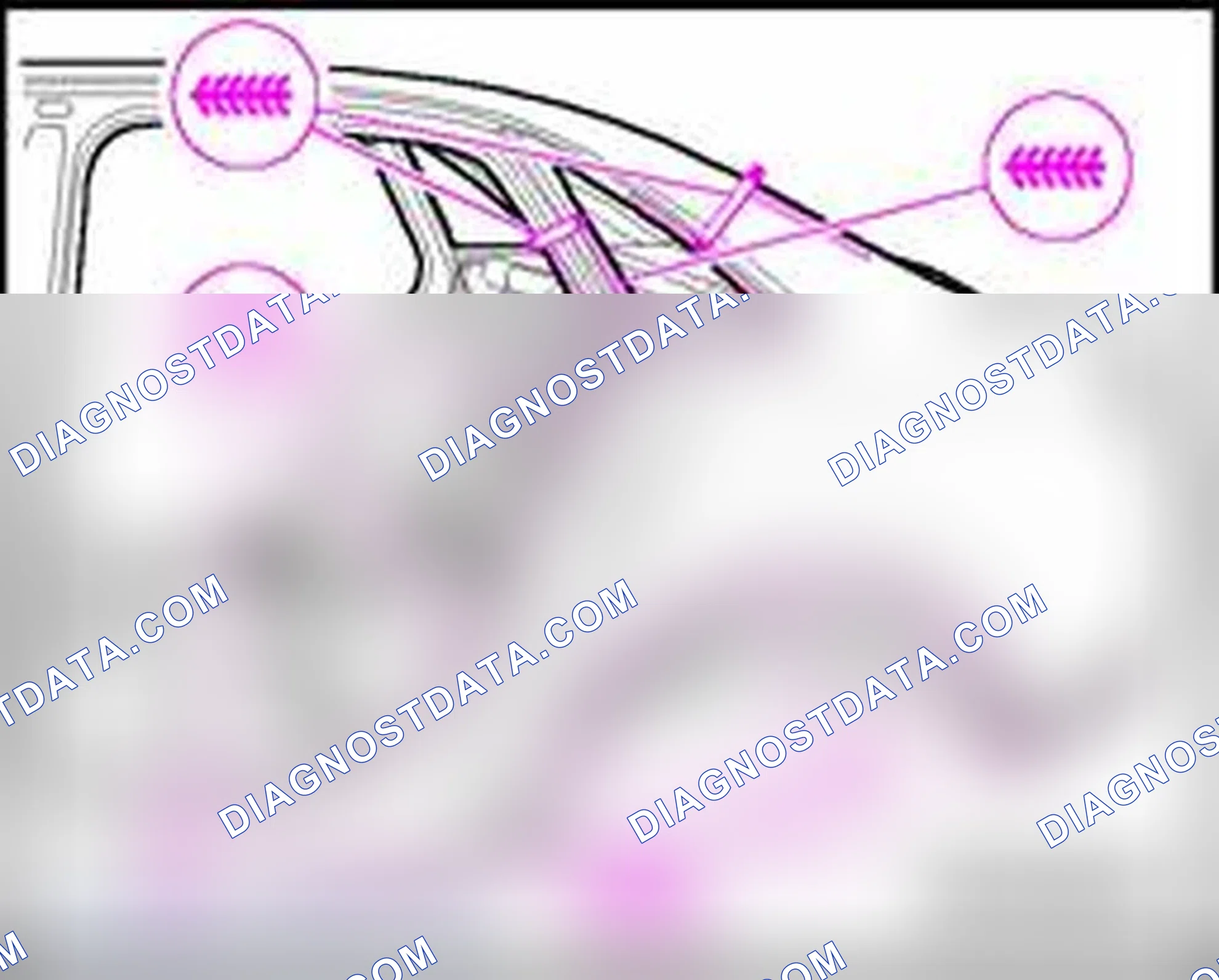
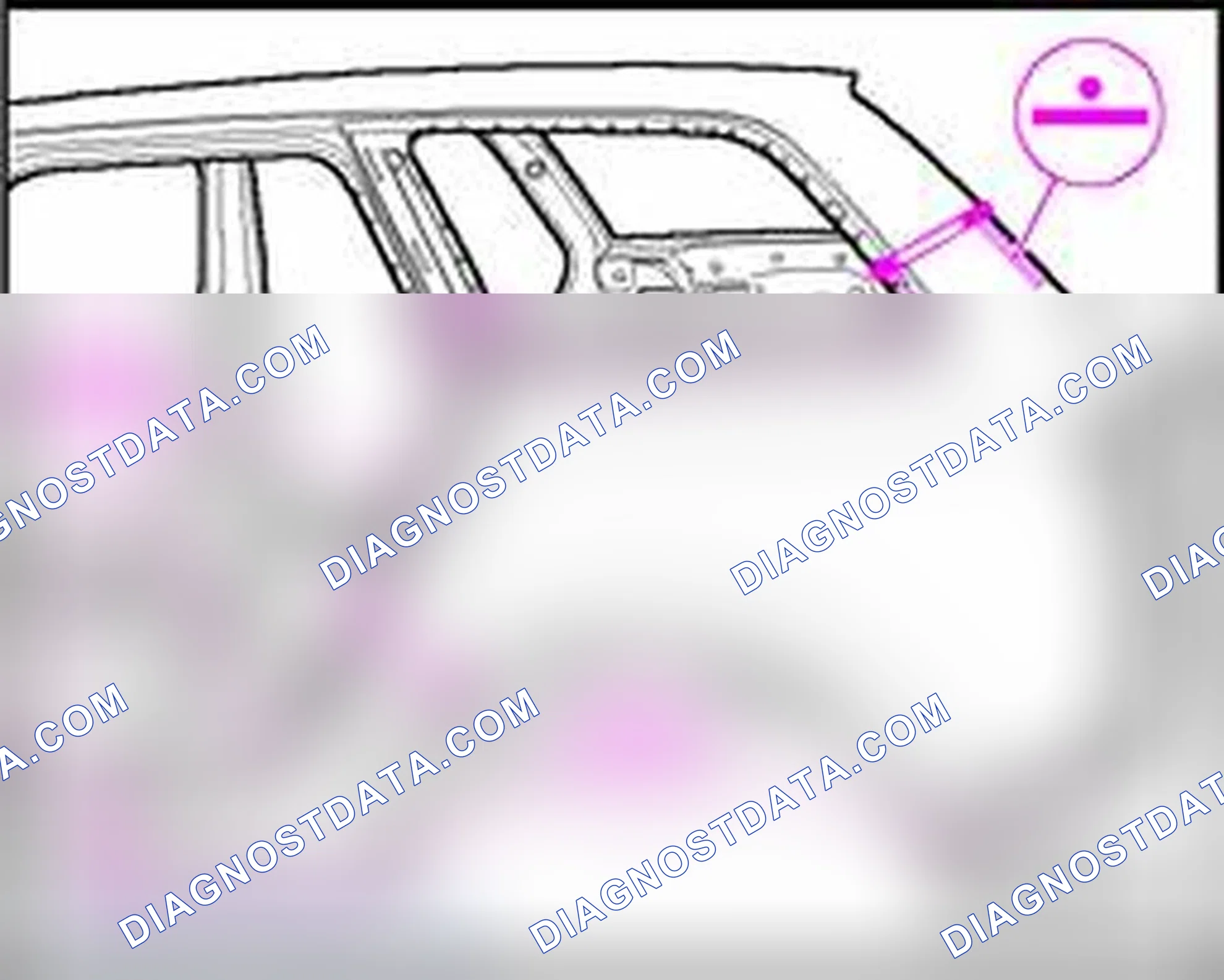
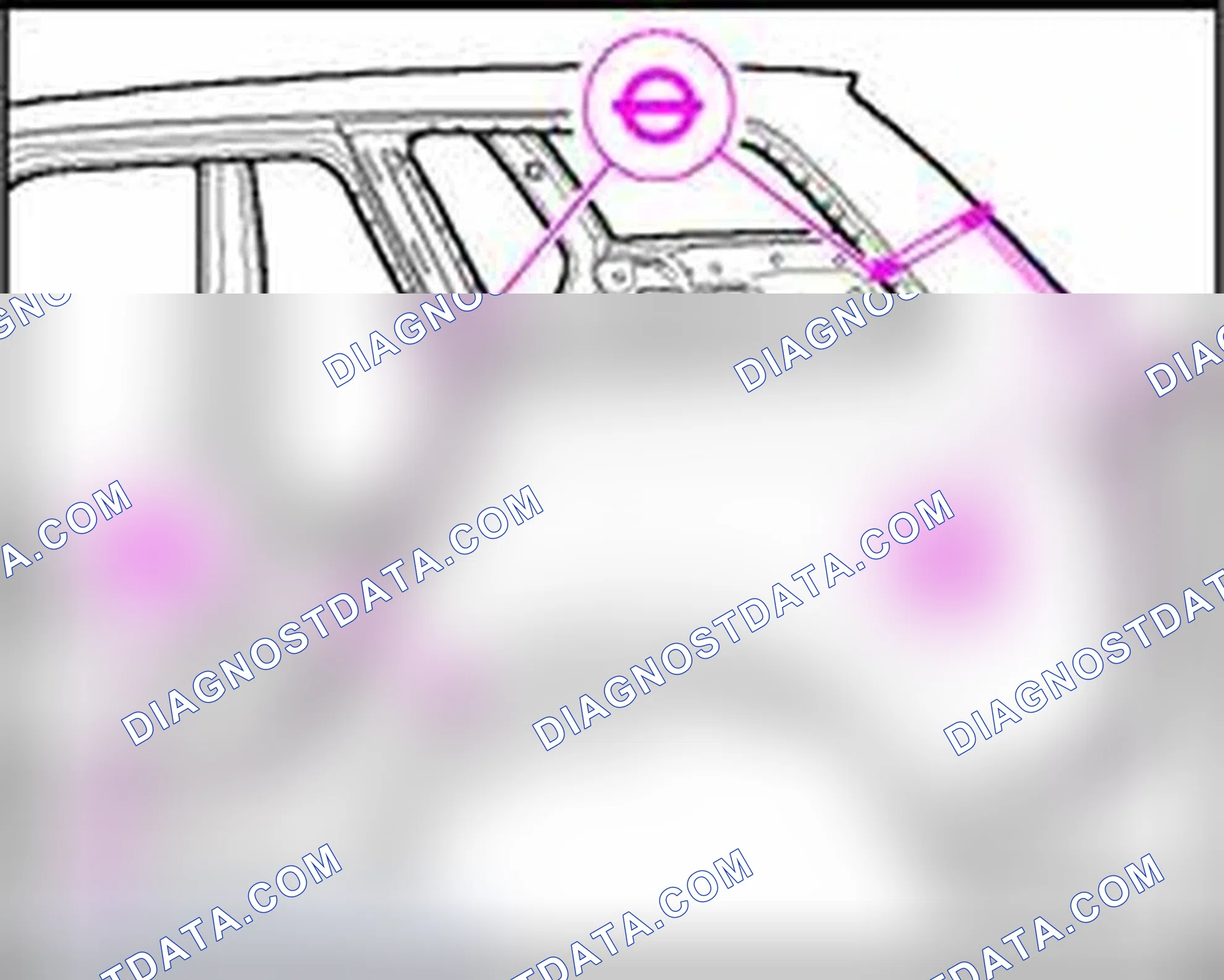
Scheme 11
C - Inner A-pillar to inner side panel
5 x SG plug weld seam in place of laser weld
D - Inner B-pillar to inner sill
10 x SG plug weld seam in place of laser weld
E - Lock reinforcement to inner side panel
4 x SG plug weld seam in place of laser weld
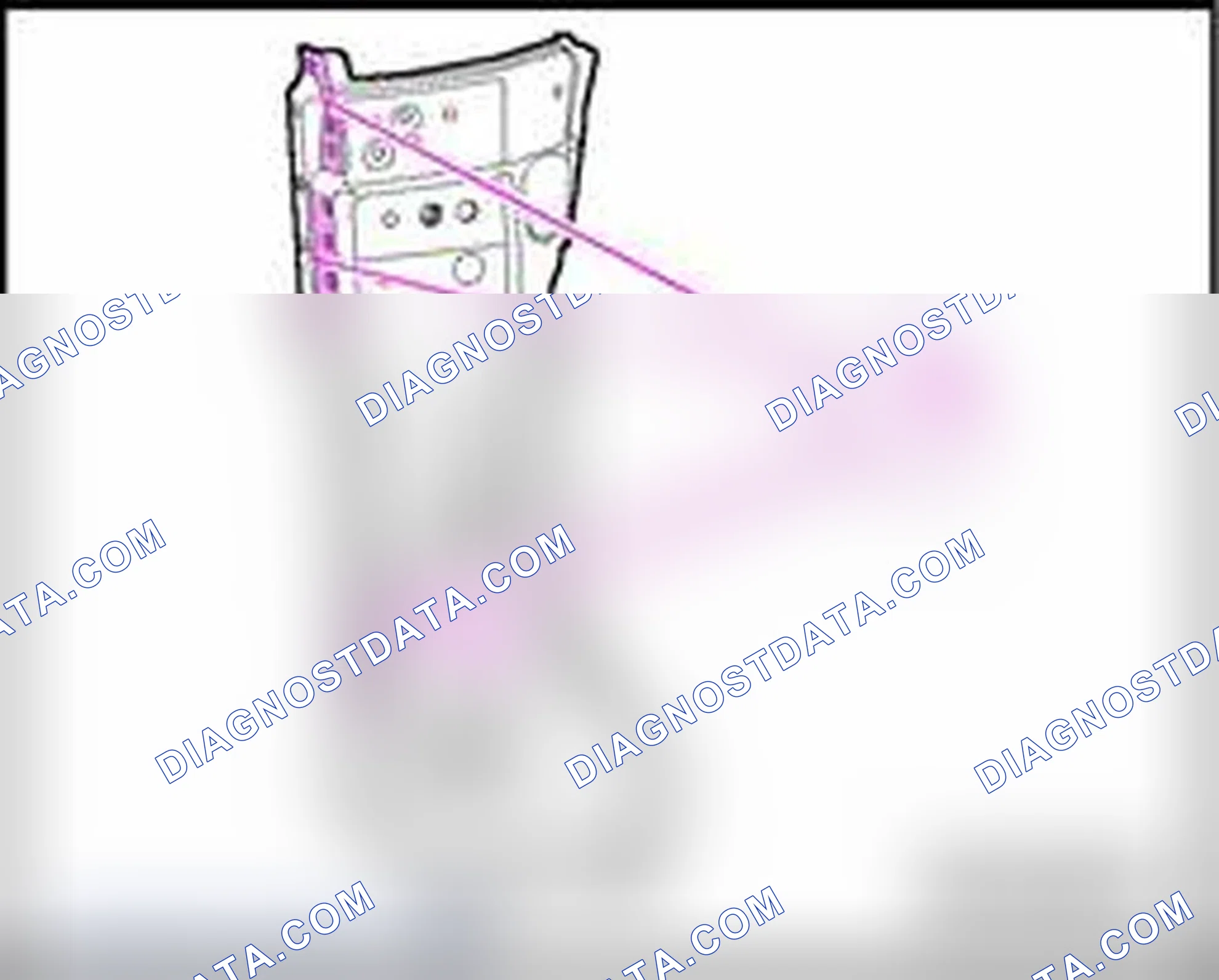
Scheme 12
In the case of the bonded joints, the joint between the sheet metal parts is formed only by the adhesive.
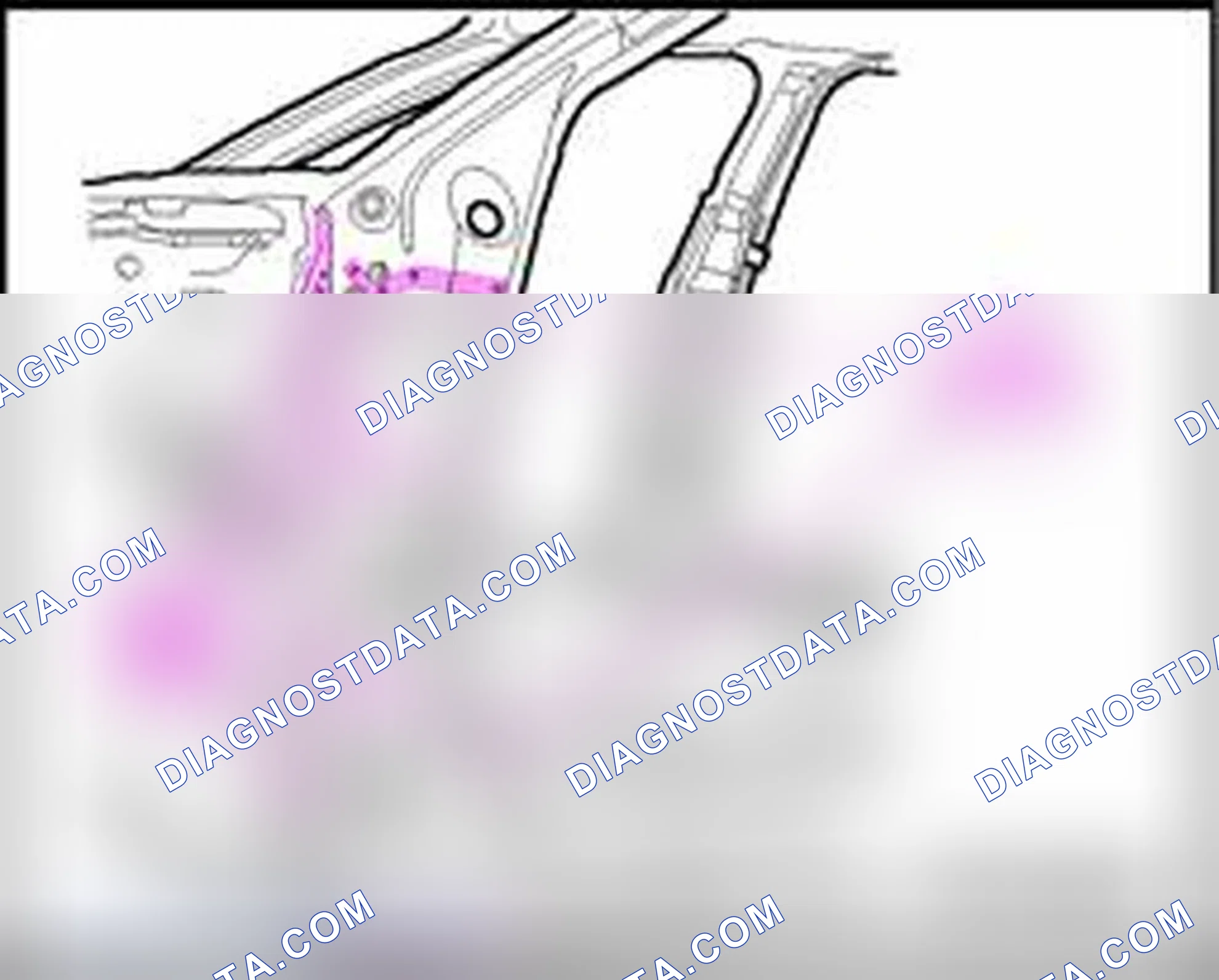
Scheme 13
In spot welded bonded joints, an electrically conductive adhesive is used between the panels, which allows problem free penetration for spot welding.
The welding current must not be increased during spot-weld bonding. The pre-press time must be extended to about 30 - 50 seconds because of the displacement of the adhesive. The emitted fumes must be extracted.
Spot-weld bonding is not performed in the service department.
Bonded joints, inspecting and repairing
Special attention should be paid to these areas in accident diagnosis and repair work.
Note the following points: Do not test strength using a chisel or relieve tension by hammering, otherwise the bond will be destroyed.
These joints should be inspected particularly closely when diagnosing accident damage and after performing straightening work on the body.
If the joint is not accessible with pop rivets, it must be repaired with an arc-welded seam (SG). In this case the entire area of the joint must be re-welded, as the heat produced by welding destroys the adhesive in the bonded joint. The SG seams should be welded working from the thin to the thick panel. Always extract fumes.
Repair methods for replacing body parts
When making repairs, welded joints can be used in place of all spot-welded bonded joints and certain bonded joints if no suitable body adhesive is available.
Do not make the repair with only the same spot welds or seams as originally used in production. These alone are not adequate for a proper joint.
The repair methods are shown in detail on the following information.
Note. If the instructions call for additional spot welds, these should be applied in a single operation. Do not place new spot welds in-between the original spot welds. SG plug welding should only be performed after spot welding. This avoids any warping when spot welding.
Ensure good root penetration at all joints.
Seal off repaired joint flanges and apply cavity sealing where necessary.
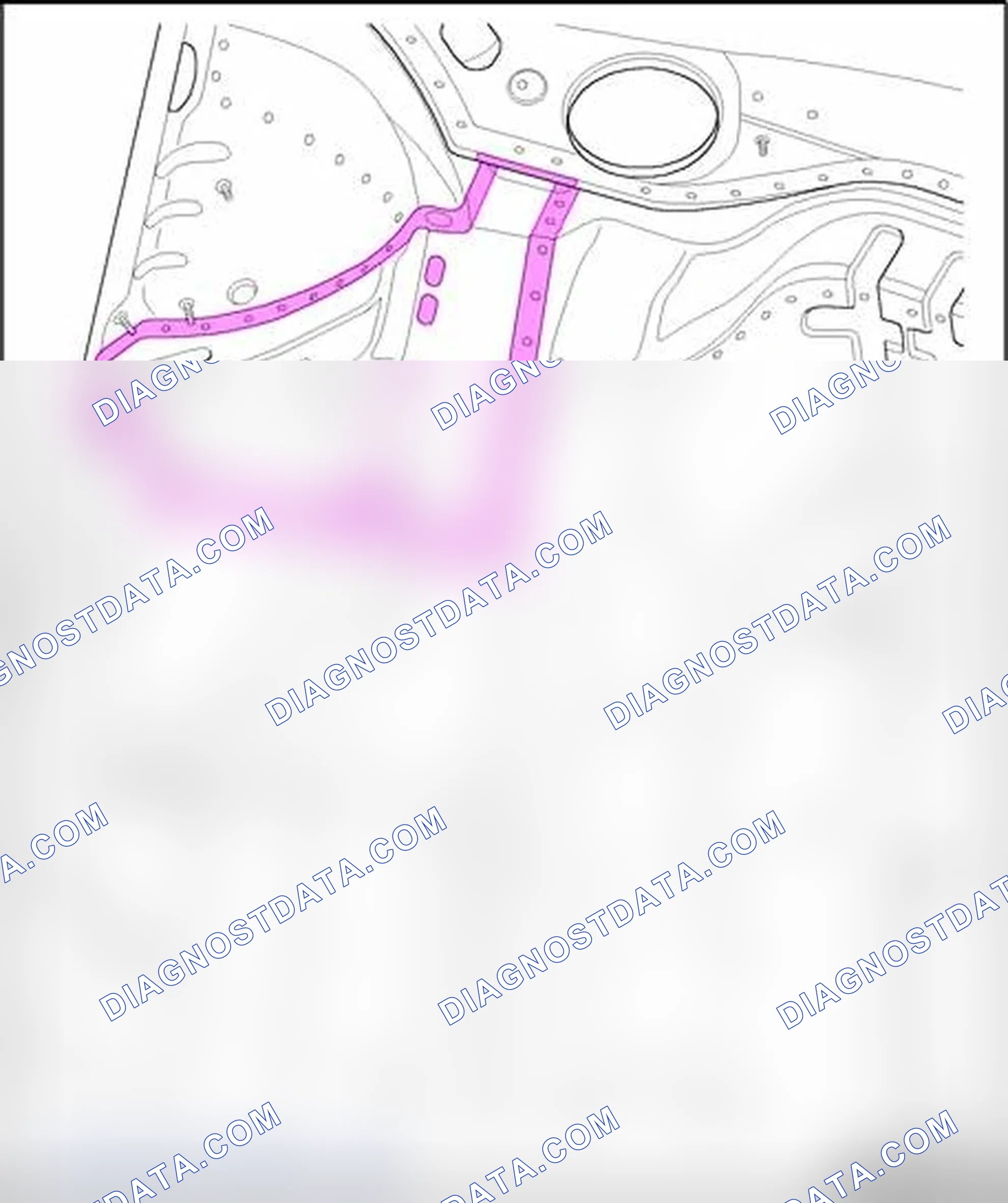
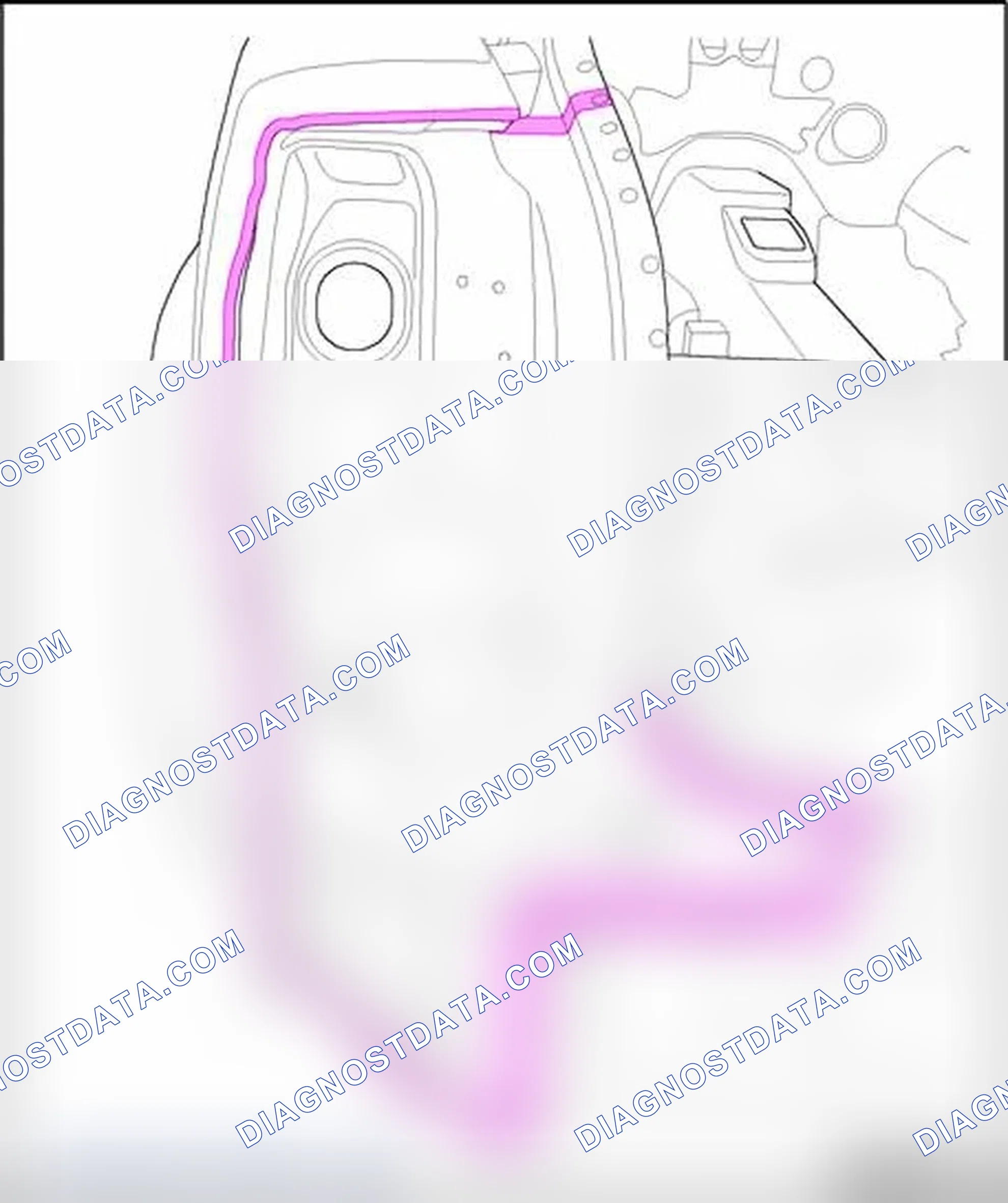
Scheme 14
A - Wheel housing to longitudinal member
Make additional 5 x SG plug weld seam in place of bonded joint
B - Longitudinal member reinforcement
With support, make additional 2 x 15 mm SG seams on flange
C - Longitudinal member reinforcement
With support, make additional SG plug weld seams between spot welds
D - Longitudinal member to closure plate and wheel housing (rear section)
Make additional SG plug weld seams between spot welds Longitudinal member to closure plate: make double number of RP spot welds in place of bonded joint.
E - Longitudinal member closure plate to mounting for suspension strut cross member
Make additional 6 x SG plug weld seams in place of bonded joint
F - Inner side panel to outer side panel
Make additional 6 x SG plug weld seams in place of bonded joint
X - Body, center
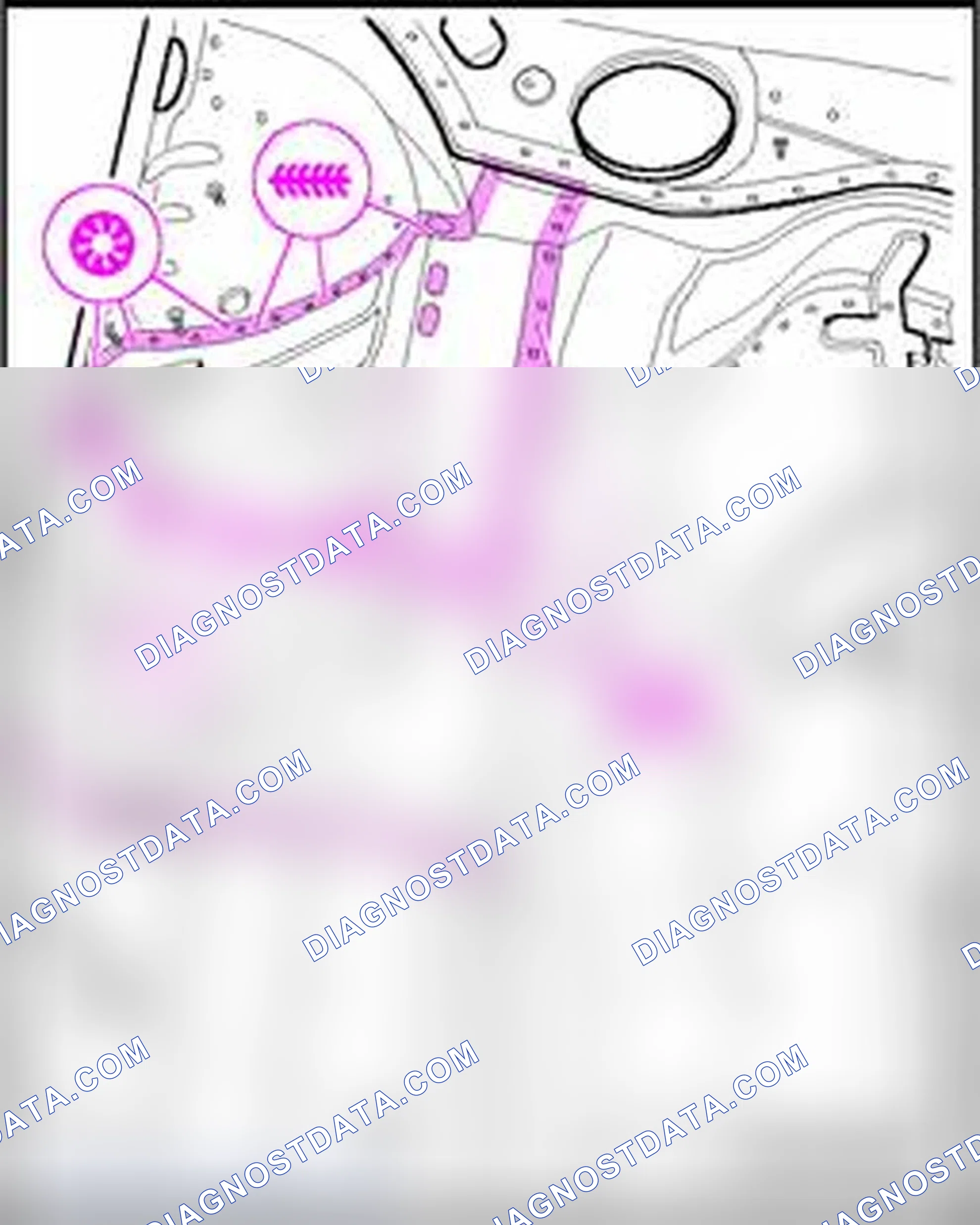
Scheme 15
G - Front panel of plenum chamber
To suspension strut mounting: make additional SG plug weld seams between spot welds
H - Cross member to longitudinal member
Make additional SG seam every 15 mm on the 3 flanges
Scheme 16
J - Cross member to plenum chamber
Make additional SG plug weld seams between spot welds
K - Cross member to suspension strut mounting
Make additional 3 x 15 mm SG seams on flange.
M - Reinforcement for suspension strut cross member to connecting panel on longitudinal member (top)
Make additional SG plug weld seams between spot welds
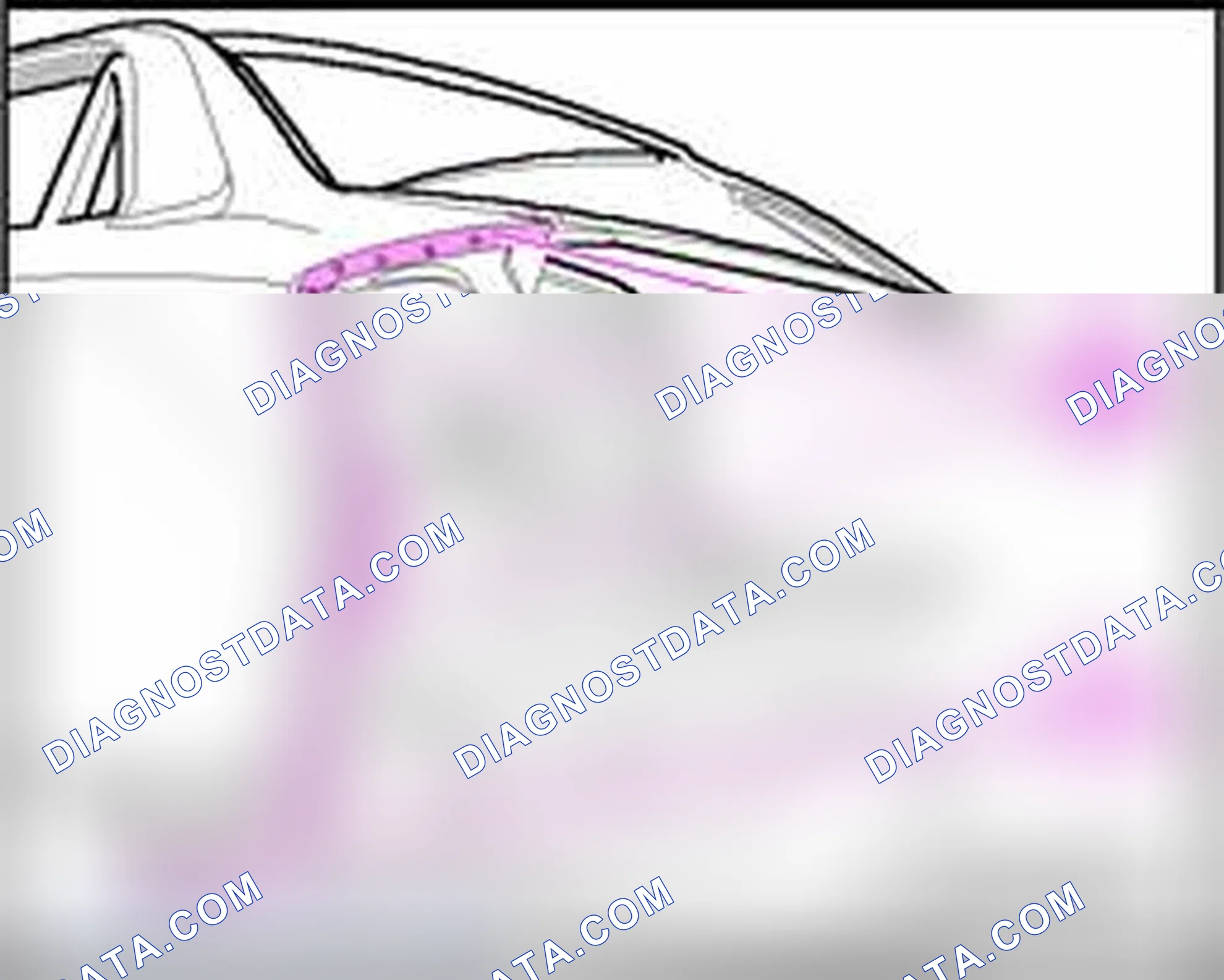
Scheme 17
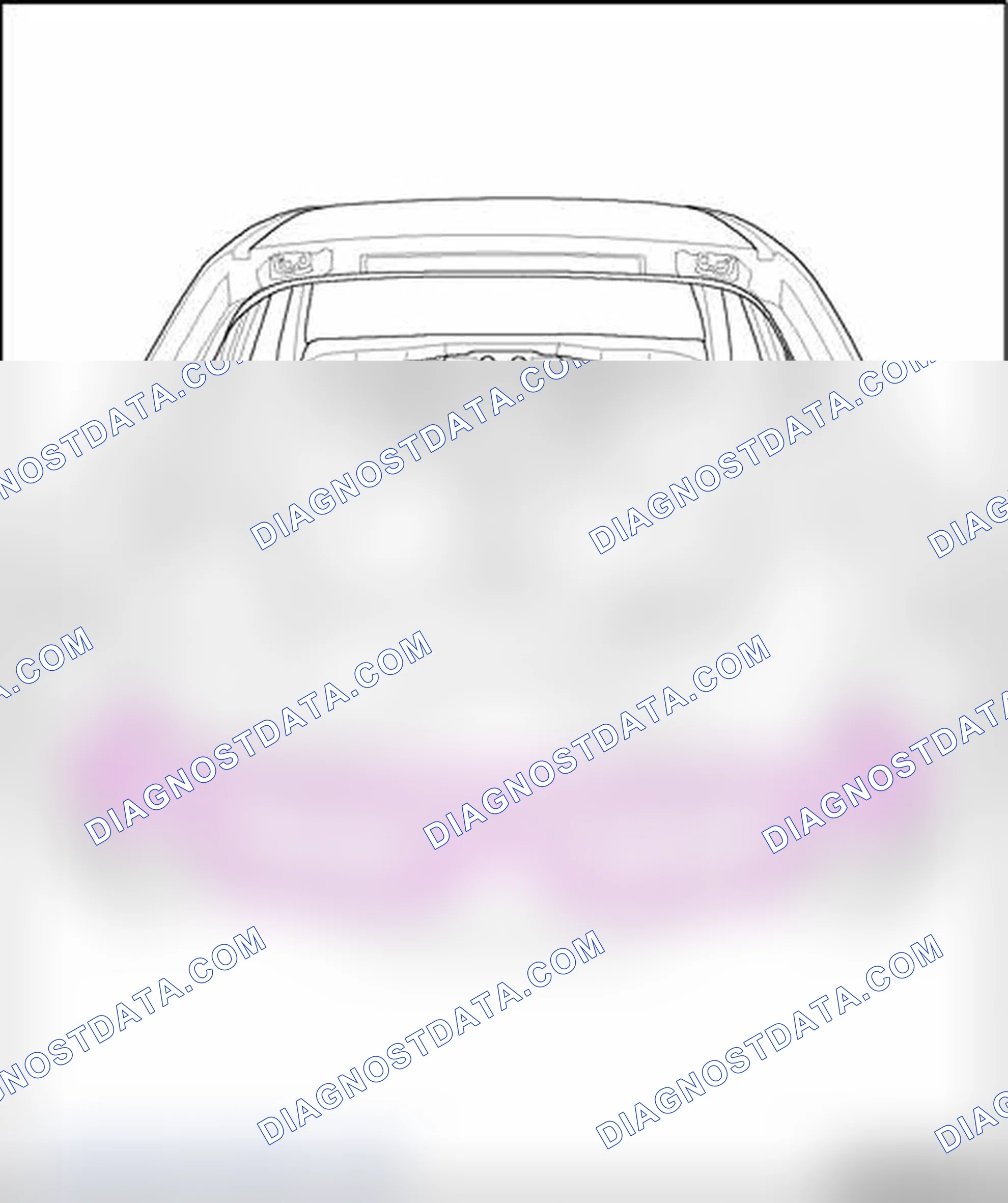
A - Roof to outer roof frame: as original joint
Apply body adhesive and make spot welds, but leave 15 mm either side of spot welds free of adhesive.
B - Sunroof reinforcing frame to outer roof frame
As original joint. Apply adhesive and insert roof.
Scheme 18
C - Front floor panel to sill fillet plate
Make SG plug weld seams every 30 mm in place of bonded joint
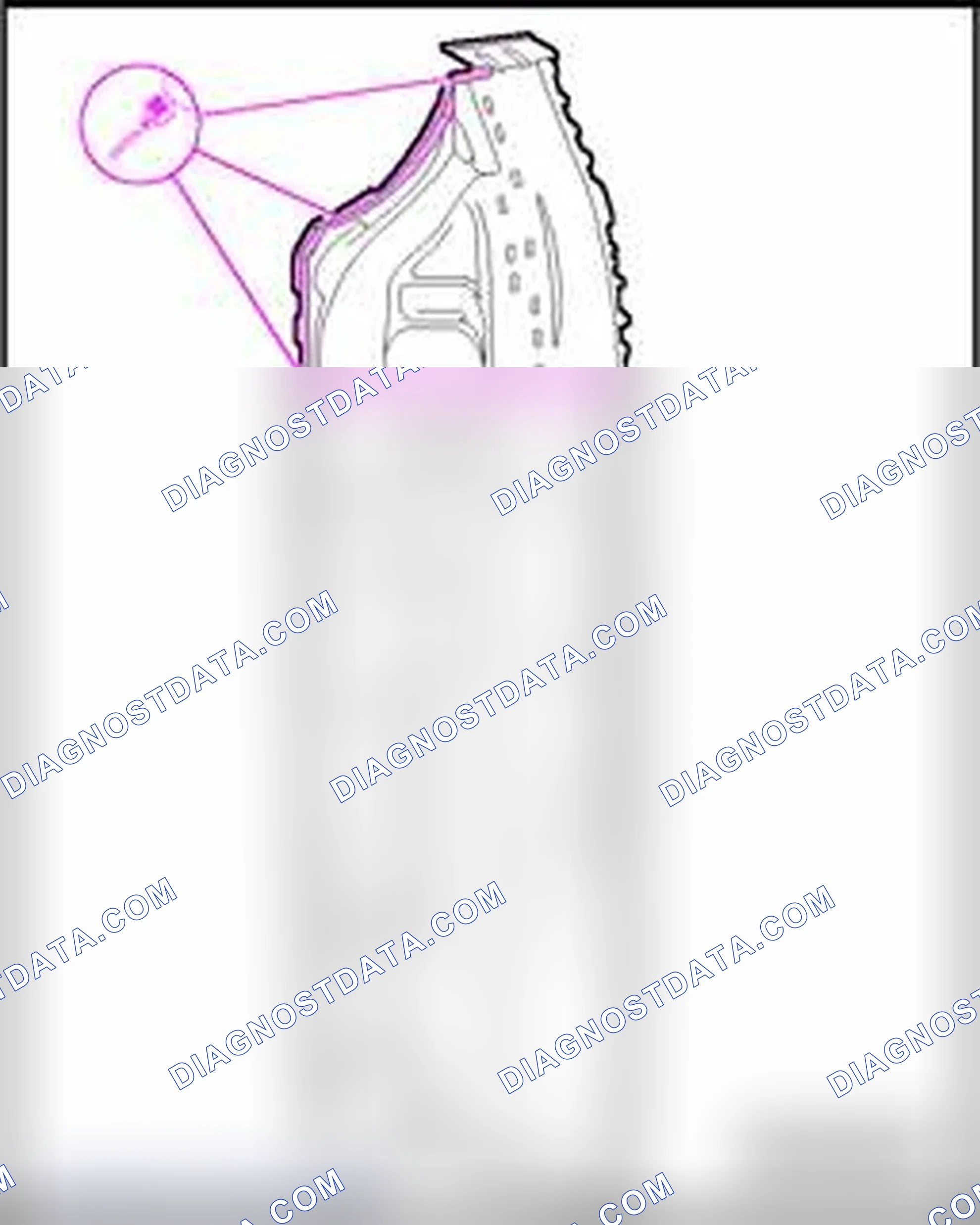
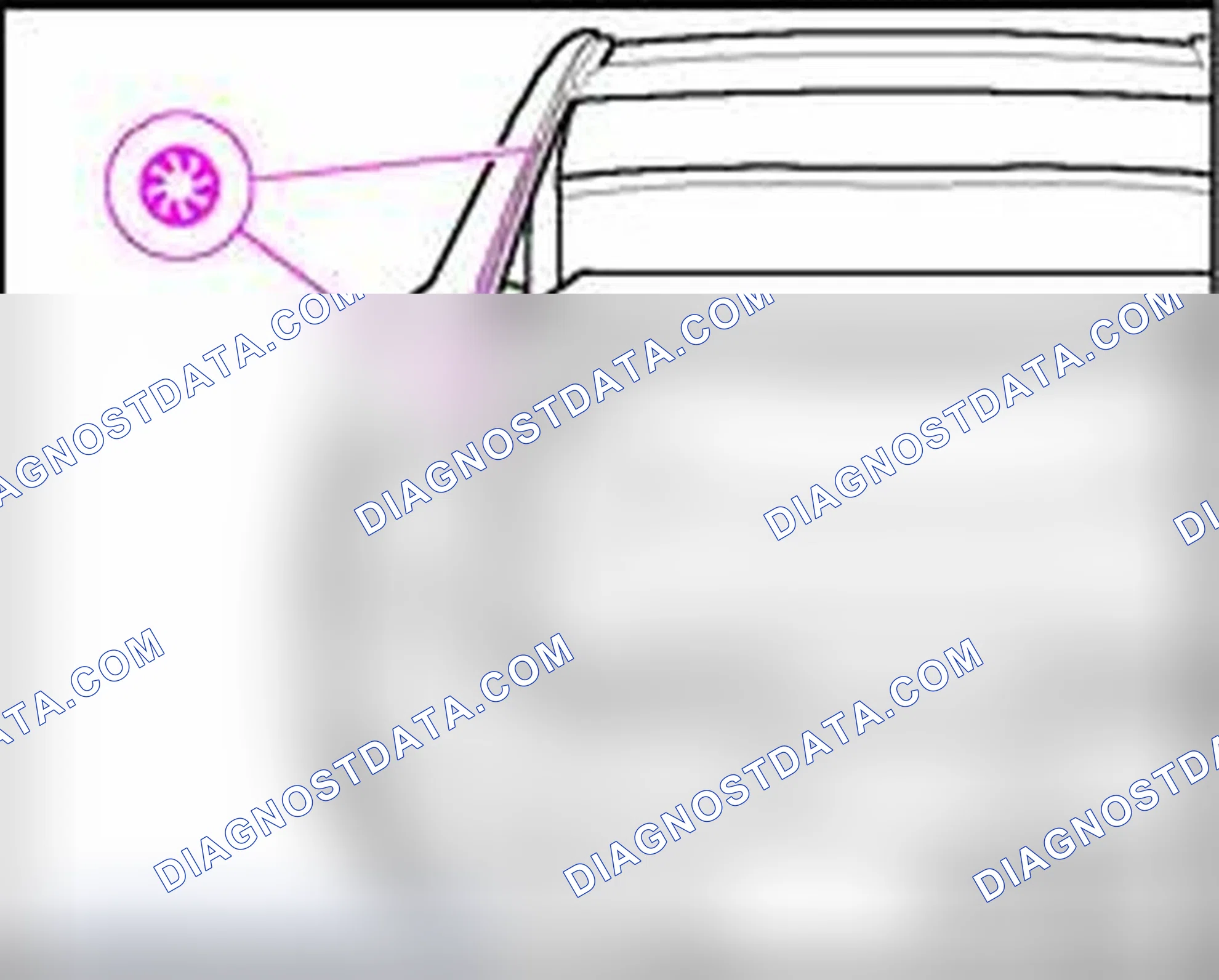
Scheme 19
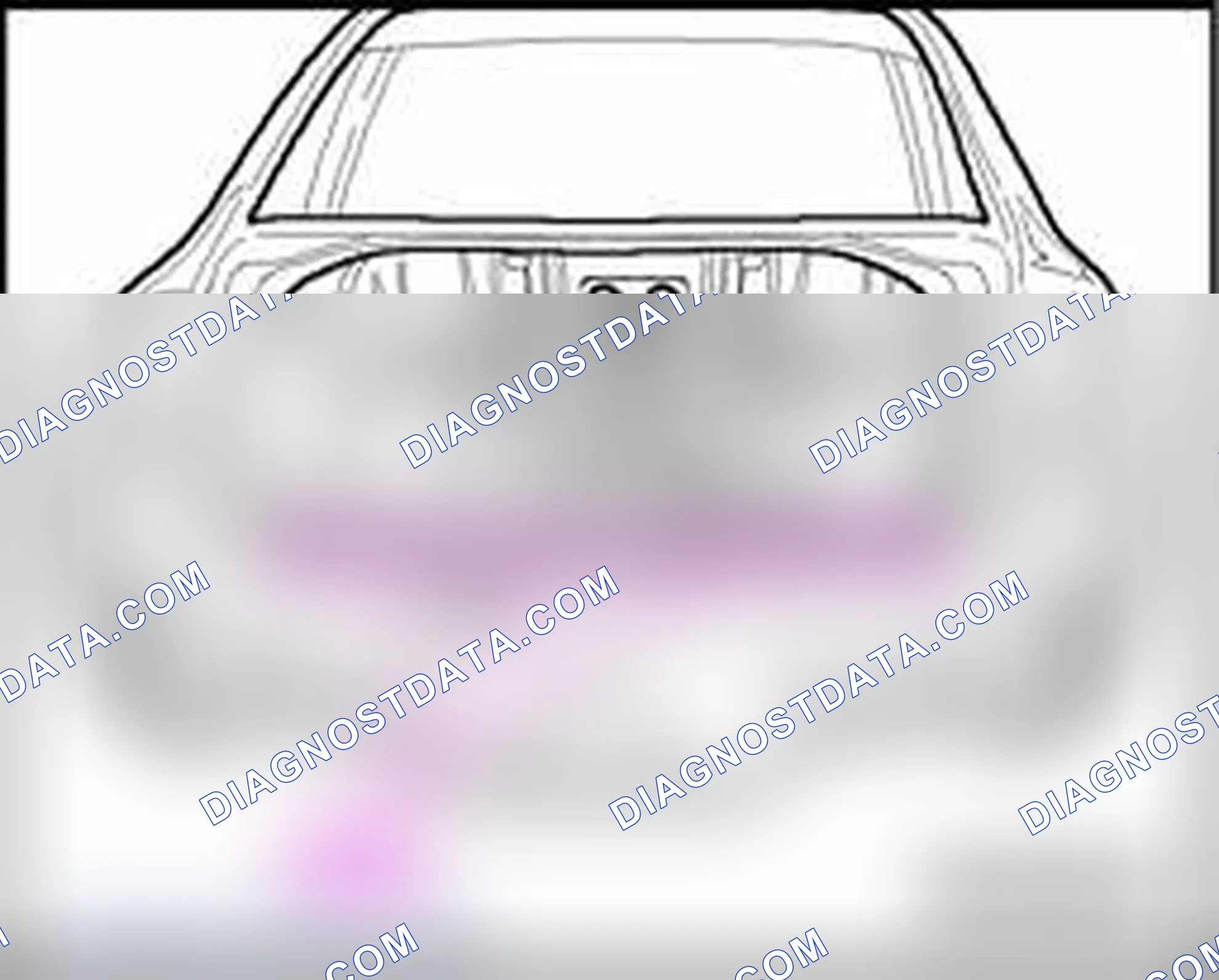
D - Rear panel to floor panel
Make additional 8 x 30 mm SG continuous seams
Scheme 20
A - As original joint: apply adhesive and bead over edge of wheel housing. Repair as follows if adhesive joint is damaged.
Brush area, apply paint finish, seal and apply cavity sealing. If adhesive joint is damaged over a length of more than 100 mm, make a 10 mm SG seam every 50 mm. Rework wheel housing liner if necessary.
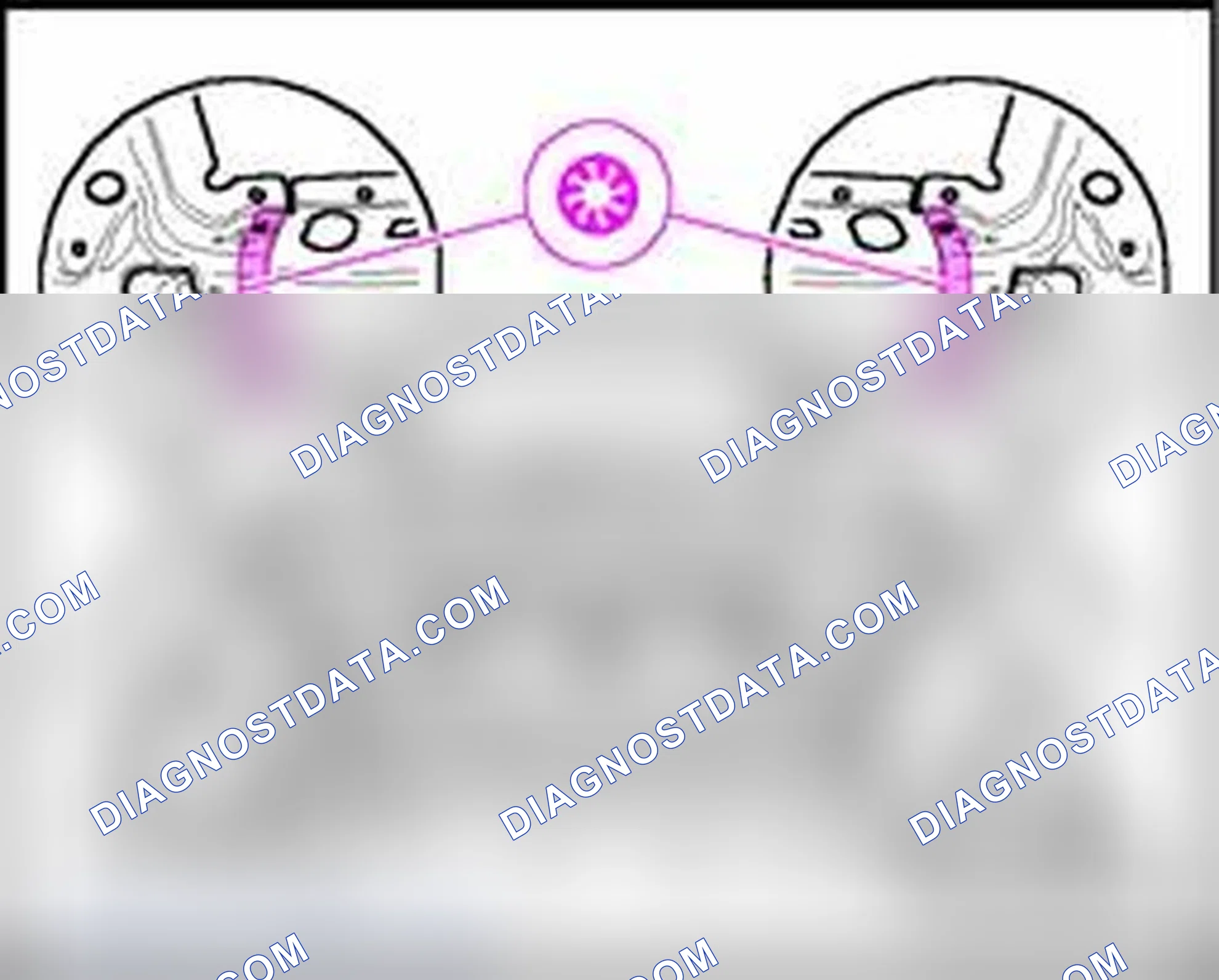
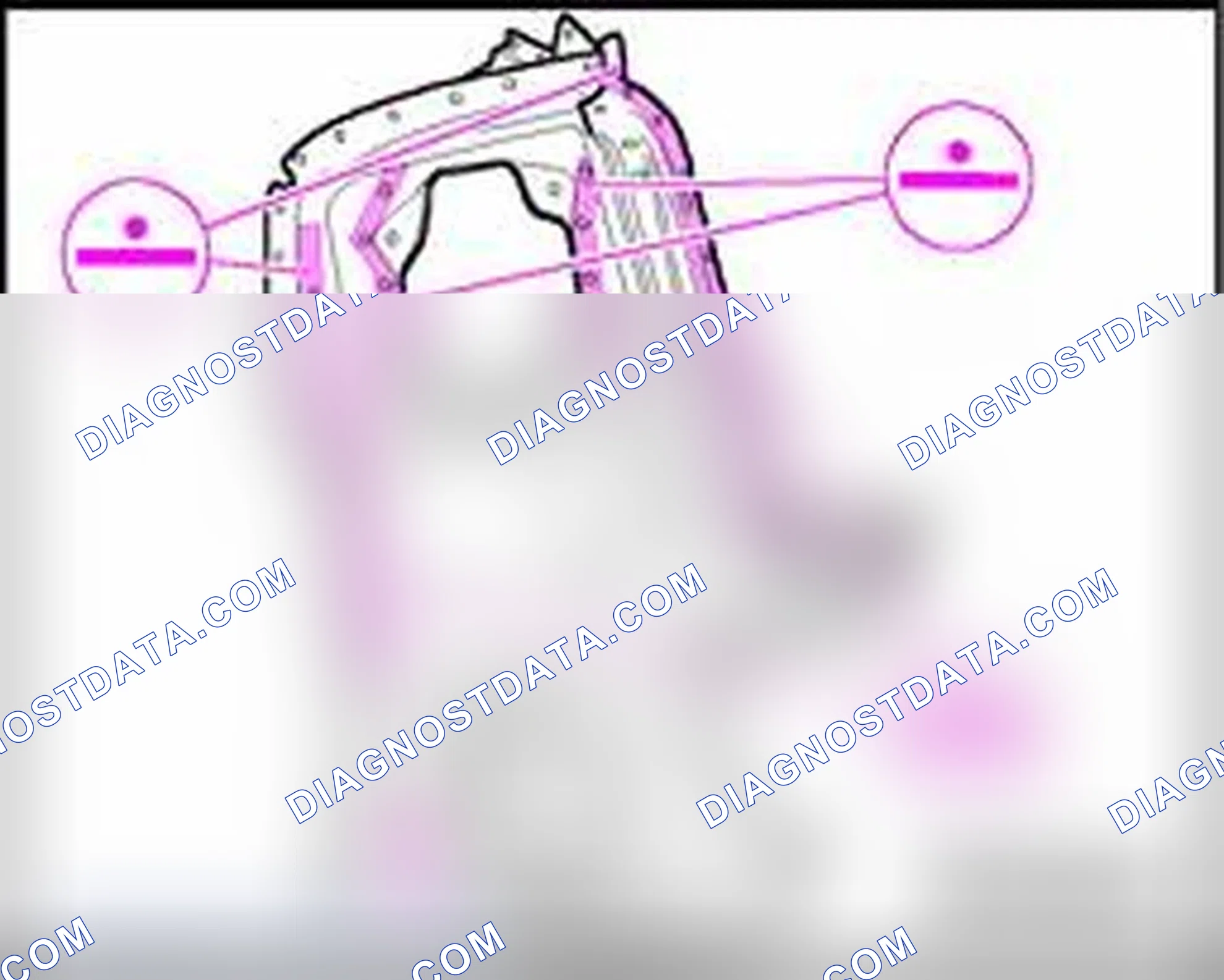
Scheme 21
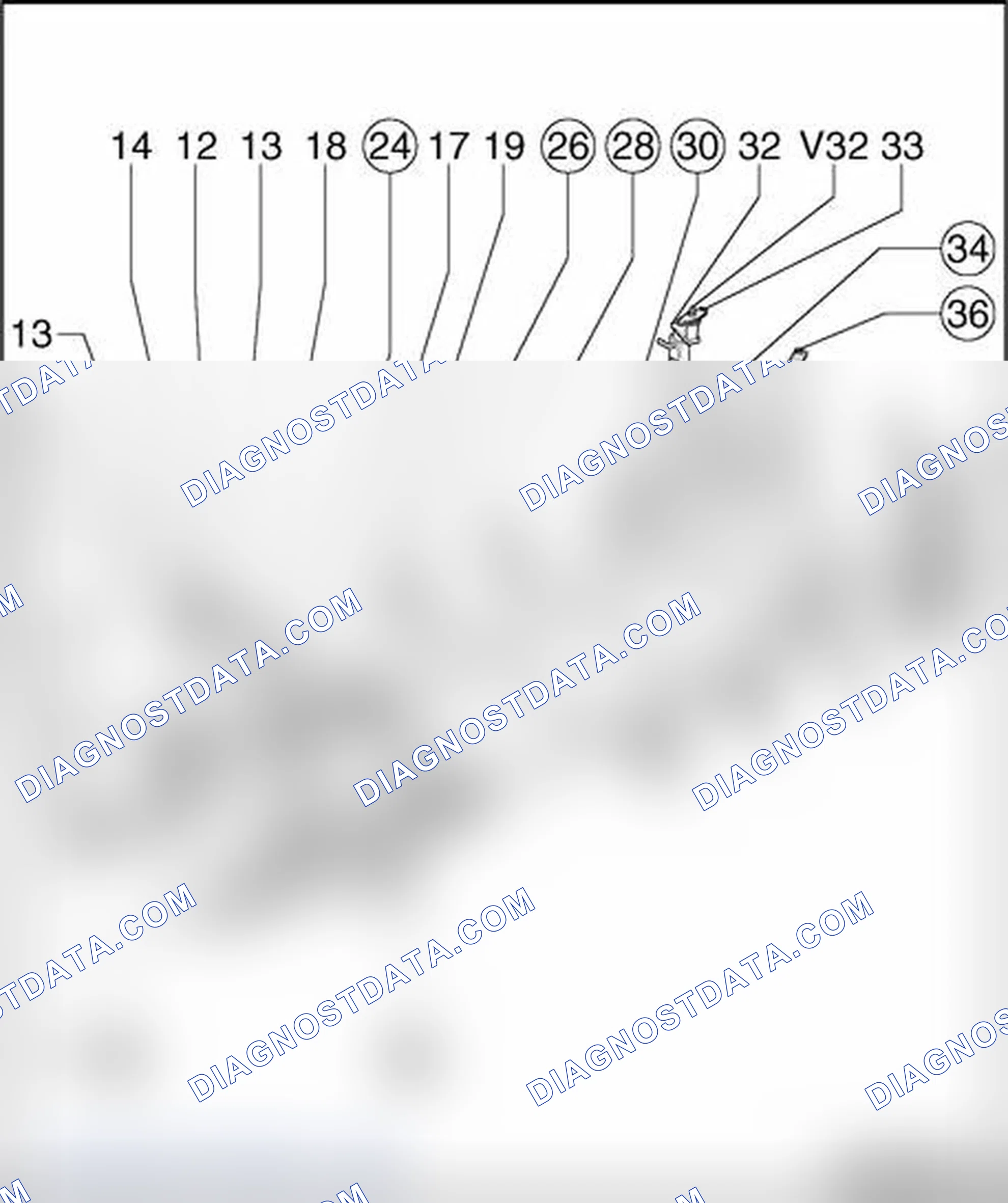
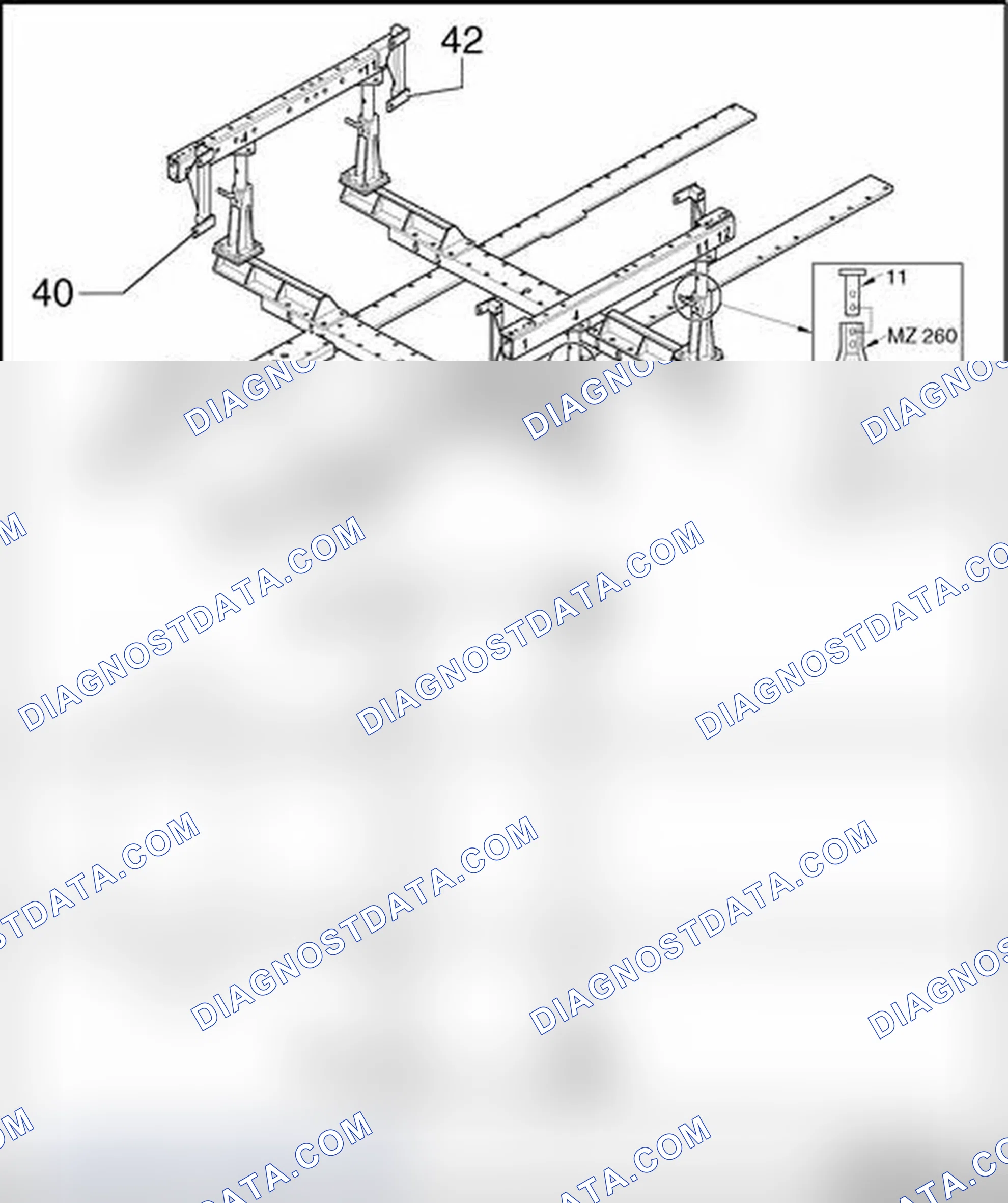
Note. The item numbers in the illustrations are identical with the end numbers on the alignment bracket mountings. The item numbers of the alignment bracket mountings marked with a circle are for checking the body with mechanical units installed. The required basic size is given for the alignment bracket mountings. The following figures show the right side of the vehicle.
Straightening bracket set supplement VAS 6050 (incl. quattro models)
2 - MZ 141 and TV 400
4 - MZ 141, TV 400 and mounting - 2
6 - MZ 140
10 - MZ 260
12 - MZ 260 and alignment bracket mounting - 10
16 - Mounting for bar
17 - Bar in place of steering gear
18 - Mounting for steering assembly
20 - MZ 140
22 - Bracket without MZ, and front production mounting - 24
24 - Mountings identical on left and right sides
26 - MZ 080
28 - MZ 080
30 - MZ 200
32 - MZ 602
33 - Spacer, identical on left and right sides
34 - MZ 260
36 - MZ 260
Scheme 22
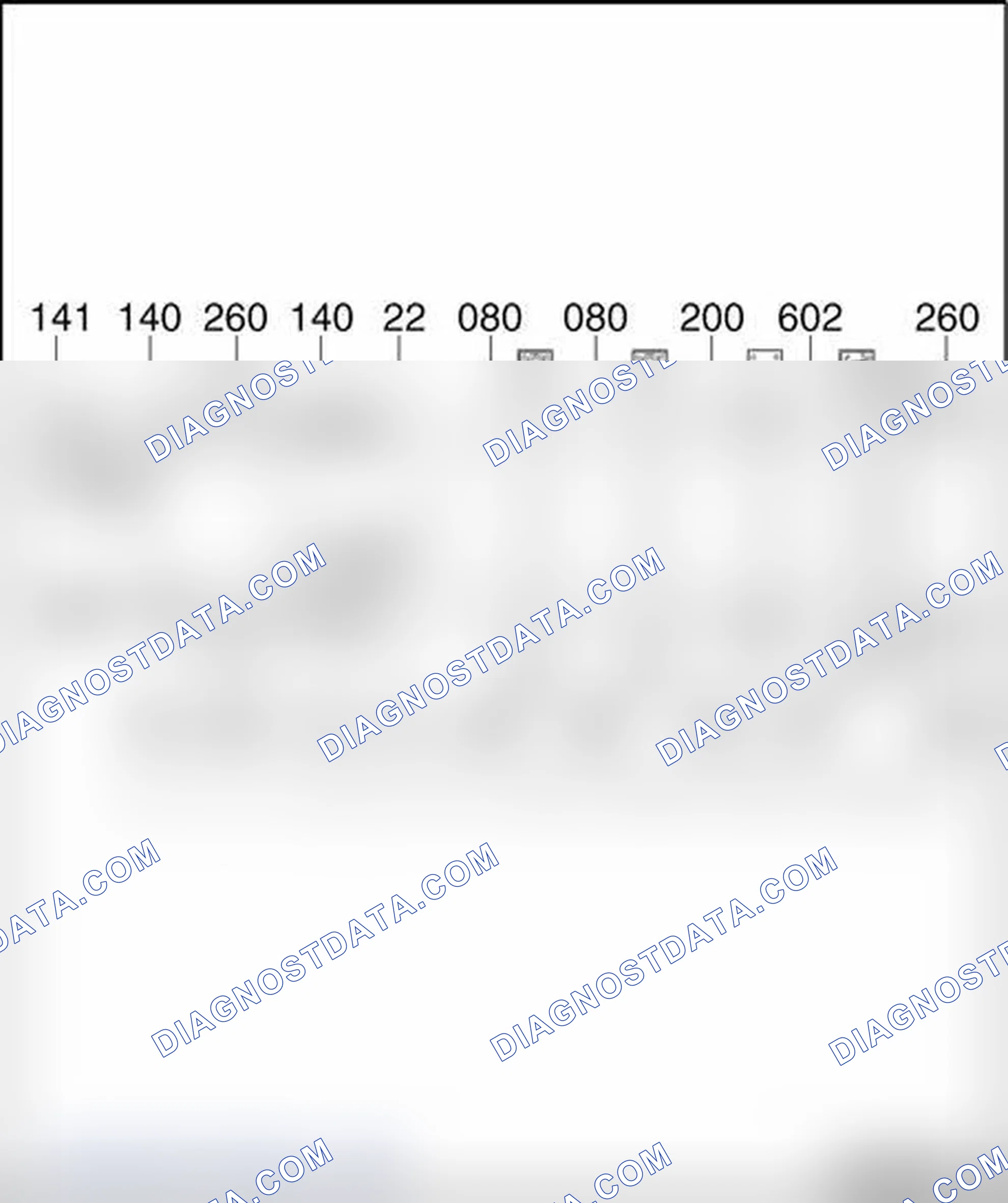
2 - MZ 200 and TV 400
6 - MZ 140
10 - MZ 260
20 - MZ 140
26 - MZ 080
28 - MZ 080
30 - MZ 200
32 - MZ 602
34 - MZ 260
36 - MZ 260
Overview and locations of MZ elements
Scheme 23
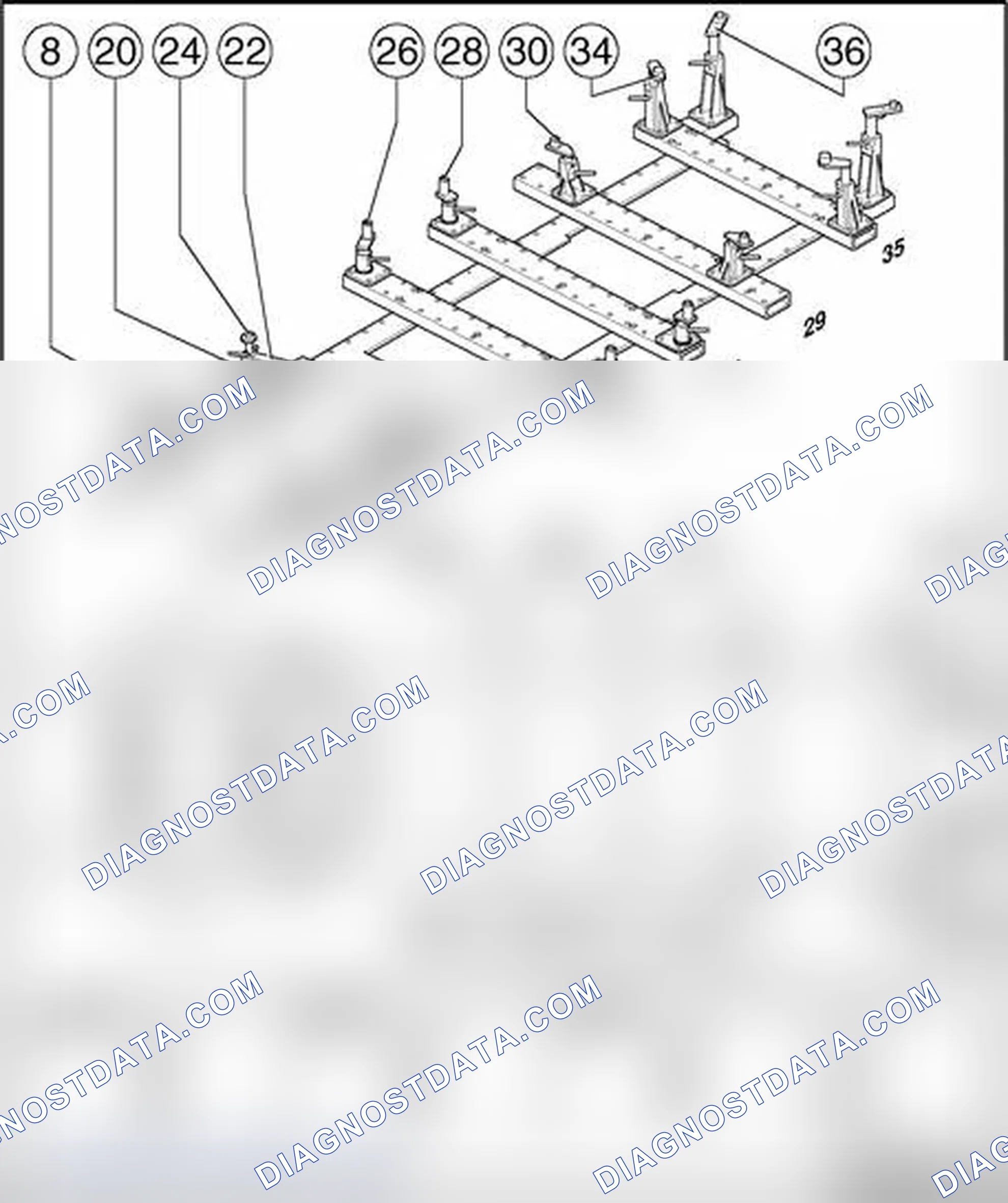
8 - MZ 080
20 - MZ 080
22 - Bracket without MZ, and front production mounting - 24
26 - MZ 080
28 - MZ 080
30 - MZ 140
34 - MZ 200
36 - MZ 260
Overview of front alignment bracket positions with MZ elements for vehicles with mechanical units installed
Scheme 24
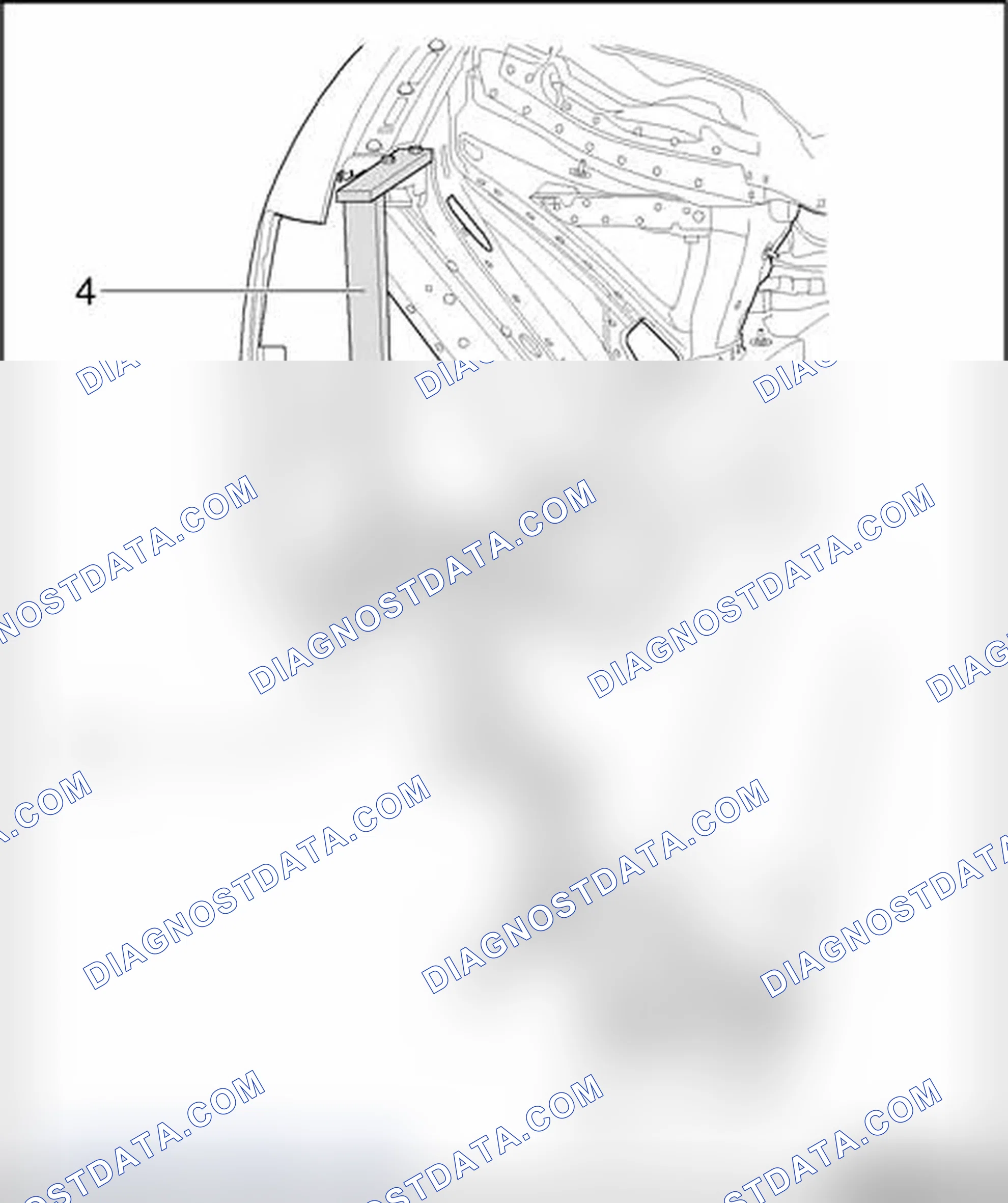
2 - Front longitudinal member
When checking body, bolt on this MZ last, as the longitudinal position of the impact absorber mounting can vary by several mm due to production tolerances - if necessary do not bolt down.
4 - Front end of longitudinal member/wheel housing
Overview of front alignment brackets
Scheme 25
Overview of front alignment brackets
Scheme 26
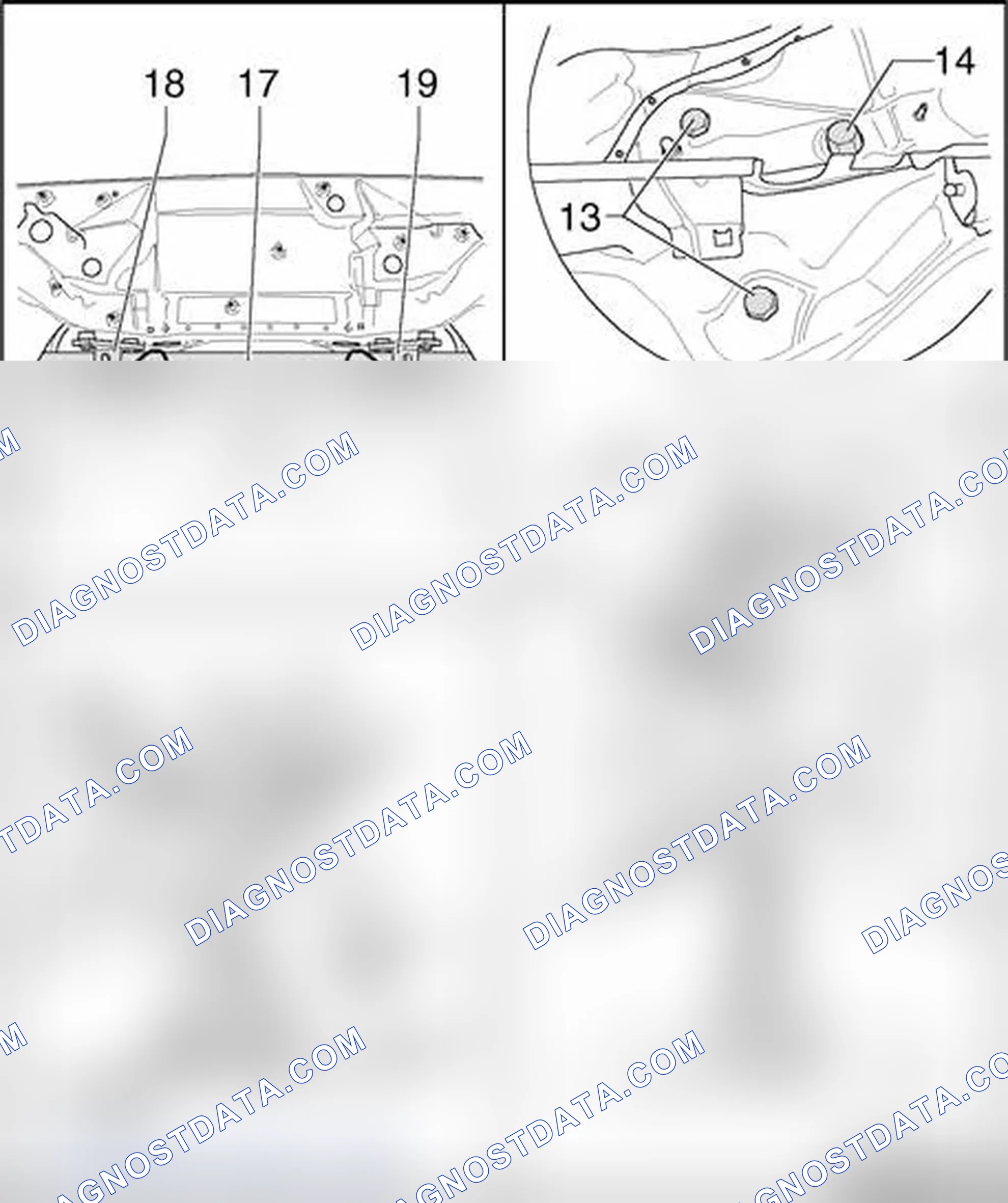
6 - Mounting for subframe
Re-drill master hole when performing partial replacement. Prepare by drilling with 8 mm bit through drill guide and then drill out to 20 mm with a center-bit.
10 - Mounting for alignment brackets - 12 - and - 14
Do not insert pin until after fitting body on jig.
13 - Bolts for suspension strut mounting
14 - Bolt for suspension strut mounting
12 - Suspension strut mounting
16 - Mounting for bar
17 - Bar in place of steering gear
Lubricate bar with oil and take care to avoid damage.
18 - Mounting for steering
19 - Mounting for steering
Scheme 27
Overview of center alignment brackets
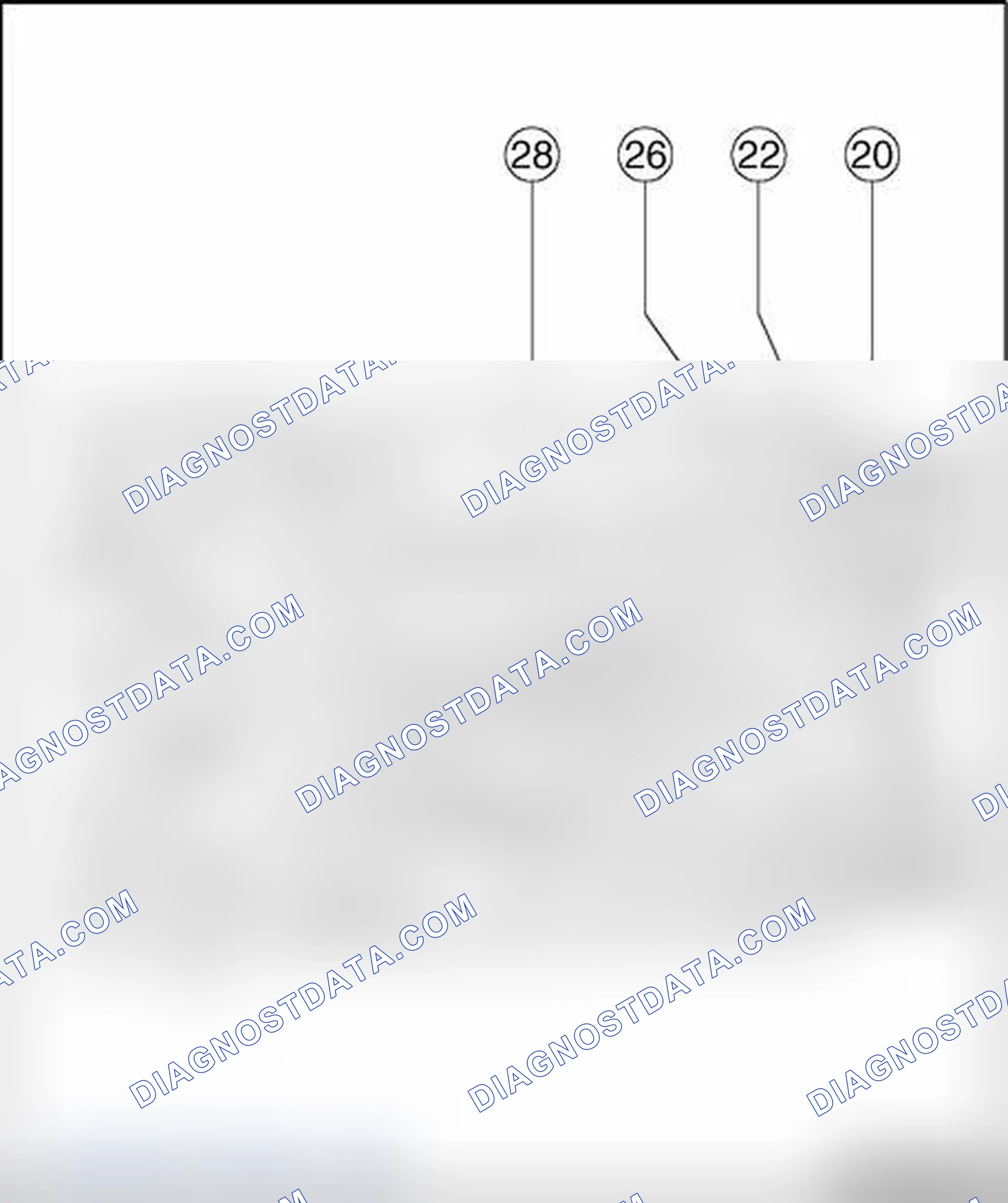
Scheme 28
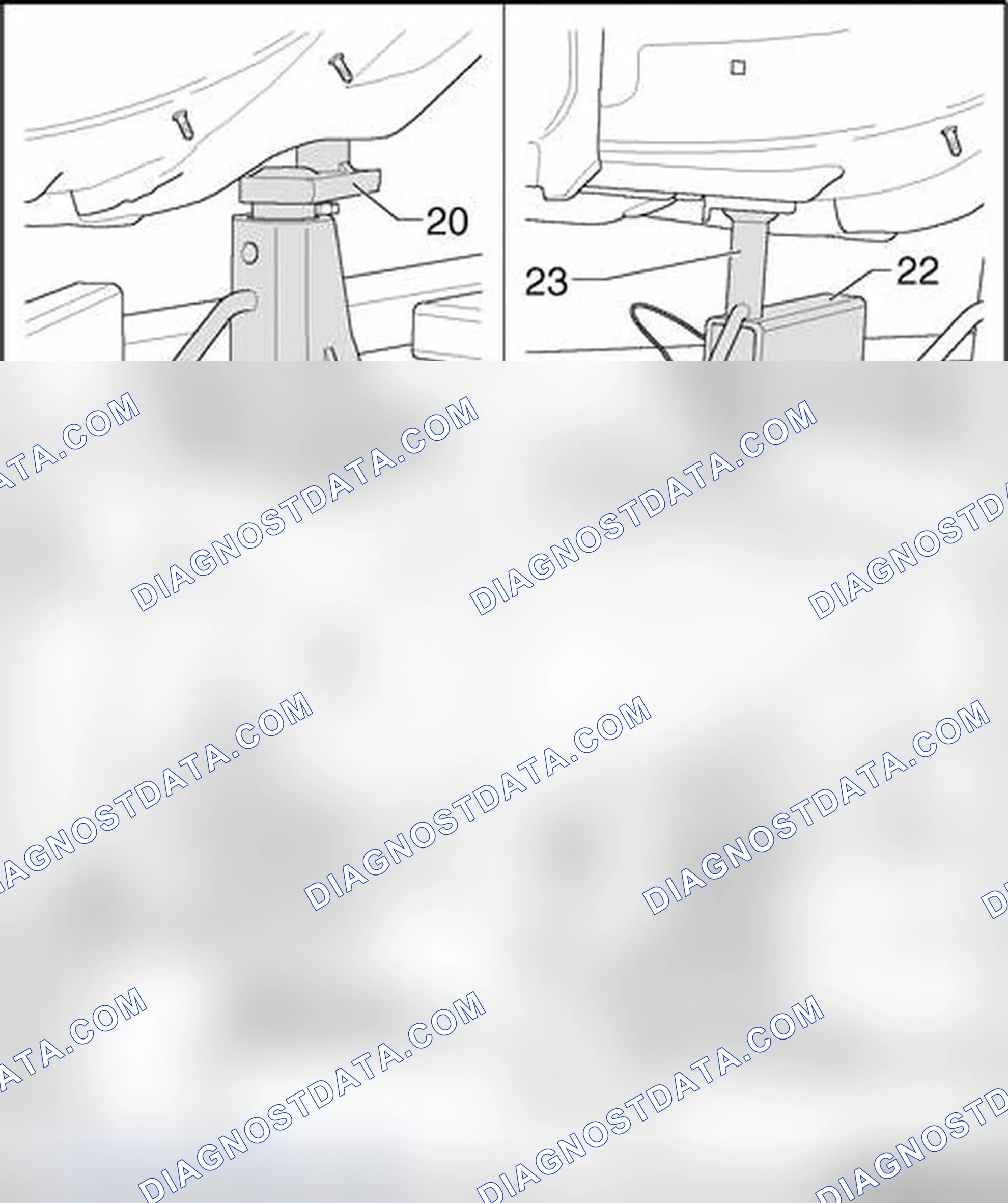
20 - Mounting for subframe
22 - Bracket
23 - Front production mounting
May have been forced upwards by handling vehicle in factory: when checking dimensions, pack with spacer up to 4 mm if necessary.
26 - Drilling in longitudinal member
28 - Drilling in sill panel
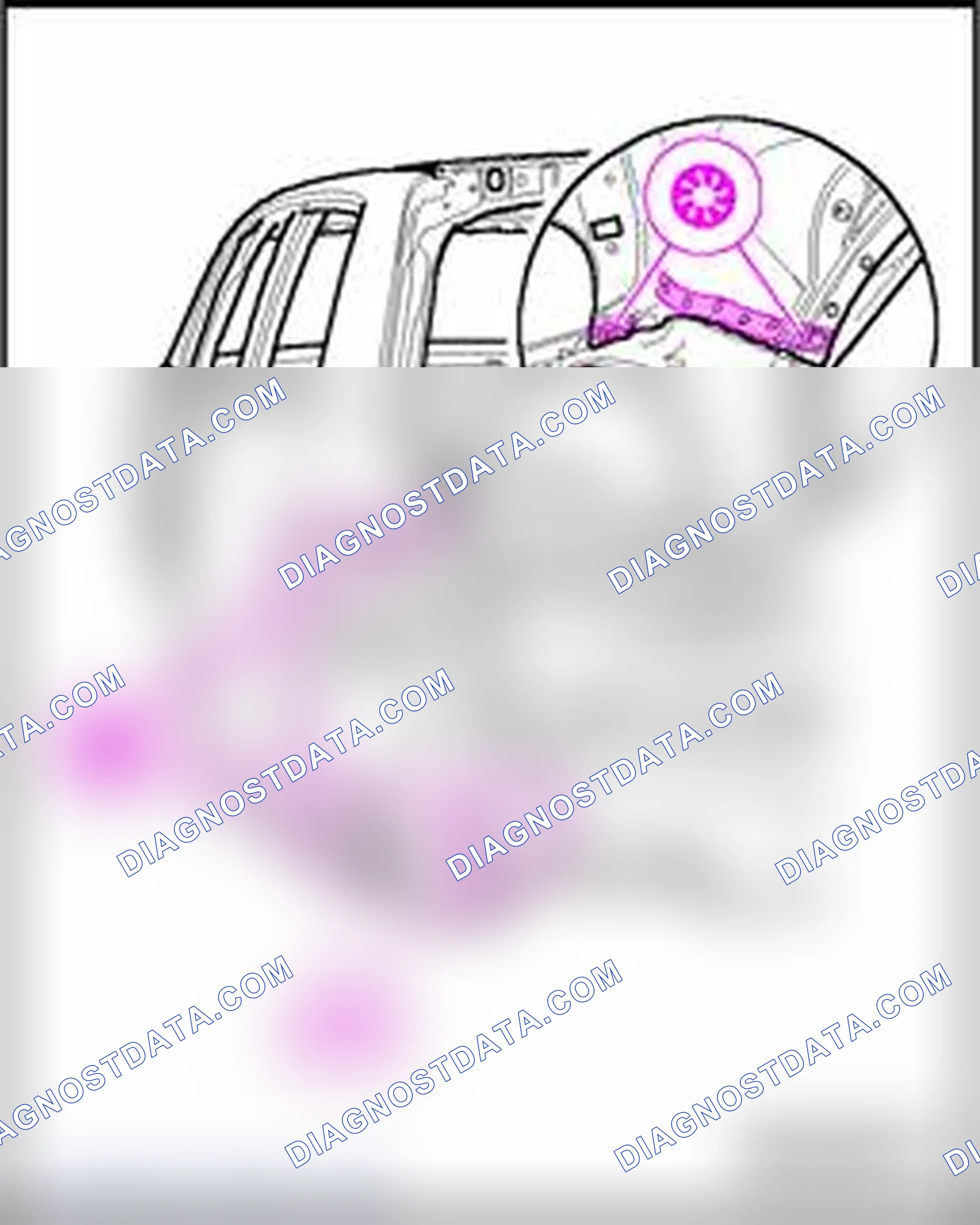
Scheme 29
Overview of rear alignment brackets
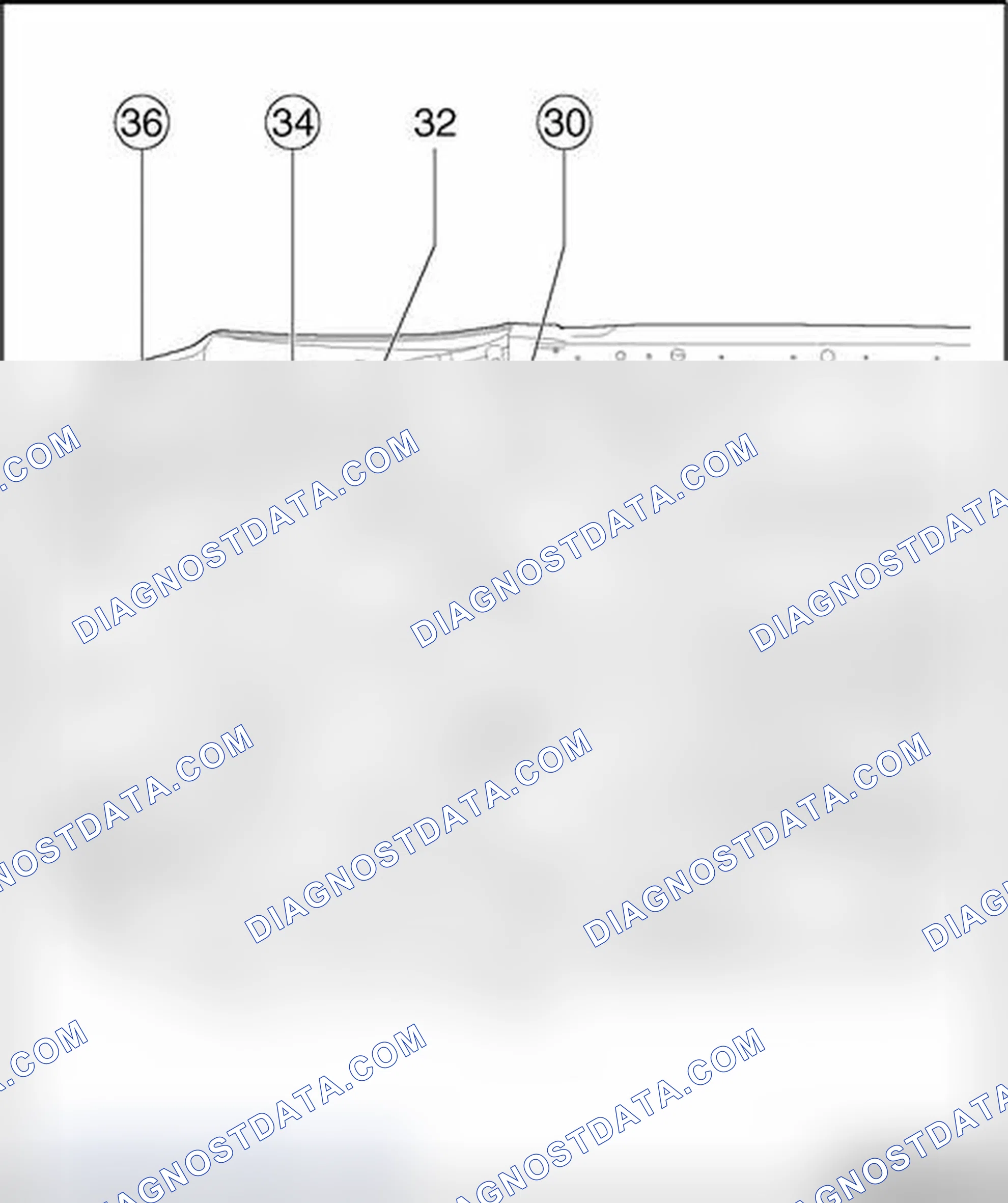
Scheme 30
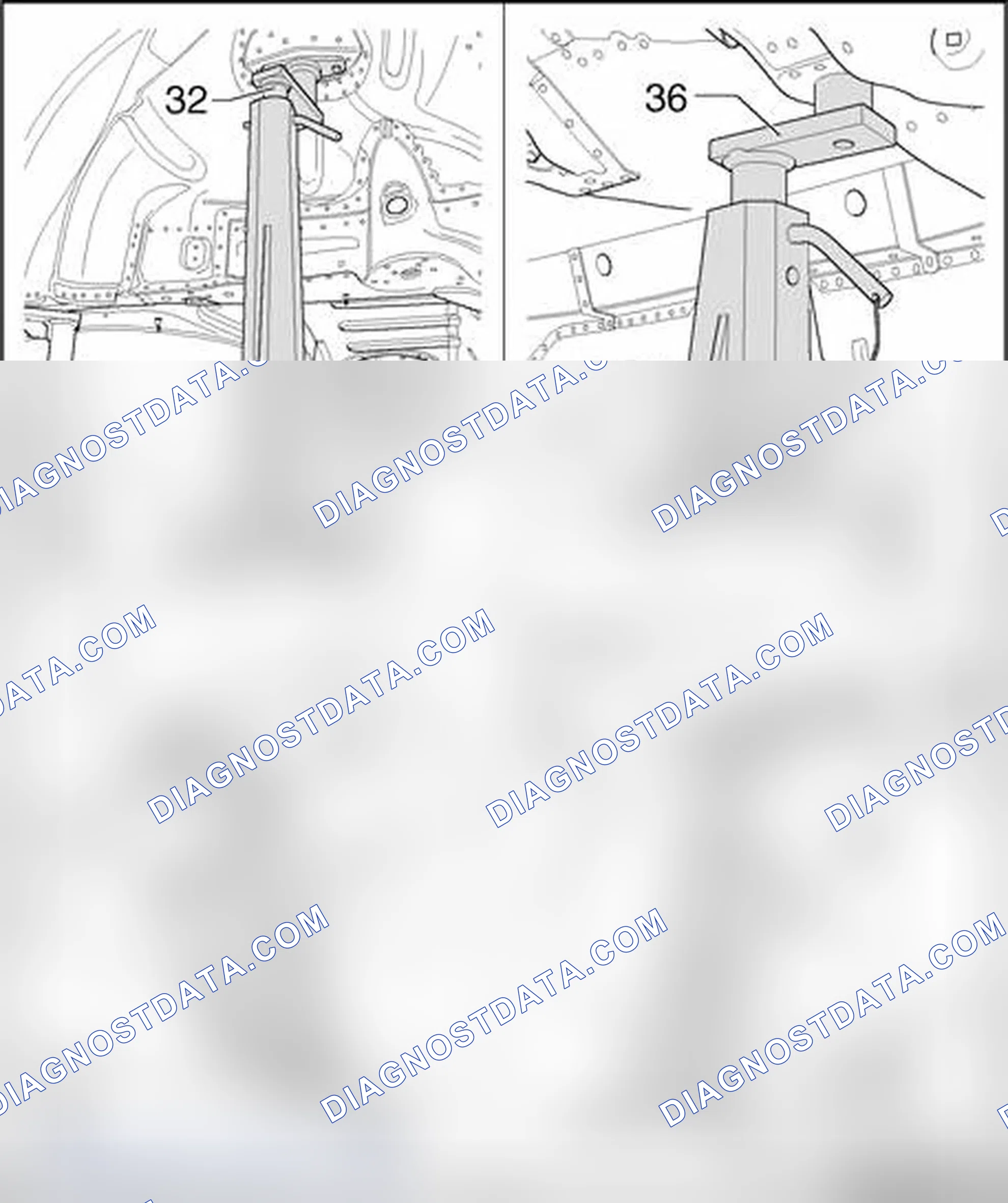
30 - Mounting in longitudinal member
32 - Suspension strut mounting
Do not insert pin until after fitting body on jig.
36 - Drilling in longitudinal member
The drilling is covered over with fabric-backed tape and sprayed over with underbody sealer. Re-seal drilling after checking body.
Scheme 31
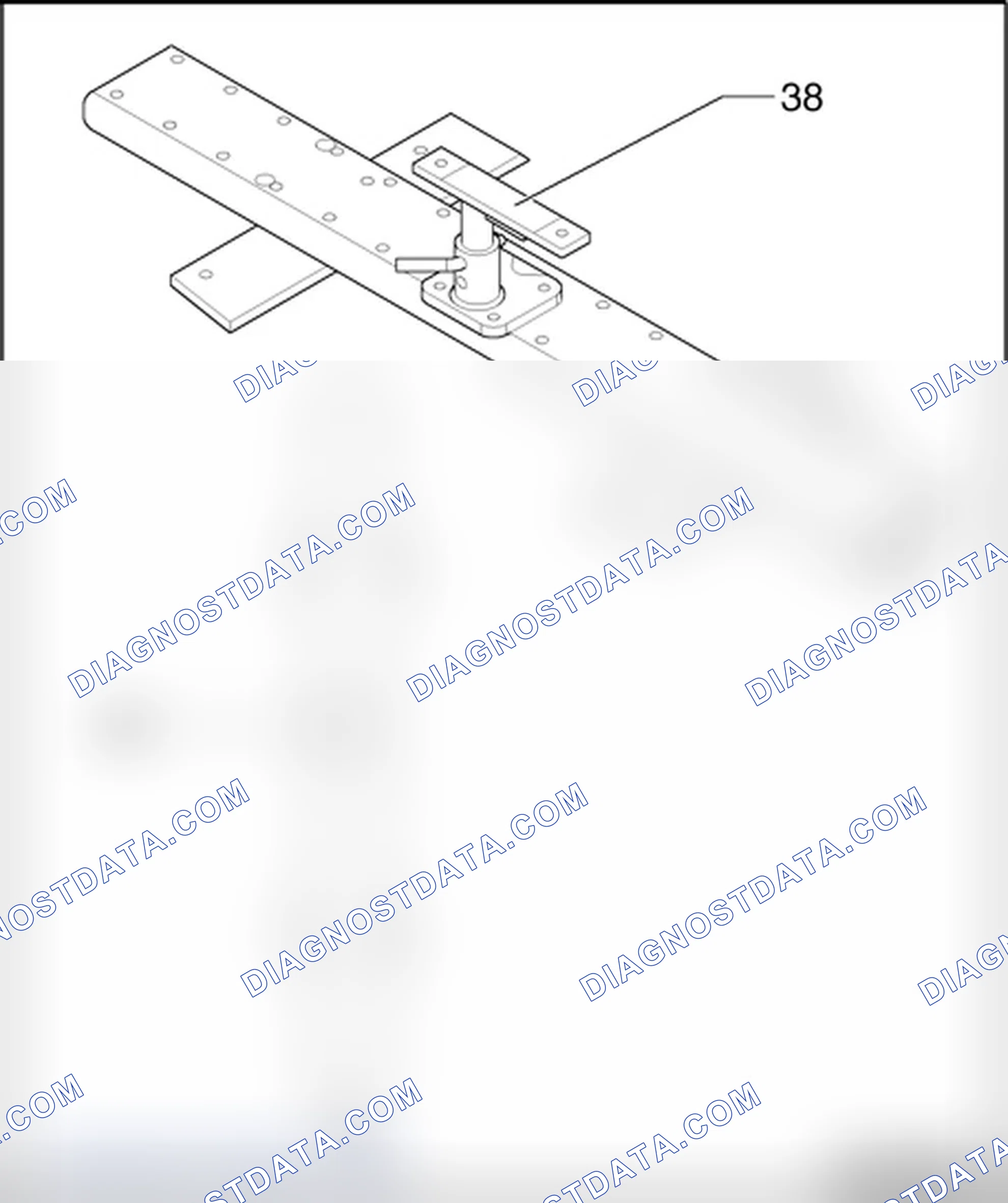
38 - MZ 080
38 - Mounting for driveshaft
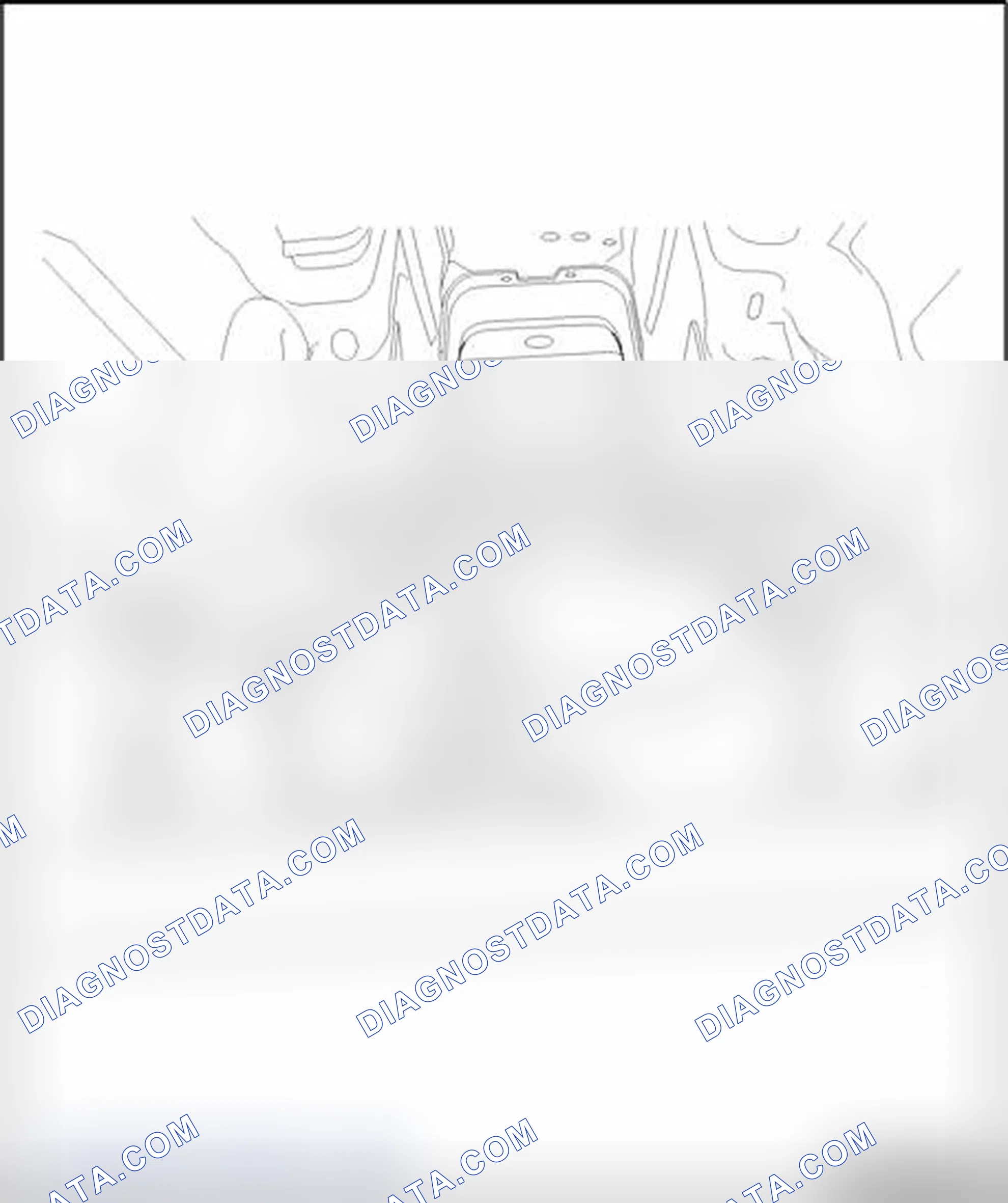
Scheme 32
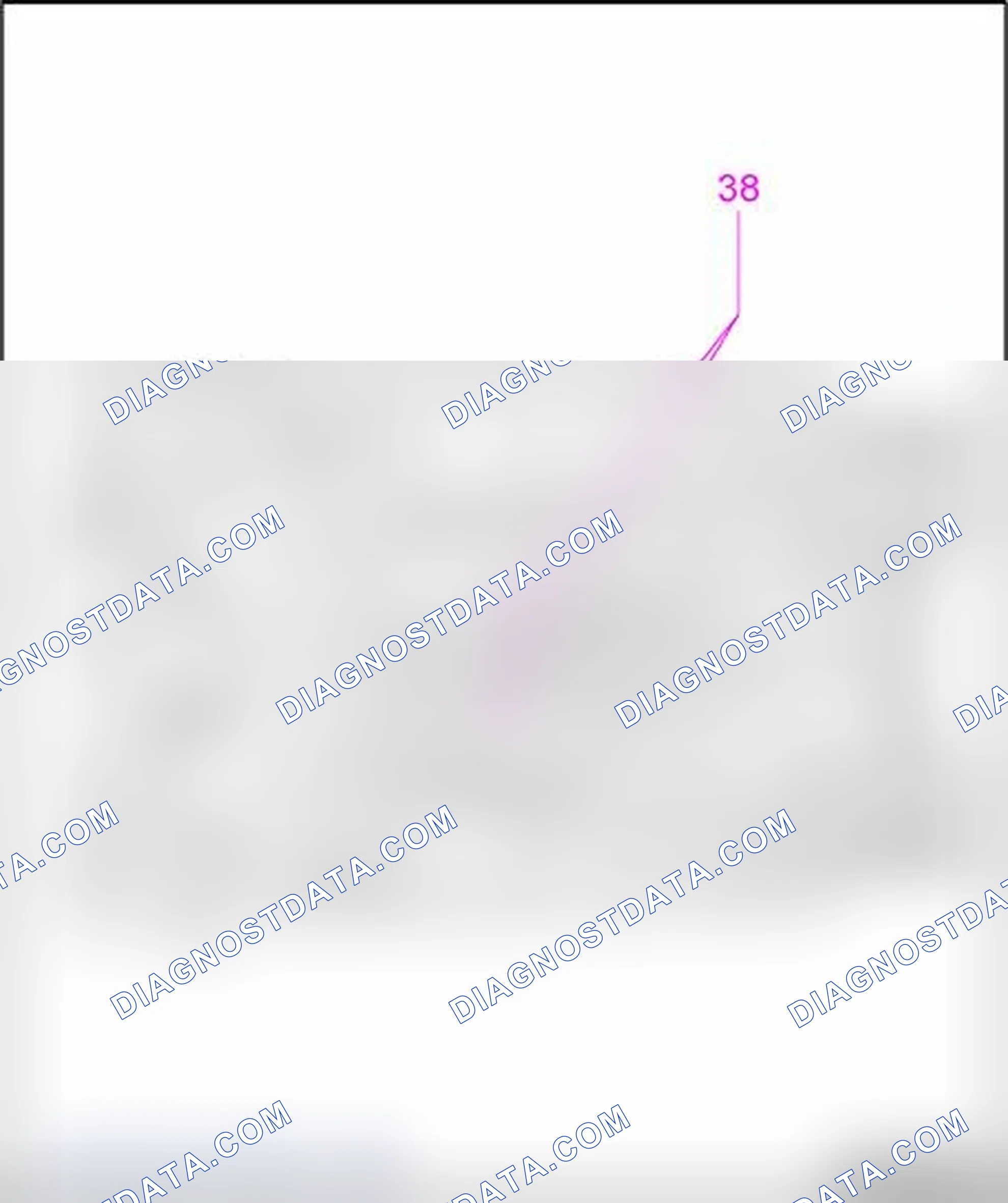
Overview of alignment bracket positions for quattro versions
Scheme 33
38 - Mounting for driveshaft
Scheme 34
A - Extension
B - Telescopic column
C - Cross bar 1200 mm
40 - Mounting for A-pillar
42 - Mounting for B-pillar
40 - MZ 260
42 - MZ 260
Portal gauge supplement VAS 5007/11
Scheme 35
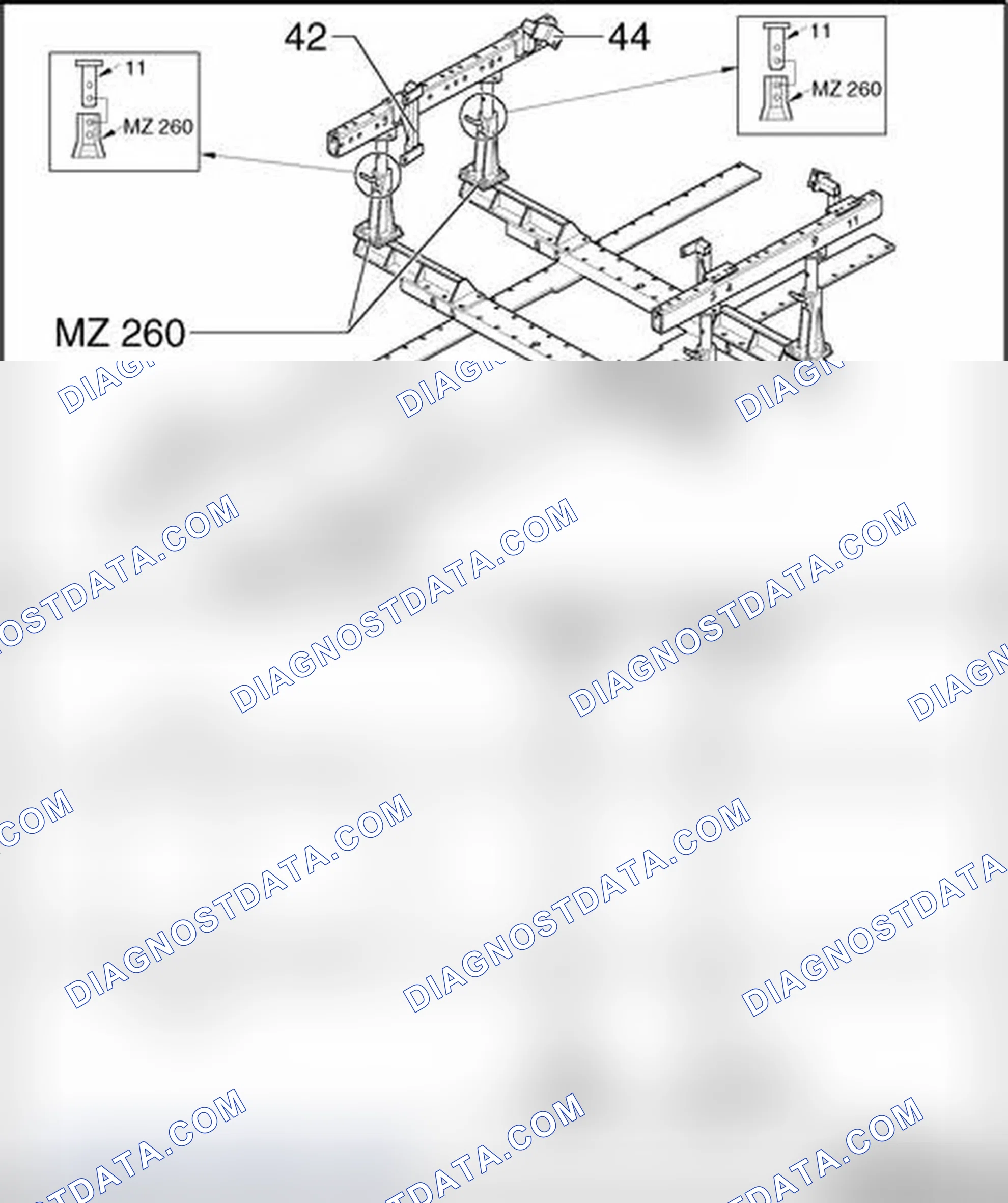
A - Extension
B - Telescopic column
C - Cross bar 1200 mm
42 - Mounting for B-pillar
44 - Mounting for C-pillar
42 - MZ 260
44 - MZ 260
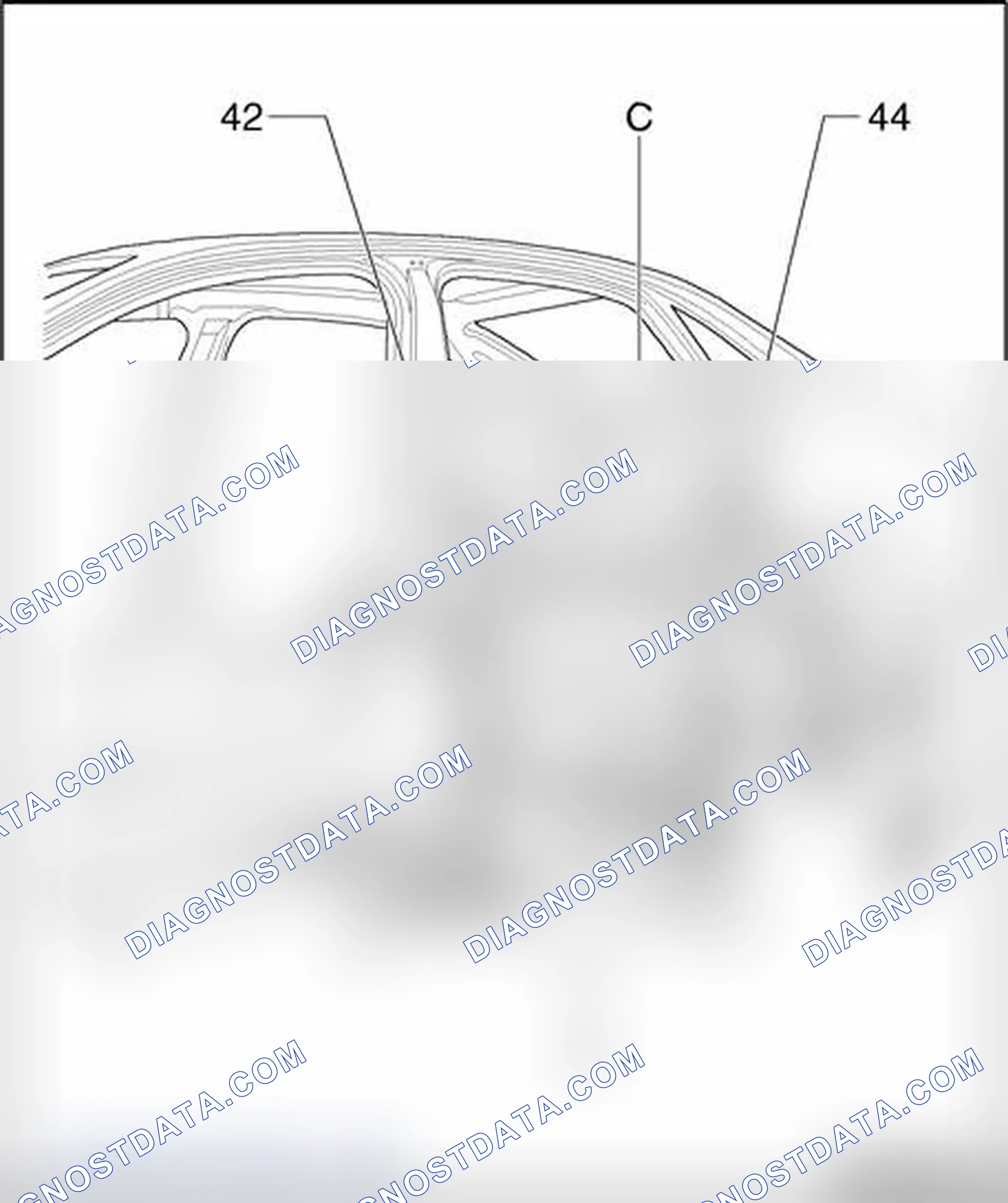
Scheme 36
A - Extension
B - Telescopic column
C - Cross bar 1200 mm
40 - Mounting for A-pillar
42 - Mounting for B-pillar
40 - MZ 260
42 - MZ 260
Scheme 37
A - Extension
B - Telescopic column
C - Cross bar 1200 mm
42 - Mounting for B-pillar
44 - Mounting for C-pillar
42 - MZ 260
44 - MZ 260
Scheme 38
a - 840 2mm
Distance between front attachment points of front suspension
b - 620 2mm
Distance between rear attachment points of front suspension
c - 933 2mm
Diagonal distance between attachment points of front suspension
| CAUTION | These dimensions are only used for checking only. Correct dimensions are defined by the alignment bracket set. |
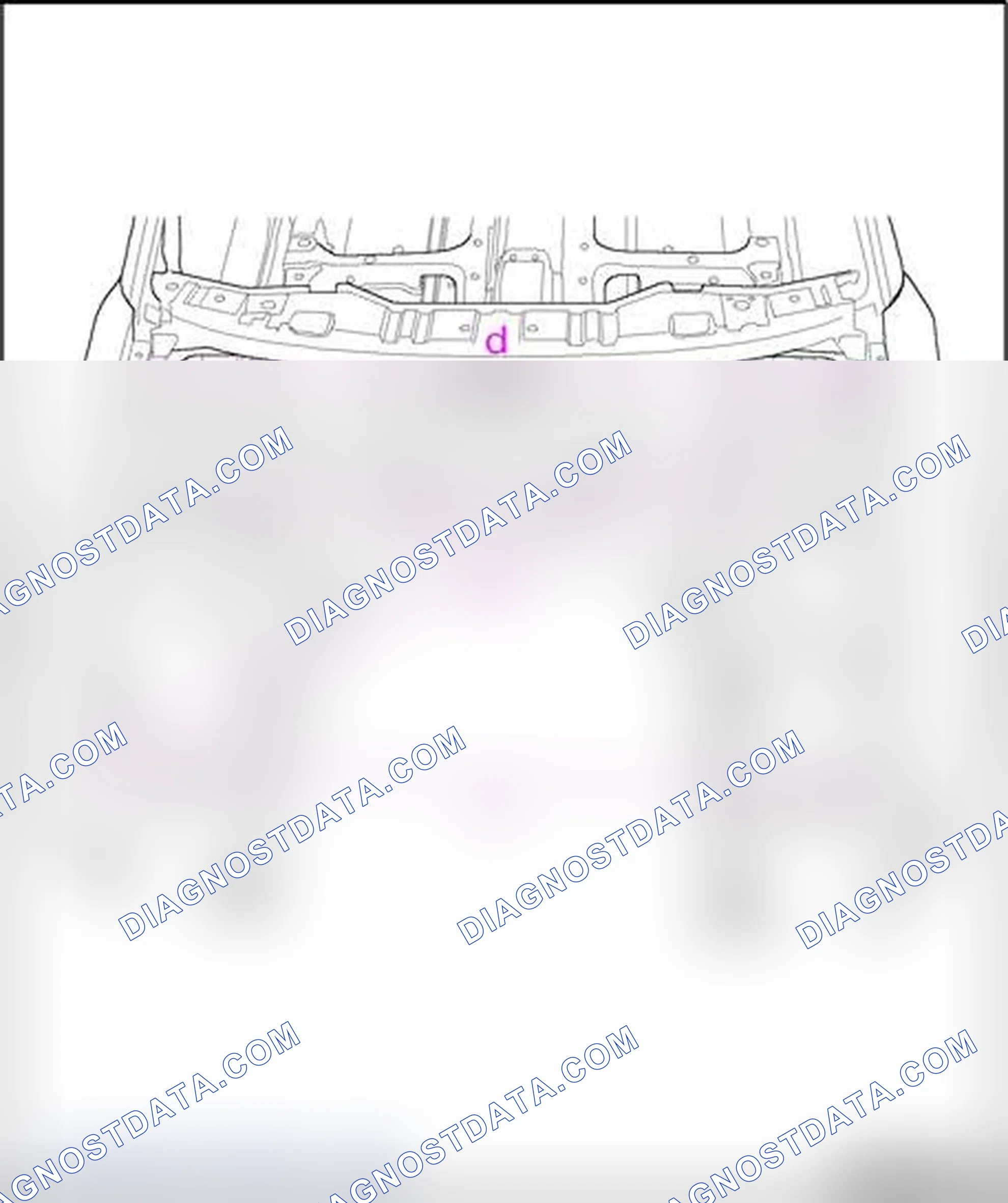
Scheme 39
d - 1993 2mm
Distance between rear attachment points of front suspension and rear axle mounting
e - 2250 2mm
Diagonal distance between rear attachment points of front suspension and rear axle mounting
| CAUTION | These dimensions are only used for checking only. Correct dimensions are defined by the alignment bracket set. |
Scheme 40
f - 1090 2mm
Distance between axle mountings
g - 1355 2mm
Diagonal distance between axle mounting and longitudinal member
h - 995 2mm
Distance between rear longitudinal members
| CAUTION | These dimensions are only used for checking only. Correct dimensions are defined by the alignment bracket set. |
Scheme 41
a - 820 2mm
Distance between front longitudinal members
| CAUTION | These dimensions are only used for checking only. Correct dimensions are defined by the alignment bracket set. |
Scheme 42
b - 1405 2mm
Distance between front hinge mountings
c - 1287 2mm
Distance between wing panel mountings
d - 1560 2mm
Diagonal distance between hinge mountings and wing panel mountings
e - 840 2mm
Distance between outer attachment points of suspension strut mountings
| CAUTION | Distance - e - only serves as a check. Correct dimensions are defined by the alignment bracket set. |
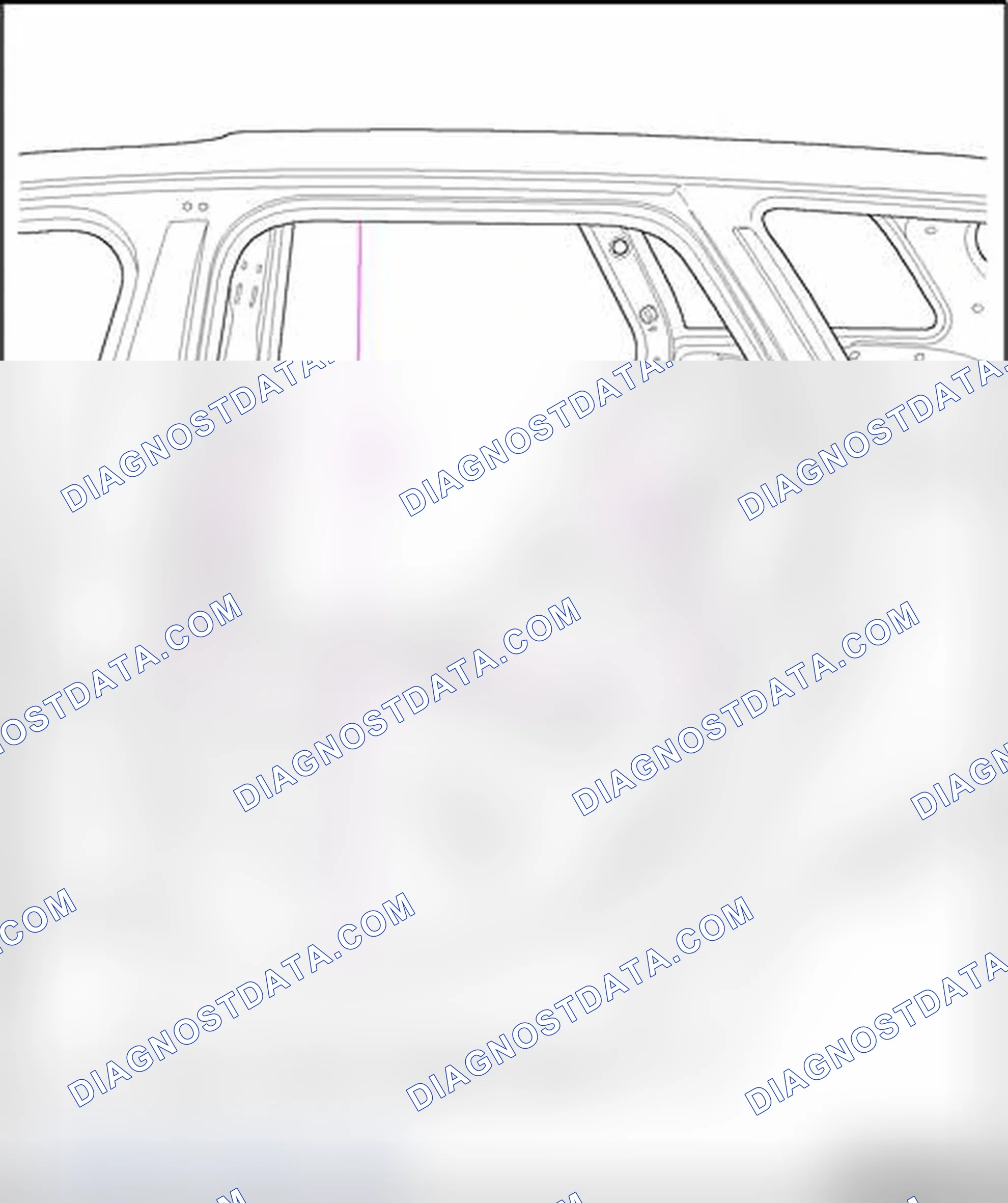
Scheme 43
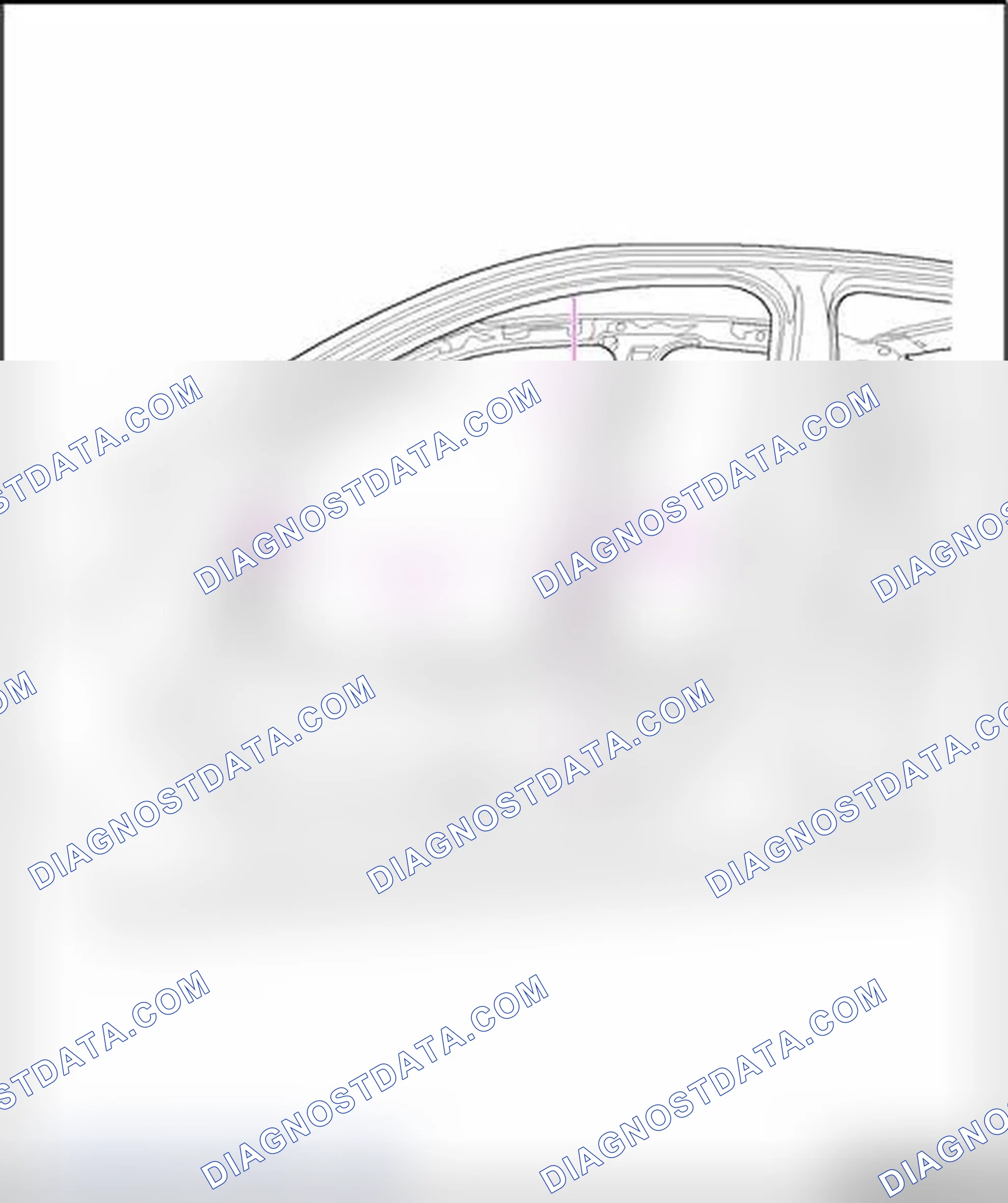
a - 1400 2mm
Distance between A-pillars
b - 1443 2mm
Distance between B-pillars
c - 970 2mm
Height of door opening
d - 870 2mm
Distance between A-pillar and B-pillar
| CAUTION | These dimensions are only used for checking only. Correct dimensions are defined by the alignment bracket set. |
Scheme 44
o - 1315 2mm
Distance between mountings for folding backrest
p - 1247 2mm
Distance between seat belt anchorages
Scheme 45
e - 1380 2mm
Distance between C-pillars
f - 1032 2mm
Height of door opening
g - 850 2mm
Distance between B-pillar and C-pillar
| CAUTION | These dimensions are only used for checking only. Correct dimensions are defined by the alignment bracket set. |
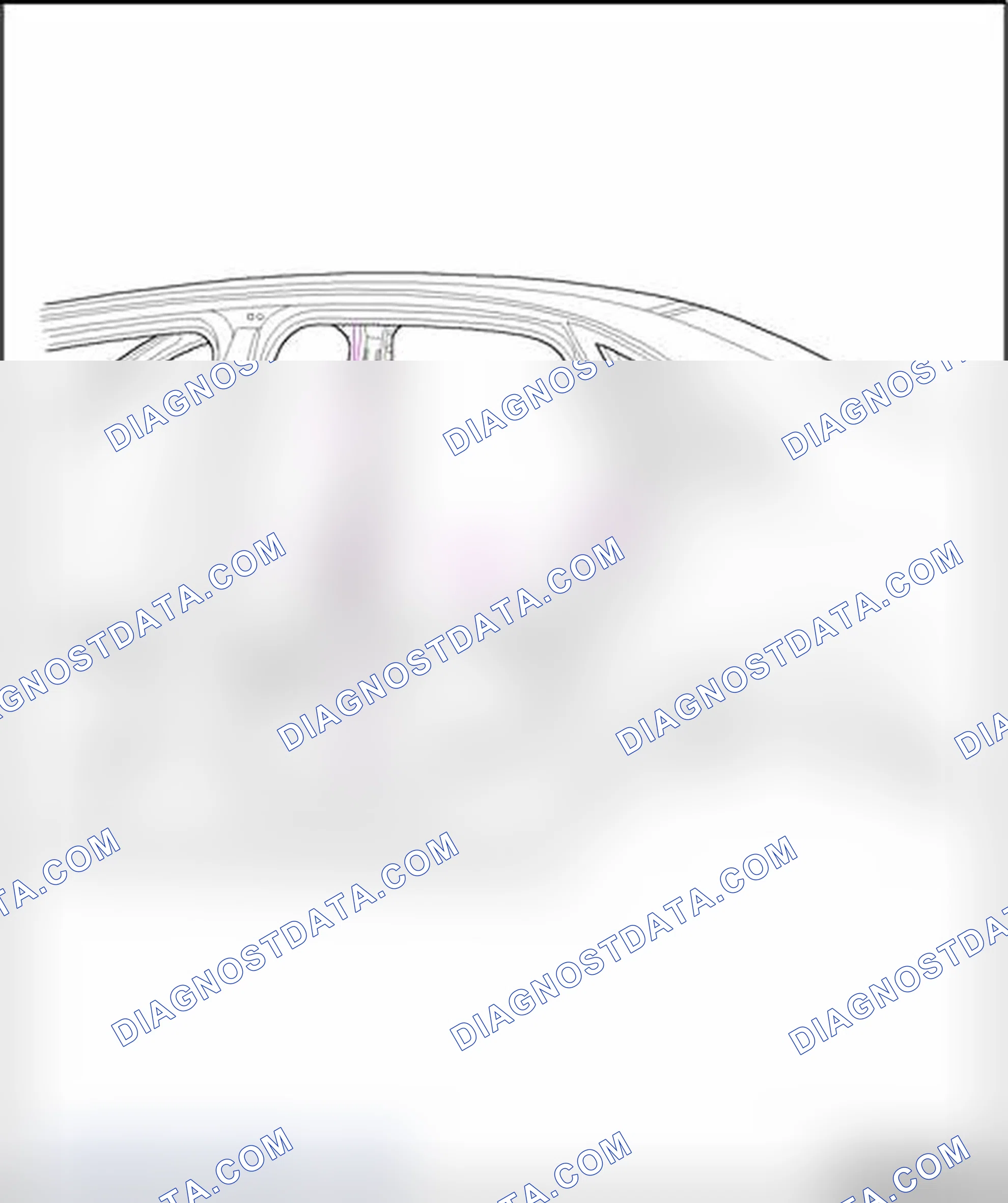
Scheme 46
h - 1382 2mm
Distance between C-pillars
i - 850 2mm
Distance between B-pillar and C-pillar
j - 1447 2mm
Distance between B-pillars
k - 1047 2mm
Height of door opening
| CAUTION | These dimensions are only used for checking only. Correct dimensions are defined by the alignment bracket set. |
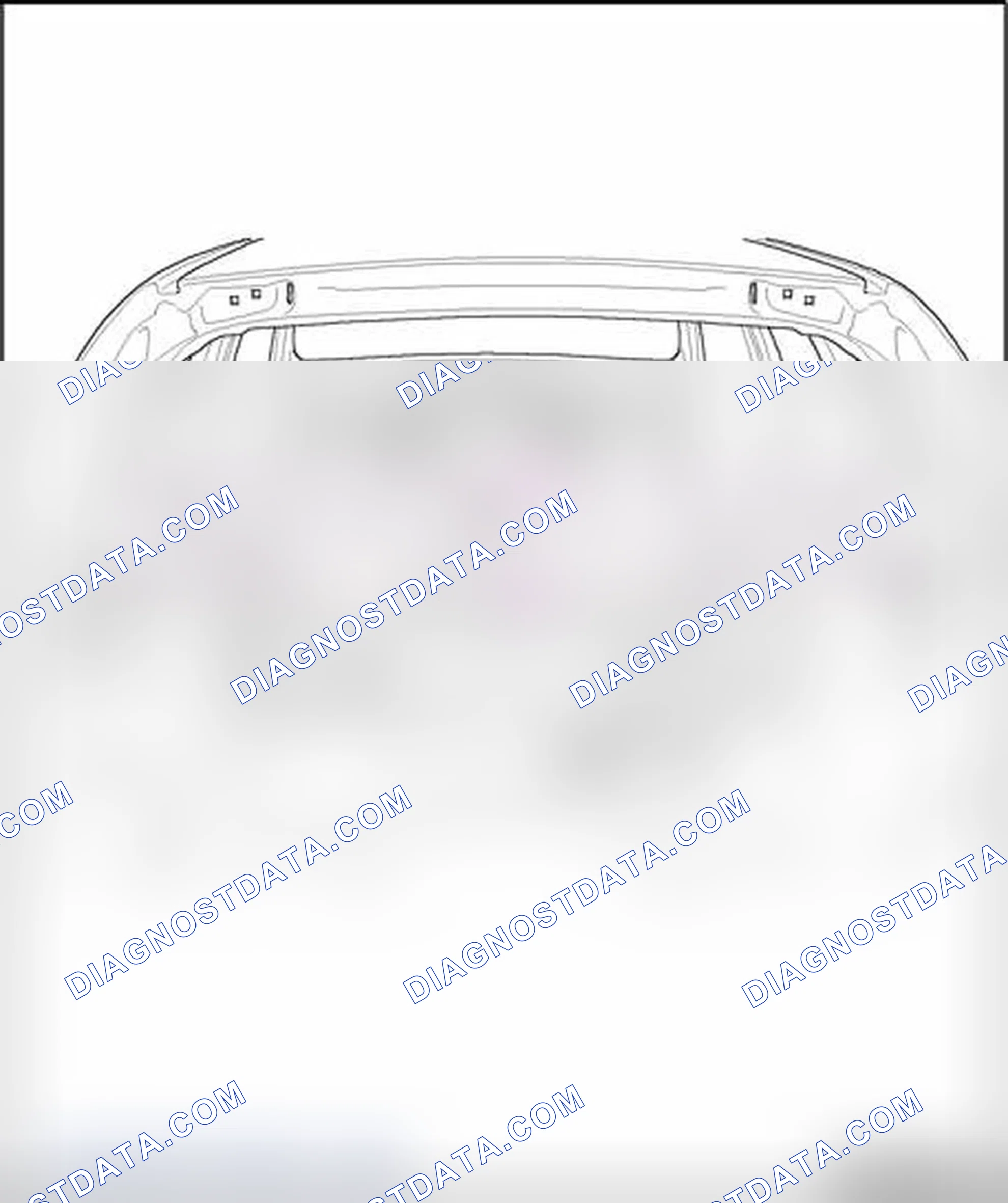
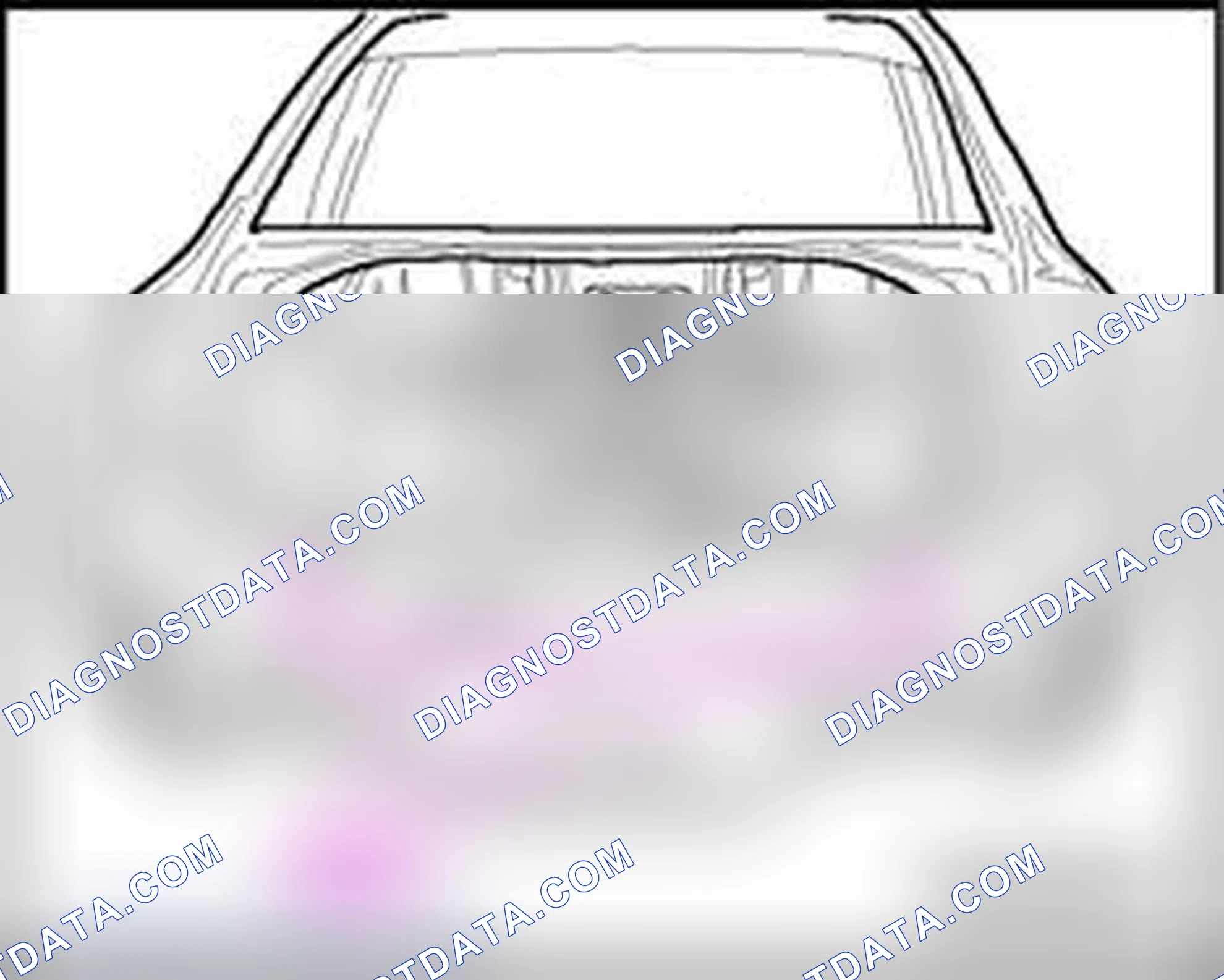
Scheme 47

h - 1096 2mm
Distance between side panels (top)
j - 495 2mm
Distance between rear cross panel flange and flange on window cross member
k - 1080 2mm
Distance between rear longitudinal members
Scheme 48
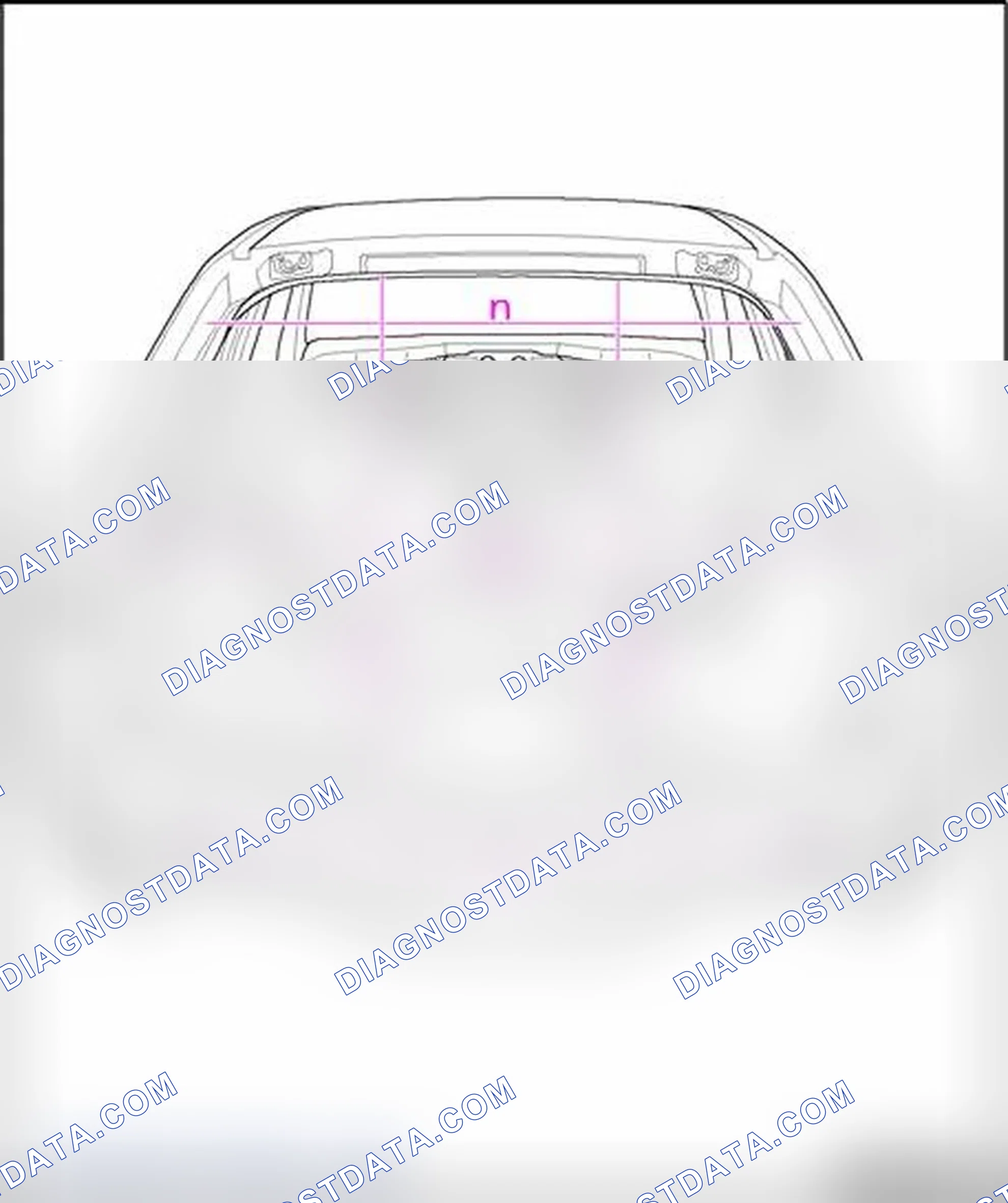
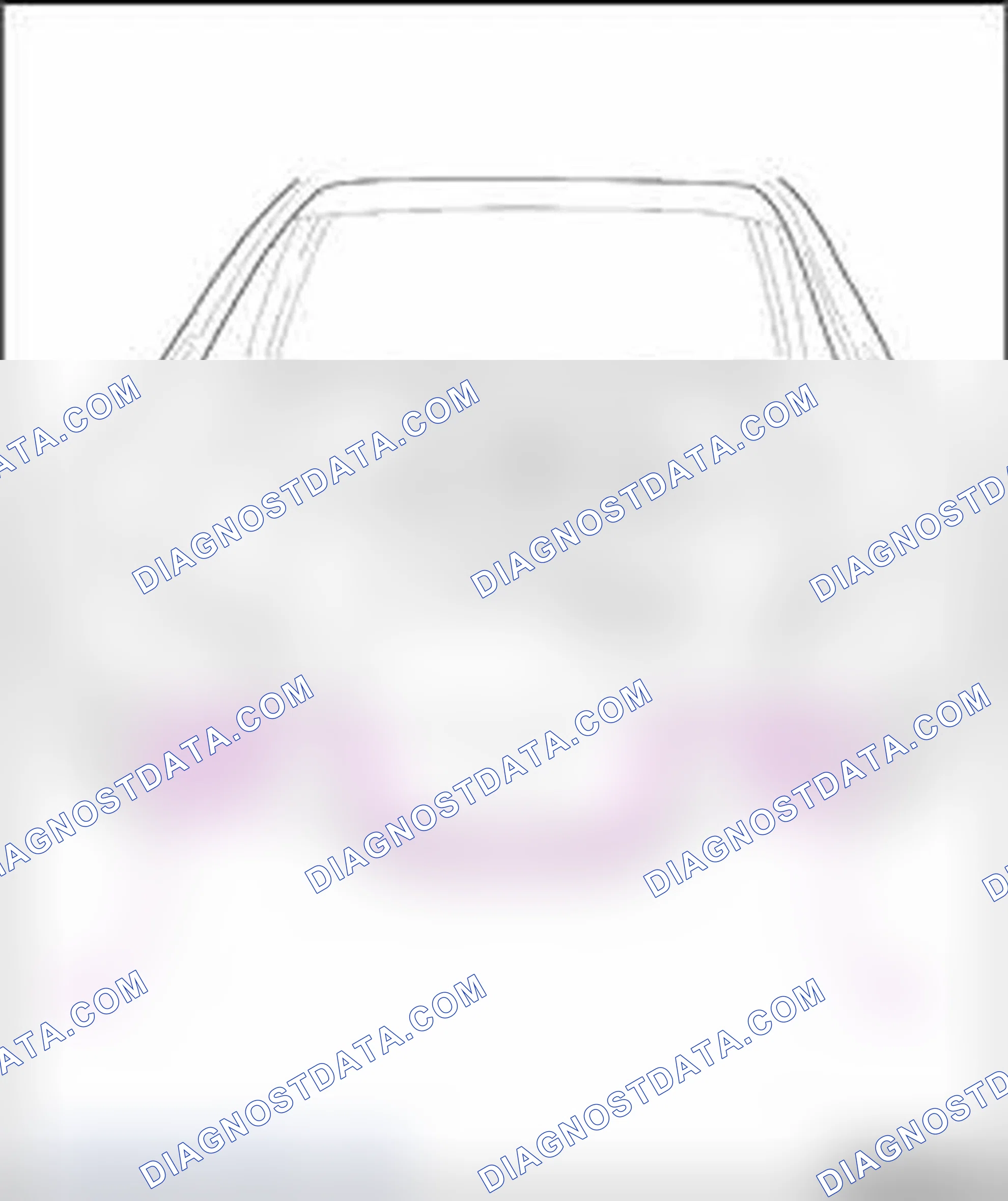
l - 1080 2mm
Distance between rear longitudinal members
m - 1205 2mm
Distance between side panels (bottom)
n - 1005 2mm
Distance between side panels (top)
p - 922 2mm
Distance between roof flange and rear cross panel flange
Scheme 49
- Separate original joint.
- Remove remaining material.
- Remove part.
Replacement parts
- Connecting plates
Preparing replacement parts
Scheme 50
- Drill 7 mm holes for SG plug weld seam.
Scheme 51
- Spot weld intermediate piece: RP spot weld seam.
- Weld in replacement part: SG plug weld seam.
Scheme 52
- Install reinforcement and weld in: RP spot weld seam.
Scheme 53
- Intermediate piece already removed
- Cut out as shown.
- Separate original joint.
- Remove remaining material.
Replacement part
- Upper wheel housing longitudinal member
Scheme 54
- Transfer separating cut to replacement part plus 10 mm for overlap. Cut off shaded area.
Scheme 55
- Spot weld upper wheel housing longitudinal member: RP spot weld seam.
- Butt weld separating cut: SG continuous seam.
Scheme 56
- Dimension - a - = 95 mm
- Cut out longitudinal member.
Note. Separating cut must be a straight line.
Scheme 57

- Sub-part - longitudinal member
Scheme 58
- Dimension - b - = 240 mm
- Adapt length on body side of joint if necessary.
Note. Align longitudinal member with lock carrier, cross member and headlight to bumper.
- Weld in front longitudinal member: SG continuous seam 8 x 15 mm.
- Seal weld seam.
Scheme 59
- Separate original joint between inner longitudinal member and reinforcement plates.
- Separate original joint between upper longitudinal member and support.
- Grind off weld seams on longitudinal member.
- Take out inner longitudinal member.
- Remove remaining material.
Scheme 60
- Drill off reinforcing plate - a - so that it can be re-used.
- Make separating cut - b - at bottom as shown and bend panel out (see inset).
- Make separating cut in longitudinal member as shown. Take care not to damage internal reinforcement.
- Use grinder to make separating cut.
| CAUTION | If the inner longitudinal member is damaged it must also be replaced. |
- Separate original joint.
- Inner longitudinal member
- Longitudinal member
Preparing replacement parts
Scheme 61
- Drill 7 mm holes for SG plug weld seam.
Scheme 62
- Transfer separating cut to replacement part and cut off shaded area.
- Drill off reinforcements
Scheme 63
- Install replacement parts and secure on alignment bracket.
- Butt weld separating cut: SG continuous seam.
Scheme 64
- Bend back wheel housing reinforcing plate and weld in: SG continuous seam.
- Weld in support plate: SG plug weld seam
- Weld in remaining joint: SG plug weld seam.
Scheme 65
- Weld in replacement part: SG continuous seam.
- Weld in reinforcing plate: SG plug weld seam.
Scheme 66
- Weld in longitudinal member: SG plug weld seam.
- Spot weld longitudinal member: RP spot weld seam.
Scheme 67
- Separate original joint.
Note. This description covers the repair method with riveting and bonding as well as shielded arc welding (SG). A special hose set with reduced nozzle diameter is required for the shielding gas welding unit when performing repairs on the roof. Hose set for shielding gas welding unit VAS 5023
Scheme 68
- On vehicles with sun roof, cut through bond points with a knife.
Scheme 69

- Grind surface of laser weld seam and use chisel to bend up remaining pieces and pry off.
- Remove sealing compound from sealing channel.
Note. Only grind surface of laser weld seam. Do not grind through roof. If the roof frame is damaged, this must also be replaced.
- Remove remaining material.
- Roof
- Body adhesive DA 001 730 A1
- Assembly adhesive D 190 MKD A3
- Pop rivet 3.2 x 6.6 N 907 979 01
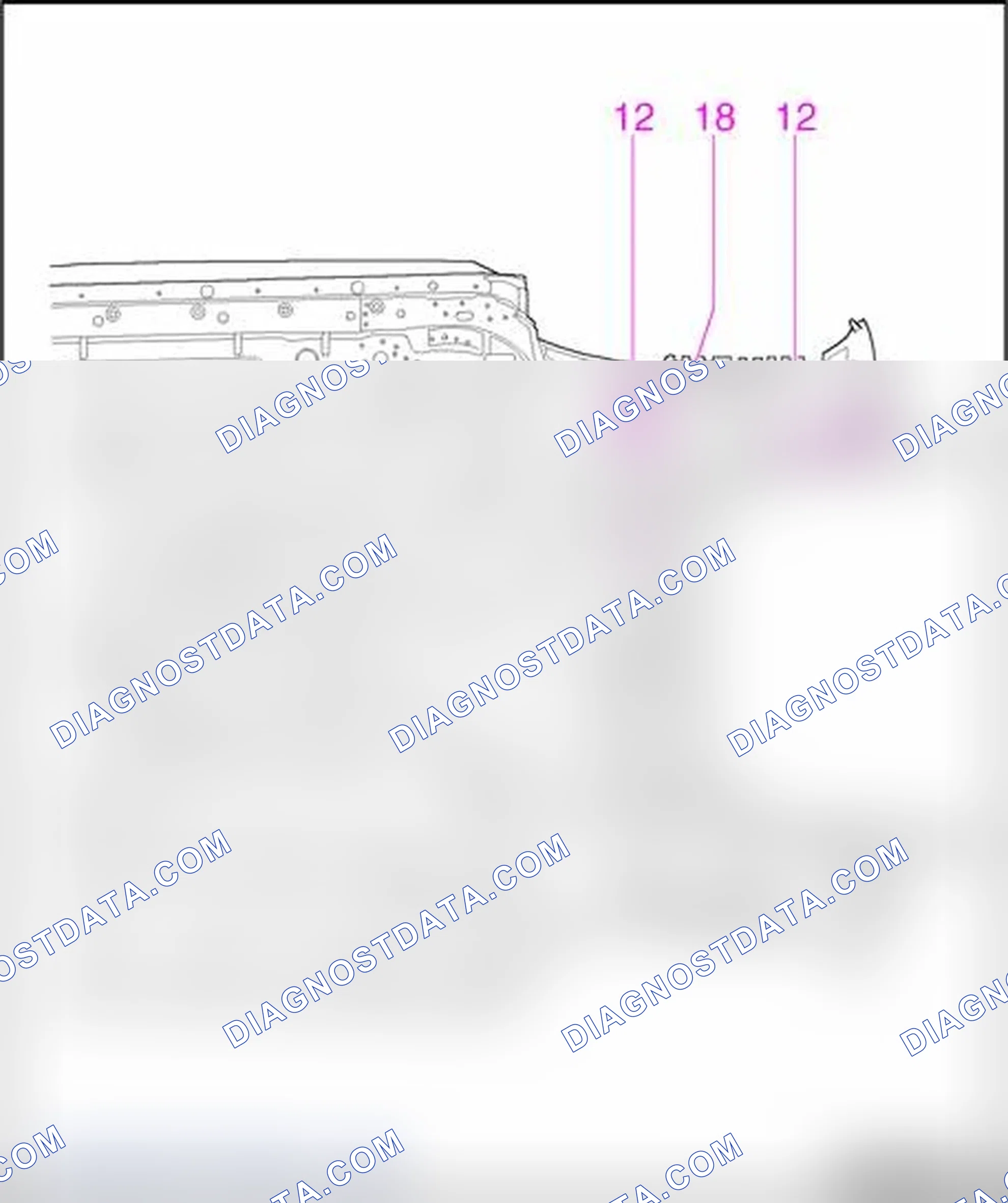
Preparing replacement part
Scheme 70
- Mark positions of spot welds - a - , - b - , - c - and rivet holes with soft pencil.
Note. If the replacement roof panel is not going to be riveted and bonded, make holes in replacement part for SG plug weld seam in the area of the rivet holes.
- Mount on roof and install in position.
| CAUTION | Check fit with windshield and rear window. It is important to maintain dimension - a - of 12 + 1 mm for roof joint strip. |
- Drill 3.2 mm rivet holes at the points illustrated. Remove roof and de-burr holes.
- Grind down bonding surface on body to bare metal.
- Grind off primer only in vicinity of spot welds.
- Clean bonding area (it must be free of dust and grease).
Scheme 71
- On vehicles with sunroof, apply assembly adhesive in the area of the roof reinforcement.
- Apply adhesive. Diameter of adhesive bead approx. 3.5 mm. Leave 15 mm either side of spot welds free of adhesive.
| CAUTION | The replacement part must be welded in within 30 minutes, otherwise the strength of the adhesive joint will be impaired. |
- Mount on roof and install in place. Press in roof at sealing channel in order to force out adhesive.
Note. If adhesive comes out on both sides over the full length of the joint, this indicates that sufficient adhesive has been applied.
Scheme 72
- Install pop rivets.
- Wipe off adhesive emerging from joint.
- Apply sealant (2 mm thick) in sealing channel.
- Weld in roof: RP spot weld seam.
Note. The seal must be even and thin. Unevenness will be visible on the roof trim strip (wavy).
Scheme 73
- Weld in roof: RP spot weld seam.
- Weld in replacement part: SG plug weld seam.
Scheme 74
- Roughly cut out roof.
Note. Cut out roof reinforcement as well.
- On vehicles with sunroof, cut through bond points with a knife.
- Remove sealing compound from sealing channel.
- Grind surface of laser weld seam and use chisel to bend up remaining pieces and pry off.
Note. Only grind surface of laser weld seam. Do not grind through roof. If the roof frame is damaged, this must also be replaced.
- Remove remaining material.
- Roof
- Butyl adhesive sealing cord AKL 450 005 05
- Body adhesive DA 001 730 A1
- Assembly adhesive D 190 MKD A3
- Pop rivet 3.2 x 6.6 N 907 979 01
Preparing replacement part
Scheme 75
- Mark positions of spot welds - a - , - b - , - c - , - d - and rivet holes with soft pencil.
Note. If the replacement roof panel is not going to be riveted and bonded, make holes in replacement part for SG plug weld seam in the area of the rivet holes. On vehicles with foam-filled B-pillar, make holes for SG plug weld seam in vicinity of spot welds - A - and - B - instead of drilling rivet holes.
- Mount on roof and install in position.
| CAUTION | Check fit with windshield and rear window. It is important to maintain dimension of 12 + 1 mm for roof joint strip. |
- Drill 3.2 mm rivet holes at the points illustrated. Remove roof and de-burr holes.
- Grind down bonding surface on body to bare metal.
- Grind off primer only in vicinity of spot welds.
- Clean bonding area (it must be free of dust and grease).
Scheme 76
- Place a 150 mm length of butyl cord centrally over tailgate hinge cut-out on roof cross member.
- On vehicles with sunroof, apply assembly adhesive in the area of the roof reinforcement.
- Apply adhesive. Diameter of adhesive bead approx. 3.5 mm. Leave 15 mm either side of spot welds free of adhesive.
| CAUTION | The replacement part must be welded in within 30 minutes, otherwise the strength of the adhesive joint will be impaired. |
- Mount on roof and install in position. Press in roof at sealing channel in order to force out adhesive.
Note. If adhesive comes out on both sides over the full length of the joint, this indicates that sufficient adhesive has been applied.
Scheme 77
- Install pop rivets.
- Wipe off adhesive emerging from joint.
- Apply sealant (2 mm thick) in sealing channel.
Note. The seal must be even and thin. Unevenness will be visible on the roof trim strip (wavy).
Scheme 78
- Weld in roof: RP spot weld seam.
- Weld in replacement part: SG plug weld seam.
Scheme 79
- Weld in roof: RP spot weld seam.
- Braze in roof.
- Working from interior, fill gap between roof and roof frame (front and rear) with sealant.
Scheme 80
- Roof already removed
- Roughly cut out roof frame.
- Separate original joint.
- Remove remaining material.
Note. This joint is additionally bonded. Make additional 2 x 10 mm SG continuous seams in place of bonded joints.
- Roof cross member
Welding in
- Install replacement part in position.
Scheme 81
- Weld in replacement part: RP spot weld seam.
- Weld remaining joint: staggered SG continuous seam.
- Place butyl cord over roof cut-out (2 x 200 mm on the outside and 1 x 200 mm in the center).
Scheme 82
- Roof already removed
- Roughly cut out roof frame.
- Separate original joint.
- Remove remaining material.
Note. This joint is additionally bonded. Make additional 2 x 10 mm SG continuous seams in place of bonded joints.
- Roof frame
- Butyl adhesive sealing cord AKL 450 005 05
- Mount and install replacement part in position.
Scheme 83
- Weld in replacement part: RP spot weld seam.
- Weld remaining joint: staggered SG continuous seam.
- Place 2 x 200 mm lengths of butyl cord centrally over tailgate hinge cut-out and 2 x 260 mm on roof cross member.
Scheme 84
- Roof already removed
- Separate original joint.
- Drill out spot welds - a - from inside.
- Rear roof frame
- Rear roof frame (inner)
- Mount and install replacement part in position.
- Weld in replacement part: SG plug weld seam.
Scheme 85
- Align replacement part over hole - arrow - in rear roof frame (inner).
Scheme 86
- Weld in replacement part: RP spot weld seam.
Scheme 87
- Make separating cut at top according to extent of damage. Do not cut in vicinity of inner reinforcement.
- Do not damage inner reinforcement when making separating cut in sill.
- Separate original joint.
Note. Partial replacement is possible using separating cuts as listed. Offset in area of separation and apply SG plug weld seam.
- A-pillar (sub-part)
Preparing replacement part
Scheme 88
- Transfer separating cut to replacement part and cut to fit.
- Drill 7 mm holes for SG plug weld seam.
Scheme 89
- Place backing plate of same material behind separating cuts.
- Weld in A-pillar: RP spot weld seam.
- Butt weld separating cuts: SG continuous seam.
- Make additional weld at A-pillar: SG plug weld seam.
Scheme 90
- A-pillar already cut out
- Separate original joint.
- Remove remaining material.
- Remove inner A-pillar from below.
- Inner A-pillar
Preparing replacement part
Scheme 91
- Drill 7 mm holes for SG plug weld seam.
Scheme 92
- Weld in inner A-pillar: RP spot weld seam.
- Weld in A-pillar: SG plug weld seam.
Scheme 93
- Cut inner B-pillar below welded nut for seat belt anchorage.
- Separate original joint.
- B-pillar (sub-part)
Preparing replacement parts
Scheme 94
- Transfer separating cut to replacement part and cut off shaded area.
- Drill 7 mm holes for SG plug weld seam.
- Place backing plate of same material behind separating cuts.
Scheme 95
- Mount inner B-pillar with vehicle free of stress and install in position.
- Weld in B-pillar: RP spot weld seam.
- Weld in B-pillar: SG plug weld seam.
- Butt weld separating cuts: SG continuous seam.
Scheme 96
- Cut out as shown.
- Separate original joint.
- Inner B-pillar
Preparing replacement part
Scheme 97
- Transfer separating cut to replacement part and cut out.
Scheme 98
- Mount inner B-pillar with vehicle free of stress and install in position.
- Weld in inner B-pillar: SG continuous seam.
- Butt weld separating cut: SG continuous seam.
- Spot weld B-pillar - RP spot weld seam.
Scheme 99
- Outer side member, B-pillar (part section), outer A-pillar and inner A-pillar already cut out
- Separate original joint.
- Open laser weld at inner B-pillar
- Side member does not have to be renewed if deformation is no greater than 5 mm.
- Inner side member
Scheme 100
- Drill 7 mm holes for SG plug weld seam.
Scheme 101
- Weld in side member: RP spot weld seam.
- Weld in side member: SG plug weld seam.
- Weld laser seam: SG continuous seam.
Scheme 102
- Separate original joint.
- Grind off MIG brazed seam and make SG continuous seam in its place.
- Cut out as shown. Take care not to damage internal reinforcement or longitudinal member.
- Floor panel
Preparing replacement part
Scheme 103
- Transfer separating cut to replacement part plus 15 mm for overlap. Cut off shaded area.
- Drill 7 mm holes for SG plug weld seam.
- Offset separating cut (on body side of joint).
Scheme 104
- Weld in replacement part: SG plug weld seam.
- Weld in floor panel: 25 mm SG continuous seam with 20 mm spacing.
Scheme 105
- Separate original joint.
- Remove part.
Scheme 106

- Rear cross panel
Scheme 107
- Spot weld rear cross panel: RP spot weld seam.
Scheme 108
- Separate original joint.
- Rear cross panel
Preparing replacement part
Scheme 109
- Make holes in outer joint surface of replacement part.
Scheme 110
- Spot weld rear cross panel: RP spot weld seam.
- Weld in rear cross panel: SG plug weld seam.
- Make 3 x SG plug weld seam in place of bonded joint
Scheme 111
- Upper section of rear cross panel already removed
- Separate original joint.
- Remove part.
- Rear cross panel
Scheme 112
- Spot weld rear cross panel: RP spot weld seam.
Scheme 113
- Upper section of rear cross panel already removed
- Separate original joint.
- a - = Drill through tail light mounting (two metal thicknesses).
- Remove part.
- Reinforcement for rear cross panel
Preparing replacement part
Scheme 114
- Drill 7 mm holes for SG plug weld seam.
Scheme 115
- Guide in part from above between tail light mounting and bottom reinforcement.
- Weld in replacement part: RP spot weld seam.
- Weld in remaining joint: SG plug weld seam.
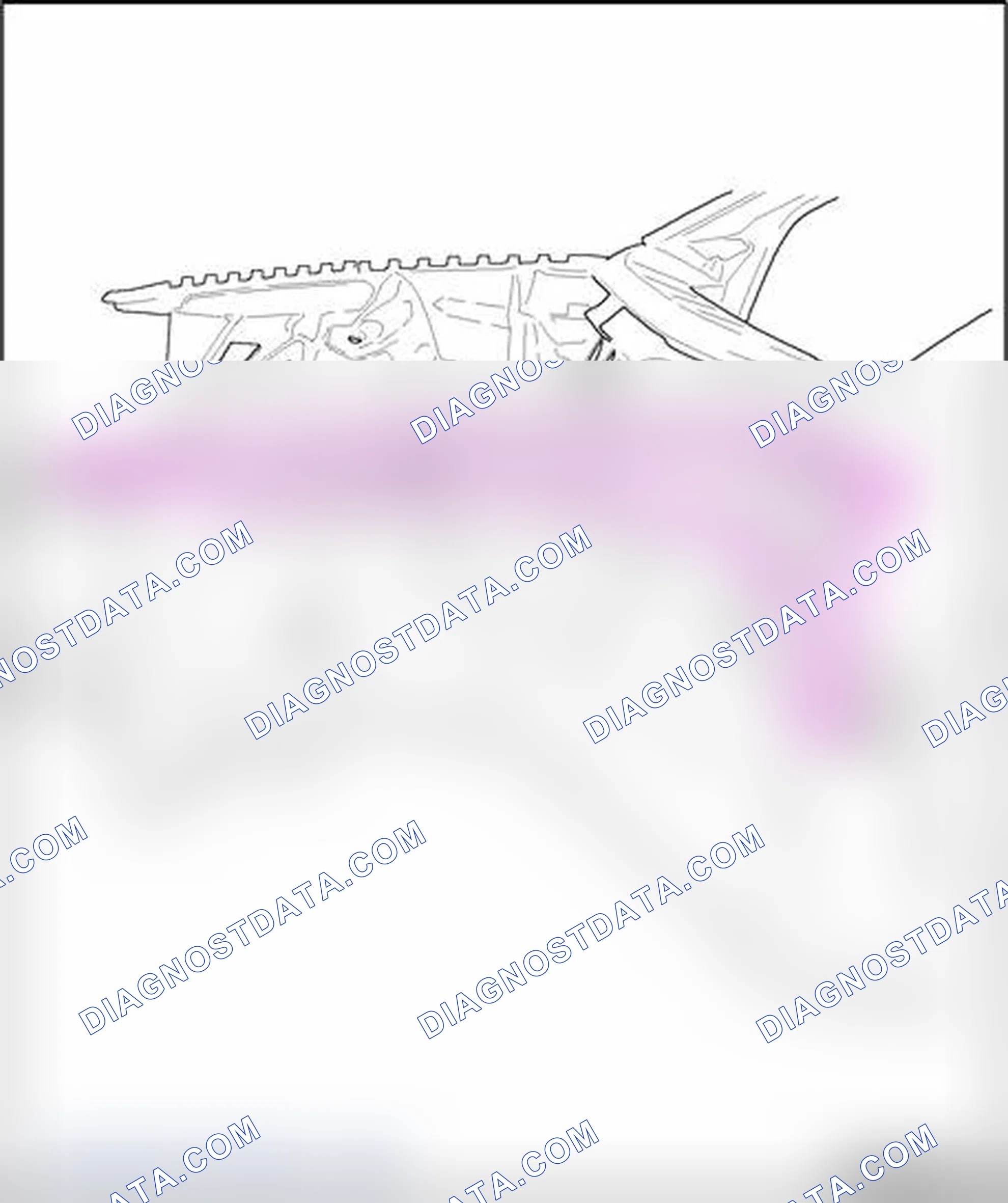
Scheme 116
- Upper section of rear cross panel already removed
- Separate original joint.
- Rotate part towards the inside and remove - arrow -.
- Reinforcement for rear cross panel
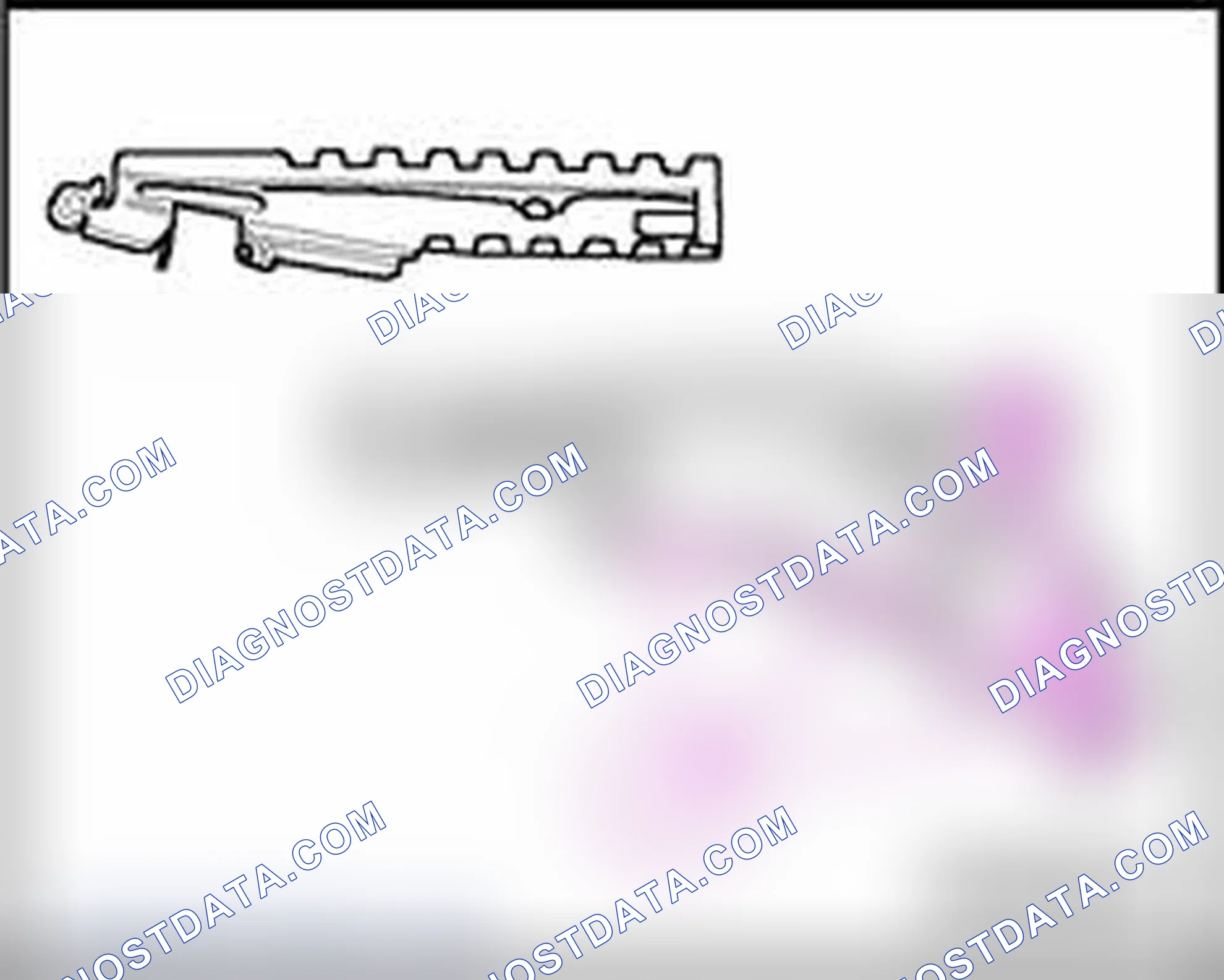
Scheme 117
- Guide in part from above between tail light mounting and bottom reinforcement.
- Spot weld rear cross panel: RP spot weld seam.
Scheme 118
- Upper section of rear cross panel already cut out (part section)
- Separate original joint.
- Remove part.
- Tail light mounting
Preparing replacement part
Scheme 119
- Drill 7 mm holes for SG plug weld seam.
Scheme 120
- The cross panel is now tilted into the installation position, pulled up and fitted into place.
- Check gap between new panel and tail light/rear lid.
- Spot weld rear cross panel: RP spot weld seam.
- Weld in replacement part: SG plug weld seam.
Scheme 121
- Rear cross panel already cut out
- Includes: inner reinforcement
- Separate original joint at cross panel and detach part.
- Separate original joint at inner reinforcement and detach part.
- Metal insert
- Reinforcement
Preparing replacement part
Scheme 122
- Drill 7 mm holes for SG plug weld seam.
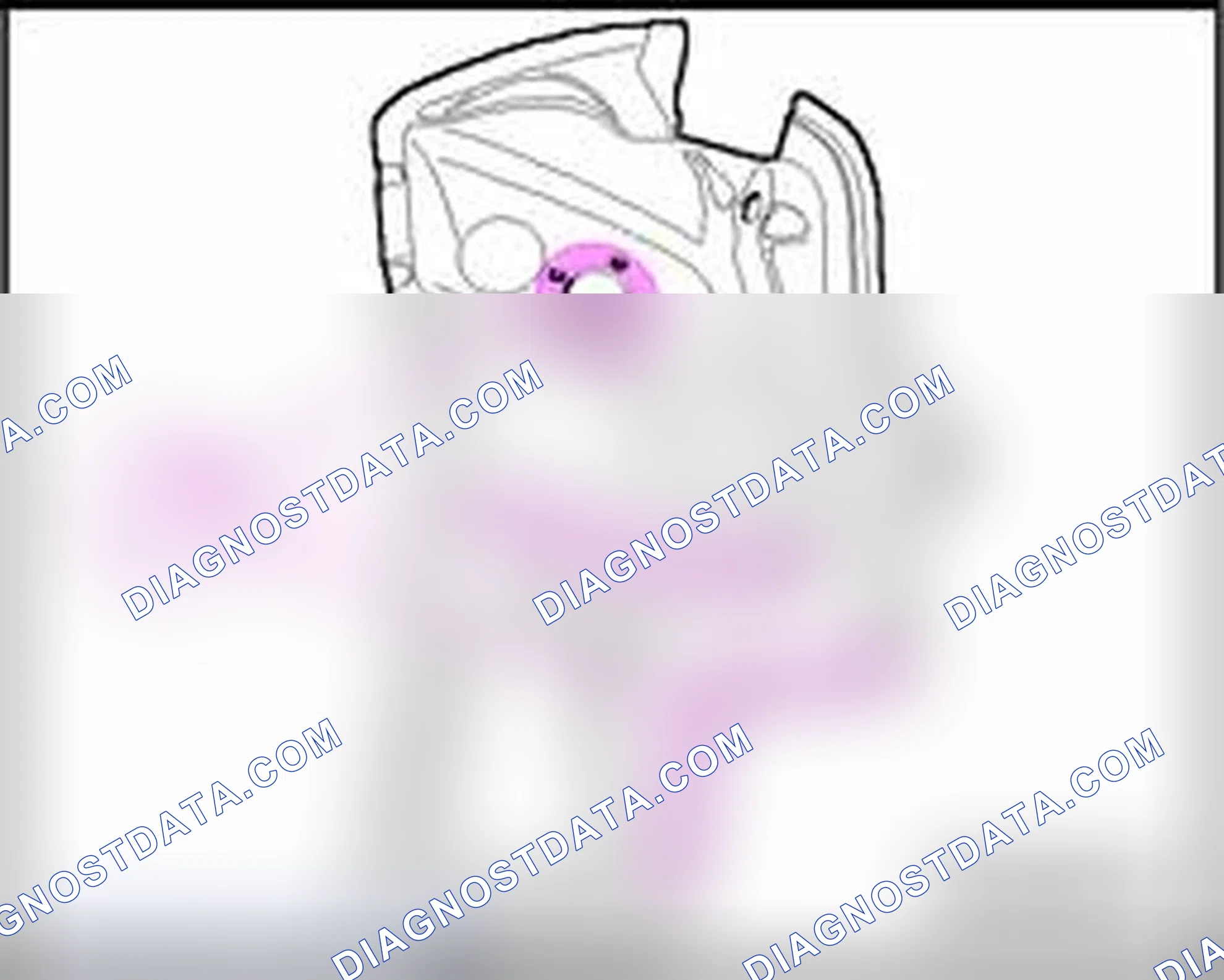
Scheme 123
- Align contour of inner reinforcement and metal insert. Weld in place: RP spot weld seam.
Scheme 124
- Slide tail light mounting with reinforcement under side panel.
Scheme 125
- Weld metal insert to side panel: SG plug weld seam.
- Weld metal insert to longitudinal member: SG plug weld seam.
Scheme 126
- Side panel already cut out
- Outer side member (part section) already removed
- Separate original joint.
- Separating cut in lock reinforcement is intended for replacement of sill. Remove part in such a way that it can be re-used. If renewing, place backing plate of same material behind joint.
- Lock carrier plate
Preparing replacement part
Scheme 127
- Drill 7 mm holes for SG plug weld seam.
- Make 5 x SG plug weld seam in place of laser weld.
Scheme 128
- Weld in lock carrier: RP spot weld seam.
- Weld in replacement part: SG plug weld seam.
Scheme 129
- Grind through outer edge of wheel housing.
- Make separating cuts as shown. Do not damage internal reinforcement.
- Separate original joint.
- Grind down laser weld seam in C-pillar.
Note. A partial replacement is possible with the separating cuts illustrated. Place an additional thickness of the same material behind the joint and make SG stepped weld seam.
- Side panel
- Metal insert
- Body adhesive DA 001 730 A1
Preparing replacement part
Scheme 130
- Transfer separating cut to replacement part and cut off shaded area.
- Grind back C-pillar for SG continuous seam in place of laser weld.
- Drill holes for SG plug weld seam in area of roof and tail light.
- Clean bonding area (it must be free of dust and grease).
- Grind down bonding surface on body to bare metal.
- Clean beaded area (it must be free of dust and grease).
- Align flanges on roof and window cross member.
Scheme 131
- Weld in side panel: RP spot weld seam.
- Butt weld separating cut: SG continuous seam.
- Apply adhesive to beaded flange. Two beads of adhesive: 3.5 mm diameter.
- Bead over wheel housing flange. Wipe off emerging adhesive and seal joint.
Scheme 132
- Weld in side panel: RP spot weld seam.
- Weld in replacement part: SG plug weld seam.
Scheme 133
- Weld in side panel: SG plug weld seam.
Scheme 134
- Locate C-pillar on portal gauge supplement VAS 5007/11.
- Make separating cut on D-pillar according to extent of damage.
- Roughly cut out D-pillar.
- Make separating cuts in side member according to extent of damage.
- Do not damage inner reinforcement when making separating cut in sill.
- Grind through outer edge of wheel housing.
- Separate original joint.
- Side panel (sub-part)
- Body adhesive DA 001 730 A1
Preparing replacement part
Scheme 135
- Make holes in outer joint surface of replacement part.
- Grind down bonding surface (on body side of joint) to bare metal.
- Clean beaded area (it must be free of dust and grease).
- Apply adhesive to beaded flange. Two beads of adhesive: 3.5 mm diameter.
- Align flanges on roof and window cross member.
Scheme 136
- Weld in side panel: RP spot weld seam.
- Bead over wheel housing flange. Wipe off emerging adhesive and seal joint.
Scheme 137
- Weld in side panel: SG plug weld seam.
- Butt weld separating cuts: SG stepped seam.